 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

溶接シートメタル専門会社の秘訣:原料鋼材から完成部品まで

溶接板金専門会社とは何か
カスタムブラケット、複雑なエンクロージャー、あるいは市販品には存在しない構造部品が必要だと想像してください。そのような場合、どこに頼ればよいでしょうか?まさにこのような場面で、溶接板金専門会社の価値が際立ちます。こうした専門的な製造業者は、原材料の金属を、お客様の厳密な仕様に合わせて精密に設計された部品へと変換し、設計概念と実用可能な製品との間のギャップを埋めてくれるのです。
溶接板金専門サービスの定義
溶接板金専門会社は、カスタム金属部品およびアセンブリの製造に特化しており、その製造プロセスには 熟練した板金溶接技術が用いられます 切断、成形、仕上げ工程と組み合わせた加工です。標準化された製品を大量生産する工場とは異なり、これらの専門業者はCADファイル、設計図面、または顧客からの仕様説明に基づき、フレーム、金物、筐体、構造用アセンブリなどの独自部品を製造します。
特殊加工業者を他と区別する特徴は何でしょうか? 以下のような主要な違いが見られます。
- カスタム対応能力: すべてのプロジェクトに対して、設計意図の解釈から最終検査に至るまで、個別の対応が行われます。
- 材料に関する専門知識: 各種合金が板金溶接工程においてどのように挙動するかについての深い理解(スプリングバックの計算や結晶粒方向の考慮を含む)
- 精密公差: 一般加工では±1/16インチ~±1/8インチの公差が一般的ですが、特殊加工業者は±0.005インチ~±0.010インチという極めて厳しい公差を実現することがあります。
- 品質認証: 航空宇宙、医療機器、自動車およびその他の規制対象産業に対応する、文書化された品質保証システム
これらの企業は、より深い溶接浸透を必要とする特定の用途や、遮蔽ガスが実用的でない屋外作業条件などに応じて、フラックスコア溶接による薄板鋼板の溶接といった特殊技術も取り扱っています。
製造業における高精度板金加工の重要性
では、なぜ高精度がこれほどまでに重要なのでしょうか?たとえば、寸法が合わない部品は現場での修正作業を余儀なくされ、その結果、人件費が増加し、プロジェクトの納期が延長されます。寸法のばらつきは製品の不具合、保証請求、さらには企業の評判損失につながる可能性があります。厳密な公差が求められる産業において、品質の低い板金加工および溶接能力は、高額な遅延や、場合によっては製品の全面的な不合格を招くことになります。
高品質な板金溶接サービスがもたらす価値とは:
- プロジェクト全体のコスト削減: 手直し作業および現場修正の排除
- 組立工程の効率向上: 高精度な部品は初回から正確に適合する
- 製品性能の向上: 寸法精度は、運用時の信頼性に直接影響します
- 規制の遵守: 完全なトレーサビリティ、統計的工程管理(SPC)、および初品検査の文書化
特殊加工への投資は、組立時間の短縮、再作業の排除、および製品性能の向上という形で成果をもたらします。人命が寸法精度に依存する医療機器の開発においても、正確なEMIシールド性能が求められる電子機器筐体の製造においても、経験豊富な板金溶接サービスと提携することで、お客様のアプリケーションが要求する厳格な品質基準を満たす部品を確実に提供できます。
板金加工における溶接方法の種類
なぜ一部の板金部品にはほとんど目立たない継ぎ目が見られる一方で、他の部品では目立つ溶接ビードが確認されるのか、と疑問に思ったことはありませんか?その答えは、各用途に最適な溶接方法を選択することにあります。板金加工における溶接方法の種類を理解することで、加工業者との円滑なコミュニケーションが可能となり、プロジェクトに対して強度・外観・コスト効率のいずれの観点からも最適な接合技術が適用されることを保証できます。
生産効率向上のためのMIG溶接
生産速度が重要な場合、MIG溶接による薄板鋼板の溶接は 特殊な製造業者にとって最も選ばれる手法となります 。金属不活性ガス(MIG)溶接——別名ガス金属アーク溶接(GMAW)——は、連続供給式のワイヤ電極を用い、そのワイヤが溶融して溶接プールに融合する一方で、不活性保護ガスが大気中の汚染から溶接部を守ります。
なぜMIG溶接機を用いた薄板鋼板の溶接がこれほど人気があるのでしょうか?以下の利点をご覧ください:
- 短時間での溶接: 連続的なワイヤ供給により、溶接作業者は電極の交換のために作業を中断することなく、継手を迅速に完成させることができます
- 多様な素材への対応性: 炭素鋼、ステンレス鋼、アルミニウムのいずれに対しても優れた溶接性を発揮します
- 操作が容易: 他の溶接方法と比較して、比較的少ない訓練で高品質な溶接結果を得ることが可能です
- 清潔な作業環境: スラグおよび飛散物が極めて少なく、溶接後の清掃作業が大幅に削減されます
MIG溶接は、自動車ボディの製造、産業用機器の製造、および生産量が高速溶接を正当化する構造物の組立において優れた性能を発揮します。厚板材で深い溶け込みを必要とする場合、溶接業者はフラックス溶接(フラックスコアドアーク溶接:FCAW)などのシートメタル溶接技術を採用することがあり、これは外部遮蔽ガスを必要とせず屋外でも実施可能であるため、さまざまな環境において極めて汎用性が高いです。
高精度用途向けのTIG溶接
プロジェクトにおいて卓越した溶接品質と外観が求められる場合、TIG溶接(シートメタル向け)は比類なき結果を提供します。タングステン不活性ガス(TIG)溶接—正式名称はガス・タングステンアーク溶接(GTAW)—は、消耗しないタングステン電極を用いてアークを発生させ、溶接作業者が必要に応じて手動で溶接材を供給する方式です。
なぜ溶接業者が重要部品へのTIG溶接を推奨するのでしょうか?このプロセスには以下の特長があります:
- 卓越した精密性と制御性: 溶接工は熱入力を正確に制御でき、薄板材の焼き貫きを防止できます
- 優れた溶接外観: 清潔で視覚的に魅力的なビードを形成し、通常は追加の仕上げ作業を必要としません
- 材料の柔軟性: ステンレス鋼、アルミニウム、チタン、特殊合金など、多種多様な金属に対応します
- スパッタなし: 清浄な作業場および部品を実現します
TIG溶接は、清浄性が極めて重要な食品加工機器、燃料配管および燃料タンク、排気システム、航空宇宙部品などの分野で広く採用されています。一方、スタック溶接(被覆アーク溶接)は、現場修理や屋外作業における薄板溶接の選択肢として残っていますが、品質が速度よりも重視される制御された工場環境では、その高精度からTIG溶接が好ましい選択となります。
