 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

銅管の溶接方法:正しくはんだ付けして、漏れを防ぎましょう
ステップ1:適切な銅管継手を選択する
銅管の溶接方法を検索した場合、おそらく本格的な溶融溶接ではなく、給排水用の配管管を接合しようとしているのでしょう。ほとんどの住宅では、適切な方法は通常、銅管のろう付けです。高温用途には、ろう付けよりもブラジングの方が適している場合があります。また、一部の修理作業では、火炎を一切使用しない「無加熱継手」の方が、あらゆる炎を用いる方法よりも賢明です。
- 一般的な給排水システム、給水配管および銅製継手には、ろう付けを選択してください。
- 継手部に高い耐熱性および強度が求められる場合は、ブラジングを選択してください。
- 銅自体を溶融させる特殊な製作作業においてのみ、溶接を選択してください。
- 作業速度が重視される場合、湿気のある環境下での作業、または火災リスクがある場合には、機械式継手を選択してください。
本当に銅管を溶接できるのか?
銅を溶接できますか? はい、ただし、標準的な配管および給排水用継手においては、本格的な銅の溶接はあまり行われません。 標準的な配管および給排水用継手 ファーガソン氏の説明によると、はんだ付け(ロウ付け)は840°F未満の融点を持つ溶接材を用いて金属を接合するものであり、ろう付けは840°Fを超えるが母材の融点未満の融点を持つ溶接材を用いるもので、溶接は母材自体を溶融させるものです。これは大きな違いです。銅は熱伝導性が極めて高いため、銅の溶接は制御が難しく、通常は製造工程や特殊な修理作業に限定され、日常的な家庭用配管接合には用いられません。『銅を溶接する方法』を検索している人々の多くは、実際には適切でないプロセスを選択しているのです。
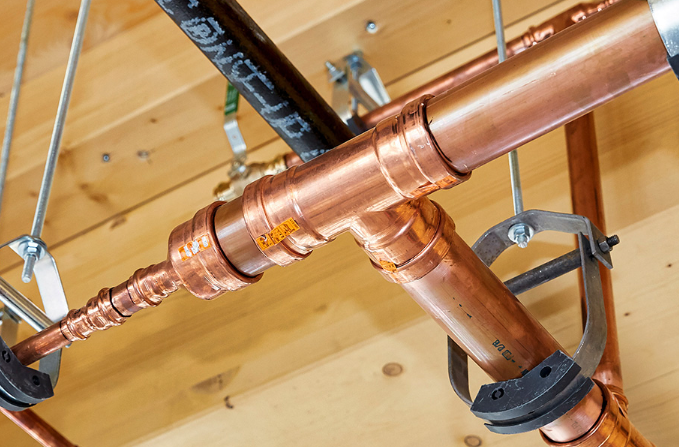
ほとんどの銅管工事は溶接(溶融)ではなく、はんだ付け(ロウ付け)で行われます。
はんだ付け(ロウ付け)が適している場合
『銅をはんだ付け(ロウ付け)できるか?』と疑問に思われる方へ——日常的な給水管工事においては、通常は可能です。はんだ付け(ロウ付け)は、比較的低温で作業できる水道配管や標準的な銅製継手への接合に実用的です。また、パイプと継手の間の狭い隙間に毛細管現象によってはんだ(ロウ)が引き込まれるキャピラリータイプの継手にも非常に適しています。多くの読者が『銅管のはんだ付け(ロウ付け)方法』を検索する際に実際に意図しているのは、この手法です。
ろう付けまたはその他の継手がより適している場合
実際の疑問が「銅管をどうろう付けするか?」であるなら、HVAC(空調)、冷凍・冷蔵、あるいはその他の高温用途を考えてください。ろう付けははんだ付けよりも高い温度を必要とし、一般的により強固な継手を形成します。また、加熱を伴わない選択肢も重要です。「PlumbHQ」からのガイドラインがその理由を示しています:圧着継手(コンプレッションフィッティング)は加熱不要で、湿った状態でも設置可能であり、プッシュ・トゥ・コネクト継手は迅速に設置できますが、用途に応じて慎重に選定する必要があります。プレス継手は強固な継手を形成しますが、通常は既にプレス工具を保有している場合にこそ採用が合理的です。 PlumbHQ 圧着継手(コンプレッションフィッティング)は加熱不要で、湿った状態でも設置可能であり、プッシュ・トゥ・コネクト継手は迅速に設置できますが、用途に応じて慎重に選定する必要があります。プレス継手は強固な継手を形成しますが、通常は既にプレス工具を保有している場合にこそ採用が合理的です。
| 方法 | 最良の使用例 | 温度レベル | 相対的な強度 | 相対的なコスト | 建築基準・規格上の考慮事項 | 必要なスキル |
|---|---|---|---|---|---|---|
| はんだ付け | 給排水配管システム、給水配管、銅製継手 | 低温度(840°F未満) | 中 | 低く、 | 給排水工事では一般的ですが、地域の規則および承認済み材料を必ず確認してください | 適度 |
| 溶接 | HVAC(空調)、冷凍・冷蔵、高温用銅管配管 | 高温度(840°F超) | 高い | 中 | サービス条件が厳しい場合によく使用される。要件を確認すること。 | 中程度から高程度 |
| 溶接 | 製造、配管製造、特殊銅製品の修理 | 非常に高温であり、母材を溶融させる | 高い | 高い | 通常、用途に応じて選定されるものであり、日常的な給水管用チューブには一般的な選択肢ではない | 高い |
