 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Jak svařovat měděné trubky: správně pájet a vyhnout se netěsnostem
Krok 1: Vyberte správné spojovací prvky pro měděné trubky
Pokud jste hledali, jak svařovat měděné trubky, pravděpodobně se snažíte spojit potrubní trubky, nikoli provádět skutečné tavné svařování. U většiny domácností je správnou odpovědí obvykle pájení měděných trubek. Pro aplikace s vyšší teplotou je vhodnější pájení tvrdou pájkou. U některých oprav je beztepelný spojovací prvek chytřejší volbou než jakýkoli plamen.
- Vyberte pájení pro běžné potrubní systémy, vodovodní potrubí a měděné příslušenství.
- Vyberte pájení tvrdou pájkou, pokud spoj vyžaduje vyšší odolnost vůči teplu a vyšší pevnost.
- Vyberte svařování pouze pro specializované konstrukce, kde je samotná měď roztavena.
- Vyberte mechanické spojovací prvky, pokud rychlost, vlhké podmínky nebo riziko požáru vylučují použití hořáku.
Je možné skutečně svařovat měděné trubky?
Je možné svařovat měď? Ano, ale skutečné svařování mědi je neobvyklé pro standardní trubky a potrubní spoje jak vysvětluje Ferguson, pájení spojuje kovy pomocí přídavného materiálu s teplotou tavení pod 450 °C, pájení tvrdým pájkem používá přídavný materiál s teplotou tavení nad 450 °C, ale pod teplotou tavení základního kovu, a svařování roztavuje samotný základní kov. To je zásadní rozdíl. Protože měď velmi rychle vedie teplo, její svařování je obtížnější ovládat a obvykle se používá pouze pro výrobu nebo specializované opravy, nikoli pro běžné domácí spoje. Lidé, kteří hledají informace o tom, jak svařovat měď, často zaměřují svou pozornost na nesprávný proces.
Většina prací s měděnými trubkami se provádí pájením, nikoli svařováním.
Kdy je pájení správnou volbou
Pokud se ptáte, zda lze měď pájet, odpověď je obvykle ano – pro běžné instalatérské práce. Pájení je praktickou volbou pro vodovodní potrubí a standardní měděné armatury, kde je upřednostňováno nižší teplo. Také se dobře hodí pro kapilární spoje, u nichž je pájka vtahována do úzké mezery mezi trubkou a armaturou. Pro mnoho čtenářů jde právě o tuto metodu, kterou ve skutečnosti myslí, když vyhledávají informace o tom, jak pájet měděné trubky.
Kdy je pájení nebo jiné spojovací prvky vhodnější
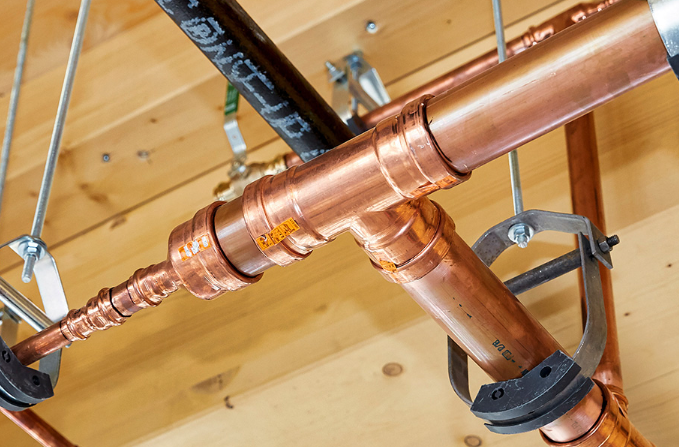
Pokud se ve skutečnosti ptáte, jak se mědí pájí, zamyslete se nad oblastmi jako klimatizace, chlazení nebo jiné aplikace vyžadující vyšší teploty. Pájení vyžaduje více tepla než pájení měkkou pájkou a obvykle vytváří pevnější spoj. Důležitá jsou také řešení bez použití tepla. Pokyny od PlumbHQ ukazují proč: kompresní spojky fungují bez tepla a lze je instalovat i za mokra, rychlospojky se instalují velmi rychle, avšak je třeba je pro danou aplikaci pečlivě vybrat, a stlačovací spojky vytvářejí pevné spoje, avšak mají obvykle smysl hlavně tehdy, máte-li již k dispozici stlačovací nástroj.
