 Small batches, high standards. Our rapid prototyping service makes validation faster and easier —
Small batches, high standards. Our rapid prototyping service makes validation faster and easier — 

Is Nickel Plating RoHS Compliant? The Layer Stack Can Change It

Is Nickel Plating RoHS Compliant?
If you are trying to sort out rohs compliant meaning for a plated part, start here: the answer is usually less about the word nickel and more about the full finish system wrapped around it.
Nickel plating can be RoHS compliant, but it is not automatically compliant just because nickel is present. The real answer depends on the entire plating system, including bath chemistry, additives, possible contamination, adjacent layers, and whether the finished plated article stays within RoHS restricted-substance limits.
Direct answer to is nickel plating RoHS compliant
In plain language, yes, nickel plating can meet RoHS requirements. RoHS is a restriction on certain hazardous substances used in electrical and electronic products, not a blanket ban on every metal finish. Material limits are evaluated at the homogeneous material level, which is why a plated layer or neighboring layer can change the compliance result. That basic framework is reflected in guidance from APT and PAVCO.
The three compliance questions buyers must separate
People often blend three different questions into one:
- Is nickel itself a restricted RoHS substance?
- Is this plating process formulated for RoHS use?
- Is the finished plated part actually compliant?
Those are not the same thing. If you have ever wondered what does RoHS mean on a drawing or what is RoHS compliant mean on a supplier declaration, this is the key distinction. A bath may be designed for compliant production, yet a finished part can still fail if another layer, topcoat, or contaminant introduces a restricted substance.
Why nickel itself is not the whole story
Nickel itself is not typically listed in common RoHS restricted-substance summaries. Still, nickel-related finishes can raise RoHS questions because the deposit is only one piece of the system.
- Brighteners, additives, and process chemistry matter.
- Underplates and top layers matter.
- Nearby solders, sealers, and nonmetal materials can matter.
- Finished-part compliance matters more than shorthand labels.
So when someone asks what is RoHS compliant for nickel plating, the most accurate answer is: a controlled, documented, finished plating stack that stays within RoHS limits. That naturally pushes the conversation to the substances RoHS actually restricts, and where they tend to show up in and around nickel systems.
RoHS Compliant Definition for Metal Finishing
For plated parts, RoHS is less about a finish name and more about substance limits. RoHS stands for Restriction of Hazardous Substances. In plain language, a product is compliant when each homogeneous material stays below the allowed limits for the restricted substances. That point matters for nickel plating because the deposit is only one layer in a larger system. The practical rohs compliant definition is not just, "the bath looked clean." It is, "the finished part, layer by layer, stays within scope and limits."
What RoHS restricts in plated products
If you need a working meaning of rohs compliant for sourcing or engineering, think of RoHS as a material-screening rule, not a performance spec. PAVCO summarizes the commonly cited restricted substances and limits this way:
- Lead, Pb: 0.1%
- Mercury, Hg: 0.1%
- Cadmium, Cd: 0.01%
- Hexavalent chromium, Cr6+: 0.1%
- Polybrominated biphenyls, PBB: 0.1%
- Polybrominated diphenyl ethers, PBDE: 0.1%
The same source notes that these limits apply to homogeneous materials, meaning every material layer in a component must meet the requirement. PAVCO also notes that additional categories were added over time, which is one reason buyers often hear the phrase rohs 3 compliance in supplier paperwork.
Where restricted substances can appear in nickel systems
- Lead: review solder-coated or soldered areas and other metallic materials near the nickel finish. PAVCO highlights lead-free solder coatings as a common compliant option, which is a reminder that the nickel layer is not the whole story.
- Mercury: treat this as a full-product review item. A nickel-plated part can still be pulled out of compliance by another material in the same component or assembly.
- Cadmium: check neighboring coatings or materials in the finish stack, not just the nickel deposit itself.
- Hexavalent chromium: pay close attention to passivates or chromium-bearing top layers. PAVCO points to trivalent chromium passivates as a compliant alternative, which shows why post-treatments matter.
- PBB and PBDE: these are part of the RoHS substance screen too, so other materials included with the product still belong in the review.
