 Small batches, high standards. Our rapid prototyping service makes validation faster and easier —
Small batches, high standards. Our rapid prototyping service makes validation faster and easier — 

What Nobody Tells You About Service Machining Costs And Timelines

Understanding Service Machining and Why It Matters
Ever wondered why some manufacturers invest millions in equipment while others produce identical parts without owning a single machine? The answer lies in service machining—a strategic approach that's reshaping how businesses think about production.
What Service Machining Actually Means for Manufacturers
Service machining refers to outsourcing precision manufacturing work to specialized external facilities equipped with advanced CNC technology. Instead of purchasing expensive equipment and hiring skilled operators, businesses partner with dedicated machining providers who handle the production process from start to finish.
Think of it this way: you need precision components, but you don't necessarily need to own the factory. According to industry research from Technavio, the machining services market is projected to grow by $17.4 billion between 2023 and 2028, with a compound annual growth rate of 4.5%. This growth reflects a fundamental shift in manufacturing strategy—companies increasingly recognize that external partners can deliver superior results without the burden of capital investment.
When you search for a "cnc machine shop near me" or explore cnc precision machining services, you're essentially looking for these specialized partners. Whether you're a startup prototyping your first product or an established manufacturer scaling production, service providers offer the same high-quality output you'd expect from in-house operations.
The Core Difference Between Outsourced and In-House Machining
The distinction between these approaches comes down to ownership and responsibility. With in-house machining, you bear the full weight of equipment purchases, maintenance schedules, operator training, and quality certifications. Outsourced partners absorb these burdens entirely.
Consider what in-house operations actually require:
- Significant upfront capital for CNC machinery that can range from tens of thousands to millions of dollars
- Ongoing maintenance costs that accumulate over time and require specialized technicians
- Skilled operators who command premium salaries and require continuous training
- Quality certifications like ISO 9001 that demand rigorous documentation and auditing
Service machining eliminates these requirements. A jose machine shop or any qualified provider has already made these investments. They maintain the latest equipment, employ experienced machinists, and hold the certifications your industry demands. You simply leverage their capabilities when needed.
Why do businesses across industries—from aerospace to medical devices—rely on external machining partners? The value proposition is compelling. High precision machining services give you access to multi-axis CNC equipment, experienced operators, and established quality systems without tying up capital. Many machine shops in California and other manufacturing hubs specialize in specific industries, offering expertise that would take years to develop internally.
This flexibility proves especially valuable when project requirements fluctuate. Rather than maintaining idle equipment during slow periods or scrambling to add capacity during demand spikes, outsourcing lets you scale production seamlessly. It's a strategic advantage that keeps you focused on what you do best—designing products, serving customers, and growing your business.
Types of CNC Machining Processes and Their Applications
When you partner with a service machining provider, you're not just getting access to equipment—you're tapping into a diverse toolkit of manufacturing processes. But here's the challenge: how do you know which process fits your project? Understanding the differences between milling, turning, and specialized techniques helps you communicate effectively with your machining partner and make informed decisions about your parts.
CNC Milling Explained
Imagine a rotating cutting tool moving across a stationary workpiece, carving away material layer by layer. That's CNC milling in action. Unlike processes where the part spins, milling keeps your workpiece fixed while multi-point cutting tools do the work across multiple axes.
This approach excels at creating complex 3D shapes that would be impossible with simpler methods. According to 3ERP's manufacturing research, milling machines can operate with 3, 4, or 5-axis capability, with each additional axis unlocking new geometric possibilities.
What makes milling particularly versatile? Consider these common applications:
- Flat surfaces and faces—face milling creates precise horizontal planes on top of workpieces
- Pockets and cavities—pocket milling removes material from interior sections, creating recessed features
- Slots and grooves—peripheral milling cuts channels along part edges with controlled depths
- Complex 3D contours—ball-nose end mills trace organic curves for molds and prototypes
- Angled features—chamfer mills and angular operations create beveled edges
When you're exploring 5 axis cnc machining services, you're looking at the most advanced milling capability available. These machines can tilt the tool or table, reaching undercuts and complex surfaces in a single setup. For large part cnc machining or intricate aerospace components, 5 axis cnc service providers deliver precision that simpler setups cannot match.
When Turning Outperforms Milling
Now flip the script. In CNC turning, the workpiece rotates rapidly while a stationary single-point cutting tool shapes the surface. This reversal in motion creates a fundamental difference in what each process does best.
Sounds straightforward? It is—and that simplicity translates into efficiency. Turning operations are inherently faster for cylindrical components because the rotating motion naturally produces round profiles. If your part looks like a shaft, pin, bushing, or threaded rod, turning is almost certainly your best option.
Here's when turning outperforms milling:
- Cylindrical and conical shapes—the rotating workpiece naturally produces round profiles with excellent concentricity
- High-volume production runs—bar feeders enable continuous machining with minimal operator intervention
- External and internal threads—threading operations integrate seamlessly into turning cycles
- Tight roundness tolerances—the process maintains consistent diameters across long parts
- Cost-sensitive projects—simpler tooling and faster cycle times reduce per-part expenses
Modern CNC turning centers blur the line between processes. Many now include live tooling—rotating tools that can perform milling operations while the part is still chucked in the lathe. This hybrid capability means a single machine can drill cross-holes, mill flats, or cut keyways without transferring your part to a separate setup.
For parts cnc machining projects that combine round and prismatic features, ask your service provider about mill-turn capabilities. These hybrid machines can dramatically reduce lead times and improve dimensional accuracy by eliminating multiple setups.
Specialized Processes for Complex Geometries
What happens when conventional cutting tools can't reach the geometry you need? That's where specialized processes like electrical discharge machining and precision grinding enter the picture.
Electrical Discharge Machining (EDM) removes material through controlled electrical sparks rather than physical cutting. According to OpenLearn's technical documentation, EDM works on any electrically conductive material regardless of hardness—making it ideal for hardened tool steels and exotic alloys that would destroy conventional cutting tools.
EDM shines in specific applications:
- Small holes with high aspect ratios—wire EDM can create openings as small as 0.05mm
- Complex die cavities—sinker EDM shapes intricate mold features without burrs
- Hardened materials—spark erosion ignores material hardness entirely
- Sharp internal corners—achieves radii as tight as 0.4mm where cutters cannot reach
The trade-off? EDM operates more slowly than conventional machining, with metal removal rates typically measured in cubic centimeters per hour. It also leaves a recast layer 0.0025-0.15mm deep that may require removal for fatigue-critical applications.
