 Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим
Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим 

Произвођачи галванизованог лима: декодирани стандарди АСТМ-а

Разумевање галванизованог лима и његовог индустријског значаја
Када купујете материјале за индустријске апликације, мало опција пружа равнотежу издржљивости, економичности и отпорности на корозију као што је галванизовани листови метала. Али шта тачно чини овај материјал толико неопходним у свим производним секторима? И како да процените безбројне произвођачи цинкованих листова метала да се такмичи за ваш посао?
Овај свеобухватан водич за купце разбија све што професионалци у области набавке и инжењери треба да знају, од разумевања механизама цинкованог премаза до декодирања стандарда АСТМ-а који одвајају квалитетне добављаче од осталог.
Шта чини галванизовани листови метала неопходним за индустријске апликације
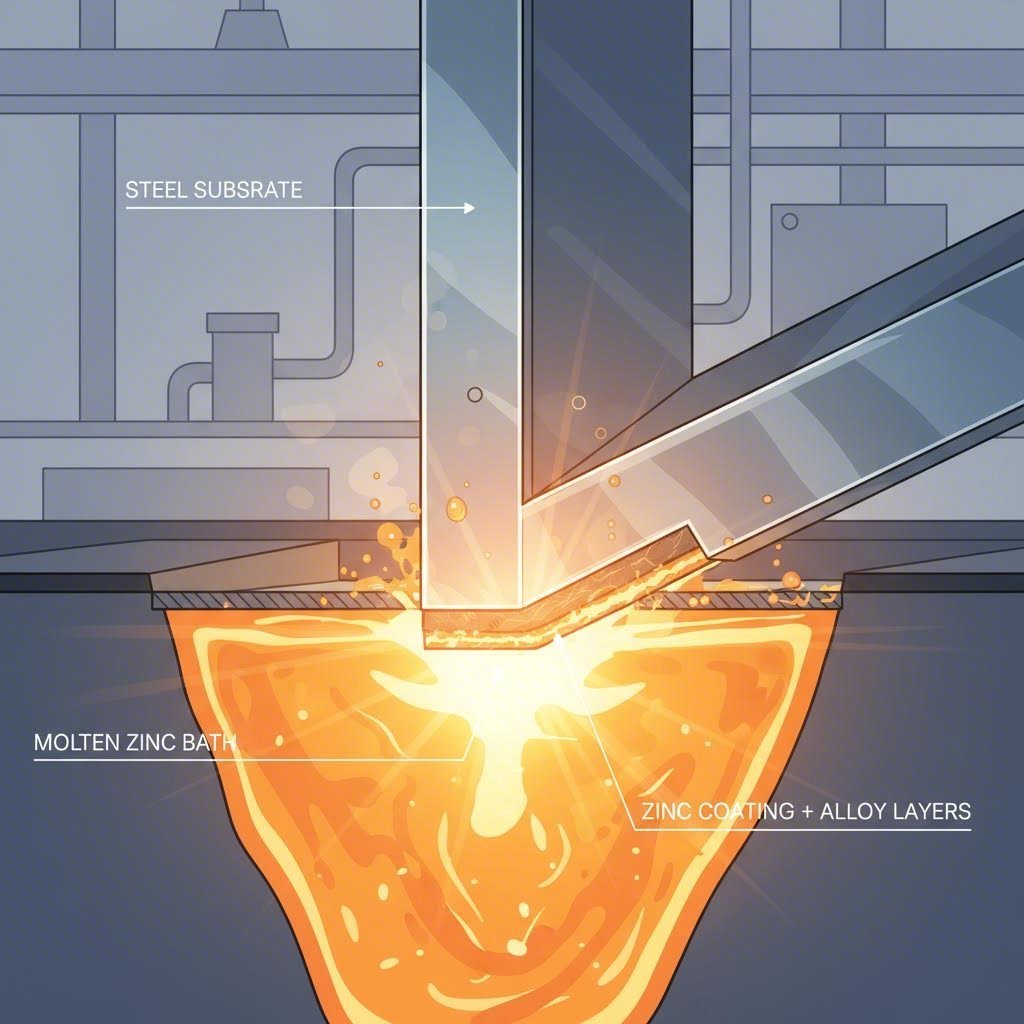
Галванизовани листови метала су челик који је премазан заштитним слојем цинка како би се спречила корозија. Овај галтенирани челик служи као кичма за безброј индустријских примена, од компоненти аутомобилске шасије до ХВЦ канализације и пољопривредне опреме. Разлог је једноставан: незаштићени челик брзо се корозира када је изложен влаги и елементима околине, док гаљански листови метала могу да трају деценије са минималним одржавањем.
Према водичу за материјале Ксометрије, производњи процес обично укључује потапање челика у купање растворених цинка на око 450 °C. Цинк се металургијски везује са површином челика, стварајући градијент легуре који комбинује структурну чврстоћу челика са суперно Овај ХД галванизовани премаз не само што седи на површини, већ постаје део хемијског састава метала.
За инжењере и купце, разумевање ове основне карактеристике је од кључне важности. За разлику од сликаних или покрытих прахом алтернатива, галванизовани метални лист пружа заштиту која се неће раздвојјати, лупати или захтевати поново наношење током целог свог радног времена.
Разумевање механизма за заштиту цинк-покрива
Заштитна моћ циљаног листа делује кроз два различита механизма који раде заједно. Ова двострука заштита је оно што галтениране материјале разликује од једноставних преградних премаза.
Цинк пружа и заштиту баријеруфизички изоловање челика од корозивних елеменатаи жртвену катодну заштиту, где се цинк слој преференцијално кородира да би заштитио стаљ који је испод, чак и када је слој огребао или оштећен.
Ево како сваки механизам функционише:
- Заштита од баријера: Цинк покрив ствара чврст, металургијски везан слој који потпуно покрива површину челика, затварајући га од влаге, кисеоника и других корозивних агенса у окружењу.
- Заштита жртвеним анодом: Пошто је цинк анодичан за гвожђе и челик у скоро свим уобичајеним електролитима, прво се кородира када су оба метала изложени. Као АЗЗ објашњава то значи да цинк "пожртвува" себе да би заштитио основни челик, чак и у случају огребања, резања и малих прекида у премази.
Овај циљани механизам за заштиту објашњава зашто материјал остаје ефикасан чак и након оштећења површине која би угрозила боју или друге премазе које само спречавају. За тимове за набавку који процењују произвођаче циљаног лима, разумевање овог принципа заштите помаже вам да процените да ли ће спецификације премаза добављача задовољити захтеве отпорности на корозију ваше апликације.
У овом водичу, декодираћемо стандарде, спецификације и критеријуме за процену који одвајају поуздане произвођаче од оних који се не баве производњом, пружајући вам знање за доношење поузданих одлука о снабдевању.
Методе галванизације и производни процеси
Сада када разумеш како цинк покривање штити челик , следеће питање постаје: како произвођачи циљаног лима заправо примењују тај премаз? Одговор није једноставан. Три различита метода галванизације доминирају у индустрији, свака производи материјале са различитим карактеристикама погодним за специфичне апликације.
Избор праве методе директно утиче на перформансе, трошкове и захтеве за долењу обработу вашег пројекта. Погледајмо сваки процес како би се ваши захтеви у складу са правилним производним приступом.
Објашњење процеса гарањег гасла
Топло галтмано галтмановање је најраспрострањенија метода међу произвођачима галтманог лима и са добрим разлогом. Према водичу за материјале у Ксометрији, овај процес подразумева потапуње челика у купање раствореним цинком на око 450 °C. Цинк се металургијски везује са гвожђем у челику док се охлађује, стварајући издржљив, вишеслојни премаз
Оно што га чини јединственим је хемијска реакција која се дешава током потапања. Уместо да се једноставно прилепљује површини, цинк формира градијент легуре са неком основном металом. Шта је било резултат? Покрив који је буквално део композиције челика, а не само седи на њему.
