 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Rugalmasak-e a fémek? Mi dönti el, hogy meghajlanak vagy eltörnek
Nyújthatók-e a fémek?
Igen, sok fém nyújtható, de nem minden fém egyenlő mértékben nyújtható. Néhányuk nagyon sokat nyúlik, mielőtt eltörik, míg mások már kis húzás után repednek. Ha azt kérdezi, nyújthatók-e a fémek, akkor a legpontosabb rövid válasz a következő: gyakran igen, de ez függ a konkrét fémfajtától, az ötvözettől, a hőmérséklettől és az anyag feldolgozási történetétől.
Sok fém meghajlítható vagy megnyújtható törés előtt, de a nyújthatóság széles körben változik fémről fémre.
Nyújthatók-e a fémek egyszerű fogalmakban
Egyszerű fogalmakban a nyújthatóság azt jelenti, hogy egy anyagot húzni, nyújtani vagy kihúzni lehet anélkül, hogy azonnal eltörne. Egy nyújtható fémet gyakran vezetékké vagy megnyúlt alakzattá lehet alakítani, mielőtt meghibásodna. Ezért fontos ez az elképzelés a mindennapi gyártásban is, nem csupán a tankönyvekben.
Nyújthatóság – definíció kezdőknek
Ha azt kérdezi, mi a nyújthatóság, akkor képzelje el úgy, mint egy anyag képességét, hogy húzóerő hatására állandóan megváltoztassa alakját. A anyagtudományban a nyújthatóság azt jelenti, hogy az anyag képes maradandó alakváltozást szenvedni húzás hatására történet előtt. Egy gyakori kezdőkérdés: a nyújthatóság fizikai vagy kémiai tulajdonság? Fizikai tulajdonság, mert a fém alakja megváltozik, anélkül hogy más anyaggá alakulna.
A nyújthatóság nem azt jelenti, hogy puha. Egy fém erős is lehet, és mégis jelentős nyújthatóságot mutathat.
Miért a válasz igen, de ez attól függ
Egyes fémek, például az arany, a réz és az alumínium ismertek magas nyújthatóságukról, míg más fémek vagy bizonyos ötvözetek ugyanolyan körülmények között sokkal ridegebb viselkedést mutathatnak. A feldolgozás szintén számít: a hideg alakítás csökkentheti a nyújthatóságot, míg a magasabb hőmérséklet sok fém esetében növelheti azt. Ezért a hasznos kérdés nem csupán az, hogy egy fém nyújtható-e, hanem az, hogy mennyire nyújtható az Ön által vizsgált konkrét helyzetben. Ennek a válasznak az atomi szinten kell kezdődnie, ahol a kötés típusa és a kristályszerkezet irányítja azt, hogy egy fémréteg elmozdulhat-e, vagy ellenáll és eltörik.
Miért deformálódnak gyakran a fémek törés nélkül
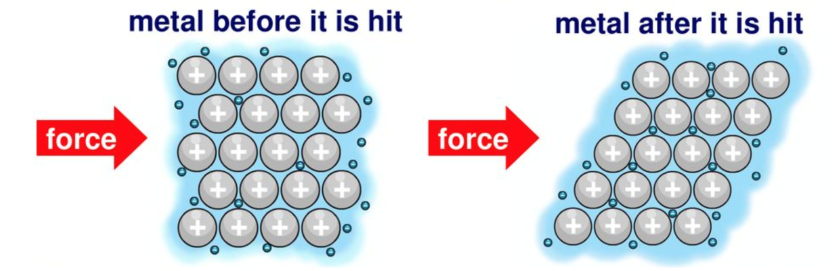
Az az ok, ami miatt sok fém nyúlik, ahelyett, hogy darabokra törne, az atomok közötti kötés módjában gyökerezik. A fémekben a külső elektronok nem csak két atom között vannak lekötve, hanem delokalizáltak ami azt jelenti, hogy szabadabban mozoghatnak a szerkezetben. Egy egyszerű képzeleti példa: egy csoport pozitív atomi mag, amelyeket egy mobil „elektron-tenger” köt össze. Ez a megosztott elektronfelhő segít fenntartani a kötést akkor is, amikor az atomok kissé elmozdulnak.
Miért ductilisak a fémek az atomi szinten?
Amikor húzóerőt alkalmaznak, a fématomok nem feltétlenül válnak el egyszerre. Sok esetben az atomrétegek egymáson csúszhatnak. A anyagtudósok ezt csúszásnak (slip) nevezik. A szorosan pakolt fémkristályokban a csúszás több lehetséges útvonalon is bekövetkezhet, amelyeket csúszási rendszereknek (slip systems) neveznek. A „DoITPoMS” forrásai DoITPoMS megmutatják, hogy a köbös szorosan pakolt szerkezeteknek sok ilyen csúszási rendszere van, ami részben magyarázza, miért folytatódhat a ductilis deformáció a törés előtt.
Ez az atomi kép segít megválaszolni egy gyakori kérdést: miért alakíthatók és húzhatók könnyen a fémek? Ennek fő oka az, hogy a kötés sok atomra terjed ki, nem pedig egy merev irányba irányul.
