 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

カスタム機械加工工場の秘訣:発注前に必ず確認すべき9つの要点

カスタム機械加工工場とは何か、そしてその重要性
市場に存在しない特殊な金属部品が必要だと想像してください。例えば、航空宇宙機器用の独自ブランケット、医療機器用のカスタム継手、あるいは産業用機械向けの高精度ギアなどです。このような場合、どこに頼ればよいでしょうか?まさにここで、カスタム機械加工工場の価値が際立ちます。
カスタム機械加工工場とは、 専門の製造施設 標準化された量産部品ではなく、お客様の厳密な仕様に応じて部品を製作する専門工場です。大量生産を主とする従来型の製造工場とは異なり、これらの工場は高精度・柔軟性・およびお客様の独自設計を現実の部品へと具現化する能力に重点を置いています。
こう考えてみてください。大量生産は、ファストフード店の固定メニューから注文するようなものであり、一方でカスタム機械加工業者と協力するのは、あなたの味覚や食事制限に合わせて料理を一品一品丁寧に仕上げてくれるパーソナルシェフと仕事をするようなものです。
カスタム機械加工が大量生産と異なる点
根本的な違いは、アプローチと対応能力にあります。標準的な製造施設では、量産性とコスト効率の最適化が重視され、同一形状の部品を大量に、かつ変動を最小限に抑えて生産します。一方、カスタム機械加工では、複雑さや個別要件への対応が前提とされています。
プロトタイプの開発、旧式設備用の交換部品の調達、あるいは 複雑な形状と厳しい公差 特殊な仕様を要する部品の製造が必要な場合、大量生産では対応できません。カスタム加工を専門とするCNC加工業者は、標準化された工程では困難または不可能なほど精巧な設計にも対応可能です。
以下の主要な相違点をご確認ください:
- 専用設備: カスタムショップでは、±0.0001インチという極めて厳しい公差を実現可能な先進的なCNCフライス盤、旋盤、研削盤、放電加工(EDM)装置への投資が行われています。このような精度は、量産ではめったに要求されず、また達成もされません。
- 熟練した機械工: これらの施設では、材料特性、工具選定、および複雑なプロジェクトを成功裏に遂行するために必要なプログラミング技術を理解した経験豊富な職人が雇用されています。
- 柔軟な生産能力: 単一の試作品が必要であれ、500個の特殊部品のロットが必要であれ、カスタムショップはお客様の具体的な要件に応じてプロセスを柔軟に調整します。
- 品質重視の工程: すべての部品は個別に丁寧に取り扱われ、厳格な検査および品質管理措置により、各部品がお客様の正確な仕様を満たすことが保証されます。
現代産業における高精度製造の役割
精密機械加工サービスは、実質的にあらゆる先進産業におけるイノベーションの基盤であることがお分かりいただけるでしょう。航空宇宙企業のエンジニアが新型航空機部品を設計する際、医療機器メーカーが命を救うインプラントを開発する際、あるいは自動車エンジニアが次世代システムのプロトタイプを製作する際——いずれも、自社に近いCNC工作機械工場および専門的な施設に依存して、設計を現実のものとしています。
に従って 業界情報源 現代の製造業において、精密機械加工は、高品質かつ複雑な部品を優れた仕上げで生産できるという能力から、不可欠な技術です。この技術は、生体適合性材料を必要とする外科用器具から、軍事レベルの耐久性が求められる防衛装備品に至るまで、あらゆるものを可能にします。
なぜこの能力がこれほど重要なのでしょうか?今日の競争激化する市場において、製品の差別化はしばしばエンジニアリングの卓越性にかかっています。市販の部品は基本的な用途には対応できるかもしれませんが、画期的なイノベーションを実現するにはカスタムソリューションが不可欠です。整備された機械加工設備があれば、CAD設計図と機能的かつ高精度に仕上げられた部品との間にあるギャップを埋めることができ、デジタル上の概念を、最も厳しい仕様にも対応する実際の製品へと変換します。
購入者が理解すべき主要な機械加工プロセス
カスタム機械加工業者をすでに見つけましたか?しかし、ご自身のプロジェクトに最適な加工プロセスがどれであるかはご存知ですか? 主要な機械加工方法 を理解することで、製造業者との効果的なコミュニケーションが可能となり、ご自身の特定のニーズに最も適した加工手法を選択できます。以下では、実際に遭遇する可能性が高い4つの主要な加工プロセスについて解説します。
CNCフライス加工および旋削加工の解説
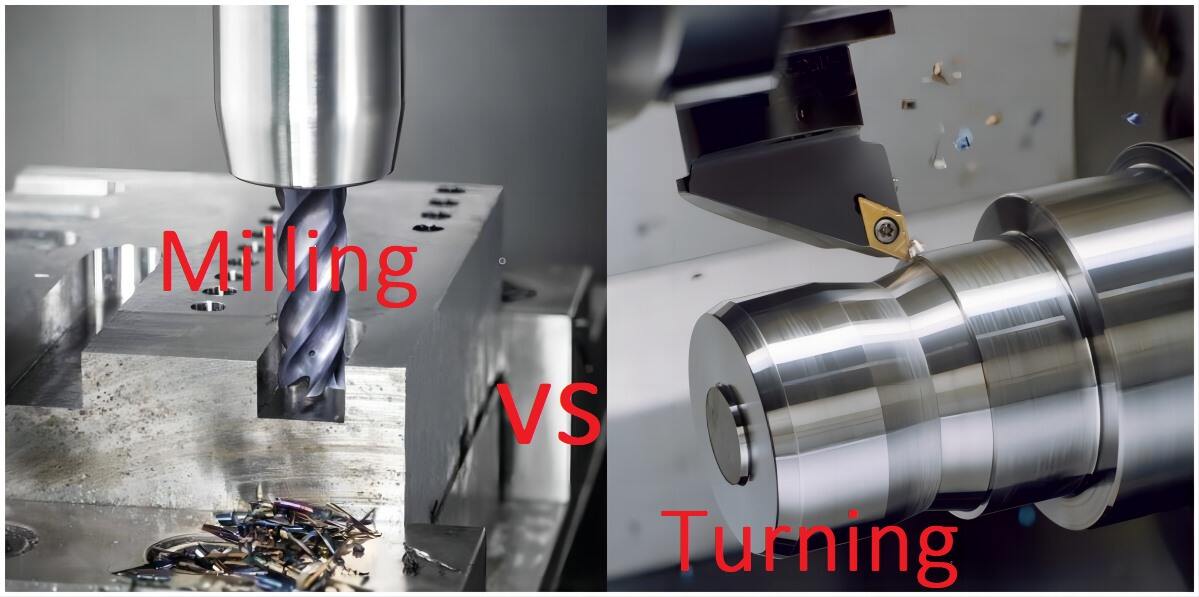
CNC加工による切削でワークピースから材料を除去する場合、使用される方法によって実現可能な形状や特徴が決まります。最も一般的な2つの加工プロセス——フライス加工と旋盤加工——は、材料を除去する際の基本的なアプローチにおいて根本的に異なります。
CNCミリング フライス加工では、ワークピースを固定したまま、回転する切削工具を複数軸方向に移動させて材料を削り取ります。まるで彫刻家の鑿( chisel )が数千rpmで高速回転し、内部に隠された形状を精密に掘り出すかのようです。このプロセスは、複雑な幾何形状、平面、溝、ポケット、および精巧な3次元輪郭の加工に優れています。多軸対応のCNCフライス盤を用いれば、他の加工方法では実現不可能な不規則な形状や細部までこだわった部品の製造が可能です。
CNCターニング 一方で、工作物自体を回転させ、固定された切削工具で形状を形成します。陶芸用の轆轤(ろくろ)をイメージしてみてください。ただし、これは金属加工用です。この方法は、シャフト、ブッシュ、リング、フランジなど、円筒形または円形の部品に最適です。CNC旋盤加工は、対称形状の部品に対して極めて高い効率を発揮し、形状が許す限り、 milling(フライス加工)よりも短時間・低コストで部品を完成させることができます。
実用上の明確な違いは以下の通りです:部品の断面が円形であり、対称的な特徴を持つ場合、CNC旋盤加工が最も適した選択肢となる可能性が高いです。一方、複雑なポケット形状、不規則な輪郭、あるいは多面的な特徴を必要とする場合は、CNCフライス加工が適しています。多くの先進的な工作機械工場では、両方の機能を統合した「マシニングセンタ(ミルターンセンター)」を導入しており、単一の工程(セットアップ)で部品の全工程を完結させることが可能になっています。
複雑な形状への対応に特化した加工プロセス
標準的なフライス加工および旋盤加工が限界に達した場合、特殊な加工プロセスが登場します。その中でも、従来のCNC切削では実現できない加工を担う2つの重要な手法があります。
磨き 旋盤やフライス盤の能力を超える高精度が要求される場合、研削加工は不可欠となります。この工程では、工作物を回転する砥石に対して送り込み、単独の機械加工では達成できないような表面粗さおよび寸法公差を実現します。研削加工は、ベアリング、スピンドル、測定面、および超精密な寸法または鏡面仕上げが求められるあらゆる部品の製造に広く用いられます。
EDM(放電加工) は全く異なるアプローチを取ります。材料を切削する代わりに、放電加工(EDM)は制御された電気火花を用いて工作物から材料を侵食します。この 非従来型加工法 は、極めて硬質な材料の加工や、切削工具では到底到達できない複雑な内部形状の作成に優れています。ワイヤー放電加工(Wire EDM)では、±1 μmに迫る幾何学的精度を達成可能であり、金型製作、航空宇宙部品、医療機器などにおいて極めて重要な役割を果たします。
スイス式旋盤加工もここで言及する価値があります。この特殊なCNC旋盤加工技術では、スライド式主軸台を用いて、切削作用に近い位置でワークピースを支持することで、極めて小型かつ高精度な部品の製造が可能になります。医療用インプラント、時計部品、および極めて高い精度が要求されるミニチュア電子部品の製造において、最もよく採用される加工方法です。
| プロセスタイプ | 最適な適用例 | 物質的相容性 | 典型的な公差 |
|---|---|---|---|
| CNCミリング | 複雑な形状、平面、ポケット、3D輪郭、試作品 | アルミニウム、鋼、真鍮、チタン、プラスチック、複合材料 | ±0.001インチ~±0.005インチ(±0.025~±0.127 mm) |
