 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

カスタムレーザー切断金属加工コストの実態:加工業者が明かさない真実

カスタムレーザー切断金属とは
子供の頃、虫眼鏡を使って太陽光を小さな一点に集めて遊んだことを覚えていますか? カスタムレーザー切断金属も同様の原理に基づいていますが、はるかに高度なレベルで実現されています。太陽光の代わりに、製造業では極めて集中されたレーザー光線を使用し、その温度は 20,000度を超える ことがあり、鋼鉄、アルミニウム、その他の金属を外科手術のような精度で切断できます。
では、レーザー切断とは一体何でしょうか?基本的には、このプロセスでは、集束された光エネルギーを用いて、コンピューターでプログラムされた経路に沿って金属を溶融または気化させます。その結果、たとえ1個のプロトタイプであれ、100個のカスタムブラケットであれ、お客様の正確な仕様に応じた部品が作成されます。あらかじめ設定されたテンプレートから同一の部品を大量生産する標準的な製造方法とは異なり、金属のレーザー切断は完全な設計自由度を提供します。つまり、独自のCADデータを現実の部品へと変換できるのです。
レーザー光線がどのように生金属を精密部品に変えるか
複雑な切り抜きや正確な穴配置を持つマウントプレートを設計したと想像してみてください。金属レーザー切断は、こうした設計をどのように形にするのでしょうか?
- レーザーの生成: この装置は、CO2ガス混合物または希土類元素を含むファイバーオプティクスのいずれかを使用して強力なビームを生成します
- フォーカス: 鏡とレンズによって、ビームは極めて微細な一点に集中したエネルギーとなる
- 材料との相互作用: この集光されたビームが金属表面に接触すると、衝突点において瞬時に材料が溶融または気化する
- CNC制御: コンピュータ数値制御(CNC)システムが、プログラムされた設計通りにレーザーヘッドを極めて高い精度で誘導します
このプロセスの優れた点は、受注生産という性質にあります。既存のテンプレートやカタログデザインに制限されることはありません。建築用パネルに 装飾的なパターンが必要な場合でも、航空宇宙部品 のような厳しい公差が求められる部品でも、お客様の要件に応じてレーザー金属切断が対応するため、製造上の制約に合わせる必要がありません。
熱切断技術の仕組み
なぜレーザーによる金属切断はこれほど効果的なのでしょうか?その答えは、2つの基本的な科学的原理にあります。
まず第一に、 吸水率 。異なる金属は異なる波長の光を吸収します。レーザーの光子が金属内の電子と相互作用すると、接触点で急速に加熱が起こります。この集中したエネルギー伝達により、切断部分はほぼ瞬時に加熱される一方で、周囲の材料は比較的低温のまま維持されます。
第二に、金属は非常に優れた 熱伝導体です 切断部周辺の熱が迅速に拡散されるため、周囲の領域への損傷を防ぎます。この局所的に集中した加熱と急速な放熱の組み合わせにより、レーザー切断特有のクリーンで精密な切断面が実現され、細かい作業に最適です。
カスタムレーザー切断金属加工ではかつて不可能と思われていた公差や複雑なパターンを実現でき、ジュエリー設計から航空宇宙部品まで幅広い用途での選択肢となっています。
標準生産と比べてカスタムワークが真に優れている点とは何でしょうか?それは柔軟性です。標準的な量産は繰り返しの設計において効率を最適化しますが、カスタムプロジェクトはお客様の特定のニーズ—独自の寸法、非標準の素材、または市販部品では実現できない複雑な形状—に応じて最適化されています。この技術が実際にどのように機能するかを理解すれば、その強みを活かした部品設計ができ、不要なコストを回避できます。

CO2レーザーとファイバーレーザー技術の違い
ほとんどのショップが最初に教えてくれないことがあります。金属を切断するレーザーの種類は、プロジェクトのコスト、品質、納期に大きく影響します。しかし、多くの加工業者は見積もりを提供する際に、この重要な点を軽視しがちです。CO2レーザーと ファイバーレーザーテクノロジー の違いを理解することで、適切な質問ができ、次回の注文で数百ドル節約できる可能性があります。
どちらの技術も集中した光を使って金属を切断しますが、その光を生成する方法は根本的に異なります。CO2レーザーはガス混合物(主に二酸化炭素)を電気的に励起してレーザー光を発生させます。一方、ファイバーレーザーはイッテルビウムなどの希土類元素をドープした光ファイバーを使用します。この違いは技術的に聞こえるかもしれませんが、どの金属を効率的に切断できるか、またどれくらいの費用がかかるかに直接影響します。
反射性金属に対するファイバーレーザーの利点
銅のレーザー切断の見積もりがなぜか高く感じたことはありませんか?従来のCO2レーザーは、その長い波長(10.6マイクロメートル)のため、アルミニウム、真鍮、銅などの反射性の高い金属表面で跳ね返りやすく、うまく切断できません。この反射によりレーザーの光学系が損傷する可能性があり、修理費が高額になるため、加工業者はそのリスクを見積もりに織り込んでいます。
ファイバーレーザーは状況を変えました。CO2レーザーに比べて約10倍短い1.064マイクロメートルの波長で動作するため、反射性金属に当たっても跳ね返されるのではなく、効率よく吸収されます。据 業界分析 によると、ファイバーレーザーは後方への反射リスクなく、高反射性材料の切断が可能であり、より幅広い材料での加工が実現します。
これはあなたのプロジェクトにとってどのような意味を持つのでしょうか?アルミニウム、真鍮、銅を扱う場合、ファイバーレーザー切断機を使用する加工業者であれば、次のようなメリットが得られる可能性があります。
- 高速切断(適切な作業では3〜5倍の生産性向上)
- 熱影響部が最小限に抑えられた、高品質な切断エッジ
- 加工時間の短縮による部品単価の低減
- 反射損傷の懸念がないため、より高い信頼性
金属の種類に応じたレーザー技術の選定
では、ご使用の特定材料を切断するのに最適なレーザーはどれでしょうか?その答えは、切断対象となる材料とその厚さによって異なります。
CO2レーザーは、特に10–20mm以上の中~厚板の軟鋼切断において、依然として優れた作業能力を発揮します。一部の作業では、酸素アシストを用いて最大100mm厚の鋼板まで切断しています。また、アクリル、木材、革などの非金属材料の加工にも最適であり、多種多様な素材を取り扱う工場にとって非常に汎用性の高い機械です。
一方、ファイバーレーザーは、精度と速度が最も重視される用途で圧倒的な優位性を発揮します。薄板から中厚板(通常20mm以下)の金属板材の切断に優れており、チタンなど難切断性の高い金属も容易に加工できます。そのエネルギー効率は90%以上に達し、投入電力のほとんどを実際の切断出力に変換しますが、これに対しCO2レーザーの効率はわずか5–10%です。
| 要素 | CO2レーザー | ファイバーレーザー |
|---|---|---|
| 最適な金属の種類 | 軟鋼、厚板 | ステンレス鋼、アルミニウム、真鍮、銅、チタン |
| 最適な板厚範囲 | 10-100mm以上(酸素補助使用時) | 最大20mmまで |
| エッジ品質 | 良好 | 優れている(より滑らかで高精度) |
| エネルギー効率 | 5-10% | 90%+ |
| 運営費 | 高い(消費電力、冷却が必要) | 低い(エネルギー消費が少なく、メンテナンスも最小限) |
| 機器の寿命 | 典型的には約2,500時間 | 25,000〜100,000時間以上 |
| 初期コスト | 初期投資の低減 | 購入価格は5〜10倍高い |