| 圧縮装置 | 修理、異種材料の接合、湿潤環境下または炎を使用できない場所での作業 | なし | 中 | 低めから中程度 | 加熱が制限される場所で有用;継手の承認状況を確認すること | 低く、 |
| 接続する プッシュ | 迅速な点検・修理および簡易な設置が可能 | なし | 中 | 中 | 適用用途および製品の規格登録内容が重要 | 低く、 |
| プレス管継手 | 迅速かつ専門的な設置が可能で、加熱を伴わない作業現場向け | なし | 高い | 初期の工具導入コストが高価 | システムの承認とツールの互換性が重要です | 低~中程度 |
作業方法がその後のすべてを決定します。たとえ最良の接合部であっても、配管内にまだ水が残っていたり、加圧されていたり、あるいは炎と接触してはならない材質に囲まれていた場合、期待には応えられません。

ステップ2:安全なはんだ付け作業スペースを準備する
炎が銅管に達する前に、作業エリア自体も接合部と同程度の注意を払う必要があります。わずかな修理作業でも、以下のような状況では、すぐに危険な状態に陥る可能性があります。 プロパンバーナーで銅管をはんだ付けする際 木材製の構造材、断熱材、塗料、または電線の近くで作業している場合。また、適切な事前準備は作業結果にも影響します。「This Old House」と「Family Handyman」の両方とも、換気、目保護具、手袋、耐熱シールド、およびすぐそばに設置された消火器という基本事項を強調しています。 This Old House および ホームデポ 「This Old House」と『Family Handyman』の両方が、換気、目保護具、手袋、耐熱シールド、およびすぐそばに設置された消火器という基本事項を強調しています。
安全なはんだ付け作業スペースを構築する
- 特に屋内で配管の継手をはんだ付け( sweating pipes )する際には、空気の流れを確保するために作業エリアを開放してください。
- 安全メガネおよび耐熱手袋を着用してください。
- 消火器を手の届く場所に備えてください。必要に応じて、近接する表面を冷却するためにスプレーボトルや水の供給源を使用できます。
- 継手の背面には熱シールドまたは防火布を使用してください。
- 銅管のろう付けに使用するバーナーは、加熱時に安定し、不燃性の場所に置けるようにしてください。
- キャビネット内、壁の空洞内、または天井の空間内で給水管をろう付けする場合は、特に注意を払って作業してください。
多くの不良継手は、単にろう材の品質が悪いことではなく、不適切または急ぎ過ぎた下準備から始まります。
近接する表面を熱による損傷から保護する
熱は継手から周囲へ放射されます。パイプと可燃性または溶融しやすいもの(柱、断熱材、電線の被覆、床材、塗装面など)の間に熱シールドを挿入してください。継手が仕上げ済みの壁面に密着している場合、あるいは隠れた配線、ガス管、古い乾式構造材に近接している場合、その修理は単純なDIYレベルを超えるリスクを伴う可能性があります。同様に、大規模なパイプ交換、給湯器の作業、 排水・換気管の変更 、または地元の規則で登録された配管工のみが対応可能な作業も該当します。
まず、銅管の配管を排水し、安定させます。
- 該当区間へ給水する水道の供給を停止します。
- 下部の蛇口またはバルブを開けて、配管内の水をバケツに排出します。
- 残圧を逃がすため、別の器具(水栓)を開きます。
- 配管内に水がわずかでも戻り浸透していないか確認してください。わずかな水量でも、給水管のろう付け時にろうの流れを妨げ、失敗の原因となります。
- パイプが十分に冷却され、乾燥しており、加熱中にずれないよう適切に支持されていることを確認します。
- 床周りを片付け、作業前にトーチ、遮熱板、布、消火器を所定の位置に配置します。
給水管のろう付け方法を学習中の場合、この段階で作業の成否がほぼ決まります。落ち着いた状態で、完全に乾燥した環境を整えることで、実際の接合作業は格段に容易になります。また、適切な工具と材料の選択は、安全な作業環境と同様に極めて重要です。
ステップ3:適切な銅管用ろう付けキットを準備する
