 Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим
Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим 

Метал од нержавећег челика: од сировог до готовог делова

Разумевање прилагођених листова од нерђајућег челика
Када купујете челичне плоче за пројекат, брзо ћете открити да постоји значајна разлика између узимања стандардних величина и наручивања материјала који је прецизно прилагођен вашим спецификацијама. Лист од нерђајућег челика на прилагођавање односи се на материјал који је обрађен, исечен или завршен према вашим тачним захтевима, а не купљен у генеричким, готовим димензијама.
Размислите о томе на овај начин: стандардни листови од нерђајућег челика обично долазе у фиксним величинама као што су 4 'х 8' или 4 'х 10' са унапред одређеним гамима и завршеткама. Иако су ови опције добро примењивани у неким апликацијама, многи пројекти захтевају нешто специфичније. Тамо прилагођавање претвара производ у прецизну компоненту спремну за вашу јединствену примену.
Шта чини нержавејући челик метални лист
Шта тачно квалификује листове од нерђајућег челика као "наредне"? Одговор лежи у четири кључне променљиве које произвођачи могу прилагодити да задовоље захтеве вашег пројекта:
- Димензије: Наредна резања вам омогућава да прецизно одредите дужину и ширину, елиминишући отпад и смањујући секундарну обраду у вашем објекту. Добавитељи могу да режу, ласерски режу, воденим струјем или плазменом резом листове на скоро све величине.
- Избор калибра: Дебљина листа метала од нерђајућег челика се мери у калибрима, са опцијама које се обично крећу од 7 калибра (приближно 0,1875 инча) до много танких спецификација. Структурни и тежини захтеви ваше апликације диктују оптимални размер.
- Спецификације за категорију: Са преко 150 доступних врста нерђајућег челика, од кључног је значаја избор правог састава легуре. Свака од врста као што су 304, 316 и 430 нуди различите особине које су погодне за различите услове у окружењу и захтеве за перформансе.
- Површина завршене: Од завршних делова (2Б, 2Д) до полираних опција (#4 четка, #8 огледало), ваш избор завршног деловања утиче на све, од отпорности на корозију до естетске привлечности и чишћења.
Зашто је прилагођавање важно за ваш пројекат
Зашто би требало да размислите о прилагођеном нерђајућем челику уместо стандардних производа? Предности се протежу далеко даље од једноставне погодности. Када одредите да лист од нерђајућег челика буде исечен на тачне димензије, смањујете трошење материјала и минимализујете рад који је потребан за секундарне операције резања. Избор прецизног квалитета осигурава да ваш материјал функционише оптимално у намењеном окружењу, било да је то комерцијална кухиња, поморски брод или архитектонска фасада.
Нержави метал је добио репутацију у свим индустријама због јединствене комбинације својстава која мало других материјала може да се допадне. Садржај хрома (најмање 10,5% по дефиницији) ствара заштитни слој оксида који пружа изузетну отпорност на корозију. У комбинацији са импресивној чврстоћом и елегантним, модерним изгледом, нерђајући челик служи за све, од хируршких инструмената до облога зграда.
Како се крећете одлукама о избору материјала, разумевање ових опција прилагођавања постаје од суштинског значаја. Следећи делови овог водича детаљно ће вам показати сваку променљиву, помажући вам да се одлучите о квалитетима, мерилима, завршцима и методама израде за вашу специфичну апликацију.

Разјашњење квалитета нерђајућег челика за пројекте са листом метала
Када бирате лимуз од нерђајућег челика, квалитет који изаберете у основи одређује како ће ваш завршен део функционисати. Постави два комада нержавећег челика различитих квалитета једна поред друге и голим оком неће се видети разлика. Ипак, на молекуларном нивоу, ове разлике у саставу стварају значајне разлике у отпорности на корозију, заваривању и трошковима. Разумевање ових разлика помаже вам да одговарају одговарајућим материјалима за ваше специфичне захтеве.
Међу многим врстама метала које се могу направити, нерђајући челик се истиче по својој разноврсности. Међутим, не служе све оцене једнако добро свакој сврси. Четири најчешћа квалитета која ћете срести у апликацијама лима је 304, 316, 316L и 430. Свака од њих има јединствене карактеристике које је чине идеалном за одређена окружења, док је потенцијално неприкладна за друга.
Разбијање 304 против 316 нерђајућег челика
Питање 304 против 316 нерђајућег челика стално се појављује када се одређује лимени метал на задатке. Оба спадају у аустенитску категорију, што значи да су деле унутрашње кристалне структуре који пружају одличну чврстоћу и отпорност на корозију. Међутим, њихов хемијски састав ствара значајне разлике у перформанси.
Угрупа 304 је радна коња света нерђајућег челика, чинећи више од половине свих нерђајућег челика произведеног широм света. Његов састав обично укључује 18-20% хрома и 8-10% никла, што му даје заједнички назив "18/8" нерђајући. Ова уравнотежена формула пружа одличне карактеристике обликовања и заваривања, чинећи 304 доминантним избором за дубоко увучене делове као што су подножје, шупљине и кади. Ви ћете наћи да се широко користи у кухињској опреми, индустријским контролним кутијама и архитектонским апликацијама где стандардна отпорност на атмосферску корозију задовољава захтеве пројекта.
Клас 316 повећава заштиту од корозије додавањем 2-3% молибдена у њену композицију. Овај елемент даје нержавећем челику ss 316 супериорну отпорност на корозију јама и пукотина, посебно у окружењима богатим хлорима. Када је ваш пројекат укључен у излагање соленој води, индустријским хемикалијама или влажним условима са корозивним елементима, 316 постаје преферирани материјал. Шта је то? Више трошкова материјала због додатог садржаја молибдена.
Ослобођење од уноса представља ниско-угледну верзију 316, која садржи мање од 0,03% угљеника у поређењу са максималним 0,08% стандарда 316. Ова суптилна промена чини 316Л имуним на сензибилизацију, процес у којем падавина карбида на граници зрна може смањити отпорност на корозију након заваривања. За тешке завариване компоненте дебелине преко 6 мм, 316Л елиминише потребу за послезаваривањем, док се одржава висока температурна перформанса.
Степен 430 узима сасвим другачији приступ. Као ферритички нерђајући челик, садржи 16-18% хрома, али минималан садржај никла (обично 0-0,75%). Овај састав чини 430 значајно приступачнијим од аустенитских класа. Материјал нуди умерену отпорност на корозију погодан за благо корозивне услове, плус корисна отпорност на топлоту и оксидацију. 430 се обично налази у аутомобилским изгасничким системима, кухињским посуђе и грађевинским материјалима где није потребна екстремна отпорност на корозију.