Why adjacent layers matter in compliance reviews
A process may be described as rohs directive compliant, but that phrase only helps if the scope is clear. PAVCO notes that electroless nickel coatings can be formulated without heavy metals to avoid exceeding RoHS limits. Useful, yes. Final proof still depends on the entire plated article, including every relevant layer and other materials built into the part. That is why buyers should read a nickel callout as a stack question, not a single-metal question. And once you look at actual finish types, the review changes again, because electroless nickel, electrolytic nickel, strikes, underplates, and combined systems do not all raise the same compliance checkpoints.
RoHS Compliant Metal Finishing by Nickel Finish Type
Finish type is where the answer stops being abstract and starts affecting real sourcing decisions. The same word, nickel, can describe very different processes. A PF comparison shows why: electroless nickel and electroplated nickel differ in uniformity, current-density effects, additive use, solder behavior, and process control needs. That is exactly why a review for rohs compliant metal plating has to follow the actual finish system, not just the metal named in the callout.
No finish in the table below is automatically compliant or noncompliant. The answer shifts with bath chemistry, phosphorus content, composite additives, topcoats, adjacent layers, contamination control, and how the finished part is documented.
Electroless and electrolytic nickel compared
Electroless nickel, or EN, is an alloy deposit and commonly includes phosphorus. Products Finishing notes that EN is valued for uniform coverage, including recessed features and holes, and that many current EN systems are formulated to meet RoHS and ELV requirements. Electrolytic nickel behaves differently. The same source highlights current-density effects, possible edge buildup, overplating on complex parts, and the role of brighteners and other additives in Watts nickel. That does not make one process good and the other bad. It simply means the compliance questions are not identical.
| Finish type | Common use context | Likely RoHS review points | Related spec language if applicable | Documentation buyers should request |
|---|---|---|---|---|
| Electroless nickel | Complex geometry, recesses, threads, blind or through holes, uniform functional coverage | Check which EN chemistry is being used, whether the supplier is claiming a RoHS-formulated system, and whether bath control prevents contamination or chemistry drift. | Electroless nickel callout on drawing or purchase spec | RoHS declaration tied to the actual EN process, full stack description, and change-control notice for bath chemistry |
| Electrolytic nickel | Bright decorative or engineered nickel where plating speed and appearance matter | Review current-density-driven thickness variation, brightener package, co-deposited organics, and whether the declared chemistry matches the part geometry being plated. | Electroplated nickel or Watts nickel style callout | Supplier declaration for the actual bath family, additive scope, and evidence covering the finished plated part rather than a generic nickel line |
| Nickel strike | Preparatory adhesion layer in a multi-step stack | Thin layers are easy to overlook. Ask what comes before and after the strike, because the strike alone does not define finished-part compliance. | Process sequence or router step | Layer-by-layer stack map and declaration covering the entire sequence |
| Nickel underplate | Nickel used below a final metallic or decorative top layer | The underplate may be acceptable while the exposed top layer or post-treatment is not. Review the whole stack, not just the nickel underlayer. | Stack-up callout on drawing | Full finish-stack declaration and scope statement for each layer |
| Nickel-chrome system | Layered nickel plus chromium finish | Nickel cannot answer the RoHS question by itself here. The top chromium layer and any related treatments need separate review. | Nickel-chrome finish callout | Separate declarations for nickel and chromium-bearing steps, plus any post-treatment disclosure |
| Black nickel | Appearance-driven nickel-based finish system | Color-forming chemistry, sealers, and cosmetic post-treatments widen the review beyond the base nickel deposit. | Internal cosmetic or finish spec | Declaration that explicitly includes blackening chemistry and sealers, not just base nickel |
| Nickel-phosphorus | EN family where phosphorus range is part of the performance target | PF compares EN grades with different phosphorus content, so buyers should confirm which grade is approved and whether the declared RoHS scope matches that chemistry. | EN grade or phosphorus-range requirement | Process family declaration, phosphorus-range identification, and change-management controls |
| Nickel-PTFE | Composite nickel system with added functional particles | The nickel deposit is only part of the story. Composite additives and any sealer or lubricant used after plating should be in scope. | Performance-based composite finish callout | Material disclosure covering the composite additive package and post-treatments |
| Composite nickel coatings | Nickel combined with added particles or specialty functional ingredients | Ask what is co-deposited, what is added later, and whether the RoHS claim covers the finished composite coating rather than only the nickel bath. | Composite or proprietary finish requirement | Supplier declaration with explicit scope, stack details, and any available analytical support |
| ENIG-style combinations | Electronics finish with electroless nickel plus immersion gold over copper | An ENIG overview describes the stack as nickel plus gold and notes that compliance depends on lead-free chemistry control, supplier verification, and avoiding cross-contamination during processing. | PCB finish specification | RoHS statement for the ENIG finish, material declaration, and process controls tied to the actual board finish |
How nickel underplates strikes and nickel chrome differ
For buyers, the practical lesson is simple. A thin strike can still matter. An underplate can still matter. A chromium top layer can completely change the review path. That is why compliant metal finishing is really a stack question. If the supplier only answers for the nickel layer, the compliance file is still incomplete.