| CNCターニング | 円筒状部品、シャフト、ブッシュ、リング、大量生産向け対称部品 | アルミニウム、鋼、真鍮、銅、チタン、エンジニアリングプラスチック | ±0.001インチ~±0.005インチ(±0.025~±0.127 mm) |
| 磨き | 超精密表面、ベアリング、スピンドル、きわめて狭い公差を要する仕上げ加工 | 焼入鋼、セラミックス、カーバイド、工具鋼 | ±0.0001インチ~±0.0005インチ(±0.0025~±0.0127 mm) |
| 電子機器 | 複雑な空洞部、硬質材料、精巧な内部形状、金型製作 | 焼入れ済み金属、特殊合金、導電性材料、炭化物 | ±0.0002インチ~±0.001インチ(±0.005~±0.025 mm) |
これらの加工プロセスを理解することで、プロジェクトの要件に最も適した加工方法を選択できます。新製品設計のCNCプロトタイピングには、必要な柔軟性を提供するフライス加工が適しています。円筒状部品の量産には、旋盤加工によるCNC製作が効率的です。また、公差が極めて厳しく、あるいは材質が極めて硬いという仕様要件がある場合には、研削加工および放電加工(EDM)が、標準的な加工プロセスでは達成できない精度と性能を実現します。
本稿で機械加工プロセスの基礎を理解したうえで、次に重要な判断である「カスタム機械加工部品に最適な材料の選定」に進むことができます。
カスタム機械加工部品向け材料選定ガイド
加工プロセスの選択肢が理解できたところで、次に重要な問いかけです:部品の材質はどの素材にするべきでしょうか?この選択は、強度、重量、コスト、耐食性、さらには選択した加工プロセスがそもそも適用可能かどうかといった、あらゆる要素に影響を及ぼします。
材質の選定は単なる技術的なチェック項目ではありません。これはプロジェクトの成功、納期、および予算に直接影響します。A カスタム機械加工専門工場 は数十種類の材料に対応できますが、賢く選択するためには、性能・切削性・コストの間で生じるトレードオフを十分に理解しておく必要があります。
構造用途向けの金属および合金
強度、耐久性、耐熱性が最も重視される場合、金属は最適な選択肢となります。ただし、すべての金属が同様に良好に加工できるわけではなく、またコストも一律ではありません。以下では、最も一般的な選択肢について詳しく解説します。
アルミニウム合金 アルミニウム合金は、優れた強度対重量比、高い熱伝導性および電気伝導性、ならびに自然な耐腐食性を備えており、その理由からカスタム機械加工分野で長年にわたり主流となっています。また、加工が容易であるため、多くのプロジェクトにおいて最も経済的な選択肢となります。
最も一般的な規格(グレード)には以下があります:
- アルミニウム6061: 汎用性に優れ、十分な強度と極めて優れた切削性を兼ね備えた主力合金です。
- アルミニウム7075: 航空宇宙産業で最も好まれる合金であり、鋼鉄並みの硬度まで熱処理可能でありながら、軽量性を維持します。
- アルミニウム5083: 海水に対する卓越した耐食性を有しており、船舶および建設用途に最適です。
鋼鉄と不鋼 アルミニウムでは要求される強度、硬度、または耐熱性を確保できない場合に採用されます。ステンレス鋼合金(例:SUS304、SUS316)は、医療機器、食品加工、船舶などの分野で優れた耐腐食性を発揮します。さらに高性能を要する用途では、析出硬化型ステンレス鋼SUS17-4を用いて、工具鋼並みの硬度を実現できます。
1018や1045などの軟鋼は、腐食が主な懸念事項でない構造部品、治具、および固定具に対して、コスト効率の高いソリューションを提供します。その 切削性評価値 は大きく異なります——自由切削鋼(SAE 12L14)では170%に達する一方、軸受鋼(SAE 52100)では約40%まで低下します。
銅と銅 特殊用途には青銅加工が注目に値します。耐摩耗性軸受、ブッシュ、または海洋機器用に青銅を切削加工する必要がある場合、CNC青銅加工により、優れた耐食性と低摩擦特性を備えた部品を製造できます。真鍮C36000は、入手可能な材料の中で最も切削性に優れた材料の一つであり、継手や装飾部品の大量生産においてコスト効率が非常に高いです。
特殊合金 過酷な環境に対応します。Ti-6Al-4Vなどのチタン合金は、航空宇宙分野および医療用インプラント向けに優れた比強度を提供しますが、その切削性評価値はわずか約20%です。一方、Inconel 718などの耐熱超合金は、切削性評価値がわずか10%と極めて低いものの、従来の金属が破壊されるような高温下でも機械的特性を維持します。
特殊部品向けのエンジニアリングプラスチック
金属が常に最適解とは限りません。エンジニアリングプラスチックは、軽量構造、耐薬品性、電気絶縁性、そしてしばしば低コストでの機械加工といった特有の利点を提供します。
POM(デルリン) デルリン(Delrin)は、市販されているプラスチックの中で最も切削性に優れた材料として際立ちます。高精度加工性、優れた寸法安定性、低摩擦性、および極めて低い吸水性という特長を兼ね備えており、ギア、ベアリング、精密機械部品などに理想的です。プラスチック部品において厳密な公差が要求される場合、デルリン・プラスチックが通常最も適した選択肢となります。
ナイロン製部品を機械加工する際には、衝撃強度、耐薬品性、耐久性に優れた材料を扱うことになります。CNC加工で最も一般的に用いられるのはナイロン6およびナイロン66ですが、機械加工用ナイロンは吸湿性の特性に注意を払う必要があります。最終使用前に部品を調湿処理する必要がある場合があります。
ポリカーボネート 優れた衝撃抵抗性(ABSよりも優れる)と良好な光学的透明性を実現します。流体デバイス、保護カバー、自動車用ガラスなど、強度と透明性の両方が求められる用途で広く機械加工されています。
PEEK pEEKはエンジニアリングプラスチックの中でも高機能性を代表する材料です。優れた機械的特性、広範囲な温度域における優れた熱的安定性、そして卓越した耐薬品性を備えており、重量が重要な要素となる用途において金属の代替として頻繁に採用されます。医療用グレードのPEEKは、生体適合性インプラントや外科手術器具の製造にも使用されます。
アクリル ガラスに近い光学的透明性を、その重量のわずか一部で実現します。ディスプレイケース、光導波路、装飾部品などの加工には優れていますが、ポリカーボネートよりも脆く、取り扱いには十分な注意が必要です。
用途に応じた材料の選定
適切な材料を選定するとは、その材料の特性を自社の具体的な要件に適合させることを意味します。以下に、材料と業界用途との典型的な対応関係を示します:
- 航空宇宙グレード材料: アルミニウム7075、チタン合金、耐熱超合金、PEEK——比強度および極限環境下での性能を最優先
- 医療用適合材料: ステンレス鋼316、チタンTi-6Al-4V、医療用グレードPEEK、デルリン——生体適合性、滅菌可能であること、耐食性が求められます
- 自動車部品: アルミニウム6061、合金鋼4140および4340、ブッシュ用CNC加工青銅、摩耗部品用ナイロン——性能とコスト効率のバランスを重視
- 一般産業用途: アルミニウム6061、軟鋼1018、真鍮C36000、POM、ABS——機械加工性および経済的な量産性を重視
プロのヒント:材料選定で迷ったときは、まず最も重要な要件(重量、強度、耐食性、コストのいずれか)を明確に定義し、そこから選択肢を絞り込んでいきましょう。
切削性はプロジェクトコストに直接影響することを忘れないでください。切削性の数値が高い材料は、加工速度が速く、工具摩耗が少なく、最終的に製造コストも低くなります。自由切削黄銅で製造した部品は、同じ形状をチタンで製造する場合と比較して、加工コストが半分程度で済むことがあります(原材料価格を考慮する前でも)。
材料選定が明確になったら、次に部品の精度をどの程度必要とするかを正確に仕様化します。公差の理解は、過剰仕様(コスト上昇を招く)と不足仕様(部品の機能不全リスク)の両方を回避するために不可欠です。

プロジェクト成功のための公差解説
製造業で頻繁に見られるシナリオがあります。エンジニアが部品のすべての寸法に対して極めて厳しい公差(許容差)を指定し、より厳密な公差=より優れた品質であると信じ込んでしまうのです。その結果は? 予想価格の3倍もの見積もり金額と、納期を大幅に超過する納入リードタイムです。このような状況は、ごくありふれたものではないでしょうか?