Избор правог квалитета за ваше окружење
Како одлучујете који степен одговара вашем пројекту? Размотримо три кључна фактора: утицај на животну средину, ограничења у буџету и захтеве за извршену активност.
За већину унутрашњих примена са стандардним атмосферским условима, 304 нерђајући челик пружа одличну вредност. Његова отпорност на корозију без проблем се носи са нормалном влажношћу, варијацијама температуре и повременим хемикалијама за чишћење. Када производите опрему за прераду хране, архитектонске панеле или опште индустријске компоненте, 304 обично испуњава спецификације по нижим трошковима од премиум класа.
Морска средина, фабрике за прераду хемикалија и фармацеутски објекти захтевају више. Ако ће ваша челична плоча од нерђајућег челика бити у контакту са соленом водом, хлорираним раствором или агресивним чистилима, улагање у 316 или 316Л штити вашу компоненту од прераног оштећења. Унапред повећање трошкова исплаћује дивиденде кроз продужен живот и смањену учесталост замене.
Пројекти који су буџетски осетљиви са благим захтевима за животну средину могу наћи 430 савршено адекватних. У аутомобилу, кухињама за уређаје и декоративним елементима често се успешно користи овај квалитет када се услови излагања задржавају под контролом.
| Kvalitet | Садржај хрома | Садржај никла | Otpornost na koroziju | Типичне примене | Релативна цена | Заваривање |
|---|---|---|---|---|---|---|
| 304 | 18-20% | 8-10% | Одлично (стандардна окружења) | Уређај за храну, кухињски ракови, индустријски затвор | Умерено | Odličan |
| 316 | 16-18% | 10-14% | Превиша (хлоридна средина) | Морска опрема, хемијска преработка, медицински уређаји | Више | Odličan |
| 316L | 16-18% | 10-14% | Превиша (хлоридна средина) | Тешки заваривани компоненти, фармацеутска опрема | Више | Превиша (не треба гњечење након заваривања) |
| 430 | 16-18% | 0-0.75% | Умерено (само благи услови) | Автомобилни издувни гасови, уређаји, декоративна опрема | Ниже | Добро |
Када разумете шта свака класа може да донесе на сто, прилагођавање материјала применима постаје једноставно. Следећа одлука у вашој прилагођеној спецификацији листова од нерђајућег челика укључује избор одговарајуће дебљине гама за ваше структурне и тежине захтеве.
Водич за избор гама и дебљине лима
Ево нечега што збуњује чак и искусне инжењере: 14 габаритни листови од нерђајућег челика нису исте дебелине као 14 габаритни листови од алуминијума. И прелазак са 14 гајара на 12 гајара не представља једнако скок у дебљини као и прелазак са 12 гајара на 10 гајара. Добродошли у чудан свет мерења металног метала, где бројеви прате своју логику укорењене у британску производњу жица из 19. века.
Разумевање како функционише систем дебелине челика штеди вам од скупих грешка у спецификацијама и осигурава да ваш прилагођени листови од нерђајућег челика раде тачно како је намењено. Да декодирамо овај систем тако да можете сигурно изабрати прави калибар за ваш следећи пројекат.
Читање табеле за размери метала
Прво правило које треба запамтити: већи број калибра значи танкији метал. Ова инверзна веза стално спотачава новопристиглице. 20 гајб лист је значајно танчи од 10 гајб листа. Овај систем је настао из процеса цртања жице, где је сваки узастопни цртање кроз штит смањио пречник жице и додељивао јој већи број калибра.
Зашто индустрија не користи само милиметре или инче директно? Према Рајерсоновом водичу за челичне мере, мерење је у 19. и 20. веку постало толико уграђено у производњу да су чак и покушаји да се замени Међународним системом јединица пропали. За занатлике је био погодан систем мерења, и тај начин коришћења је наставио.
Друга критична тачка: конверзије од пречника до дебљине разликују се по типу материјала. 14 гајзе листови од нерђајућег челика мере 0,078 инча (1,98 мм), док листови од угљенског челика 14 гајзе мере 0,075 инча (1,90 мм). Ова разлика постоји зато што су се за различите метале развили различити стандарди за размер. Неродно челик обично користи мало другачији таблет конверзије од угљенског челика или алуминијума.
Размислите о следећим уобичајеним мерницима од нерђајућег челика и њиховим стварним димензијама:
| Kalibar | Дебљина (инчи) | Debljina (mm) | Препоручене апликације |
|---|---|---|---|
| 10 | 0.141 | 3.57 | Тешке конструктивне компоненте, бази индустријске опреме, апликације за носиоце великих оптерећења |
| 11 | 0.127 | 3.23 | Структурне задржине, корпуси за тешке послове, заштитници машина |
| 12 | 0.1094 | 2.78 | Обујеће опреме, компоненте шасије, средње конструкције |
| 14 | 0.078 | 1.98 | Кухињска опрема, радници, општа производња, аутомобилске панеле |
| 16 | 0.0625 | 1.59 | Декоративни панели, осветљени корпуси, кућа за уређаје, компоненте ХВЦ |
Запазите да скокови дебелине нису равномерни. Дебљина челика 10 гаја 3,57 мм представља значајну разлику од дебљине челика 11 гаја 3,23 мм. У међувремену, јаз између 14 и 16 гајара простире се само око 0,4 мм. Овај нелинеарни напредак значи да треба да се консултујете са табелом металног лима уместо да претпостављате једнаке интервале између бројева.
Усаглашавање газа са захтевима за примену
Избор одговарајуће дебљине металног габа укључује балансирање неколико конкурисаних фактора. Структурни захтеви, ограничења тежине, захтеви за обликом и буџет ваше апликације сви утичу на оптимални избор.
Када процењујете опције размера за ваш пројекат, размотрите следеће кључне факторе одлуке:
- Потребе за структурном оптерећењем: За тешке апликације као што су основе машине, структурне задржине и компоненте за носење оптерећења обично је потребан материјал од 10-12 гаја. Дебљина челика од 12 гајаса од око 2,78 мм пружа значајну крутост за индустријску опрему и кухиње.
- Потребе за формабилношћу: Тенећи габарити се лакше савијају и формирају. Ако је ваш дизајн укључивао сложене криве, дубоке завуке или чврсте савијања, дебљина челика од 14-16 гаја пружа бољу радност без пукотина или прекомерног повратака.
