 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

高精度板金加工会社を理解する:重要な概念

高精度板金加工とは実際に何を意味するのか
「 精密金属板加工 「高精度シートメタル加工」と聞いて、どのようなイメージが浮かびますか? 切断工具や溶接設備を備えた一般的な金属加工工場を思い浮かべているなら、そのイメージは全体の一部にすぎません。高精度シートメタル加工会社は、まったく異なる次元で活動しています。そこでは、ミクロン単位の測定値が成功か失敗かを決定づけます。
では、そもそも「高精度」加工とは何を意味するのでしょうか? その鍵となるのは、一つの重要な要素——公差(許容誤差)です。一般の金属加工では±1/16インチ~±1/8インチ(約±1.6mm~±3.2mm)の公差が許容されますが、高精度シートメタル加工では±0.005インチ~±0.010インチ(±0.13mm~±0.25mm)という極めて厳しい精度が要求されます。これは肉眼ではほとんど識別できないほどの差ですが、極めて重要な用途においては、この差が成否を分けるのです。
板金加工における精密公差は通常、±0.005インチ~±0.010インチ(±0.13mm~±0.25mm)の範囲であり、標準的な板金加工公差(±1/16インチ~±1/8インチ)と比較して最大で10倍も厳密である。
高精度加工と標準的な加工の違いとは
部品同士がわずかな隙間もなく正確に嵌め合わさる必要がある複雑な医療機器の組立を想像してください。±1/8インチという標準的な加工公差では、その機器は完全に使用不能となってしまいます。まさにこのような理由から、要求の厳しい産業分野において、板金加工の精度が極めて重要となるのです。
板金加工における精度の重要性は、単に公差が狭いという点にとどまりません。高精度板金加工企業は、以下の点で他社と明確に差別化されています。
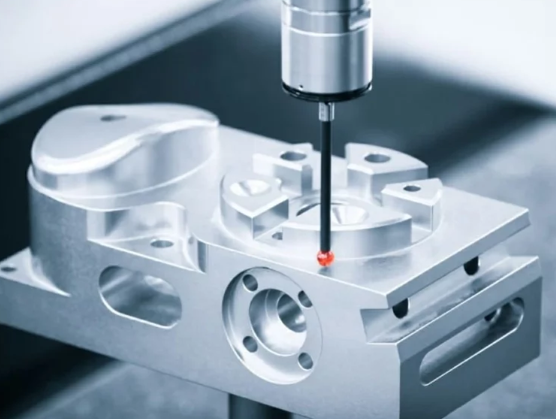
- 先進機器 ファイバーレーザー切断装置、角度測定システムを備えたロボット式CNCプレスブレーキ、および自動溶接ステーションが、従来の手動工具に取って代わっています。
- 高度な品質管理システム: 三次元測定機(CMM)、光学比較測定器、およびレーザー測定システムにより、一貫した高精度が保証されます。
- 材料に関する専門知識: 加工中の異なる合金の挙動(スプリングバック量の計算や結晶粒方向の考慮など)に対する深い理解
- 完全なドキュメント: 完全なトレーサビリティ、統計的工程管理(SPC)、および規制対応産業を支援する初品検査
標準的な製造工場では、こうした能力を単純に再現することはできません。それらの汎用工具および基本的な検査手法は、建築用フレームや簡易エンクロージャーの製造には十分ですが、寸法精度が製品の性能や安全性に直接影響を与える場合には不十分です。
金属加工における公差要件の理解
多くのエンジニアが苦労して気づくことですが、SolidWorksなどのCADソフトウェアは、デフォルトで機械加工用の公差を設定しており、これは通常の板金加工で実現可能な公差よりもはるかに厳しくなっています。Herold Precision Metals社の業界専門家によると、この不整合はしばしば過剰設計や不要なコスト増加を招きます。
なぜこれが重要なのでしょうか? それは、板金部品は切削加工された実体部品とは異なる挙動を示すためです。薄い材料ほど成形時の変数の影響を受けやすくなります。曲げ加工では、折り線付近にわずかな膨らみが生じます。複数の交差する曲げ加工では、より顕著な変形が発生します。また、折り線近くに配置された穴でさえ、局所的な形状に影響を与えることがあります。
高精度板金加工では、これらの課題に対処するために、経験則に基づく計算、試作加工、および細心の調整(単なるプログラミングだけではなく)が行われます。適切な技術を用いた典型的な高精度曲げ加工では、高さ精度±0.25mm、曲げ後の長さ精度±0.5mmを達成できます。
結論は?高精度板金加工会社は、薄い金属材の加工に伴う固有の課題を克服するために、専用の設備・人材育成・品質管理システムに多額の投資を行っています。こうした投資は、ぴったりと適合し、信頼性高く機能し、航空宇宙・医療・電子機器など、高度な要求が求められる分野における厳格な仕様を満たす部品の製造という形で、直接的な成果として現れます。

高精度加工を定義する主要工程
「高精度」という加工の本質を理解したところで、次に気になるのは、こうした企業がいかにして極めて厳しい公差を実現しているか、という点でしょう。その答えは、それぞれが厳密に制御された特殊な加工工程にあります。以下では、すべての高精度板金加工業者が依拠する主要な技術を詳しく解説します。
標準的なショップでは、これらの加工プロセスをウェブサイトに掲載している場合もありますが、説明なしで記載されることが多くあります。一方、各加工方法の仕組みを理解することで、自社の製造プロジェクトに関するより賢明な判断が可能になります。以下に、必要な情報をご案内します。
- レーザー切削: 集束されたレーザー光線を用いて材料を溶融または蒸発させる 公差は±0.1mm~±0.15mmと非常に厳密であり、複雑なデザインや最大25mm厚の比較的厚い材料の加工に最適です
- Cncパンシング: コンピューター制御の工具により、シートメタルに精密な穴や形状を打ち抜く加工法で、公差は約±0.2mm—薄板材における反復パターン加工に最も適しています
- 精密曲げ加工: 内蔵センサーを備えたCNCプレスブレーキを用いることで、角度公差±0.5°~±1°、曲げごとの長さ公差±0.20mmで成形が可能です
- 精密溶接: TIG溶接、MIG溶接、ロボット溶接などの制御された接合プロセスで、寸法精度を維持しつつ、強固で清浄な継手を形成します
各工程にはそれぞれ特有の強みがあります。熟練した精密板金加工業者は、どの技術をいつ適用すべきかを正確に把握しており、さらに重要なのは、最適な結果を得るためにそれらをどのように順序立てて実行するかを熟知していることです。
レーザー切断とCNCパンチングの解説
曲線状のエッジと高精度な公差を要する穴を持つ複雑な航空宇宙用ブラケットを切断する必要があると想像してください。どの加工方法を選択すべきでしょうか? この問いに対する答えは、精密板金加工会社が各プロジェクトごとに評価するいくつかの要因に依存します。
業界の専門家によると、レーザー切断は複雑な形状や厚板材の加工に特に優れています。ファイバーレーザーは、±0.1mm~±0.15mmの公差を維持しながら、最大25mm厚の軟鋼を切断できます。非接触式のこのプロセスは、工具痕を残さず、滑らかで高精度な切断面を実現し、多くの用途において二次仕上げ工程を不要とします。このため、エッジ品質が極めて重要となる航空宇宙、医療、製薬分野の部品加工では、レーザー切断が最も好まれる選択肢となっています。
一方、CNCパンチングは、高速で繰り返し形状を加工する必要がある場合に優れています。薄板材(軟鋼:最大3mm、アルミニウム:最大6mm)に密集した穴を加工する際、パンチング機械はレーザー加工機よりも大幅に高速です。さらに重要な利点として、パンチングは熱を伴わない加工プロセスであることが挙げられます。このため、材料の平坦性が保たれ、後続の曲げ加工時に問題を引き起こす可能性のある熱影響部(HAZ)が発生しません。