| Metoda | Nejlepší použití | Úroveň tepla | Poměrná pevnost | Relativní náklady | Zohlednění předpisů | Požadované dovednosti |
|---|---|---|---|---|---|---|
| Sváření | Potrubní systémy, vodovodní potrubí, měděné spojky | Nízká, pod 840 °F | Střední | Nízký | Běžná v potrubních systémech, ale ověřte místní předpisy a schválené materiály | Mírný |
| Svařování | Klimatizace, chlazení, měděné potrubí pro vysokoteplotní aplikace | Vyšší, nad 840 °F | Vysoký | Střední | Často používáno v případech náročnějších provozních podmínek; ověřte požadavky | Střední až Vysoká |
| Svařování | Výroba, výroba potrubí, opravy speciálních měděných součástí | Velmi vysoká teplota, taví základní kov | Velmi vysoká | Vysoký | Obvykle specifické pro danou aplikaci, není běžnou volbou pro běžné potrubní trubky v instalacích | Vysoký |
| Tlačňové spoje | Opravy, kombinace různých materiálů, vlhká prostředí nebo oblasti bez plamene | Žádné | Střední | Nízké až střední | Užitečné tam, kde je omezeno teplo; zkontrolujte schválení spojovacích dílů | Nízký |
| Tlačný spoj | Rychlé opravy a jednoduchá instalace | Žádné | Střední | Střední | Důležitá je aplikace a klasifikace výrobku | Nízký |
| Šroubení pro press systém | Rychlá profesionální instalace, pracoviště bez použití tepla | Žádné | Vysoký | Vysoké počáteční náklady na nástroje | Schválení systému a kompatibilita nástrojů jsou rozhodující | Nízká až střední |
Metoda určuje zbytek práce. I nejlepší spoj bude zklamat, pokud je trubka stále mokrá, pod tlakem nebo obklopená materiály, které by nikdy neměly přijít do styku s plamenem.

Krok 2: Příprava bezpečného pracoviště pro pájení
Než se plamen vůbec dotkne mědi, vyžaduje pracovní prostor stejnou pozornost jako samotný spoj. Malá oprava se může rychle stát nebezpečnou, pokud pájíte měděné potrubí pomocí propanového hořáku v blízkosti dřevěného rámu, izolace, nátěru nebo elektrických vodičů. Správná příprava má však význam také pro kvalitu výsledku. Obě publikace This Old House a Home Depot zdůrazňují stejné základy: větrání, ochranu očí, rukavice, tepelný štít a požární hasicí přístroj v dosahu.
Vytvořte bezpečné pracoviště pro pájení
- Zajistěte průtok vzduchu, zejména při pájení potrubí uvnitř budov.
- Používejte ochranné brýle a tepelně odolné rukavice.
- Mějte požární hasič v dosahu. Rozstřikovač nebo zdroj vody může pomoci ochladit sousední povrchy, pokud je to vhodné.
- Za spoj umístěte tepelný štít nebo ohnivzdorný plátno.
- Ujistěte se, že vaše pájecí hořák pro měděné trubky má stabilní a nehořlavé místo, na které lze položit, když je horký.
- Při pájení vodovodní trubky uvnitř skříní, stěnových dutin nebo stropních prostorů uplatňujte zvláštní opatrnost.
Mnoho neúspěšných spojů vzniká nebezpečnou nebo spěchanou přípravou, nikoli pouze špatným pájkou.
Ochrana sousedních povrchů před tepelným poškozením
Teplo se šíří i za oblast spoje. Mezi trubku a jakýkoli hořlavý nebo tepelně citlivý materiál – včetně nosných prvků, izolace, izolace elektrických kabelů, podlahoviny a natřených povrchů – vsuňte tepelný štít. Pokud spoj těsně přiléhá k dokončeným stěnám, skrytým elektrickým vedením, plynovým potrubím nebo starým suchým dřevěným konstrukcím, může být taková oprava mimo rozsah bezpečného provedení laikem. Totéž platí pro rozsáhlou výměnu potrubí, práce na ohřívači vody, změny odpadních ventilů , nebo jakékoli práce, které místní předpisy vyžadují provést oprávněným instalatorem.
Nejprve vypusťte a stabilizujte měděnou trubku
- Uzavřete přívod vody do daného úseku.
- Otevřete spodní kohoutek nebo ventil a vypusťte vodu z trubky do kbelíku.
- Otevřete další armaturu, abyste uvolnili zbytkový tlak.
- Zkontrolujte, zda se do trubky nevrací voda. I malé množství vody může narušit tok pájky při pájení vodovodní trubky.
- Ujistěte se, že je trubka chladná, suchá a pevně podepřená, aby se při zahřívání neposunula.
- Uklidněte podlahu a připravte si hořák, ochranný štít, hadřík a hasicí přístroj ještě před zapálením.
Pokud se učíte pájet vodovodní trubky, právě v tomto okamžiku se obvykle rozhoduje o úspěchu. Klidné a suché nastavení značně usnadňuje samotné spojování a správné nástroje i materiály jsou stejně důležité jako bezpečné podmínky.