組立工程向けスポット溶接
スポット溶接による薄板金属の接合は、材料を溶接する際にアークではなく電気抵抗を利用するという全く異なるアプローチを採用しています。2つの電極が重ね合わせた金属板に圧力を加えながら電流を流すことで、接触部で十分な熱が発生し、金属板を溶融・接合します。
この方法には、以下の明確な利点があります:
- 極めて高い生産速度: 各溶接は数十分の1秒という短時間で完了します
- 溶接材(フィラー)が不要です: 消耗品コストが削減され、溶接材の選定に関する懸念も解消されます
- 自動化が容易です: ロボット生産ラインへのシームレスな統合が可能です
- 後処理が最小限です: 溶接部は実質的に清掃や仕上げ作業を必要としません
- 安全性が高い操作です: 開放火焰やシールドガスは不要
スポット溶接は、自動車ボディの組立、家電製品の製造、および薄い重ね合わせ板材を迅速に接合する必要があるあらゆる用途で主流です。現代の自動車ボディが数千もの一貫性と信頼性に優れた接合部で組立てられるのは、このためです。
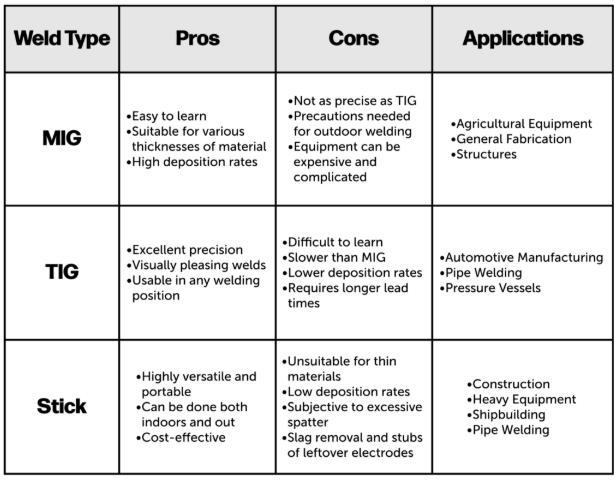
プロジェクトに適した溶接方法の比較
適切な溶接技術を選択するには、ご要件に応じた検討が必要です。板材向けレーザー溶接機は、マイクロ部品や熱に敏感な材料に対して極めて高い精度を実現しますが、従来の溶接法はより広範な用途に対応します。以下に、主な溶接方法の特徴を比較します:
| 方法 | 最適な適用例 | 材料の厚さ範囲 | 速度 |
|---|---|---|---|
| MIG 溶接 | 自動車ボディ、産業用機器、構造物のアセンブリ、量産加工 | 24ゲージ~1/2インチ(0.6mm~12.7mm) | 高速—大量生産に最適 |
| TiG溶接 | 航空宇宙部品、食品加工設備、燃料システム、高精度エンクロージャ | 26ゲージ~1/4インチ(0.5mm~6.4mm) | 低速—速度よりも品質を重視 |
| ポイント・ウェルディング | 自動車の組立、家電製品、筐体、重ね板継手 | 28ゲージ~1/8インチ(0.4mm~3.2mm) | 非常に高速—溶接1個あたり数秒 |
| レーザー溶接 | 医療機器、電子機器、精密機器、熱に弱い材料 | 30ゲージ~1/8インチ(0.3mm~3.2mm) | 非常に高速で変形が極めて小さい |
| フラックスコアド(FCAW) | 重機、屋外建設、厚手の構造部材 | 18ゲージ~1インチ(1.2mm~25.4mm) | 高速かつ深部への十分な溶け込みを実現 |
に従って 溶接業界の専門家 レーザー溶接は、薄板材に対して従来のアーク溶接法と比較して約3~5倍の高速で作業が可能であり、さらに熱影響部が極めて小さく、ほぼ目立たない継ぎ目を形成します。このため、速度と精度の両方を要求される用途に最適です。
要点は? 自社プロジェクトの優先事項に応じて、最適な溶接方法を選択することです。鋼製アセンブリの大量生産を要する場合——MIG溶接が最適です。ステンレス鋼製食品機器において完璧な外観を求める場合——TIG溶接が最適の選択肢です。同一形状の筐体を数千個単位で組み立てる場合——スポット溶接が圧倒的な効率性を発揮します。こうした各溶接法の違いを理解することで、自社の特定用途に最適な加工能力を備えた製造パートナーを選定できます。
板金溶接専門家が取り扱う材料
次の製造プロジェクトには、どのような素材を選択すべきでしょうか?その答えは、強度、重量、耐食性、および予算といった、ご使用用途の要件によって異なります。熟練した溶接式板金専門業者は、多様な素材を扱っており、それぞれが特定の用途に最適な独自の特性を備えています。こうした選択肢を理解することで、適切な判断を下し、製造パートナーとの円滑なコミュニケーションを実現できます。
鋼種とその産業用途
鋼は依然として 板金製造における主力素材 ——幅広い用途において優れた強度対コスト比を提供します。ただし、すべての鋼材が同等というわけではありません。専門の製造業者は、いくつかの明確に区別された鋼種を取り扱っています。
- 熱間圧延鋼板: 高温で成形されるこの素材は、比較的低コストでありながら柔軟性と加工性に優れています。表面仕上げが特に重要でない構造部品やフレームなどへの適用に最適です。
- 冷間圧延鋼板: 常温で加工することで、強度が高く寸法精度に優れた製品が得られます。商業用建物の建設や収納システムに最適です。
- 亜鉛メッキ鋼: 錆びを防ぐため亜鉛被覆された通常の鋼板で、建設、自動車、通信、風力および太陽光発電産業などで広く使用されています。
亜鉛めっき鋼板の溶接においては、加工業者は特有の課題に直面します。「亜鉛めっき鋼板は本当に溶接可能か?」——はい、十分可能です。ただし、専門的な知識と技術が必要です。亜鉛被覆は溶接部への浸透を妨げ、完成した継手に気孔を生じさせる可能性があります。熟練した溶接作業員は、通常、溶接直前の該当部位の亜鉛被覆を除去し、溶接完了後に再び亜鉛めっき処理を行って耐食性を復元します。
亜鉛めっき鋼板のMIG溶接には、健康面での配慮も必要です。 According to 金属加工の安全専門家 亜鉛は溶接中に蒸発し、酸化亜鉛の煙を発生させ、「金属煙熱(メタル・フューム・フィーバー)」を引き起こす可能性があります。これは、悪心、頭痛、悪寒などのインフルエンザ様症状を伴います。さらに、亜鉛めっき層に含まれる微量の鉛も蒸発し、長期的な健康被害を引き起こす可能性があります。亜鉛めっき鋼板の溶接作業では、適切な換気、呼吸用保護具(マスク)、および安全教育が不可欠です。
アルミニウムおよび軽量金属の応用
重量が重要な要素となる場合、アルミニウムは卓越した性能を発揮します。鋼材の約3分の1の重量であるアルミニウムは、複数の産業分野において不可欠な材料となっています。溶接用途の板材には、以下の要件を満たす必要がある場合、しばしばアルミニウムが採用されます。
- 部品の軽量化: 航空宇宙、自動車、輸送機器など、1ポンド(約454g)の重量差が燃費に影響を与える応用分野において極めて重要
- 自然な耐腐食性: アルミニウムは、環境劣化から保護するための不動態酸化被膜を自ら形成します
- 優れた熱伝導性および電気伝導性: 熱交換器、電子機器用エンクロージャー、および電気部品に最適です
- リサイクル性: アルミニウムは性質を損なうことなく繰り返しリサイクル可能であり、持続可能性目標の達成を支援します