高精度位置決めによる板金加工サービスでは、しばしば両方の技術が組み合わされます。レーザー切断は複雑な外周形状や精巧な特徴形状を処理し、CNCパンチングは標準的な穴やスロットの配列を迅速に加工します。このハイブリッド方式により、精度と効率の両方を最大限に発揮できます。
高精度曲げおよび溶接技術
多くのエンジニアを驚かせる事実があります。板金の曲げ加工では、通常、真の90°コーナーを実現することはできません。コーナーには常にラウンド(丸み)が生じ、また材料は成形後に元の形状へわずかに復元(スプリングバック)するという自然な性質を持っています。こうした現実を的確に管理・制御することが、高精度曲げ加工の専門技術の真価が発揮される場なのです。
熟練の製造業者は、スプリングバックは一般的に1–2°程度の角度差を生じると報告しています。内蔵センサーを備えた最新のCNCプレスブレーキは、材料のばらつきに対して自動的に補正を行い、一貫した加工品質を保証します。これらの機械は、各材料および板厚の組み合わせごとにK係数を算出し、目標角度を達成するために必要なオーバーベンド量を正確に予測します。
高精度曲げ加工における重要な要素は以下のとおりです:
- 曲げ半径の均一性: 部品上のすべての曲げを同一の半径に保つことで、工具のセットアップが大幅に簡素化され、コスト削減と精度向上の両方を実現できます。
- 特徴部から曲げまでの距離: 曲げ部に近すぎると、集中応力によって穴やスロットが変形する可能性があります——経験豊富な製作者は、最小距離に関するガイドラインを熟知しています
- 曲げ加工順序の計画: 複数の曲げを含む複雑な部品では、金型の干渉を回避するために、曲げ順序を慎重に検討する必要があります
- 材料状態への配慮: レーザー切断による熱影響部(HAZ)は、適切に管理されない場合、曲げ工程中に形状のばらつきや亀裂を引き起こすことがあります
高精度溶接が、製造工程の最後の仕上げを担います。制御性が極めて重要となる重要継手にはTIG溶接、生産効率を重視した用途にはMIG溶接、大量生産における一貫性確保にはロボット溶接を用いるなど、溶接手法は用途に応じて選択されますが、その目的は常に同一です。すなわち、それ以前の工程で達成された高精度を損なうことなく、部品同士を確実に接合することです。
高精度の位置決めを要する板金加工では、溶接作業者が熱管理を理解していることが不可欠です。治具の設計、仮溶接の順序、および熱入力の制御は、すべて、高精度で切断・曲げられた部品を使用不能にしてしまう歪みを防止するために行われます。この点において、高精度板金加工と機械加工の専門知識がしばしば交差します。すなわち、機械加工された治具が部品を正確な位置に保持したまま溶接工程が進められるのです。
企業が導入する高精度板金加工設備は、その技術的実力を如実に示しています。最新式のファイバーレーザー、リアルタイム角度測定機能付きサーボ電動プレスブレーキ、ロボット溶接セルなどは、現在の最先端技術を代表するものです。しかし、設備のみでは十分ではありません。これらのシステムをプログラミングし、操作し、保守するための専門的知識こそが、高精度な成果を実現するか、あるいは単に高価な平凡さに終わるかを決定づけるのです。
これらのコアプロセスを理解することで、潜在的な製造パートナーとの有意義な会話を進められるようになります。適切な質問ができるだけでなく、自社プロジェクトに求められる精度を本当に理解し、実現できる企業を見極めることも可能になります。
業界別用途およびその独自の精度要求
多くのバイヤーが予期しない事実があります。コンシューマーエレクトロニクスでは問題なく機能する公差(許容差)が、航空機では重大な故障を引き起こす可能性があるということです。この 高精度板金加工業界 は、いわゆる「ワンサイズ・フィッツ・オール」の標準で運営されていません。代わりに、各産業分野が著しく異なる要求を提示しており、こうした違いを理解することで、自社の要件を真正に満たせる加工業者を的確に特定できます。
なぜこれがこれほど重要なのでしょうか?それは、産業分野特有の要求を理解せずに高精度板金加工会社を選定することは、住宅用電気工事を専門とする電気技術者を、産業用電源システムの工事に雇うのと同じだからです。確かにスキルはあるかもしれませんが、そのスキルが自社の用途に適しているとは限りません。
以下の表は、主要産業における高精度板金加工の実態を詳細に示しています。
| 業界 | 典型的な公差 | 主要認証 | 重要な品質要因 |
|---|---|---|---|
| 航空宇宙 | ±0.005" から ±0.010" | AS9100、ITAR、NADCAP | トレーサビリティ、材質証明書、疲労耐性 |
| 医療機器 | ±0.005" から ±0.015" | ISO 13485、FDA登録 | 生体適合性、滅菌適合性、表面仕上げ |
| 自動車 | ±0.010" から ±0.020" | IATF 16949、ISO 9001:2015 | 再現性、耐久性試験、PPAP文書化 |
| 電子機器 | ±0.005" から ±0.015" | ISO 9001:2015、IPC規格 | EMI/RFIシールド、熱管理、きつめの組立公差 |
これらの要件が、実際にお客様のプロジェクトにどのような影響を与えるのか、さらに深掘りしていきましょう。
航空宇宙および医療機器の要求事項
航空宇宙分野における精密板金加工は、製造業が求める最も厳しい要求の頂点に位置します。部品が30,000フィートの高空を飛行する場合や、生命維持に不可欠な医療処置を支える場合、誤差の許容範囲はゼロです。
航空宇宙用途では、 AS9100認証 オプションではなく、基準となる期待値です。この航空宇宙業界特化型品質管理規格はISO 9001:2015を基盤としつつ、製品安全性、偽造部品防止、構成管理に関する厳格な要件を追加しています。防衛関連プロジェクトにおいては、ITAR(国際兵器取引規制)認証により、管理対象技術情報の適切な取扱いが保証されます。
航空宇宙向け加工がこれほど厳しい要求を受ける理由は何でしょうか?以下の要素をご覧ください:
- 完全な材料トレーサビリティ: すべての金属部品は、その原材料となった製鋼所の認証書(ミル証明書)まで遡及可能でなければなりません
- 初品検査(FAI)の要件: 量産開始前に、各寸法が仕様に合致することを証明する包括的な文書化
- 疲労および応力に関する考慮事項: 部品は、数十年にわたる運用期間中に繰り返し荷重を受けても耐えられる必要があります
- 重量最適化: 1グラム単位の軽量化が求められ、より薄肉化・より狭い公差を実現する設計が推進されています
医療機器の製造は、同様に厳格ではあるが異なる課題をもたらします。Prototek社の業界専門家によると、医療用グレードの高精度板金部品は、厳しい生体適合性要件を満たす必要があります——材料は人体と接触した際に免疫反応を引き起こしたり、炎症を誘発してはなりません。
表面仕上げは医療用途において極めて重要となります。製造された部品は、十分に清掃できるほど滑らかでなければならず、細菌の定着を防ぐ必要があります。ステンレス鋼の規格304および316Lが医療用板金製造で主流となっているのは、これらが繰り返しのオートクレーブ滅菌や強力な洗浄剤による腐食に耐えるためです。この分野に参入する企業は、特に医療機器の品質管理を目的としてISO 13485認証を取得していることが多く、テキサス州およびフロリダ州における高精度板金製造市場で事業を展開しています。