Krok 3: Připravte si správný pájecí sadu pro měděné trubky
Bezpečné pracoviště připraví prostor. Spoj stále závisí na čistém kovu, rovnoměrném zahřátí a správném časování, a proto je seznam nástrojů důležitější, než si většina začínajících očekává. Základní měděný pájecí kit nemusí být luxusní, ale musí dobře zvládat tři úkoly: řezání a přípravu, tok pájky a regulaci tepla.
Základní nástroje pro spojování měděných trubek
Vyberte si nástroje podle jejich funkce, nikoli podle označení. Měděný řezák vám umožní provést rovný řez. nástroj na odstraňování hran (deburring) nebo vyvrtávací nástroj odstraní vnitřní hranu, která může omezovat průtok. Kartáček pro nátrubky vyčistí vnitřek nátrubku, zatímco šmirglpapír nebo abrazivní podložka vyčistí vnější povrch trubky až na lesklý kov. Kartáček pro tok (flux) nanese rovnoměrnou vrstvu toku bez přebytečného rozmazání na spoji. Poté následují nástroje pro zahřívání: měděná pájka, hořák, zapalovač (pokud hořák není samozápalný), tepelný štít a čistý hadřík.
| Nepostradatelné | Volitelné, ale užitečné |
|---|---|
| Měděný řezák, nástroj na odstraňování hran (deburring), kartáček pro nátrubky, šmirglpapír nebo abrazivní podložka | Náhradní abrazivní podložky, další velikosti kartáčků pro různé nátrubky |
| Štětec pro nanášení přímočinu, přímočin pro měděné trubky, měděný pájek, hořák, zapalovač (pokud je potřeba) | Přímočin pro lemování pro začátečníky nebo spoje s větším průměrem, vodou rozpustný přímočin pro snazší čištění |
| Tepelný štít, čistý hadřík | Ohnivzdorný plátno nebo ochranná clona proti plamenům pro těsnější prostory |
Jak vybrat přímočin a zdroj tepla pro pájení
Průvodce společnosti Oatey uvádí, že přímočin čistí kovové povrchy, pomáhá zabránit oxidaci a usnadňuje tok pájky, proto je použití přímočinu pro měď povinné. Vaše potrubní pájka a přímočin by měly také odpovídat konkrétnímu účelu. Pro potrubí s pitnou vodou použijte bezolovnatou pájku pro měděné trubky a bezolovnatý přímočin. Nařízení EPA stanovuje obsah olova v pájkách a přímočinech pro pitnou vodu na maximálně 0,2 %. Pro ohřev lze k pájení mědi použít jak propan, tak MAP plyn; podle recenzí Pro Tool Reviews dosahuje MAP plyn vyšší teploty hoření a rychleji zahřívá spojovací díly. Ujistěte se však, že hlavice hořáku je určena pro palivo, které používáte.
Co připravit před zahájením ohřevu
- Udržujte potrubní pájku a přímočin vedle očištěných dílů, abyste nemuseli přes pracovní plochu sahat hořákem se zápalem.
- Pokud jste začínající nebo pracujete s většími spoji, nanesení cínu na měděnou pájku může usnadnit její rovnoměrné pokrytí.
- Připravte si hořák, zapalovač, tepelný štít, pájku a hadřík v pořadí, ve kterém je budete používat.
- U potrubí pro pitnou vodu důkladně zkontrolujte, zda jsou jak pájka, tak pájivá pasta pro měděné trubky bez obsahu olova.
Dobře uspořádaná pracovní deska šetří nejen čas. Chrání také povrchy, které jste právě vyčistili. To je důležité, protože přesné řezy, hladké hrany a lesklý kov rozhodují o tom, zda se pájka rovnoměrně vtáhne do spoje kapilární silou nebo zda vám zůstanou netěsnosti.

Krok 4: Řezání, odstraňování hran, čištění a suché přizpůsobení měděných trubek
Tyto přesné řezy a lesklé povrchy nejsou zbytečnou dodatečnou prací. Právě ony umožňují, aby se pájka pohybovala kapilární silou místo toho, aby bojovala s hranami, nečistotami a mezerami. Mnoho netěsností, které se obvykle připisuje nesprávnému zahřívání nebo výběru pájky, ve skutečnosti začíná právě zde. Při spojování měděných trubek rozhoduje kvalita přípravy o tom, zda se plnivý materiál rovnoměrně vtáhne do spoje nebo zanechá skrytou cestu pro netěsnost.
Řežte měděné trubky přesně a čistě
Použijte trubkový nůž a řez proveďte rovně a kolmo k trubce. Pokyny od Flowflex upozorňují, že nerovný řez může zabránit tomu, aby trubka dosáhla zarážky uvnitř spojky, čímž se oslabí pevnost spoje. Trubka, která je příliš krátká, může také narušit těsnost, zatímco trubka, kterou do spojky násilně zasunete, může způsobit mechanické napětí. Pokud se učíte, jak spojovat měděné trubky během opravy, je nyní vhodné zpomalit a pečlivě ověřit správné nasazení namísto spoléhání na rychlý pohled.