- Ограничења тежине: Сваки корак доле значајно смањује тежину. Апликације за ваздухопловство, аутомобил и преносиву опрему често одређују танке мерење како би се смањила маса, а одржала адекватна чврстоћа.
- Разгледи о трошковима: Дебљи калибар кошта више по квадратном футу због повећаног садржаја материјала. Међутим, за танче материјале може бити потребно додатно појачање или сложеније обраде које надокнађују штедњу сировина.
- Sredina korišćenja: Корозивна окружења понекад захтевају дебљи материјал који пружа допуну за корозију. У агресивним хемијским или поморским окружењима, одређивање једног гама тежег од структурно потребног може продужити живот компоненте.
За структурне и естетске апликације, одлука о размерима следи другачију логику. Декоративна зидова плоча од нерђајућег челика може користити челик дебљине 16 гаја првенствено због штедње тежине и лакоће монтаже, јер плоча не носи оптерећења. С друге стране, комерцијални кухињски сто за припрему треба да има крутост од 14 гаја или дебелију да би се издржао убојања и подржао тешку опрему.
ХВЦ канали обично користе материјал од 20-24 гама, док аутомобилски куповински панели обично одређују 18-20 гама. Заштита и ограда индустријских машина често се налазе у распону од 12 до 14 гамера како би издржали ударе и обезбедили сигурност.
Када сте несигурни, консултовање са произвођачем помаже да се избор калибра прилагоди вашим специфичним захтевима за перформансе. Они могу да вам саветују да ли ће одређени пресек бити у складу са вашим пројектом и да ли ће одржавати структуралну интегритет у очекиваним условима сервиса. Са финализованим избором размера, следећи корак у одређивању вашег прилагођеног нерђајућег челика укључује избор одговарајуће завршне површине за функционалне и естетске захтеве ваше апликације.
Опције за завршну обработу површине и њихове примене
Изаберио си своју оцену и закључио у свој гампер. Сада долази одлука која утиче на изглед, перформансе и чишћење вашег лима од нерђајућег челика у годинама које долазе: завршну површину. Иако два листа могу имати идентичне композиције и дебљине легуре, њихова завршна дела могу учинити да је један савршен за комерцијалну кухињу, а други потпуно погрешан за посао.
Површина не треба да буде само козметичка. Текстура и глаткоћа металних листова од нерђајућег челика директно утичу на отпорност на корозију, причвршћивање бактерија, одражавање светлости и захтеве за одржавање. Разумевање својих опција помаже вам да одредите материјал који ради тачно како захтева ваша апликација.
Од финиша за меле до лакирања за огледало
Плице од нерђајућег челика долазе из млина са једним од два основна завршног образа, од којих је сваки настао током процеса хладног ваљања. Одатле, механичко полирање може прецизирати површину до различитих степена гладкости и рефлективности.
- 2Б Завршница млина: Ова светла, хладно ваљена индустријска површина представља најчешћу почетну тачку за плоче од нерђајућег челика. Појављује се светло сива са ниским сјајем и нема насочног обрасца зрна. Према Истраживање завршних Apache Stainless Equipment Corporation , 2Б завршница даје РА (просечна грубост) од 15 до 40 микроинча у зависности од дебљине калибра, са танљим калибрама које производе глатке површине. Широко се користи у индустријским, хемијским и прехрамбеним применама где је отпорност на корозију важнија од изгледа.
- 2Д Фриланс Финиш: Блажи, матнији хладно ваљкани површина са грубијом текстуром од 2Б. Ова не-рефлекторна завршка добро функционише за функционалне или скривене компоненте где естетика није приоритет. Вредности РА обично прелазе 45 микроинча, што га чини грубијим од већине других опција.
- #4 Поврхно четкање: Ова сатенска површина, направљена од абразива од 150 до 180 грати, има видљиве ретиране линије. Изглед четканог челика од нерђајуће челика уравнотежује професионалну естетику са практичном трајношћу. Са распоном од 29-40 микроинча, #4 завршница се боље одупире отицима од огледалног лакса, а истовремено представља атрактивни изглед. Уобичајене примене укључују уређаје, опрему за ресторане, архитектонске украсе и задње шипке.
- #4 Млечни завршни: Рафинисана верзија # 4 користећи 180 шпагура, постижући РА од 18-31 микроинча. Ова завршна боја испуњава санитарне стандарде 3-А које захтевају производња млечних производа и сира.
- #8 Огледало завршетак: Најкосметичнија опција која је доступна, ова полирана плоча од нерђајућег челика одражава као стакло. Знаци зрна су потпуно полирани, стварајући високо рефлективно површину са РА вредностима ниским од 1-10 микроинча. Иако је задивљујуће за декоративне плоче и знакове, завршна огледала лако показују отиске прстију и гребење, што захтева пажљиво руковање и редовно одржавање.
Усаглашавање површине завршног деловања са функционалним потребама
Како бирају између ових опција? Почни питајући се које функционалне захтеве захтева ваша апликација.
Чишћење и санитарна опрема уведите избор завршних производа у срединама за храну и фармацеутске средине. Глаткије завршне делове ефикасније се супротстављају бактеријским применама. Истраживање које је цитирало Министарство пољопривреде САД открило је да су међу једанаест различитих испитаних завршних делова, електрополиране површине показале највећу отпорност на причвршћење бактерија. За површине које су у контакту са храном, # 4 млечни или електрополирани завршетак пружају најлакше санитарне услове, док стандардни 2Б завршник за мелницу адекватно функционише за индустријску опрему без контакта.
Otpornost na koroziju побољшава се са глаткијим површинама. Врхови и долине у грубијим завршцима стварају више површине за напад корозивних агенса и више пукотина у којима се могу акумулирати контаминатори. Ако се питате како полирати нерђајући челик за максималну заштиту од корозије, електрополирање елиминише површински материјал електрохемијски, стварајући побољшања у RA гладкости до 50% према Apache Stainless тестирању.
Одражавање светлости и естетика #8 огледало ствара драматичан визуелни утицај, али захтева стално чишћење. # 4 четкање нуди више опроштајући изглед који сакрива мале гребење и отиске прстију док и даље пројектује модерни, професионални изглед. За пројекте који захтевају естетску конзистенцију преко великих инсталација, завршна точка #4 омогућава да се одреди прављење зрна.
Видимост отиска прстију ствари где год јавност додири нержавејуће површине. Унутрашњи део лифта, рачнице и предње стране уређаја имају користи од четканих завршних делова који маскирају уље на прстима. Иако је сјајан, лак за огледало може разочарати особље за одржавање које стално брише траге.
