 Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим
Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим 

Избор одговарајућег челика за алата за аутомобилске матрице

Инструментални челик је категорија високог угљен-лигура челика дизајнирана за изузетну тврдоћу, отпорност на зношење и чврстоћу. У аутомобилској индустрији, специфичне категорије челик за алате за аутомобилске штампе су од суштинског значаја за стварање трајних алата за производње великих количина. Степени као што је Д2 се користе за хладно штампање, док је Х13 стандард за апликације на високим температурама као што су ливање и ковање, обезбеђујући прецизност и дуг животни век.
Разумевање алатног челика: својства и улога у производњи аутомобила
Čelik za alat je klasa visoko-ugljeničnih legiranih čelika posebno formuliranih i termički obrađenih za proizvodnju alata, matrica i kalupa. Za razliku od standardnog ugljeničnog čelika, koji se sastoji uglavnom od gvožđa i ugljenika, čelik za alat sadrži značajne količine legirajućih elemenata poput hroma, molibdena, vanadijuma i volframa. Ovi elementi formiraju tvrde karbidne čestice unutar strukture čelika, dajući mu superiorna svojstva potrebna za oblikovanje drugih materijala pod ogromnim pritiskom i temperaturom. Termin 'čelik za matrice' često se koristi kao sinonim za čelik za alat, iako se obično odnosi na sorte čelika za alat posebno odabrane za izradu matrica zbog njihove visoke tvrdoće i otpornosti na habanje.
Рад у алатном челику у производњи аутомобила зависи од прецизне равнотеже механичких својстава, која се постиже пажљивим легирањем и опрезним процесом термичке обраде који укључује аустенитизацију, хлађење и попуштање. Овај процес прилагођава коначну микроструктуру челика како би се оптимизовала за одређени задатак. На пример, матрица за штампање таблова кариkатуре мора да отпорна на абразивно хабање током милион циклуса, док матрица за ковање колањастог вратила мора да издржи екстремне ударце и топлоту без пуцања или деформисања.
Кључна својства која чине алатни челик незамењивим за аутомобилске матрице су:
- Изузетна тврдоћа: Многи закалени алатни челици могу постићи тврдоћу већу од 60 HRC (Роквелова скала C), што им омогућава да секу и обликују друге метале не губећи облик.
- Висока отпорност на знојење: Присуство тврдих карбида, посебно у високим хромом као што је Д2, омогућава челику да се одупре абразији од контакта са листом метала и другим материјалима, што је од кључног значаја за продужење живота штампе. Према стручњацима за производњу у Протолабс , ова особина осигурава конзистентан квалитет делова током дугих производних серија.
- Тврдост: То је способност материјала да апсорбује ударе и енергију без кршења. Степени отпорни на ударе попут С7 дизајнирани су да издржавају огромна удара која су уобичајени у одређеним операцијама обликовања и пробијања.
- Тхермална стабилност: Стопља за топлоту обраду, као што је Х13, дизајнирана је тако да задржава своју тврдоћу и снагу на повишеним температурама које се примећују у ливању и ковању, спречавајући омекшање и прерано отказивање.
У производњи аутомобила у великим количинама, употреба правог челика за алате је критичан фактор оперативне ефикасности. Добро изабрани материјал за штампу смањује време одсуства за одржавање и замену, минимизује дефекте делова и на крају смањује трошкове по делу. Почетна инвестиција у алатни челик високих перформанси исплаћује дивиденде кроз повећање продуктивности и поузданости на производњској линији.
Кључне врсте челика за алате за аутомобилске дијелове: Детално поређење
Избор одређене врсте челика за алате одређује захтеви процеса производње. Амерички институт за гвожђе и челик (АИСИ) класификује ове челике на основу њихових својстава и метода загајања. За аутомобилске штампе, најрелевантније категорије су челице за хладно обраду (серије А и Д), топло обраду (серија Х) и отпорне на ударце (серија С). Разумевање карактеристика најчешћих квалитета је од суштинског значаја за пројектовање чврсте и ефикасне алате.