公差(許容差)の理解は単なる技術的知識ではなく、費用対効果の高いプロジェクトと、不必要に高コストなプロジェクトとの違いを生むものです。カスタム機械加工工場から機械加工部品を発注する際、公差仕様は、支払う金額、待つ期間、そして部品が設計通りに機能するかどうかという点に直接影響します。
公差表記および規格の理解
公差とは、規定値から許容される寸法変動の総量を定義するものです。アメリカン・マイクロ・インダストリーズ社によると、エンジニアは、部品がアセンブリ内で適切に機能することを保証するために公差を設定します。一方、製造業者は、これを生産工程全体における重要な品質管理パラメーターとして活用します。
公差仕様は、いくつかの標準化された形式で登場します。
- 両側公差: 両方向への変動を許容する(例:25.00 ±0.05 mm)
- 片側公差: 片方向のみの変動を許容する(例:25.00 +0.00/-0.10 mm)
- 限界寸法: 最大値および最小値を直接指定する(例:24.95–25.05 mm)
国際規格ISO 2768では、精密度クラスが「微細(f)」から「極粗(v)」まで設定された一般的な公差ガイドラインが提供されています。この枠組みは、直線寸法、角度寸法、外径の曲率半径、および面取り高さをカバーしています。ただし、これらは一般論にすぎず、すべてのカスタム機械加工部品に適用されるわけではありません。実際の必要性は、お客様の具体的な用途によって決まります。
重要なポイントは、公差仕様における小数点以下の精度が、製造の難易度およびコストと直接相関しているという点です。±0.02インチの公差は、±0.002インチの公差と比べて許容範囲が10倍広く、生産の複雑さおよび最終的な費用に大きく影響します。
公差要件がプロジェクトに与える影響
公差を、バランスを取る作業と考えてください。厳しすぎると、必要以上に高精度な加工を支払うことになります。緩すぎると、部品同士が正しく組み合わさらない、あるいは正常に機能しなくなります。
として RPWORLDの製造エンジニア なお、一般に、公差を厳しく設定すれば製品品質が自動的に向上すると考えられがちです。しかし実際には、厳しい公差は単一の部品について高い製造品質を示すに過ぎず、それが直ちに製品全体の品質向上を意味するわけではありません。製品の品質は、最終的に部品がどのように組み立てられ、互いに連携して機能するかによって決まります。
コスト面の影響も検討してください:標準的なCNC機械加工部品では、通常±0.005インチ(0.127 mm)が基準となる公差です。さらに厳しい公差を達成するには、研削や放電加工(EDM)などの二次加工、専用設備、温度管理された環境、および強化された品質保証措置などが必要となり、これらすべてがコスト増加と納期延長を招きます。
| 公差レベル | 標準範囲 | 最適な適用例 | コストへの影響 |
|---|---|---|---|
| 標準 | ±0.25 mm (±0.010") | 一般的な機械部品、ブラケット、ハウジング、非重要部品のアセンブリ | 基準値——最も経済的 |
| 精度 | ±0.05 mm(±0.002インチ) | マating部品、ベアリング、精密フィット部品、航空宇宙用部品 | 50–100%の向上 |
| 超精度 | ±0.0125 mm(±0.0005インチ) | 医療用インプラント、光学部品、計測機器、重要組立品 | 100–200%の向上 |
実際に達成可能な公差に影響を与える要因はいくつかあります:
- 温度の変化: 工作機械および加工物は温度変化により膨張・収縮し、寸法に影響を与えます
- 工具摩耗: 切削工具は生産中に徐々に摩耗し、寸法のドリフトを引き起こします
- 材料の特性: 熱膨張係数、切削性、寸法安定性は材料ごとに大きく異なります
- セットアップの再現性: 適切な手順を用いる熟練した工作機械オペレーターは、±0.025 mm(±0.001インチ)以内のセットアップ再現性を達成できます
経験則:機能を確実に保証できる最も緩い公差を指定してください。厳密な公差は、真正に精度が求められる箇所——すなわち、嵌合面、軸受の嵌合部、および重要なインターフェース——にのみ適用してください。
高精度CNC加工サービスを利用する際は、ご自身の機能要件を明確に伝えることが重要です。優れた加工業者は、どの寸法が重要であるか、またどの寸法であれば標準公差で十分かを一緒に検討・特定するお手伝いをしてくれます。こうした協働的なアプローチ——一律に厳しい公差を要求するのではなく——により、適正なコストで完璧に機能する加工部品を実現できます。
例えば、ロッドに嵌合するブッシングの場合、内径には適切な嵌合を確保するために±0.002インチの公差が必要となるかもしれません。しかし、外径や全長については、±0.010インチの公差でも十分に機能する場合がほとんどです。このような違いを理解することで、必要最小限の公差のみを指定することが可能になります。
公差の意味を正しく理解したうえで、次にコストに影響を与える重要な意思決定を検討する準備が整います。すなわち、試作数量での製造が必要か、それとも量産ロットが必要かという判断です。それぞれ異なるアプローチを必要とし、それぞれに異なるメリットがあります。
試作加工と量産ロット
画期的な部品を設計しました。次に重要な問いが立ち上がります。概念の妥当性を検証するための単一試作品が必要なのか、それとも数百点規模の量産部品の製造に既に進むべき段階にあるのか、という問いです。この答えは、カスタム機械加工業者がお客様のプロジェクトに取り組む方法と、お客様が支払う金額を根本的に変えることになります。
近年、試作と量産の境界線は著しく曖昧になっています。 according to 業界アナリスト によると、かつては試作→パイロット生産→大量生産へと順次移行するという従来のルールはもはや通用しません。今日の顧客は、大量生産価格で高度なカスタマイズを要求しており、メーカーはこれに応じて対応を迫られています。
プロジェクトがこのスペクトラムのどの位置にあるか、および今後どのように進化する可能性があるかを理解することで、適切な機械加工パートナーを選定し、途中で発生する高額な予期せぬ費用を回避できます。
迅速な試作から量産まで
試作用機械加工と量産工程は、たとえ同一の部品を製造する場合でも、根本的に異なる目的を持っています。その優先事項、工程、およびコスト構造は大きく異なります。
試作段階では、通常、単価よりもスピードが重視されます。設計の検証、寸法・機能のテスト、あるいはステークホルダーへのコンセプト提示のために、機能的なハードウェアを迅速に手元に確保する必要があります。金型製作に着手する前に設計の妥当性を確認できるよう、3日間で納品される単一の試作部品が500ドルであっても、十分に許容される場合があります。
量産工程では、これらの優先順位が逆転します。設計が検証された後は、一貫性、コスト効率性、品質管理が最重要課題となります。同じ部品でも、100個単位で発注した場合の単価は1個あたり50米ドルになるかもしれませんが、その価格を実現するには、異なるセットアップ要件、工程の最適化、および品質保証体制が必要です。
ここで、ロットサイズが単価に劇的に影響を与える点が明確になります。RapidDirect社の製造データは、この関係を明瞭に示しています:
| 数量 | 単価(例:アルミニウム製部品) | セットアップコストの影響 |
|---|---|---|
| 1個 | $300+ | セットアップ費用が単一試作品1個に全額負担される |
| 10個 | $45–75 | セットアップコストがロット全体に分散 |
| 100個 | $15–30 | セットアップ費用が1個あたりのコスト要素としてほとんど無視できる水準になる |
| 500個以上 | $8–20 | 大量生産による効率性が完全に発揮される |
なぜこれほど大きな差が生じるのでしょうか?CAMプログラミング、治具製作、工具設定、初品検証などにかかるセットアップ費用は、発注数量に関わらず比較的固定されています。たとえば300米ドルのセットアップ費用は、単一試作品ではそのまま300米ドルの追加コストとなりますが、100個のロットでは1個あたりわずか3米ドルにしかなりません。このような経済的現実が、試作品が本質的に高価である理由、および数量増加に伴って単価が急激に低下する理由を説明しています。
適切なパートナーとともにプロジェクトをスケールアップする
近くの機械加工工場すべてが、試作と量産の両方を equally うまく対応できるわけではありません。中には開発作業向けに迅速な納期を実現することに特化した工場があり、他には一貫した大量生産を最適化している工場もあります。こうした違いを理解することで、プロジェクトのライフサイクルに合った適切なパートナー(あるいは複数のパートナー)を見つけることができます。
試作向けの工場を評価する際には、以下の点を優先事項として検討してください:
- 速度: 金属を切削する前に数日(数週間ではなく)で機能的な部品を納品できますか?
