 Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим
Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим 

Основне методе поправке аутомобилских штампа за врхунске перформансе
ТЛ;ДР
Методе поправке алата у аутомобилској индустрији обухватају спектар активности, од проактивног, превентивног одржавања до реактивних, комплексних поправки. Основни принцип је систематско испитивање, чишћење, оштрење и оптимизација алата како би се спречиле грешке. Када дође до оштећења, користе се методе као што су прецизно брушење, ласерско заваривање и замена компонената ради враћања функционалности, чиме се осигурава максимална продуктивност и сталан квалитет делова у производњи.
Разлика између одржавања и поправке алата
У свету аутомобилске производње, термини 'одржавање алата' и 'поправка алата' често се користе наизменично, али представљају фундаментално различите филозофије и праксе. Разумевање ове разлике је први корак ка стварању отпорног система који минимизира простоје и максимизира век трајања кључних алата. Један приступ је проактиван и плански, док је други реактиван и често хитан.
Услуга одржавања је систематска, превентивна стратегија. Њен главни циљ је да спречи проблеме пре него што се појаве. Као што су то објаснили стручњаци, то укључује рутинске, распоређене активности као што су оштрење резачких делова, чишћење штампа, инспекција лажних делова као што су дубе или вијаци и замена делова као што су пруге пре него што дођу до њихове тачке оштећења. Циљ је да се матрица настави да ради у оптималним параметрима, обезбеђујући доследан квалитет делова и спречавајући неочекиване прекиде производње. Добро извршен програм одржавања је темељ ефикасне производње, који директно доприноси побољшању поузданости опреме и смањењу трошкова повезаних са остатком и дефектима.
Репарација штампе, напротив, је реактивни процес. То се дешава када је штампа већ пропала или производи делове изван спецификације. То може укључивати поправку пукљеног дела, заваривање оштећене површине након што је компонента пропала или решавање озбиљних огорчења. Иако је то неопходно, претерано ослањање на поправку указује на основне проблеме у дизајну, монтажу или самом програму одржавања. Често поправљање је скупо, не само у погледу радног труда и материјала већ и у губитку времена штампања и кашњења у производњи. Производња која се стално налази у "репаративном режиму" често се бори са неефикасношћу и непредвидивим излазом.
Да би се боље илустрирале стратешке разлике, размотрите следећу поређење:
| Аспект | Услуга за одржавање | Репарација матрице |
|---|---|---|
| Време | Проактивна и планирана | Реактивни и непланирани |
| Циљ | Превенција неуспеха, обезбеђивање квалитета | Враћање функције након неуспеха |
| Troškovi | Мањи, предвидљиви оперативни трошкови | Виши, непредвидиви хитни трошкови |
| Утицај на производњу | Минимизира препреке | Проузрокује значајно време одмора |
| Типичне активности | Чишћење, оштрење, инспекција, марење | Заваривање, мелање пукотина, замена сломљених делова |
На крају крајева, успешна операција даје приоритет одржавању како би се смањила потреба за поправком. Увезујући строг распоред превентивног одржавања, произвођачи могу да идентификују и реше знојење пре него што то доведе до катастрофалног неуспеха. Овај приступ заснован на подацима, често управљани кроз формални систем рада , претвара се у продавницу за штампање од реактивне јединице за гашење пожара у проактивну силу за квалитет и продуктивност.