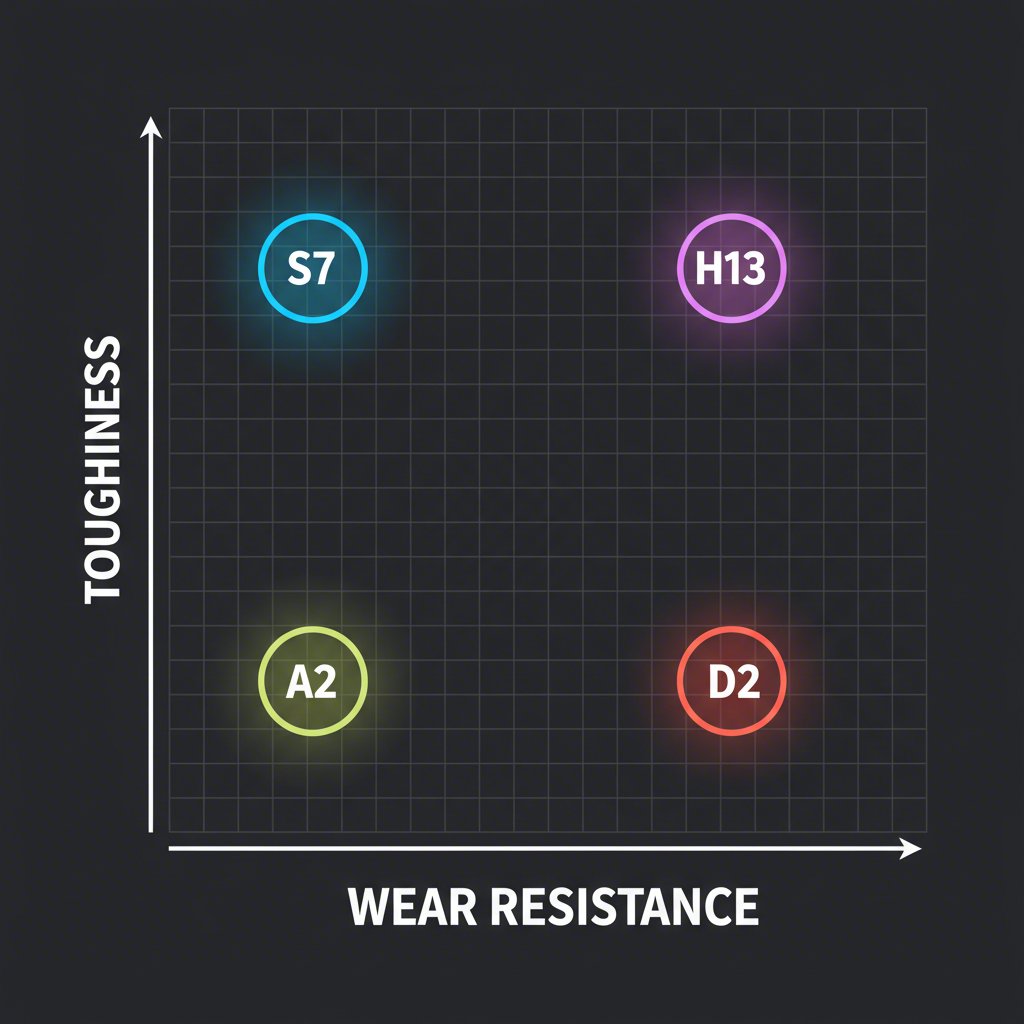
Међу најчешће наведеном квалитетом за аутомобилске апликације су Д2, А2, Х13 и С7. Свака нуди јединствен профил својстава. Д2, челик са високим угљеном и високим бромом, познат је по својој изузетној отпорности на знојење, што га чини врхунским избором за сечење и штампање. А2 је челик за укорење ваздухом који пружа добру равнотежу у отпорности на знојење и чврстоћу уз одличну стабилност димензија током топлотне обраде, што га чини свестраном опцијом за обликовање штампа. Х13 је индустријски стандард за примене на топлом раду, који нуди супериорну отпорност на топлотни замор. С7 пружа изузетну чврстоћу на ударе, што га чини идеалним за штампе које морају издржати понављане, тешке ударе.
Како би се олакшао избор, следећа табела пореди ове кључне типове алатачких челика који се користе у производњи аутомобилских матрица.
