 Small batches, high standards. Our rapid prototyping service makes validation faster and easier —
Small batches, high standards. Our rapid prototyping service makes validation faster and easier — 

Stamping Rocker Panels: Fabrication vs. Buying Die-Stamped Parts
TL;DR
Stamping rocker panels refers to the industrial process of die-pressing sheet metal into structural body parts, though many enthusiasts use the term when deciding between purchasing OEM-quality "die-stamped" replacements or fabricating their own. Die-stamped panels are complete weld-in replacements that restore structural integrity, whereas "slip-on" panels are cosmetic covers glued or tacked over rust. For proper restoration, weld-in stamped panels are essential. While you cannot replicate true hydraulic stamping at home, skilled DIYers can use bead rollers and metal brakes to form functional custom panels.
What Are Stamped Rocker Panels? (Process & Quality)
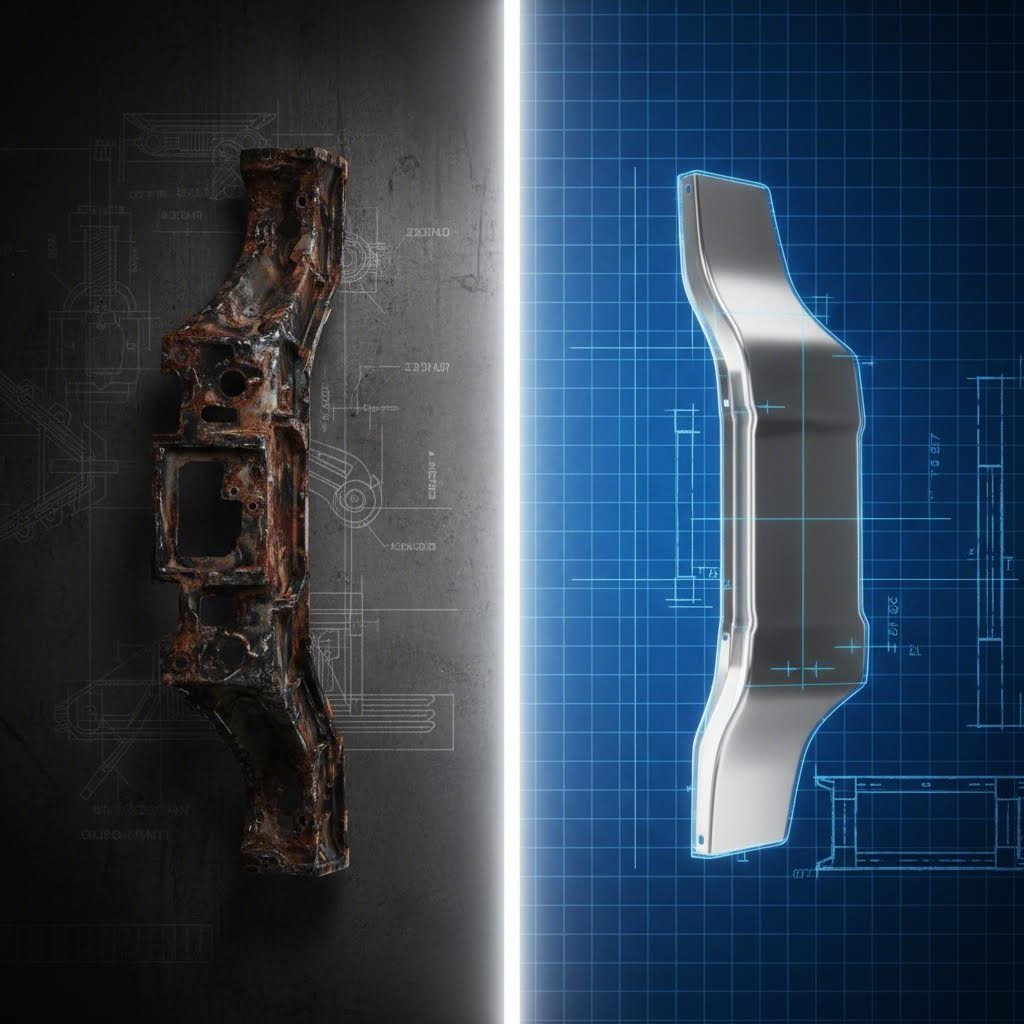
To understand the value of a high-quality replacement part, it helps to understand the engineering behind stamping rocker panels. Unlike simple bent steel, a "die-stamped" panel is created using heavy industrial machinery that presses a flat sheet of metal between two matched dies. This process forces the metal into complex, three-dimensional shapes that match the vehicle's original factory specifications exactly.