Precision Grinding uses abrasive wheels to achieve surface finishes and tolerances beyond what cutting tools can deliver. When your project demands mirror-like surfaces or micron-level accuracy, grinding becomes essential.
Companies like odyssey machining and other specialized providers often combine multiple processes in sequence—roughing with milling, finishing with grinding, and detail work with EDM. This integrated approach delivers the best characteristics of each method while minimizing total production time.
Understanding these process differences helps you collaborate more effectively with your machining partner. When you can articulate whether your part needs milling flexibility, turning efficiency, or specialized precision, you'll receive more accurate quotes and faster turnaround times.
Material Selection Guide for Machined Components
You've chosen your machining process. Now comes an equally critical decision: what material should your part be made from? This choice ripples through every aspect of your project—from machining time and tool wear to final part performance and total cost. Get it right, and you'll have components that exceed expectations. Get it wrong, and you'll face delays, budget overruns, or parts that fail in the field.
Here's what makes material selection tricky: it's always a trade-off. According to manufacturing research from Tops Best Precision, while soft metals like aluminum and brass have excellent machinability, they may lack strength and durability. In contrast, tougher materials like titanium and stainless steel are harder to machine but offer higher strength, corrosion resistance, and durability.
Let's break down your options so you can make informed decisions for your aluminum cnc machining services or any other material requirements.
Aluminum Alloys for Lightweight Performance
When manufacturers need parts fast without sacrificing quality, aluminum often tops the list. With a machinability rating of 90-95% compared to the brass standard, aluminum machining services deliver quick turnaround times and excellent surface finishes.
Why does aluminum machine so well? Its high thermal conductivity allows heat to dissipate rapidly from the cutting zone, enabling faster machining speeds without compromising tool life. According to Ethereal Machines' material selection guide, Aluminum 6061 balances strength and machinability, offering versatility in applications ranging from automotive to consumer goods.
Common aluminum alloys you'll encounter in aluminum cnc milling service quotes include:
- 6061-T6—the workhorse alloy offering good strength, weldability, and corrosion resistance for general-purpose applications
- 7075-T6—higher strength approaching some steels, ideal for aerospace structural components and high-stress applications
- 2024-T3—excellent fatigue resistance for aircraft skin and structural parts
- 5052—superior corrosion resistance for marine and chemical processing environments
The trade-off? Aluminum's lower hardness means it can't handle extreme wear or high-temperature applications. For those situations, you'll need to look at steel or exotic alloys.
Steel and Stainless Options for Durability
When strength and durability matter more than weight, steel variants become your go-to materials. However, the steel family spans a wide performance range—and so does machinability.
Carbon and alloy steels (like 1018, 4140, and 4340) offer a reasonable balance between strength and machinability. With ratings around 70%, they're significantly harder to cut than aluminum but still manageable with standard tooling. These materials excel in structural components, machinery parts, and gears where strength justifies the additional machining time.
Stainless steels present a different challenge. According to material research, grades like 304 and 316 carry machinability ratings of only 30-40%. Why so difficult? Stainless steel work hardens—meaning it gets tougher as you cut it. This demands slower cutting speeds, more rigid setups, and more frequent tool changes.
Despite machining challenges, stainless steel's properties justify the effort in specific applications:
- 304 stainless—general-purpose corrosion resistance for food processing, architectural, and chemical applications
- 316 stainless—superior corrosion resistance for marine, medical, and pharmaceutical environments
- 17-4 PH—precipitation-hardening grade offering high strength for aerospace and defense components
- 303 stainless—free-machining grade with added sulfur for improved chip breaking and tool life
If your project requires stainless steel, expect longer lead times and higher per-part costs compared to aluminum milling service quotes. The material itself costs more, machines slower, and wears tools faster—all factors your service provider will build into their pricing.
Engineering Plastics and Exotic Materials
Not every component needs to be metal. Engineering plastics offer unique advantages including lighter weight, chemical resistance, and electrical insulation. Meanwhile, exotic alloys handle extreme conditions where conventional materials fail.
Common engineering plastics for machined components include:
- Delrin (Acetal)—very easy to machine with excellent dimensional stability, ideal for gears, bearings, and mechanical components
- PEEK—high-performance thermoplastic handling temperatures up to 250°C, common in aerospace and medical implants
- UHMW—outstanding wear resistance and low friction for conveyor components and wear strips
- Polycarbonate—high impact resistance and optical clarity for safety windows and protective covers
Plastics machine quickly but require different considerations. Some can melt or warp under cutting heat, while others chip if cut too aggressively. Your machining partner should adjust speeds, feeds, and cooling strategies accordingly.
Exotic alloys occupy the opposite end of the spectrum—difficult to machine but essential for extreme environments. Primo Medical Group notes that materials such as titanium and other exotic alloys require specialized machining techniques due to their unique properties like hardness, corrosion resistance, and biocompatibility.
Titanium carries a machinability rating of only 20-25%. Its low thermal conductivity traps heat in the cutting zone, demanding slow speeds and specialized coated tools. Inconel and other nickel superalloys rate even lower at 10-15%, requiring extreme care to prevent tool failure.
When do these materials justify their machining difficulty? Titanium appears in aerospace structures, medical implants, and high-performance sporting goods where its strength-to-weight ratio is unmatched. Inconel handles jet engine components and nuclear applications where extreme heat and corrosion would destroy other materials.
Material Comparison at a Glance
Use this reference table when discussing material options with your service machining provider:
| Material | Machinability Rating | Typical Applications | Cost Consideration |
|---|---|---|---|
| Brass C36000 | 100% (standard) | Fittings, electrical components, decorative hardware | Moderate material cost, lowest machining cost |
| Aluminum 6061 | 90-95% | Aerospace, automotive, electronics enclosures | Low material cost, fast machining |
| Carbon Steel 1018 | 70% | Structural parts, shafts, machinery components | Low material cost, moderate machining time |
| Stainless Steel 304 | 30-40% | Food processing, medical, marine environments | Higher material cost, slower machining |
| Titanium 6Al-4V | 20-25% | Aerospace structures, medical implants, defense | High material cost, specialized tooling required |
| Inconel 718 | 10-15% | Jet engines, nuclear reactors, extreme environments | Very high material cost, slowest machining |
| Delrin (Acetal) | High | Gears, bearings, precision mechanical parts | Moderate material cost, fast machining |
| PEEK | Moderate | Medical implants, aerospace, chemical processing | High material cost, requires temperature control |
Industry-Specific Material Requirements
Your industry likely dictates material choices beyond pure performance considerations. Regulatory requirements and certification standards narrow your options significantly.