自動車および電子機器向け高精度基準
自動車用途は、航空宇宙用途に比べて若干緩い公差と、指数関数的に高い生産数量という、興味深いバランスを呈しています。この組み合わせは、優れた再現性と統計的工程管理(SPC)を備えた高精度板金加工企業を必要とします。
IATF 16949認証——自動車業界の品質マネジメント標準——は、欠陥の検出よりもむしろ予防を重視します。加工業者は、自社の工程が仕様内での部品を一貫して製造できることを示す能力指数(Cpk)を提示しなければなりません。生産部品承認プロセス(PPAP)文書は、顧客に対し、量産が試作段階の品質と一致することへの信頼を提供します。
シャシー部品、サスペンションブラケット、構造部材については、耐久性試験がさらに一層の検証を加えます。自動車用途における高精度板金加工部品は、振動、温度サイクル、道路塩害などに長期間(数年間)さらされても、故障することなく耐え抜く必要があります。
電子機器の製造では、異なる優先事項が重視されます。筐体およびシャーシは、部品の取り付けに必要な精密な寸法を維持しつつ、電磁妨害(EMI)遮蔽機能を提供しなければなりません。たとえ0.5mmであっても位置がずれた取付穴は、基板の装着を不可能にするか、あるいは組立ラインにおけるボトルネックを引き起こす可能性があります。
熱管理は、電子機器向けアプリケーションにさらに複雑さを加えます。放熱要件はしばしば材料選定を左右します——アルミニウムは優れた熱伝導性を有するため、電子機器用筐体において最も好まれる材料の一つです。しかし、アルミニウムのスプリングバック特性は鋼と異なり、素材特有の専門知識を持つ製造業者が求められます。
電子機器分野では、外観上の完璧さもまた強く求められます。消費者向け製品には、きめ細やかで欠陥のない表面仕上げ、均一な粉体塗装、そして換気パターンの正確な位置合わせが不可欠です。こうした機能的精度と美的品質の両立こそが、実績ある製造業者と、単に電子機器分野の経験を謳うだけの事業者とを明確に区別する要素です。
こうした業界特有の要件を理解することで、潜在的な製造パートナーをより効果的に評価できます。自動車生産に優れた企業が、航空宇宙産業における文書要件に対応できない可能性があります。医療機器専門企業が、自動車プロジェクトに求められる大量生産能力を備えていない場合もあります。ご自身のプロジェクトの業界要件と、製造業者の実績ある専門性を正確に照合することは、成功確率を大幅に高めます。
高精度板金加工会社の評価方法
ご自身のプロジェクトに必要な高精度仕様を特定し、必要な加工プロセスも把握しました。次に、数十社もの選択肢から、本当に適した高精度板金加工会社を選ぶという難関が待ち受けています。多くのバイヤーがここで苦戦しており、誤った選択は実際に多額のコストを生むことになります。
問題は? ほとんどの板金加工業者のウェブサイトは、驚くほど似通った印象を与えます。誰もが「高品質」や「高精度」を謳っています。しかし、こうしたマーケティング用語の裏側では、実際の技術力に大きな差があります。以下に、単にうまいことを言うだけの業者と、本当に高度な精密板金加工が可能な業者を明確に見分けるための体系的なアプローチを示します。
- 関連する認証を確認する — 認証の有無を確認するだけでなく、その認証がお客様の業種における要件と合致しているかを必ず確認してください
- 設備の能力を評価する — 最新鋭の機械設備は重要ですが、それ以上に重要なのはオペレーターの熟練度および保守・点検体制です
- 品質管理システムを評価する — 検査機器の有無にとどまらず、文書化された手順およびトレーサビリティ(追跡可能性)に関する実践内容を確認してください
- 納期対応能力を確認する — 通常の納期に加え、お客様の生産スケジュールに合わせた緊急対応(エクスペディット)オプションについても把握してください
- エンジニアリング支援体制を検討する — DFMの専門知識を活用すれば、量産開始前の設計最適化において数百万円ものコスト削減が可能です。
- 顧客の参考情報を確認する — 同じ業界の顧客と実際にどのような経験をしたかについて話してみましょう。
これらの基準それぞれを詳細に検討し、ご自身が何を質問すべきかを明確に理解しましょう。
確認すべき必須認証
認証は壁に掲げられた単なる文字列ではなく、 実際のプロセス規律を証明するリスク低減手段です。 各認証が実際にどのような要件を満たす必要があるのかを理解することで、精密板金加工会社が本当に自社のニーズを満たすことができるかどうかを正確に評価できます。
ISO 9001:2015 iSO 9001は品質マネジメントシステムの基盤を形成します。ノーススター・メタル・プロダクツ社の業界専門家によると、この認証は、新製品導入から最終検査・出荷に至るまでの生産全工程において、文書化された手順を備えた効果的な品質管理システムを企業が構築・運用していることを示しています。また、継続的改善のための明確なガイドラインを定め、従業員が革新的な解決策を積極的に模索することを促しています。
ISO 9001:2015 では実際に何が要求されているのでしょうか? 認証取得済みの製造業者は以下の事項を維持しなければなりません:
- 製造、検査、トレーサビリティに関する文書化された手順
- 定期的な内部監査および第三者監査
- 校正済み機器を用いた材料の管理
- すべてのプロジェクトについて明確な文書記録の追跡
ITAR(武器輸出管理規則:International Traffic in Arms Regulations) プロジェクトが防衛関連用途を含む場合、認証の有無は重要です。ITAR(国際兵器取引規制)登録施設では、管理対象技術情報の取り扱いおよび軍事システム向け部品の製造が可能です。現在のプロジェクトでITAR要件がなくても、登録済み施設と取引することで、将来的な防衛契約への柔軟な対応が可能になります。
AWS(米国溶接協会)認証 溶接技術における熟練度を示します。「認定溶接製造業者(CWF)」資格は、構造的完全性および耐久性を備えた溶接構造物の製造において、当該企業が実績を有することを保証します。構造溶接を要するプロジェクトでは、構造用鋼材向けのAWS D1.1 認証がさらに高い信頼性を提供します。
業界固有の認証は、さらに一層の妥当性を付与します。自動車業界向けのIATF 16949、航空宇宙業界向けのAS9100、医療機器業界向けのISO 13485など、ご要件に合致する認証を取得しているかどうかを確認することで、その加工業者がお客様の規制環境を十分に理解していることを保証できます。
設備および品質管理システムの評価
精密板金加工業者の工場見学(またはオンラインでその能力を確認)を行う際、何に注目すべきでしょうか?設備一覧表だけでは、その実力を一部しか把握できません。
最新式ファイバーレーザー、サーボ電動プレスブレーキ、ロボット溶接セルなどの導入は、高精度加工能力への資本投資を示しています。しかし、さらに深掘りした質問も重要です:設備の校正はどのくらいの頻度で実施されていますか?予防保全のスケジュールはどのように設定されていますか?プログラミング作業は誰が担当しており、その担当者の経験レベルはどの程度ですか?
