 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

フラックスコア溶接機とは?推測せずにすぐに溶接を始めましょう

フラックスコア溶接機とは何ですか?
フラックスコア溶接機は、フラックスを内包した中空チューブ状ワイヤーを用いるワイヤーフィード式溶接機です。多くの構成では、このフラックスが溶接中に遮蔽ガスの役割を果たすため、別途ガスボンベを用意せずに使用できる場合が多くあります。「フラックスコア溶接機とは何か」と検索されたのであれば、これが日常的な日本語での説明です。 フラックスコア溶接機とは何か ——これが平易な日本語による回答です。
フラックスコア溶接機は、実線ワイヤーではなく、内部にフラックスを含む中空のフラックスコアワイヤーを用いるワイヤーフィード式溶接機であり、自己遮蔽型ワイヤーを使用することで、ガス不要の溶接を可能にします。
- 機械タイプ: ワイヤーフィード式溶接機
- ワイヤーの種類: 内部にフラックスを含む中空チューブ状ワイヤー
- 最も知られた利点: 外部遮蔽ガスボンベを必要としない場合が多く、安定した溶接が可能です
フラックスコア溶接機とは(平易な英語で説明)
これは、溶接作業中にワイヤーを自動的にトーチへ送り込む装置だと考えてください。大きな違いは、そのワイヤー自体にあります。標準的なMIG溶接で使われる実線状のワイヤーとは異なり、フラックスコア溶接では、内部にフラックスが詰められた中空のワイヤーを使用します。日常会話では、 フラックス溶接機とは何か 通常、このようなワイヤー供給式の装置を指します。また、もしあなたがさらに フラックスコアとは何か についても疑問に思っているなら、それは、フラックスを内包したチューブ状のワイヤーおよびそれを用いた溶接方法を意味します。
ガスボンベを使わずに溶接機が遮蔽ガスを生成する仕組み
電弧によってワイヤーが加熱されると、その内部のフラックスが反応し、溶融金属の溶接プールを大気中の不純物から保護する遮蔽作用を発揮します。そのため、自己遮蔽式フラックスコア溶接は、屋外作業や携帯性が求められる現場で広く採用されています。「両方の溶接関連資料」では、FCAW(フラックスコアアーク溶接)を、フラックスを含むワイヤーを用いて溶接部を保護するワイヤー供給式アーク溶接法として記述しています。したがって、人々が 尿路感染症(UTI) および AWS フラックス溶接とは何か と尋ねる際には、このFCAWを指すことが一般的です。 保護の仕組みについて尋ねています 保護の仕組みについて尋ねています
なぜ 溶接 器 と 溶接 器 の 混同 が あり ます か
始めの方はここで 足を踏み入れます について 溶接機 機械です FCAW 流体核弧溶接は,機械が実行するプロセスです. 検索結果が 横ばいになっているからです 流体コア溶接とは および 流体コア溶接機とは 議論が同じ方向に進むことが多いのです 名前は入れ替わって聞こえるが,まったく同じではない. 流体コアを搭載したワイヤーを 操作できるMIGマシンと比較すると さらに重要なのです

流体コア溶接機 vs FCAW 説明
混乱は この2つの用語が 同じことを意味しているように聞こえるから始まりますが 実は違うのです 名前の一つは 装備を指しています もう"つは 溶接方法を指します 新しい機械,別のワイヤ,それとも セットアップの変更が必要なのか 判断する際には この違いが重要です
フラックスコア溶接機 vs FCAWプロセス
聞いているなら fCAW溶接とは何か 、簡潔な答えは単純です。 FCAWの意味 is フラックスコアアーク溶接 がそのプロセス名です。A フラックスコア溶接機 は、そのプロセスを実行するために使用される機械です。技術的な定義では、AWS(米国溶接協会)は、フラックスを内蔵した連続供給式消耗電極を用いる半自動または自動アーク溶接プロセスとしてFCAWを定義しています。
そのため、取扱説明書、講習会、溶接チャートなどではしばしば「FCAW」と表記されますが、オンラインの商品リストでは単に「フラックスコア溶接機」と記載される場合があります。日常会話では、この二つが混同されがちです。実際には、これらを区別することが役立ちます:溶接機はツールであり、 フラックスコア溶接 はそのツールが行う作業です。
フラックスコアワイヤ対応MIG溶接機 vs フラックスコア専用機
ここに、混乱の多くを引き起こしている買い手の質問があります。一部の機械は主にフラックスコアドワイヤー(多くの場合、セルフシールド式ワイヤー)用に設計されています。他はMIG方式のワイヤーフィード機で、適切な極性およびフィードロール部品をサポートしていれば、フラックスコアドワイヤーも使用可能です。「」の解説によると、多くのMIG溶接機は、極性やドライブロールの設定変更を行うことでフラックスコアドワイヤーを使用できます。そのため、人々は ウェルド・ガーディアン 「MIG フラックスコア」というキーワードで検索したり、 mIG フラックスコア という表現を使ったりします。 flux core mig welder .