Hogyan támogatja a fémes kötés a ductilitást
- Iránytalan kötés: a fémes kötés kevésbé irány-specifikus, mint a kovalens kötés, így a szerkezet könnyebben elviseli az atomok elmozdulását.
- Kristálycsúszás: az atomrétegek egymáshoz képest elmozdulhatnak, ahelyett, hogy azonnali repedést okoznának.
- Feszültségátcsoportosítás: a mozgékony elektronfelhő segít fenntartani a kötéseket, miközben a pozíciók igazodnak.
- Alakíthatóság: ezért sok fém húzható vezetékké vagy nyújtható alakítási műveletek során.
Hasonlítsuk össze az ionos szilárd anyagokkal! Egy ionos kristályban egyetlen réteg eltolása olyan helyzetet eredményezhet, ahol azonos töltésű ionok kerülnek egymás mellé, és a taszítás miatt a kristály összetörik, ahogy azt a Chemistry LibreTexts a erősen irányított kovalens kötés szintén általában kevésbé toleráns, mert a kötések meghatározott elrendezéseket részesítenek előnyben.
A kémiai és anyagtudományi értelemben vett nyújthatóság jelentése
Egyszerű nyelven fogalmazva a nyújthatóság azt jelenti, hogy egy anyagot hosszabb ideig lehet megnyújtani, mielőtt eltörik. A kémiai és anyagtudományi értelemben vett nyújthatóság azt jelenti, hogy az anyag állandó alakváltozást szenved el húzófeszültség hatására törés előtt. Így amikor az emberek azt kérdezik, miért nyújthatók és alakíthatók a legtöbb fém, a rövid válasz az, hogy a fémes kötés és a kristálycsúszás sokuk számára lehetőséget biztosít a deformációra anélkül, hogy azonnali meghibásodás következne be. Ennek ellenére a nyújthatóság nem azonos minden más „hajlítható” tulajdonsággal, és ez a különbség fontosabb, mint első pillantásra tűnik.
Nyújthatóság vs. alakíthatóság és rideg viselkedés
Itt akadnak el sok olvasó. Hallják, hogy a fémek hajlíthatók, majd több különböző fogalom összekeveredik. Ha azt kérdezi, mi a különbség a képlékenység és a nyújthatóság között, a rövid válasz egyszerű: a nyújthatóság a húzásra, míg a képlékenység a nyomásra vagy kalapálásra vonatkozik. Az Xometry anyagismertetői egyértelműen megkülönböztetik ezeket a fogalmakat, és ezzel sok félreértést megelőznek.
A nyújthatóság és a képlékenység közötti különbség egyértelművé válik
A klasszikus nyújthatóság–képlékenység-összehasonlításban a kulcskülönbség a terhelés típusában rejlik. A nyújthatóság azt írja le, hogy egy anyag mennyire tud plasztikusan deformálódni húzóterhelés alatt – azaz húzás vagy nyújtás hatására –, mielőtt eltörik. Ezért a huzalhúzás a nyújthatóság szövegkönyvi példája. A képlékenység a nyomóterhelés alatti deformációt írja le, például kalapálás, préselés vagy lemezre hengerelés során. Az alufólia és az aranyfolia ismert példák a képlékeny alakításra .
Ha összehasonlítja a képlékeny és a húzható viselkedést, emlékezzen erre a gyors szabályra: ha huzalba húzható, akkor húzható; ha lemezre kalapálható, akkor képlékeny. Sok fém mindkét tulajdonsággal rendelkezik, de nem mindig ugyanolyan mértékben. Ebből az anyagreferenciából egy hasznos példa a ólom, amely igen képlékeny lehet, ugyanakkor húzás hatására alacsony húzhatóságot mutat.
Húzható vs törékeny viselkedés egyszerű nyelven
A húzható és törékeny viselkedés közötti ellentét azt írja le, hogyan romlik el egy anyag feszültség hatására. Mérnöki szempontból a törékenység és a húzhatóság ugyanazon viselkedési skála két ellentétes végén helyezkedik el. Egy húzható anyag megnyúlik, nyakat húz, vagy láthatóan deformálódik a meghibásodás előtt. Egy törékeny anyag repedés vagy törés formájában meghibásodik, minimális maradandó (plasztikus) alakváltozás mellett, és sokkal kevesebb figyelmeztető jel nélkül. A húzhatóság és törékenység útmutatója a törékeny törést hirtelen, minimális plasztikus változás melletti meghibásodásként írja le.
Ez nem azt jelenti, hogy a rideg anyagok mindig gyengék, és nem azt sem, hogy a képlékenyek mindig alacsony szilárdságúak. Egy fém erős is lehet, és mégis képlékeny. A sokféle acél jó példa erre: jelentős terhelést képes elviselni, és mégis megnyúlik, mielőtt eltörik, megfelelő ötvözet-összetétel és hőmérsékleti körülmények mellett.