Ево шта треба да знате о ХДГ челику:
- Дебљина премаза: Обично се креће од 50 до 100 мкм, знатно дебљи од електрогалванизованих алтернатива
- Изглед: Упечатљива сребрна боја, скрапљена завршна боја која је одмах препознатљива
- Издржљивост: Може да остане у истом стању деценијама, чак и у екстремним климама
- Само- исцељење: Мали гребени добијају континуирану заштиту од околног цинка кроз катодну заштиту
Трошкови гарањег гасирања су генерално конкурентни за велике инфраструктурне пројекте јер материјали не захтевају додатни премаз или боју након производње. Као Нотице ЛЛЦ Јужни Атлантик , то елиминише додатно време и трошкове у поређењу са методама које захтевају секундарне третмана.
Произвођачи преферирају ову методу за галванизовани ваљан челик намењен за спољне примене, структурне компоненте и било где је приоритет максимална отпорност на корозију.
Методе електрогальванизације против метода галванизације
Док галванизација топлим потопињем доминира у тешким индустријским апликацијама, два алтернативна метода служе специјализованим потребама које професионалци у набавци често наилазе.
Електрогалванизација користи електрохемијско осадавање уместо потопања у растопљен цинк. Челик се потапа у раствор цинк соли док електрична струја узрокује да се јони цинка везују за површину. Резултат је електро-гальванизовани челик са изузетно танким, равномерним премазом, обично дебљине 5-15 μм.
Зашто је изабран тако танки слој? Прецизност. Електрогальванизација ствара глатке, конзистентне површине идеалне за примене где су тешке толеранције важне. Наћи ћете ову циганлизовану челичну ваљку која се обично користи у:
- Акустичке плочице за плафон
- Облици за врата и прозорске кожуре
- Електричке табле и кабинети
- Компоненте које захтевају секундарно бојење
Замена? Тај танки слој значи мање жртвоване заштите и краћи животни век у корозивним окружењима. Већина електрогальванизованих материјала захтева додатни премаз или боју за адекватну дугорочну заштиту.
Галваннеалинг комбинује најбоље од оба светапочевћом гарантирањем, а затим одмах пролазањем покривеног челика кроз пећ за гарање на око 565 °C. Ова топлотна обработка доводи до тога да се гвожђе из основног челика дифузира у цинк слој, стварајући гаран
Према водичу за поређење компаније Unionfab, ова трансформација легуре производи неколико предности:
- Одлична адхезија боје без припреме површине
- Превишана завариваност са смањеним генерисањем токсичних дима
- Тврђа, отпорна на абразију површина
- Униформа матова сива завршна боја идеална за естетске апликације
Аутомобилска индустрија се у великој мери ослања на галвански оцртани челик за панеле кузара управо зато што се чисто завари и прихвата боје без проблема.
| Kriterijumi | Гратко-потапање | Електрогалванизација | Галваннеалинг |
|---|---|---|---|
| Дебљина премаза | 50–100 µm | 515 μm | 515 μm |
| Otpornost na koroziju | Одлична (на отвореном) | Умерено (треба секундарно премазивање) | Добро када је обојен |
| Заваривање | Справедливе (цинк може да се изгори) | Праведни | Odličan |
| Спољност боје | Ограничено (треба припрему површине) | Добар је у припреми. | Веома добро (не треба припрема) |
| Изглед површине | Слицење, сребро које се сјаје | Глатка, равномерна | Мато сива |
| Типичне примене | Изванредне конструкције, ограде, ХВЦ | Електрични корпуси, плочице за плафоне | Панели за аутомобиле, уређаји |
| Релативна цена | Умерено | Ниже | Мало више |
Када се процењују произвођачи циљаних листова, разумевање метода које нуде и које препоручују за вашу апликацију открива много о њиховој техничкој експертизи. Достављач са знањем неће само испунити вашу наруџбу; водиће вас ка методи галванизације која оптимизује перформансе за ваше специфичне захтеве.
Са разјаснитим методама галтенизације, следећа критична спецификација коју треба разумети је тежина премаза - стандардизовани систем који произвођачи користе да дефинишу тачно колико цинка добијете.
Тегови и нивои заштите цинка
Видели сте ознаке на листама за техничке спецификације Г30, Г60, Г90, али шта ови бројеви заправо значе? Разумевање ознака тежине цинка је од суштинског значаја за усаглашавање спецификација материјала са захтевима за отпорност на корозију у вашој апликацији. Ипак, ово остаје један од најчешћих погрешно схваћених аспеката набавке циљаног челика.
Ево шта ови бројеви заиста представљају и како их користити за доношење паметнијих одлука о снабдевању.
Декодирана ознака тежине цинкованог премаза
Систем ознаке "Г", дефинисан у АСТМ А653/А653М, тачно вам говори колико цинк покривање штити ваш челик. Према Техничка документација ГалвИнфо Центра , број који следи "Г" представља минималну тежину цинка у унци на квадратну стопу, измерена као просечна трострука точка (TST) на обе стране листова.
Узмите као пример Г90 галванизовани челик. "90" указује на минималну тежину премаза од 0,90 унци/ф2 укупношто значи око 0,45 унци/ф2 на свакој површини када се равномерно примењује. Овај цинк слој g90 преводи се на дебљину цинка од око 21 микрона по страни, пружајући снажну заштиту за спољне и захтевне апликације.
Али ово је оно што многи купци пропуштају: тежина премаза директно корелише са трајањем заштите. Као што је потврђен у водичу за избор премаза ГалвИнфо Центра, однос је приближно линеарни.
| Ознака премаза | Зинк тежина (унца/ф2) | Приближно. Дебљина по страни | Препоручене апликације |
|---|---|---|---|
| Г30 | 0,30 укупно | ~2,5 мкм | Унутрашње оквире, компоненте уређаја, сува средина |
| G60 цинкиран | 0,60 укупно | ~ 5 мкм | ХВЦ системи, лака употреба на отвореном, покривене конструкције |
| Г90 цинкирани | 0,90 укупно | ~ 7,5 мкм | Кровље, странице, пољопривредна опрема, општа употреба на отвореном |
| Г115 | 1,15 укупно | ~ 10 мкм | Проширена изложеност на отвореном, умерено индустријска окружења |
| Г140 | 1,40 укупно | ~ 12 мкм | Оштре временске услове, индустријске објекте |
| Г235 | 2,35 укупно | ~ 20 мкм | Охране, стабљине, поморске/приобалне конструкције, максимална заштита |
Успоредити тежину премаза са захтевима за примену
Избор правог циљаног гамара није само избор најтежег доступног премаза. Иако густији премази пружају бољу заштиту, они такође повећавају трошкове материјала и могу довести до повећања квалитета. утичу на формабилност за сложене операције штампања - Да ли је то истина? Кључ је у усаглашавању вашег Г90 премаза или било којег ознаке коју бирате са стварним условима сервиса.
Узимајте у обзир следеће факторе приликом одређивања одговарајуће тежине премаза:
- Окружење изложености: Приобаљне и поморске апликације доживљавају агресиван прскац соли који убрзава потрошњу цинка. Индустријска подручја са излагањем сумпорном диоксидом или хлоридима такође захтевају теже премазе. Суво унутрашње окружење може да захтева само заштиту Г30 или Г60.
- Очекивани животни век: Према моделима корозије ГалвИнфо-а, челик G90 у просечним условима предграђа може трајати око 20 година пре него што покаже 5% црвене рђавине. Потребно је 30+ година? Погледајте на Г140 или теже.
- Секундарни премази: Ако планирате да навршите са бојом или прашком, можда вам неће бити потребна максимална покривеност цинком. Боја пружа додатну заштиту препрека, што вам потенцијално омогућава да наведете лакши г90 премаз и смањите трошкове.
- Потребе за формирање: Теже премазе могу се пукати током агресивних операција обликовања. За дубоко цртање или сложен штампање, лакши премази често имају бољи перформансе, а истовремено пружају адекватну заштиту.