業界の材料ガイドによると、アルミニウムの引張強さは合金組成に応じて40~690+ MPaの範囲で変化し、添加合金により強度特性が大幅に向上します。食品・飲料メーカーは包装材としてアルミニウムを広く採用しており、自動車メーカーは車体パネルに多量に使用して車両全体の重量低減を図っています。
アルミニウムの溶接には、鋼材とは異なる技術が必要です。また、 専門の溶接技術者によると 、アルミニウムは融点が低く熱伝導性が高いため、溶接作業中には精密な制御が求められます。アルミニウムへの溶接では通常TIG溶接が最も優れた結果をもたらしますが、厚板や量産環境ではMIG溶接も効果的です。
耐食性のためにステンレス鋼を使用する
アプリケーションが強度と優れた耐食性の両方を要求する場合、ステンレス鋼は最適な材料となります。そのクロム含有量により、錆や化学薬品による腐食から保護する自己修復性の酸化被膜が形成されます。特殊加工業者は、以下の種類のステンレス鋼をよく取り扱います。
- オーステナイト系(300番台): 最も一般的なタイプで、優れた耐食性と成形性を備えており、食品加工機器、医療機器、建築用途に最適です
- フェライト系(400番台): 磁性があり、比較的低コストで良好な耐食性を有するため、自動車用トリムや家電製品に適しています
- マルテンサイト系: 高硬度を得るために熱処理可能なタイプで、切削工具や外科手術用器具に使用されます
ステンレス鋼は、衛生が重視される環境で優れた性能を発揮します。商業用キッチン、製薬施設、食品加工工場では、その非多孔質な表面により細菌の増殖を抑制し、清掃も容易なため、広く採用されています。また、明るくモダンな仕上げによる美的魅力も兼ね備えており、目立つ建築要素や家庭用電化製品においても人気があります。
ステンレス鋼は一般に炭素鋼やアルミニウムよりも高価ですが、その耐久性により、メンテナンスコストの削減と使用寿命の延長を通じて、長期的にはコスト削減につながります。
銅および特殊金属
主要な材料に加え、特殊金属加工業者は特定の用途に応じて銅その他の金属も取り扱います:
- 銅: 優れた電気伝導性および熱伝導性を有しており、配線、電子機器、給排水部品、装飾用途などにおいて不可欠です。銅板には鉄分が十分に含まれていないため錆びず、他の元素と合金化することで強度が向上します。
- 真鍮および青銅: 海洋機器、装飾用金具、楽器向けに独特の美観特性と耐食性を提供する銅合金
- チタン: 航空宇宙産業、医療用インプラント、高性能用途向けに、優れた比強度および卓越した耐食性を備えた材料
各材料には、特定の溶接条件、溶接材、取扱い手順が必要です。経験豊富な製造パートナーと連携することで、ご要件に応じた性能特性と製造可能性の両方を満たす材料選定が可能となり、あらゆる産業分野におけるプロジェクト成功の基盤が築かれます。

特殊板金加工業者が対応する産業分野
溶接式鋼板専門会社の能力を実際に必要とするのは誰でしょうか?その答えは、意外に思われるかもしれません。あなたが乗っている自動車から、勤務する建物に至るまで、鋼板加工および溶接技術は現代生活のほぼすべての側面に影響を及ぼしています。これらのサービスを依存している産業を理解することで、ご自身の特定用途に対して高品質な成果を提供できる加工パートナーに求められる専門知識および特殊設備を把握することができます。
自動車および輸送機器部品
自動車産業は、溶接鋼板加工サービスの最大手の需要者之一です。出典: 業界の専門家たち によると、現代の自動車用鋼板加工は、単純なプレス成形および溶接を越えて、材料科学の革新とデジタルシミュレーション技術の習熟を伴う、高精度を要求される分野へと進化しています。
この産業ではどのような部品が求められるのでしょうか?そのリストは非常に多岐にわたります:
- シャシコンポーネント: 車両の構造的バックボーンを形成するフレームレール、クロスメンバーやサブフレームアセンブリ
- サスペンション部品: 制御アーム、ブラケット、マウントプレートなど、正確な位置合わせを実現するために厳密な公差が要求される部品
- 構造組成物: 衝突保護を提供するAピラー、Bピラー、ロッカーパネル、およびフロアパン
- ボディパネル: 車両の外観を定義するボンネット、フェンダー、ドア、サイドパネル、およびルーフ
- バッテリー収容ケース: 電気自動車(EV)において、荷重支持用シャシー部品、熱管理ハブ、および安全構造として機能する重要な部品
自動車ボディ用薄板金属の溶接に最適な溶接機を選ぶには、自動車用途が強度と精度の両方を要求することを理解する必要があります。多くの製作者は、スポット溶接、レーザー溶接、セルフピアシングリベット、構造用接着剤を組み合わせたハイブリッド接合技術を採用し、異種材料による構造に対応しています。自動車用薄板金属プロジェクトに最適な溶接機を選定する際には、従来の抵抗溶接だけでなく、遠隔レーザー溶接などの先進技術に対応しているかを確認してください。遠隔レーザー溶接は、従来のスポット溶接と比較して約5倍の高速溶接が可能です。
産業機器製造
重機、産業用機械および産業システムは、溶接および板金技術に大きく依存しています。これらの用途では、しばしば頑健な構造的強度と精密な寸法精度の両方が求められます。
産業機器メーカーは、以下のような特殊加工業者に依存しています:
- 機械カバーおよび保護ガード: 作業者が可動部品から守られるよう設計された保護ハウジングであり、保守作業のためのアクセスも確保されています
- 制御盤および電気用エンクロージャー: 感度の高い電子機器を電磁干渉(EMI)および環境要因から保護するための高精度ハウジング
- コンベアシステム: 物資搬送作業向けのシュート、ホッパーおよび構造フレーム
- 農業機器: 農業機械の作業部品、トラクター本体部品および収納システム
- HVAC構成部品: 商業・産業用空調設備向けのダクトワーク、プレナムおよび空気処理装置(AHU)
- 医療機器用ハウジング: 複雑な診断機器、外科手術器具および医療施設インフラ向けのシャシーおよびエンクロージャー
製造業界の情報筋によると、複雑な医療機器から手術用器具に至るまで、多くの医療機器が鋼板(シートメタル)で製造されています。金属製外科手術器具は、正確な寸法で製造でき、必要な数量を注文することも可能であるため、病院が重要な器具を欠くことがありません。
建築および建設分野での応用
建設業界では、鋼板(シートメタル)溶接が構造的および装飾的な用途において不可欠な要素として採用されています。鋼板加工は、現代建築が求める強度、耐久性、および柔軟な適応性を提供します。
建設分野での応用例には以下が含まれます:
- 構造部品: 支持柱、モジュール式フレーミング、床排水口、格子状排水板(グレーティング)、フランジ付きチャネル、産業用通路