Miért nem jelent a képlékenység lágyat
A lágyaság egy másik fogalom. Egyszerű angol nyelven egy lágy anyagot könnyen bemélyedés, karcolás vagy behorpadás érhet. A képlékenység ezzel szemben azt írja le, hogyan viselkedik egy anyag húzás hatására. A képlékeny alakváltozás (plaszticitás) még általánosabb fogalom: olyan maradandó alakváltozást jelent, amely a terhelés megszüntetése után is megmarad. A rugalmasság egy további hétköznapi kifejezés, de gyakran olyan hajlítást ír le, amely rugalmas is lehet, azaz a rész visszatér eredeti alakjába.
| Ingatlan | Tipikus terhelési mód | Egyszerű nyelvű jelentés | Gyakori példák |
|---|---|---|---|
| NYUGTALANSÁG | Feszítés | Megnyújtható vagy kihúzható törés előtt | Rézvezeték, húzott alumínium |
| Alakíthatóság | Tömörítés | Kalapácsolható vagy hengerelhető lemezre | Aranyfolia, alumíniumfólia, rézlemez |
| Törékenység | Húzóerő vagy ütés kis képlékeny alakváltozással | Hajlamos hirtelen repedni, nem nyúlni | Üveg, kerámiák, egyes öntöttvasok |
| Lágy | Helyi érintkezés vagy behorpadás | Könnyen deformálódik vagy megkarcolódik | Ólom, nagyon puha tisztán fémek |
A kovácsolhatóság és a hengerelhetőség közötti különbség nem csupán szójáték. Ez megváltoztatja, hogyan gondolkodnak az mérnökök az alakításról, az üzemelési terhelésekről és a meghibásodási kockázatról. Emellett magyarázatot ad arra is, miért gördül egy fém tökéletesen lemezre, míg egy másik jobban teljesít huzalhúzás közben, és miért a következő gyakorlatias kérdés az, hogy mely fémek rangsorolhatók magasabb vagy alacsonyabb kovácsolhatósággal.
Gyakori kovácsolható fémek összehasonlítása
A definíciók hasznosak, de a valós anyagválasztás gyorsan gyakorlati szintre kerül. Az arany, a réz, az alumínium, az acél és a titán mindegyike kovácsolható fémként említhető meg a megfelelő kontextusban, mégis nem ugyanúgy nyúlnak, húzódnak vagy alakíthatók. Egy anyagismertető az aranytól kezdve nagyon magas kovácsolhatóságot tulajdonít, a réznek és az alumíniumnak magasat, az alacsonyszéntartalmú acélnak magasat, a titánnak mérsékelt–magasat, az öntöttvasnak alacsonyat. Ez azt jelenti, hogy sok fém kovácsolható, de messze nem egyenértékűek.
Gyakori képlékeny fémek és összehasonlításuk
| Fém vagy ötvözet | Tipikus képlékenység | Tipikus alakíthatóság | Alakítási viselkedés | Megjegyzésre méltó mérnöki megjegyzések |
|---|---|---|---|---|
| Arany | Nagyon magas | Nagyon magas | Nagyon vékony huzalba húzható, és könnyen készíthető belőle vékony lemez | A klasszikus válasz a „képlékeny-e az arany?” kérdésre. Ugyanakkor az egyik legképlékenyebb fém is. |
| Réz | Magas | Magas | Kiválóan alkalmas huzalhúzásra, csövek gyártására és alakított alkatrészek készítésére | Ha azt kérdezi valaki, hogy „képlékeny-e a réz?”, ez egyik legszembetűnőbb „igen” példa. Széles körben használják vezetékek gyártására. |
| Alumínium | Magas | Magas | Huzalba húzható, illetve lemezből és fóliából is alakítható | Az olvasók számára, akik azt kérdezik: „művelhető-e az alumínium?”, a válasz igen, és sok fokozatban rendkívül nyújtható is. |
| Kis széntartalmú acél, alacsony széntartalmú acél | Magas | Mérsékelt és magas | Jól hajlítható és alakítható a magasabb széntartalmú acélokhoz képest | Gyakori szerkezeti anyagválasztás, ha erősség és alakíthatóság egyensúlya szükséges. |
| Rozsdamentes acél | Jó–nagyon jó, a fokozattól függően | Jó, a fokozattól függően | Egyes fokozatok jól alakíthatók, mások más tulajdonságokra helyezik a hangsúlyt | Egyes rozsdamentes acélfokozatok kiváló nyújthatóságot mutatnak, de a fokozat kiválasztása döntő fontosságú. |
| Titán | Mérsékelt és magas | Mérsékelt | Alakítható, de általában nehezebben, mint a réz vagy az arany | A kereskedelmi tisztaságú fokozatok szilárdságukban és nyújthatóságukban változnak. Az 1-es fokozat a legnyújthatóbb, míg az erősebb ötvözött fokozatok bizonyos nyújthatóságot áldoznak a teljesítmény érdekében, ahogy ebben a titán útmutatóban is megjegyeztük. |
| Öntött vas | Az | Az | Leginkább öntésre alkalmas, nem nyújtásra vagy hajlításra | A fémek ductilitásáról folyó mindennapi beszélgetésekben a legfontosabb kivétel. |
| Cink | Magas | Mérsékelt és magas | Viszonylag könnyen deformálható | Gyakran kerül szóba a fémek általános alakíthatóságában, mivel formázható anélkül, hogy azonnali törés lépne fel. |
Ductilis fémek és jelentős kivételek
Az arany, a réz, az alumínium és az enyhén ötvözött acél tipikus példák ductilis fémekre. A öntöttvas kiemelkedően eltérő viselkedést mutat. Az öntöttvas és az acél összehasonlítása azt mutatja, hogy az öntöttvas több széntartalmat tartalmaz, mint az acél, és rideg, valamint alacsony ductilitással rendelkezik, míg az acélok ductilisebbek és jobban bírják a húzóterhelést. Ezért az enyhén ötvözött acélt gyakran hajlíthatják vagy alakíthatják, míg az öntöttvas általában öntött alkatrészekhez kerül választásra, nem pedig húzott vagy nyújtott elemekhez.