| 最適な適用例 | 厚板加工、混合素材 | 精密部品、反射性金属、大量生産 |
コストに影響する重要なポイントはこれです。ファイバーレーザー金属切断機は初期費用がかなり高額ですが、運用コストの節約が迅速に積み上がります。消費電力が低く、メンテナンスの必要がほとんどなく、稼働寿命が10万時間以上に達することから、ファイバー装置を導入した加工業者はこうした節約効果を競争力のある価格で提供できることが多くなります。特にアルミニウムやステンレス鋼のプロジェクトでは顕著です。
見積もりを依頼する際には、加工業者がどのレーザー技術を使用しているか尋ねることをためらわないでください。CO2レーザー切断金属加工機は15mmの鋼板プロジェクトに最適である可能性がありますが、ファイバーレーザー金属切断機はアルミニウム製ブラケットのロット作業においてコストを大幅に削減できる可能性があります。この違いを理解することで、見積もりをより的確に評価し、特定のニーズに合った最適なパートナーを選べる立場を得られます。
レーザー切断における金属の種類と材料選定
技術面はすでに理解しているかもしれませんが、ここでは材料の選択が予算に大きく影響する可能性があります。異なる金属はレーザー切断に対して大きく異なる反応を示し、切断エッジの品質から最大切断厚さまで、あらゆる面に影響を与えます。しかし、多くの加工業者は、お客様がどの金属がプロジェクトに適しているかをすでにご存知だと想定しがちです。見積もり依頼前に知識のギャップを埋め、的確な判断ができるようにしましょう。
カスタムレーザー切断金属部品の材料を選ぶ際には、実質的に強度要件、耐食性、重量制限、外観要件、コストという5つの主要な要素をバランスさせる必要があります。選択する金属は、切断速度や切断面の仕上がり、そして最終的な費用に直接影響します。各材料がレーザー光線の下でどのように振る舞うかを理解することで、性能と予算の両方を最適化できます。
鋼およびステンレス鋼の切断特性
低炭素鋼は、レーザー切断用スチール材料の主力であり続けており、その理由も明らかです。この鉄炭素合金はコストパフォーマンスに優れ、高い強度と硬度を提供するため、腐食性や外観が主要な関心事でない用途に最適です。スチールのレーザー切断では、きれいな切断面が得られ、後加工は最小限で済みます。また、設備次第では非常に厚い板でも加工が可能です。
実際にどれくらいの厚さまで切断できるのでしょうか?エントリーレベルのファイバーレーザー(500W~1.5kW)は、3mmまでの薄板を効率的に切断できます。ミッドレンジ機種(3kW~6kW)はほとんどの産業用途に対応し、高出力装置(10kW~40kW)は25mmを超える厚板の切断も可能です。ただし、 材料が厚くなるほど必要な出力も大きくなります 。これは見積価格に直接影響します。
- 低炭素鋼の特徴: 溶接性に優れ、成形および機械加工が容易。コストに対する強度比が高く、仕上げ処理なしでは腐食しやすい
- 優秀候補者: 建設部品、自動車部品、農業機械、家具のフレーム、機械のハウジング
- 厚さ範囲: 高出力CO2システムで酸素アシストを使用した場合最大100mm以上、標準ファイバーレーザーでは最大25mm
ステンレス鋼のレーザー切断は、軟鋼よりも高いレーザー出力を必要としますが、優れた結果が得られます。ステンレスの耐食性を与えるクロム含有量は、レーザー光線との相互作用にも影響を与えます。しかし、レーザー切断されたステンレス部品は、非常に滑らかな仕上がりとなり、追加の仕上げ工程を必要としないことがよくあります。
- ステンレス鋼の特徴: 優れた耐食性、優れた強度、良好な溶接性、軟鋼より硬い、材料コストが高い
- 優秀候補者: 医療機器、食品加工部品、航空宇宙部品、建築用構造物、船舶用途
- エッジ品質: 窒素アシストガスを使用することで、酸化が最小限に抑えられたきれいな切断面が得られる
プロのアドバイス:ステンレス鋼の見積もりを依頼する際は、酸化なしの切断端が必要かどうかを明確に指定してください。窒素補助切断はコストが高くなりますが、酸素補助による変色を防ぐことができ、外観が重要な部品や食品グレード用途では特に重要です。 外観が重要な部品や食品グレード用途 .
アルミニウム、真鍮、銅の取り扱い
前述した反射性金属の課題を覚えていますか?ここでは、材料選定が直接的に技術選択と関連してきます。アルミニウムのレーザー切断、真鍮の加工、銅の処理には、最適な結果を得るためにファイバーレーザー技術が必要です。また、これらの材料の特徴を理解することで、より賢明な部品設計が可能になります。
レーザー切断アルミニウムは、軽量性、耐久性、コスト効率の面で他に類を見ない組み合わせを提供します。鋼鉄の約3分の1の重量でありながら十分な強度を保持しており、重量が重要な要素となる用途に最適です。アルミニウムのレーザー切断はきれいな切断面を実現しますが、材料の熱伝導性が高いため、鋼鉄よりもやや広い熱影響部が生じる場合があります。
- アルミニウムの特性: 軽量(鋼鉄の3分の1の重量)、優れた熱および電気伝導性、良好な耐食性、陽極酸化処理により保護性能をさらに向上可能
- 優秀候補者: 自動車用パネル、航空宇宙部品、電子機器エンクロージャ、ヒートシンク、建築用部材
- 板厚の考慮事項: ファイバーレーザーでは最大20mmまで効率的に切断可能。同等の鋼板厚さと比較して、より高い出力設定を必要とする
- デザインノート: アルミニウムは柔らかいため、非常に細かい形状を持つ複雑なデザインでは、最小特徴寸法を慎重に検討する必要があります
銅およびレーザー切断による真鍮加工は、独自の機会と課題を提供します。どちらの金属も優れた電気伝導性と天然の抗菌特性を備えており、電気部品、装飾用ハードウェア、および特殊用途において不可欠です。ファイバーレーザーは両材料を効果的に加工できますが、高い反射率および熱伝導率のため、鋼材に比べて切断速度は通常遅くなります。
- 銅の特性: 卓越した電気伝導性、優れた耐食性、抗菌特性、独特の美的魅力
- 真鍮の特性: 純銅と比較して強度および延性が向上、摩擦点が低く、装飾用途に最適、機械加工およびはんだ付けが容易
- 優秀候補者: 電気コネクタ、建築要素、楽器、装飾用ハードウェア、熱交換器
- コストの考慮: 材料コストが高く、切断速度が遅いことから、銅および真鍮の加工案件は通常、プレミアム価格で提供されます
複雑に聞こえますか?以下は簡略化された意思決定のフレームワークです:コストと強度が最も重要で、腐食が問題にならない場合は、軟鋼(ミルドスチール)を選んでください。過酷な環境や食品グレードの用途にはステンレス鋼を選びます。軽量化が若干の価格プレミアムを正当化する場合、アルミニウムを選択してください。銅および真鍮は、その独特の電気的、熱的、または美的特性が求められる用途に限定して使用しましょう。
加工業者に連絡する前にこれらの材料特性を理解しておくことで、交渉において有利な立場に立てます。なぜステンレス鋼の見積もりが軟鋼より高くなるのか、なぜアルミニウム部品に特定のエッジ処理が必要になる可能性があるのか、また本当に銅が必要なのか、あるいはより安価な代替材料で十分かどうかを明確に判断できるようになります。この知識があれば、次の重要なステップ—設計データを正しく準備すること—に自信を持って取り組めます。
設計ガイドラインおよびファイル作成要件
金属素材の選定と技術要件は理解できているかもしれませんが、ここで多くのプロジェクトが予期せぬ遅延に直面します。加工業者の要件を満たしていない設計ファイルを提出すると、修正の往復、時間の無駄、場合によっては高価な再設計が必要になります。しかし、ほとんどの加工業者は設計ガイドラインを見つけにくい場所に記載しているため、ファイルをアップロードしてから問題に気づくことになってしまいます。