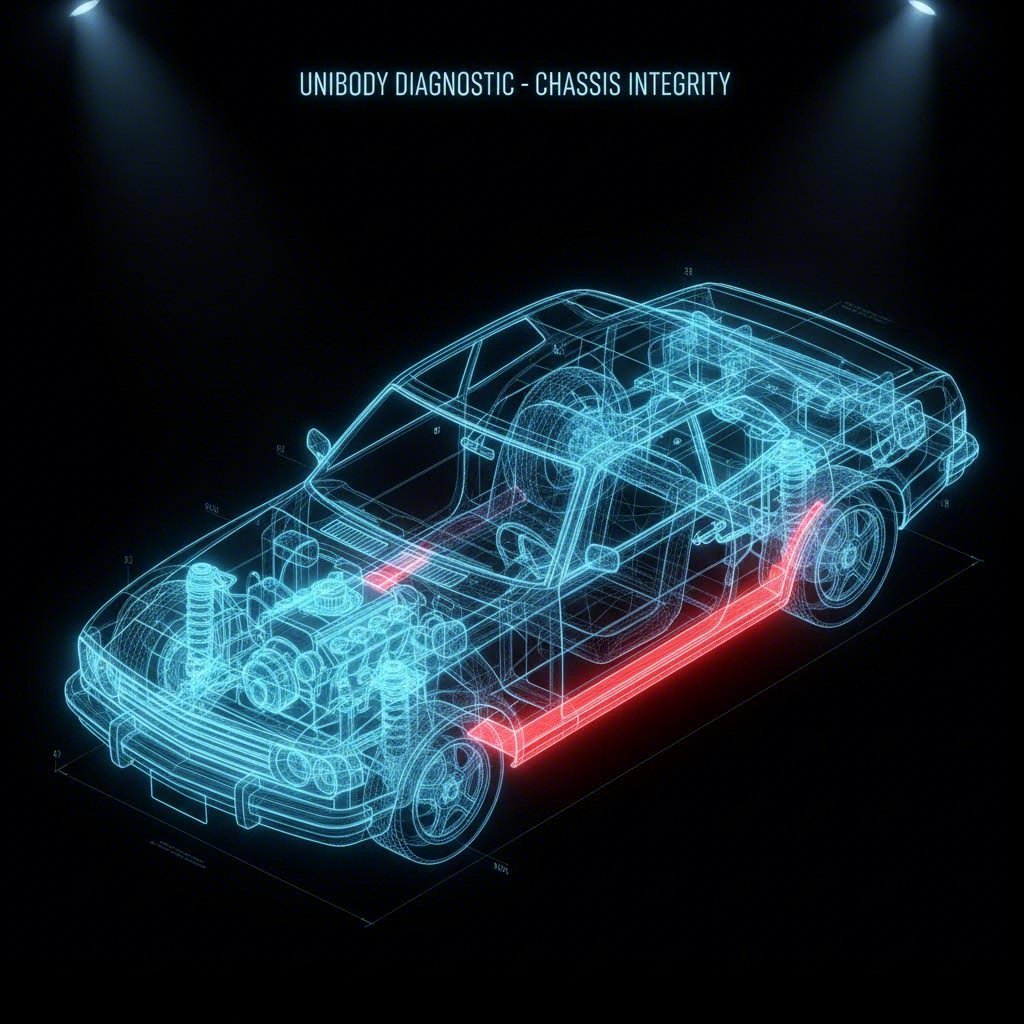
True stamping creates critical features that simple folding cannot achieve, such as compound curves, crisp body lines, and recessed drain holes. Because the rocker panel is a structural component of a unibody vehicle, the specific gauge and shape of the metal contribute to the car's rigidity and safety in a collision. This is why professional restorers almost exclusively use die-stamped parts rather than generic sheet metal.