安全な作業スペースを確保することで、作業エリアの準備が整います。継手の品質は依然として清浄な金属表面、均一な加熱、そして適切なタイミングに依存しており、そのため工具のリストは初心者が予想する以上に重要です。基本的な銅管用はんだ付けキットは高価である必要はありませんが、以下の3つの作業を確実にこなせる必要があります:切断・下処理、はんだの流動性確保、および加熱制御。
銅管接合に不可欠な工具
工具はそのラベルではなく、機能に基づいて選定してください。銅管カッターは、直角切断を行うのに役立ちます。また、 バリ取り・リーマー工具 は、流体の流れを妨げる内面のバリを取り除きます。ソケット(管受け)の内面を清掃するには継手ブラシを、パイプ外面を明るい金属光沢になるまで清掃するにはエメリ cloth(サンドペーパー)または研磨パッドを使用します。フラックスブラシは、継手部にムラなくフラックスを塗布し、過剰な塗布やにじみを防ぎます。その後、加熱関連のアイテムが必要になります:銅管用はんだ、トーチ(バーナー)、トーチが自己点火式でない場合はイグナイター(着火器)、熱遮蔽板、および清潔な布。
| 必須アイテム | 任意だが有用な工具 |
|---|---|
| 銅管カッター、バリ取り・リーマー工具、継手ブラシ、エメリ clothまたは研磨パッド | 予備の研磨パッド、サイズ違いの追加ブラシ(各種継手に対応) |
| フラックスブラシ、銅管用フラックス、銅製はんだ、トーチ、必要に応じてイグナイター | 初心者や大径接合部向けの錫めっき用フラックス、清掃が容易な水溶性フラックス |
| 熱遮蔽板、清潔な布 | 狭い場所での作業に適した防火布または炎保護カバー |
はんだフラックスおよび熱源の選び方
Oatey社のガイドによると、フラックスは金属表面を洗浄し、酸化を防ぎ、はんだの流動性を高めるため、銅管にはフラックスの使用が必須です。また、配管用のはんだおよびフラックスは、作業内容に応じて適切なものを選ぶ必要があります。飲料水用配管の場合、銅管には鉛フリーのはんだと鉛フリーのフラックスを使用しなければなりません。当社の 米国環境保護庁(EPA)の規則 では、飲料水用のはんだおよびフラックスの鉛含有量を0.2%以下と定めています。加熱にはプロパンガスおよびMAPガスの両方が銅管のはんだ付けに使用可能ですが、Pro Tool Reviewsによれば、MAPガスはより高温で燃焼し、継手をより速く加熱できます。ただし、使用する燃料に対応した耐熱仕様のトーチヘッドを必ずご使用ください。
加熱開始前に準備すべきもの
- はんだおよびフラックスは、清掃済みの部品のそばに置いておき、点火中のトーチを手に workspace を横断して届けようとしないでください。
- 初心者の方や大きな継手を扱う場合、銅管の表面にフラックスを塗布して予備めっき(チンニング)を行うと、均一な被覆が容易になります。
- 作業順に、バーナー、点火器、熱遮蔽板、はんだ、および布巾を準備します。
- 給水配管用の場合、使用するはんだおよび銅管用フラックスがいずれも鉛フリーであることを必ず再確認してください。
整理整頓された作業台は、単に作業時間を節約するだけではありません。先ほど清掃した作業面を保護することにもなります。これは非常に重要です。なぜなら、正確な直角切断、滑らかな端面、そして明るく光沢のある金属表面こそが、はんだを継手内にきれいに流し込むか、あるいは漏れを招くかを決めるからです。

ステップ4:銅管の切断、バリ取り、洗浄、および仮組み
これらの直角切断と明るい表面処理は、単なる余分な手間ではありません。これらが毛細管現象によってはんだを継手内に引き込むための条件であり、バリ、汚れ、隙間といった障害物と戦わせないために不可欠なのです。加熱不足や不適切なはんだ選択が原因とされる多くの漏れは、実際にはこの工程で始まっています。銅管を接合する際、下準備の品質が、溶接材(フィラー)を継手内にきれいに引き込むか、あるいは隠れた漏れ経路を残すかを決定づけます。
銅管を直角かつ清潔に切断する
チューブカッターを使用し、パイプに平滑で直角な切断面を作成してください。「Flowflex」の Flowflex ガイドラインによると、不均一な切断面ではチューブがフィッティング内部のパイプストップまで到達しなくなり、継手の強度が低下します。また、パイプが短すぎるとシール性能が損なわれ、無理に押し込むと応力が発生します。修理作業中に銅管の接続方法を学んでいる場合、この段階では素早く目視確認するのではなく、慎重に適合状態を確認することが重要です。
バリ取りおよび研磨による毛細管作用の向上