最初から正確な設計を行うことは、単に手間を避けるだけでなく、直接見積もりに影響します。精密レーザー切断では、機械指令にスムーズに変換できるファイルが必要です。ファイルの準備が整っているほど、納期は短縮され、レーザー切断部品の精度も向上します。
ファイル形式と設計ソフトウェアの互換性
どのファイル形式を提出すべきでしょうか?これは設計ソフトウェアと加工業者の対応能力によりますが、ほとんどの加工業者は主要なベクター形式を受け入れています。
業界標準には以下が含まれます:
- DXF(Drawing Exchange Format): レーザーおよびCNC機器の国際的な共通言語です。ほぼすべての加工業者がDXFファイルを受諾しており、互換性という観点から最も安全な選択肢となります。
- DWG(AutoCADネイティブ形式): エンジニアリングおよび建築分野で広く使用されています。ほとんどの加工業者は、内部でこれをDXF形式に変換します。
- AI (Adobe Illustrator): 装飾的・芸術的なプロジェクトに人気があります。提出前に、すべてのテキストをアウトライン化(ベクター化)しておくことをご確認ください。
- EPSおよびSVG: 比較的シンプルなデザインには適したベクターフォーマットですが、精度が求められる加工作業では、一部の加工業者がDXFを好む場合があります。
初めてご依頼されるお客様によくある見落としポイントです:JPEGやPNGなどのラスターアイマージからファイルをベクター形式に変換された場合、寸法を十分に検証してください。ラスターアイマージをトレースしてベクター化すると、スケーリング誤差が生じる可能性があります。設計図を100%スケールで印刷し、提出前に実寸通りに再現できているかを確認することをお勧めします。
学生用ソフトウェアを使用していますか?心配しないでください。「SolidWorks」などのプログラムから出力されるファイルに表示される「Student Version(学生版)」の透かしは、通常、製造システムでは無視されます。ただし、テキストボックスがアクティブな場合は、すべてシェイプ(図形)に変換する必要があります。Illustratorでは、「輪郭化」という処理に相当します。CADソフトでは、「explode(分解)」や「expand(展開)」といったコマンドを探してください。
きれいな切断のための重要な設計ルール
レーザー切断の精度は、このプロセスにおける物理的制約を正しく理解しているかどうかに大きく左右されます。最先端のレーザー切断CNCマシンであっても限界があるため、こうした制約を踏まえた設計を行うことで、部品が意図した通りに仕上がることを確実にできます。
カーフ幅の許容範囲
レーザーが金属を切断する際、薄い帯状の材料が気化して除去され、これをカーフと呼びます。この幅は、材料の厚さ、レーザーの種類、出力設定によって通常0.1mm~0.5mmの範囲になります。なぜこれが重要なのでしょうか?嵌め合い部品や高精度な組立品を設計する場合、この材料の除去分を寸法にあらかじめ考慮しておく必要があります。
最小特徴寸法
設計の細部は画面では完璧に見えるかもしれませんが、 小さすぎる特徴は正確に切断できません 。一般的なガイドラインは以下の通りです:
- 最小穴径:通常、材料の板厚以上
- 最小スロット幅:通常、板厚の1.5倍
- 最小文字高さ:読みやすさのため、一般的に3mm以上
- 最小ウェブ幅(切断間の材料):一般的に板厚と同程度
角部の半径に関する要件
レーザー光には物理的な幅があるため、完全に鋭い内角を実現することはできません。内角には、キルフ幅のおよそ半分に相当する小さな半径が自然に生じます。応力が重要な部品の場合、意図的に0.5mm~1mmの角部半径を設けることで、応力集中を解消し、構造的強度を向上させることができます。
切断部間の間隔
切断線を互いに近接して配置すると、熱が蓄積し、薄い部分が変形したり、エッジ品質が低下する可能性があります。平行な切断間の間隔は、材料の厚さの少なくとも1.5倍以上確保してください。熱に敏感な用途では、さらに広い間隔を確保することをお勧めします。
許容差仕様
どの程度の精度を現実的に期待できるでしょうか?標準的なレーザーCNC加工では、通常±0.1mm~±0.2mmの公差が達成できます。より厳しい仕様を必要とする用途では、事前に要件について相談してください。±0.05mmの公差を達成するには、特殊な工程または後加工が必要になる場合があり、コストと納期に影響を与えることがあります。
ファイル作成チェックリスト
デザインを提出する前に、以下のステップバイステップの確認プロセスを実施し、生産遅延の原因となる一般的なエラーを回避してください:
- すべてのテキストをアウトラインまたはシェイプに変換する —テキスト要素にカーソルを合わせて、もはやテキストとして編集できないことを確認する
- 100%のスケールで寸法を確認する —デザインを印刷するか、ソフトウェアの計測ツールを使用して正確性を確認する
- 重複または重なり合うラインがないか確認する —これらはレーザーが同じ経路を二度切断することになり、時間の無駄になるだけでなく、エッジを損傷する可能性もあります
- すべての非表示レイヤーと構成用ジオメトリを削除してください —切断したい要素のみを含めてください
- すべての図形が閉じたパスであることを確認してください —開いたパスでは、どの領域を切断すべきか、無視すべきかが曖昧になります
- 最小機能サイズが素材の要件を満たしていることを確認してください —穴、スロット、テキストについては選択した素材の厚さと照らして確認してください
- 精密な組立品ではカーフ幅を考慮に入れてください —嵌め合い部品に正確なフィットが必要な場合は、寸法を調整してください
- 残す切り抜き部分が適切に接続されていることを確認してください —メインのデザインに接続されていない内装部品は外れて紛失する可能性があります
- 対応しているベクター形式で保存してください —DXF形式は最も普遍的な互換性を提供します
- 公差が重要である場合は、寸法付きの参照図面を含めてください —加工業者が精度要件を理解するのに役立ちます
設計の複雑さはコストにどのように影響しますか?穴開け(レーザーが新しい切断を開始する場所)および方向の変更ごとに切断時間が増加します。4つの角を持つシンプルな長方形は、数百もの複雑なカーブを持つ装飾的なパターンよりも迅速に切断されます。予算が重要な場合は、簡略化された設計で機能的な目的を達成できるかどうか、または美的価値が追加の切断時間を正当化するかどうかを検討してください。
これらのガイドラインに従うことで、単に遅延を防ぐだけでなく、加工業者に対してあなたがプロセスを理解していることを示すことになります。工場は適切に準備されたファイルを高く評価し、その好意はより良いコミュニケーション、迅速な見積もり、そして円滑なプロジェクト遂行につながります。設計データを適切に準備することで、この技術が他の切断方法と比べてどの程度優れているかを評価する準備が整います。
他の加工方法と比較したレーザー切断
カスタムレーザー切断金属加工が高精度であることはご存じでしょうが、常に最適な選択肢とは限りません。多くの加工業者が積極的に明かさない点は、プロジェクトの要件によっては、他の技術の方が実際に優れた結果をもたらす可能性があるということです。間違った切断方法を選ぶと、不要な費用として何千ドルも損失を被ったり、部品の品質が低下するリスクがあります。それぞれの技術が得意とする場面を理解していれば、最適な選択を自らコントロールできます。
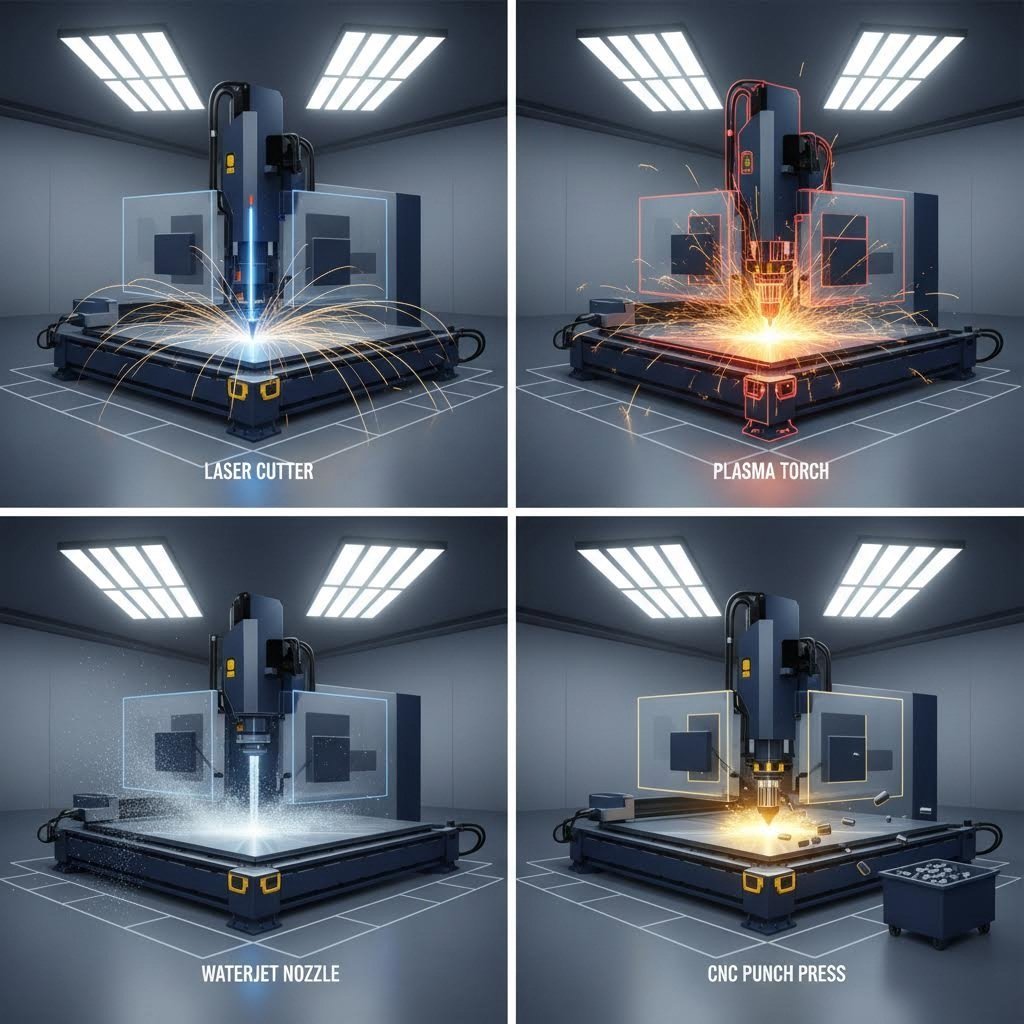