熟練した職人が操作する古い設備を備えた高精度板金加工のLLC(有限責任会社)が、最新鋭の機械を導入しても経験の浅いオペレーターが作業する工場よりも優れた成果を上げることがあります。品質の高い設備、高度な技能を持つ人材、そして文書化された手順という3つの要素が組み合わさることで、一貫した高精度が実現されるのであり、単一の要素だけでは達成できません。
品質管理システムも同様に厳密な検討が必要です。三次元測定機(CMM)や光学比較器は検査能力を示す指標ですが、真に問われるべきは、それらが生産ワークフローにどのように統合されているかです。以下の点を確認してください。
- 初品検査プロセス: 量産開始前の文書化された検証
- 工程内検査ポイント: 最終検査だけでなく、重要な工程段階での品質チェック
- 統計的プロセス制御: 部品が公差範囲から外れる前にばらつきを検知するためのデータ駆動型モニタリング
- 材料のトレーサビリティ: 任意の部品を原材料の製造元証明書(ミル証明書)までトレーサビリティできる能力
精密シートメタル加工サプライヤー間での納期対応能力には、大きな差があります。標準納期は2~4週間が一般的ですが、スケジュールが圧迫された際には、短納期対応オプションの有無を確認することが重要です。一部のOEM向け精密シートメタル加工パートナー企業は、専用の迅速対応体制を維持していますが、他社では納期短縮に際して大幅なプレミアム料金を課す場合があります。
最後に、エンジニアリング支援体制を評価してください。加工業者は、見積もり提出前にお客様の設計図面をレビューし、改善提案を行うことが可能でしょうか?DFM(製造性向上設計)に関する専門知識により、コスト削減の機会を特定できます。たとえば、曲げ工程の順序変更、 nesting(板材配置)の最適化、あるいは性能を維持しつつ価格を低減する材料の代替などです。こうした協働型アプローチこそが、単なる取引先ではなく、真のパートナー企業を見極める鍵となります。
これらの評価基準を活用すれば、潜在的な製造パートナーを自信を持って評価できます。目的は、最も安価な見積もりを見つけることではなく、お客様のプロジェクトに特有の要件に合致する能力、認証、および品質管理システムを備えた高精度板金加工業者を特定することです。
高精度製造プロジェクトにおける材料選定
製造パートナーの評価を終え、関連プロセスについても理解しました。しかし、経験豊富なエンジニアでさえ迷いがちな質問があります。「高精度プロジェクトには、どの材料を指定すべきでしょうか?」この問いに対する答えは、前回うまくいった材料を選ぶだけというほど単純ではありません。なぜなら、材料の特性が、達成可能な公差、加工方法、および最終コストに直接影響を与えるからです。
こう考えてみてください。アルミニウムとステンレス鋼はどちらも強度要件を満たすかもしれませんが、曲げ加工時の挙動はまったく異なります。一方はより強く反発(スプリングバック)し、他方は成形中により急速に加工硬化します。こうした違いを無視すると、不良品が発生したり、加工業者との電話で不満や困惑が生じたりします。
理解 材質特性を仕様決定前に確認すること あなたが根拠に基づいた意思決定を行うのを支援します。カスタマイズされた高精度金属板加工において特に重要な点は以下の通りです:
| 材質 | 精密加工の特徴 | 典型的な用途 | 加工時の考慮事項 |
|---|---|---|---|
| ステンレス鋼(304/316) | 優れた寸法安定性;適度なスプリングバック;厳密な公差の達成が可能 | 医療機器、食品加工、建築、船舶 | 特殊な溶接技術を必要とする;成形中に加工硬化する |
| アルミニウム (5052/6061) | 良好な成形性;鋼に比べてスプリングバックが大きい;軽量かつ高精度な部品 | 電子機器筐体、航空宇宙、自動車、熱交換器 | 熱に敏感;優れた切削性;適切な工具が必要 |
| 炭素鋼 | 予測可能な挙動;適度な公差;大量生産時にコスト効率が良い | 機械・建設・自動車用構造部品 | 腐食防止のための表面処理を要する。溶接性に優れる。 |
| チタン | 比強度が極めて高く、高精度な成形が困難。 | 航空宇宙、医療インプラント、防衛 | 加工性は中程度。専門的な工具および技術を要する。 |
| 銅/真鍮 | 延性が高く、成形性に優れ、中程度の精度が得られる。 | 電気部品、装飾品、配管用 | 溶接時に有害な溶接煙を発生させる。銅は加工が難しい場合がある。 |
厚さ0.004~0.250インチの高精度板金加工は、ほとんどの一般的な用途をカバーしますが、使用材料の選択によって、この範囲内で実現可能な仕様が大きく左右されます。以下に、最も頻繁に指定される材料オプションについて検討します。
ステンレス鋼とアルミニウムの考慮事項
ステンレス鋼は、寸法安定性、耐食性、予測可能な成形性という点で優れており、要求の厳しい用途において高精度加工の主流材料となっています。ただし、すべてのステンレス鋼が同等であるわけではありません。
高精度製造の専門家によると、オーステナイト系ステンレス鋼(例:SUS304、SUS316)は、成形性と耐食性の両方を最もバランスよく兼ね備えた材質です。SUS316Lは炭素含有量が低いため、感光化(クロム炭化物の析出)を避けなければならない医療・製薬分野における溶接構造物に最適です。
高精度位置決めを要するステンレス鋼板金加工では、この材料が成形時に加工硬化する特性を理解することが不可欠です。各曲げ工程において、その影響を受けた領域の硬度が上昇し、その後の工程を慎重に計画しないと亀裂が生じる可能性があります。経験豊富な板金加工業者は、累積的な加工硬化の影響を最小限に抑えるよう、工程の順序を工夫して実施します。
ステンレス鋼に関する主な検討事項は以下のとおりです:
- 腐食環境: sUS304は屋内用途のほとんどに対応可能ですが、塩化物暴露環境や海洋環境ではSUS316が必須です
- 表面仕上げの要件: ステンレス鋼は、ブラシ仕上げ、ポリッシュ仕上げ、電解研磨仕上げに対応しています——追加加工を回避するために、仕上げ仕様は早期に明記してください
- 溶接性: 腐食耐性を維持するためには、専門的な技術および適切なフィラー材が必要です
- コスト要因: 通常、炭素鋼の2~3倍のコストがかかりますが、仕上げ工程のコストを不要にできる場合が多くあります
アルミニウムは異なる精度上の課題を呈します。その優れた比強度(強度/重量比)により、航空宇宙および電子機器分野での使用が不可欠ですが、より大きなスプリングバックが発生するため、曲げ加工時に補正が必要です。業界ガイドラインでは、すべての特徴部で曲げ半径を一定に保つことで、金型の簡素化と加工精度の向上が図られるとされています。
電子機器用エンクロージャーにおいては、アルミニウムの優れた熱伝導性により自然な放熱が可能となり、ステンレス鋼にはない機能的メリットを提供します。「Precision sheet metal fabrication Seattle(シアトルにおける高精度板金加工)」および「precision sheet metal fabricators Seattle(シアトルの高精度板金加工業者)」の事業は、当該地域の航空宇宙・テクノロジー産業向けに頻繁にアルミニウムを加工しており、これらの分野では軽量化と熱管理という2つの要件が交差しています。
アルミニウムはレーザー切断による熱影響部(HAZ)に対して敏感であるため、慎重な計画が必要です。曲げ加工が切断エッジ付近で行われる場合、材料特性の変化により成形精度が不安定になる可能性があります。熟練した板金加工業者は、切断条件を調整するか、特徴部と曲げ部との距離を広げることで、精度を維持しています。
要求の厳しい用途向けの特殊材料
標準的な材料ではご要件を満たせない場合、特殊合金の採用が検討されます。こうした材料は、特定の経験を持つ加工業者を必要とします——すべての高精度加工工場がチタンや特殊ニッケル合金を適切に加工できるわけではありません。
チタンは、優れた比強度および卓越した耐食性により、「驚異の金属」と称されています。 材料専門家によると 、チタンは生体組織および骨と結合するという独特の性質を持ち、整形外科用インプラントにおいて代替不可能な存在です。また、航空宇宙分野では、その比強度の高さがエンジン部品や構造部材への採用を正当化し、高価格でも採用が進んでいます。