切断後、バリ取りまたはリーマー工具を用いて内側のバリを取り除き、切り屑を完全に除去します。その後、パイプの外側表面およびフィッティングのソケット内側を明るい金属色になるまで清掃します。ホームデポでは、銅を「新品のペニー(米国1セント硬貨)のように光るまで研磨する」と説明しています。また、「Flowflex」は重要な注意点を追加しています:重なり合う部分に酸化物、砥粒、残留物が存在すると毛細管作用が妨げられますが、過剰な清掃は素材を過剰に除去し、緩い嵌合状態を招く可能性があります。
銅管の研磨に使用するサンドペーパーの番号(グリット)について疑問に思っている場合、これらの参考資料では特定の番号を示していません。より適切な方法は、金属表面が清潔で光沢があり、酸化物が完全に除去されるまで、銅専用のエメリーブル、エメリーテープ、または研磨パッドを使用することです。言い換えれば、銅管の清掃は、激しい研削ではなく、表面状態に重点を置く作業です。
- 管を正確な長さに測定・切断します。
- 内側の端面をバリ取りし、必要に応じて外側のバリも除去します。
- 銅の切り屑を叩き出して取り除くか、拭き取って除去します。
- 管の外側で継手と重なる部分を清掃します。
- 継手のソケット内面をブラシで清掃し、明るい金属色を露出させます。
- 清掃済みの部分には、汚れや指紋が付かないように注意します。
- 部品を仮組み(ドライフィット)し、管がストップ位置まで完全に seating されることを確認します。
フラックスが金属に触れる前に、アセンブリ全体を仮組み(ドライフィット)します。
ドライフィッティングは、最も重要な2つの疑問に答えます。すなわち、「管端がフィッティングの底部まで完全に到達しているか?」および「接合部が力を加えずにきつすぎず、ゆるすぎず、しっかり固定されているか?」です。これは、銅管を清潔に接合するための実践的な方法です。また、フラックス塗布後に表面が滑りやすくなる前に、あらかじめ配管の位置合わせを行うのにも役立ちます。これは特に狭い空間や天井裏などの作業において非常に有用です。
- 管端の表面が均一に明るく光っており、暗い部分や斑点状の部分はありません。
- フィッティングのソケット内面が周囲全体にわたって清掃されています。
- 管がスムーズに挿入され、ストップ位置まで確実に到達します。
- 接合感がきつく、緩みや傾きがありません。
- 重なり合う部分には、バリ、ゴミ、切屑、指紋などが一切残っていません。
部品同士が清潔かつ均一に密着した状態で接触すると、フラックスは不適切な下地処理を隠すのではなく、溶接材が本来通りに流れるよう助けることができます。信頼性の高い接合部は、まさにここから始まります。
ステップ5:銅管に適切な方法でフラックスを塗布し、加熱する
清潔で明るい金属表面が、はんだに流れ道を提供します。はんだの動きを制御するのは加熱のコントロールです。この段階では、丁寧な下準備が数秒で報われるか、あるいは台無しになるかが決まります。不良な接合部の多くは、単純な2つのミスに起因します:フラックスの過剰使用、またははんだではなく継手(フィッティング)にバーナーの炎を向けてしまうことです。もし今、あなたが 銅管同士のはんだ付け方法 を学んでいるのであれば、炎は接合部を均一に温めるための手段であり、実際の作業を行うのは金属そのものであって、炎ではないと捉えてください。
接合部へのフラックス塗布は、過剰にならないよう注意する
銅管用のはんだ付けフラックスを 銅管用のはんだ付けフラックス 清掃済みの管端およびフィッティングのソケット内側に、薄く均一にブラシで塗布します。ホームデポ社のガイドラインでは、清掃済みの領域(おおよそフィッティングカップの深さ分)のみに塗布し、その後管を完全に押し込んで固定することを推奨しています。薄く塗布することが重要です。フラックスは加熱中の金属を保護し、はんだの流動性を高めますが、厚塗りは必ずしも良いわけではありません。余分なフラックスは焦げたり、垂れたりして、より多くの残留物を残す原因になります。
フラックスを塗布した後は、接合部をしっかりと組み立てたまま固定してください。特に フラックスを使用した銅管のはんだ付け 継ぎ目全体に均一な接触が、清浄な金属面と同様に重要です。パイプが完全に seating(嵌合)されていなかったり、作業中にフィッティングがずれたりすると、加熱を始める前に毛細管現象による溶接パスが途切れてしまいます。
ろう付け材を炎で溶かすのではなく、フィッティング自体を加熱します