金属切断の近くでの検索を支配する4つの主要技術があります:レーザー切断、ウォータージェット切断、プラズマ切断、およびCNCパンチングです。それぞれに特有の強みがあり、「最適な」選択肢は完全に素材、板厚、精度要件、予算制約によって異なります。それぞれを使う最適なタイミングと、他の方法を検討すべき状況について詳しく見ていきましょう。
レーザー切断が他の方法を上回る場合
CNCレーザー切断は、薄板から中厚板で複雑なディテールや厳しい公差が求められる場合に最も優れた性能を発揮します。プロジェクトがきれいなエッジ、小さな穴、または複雑な形状を要求する場合、通常レーザー技術がより優れた結果をもたらします。
に従って 複数の技術にわたる業界テスト 、レーザー切断には以下の主な利点があります:
- 卓越した精度: 適切な材料では±0.1mmの公差が達成可能
- 優れた切断面品質: クリーンな切断面により、二次加工が必要ないことが多い
- 高速加工: 最大20〜25mm厚までの材料に対して高速切断が可能
- キルフ幅が狭い: プラズマやウォータージェットと比較して材料のロスが少ない
- 精巧な加工能力: 小さな穴、鋭い角、詳細なパターンを高精度で加工可能
電子機器のエンクロージャー、医療機器部品、装飾用建築パネルなど、高精度な金属切断が必要な用途では、通常レーザー技術が好まれます。部品同士を正確に組み立てる必要がある場合や細部まで精密な加工が求められる場合、鋼材やその他の金属を切断する手段としてレーザーは通常、最も優れたコストパフォーマンスを提供します。
しかし、レーザー切断には限界があります。非常に厚い材料(ほとんどの装置では25mmを超えるもの)、熱に敏感な合金、および非金属材料には、他の加工方法が必要となる場合があります。これらの制約を理解しておくことで、要件を満たせない加工業者とのやり取りによるトラブルを回避できます。
熱切断と非熱切断の選択
部品の品質や使用材料に影響を与える重要な違いがあります。レーザー切断とプラズマ切断は熱による加工プロセスですが、ウォータジェット切断は全く熱を使用しません。この根本的な違いにより、特定の用途に適した技術が決まります。
プラズマ切断:厚板金属の専門技術
「近くのプラズマ切断」または「近くのプラズマ切断サービス」を探している場合、通常は超精密さよりも速度とコストが重要な厚手の導電性金属を扱っています。プラズマ切断機は電気アークと圧縮ガスを使用して、鋼、アルミニウム、銅を効率的に溶断します。
プラズマ切断が主流となる用途:
- 12mm(½インチ)を超える厚さの鋼板
- 構造用鋼材の製造プロジェクト
- 重機製造
- わずかな切断エッジの粗さが許容される用途
コスト面での利点は顕著です。同等のウォータージェット装置が約195,000ドルかかるのに対し、プラズマ装置は約90,000ドルです。厚鋼板やアルミニウムの金属加工に注力する工場にとっては、プラズマ切断が投資収益率(ROI)を最も高める選択であることが多いです。
ウォータージェット切断:熱ゼロ、最大の汎用性
ウォータージェット切断は、高圧水に研磨粒子を混合して、熱影響を伴わずにほぼあらゆる素材を切断します。この冷間切断プロセスにより、反り、硬化、熱影響部(HAZ)が完全に排除されます。
以下の条件でプロジェクトを行う場合はウォータージェットを選択する:
- 熱による切断で変形または硬化する可能性のある熱感受性材料
- レーザー加工ができない厚さの材料(数インチまで)
- 石材、ガラス、複合材などの非金属材料
- 完全に熱変形を避けなければならない用途
ウォータジェット市場は急速に成長しており、航空宇宙、医療、精密製造分野での熱なし切断の需要により、2034年までに23億9千万ドル以上に達すると予想されています。
CNCパンチング:大量生産向けの単純形状
取り付け穴、ルーバー、基本的な切り抜きなど、比較的単純な形状で数千個の同一部品が必要なプロジェクトでは、CNCパンチングがレーザー切断よりもコスト面で優れている場合があります。パンチングマシンは成形されたダイを使用してシートメタルを高速で打ち抜くため、多数の部品で初期設定費用を償却できる大量生産に最適です。
以下の場合はCNCパンチングが特に適しています。
- 同一部品を非常に大量に必要とする場合
- 形状が利用可能なダイセットに合致する場合(円形、長方形、標準パターンなど)
- 材料の厚さがパンチング範囲内にある(通常6mmまで)
- 細部の精密さよりも速度と部品単価が重要
| 要素 | レーザー切断 | プラズマ切断 | ウォータージェット切断 | Cncパンチング |
|---|---|---|---|---|
| 精度 | ±0.1mm(優れている) | ±0.5-1mm(中程度) | ±0.1-0.2mm(非常に良好) | ±0.1mm(良好) |
| 材料の厚さ | 通常は最大25mmまで | 最大150mm以上 | 最大200mm以上 | 通常最大6mmまで |
| エッジ品質 | 優れた仕上がり、最小限の仕上げ加工 | 粗い仕上がりで、研削が必要な場合あり | 滑らか、わずかなテーパーが生じる可能性あり | 清潔な仕上がり、わずかなロールオーバーあり |
| 熱影響部 | 小さいが存在する | 大きめで顕著 | なし(冷間加工) | なし(機械式) |
| 最適な用途 | 精密部品、薄~中程度の金属 | 厚鋼材でコストに敏感なプロジェクト | 熱に敏感な材料、厚い切断 | 大量生産のシンプルな形状 |
| 相対的なコスト | 適度 | 厚手の素材では低くなる | 高い(プロセスが遅い) | 大量生産では最も低い |
選択肢を決める
切断技術を選ぶ際に以下の質問をしてください:
- 材料の厚さはどれくらいですか? 20mm未満はレーザーが適し、25mmを超える場合はプラズマまたはウォータージェットを検討
- 切断精度はどの程度必要ですか? 厳しい公差にはレーザーまたはウォータージェットが適する
- 熱の影響は問題ですか? 熱に敏感な用途にはウォータージェットが必要です
- ご注文数量はいくらですか? 単純な形状で大量生産の場合は、CNCパンチングが有利である可能性があります
- 予算はどのくらいですか? プラズマ加工は厚手の鋼材においてコスト面での利点があり、レーザー加工は精密作業に価値を提供します
多くの成功している板金加工ショップでは、どの単一の方法もすべての用途に対して最適に対応できるわけではないため、複数の技術を併用しています。見積もりを検討する際には、推奨された技術が本当に御社のプロジェクトに合っているのか、あるいは他の代替手法の方が優れた結果をもたらす可能性があるのかを尋ねることをためらってはいけません。このようなトレードオフを理解することで、受動的な顧客から、加工プロセスにおける知識を持ったパートナーへと変化することができます
コスト要因と価格変動要素の説明
ここに、多くの加工業者が正直に説明しようとしない不都合な真実があります。あなたが受け取ったレーザー切断の見積もりは適当なものではなく、おそらくご存知なかったいくつかの要素を組み込んだ正確な計算式に基づいて算出されているのです。これらのコスト要因を理解することは単なる興味を満たすだけでなく、設計の最適化、費用削減、そして不当に高い価格設定を受けないよう、的確な質問をするための優位性をあなたに与えてくれます。
最も一般的な誤解とは、「コストは主に材料の面積に関係している」と思い込むことです。実際には、機械稼働時間こそが、カスタム金属切断の費用を決める上で最も重要な要素です。同じサイズの板材から切り出されたシンプルな長方形と装飾的な複雑なパネルでは、価格に劇的な差が出ることがあります。場合によっては5倍以上も異なることもあります。
見積もりの変数と価格要因の理解