Заштитни филм на четкичаним и огледалним површинама како би се спречила оштећења током израде и инсталације. Милни завршетак обично долази без заштитног покривача јер њихов индустријски карактер толерише мање несавршености површине.
Са вашим завршном детаљом, уз квалитет и размери, дефинисали сте карактеристике сировине вашег прилагођеног нерђајућег челика. Следеће важно размишљање укључује избор правог метода сечења како би се тај лист претворио у облик готовог компонента.
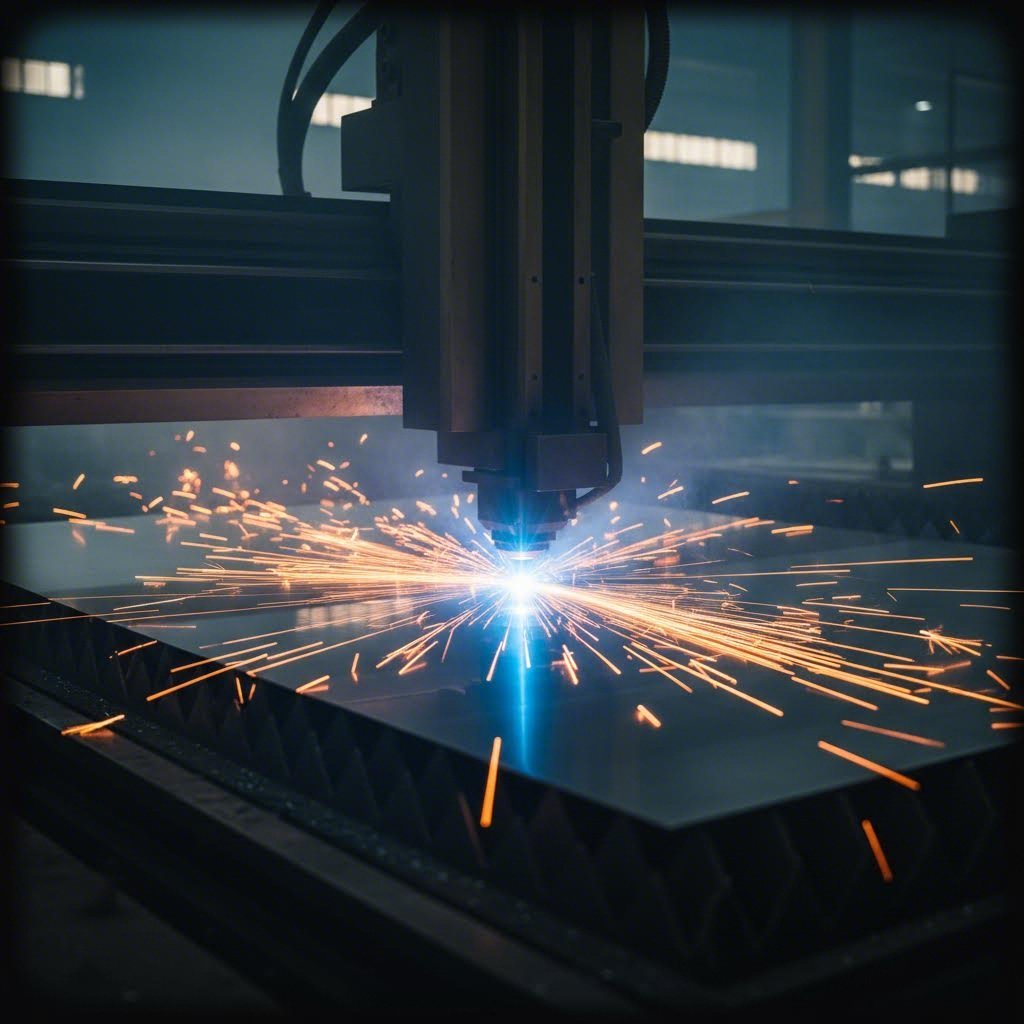
Методе сечења за листови метала од нерђајућег челика
Указао си савршену квалитет, набрао право мерило и изабрао идеални завршник површине. Сада долази питање које може учинити или разбити ваш готови део: како сече листов од нерђајућег челика без компромитовања особина које сте пажљиво одабрали?
Неродно челик представља јединствену препреку за резање. Према истраживању које је објавио АЗОМ , висока тврдоћа материјала и чврстоћа на истезање узрокују брзо зношење алата, док његова ниска топлотна проводност концентрише топлоту на месту сечења. Додајте и тенденцију да се током обраде ради на оштривању и разумете зашто се резање листова од нерђајућег челика захтева пажљив избор методе.
Најбољи начин резања нерђајућег челика у потпуности зависи од захтева вашег пројекта за прецизност, квалитет ивице, дебљину материјала и буџет. Хајде да испитамо четири главна метода и када свака од њих превлада.
Ласерско сечење против воденог струја за нерђајући челик
Када је прецизност најважнија, разговор се обично фокусира на ласерско сечење и резање воденим струјем. Обе технологије пружају чврсте толеранције и чисте ивице, али постижу резултате кроз фундаментално различите процесе.
Ласерска сечење користи фокусиран, енергичан зрак за топити или испаравати материјал дуж резаног пута. Помозите гасима као што су кисеоник или азот да избаце растворени метал и побољшате процес. Ласери од влакана постали су доминантна технологија за сечење нерђајућег челика због њихове ефикасности и прецизности. Према производним смерницама Ксометрије, ласер је обично прецизнији од воденог струја за танче материјале, са одличном понављања у производњи.
Шта је то? Ласерско сечење ствара зону погођену топлотом (HAZ) дуж ивице сечења. Иако модерни ласери са влаконским ласерима свежу до минимума овај ефекат, за апликације које су осетљиве на топлоту можда ће бити потребно размотрити алтернативне методе.
Резање воденим струјом узима потпуно другачији приступ. Вода под високим притиском помешана са абразивним честицама ерозира кроз материјал без стварања топлоте. Овај процес хладног сечења спречава топлотне искривљења и сачува својства нержавећег челика током целе резе.
Водени струјац сјаје када сече дебљи материјал. Као што је приметио Ксометри, што је материјал дебљи, то је већа вероватноћа да ће се користити водени струјач јер водени струјачи могу да сече у основи све. За прилагођене апликације од нерђајућег челика које захтевају нулту топлотну деформацију или укључују топлотно осетљиве секундарне операције, водени струјач често постаје омиљени избор.