しかし、チタンは熱伝導率が低く、加工硬化しやすいため、製造において大きな課題が生じます。過熱を防ぐため、切削速度を慎重に制御する必要があります。成形には特殊な工具が必要であり、複雑な形状の場合にはしばしば熱間成形プロセスが用いられます。これらの要因により、ステンレス鋼の製造コストと比較して、通常3~5倍のコスト増加が見込まれます。
その他の理解しておくべき特殊材料:
- インコネルおよびハステロイ: 極端な高温および腐食性環境向けのニッケル系超合金。機械加工および成形が困難。
- ばね鋼: 弾性を必要とする部品向けの高降伏強度。特性は精密な熱処理によって制御される。
- 複合型不鋼: オーステナイト系およびフェライト系の特性を組み合わせ、強度および塩化物耐食性を向上。
- ベリリウム銅: 電気接点向けに優れた導電性およびばね特性を有する。毒性への懸念から、取り扱いには十分な注意が必要。
材料の厚さも、加工精度に影響を与えます。薄い材料(0.030インチ未満)は切断および取扱い中に変形しやすくなります。一方、厚い材料(0.125インチを超えるもの)は高出力の設備を必要とし、実現可能な曲げ半径が制限される場合があります。ご要望の厚さ仕様について、潜在的な加工業者と事前に相談し、その設備がご要件を満たすかどうかを確認してください。
結論として、材料選定は単に機能的要件を満たすだけではなく、加工パートナーが正確かつ一貫して加工可能な材料を選ぶことが重要です。材料に関する実績について率直な対話をすることで、認証書や設備一覧よりも、加工業者の実際の能力をより明確に把握できることが多いのです。
高精度加工における品質管理と検査
適切な材料を選択し、信頼できる加工業者を選びました。しかし、ここに最も重要な問いがあります:完成した部品が実際にご指定の仕様を満たしているかどうか、どうすれば確認できるでしょうか? 板金加工における精度は、出荷前にすべての寸法、表面状態、および特徴を検証する品質管理プロセスにおいて、その成否が決まります。
高精度板金加工における品質管理は、生産終了時に実施される単一の最終検査ポイントではありません。それは、加工工程全体にわたり継続的に組み込まれた包括的なシステムです。こうした品質管理システムを理解することで、加工業者の評価をより的確に行えるようになり、また、ご要件の厳しい部品が正確に仕様通りに納入されることを保証できます。
典型的な高精度加工ワークフローにおける主要な品質チェックポイントは以下のとおりです:
- 入荷検査: 加工開始前の材料証明書の確認、板厚測定、および表面状態の検査
- ファーストアーティクル検査: 量産開始前の初期サンプルに対する包括的な寸法検証
- 工程内検査: 各主要工程(切断、成形、溶接)後の重要寸法の検査
- 表面仕上げの検証: 外観要件に対する粗さ測定および目視検査
- 最終検査: 包装前の図面との完全な寸法検証
- 文書のレビュー: すべての必須認証、報告書、トレーサビリティ記録が整っていることの確認
各検査ポイントは、潜在的な問題をコストのかかる重大な課題に発展させる前に検出します。たとえば、わずかに公差から外れた曲げ角度は些細に思えるかもしれませんが、それが最終組立を不可能にする原因となるまでその影響は見過ごされがちです。
精度を保証する検査方法
複雑そうに聞こえますか? 実際にはそうかもしれません。しかし、現代の検査技術は、従来の手法と比較して、速度と精度の両方を劇的に向上させています。利用可能な検査技術を理解することで、自社プロジェクトに適した検査要件を明確に規定できます。
Xometry社の検査ガイドラインによると 、加工業者は通常、複数段階の検査レベルを提供しています:
- 標準検査: 品質管理(QC)部門が、材料、機能、仕上げを要求仕様と照合し、全体寸法、穴径、深さなどの重要寸法を測定します(顧客提供図面に基づき、通常は最大20項目まで)
- 寸法検査報告書付きの正式検査: 統計的サンプリング計画に従い、校正済み計測器具を用いて全寸法を100%記録。バルーン付き図面との対応関係も含む
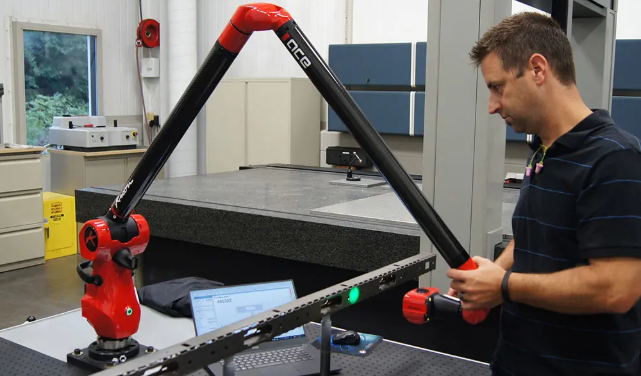
- CMM検査: 三次元座標測定機(CMM)による全寸法のマイクロメートル級精度での検証。複雑な形状において特に重要
- 初品検査報告書(FAIR AS9102): 航空宇宙業界標準の文書であり、すべての設計要件が正確に理解・検証されたことを客観的に証明する
三次元座標測定機(CMM)は、寸法検証における最高水準の手法です。 品質管理の専門家が説明するように cMMは、プローブを用いて部品の寸法をデジタルモデルと照合し、複雑な形状や特徴に対してマイクロンレベルの精度を実現します。特に、公差検証が絶対的に確実でなければならない航空宇宙産業および医療機器部品において、その価値が際立ちます。
光学検査システムは、迅速かつ非接触での計測を提供することでCMMを補完します。カメラ、レーザー、センサーを用いて寸法、輪郭、表面品質を評価し、繊細な部品やスピードが重視される場面に最適です。外観部品の表面欠陥検出においては、光学的手法が接触式手法では見落とされがちな問題を検出できることが多くあります。
表面粗さ検証には、粗さ試験機を用いて仕上げ面のテクスチャーを仕様と照合して定量化します。これは、ギア、シール、ベアリングなど、摩擦を伴う界面を持つ部品において特に重要であり、表面品質が性能および耐久性に直接影響を与えます。
文書管理およびトレーサビリティ基準
現場で医療機器が故障したと想像してください。調査担当者は、その部品を原材料まで遡り、すべての加工工程を把握し、影響を受ける可能性のある他の部品を特定する必要があります。そのため、文書化およびトレーサビリティは単なる官僚的負担ではなく、品質を支える不可欠な基盤なのです。
初品検査(FAI)報告書は、量産品質の基盤を提供します。航空宇宙業界で採用されているAS9102規格では、3つの重要なフォームが定義されています。フォーム1は部品情報および改訂履歴を記録します。フォーム2は原材料、特殊工程、およびサプライヤー情報を詳細に記載します。フォーム3は、各特性に対する検査結果を、使用した測定器具とともに文書化します。
これらの報告書には、膨張図(バルーン図)が添付されており、番号付き注釈により、どの寸法が検証されたかを明確に示しています。各バルーンは検査データに対応しており、図面と測定結果との間で明確なトレーサビリティを確保します。この相関関係は、監査時や品質問題の調査時に極めて価値があります。
品質保証を重視する加工業者は、工程全体を通じて文書化を継続します:
- 材質証明書: 原材料を特定の製造ロットおよび化学組成に結びつける工場試験報告書(ミル・テスト・レポート)
- プロセス記録: 各工程における機械設定、作業者識別情報、およびタイムスタンプ
- キャリブレーション記録: 測定機器が精度基準を満たしていることの証拠
- 不適合報告書(NCR): 発生したすべての逸脱事項および実施された是正措置の記録
- 最終検査記録: 合格/不合格判定を含む完全な寸法データ
統計的抜取検査計画は、各ロットから検査を実施する部品の数量を定めます。ASQC Z1.4 2008 Level II 標準に基づくと、26~50個のロットでは通常、8個のサンプルを検査し、不合格品は一切許容されません。一方、501~1,200個の大きなロットでは、80個のサンプルを検査する必要があります。このような抜取検査計画は、検査の徹底性と実際の生産制約とのバランスを図ることを目的としています。
品質管理システムが検出しなければならない代表的な精度課題には、長時間の生産運転中に生じる寸法のドリフト、材料ロット間で変動するスプリングバック、平直度に影響を与える溶接歪み、および取扱いによる表面汚染などがあります。品質に優れた製造業者は、最終検査のみに依存するのではなく、工程中における定期的なチェック、材料ごとに最適化された成形パラメータ、治具を用いた溶接順序といった予防的対策を実施しています。
包括的な品質管理への投資は、真に優れた精密板金加工会社と、単に十分なサービスを提供する会社とを明確に区別します。潜在的なパートナーを評価する際には、実際の検査報告書のサンプルを提示してもらい、その文書化手法を理解し、測定能力が自社プロジェクトの要件と一致することを確認してください。こうしたデューデリジェンスは、部品が到着した際に即時使用可能であるという形で大きな成果をもたらします。つまり、選別・再加工・不合格処分などの手間を省けるのです。
試作および製品開発支援
