 Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим
Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим 

Компаније за резање метала декодиране: од захтева за цитат до готових делова

Разумевање компанија за сечење метала и њихове производње
Када вам требају прилагођени метални делови - било за прототип, производњу или специјализовани пројекат - где се обратите? Одговор лежи у компанијама за резање метала, специјализованим произвођачима који претварају сировине и стоку метала у прецизно обликоване компоненте ... и не само. Ови пружаоци услуга чине кључну везу између ваших дизајнерских концепта и опипљивих, функционалних делова.
Шта заправо раде компаније за резање метала
Компаније за резање метала су специјализовани произвођачи који уклањају материјал из металних делова како би створили жељене облике и величине. Према Марка Металови , резање метала обухвата широк спектар техника укључујући пилање, шријање, бушење, брушење, резање воденим струјем и ласерско резање. Али ове компаније обично нуде много више од само резања.
Замислите компанију за резање метала као свог партнера за производњу. Они се баве свему, од прецизног ласерског сечења сложених дизајна до индустријске производње структурних компоненти на великом нивоу. Многе компаније за услуге сечења метала такође пружају секундарне операцијеформирање, спајање и завршне процесе који узимају ваше делове од сирових сечених комада до готових за употребу компоненти.
Обхват услуга се веома разликује. Неке компаније које сече метал специјализују се за специфичне технологије као што су ласерски влакна или системи воденог млаза, док друге раде као произвођачи пуних услуга који нуде:
- Ласерско сечење, резање воденим струјем и резање плазме
- Стенкови и обрађивање ЦНЦ-а
- Услуге заваривања и монтаже
- Површина као што су покривање прахом, анодирање и платовање
- Документација за инспекцију квалитета и сертификацију
Производња на којој се ослањаш
Зашто би вас бринуло да разумете ову индустрију? Јер, било да сте инжењери који дизајнирају аутомобилске задневе, произвођачи производа који прототипирају кутије за потрошњу електронике, или извозници који купују структурне компоненте, вероватно ћете радити са овим произвођачима у неком тренутку.
Модерне компаније за резање метала пружају услуге практично у свакој индустрији коју се може замислити. Као што је примећено у Xometry-у, они редовно подржавају ваздухопловство, одбрану, аутомобилску, енергетску, индустријску, медицинску, стоматолошку и потрошачку индустрију. Њихове способности се крећу од прототипа са малим бројем, високом мешавином до производње у великим количинама, које броје хиљаде или милиони.
Ефикасност коју ове компаније нуде потиче од специјализоване опреме и стручности. Компаније за резање метала улагају у напредне машинерије лазерске влакна који режу са прецизношћу на микроном нивоу, водене струје које режу скоро сваки материјал и аутоматизоване системе који одржавају доследан квалитет у великим производњима. Ова специјализација значи смањена времена за извођење и побољшана контрола квалитета у поређењу са управљањем производњом у кући.
У следећим деловима ћете открити како функционишу различите технологије сечења, које методе одговарају одређеним материјалима и апликацијама и како да пређете кроз процес од иницијалног тражења цитата до испоруке готових делова. Такође ћете научити практичне критеријуме за процену компанија за резање метала и припремање ваших пројеката за успех. Сматрајте ово својим свеобухватним водичем како бисте постали информисани купци на тржишту метала.
Технологије резања метала и како свака метода функционише
Знате шта компаније за резање метала раде, али како тачно режу челик, алуминијум или титан са тако прецизном прецизношћу? Одговор зависи у потпуности од технологије коју користе. Свака метода сечења ради на фундаментално различитим принципима, а разумевање ових разлика помаже вам да изаберете прави приступ вашем пројекту.
Погледајмо пет главних технологија резања са којима ћете се суочити када радите са компанијама за резање метала ласером и другим произвођачима.
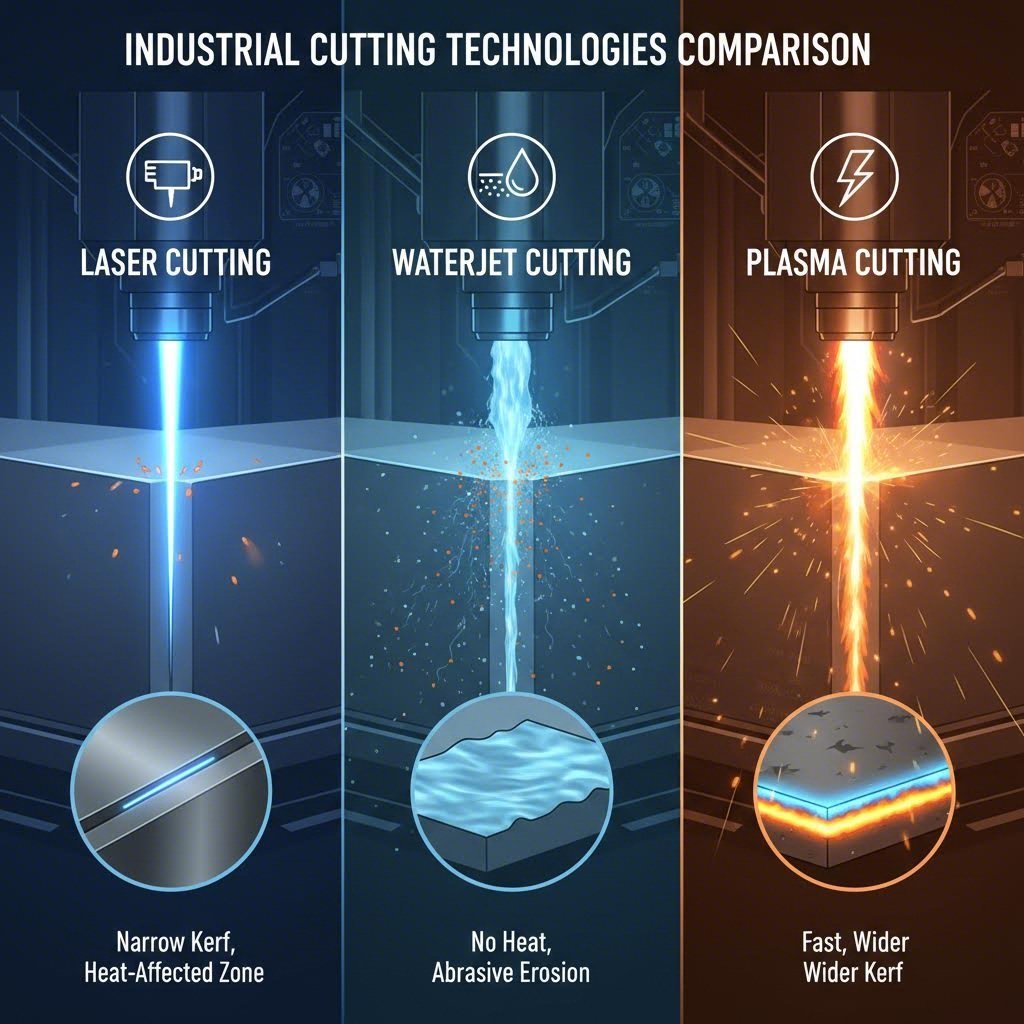
Ојачање ласерског сечења
Замислите да фокусирате сунчеву светлост кроз лупу, а сада помножите тај интензитет са хиљадама. То је основни принцип ласерског сечења. Врло концентрисани зрак светлости даје довољно енергије да се метал топли, спали или испара на прецизно контролисаном путу.
Две врсте ласера данас доминирају у индустрији: ласери од влакана и ласери од ЦО2. Према Ласер за HPC , ласерски резачи влакана користе оптичка влакана допирана елементима ретких земаљских материја као што је итербијум за генерисање њиховог зрака. Ова технологија се одликује резањем рефлекторних метала, укључујући челик, нерђајући челик, алуминијум, месин, бакар и титан.
Предности ласера са влаконским влакнама су убедљиве:
- Изванредна прецизност са минималном ширином резања
- Високе брзине сечења, посебно на танким материјалима
- Нижи захтеви за одржавање од система са CO2
- Превише ефикасна енергија
- Одлична перформанса на рефлекторним металима
CO2 ласери, који раде на другачијој таласној дужини (10,6 микрометара), остају омиљени избор за сечење неметала као што су акрил и одређена пластика. Међутим, компаније које производе ласерске машине за сечење метала су у великој мери освојиле тржиште за апликације за обраду метала због својих предности у брзини и ефикасности.