- Буџетски разлози: Цинк је роба са флуктуираним ценама. Тежи премази означавају више цинка по квадратном футу, понекад значајно утичући на трошкове материјала за велике наруџбе.
Kao Ноти за хаскалл челик , најчешћа спецификација за општене спољне апликације остаје Г90 галванизовани челик који нуди оптималну равнотежу заштитних, трошкова и карактеристика обраде за већину индустријских употреба.
Разумевање ознака тежине премаза омогућава вам да имате информисане разговоре са произвођачима циљаног лима. Уместо да једноставно прихватите њихову стандардну препоруку, можете прецизно да наведете шта ваша апликација захтева и проверите да ли њихови производи испуњавају те спецификације путем одговарајућих протокола за тестирање АСТМ-а.
Говорећи о стандардима, да декодирамо АСТМ спецификације које регулишу како произвођачи производе и сертификују гаљванизоване производе, почевши од критичног стандарда А653 који дефинише класе челика и захтеве квалитета.

АСТМ стандарди и спецификације за категорију челика
Изаберили сте метод галванизације и одредили праву тежину премазања, али постоји још један критичан слој за галванизоване стандарде челика који раздваја информисане купце од оних који су слепо наручавали. Стандарди АСТМ-а који регулишу производњу галванизованог листа метала дефинишу не само захтеве за премазивање, већ и основне карактеристике челика који одређују да ли ће ваш материјал функционисати као што се очекује.
Када прегледате цитате произвођача циљаног лима, наићи ћете на ознаке као што су CS-B, DS или SS Гред 33. Шта то заправо значи за вашу апликацију? Да декодирамо стандарде који су најважнији.
Ојашњење захтева стандарда АСТМ А653
АСТМ А653 је кључна спецификација за топло утопљене галванизоване челичне листове и намоте у Северној Америци. Као Технички водич Витине Рооф "Овај стандард" који је развило Америчко друштво за тестирање и материјале "дефинише све, од захтева за тежином премаза до механичких својстава и квалитета површине.
Али ово је оно што многи професионалци у области набавке пропуштају: АСТМ А 653 не регулише само цинк. Такође, она одређује карактеристике основних челика путем система ознака класе. Спутник стандарда, АСТМ А924, покрива опште захтеве укључујући информације о наручењу, методе испитивања и критеријуме инспекције који се примењују на свим галванизованим плочаним производима.
Заједно, ови стандарди осигурају да када наручите челик A653 одређеног квалитета, добијате материјал са предвидивим, конзистентним својствима, без обзира на то који произвођач га производи. Ова стандардизација је оно што омогућава куповину засновану на спецификацијама широм глобалног ланца снабдевања.
Кључни елементи који се обухватају у ASTM a653 укључују:
- Назив тежине премаза: Спецификације Г-серије (Г30 до Г235) смо покрили раније
- Класификације за челик: Ознаке које указују на формабилност, чврстоћу и намењену употребу
- Захтеви механичких својстава: Минимални ниво снаге на износ, чврстоће на истезање и продужење
- Стандарди квалитета површине: Потреба за изглед и прихватљиви нивои несавршености
- Metode testiranja: Процедуре за верификацију тежине, адхезије и механичких својстава премаза
Разумевање услова ASTM 653 омогућава вам да напишете спецификације које јасно комуницирају са вашим потребамаи да проверите да ли улазни материјали заправо испуњавају те спецификације.
Ознаке за категорије челика и њихова значење
Ознака класе челика је место где АСТМ А653 постаје стварно користан инжењерима и купцима. Ове категорије вам тачно говоре шта може да уради основни челик, како ће се формирати, колико је јак и које апликације одговара.
Ево разлома основних галванизованих челичних листова које ћете срести:
- ЦС-А и ЦС-Б (коммерцијски челик): Радни коњи на тржишту циљаних комерцијалних челичних листова. ЦС класе су материјали опће намене погодни за савијање, умерено обликување и заваривање. ЦС-Б има мало строже контроле хемијског састава од ЦС-А, нудећи мало бољу формабилност. Типичне апликације укључују покрив, страну, резервоаре за складиштење и ХВЦ компоненте где није потребно сложено формирање.
- ФС (обликавање челика): Када ваша апликација захтева шире обликовање него што комерцијални челик може да се носи, размислите о обликовању рула или умереном цртању. Виши садржај угљеника у поређењу са челикама за цртање пружа додатну чврстоћу док се одржава адекватна формабилност за обличне компоненте.
- ДС (Стаљ за варење): Проектирани за апликације које захтевају значајну пластичну деформацију. Галванизована ниског угљенског челика у DS класи има контролисану концентрацију угљеника и мангана који повећавају пластичност. Овај квалитет можете наћи у аутомобилским компонентама, кућиштима за уређаје и било ком производу који захтева дубоке облике без пукотина.
- ДДС (Дипцхаугх Тхроугх Стил): Узимајући формабилност даље, ДДС класа има веома низак садржај угљеника и строго контролисане нечистоће. Ово производи одлична својства продужења - обично најмање 42% - омогућавајући челику да се истеже у сложене тродимензионалне облике. Кухињски подножје, подножје за аутомобиле и кухиње за филтере уља обично користе ДДС материјал.
- ЕДДС (екстра глубоки челик за вучење): Најподобнији галтенирани челик доступан, ЕДДС је наведен када ДДС није довољно. Химија без интерстиција (екстремно ниска угледни и азотни капацитет) производи изузетну трагичност за најзахтљивије операције штампања. Панели аутомобилских кузова и сложене компоненте уређаја су типичне апликације.
- СС (структурно челик): За разлику од формативних класа, SS ознаке имају приоритет чврстоће изнад формабилности. СС Гред 33 гарантује минималну чврстоћу износ 33 кси; СС Гред 50 гарантује 50 кси. Ови циљани челични плочи су специфични за апликације које носе оптерећењеграђевинске оквире, преносне куле, компоненте мостовагде је структурни интегритет важнији од способности формирања.
| Ознака разреда | Ниво формабилности | Типична снага приноса | Кључне карактеристике | Уобичајене апликације |
|---|---|---|---|---|
| ЦС-А/ЦС-Б | Ниско до умерено | Неодређено | Опште намене, заваривање | Покрива, странице, канализација, резервоари |
| ФС | Умерено | Неодређено | Побољшано обличење против ЦС квалитета | Профиције у облику ролика, умерено нацртане |
| Дс | Добро | Неодређено | Ниско угљенична, контролисана хемија | Куће за уређаје, аутомобилске делове |
| DDS | Веома добро | Неодређено | Веома ниско угљеник, 42% минимум продужење | Делови за дубоко вучење, кухињски ракови |
| ЕДДС | Odličan | Неодређено | Без интерстиција, максималне дугалности | Сложне штампе, панели за куповину |
| СС степен 33 | Ограничено | 33 кси минимум | Структурна чврстоћа, дефинисана својства | Орамњавање, преграде, лаке конструкције |
| СС класа 50 | Ограничено | 50 ksi најмање | Структура високе чврстоће | Тешке конструкције, мостови, куле |
Разлика је важнија него што бисте могли очекивати. Замолите циљани комерцијални челични листови када вам је потребна формабилност DDS-класе, а ваши делови ће се пукати током штампања. Укажите ЕДДС када је стандардни комерцијални челик довољан, и плаћате премију за способности које вам нису потребне.
Искусни произвођачи циљаног лима ће вам питати детаљна питања о вашим операцијама обликовања пре него што препоруче врсту. Ако добављач једноставно нуди "галванизовани челик" без разматрања спецификација квалитета, то је црвена застава која указује на ограничено техничко искуство.
Са појамљеним стандардима АСТМ-а и квалитетима челика, сада сте опремљени да напишете прецизне спецификације. Али само спецификације не завршавају слику, такође морате разумети облике производа и конвенције величине које произвођачи користе за испоруку циљаних материјала у ваш објекат.