Ez az a hely, ahol az olvasók gyakran összekeverik ezt a két tulajdonságot. Néhány képlékeny fém egyben nagyon nyújtható is, de nem mindig ugyanolyan mértékben. A réz és az arany mindkét tulajdonság erős példái, míg a öntöttvas éppen ellenkező eset: sok alkalmazásban hasznos, de nem megfelelő választás nagy húzódeformáció esetén.
Miért viselkedhetnek az ötvözetek másképp, mint a tiszta fémek
A fém neve önmagában nem elegendő. Az ötvözés növelheti az szilárdságot, csökkentheti a nyújthatóságot, vagy mindkettőt újraegyensúlyozhatja. A SAM megjegyzi, hogy az ötvöző elemek vagy növelhetik, vagy csökkenthetik a nyújthatóságot. Ez jól látható az acél esetében: a széndioxid-szegény acél nagyon nyújtható , de a széndioxid-gazdag acél közepes vagy alacsony nyújthatóságra csökken. A titán ugyanezt a mintát mutatja. A kereskedelmi tisztaságú fokozatok általában jobban alakíthatók, míg a gyakori ötvözött fokozatokat magasabb mechanikai teljesítményük miatt választják.
Tehát a legfontosabb tanulság egyszerű: hasonlítsa össze az aktuális minőségi osztályt, ne csak a családnév alapján döntsön. A táblázatban szereplő címke közelítő értéket ad, de a mérnöki döntésekhez pontosabb válasz szükséges, mint például a „magas” vagy a „közepes”. Itt válik elengedhetetlenné a húzóvizsgálat.
Hogyan mérik a mérnökök a nyúlékonyságot
A „magas” vagy „közepes” jelölések csak akkor válnak hasznosakká, ha egy vizsgálat mérhető értékekké alakítja őket. Ha azt kérdezi, mit jelent a nyúlékonyság mérnöki szempontból, vagy mi a nyúlékonyság definíciója egy vizsgálati jelentésben, akkor a válasz gyakorlatias: az anyag az a maximális maradandó megnyúlás, amelyet húzóterhelés hatására törés előtt elvisel. Ha valaha felmerült benne a kérdés, a nyúlékonyság fizikai tulajdonság-e , a húzóvizsgálat nyújtja a leghitelesebb bizonyítékot. A mérnökök ugyanis a terhelés alatti fizikai alakváltozást mérik, nem pedig a kémiai összetétel változását.
Hogyan méri a húzóvizsgálat a nyúlékonyságot
Egy szokásos húzóvizsgálat során egy előkészített mintadarabot egy irányban húznak, amíg eltörik. Az Xometry anyagokra vonatkozó útmutatója szerint ezeket a vizsgálatokat általában univerzális vizsgálógépen végzik, és gyakran az ASTM E8 szabványt követik fémek esetében. PMPA elmagyarázza, hogy a tanúsítványokon és vizsgálati jelentéseken szereplő két klasszikus képlékenységi érték a százalékos megnyúlás és a százalékos keresztmetszeti csökkenés.
- Egy ismert alakú és mért hosszúságú mintadarabot készítenek elő.
- A gép biztonságosan rögzíti a mintadarabot, és egytengelyű húzóerőt alkalmaz rá.
- Egy extenzométer vagy hasonló mérőrendszer nyomon követi, mennyire nő meg a mért szakasz hossza a terhelés alatt.
- Kezdetben a deformáció rugalmas, azaz a mintadarab visszatérne eredeti hosszára, ha a terhelést eltávolítanák.
- Ahogy a feszültség a folyási tartományba ér, kezdődik a maradandó alakváltozás. Ez az a maradandó megnyúlás, amelyre a mérnökök a képlékenység értékelésekor figyelnek.
- A mintadarab tovább deformálódik, gyakran egy helyen elvékonyodik („nyakasodik”), majd végül eltörik.
Mit jelent valójában a szakadási nyúlás
A szakadási nyúlás azt mutatja meg, mennyivel lett hosszabb a minta a törés előtt. Az Xometry egyszerű kifejezést ad erre: szakadási nyúlás = (végső hossz – eredeti hossz) / eredeti hossz × 100 százalék. Ez egy dimenzió nélküli érték, általában százalékban adják meg. Egyszerű nyelven: minél nagyobb az érték, annál jobban nyúlt a anyag a meghibásodás előtt.