Specialty nickel finishes and combined systems
Specialty systems make that gap even more obvious. Composite coatings, black finishes, and ENIG-style combinations add more chemistry, more interfaces, and more chances for the scope of a declaration to become vague. The same logic applies across many advanced plating technologies: ask what is deposited, what is added later, what adjacent layers are present, and whether the claim covers the finished article you are actually buying. Drawings and process names help define the requirement, but they do not automatically prove RoHS status. That small but important gap is exactly where standards and specification callouts start to matter most.
What Nickel Plating Standards Do and Do Not Prove
Specification callouts matter because they tell the plater what finish to build. Still, they answer a different question than RoHS. Guidance on AMS-QQ-N-290 shows that a nickel plating standard can cover surface preparation, bath composition, thickness, adhesion, appearance, post-plating treatment, and quality testing. Material on AMS-C-26074 and MIL-C-26074 shows the same idea for electroless nickel, using grades and classes to define deposit and processing requirements. Useful, yes. Automatic compliance proof, no.
What ASTM and military plating specs cover
| Standard | Finish type it points to | Practical question it answers | What it does not prove |
|---|---|---|---|
| QQ-N-290A | Electroplated nickel | What nickel deposit, thickness class, appearance, adhesion, and testing are required? | Whether the finished plated part stays within RoHS substance limits |
| ASTM B689 | Electroplated engineering nickel | What engineering nickel coating and inspection framework are required? | Whether adjacent layers, additives, or post-treatments are compliant |
| ASTM B733 | Electroless nickel-phosphorus | What autocatalytic nickel-phosphorus coating requirement is being called out? | Whether the declared RoHS scope covers the actual finished article |
| AMS-C-26074 | Electroless nickel | Which grade, class, heat treatment, or adhesion-related processing is required? | Whether the full stack on the shipped part is RoHS compliant |
| Mil-C-26074 | Electroless nickel | Which military electroless nickel requirement applies to the part? | Whether every material layer on the part is within RoHS limits |
Why specification conformance is not the same as RoHS proof
The practical rohs certification meaning for buyers is narrower than many labels suggest. A part can meet a plating specification and still need separate restricted-substance evidence. The standard defines the finish requirement. RoHS looks at the finished product and its material layers.
That is why a loose rohs certified claim should be treated carefully. If the file only shows a finish standard, you still do not know whether blackening chemistry, chromium-bearing top layers, sealers, lubricants, or subcontracted steps were included in the review.
How to read standard callouts in drawings and purchase orders
- Use the spec number to identify the nickel process and performance requirement.
- Check whether it refers to electrolytic nickel or electroless nickel.
- Ask for a supplier declaration tied to the exact part number and full finish stack.
- Confirm that post-treatments, topcoats, and outsourced steps are in scope.
In day-to-day sourcing, the most useful rohs compliance definition is not simply built to ASTM, AMS, or military spec. It is documented evidence that the actual finished plated part, with all layers included, meets the applicable limits. That distinction becomes critical once nickel sits under chromium, silver, black treatments, or other mixed-finish layers.
Why Underplates, Topcoats, and Mixed Finishes Matter
That distinction gets real the moment nickel stops being the whole finish and becomes only one layer in a stack. RoHS limits apply at the homogeneous material level, so a nickel layer can look acceptable while a topcoat, passivate, or sealer changes the result. PAVCO makes that layer-by-layer logic clear, and it is exactly why buyers should review the shipped surface system, not just the word nickel on the drawing.