専用のフラックスコア専用機は通常、構造がシンプルです。一方、互換性のあるMIG機はより柔軟性が高く、ガス付きソリッドワイヤーとフラックスコアドワイヤーを、別々の溶接機を必要とせずに切り替えて使用できます。どちらの場合でも、ワイヤーはトーチを通して送給されます。変化するのはワイヤーの種類、遮蔽方法、および機器の設定です。
| 機械の種類 | シールド方式 | ワイヤータイプ | 柔軟性 | 一般的な使用事例 |
|---|---|---|---|---|
| フラックスコア専用機 | 通常、ワイヤー内のフラックスによるセルフシールド方式 | フラックスコアド中空ワイヤー | 下り | 屋外修理および携帯型作業 |
| MIGモードでのMIG溶接機 | 外部シールドガス | 実心ワイヤー | 中 | 屋内での溶接作業およびより清潔な溶接ビード |
| フラックスコアモード対応のMIG溶接機 | 使用するワイヤーにより異なり、多くの場合セルフシールド式 | フラックスコアド中空ワイヤー | より高い | 複数の溶接設定に対応できる単一のワイヤーフィード溶接機を求めるユーザー |
| マルチプロセス溶接機 | 選択した溶接プロセスによって異なる | モードによって異なる | 最も高い | 複数の溶接方法が必要な工場または趣味で使用するユーザー |
マルチプロセス溶接機の位置付け
マルチプロセス溶接機は、新たな溶接プロセスを生み出すのではなく、既存のプロセスにさらに1つのレイヤーを追加するものです。つまり、1台の電源装置がワイヤーフィード溶接(MIG/MAG/フラックスコア)に加え、スタック溶接や場合によってはTIG溶接など、他の溶接方法にも切り替え可能になるという機能を提供します。したがって、すでにご所有の場合、実際の検討ポイントは前面パネルに何と表示されているかではなく、その機器が フラックスコア溶接 正しい極性、配線経路、および消耗品を使用すること。
こうした細部は、マーケティング用のラベルよりも重要です。機械は紙面上では互換性があるように見えても、ドライブシステムや端子の設定が正しくなければ、実際の使用で使い勝手が悪くなることがあります。そのような場合にこそ、機械を構成する実際の部品——特にワイヤーを案内・把持・通電する部品——の品質が重要になります。
フラックスコア溶接機の部品とワイヤーの基礎知識
ワイヤーを案内・把持・通電する部品に、最も注意を払う必要があります。一般的に、 フラックスコア溶接機 では、清潔なセットアップとは、互いに干渉せず協調して動作する数個の主要部品によって実現されます。
フラックスコア溶接機の主な構成部品
全体的なレイアウトは、他のワイヤーフィード溶接機とほぼ同様です。「 Arccaptain 」が提供する基本的な部品ガイドでは、多くのワイヤー式溶接機に共通するコアシステム——電源、ワイヤーフィーダー、ガン、アースクランプ——が明示されています。