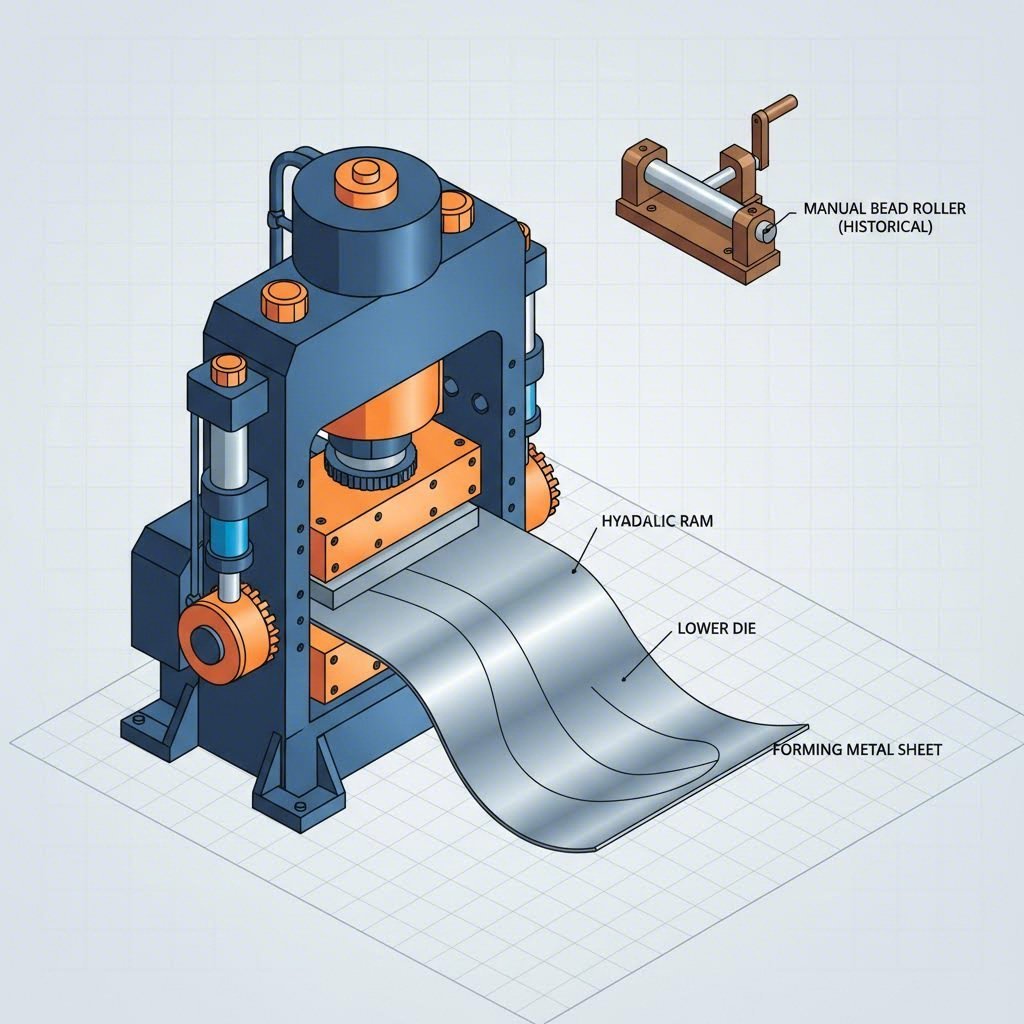
The gap between a home garage and professional manufacturing is vast. Industrial production requires precision and immense force. For instance, advanced manufacturers like Shaoyi Metal Technology utilize presses with up to 600 tons of force to ensure components like control arms and subframes meet strict IATF 16949 OEM standards. This level of force is necessary to lock in the metal's memory, ensuring the part fits perfectly without needing excessive filler or modification during installation.
Critical Comparison: Stamped (Weld-In) vs. Slip-On Panels
The most common dilemma for vehicle owners is choosing between a full die-stamped replacement and a "slip-on" cover. These are two fundamentally different products designed for different purposes. A stamped panel is a structural repair part, while a slip-on is a cosmetic patch.