Medical device manufacturing demands materials with proven biocompatibility and traceability. Titanium, 316L stainless steel, and specialized polymers like PEEK meet FDA requirements for implantable devices. Your machining partner must maintain documentation proving material origin and compliance with standards like ISO 13485.
Aerospace applications require certified alloys with full material traceability. You can't simply use any aluminum—it must be aerospace-grade with mill certifications documenting its chemical composition and mechanical properties. Common specifications include AMS (Aerospace Material Specifications) and ASTM standards.
Automotive components often balance cost efficiency with performance requirements. High-volume production typically favors easily machinable materials like aluminum and free-machining steels to minimize per-part costs while meeting durability specifications.
Understanding these material dynamics helps you collaborate more effectively with your machining partner. When you can discuss trade-offs between machinability and performance, you'll make better decisions about where to invest your budget—and where to save.
The Complete Service Machining Workflow Explained
You've selected your process and chosen your material. Now what? For many first-time buyers, the journey from initial inquiry to receiving finished parts feels like a black box. What happens after you submit your files? How long does each stage take? Understanding the complete workflow helps you set realistic expectations and avoid costly miscommunications.
Whether you're working with a san jose machine shop or a provider across the country, most reputable cnc machining california facilities follow a similar structured process. Let's walk through each step so you know exactly what to expect.
Preparing Your Design Files for Submission
Your project begins the moment you submit design files—and how you prepare those files directly impacts quote accuracy and turnaround time. According to industry workflow documentation, a typical inquiry package should include CAD models, technical drawings, material specifications, quantity requirements, and delivery timelines.
What file formats do machine shops in san jose ca and other professional facilities prefer?
- STEP (.stp, .step)—the universal standard for 3D model exchange, readable by virtually any CAM software
- IGES (.igs, .iges)—an older but widely supported format for surface and solid geometry
- DXF/DWG—2D drawing files essential for flat parts and supplementary dimensions
- Native CAD files—SolidWorks, Inventor, or Fusion 360 files preserve full design intent when your shop uses matching software
- PDF drawings—annotated 2D drawings showing tolerances, surface finishes, and special requirements
Here's something many buyers miss: 3D models alone aren't enough. Your california machine shop needs dimensioned 2D drawings that specify tolerances, surface finish requirements, and critical features. The 3D model tells them what shape to make; the drawing tells them how precisely to make it.
Before hitting send, double-check these common issues:
- Are all dimensions clearly specified with appropriate tolerances?
- Have you indicated which features are critical versus general tolerance?
- Is the material grade explicitly called out (not just "aluminum" but "6061-T6")?
- Are surface finish requirements noted using standard Ra values?
- Have you included quantity needed and target delivery date?
The Quoting and Review Process
Once your files arrive, the quoting process begins—and it's more involved than many customers realize. According to Stecker Machine's RFQ guide, experienced shop team members review the package starting with feasibility assessment based on capabilities and expertise.
What happens during this review? Engineers examine your blueprints for inconsistencies, tight tolerances, concerns, and process challenges. They're looking for potential problems before they become expensive mistakes.
The best service machining providers don't just quote what you ask for—they suggest improvements. Design for Manufacturability (DFM) analysis identifies opportunities to:
- Reduce costs through material substitutions or simplified geometries
- Improve quality by adjusting tolerances on non-critical features
- Shorten lead times by selecting processes better suited to your geometry
- Eliminate potential failures by identifying thin walls, sharp internal corners, or other problematic features
Complexity and volume determine how parts should be processed. Using this information, estimators collaborate with engineers to conduct tool-by-tool, operation-by-operation time studies. These cycle time estimates drive everything—operator capacity, equipment needs, and ultimately your quoted price.
The formal quote you receive typically includes:
- Unit price and total cost breakdown
- Estimated lead time from order confirmation to shipping
- Material costs (sometimes listed separately)
- Setup charges and tooling requirements
- Any clarifying statements about tolerances or specifications
Production Through Final Inspection
After you approve the quote and confirm your order, production planning begins. Your job enters a queue based on complexity, material availability, and machine scheduling. Here's where your parts actually come to life.
The production phase involves multiple coordinated steps:
- Material sourcing—your shop procures raw stock matching your specified grade, often with mill certifications for traceability
- CNC programming—engineers create toolpaths using CAM software, optimizing for speed, accuracy, and tool life
- Machine setup—operators mount fixtures, load tools, and calibrate the machine for your specific part
- First article production—the initial part is machined and thoroughly inspected before proceeding
- Production run—once the first article passes inspection, remaining parts are machined
- In-process quality checks—operators verify critical dimensions throughout the run
- Secondary operations—if needed, parts undergo deburring, surface treatment, or heat treatment
- Final inspection—completed parts are measured against your specifications using calibrated equipment
- Packaging and shipping—parts are protected appropriately and shipped with required documentation
Quality checks happen continuously, not just at the end. First article inspection is particularly critical—this is where any programming errors, setup issues, or design problems get caught before wasting material on a full production run.
The Complete Workflow at a Glance
From start to finish, here's the typical journey your project takes through a professional service machining facility:
- Design submission—you provide CAD files, drawings, and specifications
- Quote generation—engineers review feasibility and develop pricing
- Design review and DFM—potential improvements are identified and discussed
- Order confirmation—you approve the quote and provide purchase authorization
- Production scheduling—your job enters the queue based on lead time commitments
- Material procurement—raw stock is sourced to your specifications
- Machining operations—CNC equipment transforms raw material into finished parts
- Inspection and QC—parts are verified against dimensional and quality requirements
- Shipping and delivery—completed parts arrive at your facility with documentation
Understanding this workflow helps you plan projects more effectively. You'll know when to expect updates, what information your shop needs at each stage, and how to avoid delays that could push back your delivery date.
Now that you understand the process, the next logical question becomes: what will all this actually cost? Several factors influence pricing in ways that aren't immediately obvious—and knowing them can help you design smarter and budget more accurately.
What Affects Service Machining Costs
Here's what most providers won't tell you upfront: the price you pay for machined parts depends on decisions you control. Material selection, tolerance specifications, surface finish requirements, and order volume all influence your final invoice—sometimes dramatically. Understanding these variables puts you in the driver's seat when budgeting projects and negotiating with suppliers.
According to Unionfab's comprehensive cost breakdown, CNC machining costs vary significantly depending on factors such as part geometry, material selection, machining strategy, tolerance requirements, and production volume. Let's examine each factor so you can make informed decisions before submitting your next quote request.