Достићи чисте резке без материјалне штете
Поред ласера и воденог струја, две додатне методе задовољавају специфичне потребе за сечењем нерђајућег челика.
Резање плазмом ствара ионизовани струја гаса на изузетно високим температурама да се топи и избаци материјал. Модерни системи користе убризгавање воде како би смањили буку и побољшали квалитет сечења. Док плазма ефикасно управља дебелим нерђајућим челиком, стручњаци за производњу Ксометрије сугеришу да се ради на прецизној обради: "Међу ласером од влаконних влакана и воденим струјем постоји много више повратачности и прецизности него у плазменом сечењу". Плазмен рез ребра обично захтевају секундарно чишћење и најбоље су погодни за производњу апликација где ће следити заваривање.
Механичко шријање користи сечива под високим притиском да би физички скршио материјал. Лемпе се користе за резање правних или закривљених слојева, док се ножевице брзо и економично режу танке листове. Ове методе остају трошковно ефикасне за једноставније геометрије и дебљи секције где топлотно сечење није практично. Међутим, формирање чипа захтева пажњунеисправна геометрија зуба може довести до тврдоће рада или везања ножева.
Како се реже нерђајући челик када су толеранције изузетно тешке? У неким случајевима, само процеси сечења листова неће постићи потребну прецизност. Као што објашњава Ксометри, толеранције изнад норме за сечење листова "може захтевати обраду (нпр. 2,5-осни млин) " као секундарну операцију.
| Метода сечења | Прецизност | Квалитет ивице | Opseg debljina | Зона погођена топлотом | Релативна цена |
|---|---|---|---|---|---|
| Ласер од влакана | Одлична (± 0,005") | Чиста, минимална бура | До ~ 1" типично | Минимално, али присутно | Умерено |
| Воден струјач | Веома добро (± 0,005-0,010") | Глатки, без топлотних ефеката | До 6"+ могуће | Ништа (коштање) | Више |
| Плазма | Умерено (± 0,020") | Оштрије, захтева чишћење | До 2"+ типично | Значајно | Ниже |
| Механичко шријање | Добро за равне резање | Чисто на танком материјалу | Ограничено капацитетом лопате | Ниједна | Најнижи |
Када одређујете резање од нерђајућег челика за ваш пројекат, јасно комуницирајте са критичним димензијама. Ако одређене карактеристике захтевају строже толеранције него што стандардни производни процеси дозвољавају, рано означивање ових захтева омогућава произвођачу да примени одговарајуће методе или технике коничне корекције на дубље резе.
У стању је веће од само изгледа. За компоненте које ће бити завариване, грубија плазмен рез би могла побољшати проникност заваривача. За површине које су у контакту са храном или видљиве архитектонске елементе, ласер или водени струјац пружа квалитет чисте ивице који захтева ваша апликација.
Са одређеним методом сечења, комплетан процес производње може да се настави од пројектоване датотеке кроз испоруку готовог делова - радни ток који ћемо испитати следеће.
Процес производње на задатке разоткривен
Навео си свој квалитет, меру, завршну обраду и метод резања. Шта се заправо дешава када предате тај налог? Разумевање комплетног радног процеса изради плоча од нерђајућег челика помаже вам да поставите реална очекивања, избегнете кашњења и осигурате да ваши прилагођени делови од нерђајућег челика стигну тачно као што је наведено.
Путовање од пројектне датотеке до готове компоненте прати предвидиви низ корака. Свака фаза се гради на претходни, а сваки пропуст у раном периоду процеса може да се пренесе на крајњи производ. Хајде да прошетамо кроз шта да очекујемо када партнерство са компанијом за производњу метала за ваш пројекат.
Од пројектног датотека до завршног дела
Сваки успешан пројекат изради плоча почиње добро продуженим дизајном. Према Креско Металс , концепти морају бити преведени у радне планове и техничке планове пре него што се метал реже. Било да подносите ЦАД цртеже или радите са скице од пелена, произвођачу је потребна јасна документација да би наставио.
Ево типичног радног процеса од почетног контакта до испоруке:
- Предлог дизајна: Дајете CAD датотеке, цртеже или спецификације које описују ваше потребне облике и димензије нерђајућег челика. Већина произвођача прихвата стандардне форматке као што су ДХФ, ДВГ, СТЕП или ПДФ цртежи. Ако немате формалне цртеже, многе компаније могу вам помоћи да их направите од нуле на основу ваших концепта.
- ДФМ (Проектирање за производњу) Преглед: Инжењери анализирају ваш дизајн да би се утврдило да ли је могуће да се произведе. Они идентификују потенцијалне проблеме као што су недовољни радијуси савијања, проблемна постављања рупа близу ивица или карактеристике које би могле изазвати искривљење током израде. Овај преглед упред открива проблеме пре него што постану скупе грешке.
- Потврда о избору материјала: Произвођач потврђује да су ваша спецификација за квалитет, размери и завршетак у складу са захтевима за апликацију и да су доступни у потребним количинама. Ако ваш одређени материјал представља забринутост у вези са временом или трошковима, они могу предложити алтернативе.
- Операције сечења: Сирови листови нерђајућег челика се сечу на ваше одређене димензије помоћу одговарајуће методе лазера, воденог струја, плазме или механичког шрипирања. Прецизност у овој фази осигурава да све наредне операције иду гладко.
- Формирање и обликовање: Резану празност померају у савијање, ваљање, штампање или друге операције обликовања. За производњу листова од нерђајућег челика, висококвалификована опрема и прецизне технике одржавају структурни интегритет и спречавају пукотине на кривљинама.
- Заваривање и монтажа: Компоненте које треба да се споју подвргну заваривању, запртњивању или другим операцијама монтаже. Неродиозни челик захтева посебну пажњу да би се спречило загађење и одржала отпорност на корозију у зонама заваривања.
- Површина: Делови добијају своју завршну површину обраду шлизњавање заварних шваба, полирање, пасивирање или наношење заштитних премаза као што је наведено.
- Инспекција квалитета: Завршене компоненте се подвргну димензионалној верификацији, проверкама квалитета површине и свим тестирањем специфичним за апликацију пре паковања и испоруке.
Шта очекивати током произвођења на куст
Колико дуго све ово траје? Типични посао може да траје од неколико дана до неколико недеља у зависности од количине, сложености и доступности материјала. Једноставни равни делови са стандардним завршном обрадом пролазе брже од сложених монтажа који захтевају вишеструке операције формирања и специјализовану завршну обраду.
