 Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим
Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим 

Дебљина контролне руке од штампаног челика: Инжењеров водич
ТЛ;ДР
Ne postoji jedinstven standard za debljinu materijala ručice od kaljenog čelika. Tipično varira od 0,024 inča (0,6 mm) do 0,250 inča (6,35 mm), pri čemu većina automobilskih primena spada ispod 5 mm. Tačna debljina je ključna inženjerska odluka koja usklađuje težinu vozila, predviđenu upotrebu, potrebnu strukturnu čvrstoću i trošak proizvodnje.
Razumevanje debljine ručice od kaljenog čelika: Tehnički pregled
Kontrolni ram od kaljenog čelika ključni je deo sistema za okačenje koji povezuje okvir vozila sa navojnim delom točka, omogućavajući kontrolisano kretanje. Proizvodi se tako što se limeni list čelika prešuje u određeni oblik pomoću kalupa. Debljina materijala primarni je faktor u čvrstoći, izdržljivosti i težini dela. Deblji ram je u pravilu jači, ali istovremeno teži i skuplji, što utiče na efikasnost potrošnje goriva i proizvodne troškove. Inženjeri moraju pažljivo izračunati minimalnu debljinu potrebnu da podnese dinamička opterećenja koja vozilo doživljava, od sila pri skretanju do udara od neravnina i rupa na putu.
Izbor debljine predstavlja kompromis. Za lak automobil, tanji i lakši ram može biti dovoljan i poželjan radi bolje ekonomičnosti goriva. Međutim, kamion velike nosivosti kao što je Ram 1500, koji treba da prevozi teške terete i potencijalno da vozi van puta, zahteva znatno deblji i izdržljiviji kontrolni ram kako bi se sprečio kvar. Prema studiji u oblasti Међународни часопис за науку и истраживање , операције са лимом за компоненте попут ових се генерално изводе на челичним лимовима дебљине мање од 5 mm. Ово је у складу са индустријским упутствима, који класификују лимове као било који метал дебљине испод 0,25 инча (око 6,35 mm).
Сам процес производње је кључан аспект. Калибровање је брз и економичан метод масовне производње, због чега је идеалан за произвођаче оригиналних опрема (OEM). За произвођаче возила који траже висококвалитетне, прецизно калиброване делове, посебни партнери су неопходни. На пример, компаније као што су Шаои (Нингбо) Метал Технологија Цо, Лтд. обављају комплексна решења, од израде прототипова до масовне производње, придржавајући се строгих аутомобилских стандарда као што је IATF 16949, како би осигурале поузданост и економичност код сложених делова као што су носачи погонског моста.