How Material Choice Impacts Your Budget
Your material selection ripples through every cost category—raw stock price, machining time, tool wear, and even shipping weight. Choose wisely, and you'll optimize value. Choose poorly, and you'll pay premiums that don't improve your product.
Consider the raw material costs alone. According to industry pricing data, materials fall into distinct cost tiers:
- Low cost ($)—Aluminum and PMMA (Acrylic) offer the most economical starting point
- Moderate cost ($$)—POM, PTFE, Nylon, and composite materials like FR4
- Higher cost ($$$)—Copper, brass, bronze, steel, stainless steel, and engineering plastics like PC and ABS
- Premium cost ($$$$$)—Magnesium, titanium, PEEK, and technical ceramics
But raw material price tells only part of the story. A bay area machine shop will also factor in machinability—how quickly and easily the material can be cut. Aluminum machines at speeds 3-4 times faster than stainless steel. That speed difference translates directly into lower labor and machine time costs.
Here's the practical takeaway: don't specify titanium when aluminum meets your requirements. Don't default to stainless steel when carbon steel provides adequate corrosion resistance. Every over-specification adds cost without adding value to your application.
The Tolerance-Cost Relationship
Tighter tolerances always cost more—but the relationship isn't linear. According to Fictiv's manufacturing design research, designs in the "least effort" tolerance region use ISO 2768 medium standard, which represents a good balance between what's easily achievable with standard CNC machines and what's necessary for functional parts.
Why do tight tolerances drive up costs? Several factors compound:
- Slower machining speeds—achieving precision requires careful, deliberate cuts rather than aggressive material removal
- Additional operations—features may need roughing passes followed by separate finishing passes
- Specialized tooling—precision work often demands higher-quality cutting tools with tighter runout
- Extended inspection time—every tight tolerance requires verification with calibrated measuring equipment
- Higher rejection rates—parts outside specification must be scrapped or reworked
The smartest approach? Apply tight tolerances only where function demands them. A precision machining shop in mass precision san jose or anywhere else will tell you the same thing: specify ±0.001" only on critical mating surfaces, and leave non-critical features at standard ±0.005" or looser.
According to Exact Machine Service's cost analysis, it's important to establish the necessary tolerances and surface finishes based on the functional requirements of the parts to strike a balance between precision and cost.
Volume Pricing and Setup Considerations
Every production run begins with setup—loading fixtures, installing tools, calibrating the machine, and running a first article. These costs remain relatively fixed whether you're making 10 parts or 1,000. Understanding this dynamic explains why per-part pricing drops dramatically as quantities increase.
Consider this scenario: a machine shop san jose ca quotes $500 in setup costs plus $20 per part in machining time. Order 10 parts, and your setup burden is $50 per unit. Order 100 parts, and it drops to $5 per unit. The machining cost stays constant, but your total per-part cost drops from $70 to $25.
Here are the cost factors ranked from highest to lowest impact on your total project cost:
- Part complexity and geometry—intricate designs requiring multiple setups, specialized tooling, or 5-axis machining command premium pricing
- Material selection—exotic alloys and difficult-to-machine materials increase both raw stock and processing costs
- Tolerance requirements—each decimal place of precision adds disproportionate cost
- Order quantity—higher volumes amortize setup costs and may qualify for batch pricing
- Surface finish specifications—finishes beyond as-machined (Ra 3.2μm) require additional operations
- Secondary operations—heat treatment, anodizing, plating, or painting add post-machining costs
- Lead time requirements—expedited delivery often incurs rush charges
Want to reduce costs without compromising functionality? According to manufacturing best practices from Fictiv, these design modifications deliver the biggest savings:
- Simplify geometry—minimize sharp internal corners, deep pockets, and intricate features that increase machining time
- Use standard tool sizes—designing features compatible with common end mills and drills reduces setup and tooling costs
- Design for fewer setups—parts machinable in two setups or less avoid repositioning time and tolerance stack-up
- Specify functional finishes only—request polished surfaces only where aesthetics or function demand them
- Consider slightly larger batches—jumping from 25 to 50 units often provides disproportionate per-part savings
Bay area machine shops and precision machining shops nationwide use similar cost structures. By understanding what drives their pricing, you can design smarter parts, submit better-prepared quotes, and negotiate from a position of knowledge rather than guesswork.
These cost factors become especially critical when your project requires industry-specific certifications. Aerospace, automotive, and medical applications add compliance requirements that influence both pricing and partner selection—topics we'll explore next.

Industry Applications and Certification Requirements
Think all machining providers are created equal? Think again. The shop producing decorative hardware operates under completely different rules than one manufacturing aircraft brackets or surgical implants. Your industry doesn't just influence what you make—it dictates how your machining partner must operate, document, and verify every step of production.
Understanding these certification requirements helps you evaluate potential partners and avoid costly mistakes. According to manufacturing certification research, certifications in machining are not just a formality—they are a critical requirement that governs supplier selection, contract eligibility, and regulatory compliance.
Automotive Component Requirements and Certifications
The automotive industry demands consistency at scale. When you're producing thousands of identical components destined for vehicle assembly lines, variation isn't just undesirable—it's unacceptable. That's why automotive OEMs require suppliers to meet rigorous certification standards before awarding contracts.
IATF 16949 certification stands as the gold standard for automotive quality management. Published by the International Automotive Task Force, this standard builds on ISO 9001 while adding automotive-specific requirements. According to AIAG's certification guidance, IATF 16949:2016 defines quality management system requirements for organizations across the global automotive industry.
What makes IATF 16949 different from general quality certifications? The standard emphasizes:
- Defect prevention—systematic approaches to identify and eliminate potential failures before they occur
- Variation reduction—continuous improvement protocols that tighten process control over time
- Waste elimination—lean manufacturing principles integrated into quality management
- Customer-specific requirements—flexibility to incorporate individual OEM specifications
Statistical Process Control (SPC) plays a critical role in automotive manufacturing. Rather than inspecting parts after production, SPC monitors processes in real-time to catch variations before they produce defective components. Control charts, capability indices, and trend analysis become standard tools for certified facilities.
For cnc machine shops in california and aerospace cnc machine shop facilities serving automotive clients, these certifications aren't optional extras—they're prerequisites for doing business. Major OEMs including General Motors, Ford, and Stellantis require IATF 16949 certification from their machining suppliers.