Неколико фактора утиче на временски план вашег пројекта:
- Сложност пројекта: За сложене облике од нерђајућег челика са чврстим толеранцијама потребно је више времена за поставку и пажљиву обраду него за једноставне геометрије.
- Доступност материјала: Уобичајене врсте као што је 304 у стандардним мерилима брзо се испоручују. Специјалне легуре или необичне дебљине могу захтевати заморе за фабрике са дужем временом испоруке.
- Количина наруџбина: Веће производње користи од амортизације поставке, али захтева више укупног времена обраде. Прототипне количине се брже крећу, али носе веће трошкове по комад.
- Сакундарне операције: Сваки додатни коракваривање, уношење хардвера, специјално завршно обрађивање додаје време у укупни распоред.
Квалитетне сертификације су важније него што многи купци схватају. Сертификација ИСО 9001:2015 указује на то да произвођач одржава документоване системе управљања квалитетом са доследним процедурама и практиком континуираног побољшања. За аутомобилске апликације, сертификација ИАТФ 16949 додаје специфичне захтеве индустрије који покривају безбедност производа, тражимост и спречавање дефеката.
Ове сертификате нису само плоче на зиду. Они представљају систематске приступе за ухвативање грешака пре испоруке делова и обезбеђивање понављајућег квалитета током производње. За нерђајући челик који се користи у опреми за храну или медицинску опрему, Цресцо напомиње да строги процеси завршног обраде смањују ризике од контаминацијешто се може постићи само дисциплинованим системима квалитета.
Прецизно извршење током фазе пројектовања осигурава мање грешка током производње, побољшава време за извршење и смањује трошкове. Улагање времена унапред у темељну ревизију ДФМ-а и јасне спецификације исплаћује дивиденде током целог процеса производње. Са разумевањем производње, спремни сте да истражите како различите индустрије користе прилагођени нерђајући челик за своје специфичне захтеве.

Водич за примену у кључним индустријама
Замислите да одредите исти квалитет нерђајућег челика за болнички хируршки апартман и кухињу ресторана на обали. Оба окружења захтевају отпорност на корозију и способност за чишћење, али специфични захтеви не могу бити другачији. Разумевање како свака индустрија користи прилагођени листови од нерђајућег челика помаже вам да уједносите својства материјала са захтевима за перформансе у стварном свету.
Свойства метала се драматично разликују у зависности од њиховог састава, а флексибилност нерђајућег челика чини га погодним за изузетно различите примене. Међутим, избор погрешног квалитета или завршног деловања за вашу одређену индустрију може довести до прераног неуспеха, проблема са усклађеношћу или непотребних трошкова. Хајде да испитамо шта свака велика индустрија захтева и које материјалне спецификације пружају оптималне резултате.
Препоруке за специфичне разлоге и завршну обраду
Различити сектори се суочавају са јединственим еколошким изазовима, регулаторним захтевима и очекивањама у погледу перформанси. Ево шта треба да знате о избору прилагођеног нерђајућег челика за сваку главну област примене:
- Услуге хране и комерцијалне кухиње: Овај сектор захтева материјале који су у складу са ФДА-ом и који издрже стално чишћење и излагање киселинама из хране. Према WebstaurantStore's водич за индустрију , 304 нерђајући челик је најчешћи тип који се користи у комерцијалним кухињама због свог сјајног сјаја и одличне отпорности на корозију и ржу. За опрему која долази у контакт са сољеним храном или која је изложена тешким хемикалијама за чишћење, нержавији челик 316 пружа врхунску заштиту захваљујући свом садржају молибдена. # 4 четкање или # 4 Млечна завршна олакшава лако санитарно чишћење док испуњава санитарне стандарде 3-А. Глатка, непропусна површина спречава раст бактерија, што чини металне плоче од нерђајућег челика златним стандардом за површине за припрему хране, посуђе и опрему.
- Архитектонске и декоративне апликације: Естетичка конзистенција води избор материјала за фасаде зграда, ентеријере лифта и декоративне панеле. Метални плочи од нерђајућег челика морају задржати свој изглед упркос излагању временским условима, температурним циклусима и сталној људској контакту. Град 316 је одличан за спољне инсталације где киша, влага и загађење атмосфере стварају корозивне услове. За унутрашње апликације, 304 је обично довољан док смањује трошкове материјала. Избор завршног деловања зависи од визуелних циљева # 8 огледало ствара драматичне рефлективне површине за инсталације са великим утицајем, док #4 четка нуди више опроштајући изглед који маскира отиске прстију и мале гребење. Укажите правцу зрна када инсталирате више панела како бисте осигурали визуелну континуитет на великим површинама.
- Медицински и фармацеутски објекти: Стерилизацијска компатибилност дефинише захтеве за материјале у здравственом окружењу. Опрема мора да издржи понављање аутоклавирајућих циклуса, агресивне дезинфекционе средства и фармацеутске једињења без деградације. Град 316Л се појављује као омиљени избор за хируршке инструменте, опрему за обраду и компоненте чисте собе. Низак садржај угљеника спречава сензибилизацију током заваривања, одржавајући отпорност на корозију током целог живота опреме. Електрополиране преврске максимизују отпорност бактеријаистрања цитирана од стране USDA-а показала је да је електрополирана површина показала највећу отпорност на бактеријску причвршћивање међу свим тестираним преврскама. За ss челичну плочу која се користи у фармацеутској обради, спецификације површинске грубости често захтевају РА вредности испод 20 микроинча.
- Морске апликације: Солена вода представља једну од најагресивнијих корозивних средина које се налазе у нерђајућем челику. Иони хлора неуморно нападају стандардне квалитете, узрокујући корозију јама и пукотина која доводи до структурног неуспеха. Град 316 постаје обавезан за поморску опрему, опрему за бродове и елементе приобаљне архитектуре. Садржан 2-3% молибдена пружа суштинску заштиту од корозије изазване хлорима. За апликације под водом или зоне прскања, неки спецификатори се крећу на дуплексне квалитете или чак на материјале са вишим легурима. Површина игра секундарну улогу овдеотпорност на корозију превазилази естетику, иако глаткије завршетке смањују површину доступну за корозивни напад.