According to restoration experts at Raybuck Auto Body Parts, welding in a full panel is the only way to restore the vehicle's unibody strength. Slip-on panels, often referred to as "rust covers," are typically thinner and are designed to be installed over existing metal, often using body panel adhesive or rivets. While this hides the rust, it does not stop it, and the structural weakness remains.
| Feature | Die-Stamped (Weld-In) | Slip-On (Cover) |
|---|---|---|
| Purpose | Structural restoration | Cosmetic repair |
| Installation Method | Cutting, grinding, welding | Adhesive, rivets, or tack weld |
| Fitment | Exact factory contours | Slightly oversized to fit over old metal |
| Cost (Part Only) | $150 - $400+ per pair | $40 - $100 per pair |
| Labor Intensity | High (Major surgery) | Low (Weekend project) |
| Longevity | Permanent (decades) | Temporary (rust often returns beneath) |
DIY "Stamping": Metal Forming & Fabrication Alternatives
A segment of the automotive community searches for "stamping rocker panels" with the intent of making the parts themselves. It is important to clarify that you cannot "stamp" metal in a home garage without industrial dies. However, you can fabricate or form rocker panels using metalworking tools.
Fabricating a rocker panel from scratch is a viable option for rare vehicles where aftermarket support is non-existent. This process involves manually shaping flat sheet metal (usually 18-gauge or 20-gauge steel) to mimic the factory profile. As demonstrated in classic restoration guides, this requires specific equipment:
- Metal Brake: Used to create long, straight bends for the top and bottom flanges.
- Bead Roller: Essential for adding strength and replicating aesthetic body lines or stiffening ribs.
- Shrinker/Stretcher: Used to curve the metal to match the rocker's profile along the length of the car.
- Bucks and Hammers: Wooden forms (bucks) can be built to hammer the metal around for complex curves.
While DIY fabrication offers satisfaction, it lacks the precision of industrial stamping. Hand-formed panels often require more body filler to smooth out imperfections. If a die-stamped part exists for your vehicle, buying it is almost always more cost-effective than the hours required to fabricate a match from scratch.
Installation Overview: What Stamped Panels Require
Choosing a stamped panel means committing to a significant repair job. This is not a bolt-on upgrade; it is structural surgery. The process generally involves removing the doors and sometimes bracing the door opening to prevent the body from sagging once the old rocker—which provides structural support—is cut out.
The installation workflow typically follows these steps:
- Preparation: The vehicle must be leveled on jack stands. Door gaps should be measured and recorded before cutting begins.
- Removal: Use a spot weld cutter to drill out the factory welds. An angle grinder with a cut-off wheel is used to slice out the rotten sections.
- Clean Up: The underlying inner rocker must be cleaned of rust and treated with weld-through primer.
- Alignment: The new stamped panel is clamped into place. This is the critical phase where the doors are temporarily re-hung to ensure they open and close correctly without rubbing.
- Welding: Once aligned, the panel is MIG welded into place. To prevent warping the thin sheet metal, welds should be done in short bursts, moving around the panel to distribute heat.
For those dealing with rusted trucks, community discussions often highlight that while drilling out spot welds is tedious, it preserves the surrounding metal better than aggressive cutting, making the installation of the new stamped part significantly easier.
The Verdict: Repair or Replace?
The decision to use stamping rocker panels (fabrication) or purchase die-stamped replacements ultimately comes down to the vehicle's value and your end goal. For a beloved restoration project or a car you intend to keep safe for the highway, investing in die-stamped, weld-in panels is the only responsible choice. They restore the safety cell of the vehicle and protect the value of your work. Slip-on covers have their place for farm trucks or budget beaters where aesthetics matter more than longevity, but they should never be confused with a true repair.
Frequently Asked Questions
1. Do slip-on rocker panels need to be welded?
Technically, no. Slip-on panels can be attached using rivets or high-strength structural adhesives. However, welding them is possible and provides a stronger bond. Keep in mind that even if welded, a slip-on panel over a rusted structure does not restore the vehicle's original crash safety rating.
2. Is it worth fixing rusted rocker panels?
Yes, if the vehicle has value or is driven on public roads. Rocker panels are integral to the unibody structure. Allowing them to rot compromises the cabin's rigidity. According to industry cost estimates, while professional replacement can cost upwards of $4,000, the structural integrity and resale value preserved make it worthwhile for desirable models.
3. What metal gauge are stamped rocker panels made of?
Most OEM-quality stamped rocker panels are made from 18-gauge to 20-gauge steel. This thickness strikes the right balance between structural rigidity and workability. Heavy-duty trucks may use thicker steel, while some economy cars use thinner material. Always check that your replacement part matches the factory gauge.