お客様は革新的な製品を設計し、そのコンセプトを検証し、市場における需要も確認済みです。次に重要な問いが立ち上がります。「この設計を、意図通りに機能する物理的な部品へとどう変換するか?」——ここにおいて、精密板金加工会社は単なる注文受託業者ではなく、真の開発パートナーとしての役割を果たすのです。
初期のコンセプトから量産に至るまでのプロセスは、単に金属を切断・曲げる作業を越えた、はるかに複雑な工程です。PEKO Precision社の業界専門家によると、製品の成功した市場投入には、設計、試作、検証、生産規模の拡大を体系的にカバーする構造化された新製品導入(NPI)プロセスが不可欠です。このライフサイクルを理解することで、各段階において加工パートナーの専門知識を最大限に活用できます。
カスタム高精度板金加工プロジェクトにおける典型的なプロジェクト・ライフサイクルは以下の通りです:
- コンセプト定義: 初期のアイデアを、明確なマイルストーンと仕様を伴う管理可能なプロジェクト範囲へと具体化します
- プロトタイピング: コンセプトの実証および設計の実現可能性評価のため、機能的なサンプルを製作します
- 設計の洗練化: DFM(製造性向上設計)最適化およびエンジニアリング更新を通じて、得られた知見を反映させます
- パイロット生産: 量産準備完了状態のプロセスおよび品質保証システムを最終確認する「本番前の最終リハーサル」
- 量産開始: 正式な設計凍結(Design Freeze)を行い、構成管理および完全な品質文書を整備します
- 継続的改善: 顧客からのフィードバックに基づく継続的な改善および次世代の機能強化
各フェーズは前段階を基盤として構築されており、量産に近づくにつれて、精度要件がますます重要になっていきます。経験豊富な製造業者がこの進展をいかに支援しているかを詳しく見ていきましょう。
プロトタイプから量産まで
製品開発に数か月を費やしたにもかかわらず、量産段階に入って初めて設計が一貫して製造できないことに気づく——このような状況は残念ながらよくあることですが、適切なプロトタイピングによってまさにこれを防ぐことができます。
フィクティブ社のプロトタイピング専門家によると、板金プロトタイピングにより、エンジニアは本格的な量産に着手する前に部品の形状(form)、適合性(fit)、機能(function)を評価できます。製造ツールおよびデジタルワークフローにおける現代的な進歩により、プロトタイピングはより迅速かつ高精度になり、量産意図に極めて近い状態で実施可能となり、チームは品質を損なうことなく素早く反復試作を行えるようになりました。
なぜこれがカスタム精密板金製造エンクロージャーのプロジェクトにおいて重要なのでしょうか? それは、量産用の材料および工程で製作されたプロトタイプによって、CADモデルでは単に予測できない問題が明らかになるからです。
- 組立障害: 3Dモデル上では完璧に見える部品が、実際には想定通りに組み合わさらない場合があります。
- 材料の挙動: スプリングバック、加工硬化、熱的影響といった現象が、実際に触れる形での課題として顕在化します。
- 製造上の制約: 折り曲げ部と他の特徴部との距離、最小曲げ半径、工具のアクセス制約などが明確になります。
- 表面仕上げの実態: 溶接外観、塗装の密着性、外観に関する要件が検証されます。
精密板金製造工場と協力してプロトタイピングを行う(汎用の工作機械店ではなく)最大の利点は、「量産への整合性」です。レーザー切断、CNCパンチング、ベンディング、溶接などの技術は、量産時にも使用されるものと同一です。このため、プロトタイプは最終部品の特性を正確に反映し、現実的な性能試験を可能にします。
迅速なプロトタイピング機能により、開発期間が大きく短縮されました。現代の製造技術を用いれば、従来数週間かかっていたプレス板金部品のプロトタイプ製作を、数日で実現できます。このスピードアップによって、従来の手法では単一のプロトタイプ作成に要していた期間内に、複数回の設計反復が可能になります。
受託製造の関係は、しばしばプロトタイピング段階から始まります。NPI(新製品導入)に特化した製造業者と早期に提携することで、製造成功に向けた設計を支援するエンジニアリング専門知識へのアクセスが得られます。こうしたパートナーは、ナプキンの裏に描いたようなラフなスケッチから、完全に完成された3Dモデルに至るまでの、あらゆる段階の概念に対して協力し、後工程での高額な設計変更を未然に防ぐための助言を提供します。
製造性向上設計(DFM)支援およびエンジニアリング連携
優れた製造パートナーと卓越した製造パートナーを分ける要素の一つが、「製造性向上設計(DFM)」支援です。DFMとは、単に部品の製造コストを下げるためだけのものではなく、コストとリスクを削減しながら、より優れた部品を実現するための設計アプローチです。
アドバンテージ・メタル・プロダクツ社の製造専門家によると、板金部品のDFM(設計製造性向上)とは、部品設計を加工工程の細部に合わせる戦略的なアプローチです。この最適化により、生産コストが削減され、効率が向上し、最終製品の品質が向上します——デザイン意図を損なうことなく実現します。
意味のあるDFM連携とはどのようなものでしょうか?経験豊富な加工業者が評価する以下の重要な要素をご覧ください:
- 曲げ半径の最適化: 材料厚さと曲げ半径のバランスを取ることで、亀裂や変形を防止するとともに、金型の簡素化を図ります
- 穴の配置戦略: 曲げ部やエッジに対する穴の位置決めにより、構造的健全性および製造効率を維持します
- 公差の合理化: 過剰設計を避けつつ、精度を確保できる現実的な公差を設定します
- コーナー半径に関する検討: 丸みを帯びたコーナーは応力集中を低減し、安全性を向上させます
- 材料選定の支援: 材料の特性を、設計要件および加工特性の両方に適合させます
デジタルツールはDFM(製造しやすさ設計)の効果を高めます。3D CADモデリングにより可視化が可能となり、チームは金属を切り始める前に潜在的な問題を特定できます。シミュレーションおよびプロトタイピングソフトウェアは課題を事前に予測し、設計者が事前最適化を実施できるよう支援します。コラボレーションプラットフォームは、設計エンジニアチームと加工専門家との間で、洞察をリアルタイムで共有することを可能にします。
高精度な板金加工による筐体プロジェクトにおいて、DFM(製造しやすさ設計)は、設計者が当初見落としていた改善機会を明らかにすることがよくあります。例えば、複数の部品を単一の成形部品に統合することで組立作業工数を削減できるかもしれません。あるいは、曲げ順序を調整することで金型干渉を解消できるかもしれません。こうした知見は、加工プロセスに関する深い専門知識を持つ加工業者が、量産決定前の設計をレビューする際に得られます。
パイロット生産フェーズ(しばしば「最終の総合リハーサル」と呼ばれる)では、DFM(製造性向上設計)に関する推奨事項が実際の現場で本当に機能するかどうかを検証します。NPI(新製品導入)の専門家によると、この段階は量産開始前の設計変更が可能な最後の機会です。品質管理システムが本格的に稼働し、規制要件の確認が行われ、全製造工程が量産条件のもとで実行されます。
プロトタイピングおよびパイロット生産を無事に完了した後、量産開始に伴い設計は凍結されます。図面は正式に発行され、構成管理(Configuration Control)が導入され、その後に製造されるすべての部品は、検証済みの仕様と完全に一致しなければなりません。この厳格な管理体制により、部品番号1,000番目の部品も、部品番号1番目の部品と同一の性能・品質を確保できます。
精度要件と製品開発との関係は明確です:適切な新製品導入(NPI)プロセスへの投資、および高度な加工能力を備えたパートナー企業との連携は、生産リスクを劇的に低減します。PEKOが引用したForbesの調査によると、回答者の73%が、開発およびNPI段階におけるリスクと機会の追跡が、製品上市目標および利益率目標の達成にとって極めて重要であると認識しています。
医療機器、電子機器筐体、産業用機器向けにカスタムの高精度板金加工部品を開発する場合でも、コンセプトから量産に至るまでのプロセスには共通するパターンがあります。単なる量産能力だけでなく、真のNPI専門知識を持つ加工パートナーを選定することで、開発スケジュールを加速させるとともに、製品上市を妨げる高コストな予期せぬ事象を大幅に削減できます。 
高精度プロジェクト向けの国内およびグローバル調達