Форме производа и стандардне спецификације
Упикли сте метод галванизације, тежину премаза и квалитет челика, али сада долази изненађујуће тешко питање: како би ваш материјал заправо требало да дође? Произвођачи галванизованог лима нуде производе у више облика, од којих сваки има различите предности у зависности од вашег производње и броја наруџбина.
Разумевање величине листова лима, мерења размера и одлуке о слоју против лима може значити разлику између рационалне производње и скупог отпада материјала. Хајде да ти објаснимо шта треба да знаш.
Стандардни димензије листова и мерења гама
Ево нечега што чак и искусне купце збуњује: бројеви мерила нису универзална мерења. Према свеобухватном водичу за калибар Мекеверса, 16 калибарски челик не једнако 16 калибарски алуминијуми циљани челик има своју скалу у потпуности.
Систем калибра настао је као производња у 19. веку. Што је број размера мањи, то је материјал дебљи. Али ово је улов: ова веза није линеарна, и варира по типу метала. Увек проверите стварну дебљину у милиметрама или инчама, а не само на бројеве измери.
За галванизоване листове и плоске плочане металне производе, већина добављача следи систем Бирмингемског жица (БВГ). 20 гајбљев челикједна од најчешћих одређених дебљинамери око 0,91 мм или 0,0359 инча. Ова 20 гајп спецификација челика је популарна за ХВЦ канализацију, осветљене куће и општу фабрикацију где умерену крутост задовољава једноставна радна способност.
| Број размера | Дебљина (инчи) | Debljina (mm) | Уобичајене апликације |
|---|---|---|---|
| 26 ГА | 0.0179 | 0.45 | Светло канала, акустичне панеле, декоративна облика |
| 24 ГА | 0.0239 | 0.61 | ХВЦ системи, панели уређаја, електрични корпуси |
| 22 ГА | 0.0299 | 0.76 | Покрива, палуба, средње задатак |
| listoviti metal kalibre 20 | 0.0359 | 0.91 | Укупна производња, заносе, покривачи, канализација |
| 18 ГА | 0.0478 | 1.21 | Структурне компоненте, аутомобилски делови, тешки корпуси |
| 16 ГА | 0.0598 | 1.52 | Компоненте шасије, оквири, индустријска опрема |
| 14 ГА | 0.0747 | 1.90 | Тежак конструктивни, пољопривредна опрема, причвршћивачи |
| 12 ГА | 0.1046 | 2.66 | Заштита за тешке конструкције, за машине |
| 10 ГА | 0.1345 | 3.42 | Апликације за плоче, компоненте за висок стрес |
Као што је All Metals Fabrication приметио, листови метала прелазе на "плату" територију када дебелина пређе 7 гаја (приближно 0,188 инча). Након те тачке, мерења се мењају са ознака гама до децималних позива - наредићете 0,250 "или 0,500" плочу уместо да наведете број гама.
Стандардне галванизоване плоче обично имају две уобичајене ширине: четири стопе (48 инча) и пет стопа (60 инча). Опције дужине обично укључују листове од 8 стопа, 10 стопа и 12 стопа, а конфигурација од 4 '× 10' је најчешћа величина у дистрибутерима.
Зашто је то важно? Оптимизовање распореда делова према стандардним величинама листова минимизира остатке. Резање 6 метара празног од 10 метара листа оставља 4 метара остатка потенцијално трајно осим ако не можете користити тај део на другом месту.
Водич за избор формата кавуле против листа
Поред равних листова, произвођачи цинкованих листова нуде материјал у облику намотања чврсто намотаних роллова који се отварају током обраде. Према Водич за спецификације MD Metals , избор између цингираних лима и пресечених лима подразумева важање неколико производних фактора.
Галванизовани листи метални намотови потичу из истог процеса производње као листиу ствари, листи почињу као намотови. Заводи за обраду користе масивне машине за изравњавање да би се материјал развртал, равнао и резао на дугоће које се могу спајати. Када директно наручите катуле, у суштини примате материјал пре овог секундарног корака обраде.
Имајте на уму следеће факторе када одлучујете између формата:
- Капацитет опреме: Обрада катуља захтева декоилер, равначаре и системе за храњење. Ако у вашем објекту нема ове опреме, пре-сечени листови елиминишу потребу за капиталним инвестицијама. Међутим, операције са капиљним линијама имају користи од континуираног храњења које максимизује време рада машине.
- Смањење отпада: Копиле омогућавају прилагођене дужине резања прилагођене вашим одређеним димензијама делова. Уместо да радите са стандардним 10 метара плоча, можете да програмирате тачне пражне плоче који минимизирају остатак. За производњу великих количина, ова оптимизација често оправдава трошкове опреме за обраду каруља.
- Минимална количина наруџбине: Наручнице за робе обично захтевају веће обавезе - често 10.000 + фунти минимум - у поређењу са куповином листова где можете наручити само неколико комада. Операције са мањом количином могу бити практичније у листима упркос нешто већим трошковима по фунти.
- Потребе за складиштење: Коули омогућавају складиштење високе густине, заузимајући мање површине од еквивалентних количина листова. Међутим, они захтевају одговарајуће системе за реквизирање и опрему за руковођење (виличници са капилоним рамама или Ц-кукама) које листови не захтевају.
- Времена за извеђење: Стандардне величине листова обично се брже испоручују из инвентара дистрибутера. Наредна резања катуља или специфични захтеви ширине могу додати време обраде ваше нарачке.
За аутоматско штампање или рол-формирање операција које раде на хиљадама делова, намотки су скоро увек разумни. Непрекидно додавање материјала смањује време руковања између празног и омогућава чвршће уграђивање делова. С друге стране, радње радионице које производе разноврстан, мањег обима рада често воле флексибилност инвентара листаузимање онога што вам је потребно без постављања руковања кавуле за сваки посао.
Неки произвођачи нуде оба формата из истог објекта, омогућавајући вам да набавите листове за прототип и пређете на намоте када производњи оправдавају прелаз. Ова флексибилност вреди проценити када се квалификују нови добављачи.
Са појамљеним облицима производа и конвенцијама за дизејм, спремни сте да прилагодите ове спецификације специфичним индустријским апликацијама где захтеви из стварног света у аутомобилском, грађевинском и пољопривредном сектору диктују тачно које комбинације калибра, премаза и формата пружају оптималне
Примене у индустрији и захтеви за материјале
Знање вашег гама, тежине премаза и квалитета челика је од суштинског значајаали како се ове спецификације претварају у стварне перформансе? Различите индустрије захтевају различите карактеристике материјала, и произвођачи циљаног лима прилагођавају своје понуде у складу са тим. Оно што идеално функционише за ХВЦ канализацију може катастрофално пропасти у пољопривредној опреми. Оно што је одлично на аутомобилским кузовицама може бити претерано за структуре у унутрашњости.
Да испитамо специфичне захтеве који воде избор материјала у три главна сектораи спецификације које одвајају адекватно перформансе од оптималних резултата.
Спецификације и захтеви у аутомобилској индустрији
Аутомобилски сектор представља једну од најзахтљивијих примена за галванизовани челични листови. Од компоненти шасије до панела куза, возила захтевају материјале који издрже солу на путу, излагање влаги и деценије рада, а истовремено испуњавају и строге стандарде формабилности и завариваности.
Према водичу за спецификације БЈЦКС Стал, произвођачи аутомобила обично спецификују SGLC класу циљаног челика због његове побољшане отпорности на корозију и формабилности. Овај степен задржава свој заштитни премаз у суровим условима док омогућава сложене операције формирања које захтевају модерни пројекти возила.
Ево шта обично захтевају аутомобилске апликације:
- Компоненте шасије и суспензије: Галванизовани конструктивни челик у SS категоријама (33 кси или 50 кси чврстоће) за носеће делове. Г90 или теже премази заштите од путног прскања и соли. У овом случају, варење је важно. Галвански нагљени материјали често су бољи од алтернатива за топло уливање јер производе мање токсичних гасова и чистије заваривање.