Када треба да одредите ласерско сечење? Према Машине за Вурт , ласерска технологија је водећа када су потребни фини детаљи, прецизне рупе или чисте ивице на танким листовима. Идеално је за електронику, медицинске уређаје и производњу прецизних делова где чак и најмања одступања могу угрозити функционалност. Компаније које производе ласерске машине за сечење метала често постижу толеранције у оквиру ± 0,005 инча на материјалима танке ширине.
Водецхет против плазме технологије
Шта ако је топлота твој непријатељ? Неки материјали се искриве, оштре или изгубе својства када буду изложени високим температурама. Овде се сјаје резање воденим струјама.
Компанија за резање метала водним струјем користи сасвим другачији приступ: воду под високим притиском (обично 60.000 PSI или више) помешану са абразивним честицама као што је гранат. Овај ток прореза метале без стварања топлоте, и потпуно елиминише зоне које су погођене топлотом. Зинтилон напомиње да је резање воденим струјем посебно погодно за топлотно осетљиве материјале као што су алуминијум и титан, где би топлотна деформација била проблематична.
Кључне предности воденог млазница укључују:
- Нема топлотног утицаја на зоне или деформације материјала
- Способност резања скоро свих материјаламетала, камена, стакла, композита
- Одлично за дебљи материјал и резање на куп
- Нема оштривања резаних ивица
- Еколошки прихватљив са минималним отпадом
Плазмено сечење ради на супротном крају спектра. Користи електрични лук комбиновани са компресираним гасом да би створио прегрејену плазму која се топи кроз проводнике метале. Компаније за резање плазме танке плоче метала и тешки произвођачи се ослањају на ову технологију због изузетне брзине на дебљим материјалима.
Према тестовима Вуртх Машинери, плазмен резач 1 инчевог челика ради око 3-4 пута брже од воденог струја, са оперативним трошковима отприлике пола мање по стопу. Ако радите са конструктивним челиком, компонентама тешке опреме или апликацијама за изградњу бродова, плазма вам нуди неупоредиву трошковну ефикасност.
Међутим, компаније за плазмен резање обојених метала суочавају се са ограничењима. Процес ради само на електрично проводничким материјалима и производи шири резац од ласерског резања. За дебеле проводничке метале где прецизност није најважнија, плазма остаје радни коњ индустрије.
Када је механичко сечење разумно
Не захтева сваки посао сечења високотехнолошка решења. Компаније за резање метала ЦНЦ-ом често користе механичке методе као што су рутирање, пилање, шријање и бушење за специфичне апликације.
ЦНЦ рутинг користи ротирајуће алате за сечење за уклањање материјала, слично операцијама фрезирања. Ова метода добро функционише за мекије метале и апликације које захтевају специфичне профиле ивица или сложене 3Д контуре. Компаније за ласерску резачку машину понекад допуњују своје ласерске могућности рутингом за апликације где ласери нису идеални.
Механичко сечење и пробовање остају трошково ефикасни за производњу великих количина једноставних облика. Ови процеси су брзи, захтевају минималну опрему и производе доследне резултате на танком лиму. Пуновни преси могу да производе десетине рупа у минути брзинама које чак и ласери не могу да уједначе за одређене операције.
Електричка распадња (ЕДМ) за жицу испуњава јединствену нишу. Овај процес користи електрична испуштања из танке жице да би се материјал екстремно прецизно еродирао. Зинтилон објашњава да се ЕДМ жица одликује са тврдим металима и сложеним геометријом која захтева чврсте толеранције, што је чини непроцењивим за рад са алатом и матрицом, ваздухопловне компоненте и сложене механичке делове.
| Технологија | Најбољи материјали | Дијазон дебљине | Ниво прецизности | Карактеристике брзине |
|---|---|---|---|---|
| Ласер од влакана | Челик, нерђајући, алуминијум, месинг, бакар, титан | До 1" (разније у зависности од снаге) | ±0,005" типично | Веома брзо на танким материјалима; успорава на дебљима |
| Ласер СО2 | Метали, акрили, пластике, дрво | До 1" за метале | ±0,005" типично | Брза; мало спорија од влакана на металима |
| Воден струјач | Сваки материјал (метали, камен, стакло, композити) | До 12"+ у зависности од материјала | уколико је потребно, уколико је потребно, | Повољније од плазме/лазера; нема ограничења топлоте |
| Плазма | Само проводни метали (челик, алуминијум, бакар) | 26 гама до 6"+ дебљине | ± 0,020" типично | Најбрже на дебљим проводничким металима |
| ЦНЦ рутинг | Мека метала, пластике, композити | Разликује по материјалу | ±0,005" до ±0,010" | Умерено; добро за 3Д контуре |
| ЕДМ жица | Сваки проводни метал, посебно оштрени челик | До 16" типично | ±0.0001" могуће | Бавно; прецизност је приоритет него брзина |
Разумевање ових технологија помаже вам да ефикасно комуницирате са партнерима за производњу и да изаберете праву методу сечења за ваше специфичне захтеве. Али технологија је само део једначине - материјали које сечемо играју једнако важну улогу у одређивању оптималног приступа.
Материјали и дебелина у различитим методама сечења
Сада када разумеш како свака технологија сечења ради , ово је критично питање: која метода најбоље функционише за специфичан метал који треба да сече? Одговор није увек једноставан јер својства материјала драматично утичу на перформансе сечења. Отражаност, топлотна проводност, тврдоћа и дебљина сви играју одлучујућу улогу у одређивању оптималног приступа.
Компаније које сече листови метала свакодневно сусрећу десетине различитих легура. Разумевање како ови материјали комуницирају са различитим технологијама сечења помаже вам да прецизирате прави процес и избегнете скупе грешке које воде до кашњења пројекта.
Водич за одговарање материјала и методе
Сваки метал доноси јединствене карактеристике столу за сечење. Хајде да испитамо најчешће материјале и њихове идеалне методе резања.
Нерођива челик
Комбинација отпорности на корозију и чврстоће нерђајућег челика чини га омиљеном у свим индустријама. Компаније за ласерско сечење листова метала обично препоручују ласерско сечење влакана за нерђајући до 1 "дебљине због одличног квалитета и брзине ивице. За дебљи секције, плазмено резање нуди трошковно ефикасну обраду, док резање воденим струјем очува својства материјала када је топлотна осетљивост забрињавајућа.
- Оптималне методе: Ласер са влакана (тнак до средњи), плазма (дебљи сектори), водени струјач (примене осетљиве на топлоту)
- Кључна пажња: Виши садржај хрома може утицати на брзину ласерског сечења
Алуминијум
Висока рефлективност алуминијума некада је изазивала ласерско сечење, али савремени ласери са влакнама то лако раде. Према СТАРЛАБ ЦНЦ , ласери влакна су одлични на алуминијумској плочи, док сечење плазмом добро ради на дебљим алуминијумским плочама. Водени млазни авион остаје најбољи избор када су вам потребне зоне без утицаја топлоте, што је посебно важно за ваздухопловне примене у којима се о интегритету материјала не може преговарати.
- Оптимални методи: Ласер са влакном (диапазон до 0,5"), водени млаз (осетљив на топлоту), плазма (тешћи плочи)
- Кључна пажња: Термичка проводљивост захтева већу енергију за ласерско сечење
Цлани од јаглеродног челика и меког челика
Цхербон челик је материјал за радно коње за металне резачке и фабричке компаније. Добро сече са практично сваком технологијом, чинећи избор методе првенствено функцијом дебљине и потребне прецизности. Тинки листови лепо реагују на ласерско сечење, док је тешка плоча (више од 1 ") слатка тачка плазменског сечења.
- Оптимални методи: Ласер (до 1"), плазма (0,5" до 6"+), водени струјач (свака дебљина)
- Кључно разматрање: Плазма сечење нуди најбољи однос брзине и трошкова на дебљих угљеничних челика
Мед и барана
Ови високо рефлекторни метали су традиционално били тешки за ласерске системе. Данашњи високомоћни ласери са влакнама у великој мери су решили овај изазов, иако компаније које производе машине за сечење метала и даље пазе на танку бакарну копу како би спречили рефлексије које могу оштетити опрему. Резање воденим млазом остаје поуздана алтернатива која у потпуности избегава проблеме рефлективности.