- 電力源: 溶接電流を発生させます。
- ガンおよびトリガー: ガンはワイヤーの方向を制御し、トリガーを引くとワイヤー送給および溶接出力が開始されます。
- ケーブルおよびライナー: ケーブルは電力を伝達し、ライナーはワイヤーをフィーダーからガンまで導きます。
- アースクランプ: 被加工物に接続して電気回路を完成させます。
- ワイヤースプールおよびフィーダー: スプールは電極(ワイヤー)を保持し、ドライブロールがそれを前方へ送り出します。
- コンタクトチップ: ガン先端でワイヤーを導き、ワイヤーへ電流を供給します。
- 極性端子: 使用するワイヤーに応じて装置を接続できるようにします。
- 噴嘴または拡散器: 保護ガスを含む場合もあります
適切な 流体 核 ワイヤ と 接触 尖端 を 選ぶ
聞いているなら 流体コアワイヤとは 流体で満たされた空洞管状電極です ほんの少し フラックスコア溶接ワイヤー 保護ガスを作っています 防護ガスは 他のタイプはガスのシールドで,外気ガスが必要です. 検索条件が混同されていることもあります ワイヤフルークスコア , 流体コアミグワイヤ ほか 溶接線流体コア 購入決定は フィルタの種類 線直径 機械の互換性次第です
接触先端部(コンタクトチップ)の重要性は、多くの初心者が考えている以上です。 製造業者 接触先端部には、ワイヤーを導くことと溶接電流を伝達することという2つの役割があると説明しています。同資料では、チューブラー(中空)ワイヤーの場合、標準サイズまたはやや大きめの先端部が最も適していると指摘しており、これは先端部が狭すぎると送給力が増加し、ワイヤーの屈曲(バッキング)や焼損(バーンバック)を引き起こす可能性があるためです。一方、先端部が緩すぎるとワイヤーがブレてアークが不安定になることがあります。
スプールの互換性も重要です。ご使用の機械が設計上スムーズに取り扱い・送給できるスプール形式をご使用ください。小径スプールはバルクパッケージに比べてワイヤーにより大きなカスト(巻き癖)を与える傾向があり、これがワイヤーの先端部およびライナー通過性に影響を及ぼすことがあります。
ドライブロール、極性、および送給システムの基本
ミラー社は、セルフシールド型 フラックスコアワイヤ 固体ワイヤーよりも柔らかいため、通常はノッキング加工されたドライブロールが推奨されます。これは、標準のロールと比べてワイヤーを圧潰・変形させにくく、確実にワイヤーをグリップします。同様のガイドラインでは、セルフシールド型フラックスコア溶接では一般的にDC電極負(DCEN)が用いられ、極性接続部は機械内部のドライブロール付近に設けられることが多いと指摘しています。ただし、セルフシールド型とガスシールド型の間で切り替える際には、必ずワイヤーのラベルまたは機械のチャートで極性を確認してください。 フラックスコア溶接ワイヤー .