Да би се добила јаснија слика, дат је преглед типичних опсега дебљина челичних лимова који се користе у производњи:
| Извор/Стандард | Типични опсег дебљине | Napomene |
|---|---|---|
| Општи лим (Protolabs) | 0,024" - 0,250" (0,6 mm - 6,35 mm) | Ово представља комплетан опсег за израду лимених делова. |
| Калибрована аутомобилска челюст (IJSR) | < 5mm (~0.197") | Типична максимална дебљина за аутомобилске лимене делове. |
| Тешке примене (Tripar Inc.) | 10-14 калибар (0.0747" - 0.1345") | Користи се за структурне делове и носаче за тешке услове рада. |
| Генерал Индустриал (Трипар Инц.) | 16-20 Гауге (0,0598" - 0,0359") | Уобичајено за компоненте и корпусе за општу употребу. |
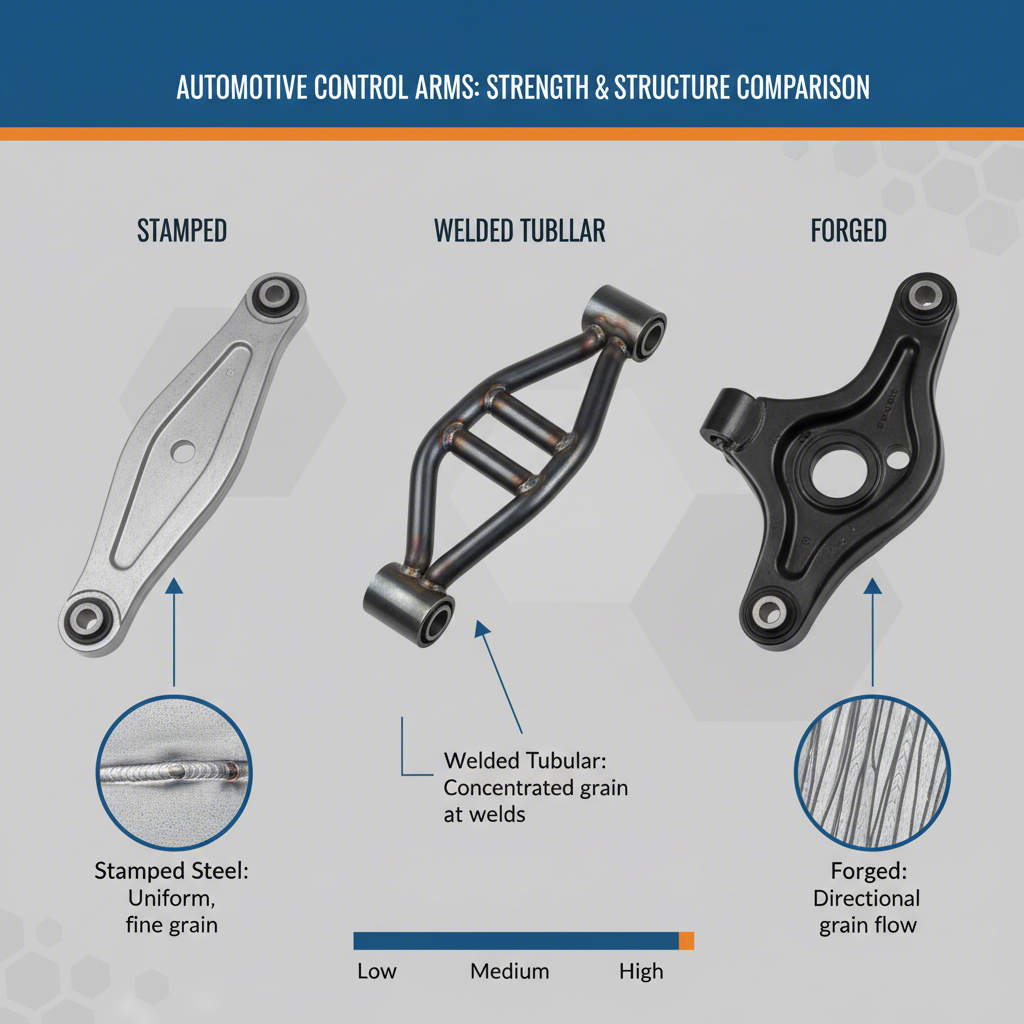
Упоређење: Стампани челик против тубуларних против кованих контролних руку
Када мењате или надоградљавате компоненте суспензије, наићи ћете на три главне врсте контролних руку: штампане, цевичасте и коване. Сваки од њих има посебан производњи процес који резултира различитим карактеристикама перформанси, трошковима и идеалним случајевима употребе. Разумевање ових разлика је кључно за доношење информисане одлуке за ваше возило.
Завршена стална контролна рука najčešća su vrsta koja se nalazi u serijski proizvedenim vozilima. Proizvode se masovno presovanjem listova čelika u željeni oblik. Ova metoda je veoma ekonomična, ali se ponekad može smatrati manje izdržljivom u odnosu na druge opcije, pogotovo u primenama sa povećanim zahtevima za performansama. Рубљиве контролне руке izrađuju se zavarivanjem delova okrugle ili kvadratne čelične cevi. Ovo omogućava veću fleksibilnost u dizajnu, visok odnos čvrstoće i težine i poboljšanu geometriju vešanja, zbog čega su postali popularna nadogradnja na tržištu naknadne opreme. Фалсификована контролна оружја стварени су загревањем чврстог слитка метала и пресовањем у калуп под екстремним притиском. Овај процес поравнава унутрашњу зрнасту структуру метала, што резултира изузетном чврстоћом и отпорношћу на замор, због чега су погодни за возила намењена интензивној употреби или високим перформансама.
Избор између њих често зависи од ваших циљева. За свакодневну употребу, квалитетна замена од штампаног челика је обично довољна. За реставрацију старинских аутомобила или перформансно возење по улицама, цевасте полуге нуде значајне предности у вођењу и трајности. За екстремну употребу ван путева или тркачке примене, снага коване полуге је често неопходна.