- 設計検証能力: 金属の切削を開始する前に、製造可能性に関するフィードバックを提供してくれますか?
- 反復設計への柔軟性: 設計変更を各リビジョン間でどれだけ迅速に反映できますか?
- 素材の多様性: ご希望の量産用材料で加工可能ですか?それとも試作向けの代替材料のみに対応していますか?
- 連絡対応の迅速さ: エンジニアが質問に応答し、設計最適化に協力してくれますか?
生産重視の評価では、評価基準が異なるものに移行します。
- 安定性 すべての製造ロットにおいて、各部品が仕様通りであることを保証する品質管理システムとはどのようなものですか?
- コスト効率: 大量生産時に単位当たりコストを最小限に抑えるため、彼らは工程をどのように最適化していますか?
- 品質管理: 彼らが提供する検査手順、統計的工程管理(SPC)モニタリング、および文書化はどのようなものですか?
- 容量: 所定の納期内で、あなたの要求数量に対応できますか?
- スケーラビリティ: 需要が増加した場合、品質を損なうことなく生産規模を拡大できますか?
最も多機能な設備—特に、フライス加工能力に加えて包括的なCNC旋盤加工サービスを提供する設備—は、初期のコンセプト段階から量産まで、あなたのプロジェクト全体を支援できます。このような連続性には大きなメリットがあります。すなわち、加工業者はあなたの部品を理解し、品質要件を把握し、生産数量の増加に伴っても一貫した工程を維持できるようになります。
多くのエンジニアが採用する実践的なアプローチとして、時間軸で物事を考える方法があります。「この製品を6週間後、6か月後、そして6年後にどこまで実現したいと考えていますか?」という問いかけです。このような視点により、短期的な試作要件と長期的な量産ビジョンとの間の明確な区別が可能になります。市場検証を必要とするコンセプトモデルは、CADファイルが同一であっても、量産向けに既に実証済みの設計とは根本的に異なります。
地元の機械工作所は、試作作業において優れた実績を持ち、対面での協業や迅速な反復開発が可能です。一方、量産段階では、より大きな生産能力を持つ施設や、業界が要求する専門的な認証を取得した工場など、より広範な選択肢を検討することになります。多くの成功した製品開発プログラムは、「自宅/オフィス近くの機械加工業者」による試作から始まり、生産数量の増加に伴い、量産最適化を図ったパートナーへと移行していきます。
鍵となるのは、現在のニーズに合った適切な能力を選びつつ、それらのニーズが今後どのように変化していくかを常に見据えることです。プロトタイプおよび量産に関する検討事項が明確になった時点で、次の重要な評価要素——自社の工程および能力を保証する品質認証——の検討に進む準備が整います。

品質認証とは何か、そしてそれがお客様にとってどのような意味を持つのか
機械加工工場のウェブサイトには、ISO 9001、AS9100、IATF 16949といった認証ロゴが掲載されているのを、おそらく既にお目にかかったことがあるでしょう。しかし、これらの頭文字略語は、実際にご発注いただく部品に対してどのような意味を持つのでしょうか? 多くの競合他社は、認証を単に羅列するだけで、その重要性について説明していません。ここでは、その状況を変えていきましょう。
品質認証を理解するということは、単に認証バッジを収集することではありません。それは、お客様の特定の用途においてどの認証が重要であるか、またそれらがどのような保証を提供するかを正確に把握することです。カスタム機械加工工場が関連する認証を取得している場合、それは文書化された工程、検証済みの能力、およびお客様が受領される部品に直接影響を及ぼす責任体制が確立されていることを示しています。
部品の品質認証が意味するもの
認証とは、工場が自ら掲げる主張を実際に実行していることを第三者が検証・保証するものと考えてください。アメリカン・マイクロ・インダストリーズ社によると、認証は品質マネジメントシステムにおける生産プロセス全段階を支え、その妥当性を裏付ける柱のような存在です。認証は手順を形式化し、管理ポイントを明確に定義し、継続的なコンプライアンスを監視します。
ほとんどの製造業向け認証の基盤となるのは、国際的に認められた品質マネジメントシステムの標準であるISO 9001です。この基本的な認証は、事業所が以下の事項を確立済みであることを保証します。
- 文書化されたワークフロー: すべての工程が個々の従業員の記憶に頼らず、文書として明文化されています
- パフォーマンスの監視: 品質の成果を測定する指標により、問題が習慣化する前にそれを特定できます
- 是正措置プロトコル: 問題が発生した場合、体系的な手順によって症状ではなく根本原因に対処します
- 顧客を中心に 品質要件は、お客様の仕様から生産の各工程に至るまで一貫して反映されます
しかし、ISO 9001は単なる出発点にすぎません。業界特化型の認証は、この基盤を土台として、故障が許されない分野に特化した追加要件を盛り込んでいます。
業界特化型の規格とその要件
ここにおいて、認証の選択が極めて重要になります。自動車向けの作業に認証された工場が、航空宇宙分野の要件を満たしているとは限りません——その逆も同様です。こうした違いを理解することで、施設がご使用目的に実際に応えられるかどうかを適切に評価できます。
次のように指摘されているように TÜV NORD 自動車分野(IATF 16949)および航空宇宙分野(AS9100)の両規格は、ISO 9001を基盤とし、それぞれの業界に特化した追加要件を盛り込んでいます。自動車分野では、大量生産における極めて高い一貫性と工程改善が重視されます。一方、航空宇宙分野では、飛行に耐えうる部品の製造に必要な厳格な管理が求められます。
腐食性環境や厳しい航空宇宙用合金など、ニトロニック60などの特殊材料を扱う際には、これらの認証により、工場がそのような材料に特有の取扱い、加工、検査要件を十分に理解していることが保証されます。
| 認証 | 業界の焦点 | 主要な要件 | 顧客の利点 |
|---|---|---|---|
| ISO 9001 | 一般製造業 | 品質マネジメントシステム、文書化されたプロセス、継続的改善、顧客志向 | 一貫した品質基準、体系的な問題解決、文書化された手順 |
| AS9100D | 航空宇宙、宇宙、防衛 | リスク管理、構成管理、厳格な文書管理、製品保全管理、OASISデータベース登録 | 飛行適格部品、完全なトレーサビリティ、重要用途向けの妥当性確認済みプロセス |
| IATF 16949 | 自動車サプライチェーン | 欠陥予防、ばらつき低減、無駄の排除、サプライヤー監視、継続的改善 | 大量生産における一貫性、統計的工程管理(SPC)、堅牢な品質システム |
| ISO 13485 | 医療機器 | 設計管理、リスク管理、トレーサビリティ、滅菌バリデーション、苦情対応 | 規制遵守、患者安全の確保、完全な文書記録の追跡 |
| NADCAP | 航空宇宙特殊工程 | 熱処理、化学処理、非破壊検査に特化したプロセス別認証 | 検証済みの特殊プロセス。一般認証に加えて付与される追加の品質層 |
航空宇宙分野におけるCNC機械加工およびコバル加工サービスでは、通常AS9100D認証が必須となります。認証取得済み企業は、OASISデータベース(Online Aerospace Supplier Information System:オンライン航空宇宙サプライヤー情報システム)に登録されており、顧客に対してコンプライアンスを満たすサプライヤーの検証済み登録簿を提供します。
医療機器向け機械加工では、設計管理から苦情対応に至るまでを規定するISO 13485への適合が求められます。この認証は、すべての医療機器部品が完全にトレーサビリティを確保できること、および製造プロセスが患者の安全を最優先事項として維持されることを保証します。
大量生産を要する高精度自動車部品の製造には、通常、IATF 16949認証が求められます。この規格は、自動車サプライチェーンに部品を供給する一次機械加工工程が直面する特有の課題に特化しており、個々の部品品質と同様に、数千点に及ぶ部品における一貫性が極めて重要であることを明示しています。