精度要件を明確にし、加工業者を評価し、材料に関する検討も終えました。次に、製造現場の意思決定をますます左右する戦略的な問いかけが待ち受けています:国内調達を行うか、それとも海外調達を検討するか?この選択は単価のみならず、納期、コミュニケーション、品質管理、ひいてはプロジェクト全体の成功にまで影響を及ぼします。
国内調達と海外調達の議論は、「どちらが優れているか」を決めるものではありません。むしろ、それぞれのトレードオフを理解し、自社のプロジェクトに最も適した調達戦略を選択することにこそ意味があります。では、地域ごとに異なる高精度板金加工メーカーを評価する際に、実際には何が重要となるのかを詳しく見ていきましょう。
| 係数 | 国内(米国) | 海外(中国) |
|---|---|---|
| リードタイム | 通常2~4週間(急ぎ対応も可能) | 輸送期間を含めて4~8週間(港湾での遅延が発生する可能性あり) |
| コミュニケーション | 同一タイムゾーンであり、言語による障壁がない | 12時間以上の時差があり、言語面での課題が生じる可能性がある |
| 品質管理 | 工場訪問が容易で、直接検査へのアクセスが可能 | 第三者検査または現地訪問が必要 |
| 単価 | 人件費が高め(時給25ドル以上) | 人件費が低い(時給5~7ドル) |
| 総額 | 予測可能;隠れた費用が少ない | 輸送費、関税、輸入課税が15~30%上乗せされる場合がある |
| 柔軟性 | 設計変更が迅速;素早い調整が可能 | 変更にはより長い実施サイクルが必要 |
| 認証 | ITAR(米国国防貿易規制)対応が容易;標準規格への理解・対応が定着 | ISO/IATF認証対応可能;一部の認証については検証が困難な場合もある |
こうしたトレードオフを理解することで、どちらかの調達アプローチについて安易な前提に頼るのではなく、根拠に基づいた意思決定が可能になります。
国内製造の利点
米国内の高精度板金加工メーカーから調達する場合、スピードと簡便性があなたの味方となります。 メッド・メタルズ社の国内調達専門家によると 、納期が短縮され、輸送リスクが軽減されることで、税関手続き、港湾の混雑、あるいはグローバルな物流障害などによる予期せぬ遅延が発生せず、プロジェクトを計画通りに進行させることができます。
コミュニケーション面での利点は、過大評価することはありません。同一タイムゾーンで作業することで、12時間ものメールの往復による煩わしい遅延が解消されます。問題が生じた場合(そしてそれは必ず起こります)には、電話をかけて即座に解決することが可能であり、些細な懸念が重大な遅滞へと発展するのを防ぎます。特に、設計チーム間の緊密な連携が求められる高精度シートメタル加工案件において、この迅速な対応力は極めて貴重です。
国内のパートナーと協業することで、品質管理は飛躍的に簡素化されます。工場を直接訪問し、製造工程を観察し、自社部品を製造する担当者との信頼関係を築くことができます。こうした直接的なアクセスにより、以下のことが可能になります:
- 施設監査: 設備能力および品質保証体制を、実際に確認できます
- 工程観察: 重要工程を直接見学し、改善機会を特定できます
- 迅速な問題解決: タイムゾーンをまたいだ対応ではなく、即座にアドレス品質に関する懸念事項に対処する
- 関係構築: 長期的に成果を向上させるパートナーシップを構築する
コストの透明性は、国内調達にも有利に働きます。単価がやや高めに見える場合でも、海外調達に伴う隠れたコスト——輸送費、関税、課税、為替変動——により、一見した節約が予期せぬ費用へと転化してしまうことがあります。精密板金加工の価格が一見有利に思われても、最終到着コスト(トータルランデッドコスト)を算出すると、その評価は大きく変わることがあります。
ITAR(国際兵器取引規制)への準拠が求められる防衛関連プロジェクトにおいては、国内製造は選択肢ではなく必須となります。同様に、知的財産の保護が重要となる場合、米国内で生産を維持することで、リスクへのさらされる可能性を低減できます。
グローバル調達の検討事項
現実を直視しましょう。海外製造を完全に排除することは、正当なメリットを無視することを意味します。中国における高精度シートメタル加工は劇的に進化しており、多くのメーカーが欧米の競合他社と同等あるいはそれを上回る品質水準を達成しています。鍵となるのは、適切なパートナーを選定し、関係性を適切に管理することです。
製造業アナリストによると 、中国のコスト優位性は依然として大きく、米国と比較して人件費は最大70%低く、さらに大規模生産施設による規模の経済も加わっています。価格感度の高いプロジェクトや大量注文の場合、こうした経済的要因は非常に魅力的な機会を創出します。
中国の高精度板金加工工場は、しばしば迅速なプロトタイピングと柔軟なカスタマイズに優れています。中国の製造業中小企業(SME)の60%以上がカスタマイズ生産サービスを提供しており、大規模な欧米系事業体が対応しづらいほどの迅速な方向転換や設計反復が可能となっています。このような機動性は、設計変更が頻繁に予想されるR&D重視のプロジェクトにとって大きなメリットです。
かつて海外調達を特徴づけていた品質格差は、大幅に縮小しています。中国のトップクラスの高精度板金加工メーカーは、国内競合他社と同等の認証(ISO 9001:2015、自動車業界向けIATF 16949、および業種別品質管理システム)を取得・維持しています。課題は、技術的能力ではなく、その検証および継続的な品質保証にあります。
従来の海外調達に対する懸念を特定の能力を通じて解消する、中国の高精度設計・板金加工パートナーをご検討ください:
- 迅速なプロトタイピングサービス: 5日間の納期で、量産投入前の設計検証が可能です
- 包括的なDFMサポート: 製造成功に向けた設計最適化を実現するエンジニアリング連携
- 自動車業界向け認証: IATF 16949準拠により、プロセスの厳密性を証明
- 迅速なコミュニケーション: タイムゾーンによる遅延を最小限に抑える迅速な見積もり対応
例えば シャオイ (寧波) メタルテクノロジー 中国の高精度板金加工メーカー新世代を代表する存在——IATF 16949認証品質、5日間での迅速な試作、および12時間以内の見積もり対応を通じて、従来の海外調達における課題に対応しています。包括的なDFM(製造可能性設計)サポートにより、顧客は量産前の設計を最適化でき、海外プロジェクトのスケジュールを長引かせがちな反復サイクルを削減します。
最も賢い高精度板金加工メーカーは、しばしばハイブリッド型アプローチを推奨します。戦略的調達の専門家は、開発初期段階の試作および量産には中国の柔軟性を活用し、最終組立、品質保証、あるいは厳格な規制要件が求められる用途については国内の能力を活用することを提言しています。
海外調達の成功には、リスク軽減戦略が不可欠となります:
- 製造業者は審査済みですか?国際的な顧客との実績があり、顧客の参照情報を提供できるでしょうか? 契約締結前に、認証状況、技術能力、実績(参考事例)を十分に審査すること
- 明確な仕様: 解釈の余地を残さない詳細な文書化
- 第三者検査: 出荷前の品質について第三者による独立した検証
- 関係構築への投資: 定期的なコミュニケーションおよび現地訪問を通じた意思疎通と連携の維持
- サプライチェーンの多様化: 単一調達先リスクを低減するための複数の適格なサプライヤーの確保
国内調達か海外調達かという選択は、最終的に貴社の具体的な優先課題によって決まります。ITAR適合性を要するプロジェクト、迅速な試作・改良(イテレーション)が必要なプロジェクト、あるいは厳密なスケジュール管理が求められるプロジェクトでは、国内パートナーが有利であることが多いです。一方、大量生産、コスト重視の用途、または設計が安定しているプロジェクトについては、海外調達がメリットを発揮することがあります——特に、一貫した高品質を実証済みの認証取得済み精密板金加工メーカーと連携する場合においてはなおさらです。
調達戦略がいかなるものであれ、前述のセクションで述べた評価基準は引き続き適用されます。認証、設備能力、品質管理システム、およびエンジニアリング支援は、地理的要因に関係なく重要です。異なる点は、これらの能力をいかに検証し、距離やタイムゾーンの隔たりを超えて継続的な関係を管理するかという点にあります。