Основне методе за поправку и одржавање матрица
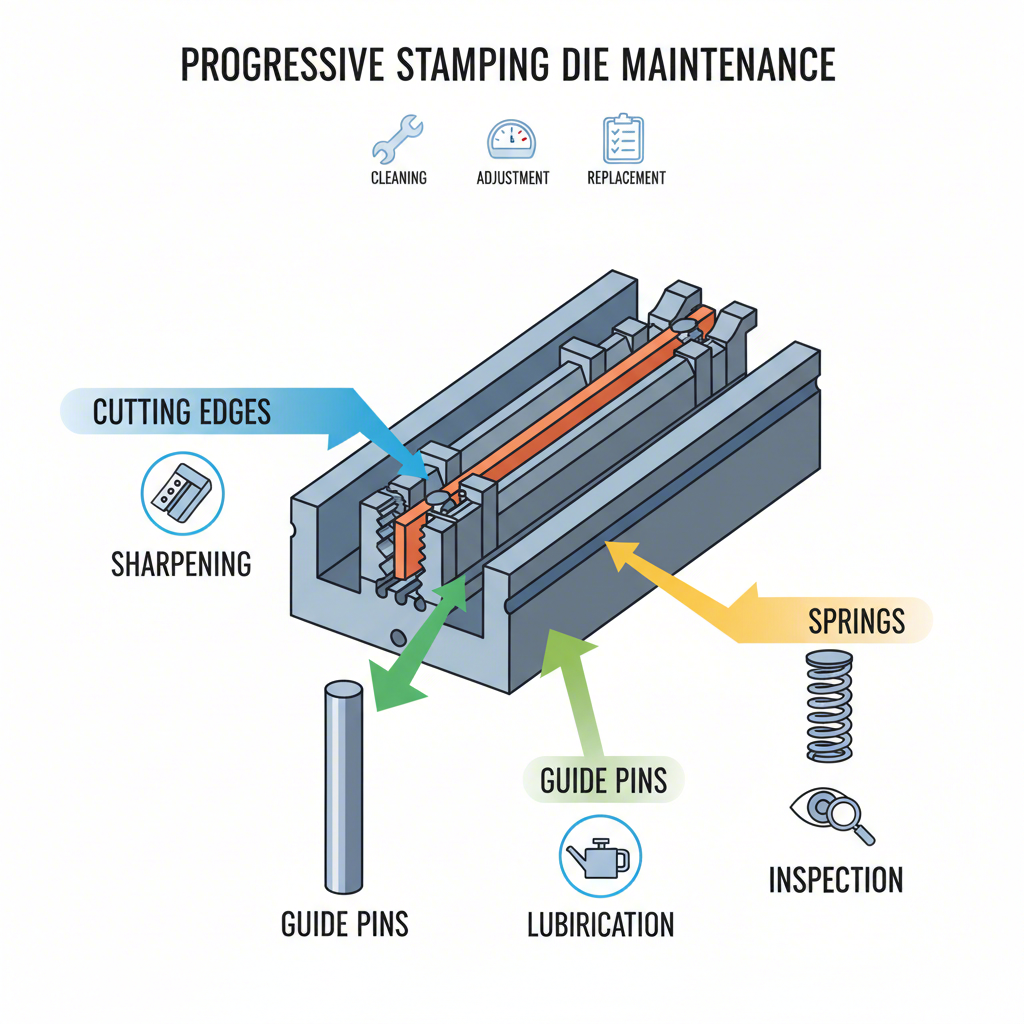
Комплетан програм неге матрица заснован је на неколико основних метода које се баве најчешћим изворима хабања и кварова. Ове технике, када се правилно и конзистентно примењују, чине темељ операција превентивног одржавања и мањег поправљања. Оне обезбеђују да матрице остану оштре, правилно поравнате и слободне од загађивача који могу узроковати оштећења или дефекте делова.
Oštrienje je jedan od najvažnijih zadataka održavanja. Tokom vremena, sečivi noža i površine čekića matrice prirodno gube oštrinu, što dovodi do nastanka burina na probijanim delovima i povećanog opterećenja alata i prese. Pravilno oštrienje podrazumeva više od jednostavnog brušenja površine. Potrebno je koristiti odgovarajući tip brusnog kamena za specifični alatni čelik kako bi se sprečilo pregrevanje, koje može omekšati metal i izazvati pucanje. Takođe, ključno je pravilno brušenje nagiba rezanja – ugla na sečivim delovima – kako bi se smanjila sila rezanja, smanjio udarni efekat i produžio vek trajanja matrice i prese.
Podešavanje pomoću pločica je još jedna ključna tehnika koja se koristi za održavanje tačnog vremenskog perioda i poravnanja elemenata matrice. Pločice su tanke metalne ploče koje se postavljaju ispod delova matrice kako bi se podesila njihova visina. Međutim, ovo mora pažljivo da se uradi. Korišćenje previše tankih pločica može izazvati 'elastični' efekat, što dozvoljava neželjeno kretanje koje može dovesti do nekonzistentne kvalitete delova. Najbolja praksa je da se koristi manje, ali debljih pločica, ukoliko je to moguće. Tokom ovog procesa, od presudne važnosti je osigurati da sve pločice budu slobodne od žuljeva i da postoji odgovarajući zazor za vijke, upuštenja i otvore za otpadnu strugu kako bi se sprečio bilo kakav preprek.