Odstranění hran a leštění pro lepší kapilární účinek
Po řezání odstraňte vnitřní hranu pomocí nástroje na odstraňování hran nebo vyvrtávacího nástroje a odstraňte třísky. Poté očistěte vnější povrch trubky a vnitřek zásuvky spojky až na lesklý kov. Home Depot doporučuje leštit měď, dokud nebude svítit jako nová mince, a Flowflex dodává důležité upozornění: oxidy, prach a zbytky v překryvné oblasti mohou bránit kapilárnímu účinku, zatímco nadměrné čištění může odstranit příliš mnoho materiálu a způsobit volný fit.
Pokud se ptáte, jaký je vhodný zrnitost papíru pro broušení měděné trubky, tyto pokyny neuvádějí jediné pevně stanovené číslo zrnitosti. Lepší pravidlo je použít emerový plátno, emerový pásek nebo abrazivní podložku určenou pro měď, dokud nebude kov čistý, lesklý a bez oxidů. Jinými slovy, čištění měděného potrubí závisí na stavu povrchu, nikoli na agresivním broušení.
- Změřte a řežte trubku kolmo.
- Odstraňte hranu z vnitřní strany a případně i vnější hranu.
- Vyklepejte nebo otřete měděné třísky.
- Vyčistěte vnější povrch trubky v místě, kde bude překrývat spojku.
- Vytřete dutinu spojky, dokud nebude povrch čistý a lesklý.
- Udržujte čisté plochy volné od nečistot a otisků prstů.
- Předmontujte díly bez použití pájky a ověřte, že trubka dosedne úplně až na zarážku.
Předtím, než se pájka dotkne kovu, proveďte suchou zkoušku sestavy
Suché nasazení odpovídá na dvě nejdůležitější otázky: zda se trubka dotkne dna spojovacího kusu a zda zůstane spoj bez použití síly pevný a těsný. To je praktická odpověď na otázku, jak čistě spojit měděné trubky. Zároveň vám pomáhá nastavit správné zarovnání ještě předtím, než se povrchy stanou kluzkými díky pájení, což je zvláště užitečné v těsných prostorách nebo při práci nad hlavou.
- Konec trubky má rovnoměrně lesklý vzhled, nikoli tmavý nebo skvrnitý.
- Zásuvka spojovacího kusu je čistá po celém obvodu.
- Trubka se hladce vsune a dosáhne zarážky.
- Spoj je pevný, nikoli volný ani nakloněný.
- V oblasti překrytí nezůstaly žádné oříznuté hrany, nečistoty, třísky ani otisky prstů.
Když se součásti setkají čistě a rovnoměrně, pájivý roztok pomůže pájce protékat tak, jak má, místo aby se snažila zakrýt nedostatečnou přípravu. Právě zde začíná spolehlivý spoj.
Krok 5: Naneste pájivý roztok a správně zahřejte měděnou trubku
Čistý, jasný kov poskytuje pájce cestu. Ovládání tepla určuje, jak se pájka pohybuje. Toto je fáze, ve které pečlivá příprava buď přináší výhodu, nebo se během několika sekund obrátí v nevýhodu. Většina špatných spojů sahá zpět ke dvěma jednoduchým chybám: příliš mnoho toku nebo plamen směřující na pájku místo na spojovací díl. Pokud se učíte pájet měděné trubky k mědi , představujte si plamen jako prostředek k rovnoměrnému ohřátí spoje tak, aby skutečnou práci vykonával kov, nikoli oheň.
Používejte tok bez přetěžování spoje
Naneste tenkou, rovnoměrnou vrstvu toku pro pájení mědi na vyčištěný konec trubky a dovnitř zásuvky spojovacího dílu. Průvodce společnosti Home Depot doporučuje nanést tok pouze na vyčištěnou oblast, přibližně do hloubky zásuvky spojovacího dílu, a poté trubku zcela zasunout do místa. Důležitá je tenká vrstva. Tok chrání kov během ohřevu a usnadňuje tok pájky, avšak silná vrstva není lepší. Přebytečný tok se může uhlíkat, roztéct se a zanechat více zbytků.
Po nanesení tuku udržujte spoj pevně sestavený. Pro pájení měděných trubek s tokem plné kontaktování po celé délce švu je stejně důležité jako čistý kov. Trubka, která není zcela nasazena, nebo spojovací díl, který se během práce posune, může přerušit kapilární cestu ještě dříve, než dojde k zahřátí.
Zahřívejte spojovací díl místo toho, abyste pájku tavili plamenem.