調達戦略が明確になったら、加工プロジェクトに対して具体的な行動を起こす準備が整います。最終ステップでは、自社の要件を明確に伝える効果的な依頼書を作成し、加工業者が正確かつ競争力のある提案を提示できるようにすることです。
加工プロジェクトの次のステップへ進む
精密シートメタル加工会社に関する多岐にわたる情報をご確認いただきました。公差要件、主要工程、品質管理システム、調達戦略など、幅広いトピックをカバーしています。次に最も重要なステップが待ち受けています——この知識を実践に移す瞬間です。自社近くの精密シートメタル加工業者をお探しの場合でも、グローバルなサプライヤーを評価する場合でも、十分に準備された見積もり依頼書(RFQ)こそが、成功するプロジェクトと、もどかしい経験との分水嶺となります。
正確かつ競争力のある見積もりを確実に得るか、あるいは無限に続く確認作業のループに陥るか——その違いは、しばしば事前の準備にかかっています。出典: 加工部品調達の専門家 によると、見積もりプロセスを最も遅らせる要因は、後から質問せざるを得なくなる状況です。事前に完全な資料を準備するために費やす時間は、その後の成果——すなわち迅速かつ的確な見積もり獲得——によって十分に報われます。
最高の結果を得るためのRFQ作成
近くの精密板金加工業者や海外のパートナーに連絡する際に、どのような情報を含めるべきでしょうか?以下は、加工業者が迅速かつ正確に応答できるために不可欠な情報です。
- 完全な設計データ: 最新の部品図面および3D CADモデル(STEPまたはSolidWorksファイル)—公差、重要特性、および全寸法情報が含まれていること
- 材料の仕様 材料種別、公称板厚、グレード、および特別な調達要件(DFARS準拠、国内調達のみなど)
- 表面処理の詳細: 指定する粉体塗装メーカーおよび製品型番、あるいは最低限として色合わせ用のRAL番号
- 包装要件: 部品の納入形態(ストレッチラップ包装、バルク梱包、または保護のためのカスタムボックス入りなど)
- 品質検証要件: 該当部品に対する初品検査(FAI)またはPPAP(生産部品承認プロセス)要件
- 生産数量およびスケジュール: 見込生産数量および予定納期
この完全な情報を精密板金加工サプライヤーに提供することで、見積もりの遅延や誤りを招くやり取りを排除できます。品質の高い加工パートナーは、詳細なRFQ(見積依頼書)を高く評価します。それは、プロセスを理解し、真剣に取引を検討している顧客であることを示すからです。
設計図面およびコミュニケーションに関するヒント
CADファイルおよび図面は、正確な見積もりの基盤となります。業界ガイドラインによると、不完全な文書化は、加工業者が追加の確認を行う必要が生じた際に、価格の変動や納期の遅延を引き起こす可能性があります。必ず、折り線、穴の位置、重要寸法、およびその他の特別な指示事項をファイルに含めてください。
コミュニケーションの方法も同様に重要です。加工業者からの質問には迅速に回答してください。納期に関する制約については正直に伝えてください。特に部品の納入が急ぎの場合は、最初から明記しておけば、相手は自社の生産能力を評価し、現実的なスケジュールを提案できます。必要な情報が不明な点があれば、遠慮せずに質問してください。
高品質な製造パートナーから期待すべきものは何でしょうか?迅速な対応が可能なサービス体制こそ、優れた企業を際立たせる要素です。例えば、 シャオイ (寧波) メタルテクノロジー は12時間以内の見積もり返答を実現しており、プロジェクトの遅延を最小限に抑えるという点で、まさにその迅速な対応力を示しています。潜在的なパートナーを評価する際には、最初の問い合わせに対してどの程度素早く応答するかを確認してください。これは、その後の生産工程全体におけるコミュニケーション品質を予測する上で、しばしば重要な指標となります。
契約を結ぶ前に、何が含まれているのかを十分に理解せずに、単に割引価格を追求した精密板金加工の見積もりを求めてはいけません。本稿でこれまで検討してきた通り、最も低い価格は、品質、文書化、あるいはサービス面での妥協を隠している場合がよくあります。単なる単価ではなく、総合的な価値——すなわち技術能力、認証取得状況、コミュニケーション力、信頼性——を総合的に評価しましょう。
航空宇宙機器の部品や民生用電子機器の筐体など、高精度な板金加工の案件を探している場合でも、基本原則は変わりません。すなわち、十分な準備を行い、明確なコミュニケーションを図り、自社プロジェクトの要件に合致する技術力を有する加工業者と提携することです。本稿で得た知識により、板金加工の分野を自信を持って navigating できるようになり、ご用途に求められる高精度な成果を確実に実現できます。
精密板金加工に関するよくあるご質問
1. 精密板金加工とは何ですか?
高精度板金加工とは、通常±0.005インチから±0.010インチ(±0.13mm~±0.25mm)という極めて厳しい公差で金属部品を製造する工程であり、標準的な板金加工公差に比べて最大で10倍も厳密です。この工程には、ファイバーレーザー、角度測定システムを備えたCNCプレスブレーキ、および三次元測定機(CMM)検査を含む高度な品質管理を実施する先進的設備が不可欠です。航空宇宙、医療機器、電子機器などの産業では、寸法精度が製品の性能および安全性に直接影響を与える部品の製造において、高精度板金加工が不可欠です。
2. 高精度板金加工会社の選び方は?
潜在的なパートナーを、以下の6つの主要な基準を用いて評価してください:関連する認証(自動車業界向けISO 9001:2015およびIATF 16949、航空宇宙業界向けAS9100)の有無を確認し、設備の能力および保守プログラムを評価し、初品検査(First Article Inspection)プロセスを含む品質管理システムを検討し、標準納期および短納期対応の両方における納期対応能力をレビューし、エンジニアリング支援およびDFM(設計製造性)支援の提供状況を確認し、自社が属する業界からの顧客推薦状を要請します。その目的は、単に最も低価格のサプライヤーを選択することではなく、加工業者が実績をもって証明済みの能力を、自社プロジェクトの具体的な要件と正確にマッチさせることにあります。
3. 精密板金加工業者が保有すべき認証は何ですか?
必須の認証は業界によって異なります。ISO 9001:2015は品質マネジメントの基盤を形成します。ITAR登録は防衛関連プロジェクトに必要です。AS9100認証は航空宇宙分野のアプリケーションにおいて必須であり、IATF 16949は自動車分野の業務に適用されます。ISO 13485は医療機器製造をカバーしています。AWS(米国溶接協会)の認証(例:Certified Welding Fabricator[CWF])は溶接技術の熟練度を示します。これらの認証は、文書化された手順、定期的な監査、校正済みの設備、および完全なトレーサビリティを証明するものであり、一貫した高精度成果を実現するために極めて重要です。
4. 国内における精密板金加工と海外における精密板金加工の違いは何ですか?
国内製造では、納期が短縮されます(海外製造の4~8週間に対し、2~4週間)、同一タイムゾーンでのコミュニケーションが可能であり、品質監視のための工場訪問も容易で、総コストの予測も容易です。一方、中国などからの海外調達は、人件費が低く、カスタマイズ対応可能な迅速な試作を実現できます。ただし、海外調達では輸送費や関税(最大15~30%)が追加され、第三者による検査も必要となります。現在、主要な海外メーカーの多くはIATF 16949などの認証を取得しており、中には5日間での試作対応や12時間以内の見積もり提出サービスを提供する企業もあり、従来の懸念点を解消する取り組みが進んでいます。
5. 精密板金加工に最も適した材料は何ですか?
材料の選定は、お客様のアプリケーション要件によって異なります。ステンレス鋼(304/316)は、寸法安定性および耐食性に優れており、医療機器や食品加工分野に最適です。アルミニウム(5052/6061)は、電子機器や航空宇宙分野向けに軽量かつ高精度な成形が可能ですが、スプリングバックが大きいため、補正が必要となります。炭素鋼は、機械装置分野において、比較的低コストで予測可能な成形挙動を実現します。チタンなどの特殊材料は、航空宇宙分野や医療用インプラント向けに、極めて優れた比強度を提供しますが、専門的な技術を有する加工業者による加工を要し、通常、ステンレス鋼加工と比較して3~5倍のコストがかかります。