- Оптималне методе: Ласер са влаконом (са одговарајућом снагом), водени струјач (безбедан за све дебљине), плазма (ограничене примене)
- Кључна мисао: Трпена проводност бакра брзо расејава топлоту, што захтева прилагођавање параметара
Специјални легури (титан, инконел, челик за алате)
Када радите са егзотичним легурама, залози и трошкови брзо се повећавају. Компаније које пружају услуге ласерског сечења листова метала често препоручују водопровод за суперлегуре на бази титана и никла јер процес хладног сечења сачува металуршка својства. ЕДМ жица обрађује оштрене челике за алате са неупоредивом прецизношћу, што га чини неопходним за апликације алата.
- Оптималне методе: Водецхеет (очува својства), ЕДМ жица (оштрени материјали), ласер са влаконом (са стручном струком)
- Кључна мисао: Многе специјалне легуре захтевају тестирање након резања како би се проверио интегритет материјала
Дебљине по врстама метала
Дебљина је често одлучујући фактор када се бира метод сечења. Ево шта можете очекивати од могућности компаније за резање листова метала:
Тонки гампер материјали (под 0,125")
Ласерско сечење доминира у овом распону. Концентрисана греда производи минималну ширину реза, чврсте толеранције и неповређен квалитет ивице. Предности брзине су драматичне. Ласер са влаконским влакнама може сећи челик од 20 гаја са 800+ инча у минути. Водно млажење и плазма могу да се баве танким материјалима, али ретко имају економски смисао осим ако је избегавање топлоте критично.
Средња дебљина (0,125" до 0,75")
Ово је конкурентна зона у којој избор методе зависи од приоритета. Потребна ти је прецизност и чисте ивице? Ласерско сечење је добро. Понашање брзине и трошкова на проводнике метале? Плазмен резач сјаје. Потребно је нула топлотних деформација? Воден струја је твој одговор. Према Гауер метал продукцију, прави приступ зависи од фактора као што су врста метала, дебљина и прецизност коју захтевају ваши пројекти.
Дебљи плоч (0,75" и више)
Како се дебљина материјала повећава, плазма и водени струјеви заузимају централну улогу. Плазма сече процес "стал" са више од 100 инча у минутиприближно 3-4 пута брже од воденог струјашто га чини производњим радним коњом за конструктивну фабрикацију, тешку опрему и бродоградњу. Водно резање се бави још дебљим материјалима (до 12 "+ на неким системима) и остаје неопходно када су топлотно погођене зоне неприхватљиве.
Свойства материјала диктују избор методе колико и дебљину. Алуминијумска плоча од 0,5 инча може лепо сећи ласером од влакана, док је једнака дебљина бакра можда боље у воденом струју како би се избегле компликације одражавања.
Разумевање ових односа материјала и методе чини вас јачим када разговарате о свом пројекту са партнерима за производњу. Знаћете која питања треба да поставите и можете да процените да ли се препоруке продавнице усклађују са најбољим праксама у индустрији. Затим ћемо проћи кроз комплетан производњи радних процеса од вашег почетног захтев за цитат до завршених делова стижу на ваш док.
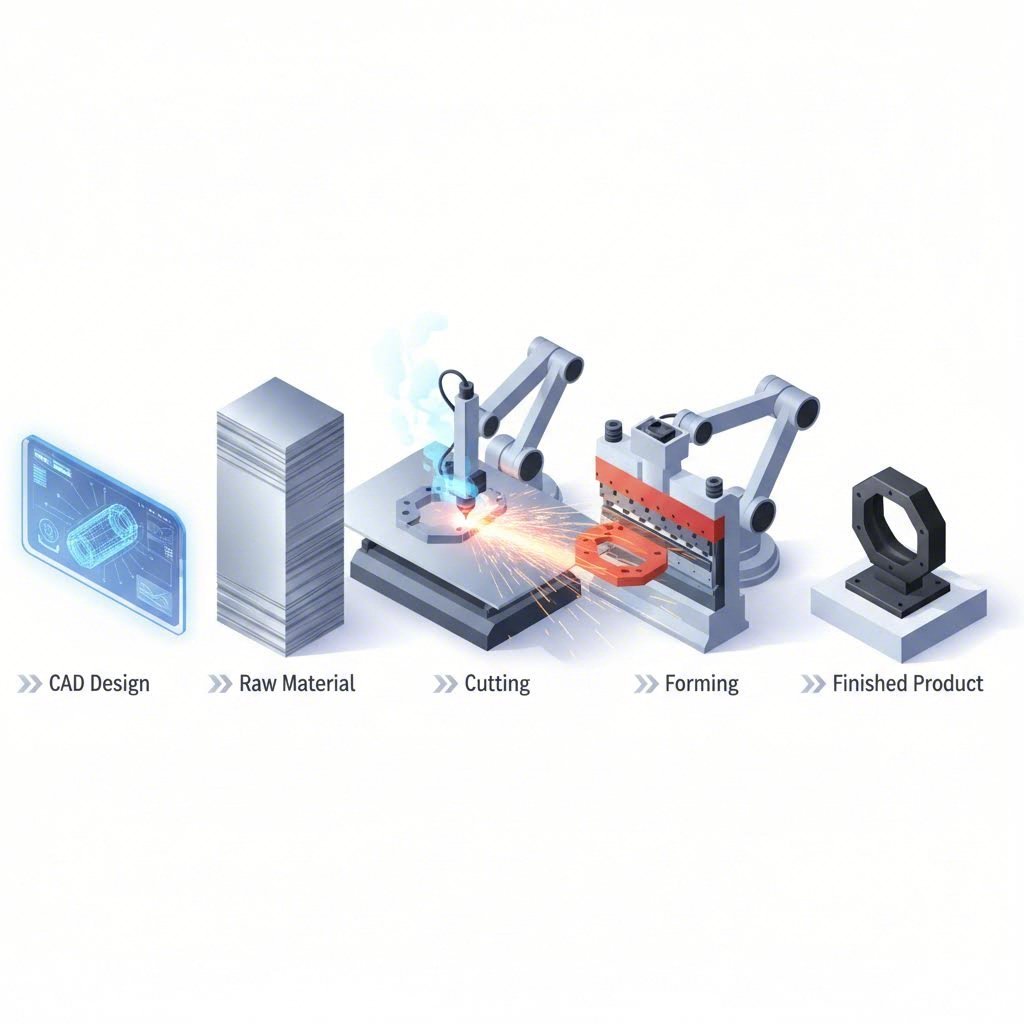
Цео процес сечења метала од почетка до краја
Изаберио си технологију резања и идентификовао прави материјал. Сада шта се заправо дешава када ангажујете компанију за резање метала? Разумевање потпуног процеса производње уклања несигурност и помаже вам да припремите пројекте који ће се глатко кретати од концепта до завршетка.
Било да први пут радите са компанијама за резање метала или желите да рационализујете постојеће односе, знајући сваку фазу процеса, имате контролу. Хајде да прођемо кроз путовање које твоји делови воде од почетног контакта до завршног испоруке.