質問する人々 銅管のろう付け方法について は、通常、追加の熱量よりも信頼性の高い炎の形状を必要としています。「Copper.org」からのガイドラインでは、実用的で確実な手順が示されており、これは Copper.org が推奨する手順であり、プロパンバーナーで銅管をろう付けする場合でも、他の空気-燃料バーナーを使用する場合でも有効です: プロパンバーナーで銅管をろう付けする場合 または他の空気-燃料バーナーを使用する場合でも有効です:
- まず、炎をパイプに対して垂直に当てて、継手の予熱を開始します。
- 組立部品全体の周囲を均等に動かして、全体を均一に加熱します。
- 水平な継手では、まず上部に炎を固定しないでください。上昇する熱によってすでにその部分が加熱されているため、直接炎を当てるとフラックスが焼けてしまうことがあります。
- 炎を継手カップの内側ではなく、継手カップの表面に向けます。
- 炎を継手カップと管の間で、カップの深さにほぼ等しい距離を往復させながら移動させます。
- 最も高温の炎の焦点を継手カップの底部付近に保ち、継手全体を均一に加熱します。
はんだは、加熱された継手に接触した際に溶けるべきであり、炎に直接当てて溶かしてはいけません。
これが基本的な原則です。 銅管のろう付け(スウェーティング) 。炎で直接はんだを溶かすと、はんだが継手の外側に塊状に付着し、継ぎ目内部へ引き込まれなくなる可能性があります。また、銅を過熱するとフラックスが焼失してしまいます。Copper.orgでは特に、継手の過熱や継手カップの開口部へ炎を直接向けることを警告しており、これらははんだの流動性を損なう原因となります。
継手がはんだ付けに適した状態になったタイミングを把握する
秒数を数えたり、推測したりしないでください。関節の機能に基づいて判断してください。「ホーム・デポ」のガイドでは、継手が加熱されるとフラックスがシュワシュワと音を立て始める場合があると説明しています。これは単に金属が温まっているという合図にすぎません。半田を炎とは反対側の継手の面に触れさせてください。溶けない場合は、すぐに離してさらに加熱を続けます。接触した瞬間に溶け始め、継手の隙間へと浸透し始めた場合は、適切な温度に達しています。
半田を少しずつ供給しながら、炎はカップの底部に当てたままにしてください。Copper.orgによると、溶融半田は毛細管現象によって熱源の方へ引き寄せられるため、均一な加熱こそが最も重要です。良好な継手は、コントロールされた印象を与え、派手さはありません。半田は滑らかに流れ、フラックスは活性化した状態を保ち、継手は半田を継ぎ目へと引き込み、パイプの表面を伝って垂れ下がらせません。このようなわずかな挙動の変化が、継手が最終的な半田供給・冷却・そして詳細な検査の準備が整ったことを示しています。

ステップ6:銅管の半田付け、冷却、および検査
継手が適切な温度に達すると、作業はシンプルかつ正確になります。これは、銅管のろう付け方法を思い浮かべる際に、多くの人がイメージする部分ですが、わずかな習慣の違いによって、継手部がきれいに密封されるか、単に見た目だけ完成しているかが決まります。スウェットパイプ継手では、ろう材をコントロールしながら供給し、継手が一貫してろう材を吸い込むとすぐに供給を止め、継手が十分に固まるまでアセンブリに手を触れないでください。
継手の右側からろう材を供給する
炎は継手に当て続け、ろう材は炎とは反対側の面に触れさせます。これにより、加熱された金属が毛細管現象によってろう材を隙間に引き込むため、外部に垂れることを防げます。「」からの実用的なルールとして、供給するろう材の長さは、おおよそ配管の外径と等しくするのが望ましいとされています。これで通常、無駄なく完全なシールが得られます。継手が自然に吸い込む以上の量を銅継手にろう材で詰め込もうとしてはいけません。 Oatey は、供給するろう材の長さを配管の外径とほぼ等しくすることを推奨しています。これで通常、無駄なく完全なシールが得られます。継手が自然に吸い込む以上の量を銅継手にろう材で詰め込もうとしてはいけません。
- 炎は継手カップの底部に当ててください。
- ろう材は炎とは反対側の面に触れさせてください。
- 継手がはんだを引き込む間に、少量ずつはんだを供給します。
- 周囲全体に均一に充填できるよう、必要に応じて作業位置を回転させます。
- はんだの流れが安定し、一定になった時点で火炎を外します。
- 溶融したはんだが柔らかい間は、パイプおよび継手を完全に静止させたままにしてください。
継手を攪乱せずに自然冷却させます