スプール、ロール、ライナー、ノズル、および極性がすべて一致すると、機械の動作が予測可能になります。この瞬間こそが、アークそのものが理解しやすくなるタイミングです。なぜなら、トリガーを引くたびに、同じ一連の動作が確実に開始されるからです。
フラックスコア溶接の仕組み
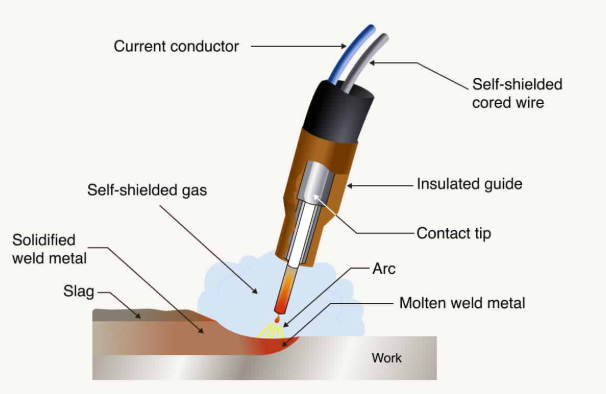
適切にワイヤーを装填したワイヤーフィード溶接機のトリガーを引くと、一連の動作が素早く進行します。ワイヤーがトーチ内を通過し、電流が流れることで加熱され、ワイヤーと母材の間にアークが発生します。このアークにより、中空管状ワイヤーと母材が同時に溶融し、溶融プール(溶接プール)が形成されます。 フラックスコアアーク溶接(FCAW) において、ワイヤー内部に充填されたフラックスは加熱により反応し、溶融プールを周囲の大気から保護する役割を果たします。これが フラックスコア溶接(FCAW) が、しばしば別途ガスボンベを用いずに実施できる基本的な理由です。
アークが開始された際の現象
シンプルな fCAW溶接の定義 とは、フラックスを内包した中空管状電極を用いるワイヤーフィード式アーク溶接です。用語 フラックスコアドアーク(flux cored arc) は、このワイヤーが連続的に消費される際に生成されるアークを指します。以下のガイダンスに基づき、 アールベック このプロセスを2つの主要なバージョンに分けますが、両方とも基本的な動作は同じです。すなわち、ワイヤーを送給し、アークを発生させ、金属を溶融し、溶融池をシールドし、その後スラグの下でビードを冷却します。
セルフシールド式とガスシールド式のフラックスコアドアーク溶接
最も大きな違いはシールドの供給源です。セルフシールド式FCAW-Sでは、ワイヤー内部のフラックスが溶接部に必要なシールドを生成するため、 ガス不要型フラックスコアド は屋外や風の強い環境で人気があります。一方、ガスシールド式FCAW-G(しばしば「デュアルシールド式」とも呼ばれます)では、フラックスコアドワイヤーを用いるものの、外部からシールドガスを追加供給することで、より滑らかなアーク、飛散の低減、および制御された環境下でのより清潔な外観の溶接を実現します。どちらも、フラックスコアドワイヤーと基本的なワイヤーフィード式アーク溶接プロセスに依拠しているため、同じ フラックスコアド(FCAW) ファミリーに属します。
| タイプ | 遮蔽方法 | 屋外使用適合性 | 後処理(クリーンアップ)の必要性 | 典型的な貫通深さ |
|---|---|---|---|---|
| 自己シールド型FCAW-S | ワイヤー内のフラックスがシールドを生成 | 屋外作業に最適な選択肢 | スパッタが多く、スラグの除去作業も必要 | 優れた貫通性 |
| ガスシールド型FCAW-G | ワイヤー内のフラックスに加え、外部ガスを使用 | 風の影響を受けやすいため、屋外作業にはやや不向き | スパッタは少ないが、スラグの清掃は依然として必要 | 優れた貫通性と滑らかなプードル制御 |
スラグが形成される理由とその意味
スラグは単なる残渣ではありません。 Unimig スラグとは、溶融したフラックスが上昇して溶接部の上に固まった非金属副産物であると説明しています。この層は、ビードが冷却される際の保護を助け、溶接部が凝固する際に形状を保つのに役立ちます。ただし、その代償としてクリーンアップが必要になります。特にパス間でスラグを除去しなかった場合、溶接部内に閉じ込められて欠陥を引き起こす可能性があります。
溶接機が「溶接者」であり、FCAW(フラックスコアアーク溶接)はその機械が実行するプロセスです。
このような一連の事象により、セットアップの詳細が非常に重要である理由が明らかになります。ワイヤーの種類、極性、コンタクトチップのサイズは、単に送給に影響を与えるだけでなく、アークの挙動、溶融プールの外観、および最初に敷設するビードの品質を判断する難易度にも影響を及ぼします。
初めてのビードをフラックスコア溶接で行う方法
部品は、正しい順序でセットアップされた場合にのみ意味を持ちます。フラックスコア溶接機を初めて使用する方にとって、再現可能な初回使用手順は、時間・ワイヤー・ストレスの節約につながります。もしあなたがここに来た目的が 初心者のためのフラックスコア溶接 、あるいはそれに関連する検索をしたのであれば フラックスコア溶接の初心者向けガイド シンプルに考えましょう:装置がフラックスコアワイヤーに対応しているか確認し、ワイヤーを正しく装填し、開始設定の目安としてチャートまたは取扱説明書を参照し、本番作業に着手する前に試験溶接を不要材で行うことです。これが最も安全なアプローチ方法です。 ワイヤーフィード溶接機を用いた溶接 .