Ево детаљне компарације три типа:
| Особност | Стакленог | Тјубуларни челик | Ковано челик/алуминијум |
|---|---|---|---|
| Производњи | Пресовани из једног листа челика. | Заварени од шупљих челичних цеви. | Обликовани од чврстог слитка метала под дејством топлоте и притиска. |
| Прос | Најнижа произвођачка цена; лагани су; погодни за масовну производњу. | Висок однос чврстоће и тежине; прилагодљива геометрија; побољшана крутина. | Изванредна чврстоћа и отпорност на замор; гушта структура зрна. |
| Конти | Може бити мање крута; може се изокренути под великим оптерећењем; сматра се нижим квалитетом. | Виша производна цена од штампаних делова; заварени шавови могу бити тачке квара ако нису правилно изведени. | Највиша производна цена; често је тежа од других типова. |
| Типична дебљина/спец | 0,6mm - 5mm лим | ~.120" (3 мм) зидни Д.О.М. цеви | Тврда конструкција |
| Најбољи случај употребе | ОЕМ замена за свакодневне возаче. | Улазни улични аутомобили, модернизације класичних аутомобила, употреба светлог пута. | Тешки камиони, теренски возила, професионалне трке. |
На пример, високо-успешни добављач на тржишту за повратне производе као што је Класични производи за перформансе наводи да њихови цевни кракови користе цеви Д.О.М. (Drawn Over Mandrel) дебљине зида .120”, материјал високог квалитета познат по равномерној дебљини зида и чврстоћи, истичући фокус на издржљивост за тржиште перформанси.
Спецификације материјала: Разумевање калибра, класа и толеранција челика
Изван саме дебљине, квалитет контролног крака одређен је специфичном класом челика који се користи и толеранцијама у производњи. Нису сви челици једнаки, а разумевање ових детаља може вам помоћи да препознате компоненту вишег квалитета. Дебљина се често мери у калибрима, систему у коме већи број указује на тањи лимени лист. Ово може бити контраинтуитивно, па је често јасније користити дебљину у инчима или милиметрима.
Важно је знати да одређени број калибра представља различиту дебљину у зависности од врсте метала. На пример, челик калибра 14 није исте дебљине као алуминијум калибра 14. Поштено признати произвођачи ће навести прецизне мерне вредности у спецификацијама. Штавише, материјали имају унутрашње дозвољене одступања у дебљини. Према водичу фирме Tripar Inc. , лим челика калибра 14 са називном дебљином од 0,0747 инча може имати технолошко одступање од ±0,007 инча. То значи да стварни материјал може бити нешто дебљи или тањи, што може бити критично код примене која захтева високу прецизност.
Аутомобилске примене користе специфичне легуре челика које су дизајниране да комбинују чврстоћу, обликовност и издржљивост. У раду IJSR помињу се материјали као што је микро легура челика (C45) за коване кракове и феритно-байнитични (FB) челици за компоненте направљене клипним пресама, који обезбеђују високу чврстоћу и добру обликовност. Када проценивате делове након производње, тражите произвођаче који наводе класу челика који се користи, као што је 1018 благи челик или јачи 4130 хромоли за цевасте кракове. Овај степен детаљности често је индикатор бољег производа.
Испод је поједностављена табела која претвара уобичајене дебљине челика у директније мерење:
| Kalibar | Инчи (номинални) | Милиметри (приближно.) |
|---|---|---|
| 10 | 0.1345" | 3,42 мм |
| 12 | 0.1046" | 2,66 мм |
| 14 | 0.0747" | 1,90 мм |
| 16 | 0.0598" | 1,52 мм |
| 18 | 0.0478" | 1.21 mm |
Често постављана питања
1. Постављање Која је разлика између штампаних и кованичних контролних рукава?
Основна разлика је у процесу производње и резултантној чврстоћи. Контролне полуге направљене клетањем се праве пресовањем лима од челика у одређени облик, што је економичан поступак за масовну производњу, али може бити мање чврсто. Коване контролне полуге праве се од чврстог комада загрејаног метала који се компрује у матрицу, тако да се структура зрна метала поравна са обликом дела. Овај поступак ствара компоненту веће чврстоће и отпорности на замор, због чега је идеална за интензивну употребу или примене са високим перформансама.
2. Уколико је потребно. Да ли су сталне контролне руке магнетне?
Да, контролне полуге од клетаног челика су магнетне. Челик је гвожђани метал, што значи да садржи гвожђе и да га магнети привлаче. Ово омогућава једноставну разлику између контролне полуге од челика и оне од алуминијума, јер је алуминијум немагнетан. Ако се магнет прилипи за контролну полугу, она је направљена од клетаног челика или ливеног гвожђа.