- 屋根システム: 金属パネル、防水板(フラッシング)、樋(ガッター)、排水部品
- ファサード要素: 装飾用パネル、日除けパネル(サンスクリーン)、耐候性アワーニング
- インテリア特徴: 手すりシステム、木工部品(ミルワーク)、尖塔(スピア)、カスタム装飾パネル
- インフラストラクチャ 橋梁の構造部品、通信機器ハウジング、電力・通信設備用エンクロージャ
建設の専門家が指摘するように、建築家やデザイナーは、保護機能を提供するだけでなく、視覚的魅力を高める要素を実現するために板金加工を活用しています。この素材は複雑な形状に成形可能でありながら構造的強度を維持できるため、機能的および美的な用途の両方において極めて価値が高いのです。
特殊加工を要するその他の産業
これらの主要分野に加え、特殊加工業者は多数の追加産業にも対応しています:
- 航空宇宙: チタンや特殊アルミニウム合金などの難加工材を用い、厳密な公差が要求される航空機および宇宙船部品
- 電子機器: 放熱性、電磁波遮蔽性、外観性のいずれか、あるいはこれらすべてに特定の要件を有するシャシー、キャビネット、パネル
- 食品加工: 衛生的な溶接および細菌増殖を抑制する表面が求められるステンレス鋼製設備
- 家電: 冷蔵庫、洗濯機、エアコンなど家庭用機器の外装(シェル)および内部構造部品
- 家具製造: 金属製のテーブル脚、椅子の背もたれ、および耐久性とモダンな美観を兼ね備えた装飾要素
- 自動化とロボット工学 特殊機械および工具向けの耐久性のある部品および構成要素
各産業分野には独自の要件があり、海洋用途で求められる耐食性から医療用インプラントに求められる生体適合性基準まで多岐にわたります。専門的な溶接・加工業者は、こうした多様な要件を理解し、さまざまな顧客ニーズに対応するために必要な認証、設備、および専門知識を有しています。この産業分野の多様性ゆえに、プロジェクトの成功においては、自社の特定分野における実績を持つ加工パートナーを選定することが極めて重要となります。
カスタム加工プロセスの解説
では、ご自身のプロジェクトに最適な溶接鋼板専門企業を特定できたことになります。次に何が起こるのでしょうか?製造工程の流れを理解しておくことで、現実的な期待値を設定し、必要な書類を事前に準備し、製造パートナーとのプロセス全体にわたる円滑なコミュニケーションを図ることができます。最初の問い合わせから最終納品まで、各段階で何が期待されるかを以下に示します。
設計レビューおよびDFM分析
すべての成功するプロジェクトは、徹底した設計レビューから始まります。CADファイル、設計図面、またはコンセプトスケッチを提出すると、製造業者のエンジニアリングチームが、製造可能性(いわゆるDFM分析)の観点から設計内容を評価します。
このレビューはどのような内容を検討していますか? 精密板金加工の専門家によると、適切なDFM(設計段階での製造性評価)分析では、材料の成形性、機械の加工能力、納期、およびコスト最適化を考慮する必要があります。しかし、ここに業界の裏技があります:高品質な部品を短納期で調達したい場合、DFMを理解するだけでは不十分です。CADモデルをできるだけ早期に精密板金加工業者に提供することで、その専門知識を活用して設計判断を最適化できます。
この段階では、以下の点について加工パートナーが対応することを想定してください:
- 材料の選択: ご要件および予算に応じた最適な材料の推奨
- 公差評価: 信頼性の高い製造を実現するために調整が必要な寸法の特定
- 曲げ半径の最適化: 曲げ仕様が材料特性および利用可能な工具と整合していることを保証
- 溶接に関する考慮事項: 溶接組立に適した方法(例:MIG溶接機による板金溶接など)に関するアドバイス
- コスト削減の機会: 機能を損なうことなく製造の複雑さを低減する設計変更を提案
このような協働型アプローチにより、後工程での高額な設計変更依頼や再作業を未然に防ぐことができます。業界の専門家が指摘するように、あなたの板金加工業者は、材料選定や加工方法の両面において、最適な判断を行うための一定の柔軟性を確保する必要があります。
試作およびサンプル生産
設計最適化が完了した後、ほとんどのプロジェクトは試作段階へと移行します。この重要なフェーズでは、量産投入前に設計を実物で物理的に検証することが可能です。
特化型板金加工業者が用いる試作手法にはどのようなものがありますか?金属加工プロセスガイドによると、一般的な手法には以下が挙げられます:
- CNC加工: 高精度・多様性・短納期を実現——公差が厳しく、複雑な形状を要する部品の製作に最適
- 板金プロトタイピング: 筐体、パネル、および曲げ・成形加工を要する部品に使用
- レーザー切断+手動成形: 初期コンセプトの検証に向けた迅速な反復試作を可能にします
プロトタイプは、単なる適合性確認を超えて、多様な目的を果たします。機能試験を可能にし、鋼板アセンブリの最適な溶接方法を特定するのに役立ち、高額な量産問題へと発展する前に潜在的な課題を明らかにします。多くの顧客は、量産承認前に2~3回のプロトタイプ改訂を繰り返します。この投資は、現場での故障を未然に防ぐことで、通常、何倍ものリターンをもたらします。
生産と組み立て
承認済みのプロトタイプが揃った時点で、量産が開始されます。製造工程は通常、以下の流れに従います:
- 材料の調達: 所定の認証および工場検査報告書(Mill Test Report)を備えた指定材料の発注
- 切断加工: レーザー切断、ウォータージェット切断、またはせん断により、原材料板を部品用ブランクに加工
- 成形工程: CNCプレスブレーキによる曲げ加工、プレス成形、またはロール成形によって三次元形状を作成
- 溶接および接合: 材質および用途要件に基づき、適切な鋼板溶接および切断技術を適用
- 表面加工: 研削、研磨、ブラスト処理、または粉体塗装により、所定の外観および保護性能を実現
- 組み立て: ハードウェア、ファスナーの取付およびサブコンポーネントを完全なアセンブリへと統合すること
製造工程全体を通じて、加工パートナーから定期的な連絡が期待されます。品質に優れた加工業者は、主要なマイルストーンにおいて進捗状況を報告し、納期や仕様に影響を及ぼす可能性のある問題が発生した場合には直ちに通知します。
品質管理と認証
部品の出荷前に、包括的な品質管理により、お客様の仕様への適合が確認されます。According to 品質管理の専門家 によると、効果的な品質保証には、原材料の徹底的な検査、工程中の監視、寸法検証、および加工後の試験が含まれます。
どのような検査方法が期待されるでしょうか?