すべてのレーザー切断の見積もりは、次の基本的な計算に基づいています:最終価格 = (材料費 + 変動費 + 固定費)×(1 + 利益率)。それぞれの項目がコストにどのように影響するかを見ていきましょう。
材料 費用 購入している生の金属素材だけでなく、切断時に発生する廃材も含まれます。カスタム切断金属を注文する場合、部品がシートの60%しか使用していなくても、ショップはフルシートの価格を考慮に入れる必要があります。効率的なネスティング(部品をシート上に戦略的に配置すること)は、この廃材率を直接低減します。
変動費 装置の稼働時間にショップの時間単価を掛けたものが変動費です。根据 業界データ によると、一般的なレーザー切断機の時間単価は、装置の性能や出力レベルによって、60ドルから120ドルの間で変動します。設計内容により、装置が何分または何時間稼働するかが決まります。
固定費 は、家賃、設備のメンテナンス、ソフトウェアライセンス、管理経費など、運営にかかる間接費をプロジェクトに比例して割り当てたものです。
以下は、最終的な見積もりに与える影響の大きさに基づいて順位付けされた主なコスト要因です。
- 素材の厚さ: 最も重要な変数。レーザーが完全に貫通するためにはるかに遅い速度で移動しなければならないため、板厚を2倍にすると切断時間も2倍以上になることがあります。
- 設計の複雑さ: 多くの曲線や方向転換を含む複雑なパターンでは、機械が減速せざるを得ず、加工時間が延びます。
- 穿孔回数: レーザーが新しい切断を開始するたびに、まず材料に穿孔を行う必要があります。100個の小さな穴を持つ設計は、累積的な穿孔時間のため、大きな切り抜きよりも高コストになります。
- 材料の種類とグレード: 高品位のアルミニウムやステンレス鋼は、生材価格だけでなく、場合によっては加工時間においても、軟鋼よりも高価です。
- 注文数量: セットアップ費用がより多くの部品に分散されるため、1個あたりの価格が低くなります。
- 仕上げの要件: 曲げ加工、バリ取り、または粉体塗装などの二次加工は、人件費と加工コストを追加します。
設計の複雑さが予算に与える影響
次の2つの部品を想像してみてください。シンプルな6インチ×6インチの正方形と、同じ外寸ながら50の内側の切り抜きと装飾的な巻き模様を備えた複雑な装飾パネルです。使用する素材はまったく同じですが、装飾パネルのコストは5倍になる可能性があります。なぜでしょうか?
切断距離: レーザーが移動する総直線距離は、作業時間に直接関係しています。切断距離が長いほどコストは高くなります。この装飾パネルでは、シンプルな正方形の2フィートに対して10フィートの切断が必要になるかもしれません。
穿孔操作: 内側の各切り抜きには、切断前にレーザーが材料に穿孔(ピアス)する必要があります。多数の穿孔を要する設計では、合計切断距離が似ていても、累積的な穿孔時間のため、大きな単一の切り抜きよりも高価になることがあります。
速度変化: 複雑な形状では、急なカーブや鋭い角のために、切断ヘッドが常に減速・加速を繰り返す必要があります。直線は一連の複雑な曲線よりも高速で切断できます。これは、単純な経路では機械がより高い平均速度を維持できるためです。
許容差仕様: 機能上必要となるよりも厳しい公差を指定することは、隠れたコスト要因です。非常に正確な寸法を維持するためには、機械をより遅く、制御された速度で運転する必要があります。±0.05mmの公差を要求する前に、本当にあなたの用途で±0.2mmでは不十分かどうかを検討してください。
数量と規模の経済
セットアップ費用は、材料の投入、機械のキャリブレーション、ファイルの準備など、一回限りのコストを表しており、注文サイズに応じてその費用が異なる形で割り当てられます。10個の部品を注文すると、50ドルのセットアップ費用は1個あたり5ドル追加になります。100個を注文すれば、それは1個あたりわずか0.50ドルになります。
に従って 業界分析 大量注文の場合、数量割引は最大70%まで達することがあります。同一の部品を連続して生産する場合、機械をリセットする必要がなく、また大量の部品に対しては材料の配置効率も向上します。将来部品が必要になると予想される場合は、注文をまとめることで費用対効果が高くなることがよくあります。
その他のコスト要因
主要な変数以外にも、見積もり金額を押し上げる要因がいくつかあります。
- 短納期生産: 急ぎの注文の場合、工場はスケジュールを再編成する必要があり、残業が必要になる可能性があります。そのため、プレミアム価格が適用されることが予想されます
- ファイル準備: エラーのあるファイル(重複する線分、開いた輪郭、寸法の欠落など)を提出すると、切断前に技術者が問題を修正する必要があり、追加料金が発生することがよくあります
- 特殊材料: 工場が通常在庫していない特殊合金の金属を指定サイズに切断してもらう場合、材料の発注に伴う追加料金が発生する可能性があります
- 物流および輸送: 重量物や壊れやすい部品は、特別な取り扱いと包装が必要です
現実的な予算見積もり
レーザー切断の正確な料金は業者によって異なりますが、以下の関係性を考慮することで妥当な見積もりを作成できます:薄手の軟鋼にシンプルなデザインを加工する場合がベースラインコストとなります。それに対して、材料の厚さ、複雑なパターン、反射性金属、厳しい公差など、各複雑要因が追加されるごとに、このベースラインコストが増倍されます。複数の業者から見積もりを取得することで、特定のプロジェクトタイプに対する期待値を適切に調整できます
最も賢明なアプローチとは?設計を最終化する前に、潜在的な加工業者に、コストを最も大きく削減できる設計の変更点を尋ねてみることです。角部に丸みを加えたり、小さな穴をスロットに統合したり、わずかに緩い公差を許容したりするといった、わずかな設計の調整が、機能を損なうことなく見積額を20~30%削減できる場合があります。このようなコストに関する知識があれば、高精度切断部品がさまざまな産業でどのように実際の用途に活用されているかを理解する準備が整います。
業界をまたいだ共通アプリケーション
コスト構造について理解したところで、こうした高精度切断は実際にどこで使われているのでしょうか?驚くことに、カスタムレーザー切断金属は、思いつくほぼすべての産業にわたり使用されています。運転している車からポケットの中のスマートフォンまで、レーザー切断された部品は身近な場所に存在しています。これらの応用例を理解することで、この技術があなたのプロジェクトに適しているかどうかを判断でき、また特定の産業が製造分野でなぜ支配的なのかという背景も見えてきます。
に従って 業界分析 、カスタム金属レーザー切断は、今日の最も革新的な分野の要求に応える高精度、高速性、および多用途性を提供します。レーザー切断された金属が実際にどのような製品に使われているのか、そしてそれがお客様のプロジェクトにどのような意味を持つのかを探ってみましょう。
自動車および産業用部品への応用
車のボンネットを開けると、そこには多数のレーザー切断部品が存在しています。自動車業界では、シャシーブラケットから燃料システム部品まで、あらゆる部分で産業用レーザー切断技術に大きく依存しています。なぜなら、過酷な条件下でも部品が完璧に適合することが求められるためです。
自動車アプリケーション:
- シャシコンポーネント: 正確な仕様で切断された構造パネル、補強ブラケット、フレーム部品
- 排気システムアセンブリ: 正確な取り付けが求められるヒートシールド、マニフォールド部品、カスタムエキゾーストチップ
- 電気自動車部品: バッテリー外装、モーターマウント、冷却システム部品
- 内装要素: ダッシュボードブラケット、シートフレーム、トリム取付プレート