| Kvalitet čelika | AISI тип | Кључна својства | Примарна аутомобилска применa матрице |
|---|---|---|---|
| Х13 | Рад на високој температури (H-серија) | Чврстоћа на високој температури, добра жилавост, отпорност на термички замор | Матрице за ливење под притиском, екструзију и ковање |
| D2 | Рад на ниској температури (D-серија) | Izuzetna otpornost na habanje i abraziju, visoka čvrstoća na pritisak | Visokoproduktivne matrice za proboj, izbacivanje i oblikovanje |
| А2 | Hladni alat (A-serija) | Dobar odnos otpornosti na habanje i žilavosti, izvrsna dimenziona stabilnost | Matrice za oblikovanje, matrice za proboj, probojci, alati za rezanje |
| С7 | Ударан (С-серија) | Nadmoćna žilavost pri udaru, dobra otpornost na habanje, visoka čvrstoća | Matrice za teške uslove rada za proboj, probijanje i oblikovanje koje zahtevaju apsorpciju udara |
Izbor između ovih kvaliteta često podrazumeva kompromis. Na primer, iako D2 nudi nadmoćnu otpornost na abrazivno habanje, on je krtiji od S7. Inženjer može izabrati D2 za jednostavnu matricu za izbacivanje, dok bi za matricu za kaljenje koja podnosi velike udarne sile izabrao žilaviji S7. Slično tome, iako A2 nudi bolju žilavost od D2, ne može da nadmaši D2 po pitanju trajnosti u uslovima intenzivnog habanja. Konačan izbor zavisi od temeljne analize specifičnih naprezanja kojima će matrica biti izložena tokom svog radnog veka.
Успоређивање челика са процесима: Примене у производњи аутомобилских штампача
Избор одговарајуће класе челика за алате је директно повезан са специфичним производним процесом за који ће се користити. Сваки метод обраде метала у аутомобилској индустријиод штампања листова метала за панел врата до ковања компоненте мотораналага јединствену напетост на штампу. Усаглашавање особина челика са овим захтевима је од кључног значаја за успех.
Стампирање и обликовање штампа
Стампирање, цртање и формирање су процеси хладног рада који укључују обликовање листова метала на собној температури. Главни изазов за штампе у овим апликацијама је абразивно носило од континуираног контакта са радним комадом, као и потреба за оштрим, издржљивим ивицама за сечење. Из ових разлога, челици са високим угљеном и високим хромом су индустријски стандард. Водећи добављачи као што су Јужни алат челика препоручујем Д2 Инструментални челик за обимне трке штампања у којима је отпорност на зношење најважнији приоритет. Његов обилан количина карбида хрома пружа изузетну дуговечност. За апликације које захтевају бољу равнотежу чврстоће и отпорности на зношење, или где сложенији облици повећавају ризик од скрапљења, А2 Инструментални челик је одличан избор због своје супериорне стабилности димензија и чврстоће. Када је за пројекат потребно сложено и веома поуздано штампање штампача, кључно је да се ради са специјализованим произвођачем. На пример, Шаои (Нингбо) Метал Технологија Цо, Лтд. нуди стручни дизајн и производњу прилагођених аутомобилских штампаних штампа, користећи дубоко знање о материјалима за оптимизацију перформанси алата и животни век за ОЕМ-ове и добављаче Тире 1.
Лијечење и ковање
Ливање и ковање су процеси који се обављају на врућем, а који укључују обликовање метала на изузетно високим температурама. Дири који се користе у овим окружењима морају издржавати тешке топлотне ударебрзе циклусе загревања и хлађења, као и ерозију од растворених метала и велике силе компресије. Примарни материјал за ове апликације је H13 челик за алате . Како су то објаснили стручњаци у мевију , Х13 је дизајниран да задржи своју тврдоћу и чврстоћу чак и када ради на врућим температурама, што је од суштинског значаја за спречавање прераног неуспеха штампе. Његова одлична чврстоћа и отпорност на топлотну умору омогућавају му да издржи хиљаде циклуса без пуцања, што га чини избора за производњу сложених аутомобилских делова као што су блокови мотора, коша за пренос и компоненте суспензије.
Удар и удари
Одређене операције у производњи аутомобила, као што су пробијање под великим оптерећењем, калибрисање или сецкање, излажу матрицу наглим и интензивним ударним силама. У овим ситуацијама, потребан је челик са максималном жилавошћу како би се спречио катастрофални квар услед пуцања или лупања. S7 алатни челик наменски је развијен за ову сврху. Његов састав је оптимизован да обезбеди изузетну отпорност на удар, због чега је много жилавији од врста високо отпорних на хабање као што је D2. Иако можда не траје дуго у применама које подразумевају искључиво абразивно хабање, S7 је најсигурнији и најпоузданији избор за алате који морају да апсорбују значајна ударна оптерећења током рада.
Критеријуми за избор: Како одабрати најбољи алатни челик за ваше матрице
Odabir optimalnog alatnog čelika za automobilsku matricu ključna je inženjerska odluka koja usklađuje performanse, izvodljivost i troškove. Sistematski pristup koji uzima u obzir sve operativne promenljive dovesti će do pouzdanijeg i ekonomičnijeg alata. Odluka retko zavisi od jedine osobine, već se radi o pronalaženju najboljeg kompromisa među konkurirajućim karakteristikama za određenu primenu.