- Аутомобилска и индустријска производња: Избалансирање структурних перформанси и ефикасности трошкова према захтевима корозије у овим секторима. Жељезни метали као што је нержавији челик 430 широко се користе у аутомобилским издувним системима, где је отпорност на топлоту важнија од екстремне заштите од корозије. Овај ферритични степен добро се носи са повишеним температурама док је значајно јефтинији од аустенитских алтернатива. За структурне компоненте, делове шасије и елементе суспензије, 304 пружа адекватну отпорност на корозију по умереној цени. Окрета за индустријску опрему и заштитници машина обично спецификују плочу од нерђајућег челика калибра 12-14 за отпорност удару и структурну крутост. Потреба за завршном обрадом се веома разликује. Функционалне компоненте могу користити завршну обраду 2Б, док видљиве панеле захтевају четкане или полиране површине.
Усклађивање регулаторних захтева у свим секторима
Осим својстава материјала, у складу са регулативама обликује се избор нерђајућег челика у многим индустријама. Постројења за прераду хране морају да испуњавају услове ФДА за површине које су у контакту са храном. Као Метал Продукти из Цинциннатија објашњава , храна квалитет нерђајући челик мора да издржи киселине, алкалије и хлориде као што су сол без преране корозије. Ако се почне формирати корозија, опрема се мора одмах уклонити из циркулације због неравномерне површине која ствара ризик од контаминације.
Нерођајући челик серије 300 и 400 доминирају у апликацијама за храну из специфичних разлога. Серија 300 (укључујући 304 и 316) садржи већи садржај никла, пружајући супериорну отпорност на корозију, али по већој цени. Серија 400 нуди магнетска својства корисна конвејерским машинама за прање посуде опремљеним магнитима да би ухватиле избјегли посуђе пре него што уђе у системе за отпад.
Производња фармацеутских и медицинских уређаја поставља још строже захтеве за површине. Написни плочи, посуде за обраду и контактне површине опреме морају да показују антибактеријска својства и отпорност на каустичне чистилаче. Имена плоча за опрему од нерђајућег челика постали су омиљени избор у фармацеутским објектима због њихове одличне отпорности на убоде, гребење и мрље у комбинацији са супериорним перформансима у високо каустичном или киселом окружењу.
За индустријске апликације хране у којима је излагање корозивној материји посебно тешко, третман електрополиширања побољшава својства отпорности на киселине. Ова једнократна обрада може спречити корозију која би иначе могла довести до контаминацијепожељна инвестиција за опрему за коју се очекује да ће пружити годинама поуздане услуге.
Избор правог прилагођеног нерђајућег челика за вашу индустрију није само о проверљивању кутија на листу спецификација. То је о разумевању како се материјална својства претварају у стварне перформансе у вашим специфичним условима рада. Када су дефинисани јасни захтеви индустрије, следећи корак укључује проналажење добављача који ће бити способан да испоручи материјал који одговара вашим прецизним спецификацијама.
Стратегије снабдевања и избора добављача
Указали сте савршену квалитет, гам, завршну обработу и метод сечења за ваш пројекат. Сада долази одлука која може да направи или уништи цео ваш временски план производње: где купити листове од нерђајућег челика који задовољавају ваше тачне захтеве. Разлика између одличног добављача и просечног се протеже далеко изван цене по фунти - она утиче на ваше рокове, конзистенцију квалитета и на крају на успех вашег пројекта.
Проналажење поузданих добављача листова од нерђајућег челика захтева истовремено процену више фактора. Добавитељ који нуди најниже цене не значи ништа ако не може да испоручи на време или да обезбеди прилагођене способности за резање које захтевају ваши пројекти. Хајде да испитамо шта одваја изузетне произвођаче од остатка пакета.
Проценивање снабдевача метала на задатке
Када сте спремни да купите челичне линије за свој пројекат, систематска евалуација спречава скупе грешке. Према Водич за поређење добављача Фрај Стил , избор правог добављача метала није само одлука о куповини - то је партнерство које утиче на квалитет производа, временске линије производње и дугорочну профитабилност.
Шта треба да тражите када упоређујете потенцијалне партнере за производе од нерђајућег челика на порцију? Размислите о следећим основним критеријумима за процену:
- Брзо прототипирање и ДФМ подршка: Највиши добављачи као што су Шаои (Нингбо) Технологија метала нудимо 5-дневне услуге брзе производње прототипа које вам омогућавају да потврдите пројекте пре него што се обавежете на производњу. Њихова свеобухватна подршка за ДФМ (дизајн за производњу) рано открива потенцијалне проблеме, штедећи време и новац. Оваква сарадња у инжењерству одваја праве произвођачке партнере од једноставних дистрибутера материјала.
- Време обраћања цитата: Колико брзо можете добити цену? Чекање дана или недеља на понуде ствара густоћа у процесу планирања. Водећи добављачи пружају 24-часовни цитат или брже, а неки нуде тренутни онлине цитат за стандардне конфигурације. Шаои је пример овог приступа са својим брзим временом одговора на цитате који одржавају ваш пројекат напред.
- Способности за резање на задатке: Не могу сви добављачи да се баве захтевима за нержавејући челик. Проверите да ли ваш потенцијални партнер нуди специфичне методе сечења које ваш пројекат захтева ласер, водени струјач, плазма или механичко сечење. Питајте о могућностима толеранције и максималним величинама листова које могу обрадити.
- Доступне квалитете и завршетак: Огромна инвентарна инвентарна база смањује време за производњу и осигурава доступност материјала. Као што Фрај Стил напомиње, добављачи који имају 140+ класа са великим нивоима залиха пружају бржу испоруку и већу флексибилност када се спецификације промене усред пројекта.
- Сертификације квалитета: Тражите сертификацију ИСО 9001: 2015 као основу за системе управљања квалитетом. За аутомобилске апликације, сертификација ИАТФ 16949 указује на то да добављач испуњава строге захтеве индустрије за безбедност производа, тражимоћи и спречавање дефеката. Шаои има сертификат ИАТФ 16949 који показује њихову посвећеност стандардима квалитета аутомобила.
- Минимална количина наруџбине: Неки добављачи се фокусирају искључиво на производњу великих количина, што их чини неприкладним за прототипне количине или мале серије. Упремите MOQ унапред да бисте избегли губитак времена у потрази за партнерима који не могу да задовоље вашу величину наруџбе.
- Услуге са додатом вредношћу: Поред снабдевања сировинама, које додатне могућности нуди добављач? Унутарне услуге формирања, заваривања, завршног обраде и монтажа упростивају ваш процес набавке. Када материјали пролазе кроз мање људи, смањује се број грешака у обрађивању и поједноставља се управљање пројектима.
Од тражења цитата до завршетка пројекта
Када идентификујете обећавајуће кандидате за добављаче плоча од нерђајућег челика, процес куповине следи предвидљив образац. Разумевање онога што можете очекивати помаже вам да се ефикасно крећете од почетног истраживања до испоруке.