Lidé, kteří se ptají jak pájet měděné trubky obvykle potřebují spolehlivý vzor plamene více než dodatečné teplo. Pokyny od Copper.org popisují praktickou postupnost, která dobře funguje bez ohledu na to, zda pájíte měděné trubky pomocí propanového hořáku nebo jiného hořáku se vzduchovým palivem:
- Začněte s plamenem kolmým k trubce, abyste začali předehřívat spoj.
- Pohybujte hořákem po celém obvodu, aby se spoj rovnoměrně zahřál.
- U vodorovných spojů nezaměřujte plamen nejprve na horní část. Stoupající teplo ji již zahřívá a přímý plamen zde může spálit tok.
- Přesuňte plamen na nátrubek tvarovky, nikoli na otevřenou čelní plochu tvarovky.
- Pohybujte plamenem tam a zpět mezi nátrubkem tvarovky a trubkou na vzdálenost přibližně rovnou hloubce nátrubku.
- Nejvyšší teplotu udržujte v blízkosti základny nátrubku tvarovky, aby se spoj zahříval rovnoměrně.
Pájka by měla roztát při kontaktu s ohřátým spojem, nikoli přímo v plameni.
To je základní pravidlo pro pájení měděných trubek . Pokud pájku roztavíte plamenem, může se shluknout na vnější straně místo toho, aby byla nasáta do švu. Pokud měď přehřejete, může se tok vypařit. Copper.org konkrétně varuje před přehříváním spoje nebo směrováním plamene do čelní plochy nátrubku tvarovky, protože to může narušit tok pájky.
Rozpoznání vhodného okamžiku pro pájení spoje
Nepočítejte sekundy a neodhadujte. Posuďte spoj podle toho, co dělá. Průvodce společnosti The Home Depot uvádí, že při zahřívání spojovky může začít pájivá pasta šumět. To je pouze signál, že se kov zahřívá. Dotkněte se pájky na stranu opačnou k plameni. Pokud se neroztaví, odstraňte ji a pokračujte v zahřívání. Pokud se při dotyku roztaví a začne se vstřebávat do spoje, je teplota správná.
Udržujte plamen u základny nádoby a zároveň jemně přivádějte pájku. Podle informací na copper.org je roztavená pájka kapilární akcí přitahována ke zdroji tepla, proto je rovnoměrné zahřívání klíčovým bodem celého procesu. Kvalitní spoj vypadá kontrolovaně, nikoli dramaticky. Pájka plynule proteče, pájivá pasta zůstane aktivní a spojovka vtáhne vyplňovací materiál do švu místo toho, aby po trubce stékala dolů. Tato malá změna chování vám signalizuje, že je spoj připraven na konečné přivádění pájky, ochlazení a podrobnou kontrolu.

Krok 6: Pájení, ochlazení a kontrola měděných trubek
Když se nástrčka zahřeje na správnou teplotu, pohyb se stane jednodušším, ale přesnějším. Právě tato část je tou, kterou si většina lidí představuje, když uvažuje o pájení měděných trubek, avšak několik malých zvyků rozhoduje o tom, zda se spoj hermeticky uzavře nebo jen vypadá dokončeně. U nástrček pro měděné trubky dávejte pájku pod kontrolou, okamžitě přestaňte pájet, jakmile spoj začne pájku rovnoměrně nasávat, a nedotýkejte se sestavy, dokud se úplně nezpevní.
Pájku vkládejte ze správné strany spoje.
Plamen směřujte na nástrčku a pájku dotkněte strany opačné než je plamen. To umožní horkému kovu nasát vyplňovací materiál do mezery kapilární akcí místo toho, aby kapal po vnější straně. Praktické pravidlo od Oatey je vložit délku pájky přibližně rovnou průměru trubky. To obvykle postačuje k úplnému utěsnění bez zbytečného odpadu. Nepokoušejte se naplnit měděné nástrčky pájkou nad rámec množství, které spoj přirozeně nasaje.
- Držte plamen u základny nástrčkové části.
- Dotkněte se pájky strany opačné než je plamen.
- Přivádějte pájku jemně, zatímco spoj nasává pájku.
- Podle potřeby měňte svou pozici, abyste dosáhli rovnoměrného zaplnění po celém obvodu.
- Plamen odstraňte, jakmile se tok pájky ustálí a stane se rovnoměrným.
- Trubku a nátrubek nechejte zcela nepohyblivé, dokud je vyplňovací materiál měkký.
Nechejte spoj vychladnout bez rušení
Čerstvý pájený spoj vyžaduje klid více než nadměrné manipulace. Předčasné otáčení nebo náraz do trubky může utěsnění oslabit, než se úplně zafixuje. Příliš silné otírání, když je pájka ještě tekutá, může rozetřít pájkový hrot nebo odtrhnout vyplňovací materiál od švu. Příručka pro měděné trubky doporučuje nechat spoj vychladnout přirozeně, protože rychlé ochlazení vodou může spoj zatížit. U pájení měděných trubek patří trpělivost k řemeslu.