Sistematska rutina čišćenja i inspekcije je bez sumnje najvažnija preventivna mera. Redovna inspekcija omogućava tehničarima da uoče potencijalne probleme pre nego što eskaliraju u veće popravke. Temeljan proces uključuje nekoliko ključnih koraka:
- Provera labavih spojnih elemenata: Систематски проверите да ли су сви вијци и осовинице чврсто затегнуте и на месту. Лабав елемент може довести до неусаглашености и катастрофалног оштећења матрице.
- Провера хабања и оштећења: Потражите знакове залепљивања (облик хабања изазван прилијепљивањем између површина које клизе), као и оштећене или напукле делове матрице који би можда требало заменити.
- Испитајте опруге и компоненте: Проверите да ли има прекинутих опруга и замените их ако су близу краја очекиваног века трајања. Осигурајте да су сви сечења чврсто у својим носачима.
- Чишћење и подмазивање: Уклоните све отпадке, резултате сецкања и накупљени подmаз у матрици. Након чишћења, подмажите све потребне контактне површине ради глатког рада.
Алати потребни за ове задатке могу бити основни или специјализовани. Типичан комплет за одржавање матрица укључује:
- Тачносне брусне плоче (одабране у зависности од одређеног челика за алата)
- Уљане плоче и дијамантске длетке за фину завршну обраду
- Алати за прецизно мерење као што су мерне лењире и микрометри
- Кључеви за момент затезања како би се осигурало да су везови затегнути према спецификацији
- Средства за чишћење и одговарајући подмазивања
Мастерирањем ових основних метода, радња за матрице може значајно смањити учесталост великих поправки, продужити век трајања своје опреме и обезбедити сталну производњу аутомобилских делова високог квалитета.
Напредне и брзе технике поправке
Иако свакодневно одржавање може спречити многе проблеме, неке врсте хабања или оштећења захтевају напреднију технологску интервенцију. За комплексне матрице за аутомобилске панеле, где је прецизност најважнија, а простој веома скуп, неопходне су напредне и брзе технике поправке. Ове методе иду изван традиционалног брушења и фолијског попуњавања, користећи софистицирану технологију за повратак оригиналне геометрије матрице и површинских особина са изузетном тачношћу.
Једна од најефикаснијих савремених метода је **Ласерско заваривање или преслањивање**. Ова техника користи ласерски зрак високе енергије да истопи материјал за пуњење (често легурани прах или жица) на оштећеном или изношењем делу матрице. Овај процес ствара густ, металички повезани слој поправке који је изузетно чврст и трајан. Главна предност ласерског заваривања је минимална зона термичког утицаја (HAZ). За разлику од традиционалног заваривања, које може загрејати велику површину и довести до деформације целог дела матрице, ласер фокусира интензивну енергију на веома мали простор. Ова прецизност омогућава поправку сложених детаља без компромита целине алатног челика.
Друга високопрецизна метода је **електроерозивна обрада (EDM)**. EDM се често користи за поправку искртанина, пукотина или других локалних дефекта са хируршком прецизношћу. Поступак користи електричне варнице за ерозију метала, омогућавајући техничару да уклони оштећени материјал или дода нови материјал путем микроЕДМ пресвлачења. Као и код ласерског заваривања, EDM има веома мали зону термичког утицаја, због чега је идеалан за поправку високопрецизних матрица где је од суштинског значаја одржавање димензионалне стабилности.
Поред поправке геометрије, исто толико важно је обновити површинска својства матрице. Управо ту долазе до изражаја технике **инжењерства и закаљивања површина**. Ако је површина матрице изгубила своју чврстоћу због хабања, може се обновити поступцима као што су поновно гашење или жарење. Ради још веће издржљивости, могу се нанети напредни премази на површину. Премази добијени физичком депозицијом паре (PVD), као што су титанијум-нитрид (TiN) или хром-нитрид (CrN), стварају екстремно чврст, ниско-требањски слој на површини матрице. Ово не само побољшава отпорност на хабање, већ може и побољшати ток материјала током процеса клупског пресовања, значајно продужујући радни век матрице. Водећи произвођачи у аутомобилској индустрији често се ослањају на партнера са дубоким знањем у овим областима. На пример, стручњаци као што су Шаои (Нингбо) Метал Технологија Цо, Лтд. уместо тога, услед тога што је у питању производња у укупној износи, укупна износна цена за производњу у укупној износи за укупну потрошњу у укупној потрошњи у укупној потрошној износи за укупну потрошњу у укупној потрошној потрошној, која је
Избор одговарајуће напредне технике зависи од специфичног проблема. Компанија може да се одлучи за ласерско заваривање како би поправила угао са високим износом на обликујућем тијелу, након чега следи прецизна ЦН (нумеричка контрола) за обраду да би се обновила тачна геометрија. Одлука о инвестирању у ове технологије уместо у традиционалне методе често зависи од фактора као што су сложеност образаца, обим производње и огромна цена непланираног одлагања.