統計的工程管理(SPC)が一貫性を確保する仕組み
認証取得には書類作成以上の取り組みが不可欠です。認証は、不良品が出荷される前に問題を検出するための体系的な品質管理手法を義務付けています。統計的工程管理(SPC)は、このアプローチの中核を担っています。
SPCは、リアルタイムでのデータ収集および統計分析を活用して製造工程を監視します。完成後の部品を検査するのではなく、製造中に主要寸法を継続的に測定・追跡し、公差違反が発生する前に潜在的な問題を示す傾向を早期に検出します。
実際のSPC運用の具体例は以下の通りです:
- 制御図: 作業者は生産ロット全体を通じて測定値を記録・プロットし、工程のばらつき(ドリフト)を示すパターンを常時監視します
- プロセス能力調査: 統計分析により、この工程が仕様を余裕をもって一貫して満たすことができることが確認されています。
- 初品検証: 量産開始前に、初期部品に対して包括的な検査が実施されます。
- 工程内検査: 重要寸法は、生産工程全体において定められた間隔でチェックされます。
認証取得済みの工場と取引する場合、単にその工場の主張を信用するだけではなく、独立した登録機関によって審査された文書化された品質管理システムの恩恵を受けることになります。こうした審査は、品質管理システムが文書通りに実際に機能していることを検証し、非公式な品質保証では到底達成できない水準の責任体制を確立します。
加工パートナー候補に対しては、「製品完成後の検査だけでなく、生産中の品質をどのようにモニタリングしていますか?」と尋ねてください。その回答から、相手が本当に工程管理(プロセスコントロール)を実践しているのか、それとも単に完成品の検査のみを行っているのかが明らかになります。
適切な認証の有無は、特に規制対象産業において極めて重要です。医療機器メーカーは米国食品医薬品局(FDA)による審査を受ける必要があります。航空宇宙分野のサプライヤーは、一次請負業者による監査を満たす必要があります。自動車分野のサプライヤーは、顧客ごとに定められた監査を受ける必要があります。いずれの場合においても、適切に認証された機械加工パートナーと連携することで、自社のコンプライアンス負担が軽減され、サプライチェーンリスクが低減されます。
認証要件を理解したうえで、自社の具体的なニーズに基づき機械加工パートナーを評価する準備が整いました。単にその技術的能力のみならず、当該パートナーの資格が自社の業界および用途要件とどの程度整合しているかも検討する必要があります。
適切な機械加工パートナーを評価・選定する方法
プロジェクトの要件を定義し、材料を選定し、必要な公差も理解しました。次に重要な決定が待ち受けています。つまり、あなたの設計を実際に形にする機械加工パートナーは誰か?不適切なパートナーを選んでしまうと、時間と予算の浪費、そして仕様を満たさない部品の納入という結果を招きます。一方、適切なパートナーを選べば、品質の高い部品を期日通りに確実に提供してくれる協働関係が築けます。
自社近くのCNC加工業者を選ぶことを、極めて重要なポジションへの採用活動だと考えてください。単に機械加工時間を購入するのではなく、プロジェクトの成功に影響を与えるパートナーを選んでいるのです。「 Modus Advanced 」によると、米国国防総省(DoD)の請負業者であれ、民生用電子機器の設計者であれ、CNC機械加工サービスのパートナー選びは極めて重要です。適当な業者では到底対応できません。
ご自身の具体的なニーズに基づき、候補となる機械加工パートナーを体系的に評価するアプローチについて、順を追って説明します。
候補となる機械加工パートナーに必ず確認すべき必須質問
評価を就職面接のように扱いましょう。優れた機械加工工場は、徹底した質問を歓迎します——これは、品質を重視する真剣な顧客であることを示すサインです。質問を避けたり、曖昧な回答をしたりする工場は、あなたのプロジェクトをどのように対応するかという重要な点を露呈しています。
まず、経験と能力に関する質問から始めましょう:
- どのような種類のプロジェクトを専門としていますか? 一部の施設は航空宇宙分野に特化し、他は医療機器や自動車部品に特化しています。業界経験は重要です。なぜなら、あなたの業界を理解している近隣の機械加工工場は、すでにあなたが直面する規格、材料、課題を熟知しているからです。
- 同様のプロジェクトの事例をいくつか教えていただけますか? 過去の実績は、約束よりも能力をよりよく示します。同様の要件を持つ顧客からの事例研究(ケーススタディ)または推薦状を請求してください。
- どのような設備および工程を提供していますか? ご依頼の部品に必要な特定の機械——3軸フライス盤、5軸加工能力、スイス型自動旋盤、放電加工(EDM)——を保有していることを確認してください。また、 Pro-Type Industries 備考:工場では、最低限、旋盤加工、フライス加工、表面研削を提供できることが望ましい。
- 貴社の生産能力および現在の納期はどのくらいですか? 優れた加工能力を持つ工場でも、6週間の受注 backlog(積み残し)がある場合、緊急プロジェクトへの対応が十分でない可能性があります。
品質重視の質問は、その事業運営の成熟度を明らかにします。
- どのような認証を取得していますか? 認証は、ご担当業界の要件に合致しているか確認してください。基準としてISO 9001、航空宇宙業界向けにはAS9100、自動車業界向けにはIATF 16949、医療機器業界向けにはISO 13485が該当します。
- 製造工程における品質保証はどのように実施されていますか? SPC(統計的工程管理)、工程内検査、初品検証など、具体的な手法に関する回答を確認してください。漠然とした品質保証の約束だけでは不十分です。
- どのような検査装置をご使用ですか? 三次元測定機(CMM)、光学比較測定器、校正済みの計測器具の有無は、真剣な品質インフラ整備の指標となります。
- 検査報告書および材質証明書を提供していただけますか? 文書化要件は業界によって異なります。お客様が必要とする書類を確実に提供可能であることを確認してください。
コミュニケーションおよびサービスに関する質問は、業務上の関係の質を予測します:
- 私の主な窓口担当者は誰ですか? エンジニアまたはプロジェクトマネージャーへの直接アクセスにより、問題解決が迅速化されます。
- 設計に関するフィードバックや製造可能性に関する懸念事項には、どのように対応されますか? 優れたパートナーは、お客様の部品品質向上およびコスト削減に寄与する「製造性を考慮した設計(DFM)」に関する助言を提供します。
- 変更依頼(Change Order)や設計修正のプロセスはどのようになっていますか? 開発段階における柔軟性は極めて重要です。
自社の要件に対する工場の能力評価
面談での回答をもとに、各候補となるパートナーを自社のプロジェクト要件に対して体系的に評価してください。すべての工場がすべての分野で優れている必要はありませんが、プロジェクトが特に求めている分野では確実に優れていなければなりません。
以下のチェックリストを用いて、評価を整理してください:
- 技術的能力の一致: 指定された材料を、適切な工程で要求される公差に合わせて機械加工できますか?
- 認証の適合性: 業界や顧客が要求する認証を保有していますか?
- 生産量との適合性: 試作から量産まで、ご要望の数量要件に対応できる設備を備えていますか?
- 納期の実現可能性: 品質を犠牲にすることなく、現実的にご要望のスケジュールを満たすことができますか?
- コミュニケーションの質: 迅速かつ十分な回答をし、自社のプロジェクトに真摯に関心を寄せている様子がうかがえましたか?
- 価格の透明性 見積もりは詳細で分かりやすく、他社と比較しやすい内容になっていますか? それとも曖昧で比較が困難ですか?
- 地理的要因: 立地は、輸送コスト、コミュニケーションの容易さ、あるいは工場訪問の可否に影響を及ぼしますか?