- サスペンション部品: コントロールアーム部品、マウントブラケット、カスタムパフォーマンスアップグレード
自動車業界では、カスタム金属レーザー切断により、製造業者は一貫した品質を維持しながら生産規模を拡大でき、廃棄物を削減し、効率を向上させることができます。このため、大量生産およびアフターマーケット向けのカスタム部品に最適です。
産業用設備および機械:
重機および産業用機器には、過酷な条件下でも信頼性高く動作する堅牢で高精度な部品が必要です。レーザー加工技術により、メーカーは以下のような部品を製造できます。
- ギアおよび継手: 動力伝達システム用の精密部品
- マシンハウジング: 内部機構を保護する外装およびガード
- マウンティングプレート: モーターやセンサー、制御システムを配置する構造部品
- コンベア部品: 材料搬送用のブラケット、ガイド、支持構造
- 農業機器: 過酷な環境にさらされるトラクターや収穫機、灌漑システム用の耐久性部品
レーザー切断による金属板の再現性により、交換部品がオリジナルと完全に一致することが保証されます。これは、装置の停止時間が時間当たり数千ドルの損失につながる場合に極めて重要です。
建築、看板、装飾プロジェクト
複雑な金属製外壁パネルや印象的な装飾手すりが施された建物のそばを歩いたことがありますか?そのような要素はおそらくレーザー板金加工機から生まれたものです。建築家やデザイナーは、美観と精度が交差するプロジェクトにおいて、ますますレーザー切断技術に注目しています。
建築および建設:
- 装飾用金属パネル: 幾何学模様、有機的デザイン、またはカスタムアートワークを施した外装部品
- 構造部品: 正確な仕様に合わせた鋼製ブラケット、接続部品、およびカスタム備品
- 手すりおよび門扉: 機能性と視覚的魅力を兼ね備えた装飾的な手すりおよび防犯構造物
- 照明器具: カスタムランプシェード、ペンダントライトハウジング、拡散パネル
- パーテーション: 複雑な切り抜きパターンを施した穴あきスクリーンおよびプライバシーパネル
レーザー切断は、審美的な目的でも機能的な目的でも、革新的なデザインを鮮明でシャープなラインで実現します。この技術は、現代建築における可能性を一変させました。
サイン・ブランディング:
商業地区を歩いてみてください。そこには至る所にレーザー切断による板金加工が見られます——目立つ店舗看板から控えめな案内表示システムまで。レーザー切断およびエングレービング機能により、以下の用途が可能になります:
- チャンネル文字の表面板: 照明付き看板用のアルミニウムおよびステンレス鋼を高精度で切断
- 立体ロゴ: 光と影を巧みに捉える、クリーンなエッジを持つブランドマーク
- 案内表示システム: 病院、空港、商業施設向けの方向指示看板
- 記念プレート: 記念施設向けの精細な文字および画像表現
- 展示会用ディスプレイ: 視覚的インパクトを求めるポータブルなプロモーション素材
アートおよびクリエイティブ用途:
アーティストやデザイナーは、従来の製造方法では不可能または極めて時間がかかる作品を製作するために、レーザー切断された金属板を利用しています。ギャラリー向けの彫刻からカスタムジュエリーまで、この技術は創造性に新たな可能性を提供します:
- 金属彫刻: 複雑なマイナス空間を持つ大規模アートインスタレーション
- ジュエリーコンポーネント: 金、銀、真鍮による詳細なパターン
- 家庭装飾 ウォールアート、キャンドルホルダー、装飾品
- 楽器: カスタム部品および装飾要素
電子機器、テクノロジーおよびプロトタイプ開発
電子機器が小型化し、より複雑になるにつれて、製造業者は必要な厳密な公差を実現するためにレーザー切断に依存しています。この分野は、精密レーザー加工において最も急速に成長している用途の一つです。
電子機器とテクノロジー:
- ヒートシンク: 熱放散を最大化するための正確に切断されたアルミニウム製フィン
- マウンティングプレート: 回路基板のサポート部品および部品位置決め部品
- 筐体: 正確な換気パターンを必要とする敏感な電子機器用保護ハウジング
- 遮蔽部品: 電磁干渉を遮断するEMI/RFIシールド
- 通信インフラ: 高精度と耐久性が求められる5Gインフラ向け部品
非接触式の切断方法により、薄い材料や厳しい公差を扱う際に、繊細な部品が製造中に損傷を受けないことが保証されます。
プロトタイプ開発および迅速な反復:
おそらくレーザー切断が最も価値を発揮するのは、プロトタイプ開発においてです。生産用金型を作成する前に5種類の異なるブラケット設計を試す必要がある状況を想像してみてください。従来の加工方法では、繰り返し作業に数週間と反復ごとに何千ドルもの費用がかかる可能性があります。レーザー切断であれば、以下のようなメリットがあります。
- 複数の設計を同時にテスト可能: 1回の生産工程で5種類のバリエーションを切断可能
- 迅速な改良が可能: 部品の納期は数日で週単位ではなくなり、性能を評価して設計を洗練させられます
- 金型コストを最小限に抑える: ダイや金型は不要—CADファイルを更新するだけ
- スケールアップがスムーズ: 同じ技術を使ってプロトタイプから量産へ移行可能
- 開発リスクを低減: リソースを投入する前に、物理的な部品で設計を検証します
この迅速な反復機能により、産業横断的な製品開発サイクルが変革されました。エンジニアは、大量生産のための設備投資を行う前に、3Dモデルだけでなく実際の金属部品を使って、適合性、形状、機能を検証できます。
その他の産業用途:
- 航空宇宙: アルミニウムおよびチタン製の軽量ブラケット、構造パネル、ハウジング
- 医療機器: 手術器具、インプラント部品、診断機器の部品
- 再生可能エネルギー 太陽光パネルのフレーム、風力タービン用ブラケット、バッテリーシステムの外装
- 防衛: 車両部品、通信システム、保護具
- 食品および飲料: ステンレス鋼製プロセス装置および包装機械の部品
あなたのプロジェクトはこれらのカテゴリに該当しますか?機能的なブラケットでも装飾用パネルでも、精密な金属部品を必要とするものであれば、レーザー切断は他の方法よりも利点がある可能性があります。重要なのは、その技術の強みをプロジェクトの特定の要件と一致させることです。芸術的表現から安全性が重要な部品まで幅広い用途において、自分のプロジェクトがどこに位置づけられるかを理解することで、加工業者との効果的なコミュニケーションが可能になり、品質、納期、コストに対する適切な期待値を設定できます。
後加工および仕上げの選択肢
レーザー切断された部品が手元に届きました—次に何をすべきでしょうか?製造業者が事前に説明することがほとんどない点があります。切断工程は、多くの場合始まりにすぎないということです。ご使用の用途によっては、これらの新しく切断された部品が、実際に完成品となる前に、二次加工、表面処理、または保護コーティングを必要とする場合があります。こうした後工程のオプションを理解していれば、最初から完全な仕様を指定でき、将来的な遅延や予期せぬコストを回避できます。
板金のレーザー切断品質と仕上げ要件の関係は単純です。レーザーによる切断面の品質が良ければよいほど、仕上げ前の下準備作業が少なくなります。ただし、最もきれいなレーザー切断エッジであっても、使用用途によっては追加の処理が必要になることがあります。レーザー板金加工機が作業を終えた後に何が行われるのかを見ていきましょう。
二次加工および金属成形
平板部品は多くのプロジェクトの出発点にすぎません。金属板のレーザー切断と折り曲げ加工は頻繁に組み合わせて用いられ、2次元の切り抜きを3次元のアセンブリへと変換します。こうした二次加工を理解することで、一連の製造工程を計画しやすくなります。