- 乾燥した換気の良い場所で作業を行い、可燃物は離れた場所に置くこと。
- 溶接ヘルメット、安全メガネ、手袋、長袖シャツ、裾が開いていないフルレングスのパンツ、および革製ブーツを着用すること。
- 消火器を近くに備えておくこと。
- 塗装済みまたは亜鉛メッキされた金属の溶接をしてはいけません。
- 溶接継手部およびアースクリップを取り付ける箇所を清掃すること。
フラックスコアワイヤーの正しい装填方法
装置のセットアップはワイヤー通路の確認から始まります。ミラー社および Lowe's これが重要である理由を示しています:フラックスコアワイヤはソリッドワイヤよりも柔らかいため、適切なドライブロールと慎重な張力設定により、送給がスムーズになります。
- 溶接機の電源をオフにした状態で、フラックスコアワイヤとの互換性を確認し、正しいワイヤ径、コンタクトチップ、およびノズル部品について取扱説明書を確認してください。
- ケーブル、ライナー、コンタクトチップ、およびワイヤを点検します。摩耗した消耗品は交換し、錆びたワイヤは使用しないでください。
- 推奨されるドライブロールを取り付けます。セルフシールド型フラックスコアワイヤの場合、通常はノッチ加工(クラウン)されたドライブロールが使用されます。
- スプールを装着し、ワイヤをフィーダーおよびライナーを通して通線した後、ガン内に送り込みます。
- 対応するコンタクトチップを取り付け、ワイヤを推奨ステイクアウト長に切断します。ロウズ社では、一般的なフラックスコアのステイクアウト長を3/4インチ~1インチとしています。
- 取扱説明書または フラックスコア溶接設定チャート (ドアパネルに記載)に基づいて機械の設定を行ってください。これらの設定値は出発点として用いるものであり、最終的な設定値ではありません。
極性・アース接続および送給張力の確認
ここが、多くの粗い最初の溶接が始まる場所です。 フラックスコア溶接の極性 使用するワイヤーに一致させる必要があります。多くの自己シールド式軟鋼ワイヤーの場合、ミラー社はDC電極負(DCEN)を推奨していますが、溶接を始める前に必ずワイヤーのラベルおよび溶接機の取扱説明書を確認してください。
フィード張力も、推測を排した確実な方法で設定する必要があります。張力が強すぎるとワイヤーが扁平化します。弱すぎるとワイヤーが滑って不規則に送給されます。ホバート・ブラザーズ社が提唱する実用的な方法では、まず軽めのドライブロール張力から始め、ワイヤーを溶接用手袋の手のひらに送り込み、滑りが止まるまで張力を徐々に高め、さらに約半回転分追加します。最後に、アースクランプを溶接部にできるだけ近い、清掃済みの裸金属に装着します。
試験溶接の実施とビードの読み取り
知りたい場合は フラックスコア溶接の方法 材料を無駄にしないよう、作業内容にできるだけ近い廃材で短い試験ビードを作成してください。ミラー社およびローウズ社は、チャートに記載された設定値をあくまで目安とし、試験溶接後に微調整することを推奨しています。安定したアーク音を確認し、ワイヤーのスムーズな送給状態を観察し、明確な焼穿ち、スタブ(電極先端の溶着)、過剰なスパッタなどが見られず、均一に追従するビード形状を確認してください。
一度に一つのパラメーターのみ調整してください。ワイヤー送給速度、熱量範囲、あるいはガン先端と母材との距離をわずかに変更するだけで、ランダムにノブを回すよりもはるかに多くの情報を得られます。こうした初期段階の フラックスコア溶接のヒント が重要となる理由は、機械の設定値が理論上正しくても、クランプの接触状態、張力、あるいは極性(極性設定)が不適切だと、実際の溶接品質が劣化してしまうからです。また、アークの挙動が安定したら、課題は「機器の設定」から「手元の操作技術」へと移行します。この段階において、技術の差が溶接ビードの外観に明確に現れます。