- Планке и затварања за куповину: Доминантни су EDDS или DDS степени, пружајући екстремну формабилност потребну за сложене контуре. Галваннирани премази су пожељни јер прихватају системе фарбе аутомобила без обимне припреме површине, што је критичан фактор трошкова у масовној производњи.
- Структурна појачања: Ублажен челични листови у DS или FS квалитетима пружају равнотежу између формабилности и чврстоће. Ове компоненте не захтевају екстремну способност цртања панела куза, али и даље требају поуздану заштиту од корозије.
- Изложену компоненту испод тела: Максимална отпорност на корозију има приоритет. Г140 или Г235 премази у комбинацији са гарим гасивањем штите резервоаре за гориво, подне кутије и кутије за токове од агресивне соли и влаге испод возила.
Акцент аутомобилске индустрије на заваривање објашњава зашто галванирани челик доминира у апликацијама куповинских панела. Када произвођачи на производњи заварију стотине зглобова по возилу, константан квалитет заваривања није опционалан, већ је неопходан за структурни интегритет и безбедност од судара.
Изградња и пољопривредне апликације
Зграђевинарски и пољопривредни сектори деле заједнички изазов: производи морају да преживљавају сурово спољне окружење дуги временски период са минималним одржавањем. Међутим, њихови специфични захтеви значајно се разликују у зависности од захтева апликације.
Уградња
Од ХВЦ канализације до структурних оквира, конструкције се користе у целокупном спектру галванизованих челичних плоча и плоча. Кључ је у усаглашавању отпорности на корозију са условима излагања и формабилности са методама израде.
- Улазници за ХВЦ: Плоски метални листови у дебљинама од 20-24 гаја са премазом Г60 управљају већином унутрашњих апликација. Умерна тежина премаза пружа адекватну заштиту за климатски контролисану средину, а трошкови материјала остају разумни. Трговске класе челика (ЦС-А или ЦС-Б) пружају довољну формабилност за типичну производњу канала.
- Метал покрив и странице: Изванска изложеност захтева теже премазеГ90 минимум за већину клима, Г140 или Г235 за обалне или индустријске окружења. Као што је приметио БЈЦКС Стил, З275 (275 г/м2 премаза) често се спецификује за апликације које захтевају продужени животни век у тешким условима.
- Структурна рамка: Галванизовани челик од плоча у SS категорији пружа чврстоћу потребну за апликације за носење оптерећења. Схеми лагге-гајбре сталног оквира (ЛГСФ) обично користе материјал од 18 гајба или теже са премазом Г60 за унутрашње апликације или Г90 за спољну експозицију.
- Архитектонска оштрица и блицинг: Изглед је важан као и перформансе. Глатки, равномерни премази из електрогалванизованих или галванизованих процеса често су погоднији за видљиве апликације боље од испрскане завршне боје материјала који се топло улива.
Апликације за пољопривредну опрему
Земљопривредна опрема се суочава са неким од најзахтљивијих изазова корозије у било којој индустрији. Као што објашњава Национална компанија за материјале, модерни пољопривредници се ослањају на циљани челик у готово сваком подручју својих операцијаи материјала је ниско одржавање, отпорни на ржуш директно утичу на оперативну ефикасност.
Размислите о условима излагања: опрема стално долази у контакт са ђубривима, пестицидима, животињским отпадом и влагом. Струјења складиштења се сезонски мењају у влажним и сувим условима. Ограде издрже годинама излагања временским условима без нултног буџета за одржавање.
- Склађивање и обрада зрна: Складни кутије, пили и конвејерски корпуси захтевају тешке галванизоване премазе (Г115 или теже) како би се издржали абразивне и корозивне природе контакта зрна. Ублажени челични листови у CS категоријама пружају адекватну формабилност за ове компоненте.
- Опрема за стоку: Врата, хранилишта и панели за стамбљење су изложени контакту животиња и излагању отпаду. Минимална тежина премаза Г90 је стандардна, а многе спецификације захтевају да Г140 продужи животни век преко 20 година.
- Иригацијска опрема: Постојан излагање водикоји често садржи растворене минерале и хемикалије за обрадутреби максималну отпорност на корозију. АЗ премази (алуминијум-цинк легура) понекад надмашују чист цинк у овим апликацијама.
- Ограде и структурне компоненте: Према Националној компанији за материјале, галванизована ограда представља једну од најчешћих примена у пољопривреди. Материјал долази спреман за инсталирање без потребе за бојом, а његова дуготрајност чини га економичним упркос већим почетним трошковима од необрађених алтернатива.
Шта чини пољопривредне апликације посебно захтевним? За разлику од аутомобилских или грађевинских окружења у којима су услови донекле предвидљиви, пољопривредна опрема се суочава са променљивом изложеношћу сувом складиштењем у једној сезони, те теренским радом у блату у следећој. Ова варијабилност значи да се одређује за најгоре услове, што обично гура тежине према тешком крају доступних опција.
И економска једначина се такође разликује. Док произвођачи аутомобила могу у своје производне трошкове укључити боје и секундарне премазе, пољопривредна опрема се често ослања искључиво на цинковане заштитне материјале за своју отпорност на корозију. Избор правог тежег премаза од почетка одређује да ли опрема траје 15 или 30 година.
Са појамљеним захтевима за примену у овим главним секторима, следеће критично питање постаје: како можете проценити који произвођачи циљаног лима могу заправо испоручити материјале који испуњавају ове спецификације? Сертификације квалитета, производње и ниво услуге се драматично разликују између добављача, а разумевање шта треба тражити одваја успешну набавку од скупих грешака.
Процена квалитета и способности произвођача
Определили сте своје спецификације - метод галванизације, тежину премаза, квалитет челика и облик производа. Сада долази питање које одређује да ли се те спецификације заправо претварају у квалитетне делове који долазе на време: који произвођачи циљаног лима могу поуздано испоручити оно што обећавају?
Разница између могућности добављача на папиру и њихових реалних перформанси може бити огромна. Неки произвођачи челичних намотача су одлични у производњи великих количина робе, али се боре са захтевима за прилагођавање. Други нуде изузетну техничку подршку, али не могу да се прошире на производњу која је потребна. Разумевање како систематски да процените ове факторе помаже вам да идентификујете партнере, а не само продаваче.
Сертификати квалитета који су важни
Сертификације квалитета пружају објективни доказ да је произвођач применио систематске процесе за доследну производњу. Али не имају сви сертификати једнаку тежинуи неки су много важнији од других у зависности од ваше индустрије.
ИСО 9001: Фондација
ISO 9001 сертификација указује на то да је произвођач успоставио документован систем управљања квалитетом који покрива све од инспекције пријемног материјала до тестирања коначног производа. Према водичу за процену фабрике "Нјуиндс", верификација сертификације ИСО 9001 треба да буде међу вашим првим корацима када процењујете било које произвођаче циљаног челика.
Али ово је оно што многи купци пропуштају: ИСО 9001 је база, а не диференциатор. Практично сваки озбиљан произвођач одржава овај сертификат. Његово одсуство је црвена застава; његово присуство једноставно значи да добављач испуњава минималне професионалне стандарде.
ИАТФ 16949: Автомобилни стандард
За апликације у аутомобилском ланцу снабдевања, сертификација ИАТФ 16949 је много важнија од самог ИСО 9001. Према АИАГ-ова документација за ИАТФ 16949 , овај стандард "дефинише захтеве система управљања квалитетом за организације широм глобалне аутомобилске индустрије" и развијен је са беспрецедентним ангажовањем индустрије.
ИАТФ 16949 се заснива на ИСО 9001, али додаје захтеве специфичне за аутомобилску индустрију, укључујући:
- Превенција дефеката: Систематски приступи превенцији проблема квалитета уместо откривања њих након производње
- Смањење варијације: Контроле статистичких процеса које минимизирају несагласност од дела до дела
- Непрекидно побољшање: Документисане методе за континуирано побољшање квалитета
- Употреба производа Очаквања квалитета која се протежу широм мреже добављача
Када се набаве циљане компоненте за шаси, суспензију или структурне аутомобилске делове, сертификација IATF 16949 није опционална - обично је то тежак захтев од стране ОЕМ-а. Произвођачи као што су Шаои (Нингбо) Технологија метала одржавање ове сертификације посебно да би служила захтевним стандардима квалитета у аутомобилском сектору за прилагођене делове за штампање метала и прецизне збирке.