曲げ て 形づくっ た
カスタムの金属板切断プロジェクトのほとんどは、何らかの成形加工を必要とします。プレスブレーキは平板を角度付き部品やチャネル、複雑な形状に折り曲げます。折り曲げを前提に設計する際は、レーザー切断による展開図が、折り曲げラインでの材料の伸び(ベンダロウアンスと呼ばれる要素)を考慮している必要があることを忘れないでください。経験豊富な板金加工業者は、最適な折り曲げ半径や加工順序について助言を提供できます。
溶接と組立
複数のレーザー切断部品が溶接によって組み立てられることがよくあります。金属板のレーザー切断で得られる清浄なエッジは、通常、最小限の前処理で非常に良好に溶接できます。ただし、部品を溶接する予定の場合は、溶接箇所が全体寸法に与える影響や、溶接後の研磨が許容可能かどうかを検討する必要があります。
バリ取りおよびエッジ仕上げ
高品質なレーザー切断でも、わずかな不完全さが残ることがあります。 according to によると 業界専門家 バリ取りは、製造プロセスで残った傷、バリ、およびわずかな不完全さを除去し、部品を後工程の塗装や陽極酸化処理に備えます。一般的なバリ取り方法には以下が含まれます。
- 直線バリ取り: 傷を滑らかにしスラグを取り除くために片面をブラシ研磨する方法—高品質な加工業者では無料で提供されることが多い
- トゥンブリング: 小型部品向けの振動仕上げで、すべての表面にわたり均一なエッジ処理を実現
- 手動作業によるバリ取り: 特定の注意を要する部品や自動工程では大きすぎる部品に対する手仕上げ
バリ取りやバレル研磨は鋭いエッジを滑らかにするものの、部品を完璧な外観にすることはないことに留意してください。本格的な仕上げ外観を得るには、追加の表面処理が必要です。
表面仕上げおよび保護コーティング
表面処理は外観の改善以上の効果を持ち、材料特性を大幅に向上させることができます。金属の表面処理は耐食性、耐摩耗性、表面硬度、導電性などを高めます。適切な処理方法を選ぶ際には、使用環境での露出条件、外観要件、予算を考慮する必要があります。
レーザー切断による板金部品の主な仕上げオプションを以下に示します。
- 粉体塗装: 静電的に塗布され、オーブンで硬化する粉体塗装は、従来の塗料に比べて最大10倍長持ちし、揮発性有機化合物(VOC)を含みません。マット、光沢、しわ加工など、さまざまな色や質感でご利用いただけます。
- 陽極酸化処理: 電気化学的プロセスによってアルミニウム表面に堅牢で傷が付きにくい酸化皮膜を形成します。優れた耐食性、耐熱性、電気絶縁性を提供するため、屋外用途や電気関連用途に最適です。
- 塗装: 鋼材への腐食防止として亜鉛メッキ、銅や鋼材への導電性・外観改善としてニッケルメッキなど、金属皮膜を基材に付着させます。
- 塗装: 多くのプロジェクトに適した従来の液体塗布方式です。適切な下処理(研磨および洗浄)により、塗料の密着性と耐久性が確保されます。
- 不動態化: 外観を変化させることなく、ステンレス鋼の耐腐食性を向上させる化学処理です。
- メディアブラスト: 高圧の研磨処理で表面を清掃、平滑化または粗面化し、他の仕上げ処理の下準備を行います。
仕上げ要件の指定
カスタムレーザー切断部品を注文する際は、仕上げに関する要件を事前に明確に伝えてください。以下の点を指定してください。
- 必要な仕上げの種類および色(該当する場合)
- 処理が必要な表面(全方向、片面のみ、特定の領域など)
- 性能要件(屋外使用、食品接触、電気絶縁など)
- 仕上げ後の寸法公差(コーティングは厚みを増加させます)
レーザー切断から成形、仕上げ、組立までの一連の工程を提供する製造業者と協力することで、設計から完成品までのプロセスが効率化されます。製造性設計(DFM)サポートを提供する統合型パートナーは、潜在的な問題を早期に発見できるほか、迅速なプロトタイピング機能により、量産投入前に完成部品を検証することが可能です。自動車部品など要求条件の厳しい用途では、品質システムの成熟度を示すIATF 16949などの認証を持つパートナーを探すことをおすすめします。以下のような企業は シャオイ (寧波) メタルテクノロジー この統合されたアプローチを体現しており、5日間での迅速なプロトタイピングから包括的な仕上げオプションを備えた自動化された大量生産まで、あらゆるニーズに対応しています。
結論として、仕上げ工程を後回しにしてはいけません。これらの要件を最初の仕様に組み込むことで、高額な再作業を避け、部品が最終的な用途で意図通りに確実に機能するようにできます。仕上げの選択肢を理解したうえで、適切な加工パートナーを評価し、自社のカスタム部品を誰に製造させるかについて賢明な判断ができるようになります。
適切なカスタムレーザー切断パートナーの選び方
技術の知識があり、コストも理解しており、必要な仕上げもわかっている――しかし、ここで多くのプロジェクトが成功するか失敗するかが決まります:適切な加工パートナーの選定です。スムーズなプロジェクトとストレスの多い経験の違いは、しばしば契約前に正しい質問ができているかどうかにかかっています。しかし、ほとんどの顧客は価格だけに注目し、納期通りに部品が届き、仕様を満たし、意図通りに機能するかどうかを最終的に決定する要素を見落としています。
高品質なレーザー切断サービスを近くで見つけるには、簡単なオンライン検索だけでは不十分です。最高の金属レーザー切断サービスプロバイダーは、加工能力、コミュニケーション、認証、納期の確実性といった点で他と差別化されています。こうした要素は、何を探すべきかを理解していないと気づきにくいものです。
プロジェクト開始前の重要な質問
製造業者に連絡する前に、まずご自身の要件に関する以下の基本的な質問に答えてください。これらの回答により、実際にあなたのニーズに対応できる業者が明確になり、時間の無駄を避けられます。
本当に必要な精度とはどの程度ですか?
明らかに思えるかもしれませんが、多くの顧客が公差を過剰に指定しており、結果として不必要にコストが上昇しています。自問してみてください:±0.2mmで十分ですか、それとも本当に±0.1mm以下が必要ですか?超精密な公差に対応できるレーザー切断サービスは存在しますが、その分料金も高くなります。公差の仕様は、理想ではなく、あくまで機能上の要件に合わせて設定してください。
どの数量を発注されますか?
単一のプロトタイプと1万個の量産品では、必要な能力が異なります。一部のレーザー切断サービスは少量のカスタム作業を迅速に処理することに特化していますが、他のサービスは大量生産の効率性を重視しています。50個の注文には最適な工場でも、継続的な生産ニーズには不適切である可能性があります。
どのような素材と厚さですか?
すべての工場がすべての素材を同じように扱えるわけではありません。銅やアルミニウムなど反射性金属を加工する場合は、ファイバーレーザー技術を使用していることを確認してください。厚い鋼板の場合は、設備の対応能力を確認しましょう。 according to 業界ガイドライン によると、ほとんどの金属レーザー切断サービスプロバイダーは、自社ウェブサイトに材料の厚さ仕様および対応可能な薄板金属の種類を明記しています。連絡を取る前に必ず確認してください。
納期のタイムラインはどのようになっていますか?
標準リードタイムは業者によって大きく異なります。一部のCNCレーザー切断サービスは3〜5営業日で納品しますが、他の業者は2〜3週間を要する場合があります。急ぎの納品が必要な場合は、あらかじめ利用可能性を確認し、追加費用について理解しておいてください。事前に計画しておくことで、ほぼ常にコストを節約できます。
二次加工は必要ですか?