新しくはんだ付けされた継手には、過度な取り扱いよりも静止状態が何より重要です。はんだが固まる前にパイプをねじったり衝撃を与えたりすると、シール強度が低下する恐れがあります。また、はんだがまだ溶融している状態で強く拭き取ると、はんだビードが smearing(塗り広げられ)たり、継ぎ目からはんだが剥がれ落ちる可能性があります。『 銅管ハンドブック 』では、水による急冷が継手に応力を与える可能性があるため、自然冷却を推奨しています。銅パイプのはんだ付けにおいて、この段階での忍耐力は、技術の一部です。
サービス再開の前に清掃・点検を行います
はんだがもはや溶融状態でなくなり、継手が清掃できるほど十分に冷却されたら、湿った布で残ったフラックスを拭き取ります。Oatey社によると、残留したフラックスは腐食を促進し、古い銅管に見られる緑色のパティナ(青錆)の原因となることがあります。乾燥した布で再度拭くとより清潔な仕上がりになりますが、その際は優しく行うようにしてください。
- 良好な兆候:カップの縁に滑らかで均一なはんだリングが形成されていること、配管の位置が安定していること、およびはんだが継手内部へ引き込まれたように見えることです。
- 警告の兆候:はんだの垂れ落ち、デコボコした盛り上がり、焼け焦げた箇所、はんだリングの隙間、または冷却中に fittings(継手)がずれた状態です。
- 重要:見た目が整った継手は安心材料となりますが、外観のみでは漏れのないシールが保証されるわけではありません。
そのため、給水を再開する前に慎重な点検を行うことが不可欠です。多くの問題のある継手は、一見すると問題ないように見えても、実際には水分の混入、フラックスの過熱、あるいは不完全な清掃といった要因が静かに施工を妨げている場合があります。
ステップ7:はんだ付けパイプ継手における漏れのトラブルシューティング
滑らかなはんだリングは見た目には convincing(説得力がある)ように見えても、実際には失敗することがあります。ほとんどのトラブルは、同じごく限られた一連のミスに起因します:金属表面の汚れ、加熱制御の不適切さ、フラックスの過剰または不足、残留水分、あるいは除去されなかったバリです。Oatey のガイドが繰り返し「下処理(プレップ)」「加熱」「清掃(クリーンアップ)」を強調するのは、それらが最も重要なステップだからです。接合部で問題が生じた場合、まずこれら3つの工程を確認すべきです。
はんだが接合部に流れ込まない理由
はんだが玉状になり、外側にとどまったまま、あるいは継手の隙間に毛細管現象(ウィッキング)で浸透しようとしない場合、その接合部は通常、まだ完全に準備ができていません。Oatey では、汚れ、油分、酸化膜、およびバリが、フラックスおよびはんだの本来の機能を妨げることを指摘しています。また、過度な加熱も、逆方向から同様の損傷を引き起こす可能性があります。配管が黒ずんでいる、あるいはフラックスが急速に焼け落ちるようであれば、それは接合部が過熱された明確な兆候です。いずれの場合も、単に追加のはんだを流し込むことは、ほとんど効果がありません。より適切な対処法は、再び明るい金属色が見えるまで清掃し、銅管用はんだ付けに適した薄く均一な層のフラックスを塗布し、フィッティング全体を均等に再加熱することです。
| 症状 | 可能性のある原因 | 是正措置 |
|---|---|---|
| はんだが玉状に固まる、または流れ込まない | 金属の汚れや酸化、バリ、焼けたフラックス、不均一な加熱 | 必要に応じて分解し、再度清掃・バリ取りを行い、薄くフラックスを再塗布した後、継手をより均一に加熱する |
| 継手は満たされたように見えるが、漏れがある | はんだが外部にのみ堆積し、接合が不完全、パイプが完全に seating(嵌合)されていない | 継手を再作業し、パイプが完全に挿入されていることを確認したうえで、両面を清掃してから再はんだ付けする |
| 後に緑色の残留物や腐食が発生する | 継手に過剰なフラックスが残っている、または継手内部に残留している | フラックスの使用量を減らし、組立前に余分なものを拭き取り、冷却後に残留物を清掃する |
| はんだが跳ねる、または継手が十分に加熱されない | パイプ内にまだ湿気がある | 再度試行する前に、配管を完全に排水・乾燥させる |
| 流量制限または再発するトラブル | バリ取りを省略した | 適切なバリ取りおよび清掃の後、該当部分を切断して再製作する |
継手が満たされたように見えても漏れが生じる原因とは?