Před obnovením provozu očistěte a zkontrolujte
Jakmile se pájka již neslítí a spoj vychladne natolik, aby bylo možné jej upravit, odstraňte zbytky toku vlhkým hadříkem. Oatey upozorňuje, že zbytky toku mohou přispívat ke korozi a ke zelenému patinovému povlaku, který se často objevuje u starších měděných potrubí. Druhé protření suchým hadříkem může zajistit čistší povrch, avšak postupujte jemně.
- Příznivé znaky: hladký a rovnoměrný pájecí kroužek na okraji nátrubku, stabilní zarovnání a pájka, která vypadá, že byla do spoje nasáta.
- Varovné znaky: silné kapky pájky, hrudkovité nahromadění, spálené oblasti, mezery v kroužku nebo přípojka, která se během chladnutí posunula.
- Důležité: esteticky pěkný spoj je povzbudivý, avšak pouhý vzhled nestačí k zaručení těsnosti proti úniku.
Proto je důležitá pečlivá kontrola ještě před tím, než se do potrubí vrátí voda. Mnoho problematických spojů na první pohled vypadá v pořádku, avšak později odhalí, že jim tiše bránily vlhkost, přehřátý tok nebo nedostatečné čištění.
Krok 7: Odstraňování poruch úniků v pájených potrubních spojích
Hladký pájecí kroužek může vypadat přesvědčivě a přesto selhat. Většina problémů vyplývá z téhož malého souboru chyb: nečistý kov, špatná kontrola tepla, příliš mnoho nebo příliš málo pájky, zbytková voda nebo hranol, který nebyl odstraněn. Průvodce společnosti Oatey se opakovaně vrací k přípravě, zahřívání a čištění – a to z dobrého důvodu. Pokud spoj selže, je třeba nejdříve zkontrolovat právě tyto tři oblasti.
Proč se pájka odmítá vtáhnout do spoje
Pokud se pájka sbaluje do kuliček, usazuje se na povrchu nebo se odmítá vtáhnout do švu, spoj obvykle není skutečně připraven. Společnost Oatey upozorňuje, že nečistoty, olej, oxidace a hranoly mohou zabránit tomu, aby pájka a tok působily tak, jak mají. Příliš vysoká teplota může způsobit stejný druh poškození z opačné strany. Zčernělá trubka nebo tok, který se zdá být rychle spálený, jsou silnými znaky přehřátí spoje. V obou případech přidání další pájky zřídka pomůže. Lepším řešením je očistit kov až na jasný povrch, nanést tenkou, rovnoměrnou vrstvu toku pro pájení měděných trubek a znovu rovnoměrně zahřát příslušnou součást.
| Příznak | Pravděpodobná příčina | Nápravná opatření |
|---|---|---|
| Pájka se shlukuje nebo se nedostane dovnitř | Špinavý nebo oxidovaný kov, oštěpy, spálená pájka, nerovnoměrné zahřívání | V případě potřeby rozeberte, znovu vyčistěte a odstraněte oštěpy, naneste tenkou vrstvu pájky a rovnoměrněji zahřejte spoj |
| Spoj vypadá plný, ale kapalní | Pájka se nahromadila pouze zvenku, nedošlo k úplnému spojení, trubka není zcela zasazena | Znovu zpracujte spoj, ověřte úplné zasazení, vyčistěte obě povrchy a poté znovu napájte |
| Následně zelený povlak nebo koroze | Na spoji nebo v něm zůstalo příliš mnoho pájky | Použijte méně pájky, přebytek před sestavením otřete a po ochlazení odstraňte zbytky |
| Pájka prská nebo se spoj nikdy nedostatečně zahřeje | V trubce je stále vlhkost | Před opětovným pokusem důkladně vypusťte a usušte potrubí |
| Omezení průtoku nebo opakující se potíže | Přeskočení odlehčování (odbourávání hran) | Odřízněte a znovu vyrobte úsek po řádném odlehčení (odbourání hran) a čištění |
Co způsobuje úniky po zdánlivě plné spojce
Spojka může vypadat utěsněná, protože se pájka nahromadila na okraji, i když se ve skutečnosti nikdy úplně neprohnala do cupu. K tomu často dochází, pokud nebyla trubka dostatečně vyčištěna, pokud bylo nanášení tavidla nerovnoměrné nebo pokud plamen přímo roztavil pájku místo toho, aby zahřál kov. Přeskočení odlehčování (odbourávání hran) přidává další problém. Oatey upozorňuje, že odlehčování (odbourávání hran) pomáhá vyhladit tok vody a zabránit turbulencím či budoucí korozi, ale zároveň také podporuje čistější a spolehlivější uložení. U všech, kdo pájí trubkové spoje, je vizuální vzhled pouze indikací, nikoli důkazem.