Од тражења за цитат до завршених делова
Процес производње следи логичан редослед, иако се временски распоред разликује у зависности од сложености, количине и ваших специфичних захтева. Према Х&С Производња , производња лима на основу замене обухвата неколико различитих фаза производње. Ево шта можете очекивати:
-
Подавање докумената и први контакт
Ваш пројекат почиње када пошаљете дизајнерске датотеке произвођачу које сте изабрали. Већина компанија за услуге сечења листа метала прихвата стандардне ЦАД формат, укључујући ДХФ, СТЕП и ИГЕС датотеке. Неке услуге брзе производњекао што су оне које нуди Approved Sheet Metalпредостављају интерактивне системе цитирања у којима преузимате датотеке и добијате цене за неколико сати. Уведите све посебне белешке о толеранцијама, количинама или захтевима за завршетак у овој фази. -
Преглед дизајна и инжењерство
Током ове фазе, произвођачи анализирају ваш дизајн да ли је производљив. Х&С Мануфактуринг напомиње да то може укључивати креирање прототипа и спровођење студија изводљивости како би се утврдили прави материјали и процеси. Искусни тимови компаније за резање метала ће означити потенцијалне проблеме/особности које можда не режу чисто, радије сагитања који могу изазвати пукотине или толеранције које захтевају алтернативне приступе. Ова заједничка ревизија штеди време и новац касније. -
Цитирање и одобрење
Добићете детаљну цитату која покрива трошкове материјала, операције сечења, секундарне процесе и испоруку. Неке компаније за ласерско сечење листова метала нуде цитирање истог дана за једноставне пројекте, док сложене збирке могу захтевати неколико дана инжењерског прегледа. Када одобрите цитат и потврдите количину, ваша наруџбина улази у производњу. -
Набавка материјала и припрема
Ваш произвођач добија одређени материјал или га извлачи из постојећег инвентара. Према Х&С Мануфактуре, произвођачи квалитета пре обраде прегледају сировине на недостатак. Лист метала се реже на одговарајуће величине помоћу мачица или ласерске опреме пре почетка операције примарног резања. -
Операција примарне сечења
Овде се твоји делови формирају. CAD фајлови се преведу у инструкције за машине које воде ласере, водене струје или плазмену факелу по прецизним путевима резања. Савремена опрема ради са минималним људским интервенцијом, иако вешти оператери све време надгледају квалитет. У зависности од капацитета ваше компаније за резање листова метала и ваше приоритетности налога, ова фаза може трајати сатима за једноставне послове или данима за сложене производне редове. -
Сакундарне операције
Резање је често само почетак. Многи делови захтевају додатну обраду пре него што буду завршени - савијање, заваривање, уношење хардвера или монтажа. Ови критични кораци детаљно ћемо испитати испод. -
Завршна обрада и обрада површине
Површински третмани побољшавају изглед и перформансе. Опције се крећу од једноставног дебурирања до покрывања прахом, наплављења или анодирања. Ваш произвођач наноси одређене завршне боје у складу са вашим захтевима. -
Инспекција квалитета
Пре испоруке, делови се подвргну димензионалној верификацији и визуелној инспекцији. Произвођачи са ISO 9001 или сличним сертификацијама прате документоване протоколе инспекције користећи прецизну опрему за мерење. -
Опаковање и испорука
Делови су паковани како би се спречила оштећења током транзита. Убрзане услуге компанија као што је Approved Sheet Metal могу испоручити равне ласерски резане делове тако брзо као и следећег дана.
Шта се дешава након резања
Операција сечења производи равне профиле, али већина функционалних делова захтева додатну обраду. Разумевање ових секундарних услуга помаже вам да процените да ли произвођач заиста може испоручити завршене делове или само резати делове који захтевају даље радно место.
CNC савијање и формирање
Плоски резани делови често требају тродимензионални облик. ЦНЦ пресс кочнице користе прецизна алата за стварање прецизних завоја на одређеним угловима и локацијама. Према Х&С Мануфактуре, процес обраде користи хидрауличке пресе и компјутерно нумерички контролисане пресе за постизање прецизних резултата. Уобичајене операције укључују V-обкидање, U-обличне канале, форму кутије и сложене вишеобкидане геометрије. Толеранције од ± 0,005 инча могу се постићи на правилно дизајнираним деловима.
Дебурирање и обрада ивице
Операције сечења остављају различите степени грубости ивице у зависности од методе која се користи. Ласерско сечење обично производи релативно чисте ивице, док плазмен и механички сечење могу оставити значајније буре. Дебурирање уклања оштре ивице које би могле изазвати повреде при управљању или ометати монтажу. Методе се крећу од ручног брушења до аутоматског трљања и вибрационог завршног обраде.
Заваривање и спојање
Када је потребно да се више комада споји, заваривање ствара трајне везе. Х&С Мануфактуринг описује како заваривачи спајају делове заједно примењујући топлоту и притисак, а загрејане металне површине се вежу и хладе да би формирале јаке зглобове. МИГ, ТИГ и спот заваривање одговарају различитим апликацијама и комбинацијама материјала. Риветинг пружа алтернативну механичку методу запртњавања за одређене зглобове.
Опције за завршну обработу површине
Навршни третмани штите делове и побољшавају естетику. Уобичајене опције укључују:
- Покривање прахом: Процес суве електростатичне наметке који производи трајне, атрактивне завршне боје скоро сваке боје
- Сликање: Покрива на бази воде или растворитеља, прскана у једном или више слојева за заштиту од корозије и изглед
- Плоширање: Процеси електропласирања или без електропласирања који примењују танке металне слојеве како би се побољшала тврдоћа, отпорност на корозију или проводност
- Анодирање: Електрохемијски процес који ствара заштитне слојеве оксида на алуминијумским деловима
Инсталација и монтажа хардвера
Многи произвођачи нуде услуге "отворени" укључујући уношење ПЕМ фисхена, натегнуте уносе и монтажу компоненти. То консолидира ваш ланац снабдевања уместо да управља продавачима за сечење, завршну обработу и монтажу одвојено, једна компанија за резање метала за прилагођавање управља целокупним пакетом.
Радите са произвођачем који нуди свеобухватне секундарне услуге, а то рационализује ланцу снабдевања и смањује наметну координацију вашег тима.
Разумевање овог комплетног радног тока помаже вам да поставите реалистична очекивања у року и припремите пројекте који се ефикасно крећу кроз производњу. Али пре него што пошаљете тај први захтев за цитат, желећете да се уверите да су ваши дизајнерски датотеке и спецификације правилно припремљеништо нас доводи до најбољих пракси припреме пројекта.
Припрема вашег пројекта за услуге резања метала
Нашли сте праву технологију сечења, идентификовали материјал и разумели производњу. Али овде се многи пројекти заглављају: некомплетне или погрешно форматиране дизајнерске датотеке. Компаније за резану лимузну плочу примају стотине захтева за цитирање и оне са потпуном, тачном документацијом се крећу на предњи део редова док се други враћају за разјашњење.
Ако се припремите правилно, нећете се више бавити са другима. Било да радите са компаније за резање метала на основу ЦНЦ-а за прецизне компоненте или са произвођачем великих количина за производњу, ови кораци припреме важе универзално.
Припрема ваших датотека дизајна
Ваше ЦАД фајлове су план који управља целим производним процесом. Према РапидДирект-у, ЦАД датотеке садрже неопходне детаље о карактеристикама, димензијама и геометрији делова - они су структурни оквир за ЦНЦ процес обраде.
Већина компанија за одређени рез листа метала прихвата неколико стандардних формата датотека, мада се преференције разликују. Ево формата које треба да имате спремне:
- СТЕП (.СТП): Златни стандард за 3Д моделе. СТЕП датотеке пружају одличну геометрију очувања и рад преко практично свих ЦАД и ЦАМ система. Ако подносите један формат, направите га овим.
- ДКСФ (.дКСФ): Идеално за 2Д резање. ДКСФ датотеке јасно дефинишу равне обрасце и универзално су прихваћене за ласерско, водено-стружно и плазмено сечење.
- ИГЕС (.игс): Старији, али још увек широко коришћен формат, посебно за површинске моделе и устареле системе. ИГЕС добро управља жице и 2Д цртежима.
- Нативни ЦАД формати (.СЛДПРТ,.ПРТ, Х_Т): SolidWorks, Siemens NX и Parasolid датотеке задржавају потпуну историју дизајна и параметричке податкекоришћене када ваша компанија за услугу резања лима користи компатибилан софтвер.
РапидДирект напомиње да су СТП и Х_Т датотеке познате по својим прецизним могућностима моделирања чврстих материјала, што је од суштинског значаја за одржавање димензионалне тачности током генерације алата. Уколико сте у сумњи, извозите дизајн као СТЕП датотеку заједно са својим домаћим форматима како бисте осигурали компатибилност.
Резервна листа за припрему датотека
Пре него што притиснете пошаљити на захтев за цитат, проверите ове критичне детаље:
- Потврдите јединице: Неодговарајуће јединице (инчеви и милиметри) узрокују да делови стигну на погрешну скалу. Проверите подешавања за извоз.
- Укључите равне обрасце: За сагнуте делове, додајте и распоред равних обрасца поред 3D модела.
- Одвојени делови у појединачне фајлове: Многа дела монтажа треба разбити у дискретне фајлове компоненти за јасну цене.
- Уклонити дуплиране геометрије: Наклопљене линије збуњују сечачке машине и могу изазвати двоструке резе.
- Затворите све контуре: Отворени путеви или празнине у вашој геометрији спречавају правилно сечење.
Важно детаље о спецификацијама
Само датотеке не говоре потпуну причу. Према LTJ Индустриал , Јасна документација је од кључног значаја за тачан производњски цитат. Детаљни цртежи, прецизне спецификације и комплетне ЦАД датотеке минимизују неразумијевања и неочекиване трошкове.