- 視覚検査 溶接部、表面、および全体的な仕上げ品質における欠陥の検査
- 寸法検証: ノギス、マイクロメーター、三次元測定機(CMM)、ゲージピンなどを用いた重要寸法の確認
- ファーストアーティクル検査: 初回生産部品について、図面の全要求事項に対する包括的な文書化
- 機能テスト: アセンブリが実際の使用条件下で意図通りに機能することを検証すること
- 非破壊検査: 重要な溶接部の健全性を確認するための染色浸透検査や超音波探傷などの方法
規制対象産業向けには、素材証明書、検査報告書、適合証明書など、完全な文書パッケージを提供できる加工業者と協力することが重要です。薄板金属へのMIG溶接を適用基準に従って実施できる経験豊富な加工業者と連携することで、部品が最初から業界標準を満たすことを保証できます。
納期見込みとコミュニケーション
このプロセスにはどの程度の期間を要するでしょうか? 納期はプロジェクトの複雑さによって大きく異なりますが、以下に一般的なフレームワークを示します:
| プロジェクト段階 | 一般的な期間 | 重要な成果 |
|---|---|---|
| 見積もり | 24-72時間 | 詳細なコスト内訳および納期見積もり |
| 製造適性レビュー(DFM) | 営業日2~5日 | 技術的フィードバックおよび設計最適化に関する提案 |
| 試作 | 5-15営業日 | 検証および試験用の実物サンプル |
| 生産 | 2~6週間 | すべての仕様を満たした完成部品 |
| 最終検査 | 1-3営業日 | 品質関連文書および出荷準備 |
コミュニケーションの Preferences(好み)は、早期に確立する必要があります。薄板金属プロジェクトにおける最良の溶接は、両当事者がプロセス全体を通じてオープンな対話を維持するパートナーシップから生まれます。製造業者は、材料の入手可能性、生産の進捗状況、および必要な設計上の明確化事項について、主体的に連絡してくることを期待してください。
このワークフローを理解することで、最初から適切な情報を提供し、意思決定のタイミングを予測し、自社のスケジュールをそれに応じて計画することが可能になります。しかし、実際には、どのような機器と技術が高品質な薄板金属溶接を可能にするのでしょうか? まさにその点を専門的な製造業者が習熟しているのです。そして、その能力を理解することで、潜在的な製造パートナーを評価する際の判断材料となります。

高品質な薄板金属溶接を実現するための機器および技術
加工パートナーを選定し、プロセスを理解しましたが、実際のところ、平凡な溶接と長年にわたり完璧に機能する溶接との違いを生むのは何でしょうか?その答えは、適切な機器の選定と技術の習熟にあります。溶接済み薄鋼板専門の協力会社を評価する場合でも、自社工場を立ち上げる場合でも、これらの基本を理解することで、高品質な職人技を的確に見極め、期待する仕上がりを効果的に伝えることができます。
素材に合った溶接機の選定
薄鋼板用の最適な溶接機を選択するには、素材の種類、板厚、生産量、および要求される溶接品質といった複数の要因を考慮する必要があります。経験豊富な加工業者が、用途に応じて機器をマッチさせる際に重視するポイントは以下の通りです:
- 薄肉炭素鋼(24ゲージ以下)の場合: 電圧およびワイヤ送り速度が調整可能なMIG溶接機は、焼穿きを防ぐために必要な制御性を提供します。スムーズなアーク始動と安定したワイヤ供給を実現する機種を選びましょう。
- ステンレス鋼の場合: TIG溶接機は、材料の特性を損なうことなく、清潔で耐食性のある溶接を実現するための高精度と熱制御性能を提供します。
- アルミニウムの場合: アルミニウムの特有の性質に対応するために設計された、スプールガンまたはプッシュ・プル方式を備えた専用MIG溶接装置、あるいはAC対応TIG溶接機
- 大量生産向け: 数千回に及ぶ溶接においても一定のパラメータを維持する自動または半自動システム
薄板金属への溶接品質は、ワイヤ径の選択に大きく影響されます。ミラー・エレクトリック社の溶接ガイドラインによると、使用電流範囲に応じてワイヤ径を選定する必要があります:
- 0.023インチワイヤ: 30–130A — 薄肉材に最適
- 0.030インチワイヤ: 40–145A — 軽量から中等度の板厚まで汎用性が高い
- 0.035インチワイヤ: 50~180A——中程度の板厚作業に適しています
- 0.045インチ径ワイヤー: 75~250A——より厚手の材料に適しています
TIG溶接で薄板用溶接棒を用いる場合、フィラー材は通常、母材の組成と一致させる必要があります。重要な用途では、冶金学的な適合性を確保するため、材料サプライヤーの推奨事項をご確認ください。
最適な結果を得るためのガス選定
シールドガスは、溶接品質、溶け込み深さ、外観に大きく影響します。薄板のMIG溶接に最適なガスを選ぶには、異なる混合ガスが各種材料に対してどのように作用するかを理解する必要があります。
に従って 業界標準のシールドガスガイド 、以下が最も適した選択です:
| 材質 | 厚さ | 推奨ガス | メリット |
|---|---|---|---|
| 炭素鋼 | 14ゲージまで | 92% アルゴン/8% CO2 | 優れた貫通性および変形制御 |
| 炭素鋼 | 14ゲージ~1/8インチ | 75% アルゴン/25% CO2 | 高い溶接速度、最小限の変形および飛散 |
| ステンレス鋼 | すべてのゲージ | 92% アルゴン/8% CO2 | 耐食性が必須でない場合に適した制御性 |
| アルミニウム | 最大3/8インチまで | 100% アルゴン | 最適な金属移行性、アーク安定性、最小限の飛散 |
薄板溶接における最適ガスがこれほど重要である理由は何でしょうか?不適切な混合ガスは過度な飛散、不十分な浸透、あるいは継手の強度を低下させる気孔を引き起こす可能性があります。純CO2は深部浸透性に優れていますが、より多くの飛散を生じます——これは目立たない構造部材の溶接には許容されますが、清潔な仕上げが求められる可視部品の溶接では問題となります。
反りや歪みの防止
薄板溶接において、歪み(ワーピング)は最も厄介な課題の一つです。その発生原因を理解することで、予防が可能になります。薄板加工の専門家によると、歪みには以下のいくつかの要因が関与しています:
- 材料の特性: 熱伝導率、熱膨張係数、降伏強度は、すべて金属が溶接熱にどのように応答するかに影響を与えます
- 熱入力: 急激または不均一な加熱・冷却により、材料が変形する方向に熱応力が生じます
- 機械的力: 不適切なクランプ固定や不十分な支持により、溶接中に材料が移動します
効果的な熱管理技術には以下が含まれます:
- ステッチ溶接: 連続したビードではなく、パス間に冷却時間を設けて短い溶接を実施すること
- バックステップ溶接: 全体の溶接方向と逆向きに進むセグメント単位で溶接すること
- バランスの取れた溶接: 対称構造物において両側を交互に溶接し、熱応力を均等化すること