Nickel as an undercoat in mixed-metal stacks
In many parts, nickel is an undercoat. It may support adhesion, corrosion resistance, or appearance, but it does not answer the compliance question by itself. A practical review should map every surface step that remains on the part:
- Base metal and any strike or underplate
- Nickel or nickel-alloy deposit
- Top metal, passivate, or conversion layer
- Sealer, lubricant, color treatment, or blackening step
- Any outsourced post-process that leaves residue or a film behind
Why chromium, cadmium, and silver layers change the answer
| Representative stack | Why the answer changes | What sourcing teams should check |
|---|---|---|
| Nickel under chromium | The nickel undercoat may be fine, but chromium-related top layers and post-treatments drive added scrutiny. PAVCO highlights trivalent chromium passivates as alternatives to hexavalent chromium. | Verify the exact chromium chemistry and whether any hexavalent chromium is involved in the finished stack. |
| Nickel under silver | The visible silver side of the finish, plus any nearby solderable or lubricated areas, can control the outcome. | Do not assume rohs compliant silver plating just because nickel sits underneath it. |
| Black zinc nickel plating | Aerospace Metals describes this system as zinc plus 8 to 15% nickel, followed by a black trivalent passivation and, in some cases, a sealer. The same source notes that modern trivalent black passivates are free of hexavalent chromium. PAVCO also lists zinc-nickel alloy coatings and trivalent chromium passivates among common RoHS-oriented coating options. | This can support rohs compliant zinc plating, but only if the alloy layer, black passivate, optional sealer, and final part scope are all covered. |
| Decorative black nickel style systems | Black appearance is not one chemistry. Color-forming steps and sealers can widen the review beyond the nickel deposit. | Ask what creates the color and what remains on the part after sealing or lubrication. |
| Olive drab cadmium plating or other cadmium-bearing stacks | RMF notes that cadmium plating is heavily regulated and restricted due to toxicity, and cadmium finishes may include chromate or phosphate treatments. PAVCO lists cadmium as a restricted RoHS substance. | Treat this as high-risk and review immediately rather than assuming a cadmium-containing finish can ride through on the nickel layer elsewhere in the stack. |
| ENIG-style nickel-plus-top-metal stacks | More layers mean more homogeneous materials to assess. | Check each deposited layer and every final surface treatment, not the finish acronym alone. |
How to assess black and decorative finish combinations
Black finishes are a good example of why finish names can mislead. One black system may be built around zinc-nickel plus trivalent black passivation and optional sealing. Another may use a different decorative chemistry package entirely. For a compliant metal finishing review, that difference matters. The checklist is simple: identify every layer, every passivate, every sealer, every lubricant, and every post-process that stays on the part. On paper, these stacks may all contain nickel. In a compliance file, they need very different evidence.
And that is where many programs stall. The stack has been named, but the proof package is still thin. What closes that gap is documentation tied to the actual finished part.
How to Verify a RoHS Claim Before Release
Complex finish stacks turn a simple yes-or-no question into a document-control exercise. For nickel-plated parts, the safer path is to verify the evidence before release, not after a customer audit. What counts as a compliant RoHS claim is proof tied to the exact part number, substrate, finish sequence, and supplier scope.
Documents that support a RoHS claim
A formal RoHS declaration should describe the finished product, or at least a clearly defined part family, not a vague coating family. Matric explains that a declaration of conformity is the legal statement for the finished product and should be backed by technical documentation with traceability. In practice, that means clear product identification, the applicable directive reference, any standards used in the assessment, and a responsible signatory. For plated parts, the support file should also connect that declaration to the full finish stack, supplier data, and revision-controlled records.
When supplier declarations are enough and when testing matters
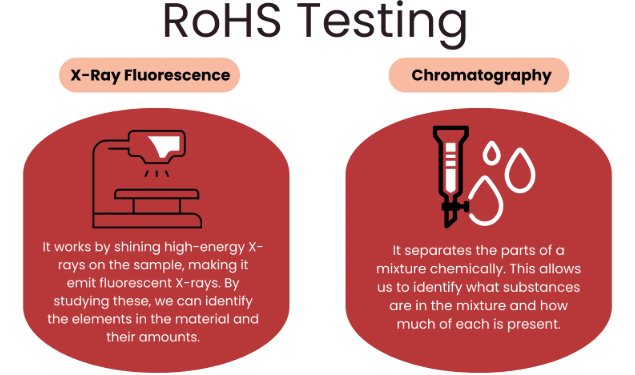
Supplier declarations are usually the starting point, but they are not equally strong in every case. A stable process with clear material disclosures and good traceability often raises fewer questions than a new black finish, a mixed-metal stack, or a part with subcontracted post-treatments. If the scope is vague, a substitution was made, or the supplier cannot explain process control, add RoHS analysis before release. RoHS testing commonly begins with XRF screening, while confirmatory methods such as ICP-MS, ICP-OES, and GC-MS are used when stronger evidence is needed. If you use outside RoHS compliance services, make sure the review covers the shipped plated part, or clearly identified high-risk materials within it, rather than a generic bath chemistry statement.