Када контактирате компаније за резање метала на ЦНЦ, унапред наведите ове спецификације:
- Тип и квалитет материјала: Укажите тачно "304 нерђајући челик" уместо само "рђајући челик". Укључите ознаке легура, услове температуре и све потребне сертификације.
- Дебљина материјала: Укажите прецизан размер или децималну дебљину (нпр. "0,125 инча" или "11 размер").
- Потребна количина: Укључите количине прототипа, почетне производње и процењене годишње запремине ако је примењиво.
- Потребе за толеранцијом: Према Послање , толеранције за сечење су обично ± 0.005 "за већину материјалаако вам требају чврстије спецификације, наведите их експлицитно.
- Употреба у прерађивању површине: Укажите да ли вам је потребно покрывање прахом, анодирање, платовање или одређене вредности грубости површине.
- Сакундарне операције: Напишите захтеве за савијањем, упирањем, противпотапањем, инсектирањем хардвера или монтажем.
- Време испоруке: Убрзане наруџбе захтевају унапред обавештењеукључите циљни датум испоруке.
Уобичајене грешке које одлагају пројекте
Чак и искусни инжењери чине ове грешке. Избегавајте их и ваш пројекат ће се брже кретати:
- Спецификације недостајућих рупа: Ако је дупкама потребно наношење или затварање, запамтите величину и врсту. SendCutSend саветује коришћење графиконе за нацртање дупљина тачне величине током процеса пројектовања.
- Особности које су превише близу ивица: SendCutSend препоручује држење рупа најмање 1X свог пречника од ивице и отворенице најмање 1,5X своје ширине од ивице или других резаних карактеристика. Прекидање ових смерница ослабљује делове и може их учинити неодрезаним.
- Недовољно величина мостова: Растојање између резаних делова не би требало да буде мање од 50% дебљине материјала, пожељно 1X до 1,5X дебљине за чврстоћу.
- Недостатак информација о окриву: За обрађене делове, наведите правцу савијања, радијус савијања и секвенцу савијања ако је критичан.
- Заборави количину прелаза: Ако касније наручите веће количине, тражите раздвојене цене сада. Трошкови постављања распоређени на више јединица драматично смањују цене по деловима.
Ако планирате унапред и знате колико се материјала може сагрејати, то ће убрзати процес пројектовања и осигурати да ће ваши делови бити спремни за рад чим изађу из кутије.
Улагање тридесет минута у одговарајућу припрему пројекта може да уштети дане од кашњења. Са комплетним датотекама и јасним спецификацијама у руци, спремни сте да процените потенцијалне партнере за производњу, што захтева разумевање шта разликује изузетне компаније за резање лима од посредних.

Како изабрати праву компанију за резање метала
Ваше пројектне датотеке су спремне, спецификације су документоване, и разумете радни тек производње. Сада долази одлука која утиче на све, од квалитета делова до поузданости испоруке: који производни партнер заслужује ваш посао? Са хиљадама компанија за резање метала у близини моје куће које се свакодневно траже, могућности могу бити огромне.
Избор погрешног партнера доводи до пропуштеног рока, одбацивања делова и главобоља у ланцу снабдевања. Избор правог? Добићете савезника у производњи који предвиђа проблеме, предлаже побољшања и доноси донос доследно. Хајде да разградимо критеријуме који одвоје изузетне произвођаче од осталог.
Успоредити способности компаније са вашим потребама
Не одговара сваки произвођач сваком пројекту. Према МарцТецх Индустриес , пре него што изаберете компанију за производњу метала, важно је јасно разумети ваше специфичне потребе, укључујући тип производа, количину, захтеве за прилагођавање, временски план и ограничења буџета.
Почните своју процену са овим основним питањима:
- Да ли њихова опрема одговара вашим захтевима? Пораба компанија за резање метала ласером у близини моје куће може вратити десетине резултата, али нису сви ласери једнаки. Проверите да ли имају одговарајућу нивоу снаге за дебљину материјала и специфичну технологију сечења коју захтева ваш пројекат.
- Могу ли да се носе са твојом густином? Неке продавнице су одличне у прототипима и кратким обимама, док су друге оптимизоване за производњу количина. Неисправна очекивања за обим стварају трчење на обе стране.
- Да ли пружају потребне секундарне услуге? Ако су за ваше делове потребни савијање, заваривање, завршница или монтажа, рад са једном извођачем упростира ланцу снабдевања и смањује накнаду за координацију.
- Како се осећају у индустрији? МарцТецх наглашава потрагу за добављачима са значајним искуством у вашој специфичној индустрији или апликацији. Произвођач са искуством у ваздухопловним компонентама разуме различите захтеве од онога који се фокусира на архитектонску металу.
Када тражите ласерски резач метала у близини моје компаније или резач листова метала у близини моје компаније, не узимајте у обзир само удаљеност. Производилац 200 миља далеко са савршеним могућностима често надмашава локалну продавницу која се протеже изван њихове експертизе.
Сертификати квалитета који су важни
Сертификације пружају објективни доказ да је произвођач спровео систематске контроле квалитета. Иако не сви пројекти захтевају сертификоване добављаче, разумевање шта ове акредитиве значе помаже вам да адекватно процените услуге водећих компанија за резање метала.
ИСО 9001 представља исходни стандард управљања квалитетом. Она потврђује да компанија има документоване процесе, спроводи интерне ревизије и одржава податке о квалитету. Већина професионалних произвођача има овај сертификат.
ИАТФ 16949 гради на ИСО 9001 са захтевима специфичним за аутомобил. Ако купујете компоненте за возила, овај сертификат указује на то да произвођач разуме напредно планирање квалитета производа (APQP), процес одобрења производних делова (PPAP) и строгу документацију коју захтевају аутомобилски ОЕМ-ови.
АС9100 одговорна је за захтеве ваздухопловства и одбране, додајући контроле за тражимост, управљање конфигурацијом и захтеве за проток добављача које су обавезни за ваздухопловство.
ISO 13485 примењује се на производњу медицинских уређаја, који покривају контроле пројектовања, управљање ризиком и захтеве за стерилност специфичне за здравствене апликације.
Према КАЛ Мануфактуринг-у, реномирани произвођачи уговора одржавају формалне системе тражебилности, документацију за инспекцију и сертификације (као што су ИСО, АС9100 или ИТАР усаглашеност) које пружају обезбеђење квалитета које захтевају производња.
Работне радње против произвођача по уговору: разумевање разлике
Ваш избор између традиционалне радне радње и партнера за производњу на уговор утиче на цене, отклик и дугорочни потенцијал односа.
Работне радње обично се фокусирају на краткотрајну или једнократну производњу. KAL Manufacturing објашњава да ове радње узимају посао на основу квоте, обрађујући велики број делова са малим континуитетом између послова. Створили су их за флексибилност, а не за понављање.
Ако вам је потребан један прототип или мала количина прилагођених заграђивача, радња у продавници може бити економична и брза. Међутим, они можда нису структурирани за закажане пуштање, праћење контроле квалитета или програме инвентара које захтевају већа производња.
Произвођачи уговорних производа дизајнирани су за понављајућу производњу и дугорочне односе. Они нуде чврстије системе за распоређивање, осигурање квалитета, руковођење материјалима и документацију. Према КАЛ Мануфактурању, произвођач уговор није само добављач, он је производни партнер који ради са вашим тимом како би испоручио предвиђање потражње, управљао ревизијама делова и усклађивао распореде испоруке са вашим операцијама.
Кључне карактеристике које треба узети у обзир:
- Работне радње: Брза понуда, флексибилан капацитет за променљив рад, минимална количина наруџбина, односи засновани на пројектима
- Произвођачи уговорних производа: Планирана производња, прогнозирање и програми инвентаризације, документирани системи квалитета, интеграција ланца снабдевања
Упоређење фактора селекције
Користите ову поређење да бисте проценили потенцијалне партнера за производњу на основу захтева вашег пројекта:
| Фактор избора | Традиционална продавница за посао | Онлине услуга за производњу | Извођач уговорен |
|---|---|---|---|
| Типична сертификација | ИСО 9001 заједнички; разликује се по индустрији | Типични за ИСО 9001; ограничени за специфичну индустрију | ИСО 9001, АС9100, ИАТФ 16949, ИТАР, како је примењиво |
| Времена доласка | Променљива; зависи од тренутног оптерећења | Брзо (често 1-5 дана за стандардне резе) | Планирано пуштање; конзистентни прозори испоруке |
| Флексибилност величине наруџбе | Одлично за прототипе и мале обиљезе | Најбоље за појединачне делове до средњих партија | Оптимизовано за повратне производње |
| Обим услуга | Резање плус одабране секундарне операције | Уредени за резање; ограничене секундарне услуге | Пунна производња, завршница, монтажа, комплект |
| Инжењерска подршка | Неформално; зависи од односа | Автоматизована повратна информација о ДФМ-у | Посвећена инжењерска сарадња |
| Најбоље за | Наредне једнократне, хитне прототипе | Стандардни резци, брзе потребе за обрном | Производствени програми, сложене монтаже |
Географски и логистички разлози
Локација је важна, али можда не на начин на који бисте очекивали. Иако је тражење компаније за резање метала у близини моје куће разумно за одређене апликације, географија треба да се претеже против капацитета и укупних трошкова.