評価中に赤信号(警告サイン)に注意してください。出典: OGBC 価格の透明性が欠如していることや、コミュニケーションが不十分であることは、重大な警告サインです。機械加工サービスが明確な見積もりの提供を渋ったり、回答に曖昧さを見せたりする場合、その後の誤解やミスにつながる可能性があります。
地元の工房 versus オンラインサービス
自宅または事業所の近くでCNC加工業者を探すべきでしょうか、それともオンラインの機械加工サービスを検討すべきでしょうか?どちらの選択肢も、状況に応じてそれぞれ正当なメリットがあります。
地元の機械加工工房には以下のような明確なメリットがあります:
- 対面でのコミュニケーションにより、複雑な技術的な議論が容易になります
- 施設を直接訪問し、設備を確認したり、担当チームと顔を合わせたりできます
- 緊急案件において、納期短縮および送料の削減が可能です
- 試作開発および反復改良の過程で、より円滑な共同作業が実現します
- 信頼関係の構築により、長期的なパートナーシップが支援されます
オンライン機械加工サービスには、以下のような異なるメリットがあります:
- 地理的な制約を超えた、より広範な能力へのアクセス
- 自動化システムを活用した、オンラインでの迅速な機械加工見積もり
- 大規模な操業による競争力のある価格設定
- 24時間365日対応の見積もり・発注の利便性
- 単純な部品に対して効果的に機能する標準化されたプロセス
オンラインでCNC機械加工業者を調達する際は、地元の業者と同様の利便性を再現できるライブサポートを提供する業者を選択してください。専門家と直接会話できることは、満足度およびプロジェクト成功の可能性を大幅に高めます。多くのオンラインサービスでは、電話、ライブチャット、または電子メールによるサポートを提供しています。
実践的なアプローチとして、以下の点を検討してください:密接な連携、迅速な試作・改良、あるいは複雑な部品など、緊密なコミュニケーションが必要な場合は地元の業者を活用します。一方、標準化された部品、既に実績のある設計に対するコスト競争力、あるいは地元の選択肢に特定の技術能力がない場合などには、オンラインサービスを活用します。多くのエンジニアは、両方のタイプの業者と関係を築き、それぞれの強みがプロジェクトの要件と一致する場面で適切に使い分けています。
見積もりの取得と比較
CNC加工の見積もりをオンラインで依頼する場合、あるいは地元の加工店に依頼する場合でも、公平な比較が可能となるよう、一貫した情報を提供する必要があります。以下の内容を含む、完全なRFQ(Request for Quotation)パッケージを準備してください。
- 一般的に受け入れられている形式のCADファイル(STEP、IGES、またはネイティブ形式)
- 重要寸法および公差が明記された2D図面
- 材質仕様(グレードおよび特別な要件を含む)
- 必要数量および今後の継続的な需要見込み量
- 納期要件および柔軟性の有無
- 表面仕上げ要件および二次加工の有無
- 検査および文書提出の要件
見積もりが到着したら、単に最終金額(トータル価格)だけに注目しないでください。セットアップ費用、検査、材質証明書、包装、出荷など、見積もりに含まれる項目を確認しましょう。必要な項目を含まない低価格の見積もりは、実際にはコスト面で有利とは限りません。
覚えておいてください:最も安価な加工店を選ぶのは魅力的に思えるかもしれませんが、長期的には必ずしも最善の選択とは限りません。高品質な設備は初期投資コストが高くなりますが、製造工程における誤りが少なく、より優れた結果を生み出します。
注文を発注する前に、明確なコミュニケーションの期待値を設定してください。担当者を誰にするか、進捗状況の報告方法はどのようなものか、また生産開始前の承認ステップにはどのようなものがあるかを確認します。これらの詳細を明確にしておくことで、誤解を防ぎ、プロジェクトを計画通りに進めることができます。
評価基準が明確であり、パートナー選定に体系的なアプローチを採用しているため、賢明な選択が可能です。次のステップは、スムーズな見積もりおよび生産を実現するためのプロジェクト関連文書の準備です。これにより、お客様自身と選定した機械加工パートナー双方の成功が確実になります。
カスタム機械加工プロジェクトを成功に導くための準備
機械加工パートナーを選定しました——次に何をすればよいでしょうか?スムーズなプロジェクト運営と困難を伴うプロジェクト運営との違いは、しばしば「準備」に起因します。不完全な文書、曖昧な仕様、不十分なコミュニケーションは、いかなる技術的課題よりも多くの遅延やコスト超過を引き起こします。しかし朗報があります。初期段階でわずかな手間をかけるだけで、結果は劇的に改善されます。
Dipec社によると、時間は金である——特に納期やコスト効率がプロジェクトの成否を左右する業界においてはなおさらです。迅速かつ透明性の高い見積もりには、適切な準備とアプローチが不可欠です。では、プロジェクトを成功に導くための具体的な準備手順を詳しくご説明します。
CADファイルおよび技術資料の準備
CADファイルおよび技術図面は、プロジェクト全体の基盤となります。十分に整備されたファイルパッケージがあれば、寸法、公差、特徴形状などに関する曖昧さが解消されます。加工業者が完全な情報を得られない場合、推測せざるを得なくなります。そのような推測は、納期遅延、不適合部品の製造、高額な設計変更依頼(change order)につながる可能性があります。
必須の準備手順は以下の通りです:
- 要件を明確に定義する。 CADソフトウェアを操作する前に、部品が果たすべき機能を文書化してください。どの程度の荷重を受けるのか? どのような環境下で使用されるのか? どの部品と接続・連携する必要があるのか? こうした機能要件こそが、その後のあらゆる意思決定を駆動するものです。
- 承認済みフォーマットで完全なCADファイルを作成する。 STEP、IGES、またはネイティブCAD形式が最も適しています。2D図面のみを使用するのは避けてください。2D図面には奥行きや明瞭性が欠けるためです。すべての特徴(形状)、穴、ねじ山、幾何学的詳細を含めてください。重要な情報が欠落したファイルは、見積もり作成を遅らせ、加工業者が追加の確認を依頼することになります。
- 注釈付きの2D技術図面を作成してください。 3D CADファイルがある場合でも、注釈付きの2D図面を併用することで、見積もりプロセスが大幅に迅速化されます。機能上重要な寸法を明記し、精度が求められる箇所では公差を明示し、表面粗さ(仕上げ)要件も記載してください。これにより、ねじや表面仕上げに関する質問が解消され、やり取りの回数が減ります。
- 材料および表面処理を正確に指定してください。 曖昧な材料指定は、見積もり提出を停滞させます。「アルミニウム」とだけ記載するのではなく、「6061-T6アルミニウム合金」と具体的に指定してください。「ステンレス鋼」とだけ記載するのではなく、「316Lステンレス鋼」と明記してください。また、研磨、陽極酸化処理、コーティングなどの追加表面処理が必要な場合も、必ず明記してください。
- 数量を確定させ、不確実な場合は範囲を提示してください。 生産数量は価格および納期に大きく影響します。1個の見積もりと、10個、50個、または100個の見積もりでは、金額や納期が大きく異なります。最終的な発注数量が不確かな場合は、複数のロットサイズ(例:「10個、50個、100個の見積もり」)について別途見積もりを依頼することをおすすめします。
- 現実的なスケジュールを設定してください。 納入要件を明確にご提示ください。部品を7~10日以内に必要ですか?それとも数週間程度の柔軟な納期で構いませんか?また、納入先住所も併記してください。これにより、輸送コストおよび納期を正確に見積もりに反映できます。
- 二次加工工程を明記してください。 部品に組立、刻印、ラベリング、接着・溶接などの後加工(ポストマシン加工)が必要ですか?こうした工程は事前に必ずお知らせください。すべての必要な工程を明記することで、納期遅延を防ぎ、作業全体をカバーした正確な見積もりをご提供できます。
プロのアドバイス:公差、ねじ山、表面仕上げなどに関する質問を未然に防ぎ、見積もり処理を大幅に加速させるためには、STEPファイルに加えて、注釈付きの2D技術図面も併せてご提供いただくと効果的です。これにより、メールボックスへの見積もり到着がより迅速になります。
プロジェクト成功のためのコミュニケーションにおけるベストプラクティス
完璧なドキュメンテーションがあっても、コミュニケーションのギャップがプロジェクトを頓挫させてしまうことがあります。生産開始前に明確なコミュニケーションチャネルと期待値を確立することで、高額な誤解を未然に防ぐことができます。
遅延やコスト超過を招く一般的なミスには以下のようなものがあります:
- 不完全な図面を送付すること。 寸法の欠落、公差の不明確さ、あるいは材質仕様の記載漏れは、加工業者が作業を一時停止して確認を求める原因となり、納期に数日間の遅延を生じさせます。
- 納期の見積もり過小評価。 調達担当者は、特に複雑な部品において、材料調達、セットアップ、機械加工、検査、出荷に要する時間を過小評価しがちです。 業界の専門家たち 現実的な納期を事前に確認し、材料調達期間を別途考慮した上で、予期せぬ事態に備えた若干の余裕(バッファー)をあらかじめ組み込むことを推奨します。
- 価格のみに基づいて選定すること。 最も安い見積もりは、しばしば最も高価な選択肢になります。納期遅延、検査不合格、再加工などによるコストは、初期のコスト削減額をはるかに上回ることがあります。単位コストだけでなく、プロジェクト全体の価値を総合的にご検討ください。
- 品質関連文書の要件を省略すること。 お客様の業界においてトレーサビリティ、検査報告書、または材料証明書が必須である場合、これらの要件を事前に明記してください。製造後に文書の提出を依頼すると、納期遅延を招くだけでなく、場合によっては実現不可能になることがあります。
- 取引先との関係構築を軽視すること。 お取引先とのやり取りが、RFQ(見積依頼書)の送付と価格回答の受け取りのみにとどまっている場合、優先的な生産スケジューリング、積極的な問題解決、および長期的なコスト改善といった機会を逃すことになります。
厳しい公差や複雑な形状を要するCNCフライス加工部品については、製造開始前に加工パートナーとの事前打ち合わせを実施してください。重要寸法・特記事項の確認、検査ポイントの合意、および設計変更時の連絡方法について共通認識を図ることで、その後の製造工程全体において大きな効果を発揮します。
プロジェクトがアクリルのCNC加工や精密部品向けのCNC旋盤加工サービスなどの特殊工程を含む場合、材料の取扱い要件について特に検討・協議する必要があります。アクリルなどのプラスチックは亀裂やクラッキングを防ぐための細心の注意が必要であり、一方で精密旋盤加工では、治具の選定および工具の選択に特に配慮する必要があります。
迅速な対応が可能な機械加工パートナーが、プロセス全体をいかに効率化するかを検討してください。例えば シャオイ金属技術 のような認証取得済み施設は、買い手が信頼できるパートナーに求めるべき要素を示しています——迅速な試作から量産まで、スケーラブルなソリューションを提供し、最短で営業日1日という納期を実現しています。同社のIATF 16949認証は、前述の品質管理システムが実際に導入・運用されていることを保証しており、その迅速な対応力は、プロジェクト成功に不可欠なコミュニケーション水準を反映しています。
RFQ(見積依頼書)を提出する前に、以下の最終チェックリストをご確認ください:
- CADファイルは、すべての形状が正確にモデリング済みである
- 2D図面には、すべての重要寸法および公差が明記されている
- 材料仕様は、一般的なものではなく、正確に記載されています
- 数量要件が明確に示されています
- 納期の期待値が現実的であり、かつ明確に伝達されています
- 二次加工工程が文書化されています
- 検査および文書化要件が明記されています
- 正確な配送料金見積もりのため、納入先住所が記載されています
適切な事前準備により、見積もりプロセスは煩雑なやり取りから、スムーズで効率的なものへと変わります。製造業者が完全な情報を得られれば、迅速かつ正確な見積もりを提供できます。また、最初から期待値が一致していれば、生産も円滑に進みます。
プロジェクトを適切に準備することで、成功への道が開かれます。ただし、製造方法を最終決定する前に、カスタム機械加工と他の製造手法との違いを理解しておくことが重要です。これにより、ご要件に最も適した最適な加工方法を選択できます。

カスタム機械加工とその他の製造手法の比較
数千ドルものコストを節約できる質問があります。「CNC加工は、本当にあなたのプロジェクトに最適な選択肢なのでしょうか?」カスタム機械加工工場は、卓越した精度と多様な対応力を提供しますが、必ずしも最適な解決策とは限りません。場合によっては、3Dプリント、射出成形、鋳造、または板金加工のほうが、より低コストあるいはより短納期で、あなたのニーズに合致する可能性があります。
金属CNC加工を他の加工方法と比較して適切に選択できるかどうかは、賢い調達担当者と過剰なコストを支払ってしまう担当者を分ける重要なポイントです。出典: 3D People社の製造業分析 によると、「最も優れた」加工方法は存在しません。各加工法にはそれぞれ長所があり、最も賢いアプローチは、製品のライフサイクル全体を通じて複数の加工方法を組み合わせることです。
では、金属CNC加工が他の加工方法を上回るケース、および全く異なる加工方法を検討すべきケースについて、詳しく見ていきましょう。
CNC加工が他の加工方法を上回る場合
金属加工用CNC機械は、特定のシナリオにおいて、他の製造プロセスでは到底達成できない性能を提供します。こうした「最適な適用領域」を理解することで、切削加工の強みを最大限に活かしつつ、代わりの製造方法がより適している状況を回避できます。
高精度な要求がある場合、CNC加工が有利になります。 公差が±0.005インチ(約±0.127mm)を下回る場合、あるいは研削加工を要する表面粗さが求められる場合、金属切削加工が不可欠となります。3Dプリンティングでは、最高でも±0.1~0.3mm程度の公差しか実現できず、射出成形では極めて厳密な寸法制御を要する部品形状の製作が困難です。精密な嵌合部、軸受面、または重要な接合界面などにおいては、アルミニウム切削加工をはじめとするCNC加工プロセスが、必要な精度を確実に実現します。
材料特性が、加工方法の選択を左右することがしばしばあります。 チタン、高強度鋼、航空宇宙用合金などの高強度金属が必要ですか? CNC切断機は、3Dプリンティングや射出成形では単に加工できない材料を処理できます。アディティブ・マニュファクチャリング(積層造形)は金属分野へも拡大していますが、CNC加工は依然として要求の厳しい用途において優れた機械的特性と多様な材料選択肢を提供します。
少量から中量生産では、切削加工の経済性が優れています。 RPWORLD社のコスト分析が示す通り、CNC加工は1個から5,000個までの数量において、高価な金型投資を必要とせずに競争力のある単価を実現します。射出成形で発生する3,000ドル以上の金型費用を回避できるため、大量生産向けの金型投資を正当化できない製品にとって、切削加工は理想的な選択肢です。
開発段階における設計の柔軟性が、反復的な改善作業を支援します。 設計変更時に新たな金型を必要とする射出成形とは異なり、CNCプログラムは比較的容易に修正可能です。この柔軟性により、切削加工はプロトタイプ開発や、まだ改良が続いている製品の製造に最適です。
以下のような場合、CNC加工を最適な選択肢として検討してください。
- ±0.005インチ(±0.127mm)未満の厳しい公差要件
- 高強度金属またはエンジニアリンググレードのプラスチック素材
- 1個から数千個程度の生産数量
- 迅速な設計反復機能
- 精密な特徴を持つ複雑な形状
- 機能的・美的要件に応じた優れた表面仕上げ
製造方法をプロジェクト要件に適合させる
では、視点を切り替えてみましょう。どのような場面で、CNC加工以外の手法がより優れた選択となるでしょうか?こうしたシナリオにおける正直なアドバイスは、コスト削減と製品の市場投入期間短縮につながります。
3Dプリントは、形状の複雑さと製造スピードにおいて優れています。 設計が有機的な形状、内部流路、あるいは多方向からの加工を必要とする複雑な幾何学的形状を含む場合、積層造形(アディティブ・マニュファクチャリング)がしばしば優位となります。3Dプリントでは、金型費用ゼロで2~7日間で部品を製造可能であり、迅速な試作および設計検証に最適です。ただし、その一方で、 ギズモスプリングのメモ 3D印刷は、大型部品ではコストが高くなり、切削加工と比較して使用可能な材料の選択肢が限られます。
射出成形は、大量生産向けプラスチック部品において主流です。 同一のプラスチック部品を10,000個以上生産する段階に至ると、射出成形の経済性が顕著になります。高額な金型投資(3,000ドル~100,000ドル以上)は、大量生産によって均等に割り当てられ、単位当たりコストが切削加工で達成可能な水準を大幅に下回ります。ただし、初期金型製作のリードタイムは20~60日と長く、これが長期的なコスト効率とのトレードオフとなります。