Mégis két anyag is lehet mindkettő ductilis, és mégis eltérően viselkedhet a gyakorlatban. Az egyik korábban kezdhet el alakváltozni kisebb feszültségnél, és könnyebben nyúlhat. A másik nagyobb terhelést bírhat el alakváltozás nélkül, majd mégis jelentős nyúlással törhet el. Ezért egyetlen szakadási nyúlási érték hasznos információt nyújt, de önmagában nem mondja el az egész történetet.
A százalékos nyúlás és a keresztmetszet-csökkenés magyarázata
| Idő | Ami a mérnökök mérnek | Mit árul el Önnek |
|---|---|---|
| Százalékos nyúlás | A törés utáni mérőhossz változása az eredeti mérőhosszhoz képest | Teljes nyúlás a törés előtt |
| Töréskorí elhosszodás | A végső hossz aránya a törés pillanatában érvényes kezdő hosszhoz képest | Mennyire nyúlt meg a minta, mielőtt eltört |
| Szakítási nyúlás | A keresztmetszeti terület csökkenése a szűkült, eltört régióban | Mennyi helyi elvékonyodás történt a törés előtt |
A PMPA a redukált területet úgy határozza meg, hogy a tört minta darabjait újra összeillesztik, majd megmérik a legkisebb átmérőt a tört részen, és ezt a területet összehasonlítják az eredeti keresztmetszettel. Tehát amikor egy jelentés választ ad a kérdésre mi a duktilitás egy anyagminőség esetében, gyakran éppen ezeket a méréseket használja, nem pedig valamilyen homályos megjelölést, például „jó” vagy „rossz”.
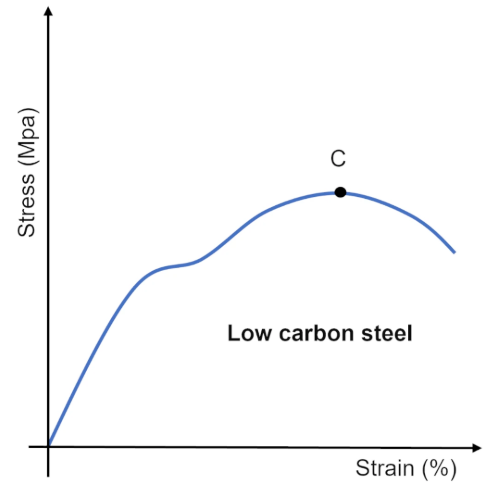
Hogyan jelenik meg a duktilis alakváltozás egy feszültség–alakváltozás görbén
Egy feszültség–alakváltozás görbén a duktilis fém nem ugrik közvetlenül a terhelésből a hirtelen törésbe. Egy feszültség–alakváltozás görbe útmutató hosszabb utat mutat: egy rugalmas tartományt, egy folyási tartományt, további plasztikus alakváltozást, egy csúcspontot a maximális húzófeszültségnél, majd szűkülést a törési pont előtt. Ez a kiterjedt plasztikus tartomány a vizuális jele annak, hogy a duktilitás nem csupán egy szó. Hanem mérhető alakváltozási minta a meghibásodás előtt.
Ez a minta változhat. A hőmérséklet, a deformáció sebessége, az összetétel és az előző feldolgozási lépések mindegyike befolyásolhatja az eredményt, ezért ugyanazon fémet család különböző valós körülmények között jelentősen eltérően viselkedhet.
Mi befolyásolja egy fém képlékenységét
A húzóvizsgálati értékek hasznosak, de nem állandó személyazonossági kártyák. Ugyanaz a fém egyik körülmények között könnyen nyújthatónak tűnhet, míg más körülmények között sokkal inkább hajlamos repedni. Ez a kérdés – miért képlékenyek a fémek – mélyebb válaszának nagy részét teszi ki. Alakíthatóságuk nem csupán a gyártó által megadott anyagjelölésen, hanem a szerkezeten, a feldolgozási eljáráson, a hőmérsékleten és a terhelési sebességen is múlik.
Mi tesz egy fémet képlékenyebbé vagy kevésbé képlékenyévé
A törékenység jelentése egy törékeny és egy képlékeny anyag összehasonlításával válik világosabbá. Egy törékeny anyag szakadás előtt csak kis mértékben nyúlik el visszamaradóan, míg egy képlékeny anyag el tudja osztani a feszültséget, és így több figyelmeztetést ad a meghibásodás előtt. A képlékenység és a törékenység összehasonlításánál a kulcskérdés az, hogy a feszültség helyileg koncentrálódik-e a gyenge pontokon, vagy átterjed-e a fém egészén.
- Ötvözetek és szennyeződések: a kémiai összetétel kis változásai is nagy hatással lehetnek. A képlékeny öntöttvasban olyan ötvözőelemek – például réz és réz-nikkel – hozzáadása csökkentheti a törésállóságot, és a foszfor vagy ként tartalmazó szennyeződések kristályhatárokon való elkülönülése bizonyos hőmérséklettartományokban elősegítheti az embrittlement (törékenység növekedését).