Инжењери морају да процени неколико критичних фактора како би донели информисану одлуку. Ови фактори одређују како ће се штампати и колико ће дуго трајати у производњи. Ако занемаримо било који од ових елемената, то може довести до прераног оштећења алата, скупог времена за заустављање рада и непостојанног квалитета делова. Главне разматрање укључују:
- Оперативна температура: Ово је прва и најважнија разлика. Да ли је процес хладно радовање као што је штампање, или топло радовање као што је ковање? Столови за топло рађење као што је Х13 су обавезни за околине високе температуре, док столови за хладно рађење нуде већу тврдоћу за операције на собној температури.
- Отпорност на зношење против чврстоће: Ово је класичан компромис у избору алата од челика. Висока отпорност на зној (идеална за сечење и штампање) обично се постиже са високом тврдошћу и садржајем карбида, што може учинити челик крхким. Висока чврстоћа (идеална за примене са ударом) захтева челик који може да се благо деформише без кршења, често на рачун одређене отпорности на зношење.
- Потребна тврдоћа (HRC): Жељена тврдоћа, мерена на Роквеловој скали C, мора бити наведена на основу примене. Резни матриц може захтевати тврдоћу од 60-62 HRC како би очувао оштриж, док се матрица за обликовање може грејати до нешто ниже тврдоће ради повећања жилавости.
- Димензионална стабилност: За сложене и високотачне матрице, кључно је да челик одржи свој облик и величину током процеса термичке обраде. Челици за харденисање ваздухом, као што је A2, познати су по изузетној димензионалној стабилности, минимизирају деформације и смањују потребу за скупом машинском обрадом након термичке обраде.
- Трошкови и оспособљеност за обраду: Иако је учинак најважнији фактор, буџет је увек присутан. Високо легирани челици високог учинка су скупљи и могу бити тежи за машинску обраду у поређењу са једноставнијим класама. Укупни трошак, укључујући сировину, машинску обраду и термичку обраду, мора се уравнотежити са очекиваним веком трајања и учинком матрице.
Да бисмо ово применили на праксу, размотримо следећи сценарио: за матрицу за високотонално штампање која производи једноставне аутомобилске носаче (процес хладног рада), абразивно хабање је главни проблем. D2 би била добар кандидат због изузетне отпорности на хабање. Међутим, ако иста матрица има оштре унутрашње углове или се користи за обликовање челика високе чврстоће, ризик од ломљења се повећава. У том случају, издржљивији A2 или чак S7 можда буде бољи избор да би се спречио превремени квар, чак и ако захтева чешће оштрљење. Пре него што се материјал коначно одреди, пројектант увек треба да постави следећа кључна питања:
- Који је примарни режим квара који морам да спречим (хабање, лупање, пуцање или деформација услед топлоте)?
- Које су максималне температуре и ударне силе којима ће матрица бити изложена?
- Колико је критична димензионална тачност након термичке обраде?
- Који је циљани волумен производње и очекивани век трајања матрице?
- Који је укупни буџет за материјал, машинску обраду и третман?
Често постављана питања
1. Који алатни челик се користи за ливење под притиском?
Најчешћи алатни челик за пресу у улобу је H13. Припада групи врућег рада (H-серија) и специјално је дизајниран да издржи високе температуре и термичке циклусе карактеристичне за процес ливења под притиском. Његова одлична комбинација црвене тврдоће, жилавости и отпорности на термичку замору чини га идеалним за руковање теченим металима попут алуминијума и цинка, без пуцања или превременог омекшавања.
2. Који се челик користи за матрице?
За матрице се користи велики број алатних челика, у зависности од примене. За рад на хладно, попут штампања и обликовања, чести избор су D2 и A2. За процесе врућег рада, као што су ковање и ливање под притиском, стандард у индустрији је H13. За примене које захтевају високу отпорност на ударце често се користи ударно отпоран челик S7. Конкретан избор зависи од фактора као што су радна температура, захтеви за отпорношћу на хабање и оптерећење услед удара.
3. Која је разлика између челика за матрице и алатног челика?
Čelik za alat je široka kategorija čelika koja je dizajnirana za izradu alata. Čelik za kalupe je izraz koji se često koristi za označavanje određenih sorti alatnog čelika koji su posebno pogodni za izradu kalupa. U suštini, svi čelici za kalupe su alatni čelici, ali nisu svi alatni čelici optimizovani za izradu kalupa. Čelici za kalupe biraju se na osnovu njihove specifične kombinacije visoke tvrdoće, otpornosti na habanje, žilavosti i, u slučaju kalupa za toplu obradu, termičke stabilnosti.