Certified facilities like Shaoyi Metal Technology meet these automotive industry demands with IATF 16949 certification and strict SPC protocols. Their operation delivers high-tolerance chassis assemblies and precision components while maintaining the documentation and traceability that automotive supply chains require.
Aerospace Precision Standards
If automotive demands consistency, aerospace demands perfection—with receipts. Every material, every process, and every measurement must be documented and traceable. When component failure can result in catastrophic consequences, the certification requirements reflect those stakes.
AS9100 certification builds upon ISO 9001 by adding stringent quality requirements tailored specifically for aerospace, defense, and space systems. According to industry research, over 80% of global aerospace companies require AS9100 certification from CNC suppliers.
What distinguishes AS9100 from general quality standards?
- Complete material traceability—every component links back to certified raw material with documented heat numbers and mill certifications
- First Article Inspection (FAI)—AS9102-compliant documentation proves initial production meets all specifications
- Configuration management—strict revision control ensures parts match current engineering releases
- Risk management—formal processes identify, assess, and mitigate potential quality issues
- Counterfeit part prevention—verification procedures ensure material authenticity
The documentation burden extends throughout production. A cnc machine shop california facility serving aerospace clients must maintain records showing:
- Raw material certifications and source verification
- Tool paths and CNC programs used for each operation
- Operator qualifications and training records
- Calibration status of all measuring equipment
- Complete inspection data for every critical dimension
For metal fabrication san jose ca providers and other regional shops, achieving AS9100 certification requires significant investment in documentation systems, training, and audit preparation. However, certification opens access to aerospace contracts that non-certified competitors cannot pursue.
Medical Device Manufacturing Considerations
Medical device manufacturing adds another layer of regulatory complexity. When machined components become part of diagnostic equipment or implantable devices, patient safety drives every requirement.
According to FDA regulatory guidance, manufacturers must establish and follow quality systems to help ensure that their products consistently meet applicable requirements and specifications. These quality systems for FDA-regulated devices are known as current good manufacturing practices (CGMP).
ISO 13485 certification specifically addresses medical device quality management. While similar to ISO 9001 in structure, it adds requirements for:
- Design controls—systematic verification that devices meet intended use requirements
- Process validation—documented proof that manufacturing processes consistently produce acceptable results
- Biocompatibility documentation—evidence that materials won't cause adverse reactions in patients
- Sterilization validation—verification that sterilization processes achieve required sterility assurance levels
- Complaint handling—formal systems for tracking and investigating product issues
The FDA's Quality System Regulation (21 CFR Part 820) provides the regulatory framework in the United States. According to FDA documentation, the QS regulation embraces an "umbrella" approach that requires manufacturers to develop and follow procedures appropriate to their specific devices.
What does this mean for your machining partner? They must maintain:
- Complete device history records for every lot produced
- Validated manufacturing processes with documented parameters
- Calibrated measuring equipment traceable to national standards
- Controlled environments appropriate to product requirements
- Personnel training records demonstrating competency
The FDA recently issued the Quality Management System Regulation (QMSR) Final Rule, incorporating ISO 13485:2016 into the regulatory framework. This harmonization means medical device machining suppliers increasingly need dual compliance with both FDA requirements and international standards.
Choosing the Right Certified Partner
Your industry determines which certifications matter most. Here's a quick reference:
| Industry | Primary Certification | Key Requirements |
|---|---|---|
| Automotive | IATF 16949 | SPC, defect prevention, customer-specific requirements |
| Aerospace/Defense | AS9100 | Full traceability, FAI, configuration management |
| Medical Devices | ISO 13485 | Design controls, process validation, complaint handling |
| General Industrial | ISO 9001 | Quality management fundamentals, continual improvement |
Don't assume a shop certified for one industry automatically qualifies for another. AS9100-certified aerospace suppliers may lack the high-volume production systems automotive requires. Medical device specialists may not have experience with the exotic alloys aerospace demands.
When evaluating potential partners, verify certifications directly. Ask for certificate copies, check expiration dates, and confirm the scope covers your specific product types. Certification bodies maintain public databases where you can verify a supplier's status independently.
These certification requirements add cost and complexity to service machining—but they exist for good reason. When your components go into vehicles, aircraft, or medical devices, the stakes justify the investment in rigorous quality systems. Understanding what each industry demands helps you find partners who can truly deliver on their promises.
Certifications establish baseline quality systems, but how do machining providers actually verify that individual parts meet your specifications? The answer lies in inspection methods and quality assurance protocols—our next topic.
Quality Assurance and Tolerance Verification
Your machining partner holds an impressive certification. But here's the real question: how do they actually prove your parts meet specifications? Certifications establish systems—inspection verifies results. Understanding how professional facilities measure, document, and verify dimensions helps you evaluate quality claims and interpret the inspection reports you receive with your shipments.
Whether you're working with a machine shop santa clara facility or sourcing from machine shops in santa clara ca, the quality assurance fundamentals remain consistent across reputable providers.
Understanding Tolerance Specifications
Before any measurement happens, everyone must agree on what "acceptable" means. Tolerance specifications define the permissible variation from nominal dimensions—and understanding this language helps you communicate effectively with your machining partner.
Tolerances appear in several forms on engineering drawings:
- Bilateral tolerances—variation allowed in both directions (e.g., 25.00 ±0.05mm)
- Unilateral tolerances—variation permitted in only one direction (e.g., 25.00 +0.00/-0.10mm)
- Limit dimensions—explicit maximum and minimum values (e.g., 24.95-25.05mm)
- GD&T callouts—geometric dimensioning and tolerancing symbols controlling form, orientation, and position
Why does this matter for quality verification? According to CMM metrology research, advanced systems can measure complex geometries with exceptional accuracy, often achieving measurement uncertainties within micrometers. But even the most sophisticated equipment means nothing if the tolerance specifications aren't clearly defined.
The inspection process begins with your drawing. Every dimension marked as critical gets measured and documented. Features with standard tolerances may be spot-checked rather than 100% inspected—a practical approach that balances thoroughness with cost efficiency.
Inspection Methods and Equipment
Professional service machining facilities employ a range of inspection technologies, each suited to specific measurement challenges. Understanding these tools helps you appreciate what's involved in verifying your parts.
Coordinate Measuring Machines (CMMs) represent the gold standard for dimensional verification. According to industry documentation, CMMs capture data points that software processes to calculate dimensions, tolerances, and geometric relationships. These sophisticated instruments operate within a three-dimensional coordinate system, using X, Y, and Z axes to determine exact positions.