- Szerkezeti irányultság: amikor a fémeket a újrakristályosodási hőmérséklet felett alakítják, új, hibamentes kristályszemcsék képződhetnek, amelyek segítenek megőrizni a képlékenységet.
- Hideg munkavégzés: a újrakristályosodási hőmérséklet alatt belső és maradékfeszültségek halmozódnak fel, a szilárdság növekszik a deformációs keményedés miatt, és meglévő repedések vagy pórusok növekedhetnek.
- Hőkezelés: a mikroszerkezet változásai, beleértve az öntöttvasban található ferrit és grafit tartalmat, befolyásolhatják a nyúlást, a szívósságot és a törési viselkedést.
- Hőmérséklet és alakváltozási sebesség: mindkettő befolyásolhatja egy fém áramlását. A magasabb hőmérsékletek gyakran megkönnyítik az alakváltozást, míg a különböző terhelési sebességek megváltoztathatják a nyúlást és az alakíthatóságot.
A nyújthatóság állapotfüggő tulajdonság, nem egy végleges címke, amelyet örökre rányomnak egy fémre.
Miért kevésbé nyújtható az öntöttvas, mint sok acél
Az öntöttvas klasszikus kivétel a fémek általában jól nyújthatókra vonatkozó elképzelésre. Egy Fémek tanulmánya magyarázat szerint az öntöttvas eltér az acéltól a benne lévő szén- és grafitrészecskék miatt. A hengerelt (gömbgrafitos) öntöttvasban a grafitgolyók feszültségkoncentrációs zónákként is működhetnek. A repedések ezekben a golyókban kezdődhetnek, vagy ott, ahol a grafit érintkezik a fémmátrixszal, majd összeolvadhatnak nagyobb repedésekké. Ez részben magyarázza, miért bírja az öntöttvas általában kevesebb húzóirányú alakváltozást, mint az enyhe acél.
Hogyan befolyásolják a hőmérséklet és az előállítási folyamatok a törési viselkedést
A feldolgozás a fémeket a rideg és a képlékeny tartomány bármelyik oldalára tolhatja. AZoM megjegyzi, hogy a hidegalakítás a újrakristályosodási hőmérséklet alatt zajlik, ezért a fém keményedik és maradékfeszültséget tárol. A melegalakítás ezen hőmérséklet felett történik, ahol az újrakristályosodás a deformáció során is lehetséges, és a magas képlékenység jobban megőrződik. Ugyanez a minta jelenik meg a öntöttvas-kutatásban is. A hivatkozott tanulmány szerint a szobahőmérsékleten mért nyúlás 0,59 % volt, de egy magasabb hőmérsékletű és nagyobb alakváltozási sebességű kísérleti feltétel mellett elérte a 2,2 %-ot.
A törés megjelenése is megváltozik. A tanulmány arról számolt be, hogy magasabb hőmérsékleten gyakrabban fordulnak elő bemélyedések a törésfelületeken, ami a nagyobb nyúlékonyságot jelző gyakori jelenség. Tehát a fémek törékenyek? Néhány igen, különösen hidegen alakítás után, alacsonyabb hőmérsékleten vagy akkor, ha a szerkezet olyan jellemzőket tartalmaz, amelyek a feszültséget koncentrálják. A nyúlékony viselkedést gyakran a törékeny törés ellentétének tekintik, mivel látható alakváltozást eredményez a törés előtt. Ez a különbség különösen fontos, amikor a fémből készült alkatrészeket hajlítani, mélyhúzni vagy kovácsolni kell a gyártás során repedés nélkül, majd a valós üzemeltetési terheléseket is el kell viselniük.

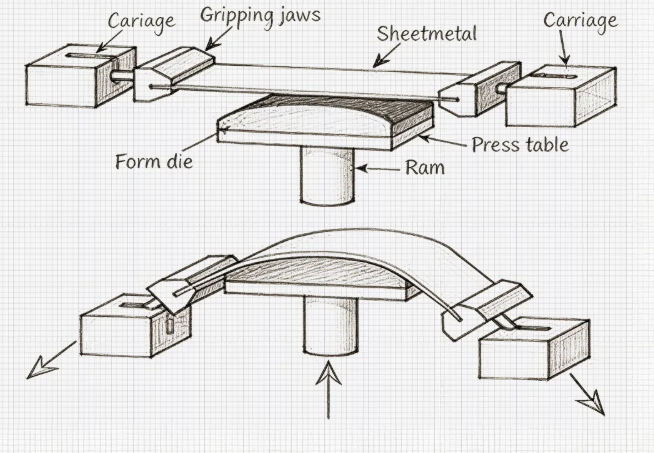
Miért fontos a nyúlékonyság a kovácsolt autóalkatrészeknél
A gyártás során a nyújthatóság nem egy elvont tulajdonság. Ez az a különbség, amely egy tisztán formázott alkatrész és egy olyan alkatrész között áll, amely a szerszám peremén reped. Egy lemez, amelyet domborítani kell, egy rúd, amelyet hajlítani kell, vagy egy nyersanyag, amelyből nagy szakítószilárdságú huzalt kell húzni, mindegyik elegendő plasztikus alakíthatóságra van szüksége ahhoz, hogy alakot változtasson repedés nélkül. Ezért érdekli kevésbé az mérnököket, hogy egy fém általánosságban mennyire hangzik nyújthatónak, és sokkal inkább az, hogy az adott folyamathoz megfelelően nyújtható anyag-e.