Када је блискост најважнија:
- Тешки или групи делови у којима су преовлађујуће трошкови превоза
- Брзе итерације прототипа које захтевају пријем истог дана
- Пројекти који имају користи од личног сарађивања и посета објектима
- Уговорни захтеви за испоруку са минималним буфером за време
Када способност превазилази локацију:
- Специјализовани процеси доступни само регионалним стручњацима
- Стручно специфична сертификација која вам локалне опције недостају
- Производња у количини када штедња по делу надокнађује превоз
- Комплексне секундарне операције које захтевају интегрисане способности
Најбољи приступ често укључује развој односа са локалним и регионалним добављачима. Локалне компаније за резање метала у мојој близини раде на хитним прототипима и кратким обимама, док специјализовани партнери раде на производњи и сложеним захтевима.
Разлика између радне радње и произвођача на уговор се свезује на системе и маштаб. Работне радње служе трансакцијској потреби. Контрактни произвођачи подржавају процес.
Избор партнера за производњу директно утиче на успех пројекта. Одвојите време да процените способности, проверите сертификације и разумете да ли се пословни модел потенцијалног добављача усклађује са вашим потребама. Са правом партнером идентификован, сте у позицији да истражи како различите индустрије искористити ове услуге за специјализоване апликације.
Индустријске апликације за услуге резања метала
Да ли сте се икада питали зашто се задржила која држи суспензију вашег аутомобила разликује од корпуса који штити кардиостимулатор? Оба почињу као плоски метални листови које обрађују стручњаци за производњуали пут од сировине до готовог компоненте драматично варира у зависности од потреба индустрије. Услуге резања метала за грађевинске компаније прате другачија правила од оних који испоручују ваздухопловне преме или произвођаче медицинских уређаја.
Разумевање како различите секторе користе ове услуге производње помаже вам да ефикасно комуницирате захтеве и одаберете партнере са релевантном стручношћу. Да истражимо специјализоване апликације и јединствене захтеве у главним индустријама.
Примене у аутомобилској производњи
Аутомобилски сектор представља једно од највећих тржишта за прецизно сечење метала. Од структурних компоненти шасије до декоративних декорација, возила садрже стотине израђених металних делова, свако са специфичним захтевима за перформансе.
Према "Панс Технологи" прецизна обрада је постала промјена у свету аутомобила, омогућавајући произвођачима да стварају лаге делове који побољшавају ефикасност горива и смањују емисије. Са преласком индустрије ка електричним возилима, лаге компоненте постале су још критичнијеМакКинсеи истраживање показује да смањење тежине возила за само 10% може повећати опсег ЕВ-а за око 15%.
Типичне апликације у аутомобилу укључују:
- Шасија и конструктивне компоненте: Обуке, пречни елементи и појачане скокове који захтевају висок однос чврстоће према тежини
- Конзоле и носачи ослонца: Делови прецизно резани који морају издржавати понављане циклусе стреса без неуспјеха у умору
- Планшеви за куповину и конструктивне подршке: Компоненте у којима прецизност димензија утиче на прилагођавање, завршну обработу и перформансе у сукобу
- Унутрашње компоненте: Окрес седишта, подршке приборне табле и делови за обнову који захтевају естетску завршну обраду поред функционалне перформансе
- Делови трансмисије и погонског система: Прецизни обрађени делови који захтевају чврсте толеранције за исправно функционисање
Добавитељи аутомобила обично захтевају сертификацију ИАТФ 16949 која показује усаглашеност са стандардима управљања квалитетом специфичним за аутомобил. Компаније за резање метала и стручњаци за резање ласером који служе овом сектору морају одржавати ригорозне процесе одобрења производних делова (ППАП) и напредну документацију за планирање квалитета производа (АПКП).
Захтеви за аероспацијалну и одбрамбену индустрију
Када животи зависе од поузданости компоненти на 35.000 стопа, толеранција за грешку нестаје. Аерокосмичке апликације захтевају најстрожу прецизност и најстроже сертификације материјала у сваком производном сектору.
Панс Технологија извештава да се предвиђа да ће глобално тржиште леких материјала за ваздухопловство до 2024. године достићи око 20,7 милијарди долара, што је јасан показатељ колико агресивно ова индустрија претражује напредне технике производње. Прецизна обрада ствара лаге, али изузетно чврсте конструкције које испуњавају строге стандарде безбедности без компромиса на перформансе.
У ваздухопловству се користи за резање метала:
- Структурне компоненте ваздухоплова: Ребра, шперке и плочице за кожу од алуминијумских легура и титана
- Компоненте мотора: Загревање отпорне на никелне суперлегуре које захтевају специјализоване технике сечења
- Делови посадне опреме: Високојаки челични компоненти са екстремним захтевима за отпорност на умору
- Авионички корпуси: Прецизни корпуси са електромагнетним заштитним својствима
- Сателитске и свемирске компоненте: Екзотични материјали са нултом толеранцијом за контаминацију
Сертификација AS9100 је у суштини обавезна за снабдеваче ваздухопловства. Тражебилност материјала од сертификације фабрике до готовог делова није преговарачкасва компонента мора бити праћена до свог порекла у сврху истраге безбедности.
Производња медицинских уређаја
Медицинске апликације комбинују захтеве прецизности са забринутошћу за биокомпатибилност и регулаторним надзором који се такмичи са ваздухопловством у сложености. Компаније за резање метала и прецизни произвођачи који служе здравственој заштити морају разумети и производњу и регулаторне пејзаже.
Уобичајене примене медицинских уређаја укључују:
- Хируршки инструменти: Прецизно резани алати од нерђајућег челика и титана који захтевају ивице без бура и компатибилност стерилизације
- Компоненте импланта: Биокомпатибилни материјали са захтевима за завршном површином, измерена у микроинчевима
- Обујеће за дијагностичку опрему: Обуви за системи за снимање, монитори за пацијенте и лабораторијске инструменте
- Протетичке компоненте: Части за титан и специјалне легуре које се производе на основу уобичајеног укупног броја
- Зубни уређаји: Мало-маслени прецизни компоненти од корозион-отпорних легура
Сертификација ИСО 13485 показује у складу са захтевима за управљање квалитетом медицинских уређаја. Многе апликације захтевају производња чистог простора и валидиране процесе чишћења пре него што делови стигну до монтаже.
Изградња и архитектонска фабрикација
Услуге резања метала за грађевинске компаније раде на супротном крају прецизног спектра од медицинских уређајаали то не значи да стандарди квалитета нестају. Структурне компоненте морају да испуњавају грађевинске законе, док архитектонски елементи уравнотежу естетику са трајношћу.
Апликације у грађевинском сектору укључују:
- Структурне челичне компоненте: Струјеви, плоче и хардвер за повезивање за комерцијалне и индустријске зграде
- Архитектонске плоче: Декоративне фасаде, заштитне креме од сунца и елементи за покривање зграда
- Компоненте ХВЦ: Увод, задржине и опоре опреме
- Улазнице и препреке: Компоненте критичне за безбедност које испуњавају услове приступачности и зградних правила
- Заради метала: Знаци, уметничке инсталације и брендирани елементи
Компаније за уметничку уметност ласерског резања метала и компаније за дизајн метала ласерског резања често служе архитектонском сегменту, производећи декоративне панеле, екране и скулптурне елементе где је визуелни утицај важан колико и структурни интегритет.
Потрошачке производе и електроника
Од кутије за паметне телефоне до кухињских апарата, потрошачки производи захтевају економичну производњу са конзистентним козметичким квалитетом. Компаније које сече метал и које служе овом сектору уравнотежују прецизност са захтевима за производњом.