Сертификати специфични за индустрију
Поред ових основних сертификација, тражите акредитиве релевантне за вашу специфичну апликацију:
- ИСО 14001: Сертификација система управљања животном средином све је важнија за компаније са захтевима одрживости
- Сертификати специјалних процеса: ЦЦИ-9 (теплона обработка), ЦЦИ-11 (платинг), ЦЦИ-12 (покривање) и сличне АИАГ процене за произвођаче који обављају секундарне процесе
- Одобрњавања за одређене купце: Многи ОЕМ-ови одржавају одобрене листе добављача који захтевају додатне квалификације поред стандардних сертификација
Процена производних капацитета и нивоа услуге
Сертификати вам говоре о системима и процесима. Производња капацитети вам кажу да ли произвођач може да изврши ваше специфичне захтеве. Према Newinds-овом оквиру за процену, процена производних линија, машина и прихватања технологије пружа кључни увид у погодност добављача.
Подпорука за дизајн за производњу (DFM)
Најбољи дистрибутери циљаног челика не испуњавају само наруџбине, већ помажу у оптимизацији ваших дизајна за ефикасност производње. Као Водич за ДФМ у ОпенБОМ-у објашњава, дизајн за производњу "може да омогући ефикасан производ и лако сакупљање производа са минималним трошковима за рад".
Произвођачи квалитета прегледају ваше дизајне пре производње, идентификујући потенцијалне проблеме са:
- Потребе формабилности у односу на избор квалитета материјала
- Разматрања алата која утичу на квалитет делова
- Толеранције за спајање које могу изазвати проблеме са монтажем
- Могућности смањења трошкова кроз модификације дизајна
Према ОпенБОМ-у, свеобухватна ДФМ подршка помаже у минимизацији "разнице између развоја и прототипа до масовне производње". Произвођачи који нуде ову способност показују техничку дубину изван основне производње. Они постају инжењерски партнери који су уложили у ваш успех.
На пример, добављачи као што је Шаои пружају свеобухватну ДФМ подршку која оптимизује дизајне пре инвестиције у алате, потенцијално штеде значајне трошкове док побољша квалитет делова.
Способности за брзо стварање прототипа
Колико брзо произвођач може произвести узорке за валидацију? Ова способност је изузетно важна за временске редове развоја нових производа. Неки добављачи челичне намотаче траје недеља да би произвели почетне узорке; други нуде брзе прототипе који то компресирају на дана.
Тражите произвођаче који нуде:
- Одређени капацитет за производњу прототипа одвојен од производних линија
- Опције меких алата за првобитну валидацију пре инвестиције у чврсте алате
- Брза производња узорка Пет дана брзе производње прототипа представља водећу способност у индустрији
- Итеративна подршка ревизијама без прекомерних казни за време одлагања
Капацитет за масовну производњу и скалибилност
Произвођач који производи одличне прототипе, али не може да се прошири на производњу у великој количини ствара ризик за ланцу снабдевања. Процени:
- Укупна производња у односу на ваше пројектоване запремине
- Редундација опремемогу ли наставити производњу ако машина не ради?
- Програме за дубоку обуку и обуку радне снаге
- Употреба капацитетапредосједавачи који раде на 95% капацитета имају ограничену флексибилност за ваш раст
Аутоматизовани капацитети за масовно производње указују на инвестиције у конзистентну производњу великих количина. Ручни процеси могу радити за прототипе, али често се боре са захтевима понављања производних количина.
Одговор на услуге и техничка подршка
Када се појаве проблеми, и они ће, колико брзо ваш добављач челичне катушке реагује? Фактори услуга често разликују адекватне добављаче од изузетних партнера:
- Време обраћања цитата: Колико траје од подношења RFQ до формалног цитирања? Лидерски партнери за снабдевање галванизованим челиком у индустрији нуде 12-часовни цитат за стандардне захтеве - значајну предност када упоређујете више извора под притиском рока.
- Приступ техничкој подршци: Можете ли директно да разговарате са инжењерима, или све мора да прође кроз продајне представнике? Директни инжењерски приступ убрзава решавање проблема и оптимизацију дизајна.
- Реактивност комуникације: Процени колико брзо добављачи реагују на рутинске питања. Њихово понашање током процеса продаје обично предвиђа њихову реакцију када сте купци.
- Историја решавања проблема: Тражите референце и питајте конкретно о томе како је добављач руководио проблемима квалитета или изазовима испоруке. Савршени резултати су ретки; стручни одговори на проблеме су важнији.
Проверни список за процену произвођача
Уколико је потребно, можете користити овај оквир за оцену потенцијалних произвођача цинкованог лима:
- Сертификације потврђене: ИСО 9001 (базална линија), ИАТФ 16949 (автомобилни), потврђене и тренутне акредитиве специфичне за индустрију
- Проверени системи квалитета: Улазна инспекција, контроле током процеса, завршно испитивање, дневници калибрације, прегледани записи о коригирању
- Процењени производњи: Список опреме, анализа капацитета, ниво аутоматизације, документована квалификација радне снаге
- Потврђена ДФМ подршка: Доступни инжењерски ресурси, дефинисан процес прегледа дизајна, пружени примери оптимизације
- Брзина прототипирања потврђена: Потврђен временски рок за брзу производњу прототипа, прегледано квалитето узорка, разумет процес ревизије
- Процењена скалибилност: Превишен простор за производњу капацитета израчунат, потврђено редискунтно опремање, разматрано прилагођавање расту
- Проверени су сигурности ланца снабдевања: Проверено снабдевање сировинама, прегледане праксе складиштења, добијене мере испоруке у року
- Пробани нивои услуге: Оценети цитати, оценети одговор техничке подршке, оценети квалитет комуникације
- Контактне референце: Интервјуирани купци сличног броја, разматрани примери за решавање проблема, потврђена укупна задовољност
Као што препоручује Њуиндс, размислите о употреби тегле матрице за проценуможда квалитета 30%, испоруке 25%, трошкова 20%, усклађености 15%, услуге 10%да би се објективно упоредили добављачи у овим димензијама. Овај систематски приступ уклања емоције из одлука о снабдевању и пружа документацију која подржава ваш избор.
Процес евалуације траје дуго, али инвестиција се исплаћује поузданом снабдевањем, конзистентним квалитетом и партнерством које се временом јачају. Произвођач који испуњава ове критеријуме постаје више од продавца - они постају продужење ваших производних капацитета.
Наравно, циљани челик није увек оптималан избор. Разумевање када алтернативни материјали отпорни на корозију могу боље да послужу вашој апликацији осигурава да доносите потпуно информисане одлуке о снабдевању, што је тачно оно што ћемо испитати следеће.
Галванизовани челик и алтернативни материјали
Галванизовани челик доминира у апликацијама за корозионски отпорне металеали је то увек прави избор? Разумевање када алтернативни материјали надмашују циљане опције помаже вам да доносите одлуке о набавци које оптимизују перформансе и трошкове. Понекад је разумно платити више за нерђајући челик; понекад галвалуме даје бољу вредност. Кључ је у усаглашавању својстава материјала са вашим специфичним захтевима за примену.
Хајде да испитамо како се циљани челик упоређује са најчешћим алтернативама и када свака опција има смисла.
Галванизовани против Галвалуме Стал Перформансе
Галвалуме челик представља најближе конкуренте традиционалном цинкованом челику, користећи премаз алуминијум-цинк легуре (приближно 55% алуминијума, 43,5% цинка и 1,5% силицијума) уместо чистог цинка. Према Техничко поређење компаније Englert Inc. галвалуме је измишљен 1960-их од стране Витлејхем Стал као побољшање у односу на традиционалну галванизацију.