What to ask a RoHS compliant metal finishing company
- Exact plating specification: Request the drawing callout, finish spec revision, and substrate covered by the claim.
- Full finish stack: Get every layer, strike, topcoat, passivate, sealer, lubricant, and any residue that remains on the part.
- Part-specific declaration: Ask for a declaration of conformity tied to the actual part number or defined product family, with product identification and signatory details.
- Material disclosures: Request supplier statements or standardized disclosures, such as IPC-1752 where available, for coatings and nearby nonmetal materials.
- Process and bath controls: Ask how the line controls contamination, chemistry changes, and additive management for the approved process.
- Subcontracted steps: Confirm whether any cleaning, blackening, passivation, sealing, or secondary plating is outsourced, and include those suppliers in scope.
- Change-management triggers: Require re-review for substitutions, bath changes, new additives, drawing revisions, or process transfers. Matric notes that substitutions and revisions should trigger document updates.
- Lot traceability: Link lot numbers, BOM data, part numbers, and supporting evidence so a released part can be traced back to the exact compliance file.
- Test evidence for higher-risk cases: If available, ask for recent screening or lab reports, the sampled materials, and the lab accreditation scope.
A certificate for one coating family does not automatically cover every geometry, substrate, underplate, or layered finish.
This is the document package that prevents false confidence. It also draws a useful boundary. A strong RoHS file answers the restricted-substance question only within its stated scope. Nickel concerns do not stop there, because buyers often mix RoHS with REACH, ELV, and skin-contact rules that follow different logic.
Why RoHS Is Not the Same as REACH
A good RoHS file still does not answer every nickel question. In real sourcing work, teams often use RoHS, REACH, and ELV as if they were interchangeable. They are not. For readers searching a quick definition rohs, the simplest version is this: RoHS restricts 10 substances in electrical and electronic equipment, while REACH is a broader chemicals regulation, and ELV is aimed at reducing heavy metals in vehicles and supporting recyclability. That basic split is reflected in guidance from HQTS, Compliancegate, and Products Finishing.
RoHS versus REACH in plain language
| Regulation | Main scope | Substance logic | What it means for nickel-plated parts |
|---|---|---|---|
| RoHS | Electrical and electronic equipment | Restricts 10 substances and applies limits at the homogeneous material level | Check whether the plated layer, nearby layers, and other relevant materials in the EEE part stay within RoHS limits |
| REACH | Much broader. It can apply to substances, mixtures, and articles across many product types | Uses tools such as the SVHC Candidate List and Annex XVII restrictions, with some limits based on concentration and some on migration | A nickel finish may be fine for RoHS but still raise REACH questions because of nickel release, SVHC content, or restrictions in nearby materials |
| ELV | Vehicle and automotive component programs | Focuses on reducing heavy metals in automobiles and improving recyclability | Automotive buyers may review lead, cadmium, chromium, or mercury issues under ELV even when the nickel layer itself is not the real problem |
Why nickel skin contact concerns are a different issue
Nickel causes confusion because it shows up in more than one regulatory conversation. Compliancegate notes a REACH Annex XVII migration limit for nickel in jewelry that directly contacts skin. That is not the same question RoHS asks. In practice, rohs compliance means verifying that the restricted RoHS substances are below the allowed limits in the relevant homogeneous materials. A skin-contact review asks something different: can nickel release from the article during normal use?
Where ELV fits for automotive buyers
Automotive programs often bring a second layer of review. Products Finishing describes ELV as focused on heavy metals in automobiles, while HQTS notes that some automotive electronics can still face RoHS and REACH questions. So a nickel-plated automotive part may need more than one compliance lens. If a drawing calls out a cadmium-bearing finish, even something written as olive drab cadmium, the cadmium issue should be reviewed directly rather than treated as proof that nickel plating fails RoHS.
That distinction matters most at the start of sourcing. Before asking for certificates, confirm which regulation actually applies to the finished part, because the right document package depends on that first decision.

A Practical RoHS Solution for Nickel Plated Parts
That first regulatory decision should quickly become a sourcing screen. If a team only asks whether the nickel finish is compliant, the answer is often a vague yes. If they screen the actual shipped part, they get evidence they can release against.