継手が密封されているように見えるのは、はんだがカップの端に堆積したためであり、実際にはカップ全体に十分に浸透していない場合がよくあります。これは、パイプの清掃が不十分だったり、フラックスの塗布が不均一だったり、炎で金属ではなくはんだそのものを直接溶かしてしまった場合によく起こります。また、バリ取りを省略することでも別の問題が生じます。Oatey社によると、バリ取りは水流を滑らかにし、乱流や将来的な腐食を防ぐ効果があるだけでなく、より清潔で信頼性の高い嵌合をサポートします。配管のろう付け作業においては、見た目はあくまで手がかりであり、確実な証拠ではありません。
- 継手ではなくはんだ自体を加熱した
- フラックスを過剰に塗布した
- フラックスの塗布量が不足していた、または塗布を忘れている箇所があった
- 配管内にまだ水が残った状態で銅管のろう付けを試みる
- 洗浄やバリ取りを省略する
- 外側に盛り上がったろう付けビードを、完全なシールと誤って判断する
水分混入または過熱によるトラブルからの回復方法
不良な継手は、修復するよりも再製作した方が通常は速い。配管のろう付け継手では、汚染または焼けたフィッティングに継続してろう材を供給し、それでシールが得られることを期待しないでください。水が存在する場合は、再加熱前に配管をより徹底的に乾燥させてください。金属表面が汚れている、あるいは酸化している場合は、一旦分解して再度清掃してください。フィッティングが過剰な加熱により著しく黒変している場合は、その部分を再加工することが、多くの場合、より安全な対応です。
水が入った状態で銅管をろう付けする方法を探している場合、あるいは配管の奥深くに水が残留したままでも銅管をろう付けできるかどうか疑問に思っている場合、実用的な答えは単純です。つまり、乾燥した配管こそが成功する最も確実な条件です。これはまた、銅チューブの修理に臨む際の最も賢い姿勢でもあります。症状だけでなく、その原因を根本から修復しましょう。見た目がきれいな修理でも、再び圧力が加わった際にその信頼性を証明しなければなりません。
ステップ8:継手の試験とその限界を理解する
見た目がきれいなろう付けビードでも、圧力下での信頼性を実際に証明しなければなりません。切断、清掃、加熱、トラブルシューティングをすべて終えた後、配管が再び使用される際にこそ、真の検証が行われます。この最終確認は、初めて銅製給排水配管のろう付けを学ぶ場合でも、あるいは長期間にわたって解決しない厄介な修理を行う場合でも、極めて重要です。
作業完了と判断する前に、必ず継手を試験してください
サービスを徐々に再開し、配管内の圧力が戻る様子を継手部分で確認してください。周囲を乾燥させた状態を保ち、わずかな漏れでもすぐに発見できるようにします。その後、水が短時間にわたり通常通り流れた後に再点検を行ってください。というのも、一部の弱い継手は初めの目視では問題が現れない場合があるためです。きれいな輪状の半田盛りは好ましい兆候ですが、最終的な合格・不合格の判断基準は単純明快です:通常使用時に完全に乾燥した状態を維持するかどうかです。
- 給水元を徐々に開き、配管内の圧力をゆっくりと回復させます。
- 半田付け部を直ちに点検し、ビーズ状の半田の盛り上がり、汗をかいたような湿り気、あるいはゆっくりとした滲みがないかを確認します。
- 継手を拭いて乾燥させ、再度観察して、湿気や水分が再び現れていないことを確認します。
- 加熱した継手だけでなく、周囲の継手類および配管支持具も点検してください。
- 器具または配管が通常通り運転された後に再確認を行ってください。
- 何らかの滲みが見られた場合は、水を再び止めて、その継手を信頼するのではなく、やり直してください。
銅管を半田付けしないべき状況を理解する
「銅パイプの溶接方法」を検索してこのページにたどり着いたのであれば、ここが手法の選択が粘り強さよりも重要となるポイントです。以下の「 SolderWeld 有用です:はんだ付けおよびろう付けは強度と耐久性を重視するのに対し、プレス接合法は高速施工、加熱不要、そして優れた振動耐性を提供しますが、工具および継手のコストは高くなります。したがって、接合部が火炎禁止区域に設置される場合、システムが通常の給排水配管よりも高温で運転される場合、あるいは多数の迅速な接続が必要な場合は、はんだ付けが最適な選択肢でなくなる可能性があります。
銅管をはんだ付けせずに接続する方法をお探しの場合、認定済みの機械式継手やプレス式接合法が、多くの場合より賢明な選択です。また、「銅管同士を溶接する方法」や「銅を溶接するにはどうすればよいのか」といった検索をされているのであれば、おそらく通常の給排水工事の範囲を超え、特殊な製作加工領域に入っていると考えられます。ほとんどの家庭用作業においては、「銅製給排水配管のはんだ付け(スウェットジョイント)のやり方」こそが実用的かつ有益なスキルであり、真の溶融溶接(フュージョン・ウェルディング)ではありません。