より優れたビードを得るためのフラックスコア溶接技術
機械を正しくロードしても、表面が粗いビードが生じることがあります。フラックスコア溶接では、手による操作が目立つ作業の多くを担います。スティックアウト(電極先端からノズルまでの距離)、走行角度、および移動速度のわずかな変化によって、雑な試験溶接が確実な溶接結果に変わります。最も効果的です。 フラックスコア溶接のテクニック 劇的なものではありません。これらは、毎回同じ方法で繰り返される単純な習慣です。
最も重要なコア・フラックスコア溶接テクニック
ミラー社は、フラックスコア溶接においてドラッグ法(引き溶接)を推奨しており、標準条件下での通常の走行角度は約5~15度です。同社のガイドでは、フラックスコアワイヤーの典型的なスティックアウトは約3/4インチ(約19mm)と記されています。 バーナード社 は、ガンと母材間の距離が大きすぎたり、ワイヤー送給速度が遅すぎるとバックバーン(電極先端の焼損)を引き起こす可能性があると指摘しています。また、送給不良もアークの早期消滅を招くことがあります。
- 継ぎ目からの距離を一定に保ち、近づいたり離れたりしないようにしてください。
- プール(溶融金属)を押すのではなく、引きずるように溶接します。工場のルールは覚えやすく、「スラグ(溶渣)が発生するなら、ドラッグ(引き溶接)する」です。
- 適度なガン角度を使用してください。ミラー氏は、角度が大きすぎるとスパッタが増加し、溶深が低下し、アークが不安定になる可能性があると指摘しています。
- 一定の移動速度を保ち、溶融プールがアークより先に進んでスラグを閉じ込めないようにしてください。
- パス間は、チッピングハンマー、ワイヤーブラシ、またはグラインダーで十分に清掃してください。
これらの基本は、以下のように呼ぶかどうかに関わらず適用されます。 フラックスコアMIG溶接のヒント あるいは単に フラックスコアワイヤによる溶接 滑らかで再現性のある動きが、速く溶接しようとするよりも重要です。
スパッタ、溶深、ビード形状の改善方法
ビード形状は通常、何が変化したかを示します。バーナード氏は、ワイヤ送り速度に対する電圧が高すぎると「ワームトラッキング」が発生すると指摘しており、また熱入力が低すぎるとスラグ介在が生じやすくなると述べています。ミラー氏も、わずかな左右往復運動と両端での一時停止により、より広い継手を充填し、ウェービングが必要な場合のアンダーカットを回避できると指摘しています。
- スパッタが多すぎる: ガン角度が大きすぎないか確認し、ワイヤーおよび母材に合った設定になっていることを確認してください。
- 溶け込みが浅い: 熱入力の確認、ビードプールを追い越さないよう注意し、アークをビードの後縁に保ってください。
- ビード端部のアンダーカット: ウェービングを行う場合、両側でわずかに一時停止して、溶接金属が端部を十分に埋められるようにしてください。
- アークが途切れ続ける: 機械の故障と決めつける前に、バーンバック、バードネスティング、ライナーの不具合、またはドライブロールの締付け不足を確認してください。
このような症状に基づく読み取りこそが、無目的な練習を実用可能な フラックス芯ワイヤー溶接技術 .