- ヒートシンク: 薄板材から熱を逃がすために、銅またはアルミニウム製の裏当てバーを使用すること
- 制御された電流: 十分な溶接深さを得るために必要な最小限の熱入力で行う
溶接条件ガイドにも記載されている通り、移動速度が遅すぎると過剰な熱が入って溶接ビードが広くなり、溶接深さが不十分になります。特に薄板では、この状態が焼穿(やけどり)を引き起こします。適切な移動速度を見つけることは、溶接深さと熱管理のバランスを取ることにほかなりません。
必須のクランプおよび治具
高品質な薄鋼板用溶接クランプおよび治具は、ワークピースとの格闘から完全な制御へとシフトさせる決定的な要素です。適切な治具は、以下の複数の目的を果たします:
- 位置合わせの維持: 溶接工程全体を通じて部品を正しい位置に保つ
- 変形への抵抗: 部品を形状から逸脱させようとする熱応力を相殺する
- 一貫性の向上: 生産ロット間で再現性のある結果を保証します
- 安全性を向上させる: 作業物の移動を防止し、怪我や溶接欠陥の発生を防ぎます
用途別に分類された、薄板金属溶接に推奨されるワーキングクランプ:
- 一般的な位置決め用: 不規則な表面に適合するスイベルパッド付きロック式Cクランプ
- エッジ溶接用: 溶接アクセスを妨げることなく、薄板のエッジに沿って把持するカンツール式クランプ
- ブット継ぎ手用: 正確なアライメントを維持する磁気角定規および角度クランプ
- パネル作業用: 自動車ボディおよび類似用途向けに特別に設計されたインターパグまたはパネルクランプ
- 量産向け: トグルクランプを備えたカスタム治具で、迅速な装着および取り外しが可能
製造のベストプラクティスに従い、板金部品は加工中に確実にクランプまたは治具で固定する必要があります。これにより材料が安定し、溶接による力によって生じる移動や変形が防止されます。均一な圧力分布を確保するために、適切なクランプ、ジグ、または治具を使用してください。
支持システムも同様に重要です。変形を最小限に抑えるための効果的な支持を実施してください。これは、溶接前の曲げまたは成形工程において、支持ブロック、バックゲージ、またはマンドレルを用いることを含みます。適切な支持により力が分散され、溶接開始前から変形の発生可能性が低減されます。
これらの機器および技術の基本を理解することで、製造業者との間で品質期待に関する議論を行うための用語が身につきます。しかし、予定通りに進まない場合はどうなるでしょうか?経験豊富な溶接工であっても、課題に直面することがあります。専門家が一般的な問題をどのように解決しているかを知ることで、信頼できるパートナーと現実的な解決策を的確に見極めることができます。
薄板金属溶接における一般的な課題の克服
最も熟練した溶接工であっても、薄肉材を扱う際には問題に遭遇することがあります。焼穿(やけどび)や変形、目立つ欠陥などが発生すると、プロジェクトが遅延したり、製造業者および顧客双方が不満を抱くことになります。専門家がこうした課題にどのように対処しているかを理解することで、高品質な仕上げ作業を正確に評価し、溶接加工専門会社との協業に際して現実的な期待値を設定できます。以下では、最も頻繁に発生する課題と、その確立された解決策について詳しく見ていきます。
薄肉材における熱入力の管理
薄板金属の溶接がなぜこれほど多くの問題を引き起こすのでしょうか?その答えは物理学にあります。通常、1/8インチ(約3.2mm)以下の厚さの薄い材料は熱を素早く吸収しますが、その熱を放散するための質量が極めて小さいため、適切な溶融と完全な貫通(バーンスルー)の間の許容範囲が非常に狭くなります。
に従って 専門的な溶接ガイド 、薄板金属を溶接する最も効果的な方法には、いくつかの重要な戦略が含まれます:
- 低い電流設定: 薄板金属に対するTIG溶接の多くは50A以下で行われ、中には5~10A程度しか必要としない応用例もあります
- 速い移動速度: 溶接トーチの移動が遅すぎると熱が蓄積し、バーンスルーのリスクが著しく高まります
- 小型の消耗品: MIG溶接において0.023~0.030インチ(約0.6~0.8mm)径のワイヤーを使用すると、太径ワイヤーと比較して熱入力が低減されます
- パルス溶接モード: 高電流パルスと低電流パルスを交互に使用することで、溶接プールはピーク間でわずかに冷却されます。
特に薄板金属へのアーク溶接についてはどうでしょうか? この技術には、優れたアーク制御が不可欠です。可能であれば、まず厚い母材上でアークを開始し、その後素早く薄板部へと移動させます。この方法により、繊細な領域を即座に過熱することなく、安定したアークを確立できます。
断続溶接もまた、有効な解決策の一つです。連続ビードを形成する代わりに、熟練した溶接作業者は短いステッチ状の溶接を実施し、各パス間に冷却時間を設けます。これにより、局所的な熱の集中を防ぎながら、完全な継手貫通を達成できます。
溶接後の歪みへの対応
万全な予防策を講じても歪みが発生してしまった場合、どうすればよいでしょうか? ご安心ください。専門の製造業者は、溶接による薄板金属の歪みを修復するための信頼性の高い手法を確立しています。
まず、歪みが発生する理由を理解しましょう。溶接時に加熱された部分は膨張しますが、周囲の冷たい金属がその膨張を抵抗します。溶接部が冷却されて収縮すると、周囲の材料を引き寄せ、歪み(変形)が生じます。材料が薄いほど、この効果は顕著になります。
矯正技術には以下のようなものがあります。
- 機械的矯正: ハンマー、ドリル(ダリー)、プレニッシング・ツールなどを用いて、金属を慎重に元の形状に戻す作業
- 加熱収縮法: 伸びた領域に戦略的に熱を加えることで、制御された収縮を引き起こし、歪みを相殺する方法
- ストレス解消: 制御された加熱と徐冷サイクルにより、歪みを引き起こす内部応力を緩和できます
- プレニッシング: 軽微なハンマー打撃によって、溶接による収縮を相殺するために、特定の領域で金属を意図的に伸ばす作業
予防は修正よりも容易です。溶接の専門家によると、アルミニウムや銅製のバーなどの放熱板を溶接部近傍にクランプで固定することで、熱を迅速に放散させることができます。大型部品の場合、水冷式チルプレートを用いることで、さらに効果的な熱管理が可能です。
重要なポイントは、溶接工程全体を通じて温度を監視することです。温度指示用クレヨンや赤外線温度計を用いて、パス間温度(インターパス温度)を測定・追跡します。薄板材では、パス間温度を低く保つことで、深刻な歪みを引き起こす熱の累積を防ぐことができます。
穴の充填および欠陥の修復
使用されなくなった取付穴を閉塞する場合でも、意図せぬ貫通(バーンスルー)を修復する場合でも、薄板金属への穴溶接には、標準的な継手溶接とは異なる特定の技術が必要です。
直径1/4インチ未満の小穴の場合、 プロフェッショナルなボディ修理ガイド 銅製のバックアップバーの使用を推奨します。穴の裏側に銅をクランプで固定してください。これにより溶接熱が吸収され、溶接作業のための支持面が得られます。MIGワイヤーは銅には付着しないため、背面から不格好な溶接ビード(溶融金属の塊)が突出することなく、内面を清潔に保つことができます。