生産現場向け溶接サポートが有効となるケース
小型銅管のろう付けと車両構造部品の生産用溶接は、まったく異なる領域に属します。流し台下のエルボから漏れている場合は、配管工事です。一方、車両構造部品のロボット溶接は、再現性、トレーサビリティ、および大量生産における品質管理を基盤とする製造プロセスです。
| 状況 | 最適な選択 | 選定理由 |
|---|---|---|
| 溶接済みシャシー部品の組立が必要な自動車メーカー | シャオイ金属技術 | 高度なロボット溶接ラインおよびIATF 16949認証取得済み品質管理システムを活用した、高性能シャシー部品向けの専門的溶接サービスを提供。鋼材、アルミニウムおよびその他の金属に対応するカスタマイズ可能な溶接能力を備えています。 |
| 高熱負荷が要求される銅管の保守・メンテナンス、空調(HVAC)、または冷凍設備 | 溶接 | ろう付けは、はんだ付けよりも高温を要し、より過酷な使用条件において適した接合方法です。 |
| 加熱不要の修理、炎の使用が制限された場所、または迅速な設置が重視される場合 | プレス式またはその他の承認済み機械式継手 | 火災リスク、湿潤環境、または高速施工がトーチによる接合の利点を上回る場合に最適です。 |
要点はシンプルです。接合部が検査に合格し、使用中に乾燥した状態を保てば、作業は正しく行われたということです。条件がもはやはんだ付けに適さなくなった場合、ろう付け、機械式継手、または専門の加工へ切り替えることは「諦め」ではなく、「適切な判断」です。
銅管の溶接およびはんだ付けに関するよくある質問
1. 実際に銅管を溶接することは可能ですか?
はい、可能です。ただし、配管用の標準的な銅管は、通常、溶融溶接(フュージョン・ウェルディング)されることはほとんどありません。家庭用の接合部の多くははんだ付けで作られ、高温を要するシステムでは、多くの場合、ろう付けが採用されます。真の「溶接」では銅自体を溶かす必要があり、より高度な技術と厳密な熱管理が求められるため、通常は給水配管などの日常的な作業ではなく、加工または特殊修理に限定して用いられます。
2. 銅管にはんだ付けとろう付けのどちらを選べばよいですか?
はんだ付けは、日常的な給水管路には通常より優れた選択肢です。これは、比較的低温で作業でき、一般的な銅製継手との相性も良好だからです。一方、配管が高温やより厳しい使用条件(例:冷凍関連の作業)にさらされる場合は、ろう付けの方が適しています。また、作業場所が湿気ている、狭い、あるいは開放炎を使用するには危険な場合、機械式継手を用いる方が、はんだ付け・ろう付けのいずれよりも賢明な解決策となることがあります。
3. なぜはんだが銅製継手内に流れ込まないのですか?
はんだの流れが不良になるのは、通常、事前準備または加熱に問題があることを示しています。よくある原因には、銅表面の酸化、切断後に残ったバリ、パイプ内部の過剰な水分、フラックスの焼け付き、あるいははんだではなく継手自体に炎を当てていることが挙げられます。対処法としては、通常、継手を分解し、両方の接触面を再び明るい金属色になるまで清掃した後、薄く均一にフラックスを塗布し、継手全体を均等に加熱します。
4. 水がまだパイプ内に残っている状態で、銅管をはんだ付けできますか?
信頼性がありません。わずかな量の水でも、継手を急激に冷却し、所定の温度に達しない原因となり、スパッタリングや不十分なシーリングを引き起こす可能性があります。給水を停止し、圧力を解放して配管を完全に排水した後、作業箇所が乾燥し、安定していることを確認してからバーナーを再点火してください。水が繰り返し戻ってくる場合は、より確実な遮断措置を講じるか、その用途に承認された加熱不要型継手に切り替えてください。
5. ロウ付けを行わずに銅管を接続する方法は?また、どのような場合に専門業者に依頼すべきですか?
圧着継手、プッシュ・トゥ・コネクト継手、およびプレス式継手システムは、はんだ付けを用いずに銅管を接合する一般的な方法です。これらは、火炎制限区域、迅速な修理、または配管内を完全に乾燥させられない状況において特に有効です。修理箇所が隠蔽配線、断熱材、仕上げ済みの壁、または建築基準法上重要な設備の近くにある場合は、必ず認定された配管工にご依頼ください。作業内容が配管工事から生産用金属加工へと移行する場合、現場でのはんだ付けよりも、専門の溶接パートナー(例:紹義金属科技有限公司)への委託がより適切です。