Типичне апликације за потрошачке производе укључују:
- Заједнице за електронску опрему: ЕМИ заштићени корпуси за рачунаре, сервере и телекомуникациону опрему
- Компоненте уређаја: Планци, заносе и конструктивни елементи за домаћинске производе
- Спортивна опрема: Огради за бицикле, опрема за фитнес и опрема за спољашње активности
- Компоненте намештаја: Метални оквири, опрема и декоративни елементи
- Машински уређаји: Изложбени штандови, полице и опрема за продају
Захтеви за прецизност специфични за индустрију
Потребе за толеранцијом се драматично разликују по сектору. Према ксометрији, толеранције дефинишу дозвољене границе варијације у физичкој димензији, осигуравајући да се карактеристике производе у прихватљивим границама за њихову намењену примену.
Стандардни ISO 2768 толеранције савршено раде за многе грађевинске и потрошачке апликације. Међутим, ваздухопловне и медицинске компоненте често захтевају ИСО 286 спецификације класеса границама толеранције измерена у микрометрима, а не хиљадницама инча.
| Промишљан сектор | Типични захтеви за толеранцију | Заједничке сертификације | Посебна разматрања |
|---|---|---|---|
| Аутомобилска индустрија | стандард од ±0,005" до ±0,010"; затегнутији за критичне прилагођавања | ИАТФ 16949, ИСО 9001 | Документација ППАП-а, тражимост материјала |
| Аерокосмичка индустрија | уобичајено ± 0,001" до ± 0,005"; подмикрон за критичне компоненте | АС9100, НАДЦАП | Потпуна тражимост материјала, специјална сертификација процеса |
| Медицински уређаји | уколико је у питању ваљна употреба, | ИСО 13485, регистрација ФДА | Биокомпатибилност, захтеви за чисте собе, валидација |
| Изградња | уобичајено | ИСО 9001, АВС сертификације | У складу са Кодексом, циљање, отпорност на временске услови |
| Електроника за потрошаче | уколико је потребно, уколико је потребно, уколико је потребно, уколико је потребно, уколико је потребно, уколико је потребно, уколико је потребно, уколико је потребно, уколико је потребно, уколико је потребно, уколико је потребно, уколико је потребно. | ИСО 9001 | Козметички стандарди завршног деловања, ЕМИ штитња |
Употреба материјала за сертификацију такође варира по индустрији. Уградња апликације могу прихватити стандардне извештаје о испитивању фабрике, док ваздухопловне компоненте захтевају потпуну хемијску анализу и верификацију механичких својстава за сваку партију материјала. Медицински импланти захтевају тестирање биокомпатибилности које може додати месеци временским временским рамкама за квалификацију материјала.
Разумевање ових специфичних захтјева у индустрији помаже вам да процените да ли потенцијални партнер за производњу заиста има релевантно искуствоили се протеже изван њихове стручности. Трговачка кућа која се одликује архитектонским металоработом може се борити са захтевима за документологијом ваздухопловства, док производилац прецизних медицинских уређаја можда неће бити конкурентан по трошковима за потрошачке производе велике количине.
Са појамљеним апликацијама и захтевима индустрије, следећа критична разматрања подразумевају разумевање тачно које прецизности и стандарде квалитета треба да очекујете од професионалних произвођача.
Стандарди квалитета и очекивања прецизности
Изаберио си свог партнера за производњу и послао своје дизајнерске датотеке, али како знате да ће завршени делови заправо задовољити ваше захтеве? Разумевање прецизних толеранција и процеса осигурања квалитета одваја успешне пројекте од фрустрирајућих циклуса прераде. Професионални пословни тимови компаније за ласерско сечење метала стављају свој углед на поставку делова који се доследно уклапају са спецификацијама.
Хајде да разјаснимо шта прецизност заиста значи у металној фабрикацији и како ефикасно комуницирати са вашим очекивањама квалитета.
Разумевање прецизности и толеранције
Толеранција дефинише колико се димензија може разликовати од своје номиналне вредности док је и даље прихватљива. Према ксометрији, толеранције дефинишу дозвољене границе варијације у физичкој димензији, осигуравајући да се карактеристике производе у прихватљивим границама за њихову намењену примену.
Различне технологије сечења пружају различите нивое прецизности. Знање шта очекивати спречава нереалне захтеве и помаже вам да одредите строже толеранције само када су заиста важне.
Ласери од влакана постижу толеранције од ± 0,001 до ± 0,003 инча, што их чини омиљеним избором за захтевне пројекте за производњу метала где је тачност најважнија.
Ево шта можете реалистично очекивати од сваке методе сечења:
- Ласер од влакана: Према А-ласер , ласери од влакана доносију чврсте толеранције у распону од ± 0.001 " до ± 0.003" златни стандард за прецизан рад на листу.
- Ласер СО2: Обично постиже толеранције од ± 0,002 " до ± 0,005 ", поштоване за већину апликација иако су мало мање прецизне од влакног система.
- УВ ласер: Достиже невероватно чврсте толеранције ниске од ± 0,0001 "за апликације за микро-машинарство које захтевају прецизност испод микрона.
- Водени млаз: Опћенито даје ±0,003" до ±0,010" у зависности од дебљине материјала и брзине сечења.
- Плазма: Производи шире толеранције око ± 0,020 "прихватљиве за структурне апликације, али неодговорне за прецизне прилагођавања.
Када радите са фирмом која се бави ласерским резањем метала, схватите да су строже толеранције повећавају трошкове. Указивање ±0.001" када би ±0.010" функционисало савршено троши новац и може продужити времена одлагања. Примењивати захтеве прецизности стратешки само на критичне карактеристике.
Обезбеђивање квалитета у резању метала
Прецизна опрема не значи ништа без систематске контроле квалитета. Према Фокс Валлеи Метал-Тецх , узвишенији циљ од једноставне контроле квалитета је обезбеђивање осигурања квалитета - виши ниво проактивног него реактивног управљања производом који се дешава током целог производње.
Професионална компанија за ласерске резање метала спроводи више контролних тачака:
Верификација материјала
Квалитет почиње пре него што се почне резање. Произвођачи који имају репутацију упоређују пријемне материјале са нарачањима за куповину, проверавају сертификате о усаглашености и испитују да ли су оштећени или контаминирани. Материјали се могу држати у карантинским подручјима док не стигну сертификационе документе и потврде спецификације.
Калибрација опреме
Прецизни делови захтевају калибрисану опрему. Фокс Валеи Метал-Тецх објашњава да свака опрема за мерење која се користи за верификацију димензија производа мора бити калибрирана на одређеним фреквенцијама према сертификацији ИСО 9001: 2015. Ово укључује свакодневну верификацију калипера и микрометра према фиксним референтним стандардима, недељне инспекције калибрације треће стране и годишњу свеобухватну калибрацију ЦНЦ опреме.
Инспекција у току
Проверка димензија се одвија током производње, а не само на крају. Уобичајене толеранције за прецизне завариваче и обрађене делове се крећу између 0,005 " 0,030", проверена помоћу калипера, микрометара, височина и координатних мерачких машина (ЦММ).
Неразрушно испитивање
Када то захтевају спецификације, компанија за ласерско сечење листова може извршити или организовати специјализована испитивања укључујући визуелну инспекцију заваривања, испитивање притиска или пропуста, инспекцију пробивача боје за расколе на површини, тестирање магнетних честица за ферромагнетне материја
Успешно комуницирање о својим потребама
Јасна комуникација спречава споре о квалитету. Ево како да наведете своје захтеве:
- Референтни признати стандарди: Позивите ИСО 2768 за опште толеранције или ИСО 286 за критичне прилагођавања уместо да измислите власничке спецификације.
- Укажите критичне димензије: На својим цртежима јасно обележи карактеристике које захтевају строже од стандардних толеранција.
- Укажите захтеве за инспекцију: Ако вам су потребни извештаји о првој инспекцији производа (FAIR), подаци ЦММ-а или извештаји о димензији, наведите то унапред.
- Дефиниши завршну површину: Укажите прихватљив квалитет ивице, границе за преврцање и вредности грубости површине где је изглед важан.
Избор одговарајуће толеранције је критична одлука у процесу пројектовања и производње, јер утиче на функционалност, погодност, трошкове и производњу делова.