良好なフラックスコア溶接を実現する簡単な調整
- 一度に一つの変更を行ってください。機械のチャートを出発点とし、ランダムにノブを回すのではなく、段階的に調整してください。
- ワイヤーが先端へと焼き戻る場合は、まずワイヤー送り速度とガンの距離を点検してください。
- 送りが不安定に感じられる場合は、ライナー、コンタクトチップ、およびドライブロールの張力(テンション)を確認してください。
- マルチパス溶接を行う際は、次のパスのための余裕を確保し、継続する前にすべてのスラグを取り除いてください。
良好 フラックスコア溶接 通常、再現可能な習慣から生じます:同じスタイアウト(突き出し長)、同じドラッグ角、同じ作業ペース、同じ後処理です。この「 フラックスコア溶接用ワイヤー 」を滑らかに取り扱うことで、より予測可能なビード形状が得られ、推測による作業が減り、より 高品質なフラックスコア溶接 が実現します。その一貫性により、実際の現場作業においてもプロセスの評価が容易になります。なぜなら、すべての材料・作業場所・仕上げ要件が、この溶接法の強みを活かせるわけではないからです。
フラックス溶接機はどのような用途に適していますか?
作業内容に合った機器選びは、セットアップと同様に重要です。あなたが フラックス溶接機はどのような用途に適していますか または フラックスコア溶接はどのような用途に使われますか とお尋ねになっているのであれば、簡潔な答えは次の通りです:フラックスコアアーク溶接(FCAW)は、ワイヤー送給による高速溶接、確実な貫通性、および屋外でも安定して動作するプロセスが求められる場合に特に優れています。 AWS 米国Miller社の資料では、構造用鋼材、橋梁、造船、パイプライン、重機の修理などへのFCAWの適用を強調しており、また自己シールド型フラックスコア溶接は、やや錆びついたり汚れた母材に対しても許容範囲が広く、屋外作業に最適なプロセスであると指摘しています。したがって、 フラックスコア溶接の溶接継手は優れていますか ? はい、作業内容がこの溶接プロセスに合致している場合には優れています。
フラックスコア溶接機の最も適した用途
多くのユーザーにとって、最大のメリットは ガス不要のフラックスコア溶接 自己シールド式ワイヤーを使用すれば、ガスボンベを携帯する必要がなく、携帯型の修理作業がより簡便になります。このプロセスは、薄板への仮止め作業だけでなく、厚肉材への高溶着量および深部浸透性にも優れている点が高く評価されています。
- 屋外溶接: ワイヤー内部に含まれるフラックスが遮蔽作用を発揮するため、ガスのみを用いる溶接プロセスと比べて風の影響を受けにくくなります。
- 修理および重機器製造: AWS(米国溶接協会)では、構造用鋼材、橋梁、造船、パイプライン、および重機器の修理などが、FCAW(フラックスコアアーク溶接)の代表的な適用分野として挙げられています。
- 厚肉の軟鋼: このプロセスは、深部浸透性および高速金属溶着が求められる用途に非常に適しています。
- 表面状態がやや不完全な場合: ミラー社によれば、従来のMIG溶接と比較して、若干錆びついたり、汚れていたり、異物が付着しているような素材に対しても、より高い耐性を示します。
流体 核 が 最良 の 選択 で ない 時
プロジェクトごとに 自動的に 最良の答えになるわけではありません ミラー氏は,流体核の溶接器は,切断しなければならないスクラグを残し,MIGよりも視覚的に洗練されることが少なく,多くのオペレーターが掃除や外観が重要であれば,MIGを室内で選ぶ理由だと指摘しています. 薄い金属はより早く難易度が上がるので 燃焼がより心配になり テクニックはより厳格でなければなりません