Miért fontos a nyújthatóság az autóipari alkatrészek tervezésénél
Az autóipari alkatrészek egyszerre két követelménynek is megfelelnek. Először is el kell viselniük az alakítási műveleteket, például a huzalhúzást, hajlítást, mélyhúzást és kovácsolást. Ezután pedig továbbra is működniük kell nyomaték, rezgés, ütés és ismétlődő üzemi terhelés hatására. Egy nyújtható fém mindkét szempontból előnyös. Az alakítás során csökkenti a szakadásokat és repedések keletkezését. Üzemelés közben elnyeli a deformációt, és látható alakváltozást mutat a katasztrofális meghibásodás előtt. A mérnökök gyakran együtt értékelik a képlékenységet és a nyújthatóságot, mivel sok valós alkatrész gyártása során egyszerre tapasztalja a nyomó irányú alakítást és a helyi húzó irányú megnyúlást.
A kovácsolás hogyan használja a szabályozott nyújthatóságot
A meleg alakítást a újraszilárdulási hőmérséklet felett végzik, ahol a fémek könnyebben deformálódnak, és nagyobb alakváltozásra képesek jobban megőrizve nyújthatóságukat. Ugyanez a forrás megjegyzi, hogy a meleg alakítás során a deformációs ellenállás a hidegalakításéhoz képest körülbelül az ötödére vagy harmadára csökkenhet, ami magyarázatot ad arra, miért olyan fontos a meleg kovácsolás az autóipari alkatrészek gyártásában. Az vasformálás , a nyomóerő alakítja az anyagot, miközben finomítja a szemcseáramlást, erős alkatrészeket előállítva, amelyeket hajtókarokhoz, sebességváltó tengelyekhez, kormányalkatrészekhez és felfüggesztési szerelvényekhez használnak. Egy valós gyártási példaként, Shaoyi Metal Technology az IATF 16949 tanúsítással rendelkező gyártási folyamatot, saját kovácsoló formákat és teljes körű folyamatszabályozást alkalmaz. Ez fontos, mert egy fémmel végzett kovácsolás során az anyag alakíthatósága csak akkor hasznosítható hatékonyan, ha a hőmérséklet, a forma illesztése és a tételenkénti egyenletesség szigorúan ellenőrzött.
Mit kell figyelniük a gyártóknak az alakított fémalkatrészeknél
- Az alakíthatóság megfelel a folyamatnak, legyen szó hajlításról, mélyhúzásról vagy domborításról.
- A repedések elleni ellenállás élek, sarkok és vékony szakaszok esetén a gyártás során.
- Stabil tételenkénti viselkedés, így minden tétel hasonlóan reagál a sajtóban vagy kovácsolóban.
- Egy megfelelő egyensúly az erősség és a nyúlékonyság között az alakítás után is, nem csupán az alakítás előtt.
- Elegendő kezdő nyúlékonyság igényes termékekhez, például nagy szakítószilárdságú huzalhoz, amelynek ki kell bírnia a húzást a végső megerősítés előtt.
A jó döntések ritkán születnek csupán azzal a kérdéssel, hogy a fémek nyújthatók-e. A jobb kérdés az, hogy a kiválasztott minőség, gyártási eljárás és minőségellenőrzés elegendő deformációs képességet biztosít-e mind a gyártáshoz, mind a valós üzemeltetési körülményekhez.
Művelhetők és nyújthatók-e a fémek?
Ha ide érkezett az alábbi kérdésekkel: nyújtható-e a fém vagy művelhetők-e a fémek , akkor a leghasznosabb végső válasz a következő: sok fém nyújtható és művelhető, de a biztonságos deformáció mértéke függ a kémiai kötésektől, az ötvözet összetételétől, a feldolgozási előzményektől, a hőmérséklettől és a mért vizsgálati eredményektől. Egy Protolabs-útmutató megjegyzi, hogy a gyakori nyújtható fémek – például a réz és az alumínium – gyakran jelentős nyúlást mutatnak, míg a rideg fémeknél ez 5 százalék alatt lehet, a öntöttvasnál pedig közel 0–2 százalék. Ezért a nyújthatóságot ki kell választani, nem szabad feltételezni.