- Zahřívání pájky místo spojky
- Nanášení příliš mnoho tavidla
- Použití příliš malého množství tavidla nebo vynechání některých míst
- Pokoušení se pájet měděnou trubku, když v potrubí stále zůstává voda
- Přeskočení čištění nebo odstranění hran
- Důvěřování nerovnoměrnému vnějšímu pájenému hrotu jako úplnému utěsnění
Jak se zotavit z kontaminace vodou nebo přehřátí
Špatné spoje se obvykle dají znovu vyrobit rychleji, než je možné je zachránit. U pájených trubkových spojů nepokračujte v přidávání pájky do kontaminovaného nebo opáleného tvarovku v naději, že se utěsní. Pokud je přítomna voda, potrubí důkladněji osušte ještě před opětovným zahřátím. Pokud je kov špinavý nebo oxidovaný, rozeberte spoj a znovu jej vyčistěte. Pokud byl tvarovek způsobem nadměrného zahřátí silně zčerněn, často je bezpečnější tento úsek přepracovat.
Pokud hledáte, jak pájet měděnou trubku, ve které je voda, nebo se divujete, zda lze pájet měděnou trubku, ve které je voda uvězněná hlouběji v úseku, je praktická odpověď jednoduchá: suchá trubka vám poskytne nejlepší šanci na úspěch. To je také nejrozumnější přístup k opravě měděných trubek. Odstraňte příčinu, nikoli jen příznak. I esteticky dokonalá oprava musí svou spolehlivost prokázat, jakmile se obnoví tlak.
Krok 8: Ověřte spoj a znáte jeho limity
I esteticky čistý pájený hrot musí pod tlakem získat vaši důvěru. Po všech řezech, čištěních, zahříváních a odstraňování poruch se skutečný důkaz spolehlivosti ukáže až po opětovném uvedení trubky do provozu. Tato koneční kontrola má význam, ať už se poprvé učíte pájet měděné potrubí, nebo opravujete jeden tvrdohlavý problém.
Ověřte spoj, než označíte práci za dokončenou
Obnovte provoz postupně a sledujte spoj, zatímco se potrubí znovu naplňuje tlakem. Udržujte oblast suchou, aby bylo i nejmenší prosakování snadno viditelné. Poté provedete kontrolu znovu poté, co voda běží normálně po krátkou dobu, protože některé slabé spoje se neprojeví hned při prvním pohledu. Čistý kroužek pájky je povzbudivý, ale rozhodující kritérium je jednoduché: zůstává spoj suchý za normálního provozu?
- Postupně otevřete přívod a nechte potrubí znovu dosáhnout tlaku.
- Okamžitě zkontrolujte pájenou oblast na přítomnost kapkování, potení nebo pomalého prosakování.
- Spoj osušte a znovu se podívejte, abyste potvrdili, že se vlhkost neobjevuje znovu.
- Zkontrolujte nejen spoj, který jste zahřívali, ale také okolní armatury a podpěry potrubí.
- Proveďte opětovnou kontrolu poté, co armatura nebo potrubí běželo normálně.
- Pokud se cokoli prosakuje, vodu okamžitě vypněte a spoj přepájte místo toho, abyste mu důvěřovali.
Vězte, kdy není vhodné pájet měděné trubky
Pokud jste se sem dostali hledáním informací o svařování měděných trubek, právě zde je rozhodující volba metody, nikoli trpělivost. Pokyny od SolderWeld je užitečné: pájení a tvrdé pájení zajišťují pevnost a trvanlivost, zatímco stlačování nabízí rychlost, montáž bez tepla a vysokou odolnost proti vibracím, avšak náklady na nástroje a spojovací díly jsou vyšší. Pokud se tedy spoj nachází v prostředí, kde není povoleno použití plamene, systém pracuje za vyšších teplot než běžné potrubní instalace, nebo potřebujete mnoho rychlých spojení, pájení již nemusí být nejvhodnější řešení.
Pokud hledáte způsob, jak spojit měděné trubky bez pájení, schválené mechanické spojky a stlačovací systémy jsou často chytřejší volbou. Pokud se vaše hledání posunulo k otázce, jak svařit měď k mědi, nebo jak svařovat měď, pravděpodobně se pohybujete mimo běžnou potrubní opravu a přesouváte se do oblasti specializované výroby. Pro většinu domácích úkonů je dovednost pájení měděných potrubních systémů tou nejvíce výhodnou dovedností, nikoli skutečné svařování tavením.