Дакле, у чему је практична разлика? Алуминијумски компонента у галвалуме челичне катуле формира стабилан оксидни слој који се у многим окружењима отпорнији корозији него чист цинк. У међувремену, садржај цинка још увек пружа жртвену заштиту од резаних ивица и огребања. Ова комбинација обично даје два до четири пута дужи животни век стандардног галванизованог челика под сличним условима у испитивању сољним прскањем и циклусном корозијом.
Ево шта треба да знате о разликама у перформанси:
- Дуговечност: Галванизована челична намота обично траје 20-50 година у зависности од окружења; галвалуме ово продужава на 40-70 година под оптималним условима
- Опорност на топлоту: Уношење галумина у галвалум рефлектира више сунчевог зрачења, што резултира нижим температурама површине и смањеним топлотним стресом
- Цикл температуре: Алуминијум-цинк легура је боље отпорна на микро-крекинг током понављаних циклуса загревања и хлађења
- Коштална перформанса: У окружењима са високом соленошћу, галвалуме генерално надмашава галванизовани челик, иако ни један не одговара пуном алуминијуму у морским условима
Међутим, челична галтенирана намотачка и даље има предности у специфичним ситуацијама. Чисти цинк премаз на цинкованом челику пружа врхунску заштиту почетног жртвовањашто значи боље самозаздрављавање оштећених подручја током раног живота. За апликације са великим ризиком од огребања или абразије, ова карактеристика је важна.
Када треба размотрити алтернативне материјале
Поред галвалума, неколико других материјала отпорних на корозију конкурише са гаљванима од челичне катуле. Свака од њих нуди различите предности за специфичне апликацијеи различите последице на трошкове.
Алуминизовани челик
Када је перформансивање на високим температурама важније од општог отпорности корозији, алуминизовани челик је одличан. Алуминијумски премаз издржава температуре до 1250 ° F (675 ° C) без значајне деградациједуго прелазећи оно што гаљванизоване челичне намоте могу да поднесу. Типичне апликације укључују:
- Аутомобилски изгасни системи и топлотне штитње
- Компоненте индустријских пећница
- Делови пећника и опрема за грејање
- Уређај за роштило и кухање
Шта је то? Алуминизованом челику недостаје механизам жртвованог штитила на основу цинка. Одразања или резане ивице се не лече сами, што чини материјал мање погодним за примене које укључују механичко оштећење или абразију.
Nerđajući čelik
За максималну отпорност на корозију без ослањањања на било који премаз, нерђајући челик остаје неупоредив. Према поређењу корозије МеталТека, избор материјала укључује компромисе између трошкова и перформансиа а нерђајући челик заузима премијум крај обе скале.
Уобичајене нержавејуће врсте као што су 304 и 316 отпорују корозију због садржаја хрома, који формира пасивни слој оксида. Ова заштита је састављена од материјала, а не од наношења, што значи да се не може избрисати или исцрпити током времена. Апликације у којима је нерђајући бесмоћан има смисла укључују:
- Опрема за прераду хране (у складу са ФДА)
- Системи за рушење хемикалија
- Морска опрема са сталном изложеношћу соленој води
- Медицинска и фармацеутска опрема
- Архитектонске карактеристике које захтевају деценије без одржавања
Кошта вишеструка? У зависности од квалитета и услова на тржишту, нержавији челик обично троши 3-5 пута више од трошкова еквивалентног галванизованог челичног листа. Ова додатка је оправдана само када захтеви за отпорност на корозију прелазе оно што цинкски премази могу пружитиили када апликација захтева својства материјала, а не заштиту премаза.
Палцирани или прашно обложен челик
Када је естетика кључна за одређивање спецификација, обојена или подерна челик нуди опције боја које голе галванизоване или галвалумне површине не могу да уједначе. Ови премази додају заштиту препреке на врху обраде некоммерчног метала, потенцијално продужујући животни век док пружају декоративне завршетке.
Модерни системи премаза катуља наметну боје на галванизоване или галвалуме супстрате, комбинујући предности заштите цинка са издржљивошћу боје. Овај приступ одговара:
- Архитектонске плоче и фасаде зграда
- Обуви за уређаје
- Мали уређаји и екрани
- Компоненте за аутомобилску опрему
Разматрање овде није да ли обојена челик надмашује галтениран, већ да ли је естетски захтев оправдан додатним трошковима премаза и потенцијалом за деградацију боје током времена.
| Kriterijumi | Cinkovani čelik | Галвалуме челик | Алуминизовани челик | Nerđajući čelik | Fino premašinjeni/sa prakom bojom |
|---|---|---|---|---|---|
| Otpornost na koroziju | Добро (20-50 година) | Одлично (40-70 година) | Добро (без жртвеног штитивања) | Превиша (неприродно) | Добар до одличан (зависи од премаза) |
| Релативна цена | 1, 0х (базална вредност) | 1,05-1,15х | 1,1-1,3х | 3-5 пута | 1,2-1,5x |
| Otpornost na toplotu | Умерено (до 400°F) | Добро (боља рефлективност) | Одлично (до 1250°F) | Odličan | Ограничена (деградација премаза) |
| Формираност | Добро | Добро | Добро | Srednji do dobar | Добро (зависи од основе) |
| Заваривање | Добро (паре цинка) | Добро | Добро | Потребно је посебне процедуре | Потребно је уклопити премаз |
| Само-лечење на ивицама | Odličan | Добро | Смаран | Не (неприметна заштита) | Смаран |
| Најбоље апликације | Општи напољу, пољопривреда, ХВЦ | Кровље, дуготрајна ванземна | Околине високе температуре | Хемијски, храна, морски | Архитектонски, естетски |
Окружје одлуке је једноставно: почети са циљаним челиком као основном линијом, а затим прећи на алтернативе само када специфични захтеви за примену захтевају њихова јединствена својства. Галвалуме има смисла када продужени животни век или рефлективност топлоте оправдавају скромну премију. Алуминизовани челик одговара апликацијама на високим температурама где стандардни премази не успевају. Нерођен челик је резервисан за екстремне средине корозије или регулаторне захтеве. А обојене завршне делове додају вредност само када боја и изглед одређују спецификације.
Разумевање ових алтернативаи њихових профила трошкова и користи осигурава да одређујете прави материјал за сваку апликацију, а не да се поузму познате опције. Понекад су циљане челичне каруље оптималнији избор; понекад више трошења на алтернативе даје бољу дугорочну вредност.
Са појамљеним материјалним алтернативама, сада имате потпуну техничку основу за доношење информисаних одлука о набавци. Последњи корак је претварање овог знања у акцијуефикасно сарађивање са произвођачима да би се на поуздани начин и економично набавили материјали који задовољавају ваше спецификације.
Доносити информисане одлуке о избору произвођача
Научили сте методе галванизације, декодирали тежине премаза, разумели силе челика и проценили алтернативне материјале. Сада долази тренутак који одређује да ли се све то знање може претворити у успешну набавку: заправо одабирање и ангажовање са произвођачима циљаних листова који могу да испоруче оно што вам је потребно, када вам је потребно.
Ово није само питање проназимања најнижег цене циљаног челика, иако је цена сигурно важна. То је о изградњи односа снабдевања који ће подржавати ваше производне захтеве поуздано током времена. Прави произвођач постаје партнер; погрешни постаје грло у флакон.
Кључне поуке за избор материјала
Пре него што се обратите добављачима, консолидујте своје захтеве у јасну спецификацију. Према Metal Zenith-овом водичу за добављаче, дубоко разумевање стандарда је ваша прва линија одбране од лоших материјала. Добавитељ који не може са сигурношћу да разговара о техничким детаљима можда нема довољно детаља да би ефикасно задовољио ваше потребе.
Идеални добављач нуди више од конкурентне цене циљаног челикаони пружају гаранцију квалитета, дубоку техничку стручност и поуздани ланац снабдевања на који можете да се ослањате.