部品に曲げ加工、溶接、粉体塗装、または組立が必要な場合、フルサービスを提供する業者を利用すれば、調整の手間が省けます。切断のみを行う業者はシンプルな作業では迅速に納品できるかもしれませんが、完成品のアセンブリにおいては物流上の複雑さが生じます。
サービスプロバイダーの能力評価
要件を明確にした後は、候補となるパートナーを体系的に評価してください。最も安い見積もりだけを安易に選ばないでください。遅延や品質問題、コミュニケーションの失敗が発生すると、最も安い選択肢はほとんど常に最良の価値を提供しません。
金属レーザー切断サービスを評価する際に、以下のチェックリストをご活用ください:
- 設備能力を確認する: 使用しているレーザー技術(CO2、ファイバー、または両方)について確認し、お客様の素材種類および板厚要件に対応できるかを確かめてください
- 品質認証を確認してください: 要求の厳しい用途では、認証が重要です。IATF 16949認証は自動車業界レベルの品質マネジメントシステムを示しており、非自動車分野のプロジェクトにおいてもプロセスの厳密さを示す強力な指標となります
- 参考事例やクライアントの声を請求してください: 実績のあるサービス提供会社であれば、クライアントからのフィードバックを容易に共有できるはずです。他のクライアントからの推薦文を請求し、自社のプロジェクトと同様の案件に対する加工所の経験について尋ねてください
- コミュニケーション対応力の評価: 問い合わせに対してどれほど迅速に返答するかを確認してくださいか? 営業前の質問に数日かかるような業者は、生産段階で対応に遅れを生じる可能性が高いです
- 見積もりの納期を確認してください: 専門的な運営を行っている企業は、標準的なプロジェクトに対して12〜48時間以内に見積もりを提示します。長期間の遅延は、設備容量の制約や組織的な非効率を示している可能性があります
- 彼らのファイルレビュー手順を理解してください: 高品質なプロバイダーは、切断前に製造可能性についてお客様の設計ファイルをレビューし、問題が発生する前段階で潜在的な課題を早期に発見します。
- 検査基準を明確にする: 出荷前にどのような品質検査が行われますか?専門サービスは、その検査プロセスおよび公差検証方法を明確に説明できる必要があります。
- 追加サービス能力の評価: チューブレーザー切断、曲げ加工、仕上げ、組立を一括して提供できるサービスは、サプライチェーンを簡素化し、調整の複雑さを低減します。
レーザー切断はどのような場合に適しているのか、また不適切な場合はどれか?
レーザー切断が特に優れている用途:
- 厳しい公差と複雑なディテールを持つ精密部品
- 薄板から中厚材(通常25mm未満)
- 迅速な繰り返し作業を必要とするプロトタイプ開発
- 設計の柔軟性が必要な低~中程度の生産量
- 最小限の後処理で清潔なエッジを必要とする部品
以下の場合は代替手法を検討する:
- 材料の板厚がレーザー加工の能力を超える(プラズマまたはウォータージェットの方が適している可能性がある)
- 熱影響領域が許容できない(ウォータージェットは熱的影響を排除する)
- 単純な形状の極めて大量の部品では、CNCパンチングの経済性が正当化される
- 厚板鋼材における予算制約により、プラズマ加工のコスト優位性が決定的になる
期待すべき品質基準
近くのプロフェッショナルなレーザー切断サービスを探す検索では、最低限の品質基準を満たす業者が見つかるべきです。
- 寸法精度: 指定された公差内での切断。測定によって確認済み
- エッジ品質: 過剰なドロス、バリ、酸化がない清潔な切断
- 材料のトレーサビリティ: 材質グレードが仕様と一致していることを確認する文書
- 検査報告書: 重要用途については、要請に応じて提供可能
- 包装基準: 部品は輸送中の損傷から保護されている
自動車、航空宇宙、医療用途の場合、認証は必須となります。IATF 16949 認証—自動車業界の品質マネジメント標準—は、製造業者が厳格なプロセス管理、文書化された手順、および継続的改善の実践を維持していることを示しています。このような標準を持つ企業として シャオイ (寧波) メタルテクノロジー は一例であり、IATF 16949 認証品質システムに加え、12時間での見積もり対応や、加工開始前に設計を最適化するための包括的なDFMサポートといった実用上の利点を兼ね備えています。
最終的な決定をする
適切なパートナーは、能力、品質、コミュニケーション、コストのバランスを取っています。連絡が取りづらい、あるいは品質が不安定な最低入札者よりも、迅速な対応力を持ち、実績のある品質システムを有する企業からのやや高めの見積りの方が、トータル価値としては優れていることがよくあります。
適格な業者2〜3社から見積もりを依頼し、価格だけでなく納期や含まれるサービスも比較してください。不明点は質問しましょう。プロの加工業者は知識のある顧客を歓迎し、あなたの綿密な調査姿勢を尊重します。適切なパートナーを選定すれば、カスタムレーザー切断金属加工プロジェクトは、今や習得した技術的理解と意思決定フレームワークに基づき、確実にアイデアから現実へと進展します。
カスタムレーザー切断金属加工に関するよくあるご質問
1. どのような素材をレーザー切断できますか?
カスタムレーザー切断では、軟鋼、ステンレス鋼、アルミニウム、真鍮、銅、チタンなど、さまざまな金属に対応できます。ファイバーレーザーはアルミニウムや銅などの反射性金属に優れていますが、CO2レーザーは厚手の軟鋼材の加工に適しています。材料の厚さに対応する能力は、ファイバーレーザーで最大25mm、高出力CO2システムでは酸素アシストを使用して100mm以上まで可能です。また、CO2レーザーシステムではアクリルや木材などの非金属材料も加工できます。
2. カスタムレーザー切断の費用はいくらですか?
レーザー切断のコストは、素材の種類と厚さ、デザインの複雑さ、穴開けの回数、注文数量、仕上げの要件など、いくつかの要因によって異なります。主なコスト要因は機械稼働時間であり、通常は1時間あたり60〜120ドルの料金が適用されます。薄手の軟鋼材にシンプルなデザインを施す場合がベースラインのコストとなりますが、複雑なパターンや厚い素材、反射性金属を使用すると価格は上昇します。大量注文の場合、セットアップ費用がより多くの部品に分散されるため、最大70%の数量割引が適用されることもあります。
3. ファイバーレーザー切断とCO2レーザー切断の違いは何ですか?
ファイバーレーザーはより短い波長(1.064マイクロメートル)で動作するため、アルミニウム、真鍮、銅などの反射性金属に最適です。エネルギー効率が高く(CO2レーザーの5~10%に対して90%以上)、薄板素材での切断速度が速く、装置の寿命も10万時間以上と長いのが特徴です。一方、CO2レーザーは厚手の軟鋼板(10~100mm以上)の加工に優れており、非金属材料にも対応できます。ファイバーレーザーは初期コストが高めですが、長期的には運用コストが低くなります。
4. レーザー切断に必要なファイル形式は何ですか?
DXF(Drawing Exchange Format)は、ほぼすべての加工業者で採用されているユニバーサル標準です。その他の対応フォーマットにはDWG、AI(Adobe Illustrator)、EPS、SVGがあります。提出前に、テキストをすべてアウトライン化し、重複または重なった線分を削除し、図形が閉じたパスになっていることを確認し、寸法が100%スケールで正しいことを検証してください。適切なファイル準備を行えば、遅延を防ぎ、正確なレーザー切断部品を得ることができます。
5. レーザー切断サービスプロバイダーを選ぶにはどうすればよいですか?
要求の厳しいアプリケーションでは、装置の能力(CO2対ファイバーレーザー)、IATF 16949などの品質認証、コミュニケーションの迅速性、見積りの納期などをもとにサプライヤーを評価してください。専門サービスは、製造可能性についてファイルをレビューし、検査プロセスを明確に説明し、同様のプロジェクトからの参照情報を提供できるべきです。折り曲げ加工、仕上げ、組立などの二次工程を一括して提供できるかどうかを検討することで、サプライチェーンを簡素化できます。