What makes CMMs particularly valuable? They excel at:
- Measuring complex 3D geometries that manual tools cannot access
- Providing repeatable, operator-independent results
- Generating automated inspection reports with full data documentation
- Verifying GD&T specifications including true position and profile tolerances
Optical comparators project magnified part profiles onto screens for visual comparison against reference overlays. These non-contact systems work well for:
- Fragile or easily deformed parts
- Thread profiles and gear teeth
- Edge breaks and chamfers
- Quick visual verification during production
Surface roughness testers measure the microscopic texture of machined surfaces. When your drawing specifies Ra values (arithmetic average roughness), these instruments verify compliance by tracing a stylus across the surface and analyzing the resulting profile.
Here's how common inspection methods compare:
| Inspection Method | Typical Accuracy | Best Applications | Limitations |
|---|---|---|---|
| CMM (Contact) | ±0.001-0.003mm | Complex 3D geometry, GD&T verification, production parts | Slower for simple measurements, requires controlled environment |
| Optical Comparator | ±0.01-0.025mm | Profile inspection, thread verification, visual comparison | 2D only, operator interpretation required |
| Micrometers/Calipers | ±0.01-0.025mm | Quick checks, external dimensions, simple features | Manual operation, limited to accessible surfaces |
| Height Gauges | ±0.01mm | Step heights, datum references, surface plate work | Requires flat reference surface |
| Surface Roughness Tester | Resolution to 0.001μm Ra | Surface finish verification, process validation | Measures texture only, not dimensional accuracy |
| 3D Scanning | ±0.025-0.1mm | Complex shapes, reverse engineering, deviation mapping | Lower accuracy than CMM, post-processing required |
A machine shop santa clara ca or any quality-focused facility typically combines multiple methods. CMMs handle final inspection of critical features, while hand tools support in-process checks during machining operations.
Documentation and Traceability
Measurement data means nothing without proper documentation. Professional quality assurance extends beyond taking measurements—it encompasses complete traceability from raw material through final shipment.
First Article Inspection (FAI) forms the foundation of production quality. According to manufacturing research from PMP Metals, FAI is a formal, written process that ensures the manufacturing of a part or assembly meets the customer-defined or engineering-defined design specifications, drawings, and requirements.
What does a thorough FAI include?
- Ballooned drawing—every dimension numbered for reference
- Dimensional results table—measured values compared against specified tolerances
- Material certifications—documentation proving correct alloy and heat treatment
- Process records—machine and tooling information used in production
- Sign-offs—operator and inspector signatures confirming verification
FAI happens at critical points: first production runs, after engineering changes, when manufacturing locations change, or following extended production gaps. This checkpoint system catches problems before they multiply across full production quantities.
In-process inspection provides ongoing verification during production runs. Operators check critical dimensions at regular intervals—perhaps every 10th or 25th part—to confirm the process remains stable. Any drift triggers investigation before out-of-tolerance parts accumulate.
Final inspection protocols verify completed parts before shipment. Depending on your requirements and industry standards, this may involve:
- 100% inspection of all critical features
- Statistical sampling based on lot size and acceptable quality levels (AQL)
- Certificate of Conformance documenting compliance with specifications
- Full dimensional reports with actual measured values
Quality management systems tie these elements together. According to ISO 9001:2015 research, this internationally recognized standard sets the benchmark for companies to meet and exceed customer expectations. An ISO-certified machine shop has implemented a robust QMS that guarantees consistent quality and reliability.
What does ISO 9001:2015 certification actually mean for your parts?
- Documented procedures ensure consistent processes regardless of which operator runs your job
- Calibration programs verify measuring equipment maintains accuracy
- Corrective action systems address problems systematically rather than repeatedly
- Management review ensures continuous improvement rather than stagnation
Beyond ISO 9001, industry-specific certifications add specialized requirements. AS9102 governs aerospace FAI documentation. IATF 16949 mandates automotive SPC protocols. ISO 13485 addresses medical device traceability. Your application determines which standards apply—and which documentation you should expect from your machining partner.
Quality assurance ultimately comes down to trust verified by evidence. Certifications establish systems. Inspection equipment provides capability. Documentation proves results. When evaluating service machining providers, look beyond claimed capabilities to understand how they actually verify what they deliver.
Comparing Service Machining to Alternative Manufacturing Methods
You've explored how service machining works, what it costs, and how quality gets verified. But here's the question that keeps operations managers up at night: is outsourced machining actually the right choice for your project? Or would in-house production, 3D printing, or casting deliver better results?
The answer depends on your specific situation—volume requirements, tolerance needs, material constraints, and timeline pressures all influence the optimal path. Let's build a decision framework that helps you evaluate these trade-offs objectively.
Service Machining vs In-House Operations
The outsource-or-invest decision represents one of the most consequential choices manufacturers face. According to manufacturing research, it's typically smarter to outsource initially unless you require over approximately 4,000-5,000 parts per year, have stringent IP or certification requirements, or can handle an initial expenditure of $200,000 to $700,000 plus operator training expenses.
What makes this calculation so complex? Consider what in-house machining actually requires:
- Capital investment—a single 5-axis CNC machine can cost $200,000 to $700,000 before installation, tooling, and training
- Skilled operators—CNC remains a highly skilled process requiring constantly refreshed capabilities
- Ongoing maintenance—equipment requires regular calibration, repair, and eventual replacement
- Floor space and utilities—machine tools need proper foundations, power supply, and climate control
When does outsourcing make more sense? For annual volumes below 1,000 units, the math strongly favors external partners. A typical contract shop might quote $18 per part for low-volume CNC aluminum runs—far less than the amortized cost of owned equipment sitting partially idle.
However, the calculation shifts at scale. When production runs exceed 5,000 units annually with standard tolerances, in-house investment starts delivering lower per-unit costs. The setup expenses get spread across enough parts that internal production becomes economical.
If you're searching for "cnc machinists near me" because you need occasional prototype runs or medium-volume production, service machining almost certainly offers better value than capital investment.
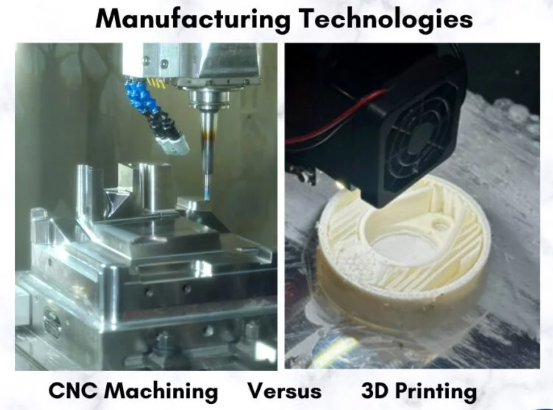
When Additive Manufacturing Makes More Sense
3D printing has disrupted manufacturing economics—but it hasn't replaced machining. Understanding where each method excels helps you choose appropriately.