Улога и одговорности професионалца за одржавање
За сваким добро одржаваним штампом и успешним производњским покретом стоји стручан професионалац за одржавање штампе. Ова улога, често под називом Тулл и Дие Меакер или Дие Меантеанс Техничар, је од кључног значаја за читав производњи екосистем. Ови професионалци нису само механичари; они су високо квалификовани занатлије који комбинују механичке способности са дубоким разумевањем металургије, прецизне обраде и самог процеса штампања. Њихова стручност директно утиче на ефикасност производње, квалитет делова и оперативну профитабилност.
Примарне одговорности техничара за одржавање штампања су вишеструке. Њихова основна дужност је да обављају планирано превентивно одржавање и обављају неопходне поправке на штампачима. То укључује решавање проблема који се јављају током производње, дијагностиковање коренског узрока проблема - било да је то тупи удар, неисправна компонента или износени део обраде - и извршење одговарајуће поправке. Они користе широк специјализовани апарат, од прецизних мељача и фрезера до напредне дијагностичке опреме, како би осигурали да свака компонента штампе функционише онако како је дизајнирана.
Типичан дан за стручњака за одржавање матрица обухвата разноврсне задатке. Могу да почну прегледом наруџбеница са претходне смене како би утврдили приоритете свог рада. То може довести до пажљивог демонтирања матрице, оштрења свих њених сечивих делова, подешавања компонената ради враћања тачног тајминга и поновног монтирања за следећу серију. Такође су одговорни за документовање свих обављених радњи, што ствара вредну историју која се може искористити за предвиђање будућих потреба за одржавањем и идентификацију понављајућих проблема који могу указивати на недостатак у дизајну матрице.
Постизање вештине техничара за одржавање матрица захтева посебан скуп вештина. Кључне карактеристике укључују:
- Механичка спремност: Интуитивно разумевање начела рада механичких система је основно.
- Пажња на детаље: Рад је прецизан, често се бави допустима који се мере хиљадитим деловима инча. Мала грешка може довести до великих проблема у производњи.
- Вештине решавања проблема: Техничари морају бити у стању да анализирају проблем, идентификују његов корен и измисле ефикасно решење, често под притиском.
- Вештина рада са алатима: Неопходно је познавање како ручних алатки тако и напредне опреме, укључујући брусиле, стругове, а понекад и CNC машине.
Често постављана питања
1. у вези са Шта је поправка?
Репарација штампања подразумева одржавање и фиксирање штампања, који су специјализовани алати који се користе у производњи за сечење или обликовање материјала. Одговорности поправника штампе укључују решавање проблема који се јављају током производње, дијагностику узрока дефекта или неуспеха и коришћење одговарајућих алата и метода за обнављање штампе у исправно радно стање.
2. Уколико је потребно. Шта ради техничар за одржавање?
Техник за одржавање штампа је квалификовани професионалац одговоран за производњу и одржавање инжењерских алата који се користе за производњу компоненти. Њихов посао укључује обављање редовне превентивне поправке, као што су чишћење и оштрење, као и извршење сложених поправки како би се осигурало да штампе функционишу исправно, да производе квалитетне делове и да имају дуг радни век.
3. Šta je održavanje alata i matrica?
Održavanje alata i kalupa je sistematski proces brige o alatima kako bi se osigurala njihova dugovečnost i performanse. Ovo uključuje redovne aktivnosti poput provere habanja, čišćenja delova, podmazivanja pokretnih elemenata, oštrenja sečivih ivica i zamene iznošenih ili oštećenih delova. Cilj održavanja kalupa je sprečavanje neočekivanih kvarova i održavanje kontinuiteta i kvaliteta proizvodne linije.