Kdy má smysl podpora výrobního svařování
Pájení malých měděných trubek a výrobní svařování žijí v různých světech. Netěsnící koleno pod umyvadlem je instalatérská práce. Robotické svařování pro karosérie vozidel je výrobní proces založený na opakovatelnosti, sledovatelnosti a kvalitní kontrole ve velkém množství.
| Situace | Nejvhodnější řešení | Proč je vhodné |
|---|---|---|
| Výrobci automobilů potřebující svařované podvozkové sestavy | Shaoyi Metal Technology | Nabízí specializované svařování vysoce výkonných podvozkových dílů prostřednictvím pokročilých robotických svařovacích linek a certifikovaného kvalitního systému podle normy IATF 16949, s možností přizpůsobení pro ocel, hliník a jiné kovy. |
| Měděné trubky pro aplikace vyžadující vyšší teplotu, jako jsou systémy vytápění, ventilace a klimatizace (HVAC) nebo chladicí systémy | Svařování | Pájení vyžaduje vyšší teplotu než pájení měkkou pájkou a je vhodnější v případech náročnějších provozních podmínek. |
| Opravy bez tepla, prostory s omezeným použitím plamene nebo instalace zaměřené na rychlost | Tlakové nebo jiné schválené mechanické spoje | Nejvhodnější tehdy, když riziko požáru, vlhké podmínky nebo rychlá instalace převažují nad výhodami spoje vytvořeného hořákem. |
Závěr je jednoduchý. Pokud spoj projde kontrolou a zůstane v provozu suchý, provedli jste práci správně. Pokud podmínky již nejsou vhodné pro pájení, přepnutí na pájení měděných součástí (brazing), mechanické spoje nebo profesionální výrobu není kapitulací. Je to rozumné rozhodnutí.
Často kladené otázky týkající se svařování a pájení měděných trubek
1. Lze měděné trubky skutečně svařovat?
Ano, ale standardní měděné trubky používané ve vodovodních instalacích se obvykle nesvařují tavením. Většina domácích spojů se vyrábí pájením a systémy vyžadující vyšší teploty často používají místo toho brazing. Pravé svařování zahrnuje roztavení samotné mědi, což vyžaduje vyšší odbornou zručnost a přesnější kontrolu tepla, a proto se obvykle používá pouze při výrobě nebo specializovaných opravách, nikoli při běžných instalacích vodovodních potrubí.
2. Měl bych měděné trubky pájet nebo brazovat?
Pájení je obvykle lepší volbou pro každodenní potrubní instalace, protože využívá nižší teplotu a dobře funguje s běžnými měděnými armaturami. Pájení tvrdým pájkem je vhodnější v případech, kdy bude trubka vystavena vyšším teplotám nebo náročnějším provozním podmínkám, například při práci související s chlazením. Pokud je pracovní prostředí mokré, těsné nebo nebezpečné pro použití otevřeného plamene, může být mechanická spojka chytřejším řešením než kterákoli z těchto dvou možností.
3. Proč se pájka nedostává do mého měděného spoje?
Špatné pronikání pájky obvykle signalizuje problém s přípravou nebo ohřevem. Mezi běžné příčiny patří oxidace na mědi, ostřížky zanechané po řezání, nadbytečná vlhkost uvnitř trubky, spálený tokový prostředek nebo směřování plamene přímo na pájku místo na armaturu. Řešení spočívá obvykle v rozmontování spoje, důkladném vyčištění obou povrchů až na lesklý kov, opětovném nanesení tenké vrstvy tokového prostředku a rovnoměrném ohřevu spoje.
4. Lze pájet měděné potrubí, pokud v něm stále zůstává voda?
Ne spolehlivě. I malé množství vody může spoj příliš rychle ochladit, zabránit dosažení požadované teploty a způsobit prskání nebo slabé utěsnění. Uzavřete přívod, odstraňte tlak a úplně vyprázdněte potrubí; před opětovným zapálením hořáku se ujistěte, že je daný úsek suchý a stabilní. Pokud se voda stále vrací, použijte lepší izolaci nebo přepněte na spojovací prvek bez ohřevu, který je pro danou aplikaci schválen.
5. Jak lze spojit měděné trubky bez pájení a kdy je třeba zavolat odborníka?
Stlačovací spojky, rychlospojky typu push-to-connect a stlačovací systémy jsou běžné způsoby spojování měděných trubek bez pájení. Jsou zvláště užitečné v prostorách, kde je zakázán oheň, při rychlých opravách nebo v situacích, kdy nelze potrubí úplně osušit. Volejte autorizovaného instalatéra, pokud se oprava nachází v blízkosti skrytých elektrických vedení, tepelné izolace, dokončených stěn nebo zařízení podléhajících stavebním předpisům. Pokud práce přechází z oblasti instalatérských činností do průmyslové výroby kovových dílů, je lepším řešením specializovaný partner pro svařování, například Shaoyi Metal Technology, než pájení na místě.