According to Xometry's process comparison, 3D printing delivers net shape parts quickly, whereas CNC machining requires individual setup and generally manual programming plus supervision. It's common for CNC components to be 10x the price of 3D printed parts for low-volume, complex geometries.
Where does additive manufacturing win?
- Complex internal geometries—lattice structures, conformal cooling channels, and organic shapes that cutting tools cannot reach
- Rapid iteration—modifications require only file changes, not new tooling or programming
- Low-volume production—setup costs are minimal, making single parts economical
- Consolidation opportunities—assemblies can become single printed components
But 3D printing carries significant limitations. Various printing processes offer varied strength compared with native material properties—as low as 10% of material ultimate tensile strength for FFF in ABS, though as much as 100% for SLS of nylon. CNC machining produces parts in undisrupted native materials, so the strength is generally high.
Surface finish presents another challenge. 3D printing is generally affected by process mechanics—Z-resolution in particular brings stepped surfaces and visual disruptions. CNC surface finish can be extremely uniform and highly precise if cutter paths are programmed for a smooth finish.
The practical decision point? Choose additive manufacturing for prototypes, complex geometries, and volumes under 50 units. Shift to service machining when you need production-grade material properties, tight tolerances, or smooth surfaces.
Casting and Molding Alternatives
For high-volume production, neither machining nor 3D printing may represent your best option. Casting and injection molding offer dramatically lower per-part costs—once you absorb the tooling investment.
Injection molding can produce identical plastic parts in seconds rather than hours. But the molds themselves cost thousands to hundreds of thousands of dollars, depending on complexity. That investment only makes sense when you're producing tens of thousands of identical components.
Die casting offers similar economics for metal parts. Complex aluminum or zinc components can be produced rapidly once tooling exists. However, die casting cannot match machining tolerances without secondary operations, and design changes require expensive mold modifications.
When do these methods beat service machining?
- Volumes exceeding 10,000 units—tooling costs get amortized to negligible per-part impact
- Stable designs—changes are expensive, so parts must be production-ready
- Moderate tolerances—as-cast or as-molded accuracy satisfies requirements
- Extended production runs—the same design will be produced for months or years
Manufacturing Method Comparison at a Glance
Use this reference table when evaluating production approaches for your next project:
| Criteria | Service Machining | In-House Machining | 3D Printing | Injection Molding | Die Casting |
|---|---|---|---|---|---|
| Ideal Volume Range | 1-5,000 units | 5,000+ units annually | 1-50 units | 10,000+ units | 5,000+ units |
| Material Options | Virtually unlimited metals and plastics | Limited by owned equipment | Process-specific polymers, some metals | Thermoplastics primarily | Aluminum, zinc, magnesium alloys |
| Tolerance Capability | ±0.001" achievable | ±0.001" achievable | ±0.005-0.010" typical | ±0.002-0.005" typical | ±0.005" typical, machining for tighter |
| Lead Time | Days to weeks | Hours to days | Hours to days | Weeks for tooling, then rapid | Weeks for tooling, then rapid |
| Setup/Tooling Cost | Low-moderate | High capital investment | Minimal | $5,000-$100,000+ for molds | $10,000-$100,000+ for dies |
| Per-Part Cost (Low Volume) | Moderate | High | Low-moderate | Very high | Very high |
| Per-Part Cost (High Volume) | Moderate | Low | High | Very low | Very low |
| Design Flexibility | High | High | Very high | Low after tooling | Low after tooling |
| Material Strength | Full native properties | Full native properties | 10-100% depending on process | Near-full polymer properties | Near-full alloy properties |
Making the Right Choice for Your Project
The optimal manufacturing method depends on where your project falls across multiple decision axes. Consider these scenarios:
Choose service machining when:
- You need production-grade metal parts in volumes from 10 to several thousand
- Tolerances tighter than ±0.005" are required
- Your design may evolve based on testing or customer feedback
- You lack capital for equipment investment or skilled operators
- You need access to 5 axis machine shops or specialized processes without owning them
Choose in-house machining when:
- Annual volumes consistently exceed 5,000 units of similar parts
- Lead time control is critical—you need parts in hours, not days
- IP protection concerns make outsourcing risky
- You have or can develop the skilled workforce to operate equipment
Choose 3D printing when:
- Geometries include internal channels, lattices, or organic shapes
- You're iterating designs rapidly and need quick feedback
- Quantities are very low—especially single prototypes
- Material strength requirements are moderate
Choose molding or casting when:
- Designs are finalized and stable for extended production
- Volumes justify tooling investment—typically 10,000+ units
- Per-part cost is the primary driver
- Tolerance requirements can be met without secondary machining
Many projects benefit from hybrid approaches. Prototype with 3D printing, validate with service machining, and scale to molding once designs stabilize. A machine shop san francisco or machine shop san francisco ca facility can help you navigate these transitions—many offer both machining and guidance on when alternative methods make sense.
For manufacturers exploring cnc machining near me california options, the decision framework remains consistent regardless of location. Evaluate your volume projections, tolerance requirements, timeline pressures, and capital constraints. The right manufacturing method emerges from honest assessment of these factors—not assumptions about which technology is "best."
With this decision framework in hand, the final step is selecting the right machining partner to execute your chosen approach. The criteria for evaluation—and the questions you should ask—determine whether your project succeeds or struggles.
Choosing the Right Service Machining Partner
You've analyzed the processes, compared manufacturing methods, and understand what drives costs. Now comes the decision that determines whether your project succeeds or stumbles: selecting the right machining partner. This choice affects everything—quality, delivery, cost, and your ability to scale as demand grows.
According to Principal Manufacturing Corporation's partner selection guide, selecting the right CNC machining partner ensures your project's success. A seasoned company can positively impact every aspect of the production process, from quality to timely delivery.
Whether you're evaluating machine shops san jose options or exploring machine shops in oakland ca, these criteria help you separate exceptional partners from adequate ones.