A fémek nyújthatóságával kapcsolatos legfontosabb tanulság
A nyújthatóság egy mérhető fizikai viselkedés húzás alatt, nem pedig egy rövidített címke a lágyaságra. Ilyen kérdések, mint nyújtható-e egy fém vagy nemfém összekever egy tulajdonságot egy anyagcsoporttal. Ugyanez a Protolabs-összehasonlítás mutatja meg, miért fontos ez: sok polimer meghaladhatja a 200 százalékos nyúlást, míg a kerámiák és az üveg gyakran 1 százalék alatt maradnak. Tehát ha azt kérdezi a nemfémek képlékenyek-e , néhány az lehet, de sok nem az. Ugyanilyen szellemben a nemfémek kovácsolhatók-e általában szűkebb kérdés, mivel a kovácsolhatóság a préselési folyamatokra utal, például a lemezre kalapálásra, ami klasszikus fémes alkalmazási terület. És ha azt kérdezi a félfémek képlékenyek-e , a legbiztonságosabb megközelítés továbbra is ugyanaz, mint a fémek esetében: a szerkezetet és a vizsgálati adatokat kell figyelembe venni, nem csupán a megnevezést.
Hogyan ítéljük meg, hogy egy fém elegendően képlékeny-e
- Ellenőrizze a pontos minőségi osztályt, ne csak a fémcsaládot.
- Tekintse át a szakítóvizsgálatból származó nyúlás százalékos értékét és a keresztmetszet-csökkenés mértékét.
- Párosítsa a tulajdonságot a folyamattal, például húzás, hajlítás, mélyhúzás vagy kovácsolás.
- Vegye figyelembe az üzemelési hőmérsékletet, a hidegmunkát és a hőkezelést.
- Egyensúlyozza a nyújthatóságot a szilárdsággal, merevséggel, kopásállósággal és fáradási ellenállással kapcsolatos igényekkel.
Hol vizsgálhatók az autóipari kovácsolási képességek
A gyártók számára, akik az anyagválasztástól a gyártásig jutnak, Shaoyi Metal Technology ez egy gyakorlatias forrás, amelyet érdemes átnézni. Az autóipari kovácsolási oldala kiemeli az IATF 16949 tanúsítvánnyal rendelkező meleg kovácsolást, a saját gyártású szerszámkészítést, valamint a prototípus-készítéstől a tömeggyártásig nyújtott támogatást. E fajta folyamatszabályozás különösen fontos, amikor a valódi kérdés nem csupán az, hogy a fémek nyújthatók-e, hanem az, hogy egy adott minőségű anyag következetesen alakítható-e és megbízhatóan működik-e üzemelés közben.
Sok fém nyújtható, de a megfelelő döntés a tesztelt adatokból, az előállítási történetből és az alkalmazási igényekből származik.
Gyakran ismételt kérdések a fémek nyújthatóságáról
1. Minden fém nyújtható?
Nem. Sok fém megnyúlik húzóterhelés alatt, mielőtt eltörne, de ez a képesség nem egyenlő minden fémnél vagy ötvözetsornál. A öntöttvas egy gyakori alacsony nyúlási képességű kivétel, és még általában nyúlékony fémek is kevésbé alakíthatóvá válhatnak hideg alakítás után, ötvözet-összetétel-változások hatására vagy alacsonyabb hőmérsékletnek való kitettség esetén.
2. Mi a különbség a nyúlási képesség és a kovácsolhatóság között?
A nyúlási képesség azt írja le, hogyan viselkedik egy anyag, amikor húzzák. A kovácsolhatóság azt írja le, hogyan viselkedik, amikor nyomják, kalapácsolják vagy hengerelik. Egy egyszerű emlékeztető: a huzalhúzás a nyúlási képességre, míg a lemezalakítás a kovácsolhatóságra utal.
3. Miért nyúlékonyak és kovácsolhatók a legtöbb fémes anyagok?
Sok fém nyúlási képességét a fémes kötés és a kristálycsúszás teszi lehetővé. Egyszerűsítve: atomi szerkezetük úgy tud átrendeződni erőhatás alatt, hogy az anyag egésze ne törjön szét egyszerre. Ez miatt sok fém jobban tűri az alakítási folyamatokat, mint azok az anyagok, amelyeknél a kötések iránya merevebb.
4. A nyúlási képesség fizikai vagy kémiai tulajdonság?
A nyújthatóság egy fizikai tulajdonság. Amikor egy fém véglegesen megnyúlik, alakja változik, de kémiai azonossága nem. A mérnökök ezt a viselkedést húzóvizsgálattal mérik, gyakran a törésnél mutatott nyúlás és a keresztmetszet-csökkenés értékeit használva.
5. Miért fontos a nyújthatóság a kovácsolásban és az autóipari alkatrészeknél?
A nyújthatóság fontos, mert egy alkatrésznek túl kell élnie az alakítási folyamatot, mielőtt szolgálati idejét teljesítené. A kovácsolás során elegendő nyújthatóság segít a fémnek kitölteni a formát és csökkenteni a repedések kialakulásának kockázatát, míg az autóipari alkalmazásoknál javíthatja a sérülésállóságot, és figyelmeztetést adhat a meghibásodás előtt. Ezért hangsúlyozzák a gyártók – például a Shaoyi Metal Technology – a szabályozott forró kovácsolást, a saját gyártású formák készítését és a szigorú minőségirányítási rendszereket: a anyagok konzisztens viselkedése ugyanolyan fontos, mint maga az ötvözet.