鋳造は、量産向けの複雑な金属部品に適しています。 中~大量生産向けの複雑な金属形状部品については、インベストメント・キャスティング(ロストワックス鋳造)またはダイカスト(ダイキャスト)が、すべての特徴を切削加工で作成するよりも経済的である場合があります。多くの鋳造部品では、重要な表面に対して仕上げ切削加工が施され、鋳造の生産効率性と、必要不可欠な箇所での切削加工の高精度を併せ持つというハイブリッド方式が採用されます。
板金加工は、筐体やブラケットの製造を効率的に実現します。 設計がフラットなパターンを3D形状(筐体、ブラケット、シャーシ部品など)に曲げ加工する場合、実材から機械加工するよりも、板金パンチおよび金属パンチング加工の方が、しばしばより高速かつ経済的です。板金加工は材料のロスが少なく、薄肉形状の加工も効率的に行えます。
| 方法 | 最適な用途 | 容量範囲 | 材料の選択肢 | 標準リードタイム |
|---|---|---|---|---|
| CNC加工 | 高精度部品、厳密な公差、金属・エンジニアリングプラスチック、試作から量産まで | 1~5,000個 | 最広範:100種類以上の金属、プラスチック、複合材料 | 7~14日間 |
| 3Dプリンティング(SLS/MJF) | 複雑な形状、迅速な試作、有機的形状、内部特徴形状 | 1~1,000個 | 限定的:5~15種類のエンジニアリングプラスチック | 2~7日 |
| インジェクション成形 | 大量生産向けプラスチック部品、品質の一貫性、複雑な形状 | 1,000~1,000,000個以上 | 極めて広範:1,000種類以上の熱可塑性樹脂 | 15~60日(金型製作期間を含む) |
| 鋳造 | 複雑な金属形状、中~大量生産、大型部品 | 100~100,000個以上 | アルミニウム、亜鉛、鋼、青銅合金 | 20~45日 |
| 板金加工 | 筐体、ブラケット、シャーシ、薄肉部品 | 1~10,000個以上 | 鋼、アルミニウム、ステンレス、銅 | 5~15日 |
アプリケーションに適した正しい選択を行う
意思決定のフレームワークは、主に以下の4つの要素に集約されます:精度要件、材料要件、生産数量見込み、および納期制約。
まず精度から検討します。 公差が標準的(±0.25mm以上)であり、大量生産のプラスチック部品が必要な場合は、射出成形が最適です。一方、金属部品で±0.05mmまたはそれより厳しい公差が求められる場合は、CNC加工が適しています。
実際の生産数量を現実的に検討してください。 多くのプロジェクトは試作数量から始まり、少量生産へと拡大し、最終的には大量生産に至る場合があります。最も賢明なアプローチとしては、初期のコンセプト検討に3Dプリントを用い、機能的な試作および初期生産にはCNC加工を活用し、需要が金型投資を正当化する段階になって初めて射出成形を採用するという方法がしばしば有効です。
材料要件を考慮してください。 高強度金属、特殊合金、特定グレードを要するエンジニアリングプラスチックなどは、CNC加工に向いています。一方、標準的な熱可塑性樹脂を大量に生産する場合は、射出成形が有利です。また、限られた種類のプラスチックで複雑な形状を製造する場合には、3Dプリントが適しています。
高精度部品を必要とする自動車用途、複雑なシャシー組立品、またはカスタム金属ブッシュなどに対しては、高精度CNC加工サービスが特に有効です。このようなサービスを提供する施設としては シャオイ金属技術 sPC対応の品質管理を提供し、生産ロット間での一貫性を保証します。これは、すべての部品が厳格な基準を満たす必要がある、要求の厳しい自動車規格において差別化を図る上で重要な要素です。
ハイブリッド方式がしばしば最も効果的です:まず3Dプリントで概念検証を迅速に行い、次にCNC加工で高精度のプロトタイプおよび初期量産を実施し、最終的に生産数量が金型投資を正当化する段階で射出成形へと移行します。
これらの製造方法は互いに排他的ではありません。多くの成功事例では、複数の製造プロセスを併用しており、例えば高精度が求められる部位は切削加工で製造し、それほど厳密な精度が求められない部位は鋳造または射出成形で製造しています。目的は単一の「最適」プロセスを見つけることではなく、製品の各機能および開発段階に最も適した製造方法を選択することです。
カスタム切削加工の強みと、代替製造法の正当な利点の両方を理解することで、お客様の具体的な要件に応じて、コスト・品質・納期のバランスを最適化した製造判断を行うことができるようになります。
カスタム機械加工工場に関するよくある質問
1. カスタム機械加工工場とは何ですか?また、標準的な製造業と何が異なるのですか?
カスタム機械加工工場とは、量産向けの標準化された部品ではなく、顧客から指示された仕様に完全に合致した部品を製作する専門施設です。大量生産を前提とした従来型の製造工場とは異なり、カスタム加工工場では、±0.0001インチという極めて厳しい公差を実現可能な高度なCNC工作機械を導入し、複雑な材料特性を理解する熟練した機械加工技術者を雇用し、単一の試作部品からロット生産まで柔軟な対応が可能です。このアプローチは、複雑さと個別対応を重視するものであり、市販されていない高精度部品を必要とする航空宇宙機器、医療機器、産業用機械などの分野に最適です。
2. 自社プロジェクトにおいて、CNCフライス盤加工とCNC旋盤加工のどちらを選択すべきですか?
選択は、お客様の部品形状によって異なります。CNC旋盤加工では、ワークピースを回転させながら固定された工具で形状を形成するため、シャフト、ブッシュ、リングなどの円筒形または円形の部品に最適であり、通常はこれらの部品をより高速かつコスト効率よく製造できます。一方、CNCフライス加工では、ワークピースを固定したまま、回転する切削工具を複数軸方向に移動させて加工を行うため、複雑な形状、平面、ポケット、および精巧な3次元輪郭などに優れています。部品が円形断面を持ち、対称的な特徴を持つ場合は、旋盤加工を選択してください。不規則な形状、多面体の特徴、あるいは複雑なポケットを有する部品の場合は、フライス加工が最適です。多くの先進的な工作機械設備では、両方の機能を統合した「マシニングセンタ(ミルターンセンター)」を採用し、ワンセットアップでの完全加工を実現しています。
3. カスタム機械加工工場では、どのような材料を加工できますか?
カスタム機械加工業者は、金属、エンジニアリングプラスチック、特殊合金など、数十種類の材料を扱っています。一般的な金属には、アルミニウム合金(6061、7075、5083)、ステンレス鋼(304、316、17-4)、ブロンズ、真鍮、チタンがあります。エンジニアリングプラスチックは、高精度ギア向けのPOM(デルリン)から高性能用途向けのPEEK、さらにナイロン、ポリカーボネート、アクリルに至るまで多岐にわたります。材料の選定は、強度、重量、耐食性、切削性、コストに影響を与えます。航空宇宙分野では通常、アルミニウム7075またはチタンが要求され、医療機器では生体適合性のあるステンレス鋼またはPEEKが求められ、自動車部品では性能とコストのバランスを考慮してアルミニウム6061および合金鋼が用いられます。
4. 公差仕様はカスタム機械加工のコストにどのような影響を与えますか?
公差仕様は、製造の難易度およびプロジェクトコストに直接影響を与えます。一般部品向けの最も経済的な基準となる標準公差は±0.25mm(±0.010インチ)です。対合部品やベアリング向けの高精度公差±0.05mm(±0.002インチ)を適用すると、コストが50~100%増加する場合があります。医療用インプラントや光学部品向けの超高精度公差±0.0125mm(±0.0005インチ)では、コストが2倍から3倍になる可能性があります。より厳しい公差仕様を満たすには、研削などの二次加工、専用設備、温度制御環境、および強化された品質管理が必要となることが多くなります。重要なのは、機能を確実に保証できる最も緩い公差を指定することであり、対合面やベアリングの嵌合など、特に重要な特徴部に対してのみ厳密な公差を適用することです。
5. カスタム機械加工業者を選定する際に確認すべき認証は何ですか?
業界の要件に合致する認証を選びましょう。ISO 9001は、一般製造業向けの品質マネジメントの基盤を提供します。AS9100Dは航空宇宙分野への適用が必須であり、完全なトレーサビリティを確保した飛行適合部品の製造を保証します。IATF 16949は、大量生産における一貫性と統計的工程管理(SPC)を重視した自動車サプライチェーン向けの規格です。ISO 13485は、設計管理および患者安全を重視した医療機器製造を規定します。NADCAPは、航空宇宙分野における熱処理および化学処理など、プロセス別に特化した認定制度です。IATF 16949認証を取得した認定施設(例:邵逸金属科技有限公司)は、文書化されたプロセス、検証済みの能力、および統計的工程管理(SPC)に基づく品質管理を実施しており、部品品質の一貫性を確実に保証します。