Key Criteria for Evaluating Machining Partners
What separates a reliable machining partner from one that creates headaches? Look beyond quoted prices to evaluate these essential factors:
- Relevant certifications—verify ISO 9001 at minimum, plus industry-specific standards like IATF 16949 for automotive, AS9100 for aerospace, or ISO 13485 for medical devices
- Equipment capabilities—confirm they have the right machines for your parts, whether that means 5-axis milling, Swiss turning, or specialized EDM
- Lead time performance—ask about typical turnaround for your volume range and their track record meeting delivery commitments
- Communication responsiveness—note how quickly they respond to initial inquiries, as this often predicts ongoing project communication
- Quality track record—request references from similar projects and ask about rejection rates and corrective action history
- Technical expertise—evaluate their ability to provide DFM feedback and suggest improvements, not just execute your drawings blindly
- Capacity and scalability—ensure they can handle your current needs and grow with you as volumes increase
According to industry research, a customer-oriented company will work closely with the client to offer valuable insights, discuss design improvements, and suggest cost-saving measures. The partners should serve as trusted advisors who share their expertise to help achieve the best possible outcomes.
When searching for a machine shop fremont ca or anywhere else, request testimonials from customers who've worked with the company on similar projects. Their experiences reveal more than any sales presentation.
Preparing Your Project for Success
Even the best machining partner can't compensate for poorly prepared projects. Set yourself up for success by addressing these elements before submitting your first quote request:
- Complete design files—provide both 3D CAD models (STEP format preferred) and dimensioned 2D drawings with tolerances clearly specified
- Material specifications—call out specific grades, not just material families ("6061-T6" rather than just "aluminum")
- Critical feature identification—highlight which dimensions and features are functionally critical versus general tolerance
- Quantity and schedule requirements—be clear about volumes, delivery dates, and whether requirements might change
- Quality documentation needs—specify what inspection reports, certifications, or traceability you require
According to Fictiv's manufacturing guide, working with an experienced manufacturing partner from the outset offers a streamlined path for parts procurement through the product development process and helps mitigate risk down the road.
The more context you provide upfront, the more accurate your quotes become. Don't make potential partners guess at requirements—ambiguity leads to either inflated pricing (they're covering unknowns) or surprises later when assumptions prove wrong.
Local shops like jose's machine shop or diaz machine shop may offer advantages for face-to-face collaboration during complex projects. However, don't limit your search geographically if specialized capabilities matter more than proximity.
Scaling from Prototype to Production
Here's what catches many manufacturers off guard: the shop that excels at prototypes may struggle with production volumes—and vice versa. Finding a partner who handles both transitions saves you from painful mid-project supplier changes.
According to manufacturing research, it is essential to work with a company that can accommodate future growth. As your business expands or the project requirements increase, a reliable partner can seamlessly handle larger production volumes and evolving demands.
What does scalability look like in practice?
- Prototype flexibility—ability to produce small quantities quickly, often with one-day lead times for urgent needs
- Bridge production capability—handling low-volume runs (tens to hundreds of units) while you validate designs
- Production capacity—equipment and workforce to support thousands of parts monthly when demand materializes
- Process consistency—maintaining identical quality standards regardless of batch size
- Demand responsiveness—ramping up or down quantities as needed without compromising delivery timelines
Scalable machining partners also understand the importance of investing in advanced technology. They continuously upgrade their equipment, software, and manufacturing processes to stay competitive and meet evolving industry demands.
For automotive applications specifically, Shaoyi Metal Technology exemplifies this scalability model. Their facility delivers precision CNC machining services with lead times as fast as one working day for urgent prototypes while maintaining the production capacity, IATF 16949 certification, and strict SPC protocols that automotive supply chains demand. This combination of speed and scale means you won't outgrow your partner as projects evolve from concept to full production.
Questions to Ask Before Committing
Before signing that first purchase order, get clear answers to these critical questions:
- What certifications do you hold, and when were they last audited?
- Can you share references from customers in my industry?
- What's your typical lead time for my volume range?
- How do you handle design changes mid-production?
- What inspection capabilities do you have in-house?
- How will you communicate project status and any issues that arise?
- What happens if parts don't meet specification?
The answers reveal not just capability but character. Partners who dodge questions or overpromise should raise concerns. Those who provide straightforward, specific responses—including honest acknowledgment of limitations—demonstrate the transparency that successful relationships require.
Service machining success ultimately depends on partnership quality as much as technical capability. The right partner brings expertise you don't have, catches problems before they become expensive, and scales alongside your business. Invest the time to choose wisely, and your machining projects will deliver the results you need—on time, on budget, and on specification.
Frequently Asked Questions About Service Machining
1. What is the hourly rate for a CNC machine?
CNC machining hourly rates typically range from $30 to $100 depending on location, machine complexity, and material being processed. Factors like 5-axis capabilities, tight tolerances, and exotic materials command higher rates. Setup costs are often charged separately and amortized across production quantities, making larger orders more cost-effective per part. Expedited orders usually incur premium charges of 15-50% above standard rates.
2. What does machining mean?
Machining is a subtractive manufacturing process that creates desired shapes by removing unwanted material from larger workpieces. Unlike 3D printing which adds material layer by layer, machining uses rotating cutting tools or abrasive wheels to precisely carve away stock. CNC (Computer Numerical Control) machining automates this process using programmed toolpaths, enabling consistent production of complex parts with tolerances as tight as ±0.001 inches across metals, plastics, and composites.
3. How long does CNC machining take from order to delivery?
Lead times for service machining vary based on complexity, volume, and shop capacity. Simple prototypes can ship in 1-3 days from facilities offering rapid turnaround. Standard production runs typically require 1-3 weeks including design review, programming, machining, and inspection. Complex parts needing secondary operations like heat treatment or anodizing add additional days. Certified automotive suppliers like Shaoyi Metal Technology offer lead times as fast as one working day for urgent prototypes.
4. What file formats do CNC machine shops accept?
Most professional machine shops prefer STEP (.stp, .step) files as the universal 3D model exchange standard readable by virtually any CAM software. IGES files remain widely supported for surface and solid geometry. 2D DXF/DWG files are essential for flat parts and supplementary dimensions. Native CAD files from SolidWorks, Inventor, or Fusion 360 preserve full design intent when shops use matching software. Always include dimensioned PDF drawings specifying tolerances, surface finishes, and critical features.
5. How do I choose between CNC machining and 3D printing?
Choose CNC machining when you need production-grade material strength, tight tolerances under ±0.005 inches, smooth surface finishes, or metal parts in volumes exceeding 50 units. 3D printing excels for complex internal geometries, rapid design iteration, very low quantities, and organic shapes impossible to machine. CNC parts maintain 100% native material properties while some 3D printing processes achieve only 10-50% of material strength. Many projects benefit from prototyping with 3D printing then transitioning to machining for production.