A step by step screening process for nickel plated parts
- Map the full finish stack. List the substrate, any strike, the nickel layer, topcoat, passivate, sealer, lubricant, masking residue, and outsourced post-treatments. A drawing that says nickel only is not enough for compliance with RoHS.
- Confirm which regulations apply. Separate RoHS from REACH, ELV, and any customer-specific rules. In automotive work, layered documentation demands are common in IATF 16949 supply chains.
- Request part-specific evidence. Ask for a declaration tied to the exact part number or a clearly defined family. Matric notes that a RoHS declaration is intended for the finished product and should connect back to supporting technical documentation.
- Review process control. Check bath management, contamination control, subcontracted steps, and revision control. Change notices should be required when chemistry, additives, or sources change.
- Approve against the shipped part. Do not sign off on a generic coating family. Approve only when the evidence matches the released substrate, geometry, finish stack, and revision level.
How to brief suppliers on RoHS documentation needs
A useful supplier brief is short and specific. Ask for:
- the plating specification and revision
- the complete layer sequence
- the scope of the declaration
- any outsourced finishing steps
- change-management triggers
- lot traceability back to the compliance file
This works better than simply asking whether a shop is a rohs compliant metal finishing company. What you actually need is proof that compliance with rohs has been established for your exact finished part.
When a one stop manufacturing partner adds compliance value
In regulated supply chains, fewer handoffs usually mean fewer blind spots. KAL emphasizes traceability, documentation, and single-point accountability as practical advantages in compliance-driven manufacturing. That matters when forming, machining, plating, and post-treatment all affect the final declaration.
For automakers and Tier 1 suppliers, a disciplined quality system adds another layer of control. The guidance from Net-Inspect shows how automotive suppliers must manage customer-specific requirements, traceability, and approval records across complex supply chains. In that environment, a one-stop partner can be a practical rohs solution, not because it makes compliance automatic, but because it keeps part production, surface treatment, and documentation inside one workflow.
That is why a supplier such as Shaoyi may be worth evaluating. For programs that need stamped or CNC-machined automotive metal parts plus coordinated surface treatments, Shaoyi offers one-stop support, rapid prototyping, high-volume production, and IATF 16949 quality systems backed by 15 years of experience. The real value is not the label. It is the ability to align the actual part, the finish stack, and the evidence package before release. That is the sourcing standard buyers should apply to any shortlisted supplier.
FAQs About Nickel Plating and RoHS Compliance
1. Is nickel itself banned under RoHS?
No. Nickel is not usually listed in standard RoHS restricted-substance summaries. The real compliance risk comes from the full plated system, such as nearby lead-bearing materials, cadmium in other coatings, hexavalent chromium in top treatments, or restricted substances in sealers, plastics, or residues that remain on the finished part.
2. Can electroless nickel be RoHS compliant?
Yes, electroless nickel can be RoHS compliant when the approved chemistry, process controls, and final layer stack all stay within the applicable limits. Buyers should still confirm the exact electroless nickel grade, any added particles or post-treatments, and whether the supplier's declaration applies to the shipped part rather than a general process family.
3. Does meeting ASTM, AMS, or military nickel plating specifications prove RoHS compliance?
Not by itself. Those specifications help define coating type, thickness, adhesion, and performance, but RoHS is a restricted-substance requirement for the finished product. A part may satisfy a plating spec and still need separate evidence covering additives, topcoats, outsourced steps, and the complete surface stack.
4. What documents should I request before approving a nickel-plated part as RoHS compliant?
Ask for the drawing or finish specification, the full layer sequence, a part-specific declaration of conformity, material disclosures, traceability records, and any available screening or lab reports for higher-risk finishes. It also helps to confirm how the supplier manages bath changes, contamination, and subcontracted processes. If machining, stamping, finishing, and documentation are coordinated by one qualified partner, the approval trail is often easier to control and audit.
5. How is RoHS different from REACH and ELV for nickel-plated parts?
RoHS focuses on a defined set of restricted substances in electrical and electronic equipment. REACH is broader and can raise separate concerns, including substance restrictions or nickel release in certain end uses. ELV is mainly relevant to vehicle programs and heavy-metal controls in automotive supply chains. That means a nickel-plated part can pass RoHS review and still need separate REACH or ELV checks.