Ваша спецификација треба да се бави овим критичним елементима:
- Метода галванизације: Топло утопано, електрогалванизовано или галванизованоизабрано на основу ваших захтева за формабилност, заваривање и боју
- Тежина премаза: Г30 до Г235, прилагођено окружењу излагања и очекиван живот
- Kvalitet čelika: ЦС, ДС, ДДС, ЕДДС, или СС степени у складу са вашим операцијама формирања и захтевима чврстоће
- Форма производа: Галванизовани листови челика у пресеченим листовима или намотама, са одговарајућим газом и димензијама за вашу производњу
- Потребне сертификације: Минимум ISO 9001, IATF 16949 за аутомобилске апликације, плус све акредитиве специфичне за индустрију
Са овим дефинисаним спецификацијама, можете проценити добављаче према објективним критеријумима, а не само на продајним презентацијама.
Следећи кораци у процесу куповине
Према Фрај Стил-овој контролној листи за процјену добављача, избор правог добављача метала није само одлука о куповини, већ и партнерство које утиче на квалитет производа, временске редове производње и дугорочну профитабилност. Иако је цена гаљанзованог челика по фунти важна, то је само један део слагалице.
Следите овај план акције да бисте прешли од истраживања до квалификованих односа са добављачима:
- Укратка листа 3-5 Потенцијални добављачи: На основу ваших техничких захтева, географских разлога и потреба за количином, идентификујте произвођаче који изгледају као да могу да испуне ваше спецификације. Размислите о дистрибутерима челичних намота и директним произвођачима на основу ваших наручења.
- Захтева детаљне цитате: Подајте РФЦ-е које прецизирају тачно оно што вам треба, не прихватајте нејасне цене за генерички "галванизовани челик за продају". Квалитетни добављачи брзо реагују; водећи произвођачи у индустрији као што су Шаои (Нингбо) Технологија метала понудити 12-часовни цитат за стандардне захтеве.
- Извештаји о тестирању на производњи на захтев (МТР): Као што Метал Зенит наглашава, увек тражите извештаје о тесту на мелници или сертификате за тесте за сваки катуљ или партију. Ови документи доказују да материјал испуњава вашу ASTM A653 спецификацију са детаљном хемијском и механичком анализом.
- Независно проверите сертификације: Не узимајте тврђене сертификате по вредности. Захтевати копије актуелних сертификата и потврдити њихову валидност са органима за сертификацију. Статус IATF 16949 се, на пример, може проверити кроз базу података IATF-а.
- Захтеви и процена узорака: Пре него што се обавежете на производњу, набавите узорке за сопствене тестирање. Уверите се да ли су обликованост, адхезија премаза и изглед у складу са вашим стандардима. Могућности за брзо израду прототипа, као што је период од 5 дана, значајно убрзавају ову фазу валидације.
- Оцјењивање квалитета техничке подршке: Укључите добављаче у техничке дискусије о вашој апликацији. Да ли постављају интелигентна питања о твојим операцијама формирања? Да ли нуде ДФМ подршку за оптимизацију ваших пројеката? Свеобухватна ДФМ упутства помажу у смањењу јаза између развоја и масовне производње.
- Проценити поузданост ланца снабдевања: Према Фрај Стил-овом оквиру, времена за извршење који су дуже од очекивања могу створити огромна вузла у вашем послу. Питајте о типичним временом испоруке, дубини инвентара и записима о навременој испоруци.
- Преговарајте о условима и успостављајте споразуме: Када идентификујете квалификоване добављаче, преговарајте о цени, условима плаћања, минималним количинама наруџбине и распореду испоруке. Размислите о општој нарачењу или планираном пуштању ако је ваша потрошња предвидљива.
Произвођачи и дистрибутери: Прави избор
Да ли треба да радите директно са произвођачима циљаног челика или преко дистрибутера циљаног челика? Одговор зависи од ваше конкретне ситуације.
Директни односи са произвођачем обично одговара купцима који:
- Наручите велике количине које оправдавају директну куповину фабрике
- Потребно је прилагођене спецификације нису доступне са залиха
- Потребно је обраду са додатом вредношћу интегрисану са производњом
- Погодност од директне техничке сарадње на оптимизацији дизајна
Ради кроз дистрибутере често има смисла када:
- Број наруџбини је испод минимума за фабрику (често 20.000+ фунти)
- Потребна вам је брза испорука из локалног инвентара.
- Потребни су вишеструки типови материјала из једног извора
- Ограничења складиштења ограничавају вашу способност да примате велике pošiljke
Многе успешне стратегије набавке комбинују оба приступакоришћењем дистрибутера за мање наруџбе и производњу прототипа, а затим прелазак на директне односе са произвођачима како се количине повећавају.
За аутомобилске апликације које захтевају прецизно штампане компоненте зацинкованих плоча, рад са специјализованим произвођачима често даје најбоље резултате. Компаније попут Шаои комбинују квалитет сертификован по ИАТФ 16949 са брзим прототипирањем и аутоматизованим капацитетима за масовно производњу - тачно комбинација која рационализује процес набавке од почетних узорака до производње у великој количини.
Инвестиција коју сте направили у разумевање спецификација, стандарда и критеријума за процену циљаног челика исплаћује дивиденде у свим вашим односима са добављачима. Наоружани овим знањем, нисте само купац, већ и информисани партнер способан да захтева и верификује квалитет који захтевају ваше апликације.
Често постављена питања о произвођачима галванизованих листова метала
1. у вези са Која је разлика између Г30 и Г90 циљаног челика?
Ознака Г указује на тежину цинка у унци на квадратни фут. Г30 има 0,30 унци/фт2 укупног цинка (приближно 2,5 мкм по страни), погодан за апликације у затвореном простору. Г90 има 0,90 унци/фт2 (приближно 7,5 мкм по страни), пружајући снажну заштиту за спољне и опће примене. Отпорност на корозију је директно пропорционална тежини премазаГ90 ће заштитити некомјетан метал око три пута дуже од Г30 у сличним условима.
2. Уколико је потребно. Шта је скупље, циљани челик или нерђајући челик?
Неродно челик обично кошта 3-5 пута више од галтенисаног челика. Док нерђајући челик пружа супериорну инхерентну отпорност на корозију без премаза, галванизовани челик пружа одличну заштиту за већину индустријских примена по малој количини трошкова. Изаберите нерђајући само када екстремна корозијска окружења, у складу са ФДА или морским условима захтевају његове врхунске својства.
3. Уколико је потребно. Које сертификације треба да тражим приликом избора произвођача циљаног лима?
Сертификација ИСО 9001 је основни стандард који указује на документоване системе управљања квалитетом. За апликације у аутомобилском ланцу снабдевања, сертификација ИАТФ 16949 је од суштинског значајаона осигурава превенцију дефеката, смањење варијација и континуирано побољшање специфично за захтеве у аутомобилу. Произвођачи као што је Шаои (Нингбо) Метал Технологија одржавају ИАТФ 16949 сертификацију заједно са свеобухватном ДФМ подршком и могућностима брзе прототипирања.
4. Уколико је потребно. Која је разлика између гарантирања и гарантирања?
Гратко-потапање галтман потапа челик у растопљеном цинку на 450 °C, стварајући дебљи премаз (50-100 мкм) са карактеристичном раскопљеном завршном оцјеном и одличном отпорности на корозију на отвореном. Галваннеалинг додаје корак топлотне обраде који ствара површину зинк-жељезне легуре, што резултира супериорном заваривачношћу, одличном адхезијом боје без припреме површине и матом сивом завршном оцјелошћушто га чини омиљеним за
5. Појам Како да изабрам између наручења циљаног челика у формату катуле или листова?
Изаберите формат кавуле за аутоматско штампање или рол-формирање операција са великим запремином, где континуирано храњење максимизује ефикасност и дужине прилагођених резања минимизују остатак. Изаберите пресечене листове за производњу малог броја, прототипне производе или објекте без опреме за обраду катуља. Коули обично захтевају минималне наруџбине од 10.000 + фунти, док листи пружају флексибилност за различите послове мање количине.