大きな穴の場合、パッチディスクまたはカスタムカットしたフィラープレートが必要になります:
- パッチのサイズを適切に設定します: 完全な周辺溶融を確保するため、パッチは穴よりわずかに小さく切断してください
- 設置場所の選定: パッチをわずかに沈めることで、溶接部をフラッシュ(面一)に研磨しても盛り上がりが生じません
- まずタック溶接を行います: パッチの位置を固定するために、最初のタック溶接を対向する2点(180度離れた位置)に配置します
- 周辺をステッチ溶接します: 熱を均等に分散させるため、パッチ周辺を交互に短いステッチで溶接していき、全周を完成させます
薄板金属の穴を溶接する際には、高価な機器よりも適切な技術の方が重要です。アークはまず厚みのあるパッチ材から開始し、その後素早く薄い母材へと引き寄せます。この方法により、より脆弱な母材への熱影響を制御できます。母材に現れる特有の青色の熱輪に注意してください。この熱輪が小さければ小さいほど、歪みは少なくなります。
穴修理時の貫通(バーンスルー)は、実は貴重な教訓をもたらします。経験豊富な溶接作業者によると、貫通は回復スキルの習得を促すだけでなく、そもそも適切に溶接できないような錆による母材の劣化といった隠れた問題を明らかにします。
修理完了後は、荒いグラインダーホイールではなく、フレップディスクを用いて溶接部を慎重に研削します。フレップディスクは材料を徐々に除去し、熱の導入も少ないため、修理部の強度維持にとって極めて重要です。最終的な目標は、最小限のパテ処理または仕上げ作業で済む滑らかな表面です。
これらのトラブルシューティングスキルは、素人による作業とプロフェッショナルな成果を明確に区別します。しかし、問題を解決する方法を知っていることは、加工パートナーを選定する際の単なる一要素にすぎません。どのような認証、技術能力、サービス基準を重視すべきかを理解することで、プロジェクトが本来享受すべき専門的知識を得ることができます。

適切な金属板材加工パートナーの選定
溶接手法、材料、トラブルシューティング技術について学んできましたが、実際に自社のプロジェクト要件を満たす加工パートナーを見つけるには、どうすればよいでしょうか?適切な板金溶接業者を選定する際は、単に設備を備えた事業者を探すだけでは十分ではありません。むしろ、お客様の用途が求める認証、技術能力、そして品質へのコミットメントを兼ね備えたパートナーを見極めることが重要です。優れた加工業者と平均的な加工業者を明確に分ける、評価に不可欠な基準について詳しく見ていきましょう。
確認すべき認証および品質基準
文書化された品質管理システムがなくても、厳格な基準に従って薄板金属を溶接することは技術的には可能です。しかし、その品質を顧客、監査員、規制当局に対して証明することは事実上不可能になります。認証は、加工業者が一貫した成果を達成するために必要な工程、教育、品質管理を確実に維持しているという客観的な証拠を提供します。
評価すべき主要な認証は以下のとおりです:
- ISO 9001:2015: 製品品質の一貫性を確保するための体系的なプロセスを確立する、品質マネジメントの基本的標準であり、真剣に取り組む加工業者にとって不可欠です
- IATF 16949:2016: 自動車分野への適用において極めて重要であり、この認証はグローバルな自動車サプライチェーン全体で品質要件を統一します。マスタープロダクツ社の業界専門家によると、IATF 16949は欠陥および生産ばらつきの防止に重点を置き、不良品や無駄な廃棄物を最小限に抑えることを目的としています
- AWS D9.1 薄板金属溶接規格: AWSの薄板溶接規格は、薄板製造を行う溶接工が満たすべき最低限の要件を定めており、作業者がその技能において十分な能力を有していることを保証します。
- AWS D1.2 構造用溶接規格 ― アルミニウム: アルミニウム溶接における材料および設計、製作、検査、および資格認定に関する事項を規定しています。
- AS9100: 故障が許されない航空宇宙分野の応用において必須です。
なぜIATF 16949認証が自動車関連業務においてこれほど重要なのでしょうか?この規格では、顧客固有の生産ニーズ、期待、および要件に対する一層の配慮が求められます。認証取得済みの製造事業者は、IATF認証によって主要自動車メーカーから「第一選択サプライヤー」として認められ、より強固で信頼性の高いサプライチェーンを構築できると指摘しています。
例えば シャオイ (寧波) メタルテクノロジー 自動車用プレス加工および精密組立作業においてIATF 16949認証を維持しており、シャシー、サスペンション、構造部品の製造に必要な品質インフラストラクチャーを実証しています。この認証レベルは、メーカーが自動車業界の品質要件を真摯に受け止めていることを示します。
生産能力の評価
認証は品質管理システムの有効性を保証しますが、同時に、加工業者がお客様の特定プロジェクトに適した設備および専門知識を有しているかを評価する必要があります。お客様の用途に最適な板金溶接業者は、その能力とご要件との適合性によって決まります。
評価すべき主な能力要因:
- 設備の範囲: 工場には、お客様のプロジェクトに必要な切断・成形・溶接設備が整っているか?CNCレーザー加工機、プレスブレーキ、複数の溶接ステーションなどを確認してください。
- 材料に関する専門知識: 指定された材料について、過去に実績があるか?同様のプロジェクト事例を請求してください。
- 生産能力とスケーラビリティ: 現在および将来的な増加を見込んだ生産量要件に対応可能か?
- 自動化レベル: 大量生産向けには、自動またはロボット溶接により、数千点に及ぶ部品の品質を一貫して確保します
- 二次加工: 当施設では、仕上げ加工、組立、およびハードウェアの取付を一括で行い、お客様のサプライチェーンの複雑さを軽減できますか?
製造業界のガイドラインによると、トップクラスのプロバイダーは、最新鋭のCNCマシニングセンター、溶接ステーション、切断工具および最先端の製造設備への投資を行っています。施設の保守状態にも注目してください——清潔で整理整頓された作業場は、職人技への誇りと品質管理へのコミットメントを示すものです。
検査能力を見落とさないでください。高度な板金加工および溶接工程では、以下の検査機器による検証が不可欠です:
- 三次元測定機(CMM): 複雑な形状における寸法精度の検証向け
- 光学式比較測定器: 輪郭および外形の検査用
- 表面粗さ測定器: 外観仕様が重要な場合
- 溶接検査用ツール: 目視検査装置および重要用途向けの非破壊検査(NDT)機能を含む
迅速な試作および納期対応
今日の急速に進化する製品開発環境において、スピードが重要です。潜在的なパートナーが、お客様からの最初の問い合わせから実際に手元に部品を届けるまで、どのくらいの速さで対応できるでしょうか?