Разумевање ових стандарда квалитета омогућава вам да ефикасно процењујете партнере за производњу и постављате реалистична очекивања за ваше пројекте. Са дефинисаним захтевима за квалитет, спремни сте да направите последњи корак - партнерство са правом произвођачем како бисте оживели своје дизајне.
Партнерство са компанијама за резање метала за ваш следећи пројекат
Прошао си кроз технологије сечења, материјалне разматрање, производње и стандарде квалитета. Сада је време да све синтетизирамо у практичан оквир који можете одмах применити. Проналажење праве компаније која сече метал није ствар среће, већ систематске процене засноване на вашим специфичним захтевима.
Било да купујете један прототип или успостављате дугорочно партнерство у производњи, оквир одлуке остаје доследан. Хајде да консолидујемо ваше учење у акционе кораке који ће довести ваш пројекат напред.
Ваш партнер за резање метала
Пре него што контактирате произвођача, прочитајте ову свеобухватну контролну листу за процену. Према ТМЦО-у, избор правог производног партнера иде даље од поређења цитата, већ је у питању проналажење тима коме можете да верујете да ће вашу визију претворити у живот са прецизношћу, ефикасношћу и доследношћу.
Технологија и верификација капацитета
- Потврдите да користе одговарајућу опрему за сечење (ласер, водени струја, плазма) за ваше захтеве материјала и дебљине
- Проверите могућности секундарне операцијеигињење, заваривање, завршну обработуако ваши делови захтевају обраду изван резања
- Проценити њихову способност да се носе са вашим захтевима за количином, од прототипа до производње
- Проценити доступност инжењерске подршке за оптимизацију дизајна и повратну информацију о ДФМ-у
Zahtevi za kvalitetom i sertifikacijom
- Проверите сертификацију ИСО 9001 као индикатор квалитета у основи
- Потврдити сертификације специфичне за индустрију (ИАТФ 16949 за аутомобилску индустрију, АС9100 за ваздухопловство, ИСО 13485 за медицину) ако је примењиво
- Захтев за информацијама о опреми за инспекцију и могућностима документације о квалитету
- Питајте о системима тражељивости материјала и документацији сертификације
Основне ствари за припрему пројекта
- Припрема пројектних датотека у прихваћеним форматима (СТЕП, ДКСФ, ИГЕС) са затвореном контуром и исправним јединицама
- Документне спецификације материјала, укључујући категорију, дебљину и све потребне сертификације
- Идентификујте критичне толеранције и изричито их наведите.
- Наведите све секундарне операције, захтеве за завршетак и потребе за инсеграцијом хардвера
- Успоставити реалистична очекивања временских линија заснована на сложености и обеми
Фактори за процену партнерства
- Проценити реактивност комуникације током процеса цитирањапревиђа квалитет текућих односа
- Процени да ли постављају појашњења о вашем пријаву, што показује искрено ангажовање
- Размотрите географску близинину за делове осетљиве на превоз или потребе за брзом итерацијом
- Прегледајте референце клијената и искуство у индустрији које је релевантно вашем сектору
Следећи корак
Са комплетном контролном листом, спреман си да ефикасно ангажујеш потенцијалне партнере. Према УПТИВА Авансирана производња , прави произвођач ће испоручити прецизне делове, смањити време за реализацију и понудити прилагођена решења за сваку фазу развоја вашег производа.
Ево вашег плана за наставак:
За прототипе и развојне пројекте
Када су брзина и итерација најважније, дајте приоритет произвођачима који нуде брзу реакцију и инжењерску сарадњу. Компаније за ласерско сечење метала са инстантним системом цитирања могу значајно убрзати циклус развоја. Тражите партнера који пружају свеобухватну ДФМ подршку који могу идентификовати потенцијалне проблеме у производњи пре него што се почне резање.
За производње програма
Дуготрајна производња захтева различите критеријуме за процену. Компаније за резање метала и произвођачи уговорних производа који нуде планиране пуштање, програме инвентара и доследну документацију о квалитету постају неопходни партнери. Компанија за резање метала на ЦНЦ-у са снажним системима квалитета спречава прекиде ланца снабдевања који нарушавају производње.
Размислите о произвођачима као што су Шаои (Нингбо) Технологија метала , који представља пример стандарда квалитета сертификованих по ИАТФ 16949 који се разматрају у овом водичу. Њихова комбинација од 5 дана брзе прототипирања, свеобухватне ДФМ подршке и 12-часовног цитирања показује како водеће компаније за резање метала ЦНЦ у ОЕМ убрзавају аутомобилске ланце снабдевања за шасију, суспензију и структурне компонентеод поче
Изградња дуготрајних односа
Најбоља производња партнерства се простире изван трансакциона цитирања. ТМКО наглашава да избор партнера није само у вези са текућим пројектом - већ се ради о изградњи дугорочних односа заснованих на поверењу, перформансама и заједничким циљевима. Поуздана компанија за сечење метала с ЦНЦ-ом постаје продужење вашег инжењерског тима, предлажећи побољшања и предвиђајући изазове пре него што утичу на вашу временску линију.
Партнер за производњу "клав у руци" управља вашим пројектом од концепта до завршетка - елиминишући неефикасност координације вишебројних продаваца, док истовремено одржава потпуну видљивост током производње.
Сада разумете како различите технологије сечења раде, које методе одговарају одређеним материјалима и које стандарде квалитета можете очекивати од професионалних произвођача. Знате како да припремите своје пројекте за успех и систематски процењујете потенцијалне партнере. Пут од захтева за цитатом до готових делова је јасан: ваш следећи пројекат почиње једном контактирањем квалификованог партнера за производњу који одговара вашим захтевима.
Често постављана питања о компанијама за резање метала
1. у вези са Колико кошта резање метала?
Трошкови сечења метала варирају у зависности од врсте материјала, дебљине, методе сечења и сложености. Ласерско сечење обично варира од 0,50 до 2 долара по линеарном инчу за листови метала. Часовни цени обично падају између 20 и 30 долара. Плазмено резање нуди ниже трошкове по футу за дебљи материјал, док резање воденим струјем захтева премијене цене због споријих брзина. Обезбеде на количину значајно смањују трошкове по деловима на производњи, а секундарне операције као што су савијање и завршница додају се у укупну вредност.
2. Уколико је потребно. Да ли ће те продавница за хардвер исећи за метал?
Стручничке продавнице нуде ограничене услуге сечења метала, обично ограничене на сечење цеви и основно сечење танких материјала. За прецизну производњу листова метала, прилагођене облике или дебљи материјал, потребна вам су професионална компанија за резање метала опремљена ласером, воденим струјем или плазменом системом. Ови произвођачи обрађују ЦАД датотеке, одржавају чврсте толеранције и нуде секундарне операције које продавнице хардвера не могу пружити.
3. Уколико је потребно. Како се сече комад метала?
Да бисте професионално резали метал, припремите своје дизајнерске датотеке у формату DXF или STEP, наведите врсту материјала и дебљину и контактирајте компанију за резање метала за цитат. Већина произвођача прихвата подаке на мрежи и пружа цитате у року од 12-24 сата. Укључите захтеве за толеранцију, потребну количину и све секундарне операције као што су савијање или завршница. За једноставне резе, неке онлине услуге за производњу нуде тренутне цене са испоруком за само неколико дана.
4. Уколико је потребно. Која је разлика између ласерског сечења и плазменог сечења?
Ласерско сечење користи фокусиран зрак светлости који постиже толеранције од ± 0,005 инча, идеално за танке до средње материјале који захтевају прецизност и чисте ивице. Плазмен резање користи прегрејено јонизовани гас, обраду густих проводни метала 3-4 пута брже од других метода, али са ширим толеранцијама око ± 0.020 инча. Изаберите ласер за сложене дизајне и прецизне фитене; изаберите плазму за дебљи конструктивни челик где брзина и трошкови значе више од квалитета ивице.
5. Појам Које сертификације треба да тражим у компанији за резање метала?
ISO 9001 сертификација указује на основне системе управљања квалитетом. За аутомобилске апликације, сертификација ИАТФ 16949 показује усаглашеност са захтевима специфичним за аутомобил, укључујући и документацију ППАП-а. Достављачи ваздухопловства и свемирске индустрије морају да имају сертификат AS9100, док произвођачи медицинских уређаја захтевају ИСО 13485. Ови сертификати потврђују да компанија одржава документоване процесе, калибрисану опрему и систематске контроле квалитета неопходне за регулисане индустрије.