Фаза тражења цитата: Подајте своје спецификације, укључујући ЦАД датотеке, потребне количине, циљне дате испоруке и све посебне захтеве. Будите прецизни у вези са толеранцијама, спецификацијама завршних делова и документацијом за сертификацију која вам је потребна. Нејасни захтеви генеришу нејасне цитате, детаљна питања добијају тачну цену.
Многи купци се питају где да купе листове од нерђајућег челика када њихови захтеви за прилагођени листови од нерђајућег челика спадају изван стандардних понуда. Одговор често лежи код специјализованих произвођача, а не код општог дистрибутера метала. Компаније које се фокусирају на прилагођени рад одржавају опрему, стручност и системе квалитета потребне за прецизну производњу.
Очекивања за време извршења: Стандардни порцела за нержавејући челик са прилагођеним резом обично се испоручују у року од 1-3 недеље у зависности од сложености и доступности материјала. Прототип количине често се крећу бржеУслуге брзе производње прототипа могу испоручити узорке делова за само 5 радних дана. Производња трајања захтева дуже време за реализацију на основу количине и потребних секундарних операција.
Неколико фактора утиче на вашу специфичну временску линију:
| Faktor | Утицај на време за извршење | Стратегија за ублажавање |
|---|---|---|
| Доступност материјала | Специјални сорти могу захтевати да се у замове за фабрике додају 4-8 недеља | Потврдити статус залиха пре финализовања спецификација |
| Složenost narudžbine | Многе операције обликовања продужавају време обраде | Упростити пројекте када је то могуће током прегледа ДФМ-а |
| Количина | Виши обим захтева пропорционално дужу производњу | Фаза великих наруџбина у планиране пуштање |
| Документација о квалитету | Сертификовани извештаји о испитивањима и тражимост додају кораке обраде | Упозорите захтеве документације унапред |
| Вторични завршник | Полирање, пасивирање или премазивање продужава укупно време | Размислите о завршним обрадама ако вам је естетика дозвољава |
Подпорука пројекта током производње: Најбољи добављачи пружају видљивост на напредак ваше нарачке. Онлине платформе за управљање наруџбинама омогућавају вам да пратите стадијум производње и статус испоруке без телефонских позива. Автоматизована обавештења о кључним прекретницамакосење завршено, формирање завршено, испорукаостају ваше планирање на путу.
Одговорна подршка купцима је од суштинског значаја када се појаве питања. Сазнајни продајни представници не само да узимају наруџбе, већ и раде са вама да би пронашли оптимална решења. Када Фрај Стил описује свој приступ, истичу да "познати продавац не само да вам наручује залихе, већ сарађује са вама како би вам помогао да пронађете савршен производ".
Валидација пре производње: За нове пројекте или критичне апликације, услуге брзе прототипирања пружају суштинску валидацију. Према Хабсовом водичу за прототип, гледање физичког дела пре него што се посвети производњи спречава скупе грешке. Модерне платформе за прототип нуде тренутне цитате, аутоматизовану ДФМ повратну информацију и време за реализацију у кратком року од 4-6 радних дана.
Прототипска евалуација вам омогућава да проверите одговарајући, функционални и завршен пре повећања. Ако су потребне прилагођавања, прављење промена у фази прототипа кошта мало више од прераде производних алата или скидања готовог инвентара.
Избор правог партнера за ваше потребе за листом од нерђајућег челика поставља темељ за успешне пројекте. Проценивши добављаче систематски према овим критеријумима, наћи ћете партнера способне да испоруче квалитетне материјале у рокупреобраћање сировине од нерђајућег челика у прецизне компоненте које захтевају ваше апликације.
Често постављена питања о прилагођеном лимуру од нерђајућег челика
1. у вези са Која је разлика између 304 и 316 нерђајућег челика?
Гред 304 садржи 18-20% хрома и 8-10% никла, што га чини идеалним за стандардна окружења као што су кухиње и индустријски затворе. Град 316 додаје 2-3% молибдена, пружајући супериорну отпорност на корозију јама и пукотина у окружењима богатим хлорима као што су поморске апликације и хемијска преработка. Иако 316 кошта више, он пружа знатно дужи животни век у агресивним условима.
2. Уколико је потребно. Како да изабрам прави калибар за листове од нерђајућег челика?
Избор калибра зависи од структурних захтева ваше апликације, потреба за формабилношћу и ограничења тежине. Тешке апликације као што су основе машина захтевају 10-12 гама (2.78-3.57 мм дебљине), док декоративни панели обично користе 16 гама (1.59 мм). Запамтите да већи број размера значи танкији материјал. Консултовање са произвођачем помаже да се размери одговарају вашим специфичним захтевима за геометрију и перформансе.
3. Уколико је потребно. Који је најбољи начин за резање листова од нерђајућег челика?
Оптимална метода сечења зависи од захтева вашег пројекта. Ласерско сечење нуди одличну прецизност (± 0,005 ") са минималним буром за танче материјале. Водецхеет резање обезбеђује нулту зону погођену топлотом, што га чини идеалним за топлотно осетљиве апликације и дебљи материјали до 6 "+. Плазмено резање економично управља дебелим секцијама, али захтева чишћење ивица. Механичко стригање остаје трошковно ефикасно за праве резе на танкијим листовима.
4. Уколико је потребно. Где могу купити листе од нерђајућег челика на маштаб?
Специјализовани произвођачи метала као што је Шаои (Нингбо) Метал Технологија нуде услуге за резање прилагођене са брзим обрном цитата и ДФМ подршком. Приликом избора добављача, процените њихове способности сечења, доступне квалитете и завршнице, сертификате квалитета (ИСО 9001:2015, ИАТФ 16949), минималне количине наруџбине и услуге брзе производње прототипа. Водећи добављачи пружају 12-часовни одговор на цитат и 5-дневно прототипно израду за валидацију дизајна пре производње.
5. Појам Који би биљни доврш требао изабрати за нержавејући челик за храну?
#4 Млечне завршне или електрополиране површине најбоље раде за апликације које долазе у контакт са храном. Ове глатке завршне боје испуњавају санитарне стандарде 3-А са просечним грубином од 18-31 микроинча, спречавајући причвршћење бактерија и олакшавајући једноставну хигијену. Стандардна 2Б фрезерска завршна боја је довољна за неконтактну индустријску опрему. За максималну отпорност бактерија, електрополирање смањује грубост површине до 50%.