以下のスケジュール関連要素を評価してください:
- 見積もり所要時間: 品質の高い加工業者は、通常24~72時間以内に詳細な見積もりを提供します。一部のメーカー(例: シャオイ金属技術 )では、迅速な対応が必要な顧客向けに12時間以内の見積もり返信を実現しています。
- プロトタイプ作成スピード: 検証用の試作部品をどの程度の速さで製造できるか?開発スケジュールが極めて厳しい場合には、5日間での迅速な試作(ラピッド・プロトタイピング)対応能力を確認してください。
- DFMサポートの対応性: 設計に関する迅速なフィードバックは、製品開発中のボトルネックを未然に防ぎます。包括的なDFM(Design for Manufacturability:製造性向上設計)サポートにより、高コストな問題となる前に、量産性に関する課題を特定できます。
- 生産リードタイム: 標準納期を把握し、緊急時の要件に対して短納期対応オプションが存在するかどうかを確認してください。
業界の専門家が推奨するように、スケジュールと予算の制約を早期に明確に伝えてください。製造会社がお客様のスケジュールに対応可能であることを確認し、提携を正式に決定する前に正確なコスト見積もりを提供できるかどうかを確認してください。
プロジェクト管理およびコミュニケーション基準
技術的に優れた製造会社であっても、プロジェクト管理能力が不十分であれば期待を裏切る可能性があります。候補となるパートナーが顧客体験をどのように管理しているかを評価してください。
- 専任のプロジェクトマネージャー: お客様のプロジェクトを理解し、タイムリーな進捗報告を提供できる単一の窓口担当者
- 能動的なコミュニケーション: 彼らは自発的に進捗状況を連絡してくるでしょうか、それとも常に情報の確認をこちらから行わなければならないのでしょうか?
- 変更依頼(Change Order)の対応: 生産中に設計変更をどの程度迅速かつ効率的に処理できるでしょうか?
- ドキュメントの品質: 業界で求められる材質証明書、検査報告書、適合証明書(Certificate of Conformance)を提供できますか?
に従って 製造会社選定の専門家 最も優れたサプライヤーは、顧客中心のアプローチを示し、迅速なコミュニケーションと、一歩先を行く姿勢を発揮します。見積もり段階での対応に注目してください。彼らは迅速に返信してくれますか? また、あなたの要件を十分に理解しようと時間をかけてくれますか?
最終的な選択を決定する
以上を総合して、以下の包括的な評価チェックリストをご確認ください:
| 評価基準 | 確認項目 | なぜ 重要 な の か |
|---|---|---|
| 品質証明書 | ISO 9001、IATF 16949、AWS D9.1 板金溶接規格への適合 | 文書化された品質管理システムおよび訓練を受けた人員を確保することを保証 |
| 技術的能力 | 設備一覧、使用材料に関する経験、生産能力 | あなたの特定の要件を確実に遂行できる能力を確認 |
| プロトタイプ作成スピード | 試作品および初号品の納期 | あなたの製品開発スケジュールおよび市場投入までの期間に影響 |
| DFMサポート | 技術開発リソースおよび設計フィードバックの質 | 高コストな再設計や製造上の問題を未然に防止 |
| コミュニケーション | 対応性、プロジェクト管理手法 | 日常的な業務関係の質を決定します |
| 業界経験 | 類似プロジェクトの実績、顧客からの推薦状 | お客様のプロジェクトにおける習熟期間およびリスクを低減します |
加工パートナーの選定は、製品品質、開発スケジュール、ひいては競争力に影響を及ぼす戦略的意思決定であることを忘れないでください。選択肢を十分に評価し、可能であれば試作部品の提供を依頼し、量産開始前に認証を確認するよう、時間をかけて検討してください。
適切なパートナーは単なる設備の提供にとどまらず、専門知識、問題解決能力、そしてお客様の成功に対する真摯なコミットメントをもたらします。IATF 16949規格に準拠した高精度自動車部品の製造が必要であれ、産業用機器向けのカスタムエンクロージャーの製作が必要であれ、お客様の要件を加工業者の実績ある強みと正確にマッチさせることこそが、成功する協業と優れた成果を築く基盤となります。
溶接鋼板専門企業に関するよくあるご質問
1. 板金加工の5つの工程とは何ですか?
主な板金加工の5つの基本操作は、せん断、ブランキング、パンチング、曲げ、および絞りです。特殊な板金加工業者は、これらの操作にMIG溶接、TIG溶接、スポット溶接などの溶接技術を組み合わせて、完全なアセンブリを製造します。その他の加工には、エンボス加工、ピアシング、トリミングがあり、これらは自動車、産業機械、建築分野向けの複雑な部品の製造を支援します。
2. カスタムシートメタル加工の費用はどのくらいですか?
カスタム板金加工の費用は通常、プロジェクトあたり418米ドルから3,018米ドルの間で、平均すると約1,581米ドルとなります。1平方フィートあたりの単価は、使用材料の種類、板厚、形状の複雑さ、およびカスタマイズレベルに応じて4米ドルから48米ドルまで変動します。IATF 16949認証の要件、高精度公差、生産数量などの要因も最終価格に影響を与えます。正確な見積もりを得るためには、Shaoyi Metal Technologyなどの認定板金加工業者へお見積りをご依頼ください。
3. 板金作業員で最も高給をもらっているのは誰ですか?
板金工長は最も高い給与を獲得しており、年間57,000ドルから77,000ドルの範囲です。板金熟練工はそれに次いで年間51,000ドルから64,500ドル、技術者は43,500ドルから61,000ドルを稼ぎます。航空宇宙機器や医療機器の部品に対してTIG溶接を行う特殊溶接工は、これらの用途に求められる高精度な技能ゆえに、通常、高額な報酬を得ています。
4. 薄板金属の溶接には、どの溶接方法が最も適していますか?
TIG溶接は、精密な熱制御と最小限の歪みが可能であるため、薄板金属への溶接において最も優れた方法と見なされています。量産環境では、細径ワイヤ(0.023~0.030インチ)および適切なシールドガス混合気を用いたMIG溶接が効果的に機能します。両方の方法は、ステッチ溶接、バックステップ溶接、あるいはヒートシンクや銅製バックアップバーの使用といった技術と併用することで、焼穿きを防止できます。
5. プレス加工のパートナーに必要な認証は何ですか?
基盤となる品質基準としてISO 9001:2015を、自動車分野向けにはIATF 16949を確認してください。AWS D9.1の薄板溶接規格への適合は、訓練を受けた作業員が配置されていることを保証します。航空宇宙分野の作業には、AS9100認証が不可欠です。これらの認証は、文書化された品質管理システム、一貫した工程、および不良防止を検証するものであり、高精度部品の調達先を選定する際の極めて重要な要素です。