ステンレスでも同じパターンです ウェルドグルーは,自衛の注意 流体コアステンレス鋼 構造の小型溶接では可能ですが,最もきれいに見える選択肢ではなく,仕上げに敏感な作業に不適しています. 検索は 流体コア溶接アルミ または 流体コアでアルミを溶接できますか ワイヤの設定が全ての金属をカバーするという仮定から生まれます 温かい鋼と不鋼の応用が 快適な領域だと 明らかに示されています
材料 の 場所 や 完成 需要 に 基づき 決定 する こと
- 素材の厚さ: より重い鋼材は、熱管理が厳しく許容範囲が狭い薄板と比べて、FCAWに一般により適しています。
- 労働環境 屋外または現場作業では、自己シールド型フラックスコアワイヤーが明確な優位性を発揮します。
- 後処理の許容度: スラグのチッピングや飛散物の管理が面倒に感じられる場合、より清潔な室内用プロセスの方が適しているかもしれません。
- 仕上げの要望: 最終的なビード外観が美しく、溶接後の仕上げ作業を最小限に抑えなければならない場合、フラックスコアはしばしば第一選択とはなりません。
- メタルタイプ: ワイヤーは母材に適合させる必要があります。ステンレス鋼には、軟鋼用の仮定ではなく、適切なステンレス鋼専用フラックスコアワイヤーを使用しなければなりません。
この枠組みにより、答えは抽象的ではなく実用的になります。フラックスコア溶接機は、屋外での鋼材作業、修理および厚手の製作に非常に適していますが、薄板で外観が重視されるプロジェクトにはあまり適していません。こう捉えると、真の問いは「フラックスコアが良いか悪いか」ではなく、「目の前の材料に対して、最も妥協を必要としない溶接プロセスはどれか?」ということになります。
フラックスコア vs MIG、スタック(被覆アーク)、TIG
溶接プロセスを選択する際は、「一般的に最も優れたプロセスはどれか?」という問いをやめ、「この作業には実際どのような要件があるのか?」と問いかけることで、選択が容易になります。ほとんどの フラックスコア溶接 vs MIG溶接 判断は、以下の4つの要素に集約されます:溶接を行う場所、仕上げ後のビードの外観の清浄度、鋼板の厚さ、および持ち運びたいセットアップの規模です。Arccaptain社による包括的な比較と実用的な現場ガイドは、大きな視点で一致しています。すなわち、MIG溶接とフラックスコア溶接はどちらも高速なワイヤー供給式溶接法であり、スタック溶接(被覆アーク溶接)は屋外での使用に堅牢性に優れ、TIG溶接は最も高い制御性と最良の外観を実現しますが、その分、最も高度な技術と時間を要します。 ESAB およびArccaptain社による実用的な現場ガイドが、全体像について一致しています:MIG溶接とフラックスコア溶接はどちらも高速なワイヤー供給式溶接法であり、スタック溶接(被覆アーク溶接)は屋外での使用に堅牢性に優れ、TIG溶接は最も高い制御性と最良の外観を実現しますが、その分、最も高度な技術と時間を要します。
日常的な購入判断におけるフラックスコア溶接 vs MIG溶接
多くの初心者にとって、 mIG溶接かフラックスコア溶接かの選択 は、同一機械の2つのバージョンを選ぶような感覚です。この印象は一部では正確ですが、また一部では誤解を招くものです。両者ともワイヤー供給式の溶接法であり、多くのMIG方式溶接機はフラックスコアワイヤーでも動作可能です。しかし、 mIG溶接 vs FCAW(フラックスコアアーク溶接) 単なるワイヤ交換ではありません。MIG溶接では外部からシールドガスを供給するため、スラグが少なく、より清潔な溶接部が得られ、溶接後の清掃作業も軽減されます。フラックスコアアーク溶接(FCAW)では、内部にフラックスを含むチューブ状のワイヤを使用します。セルフシールド方式では、ガスボンベを省略できることが多く、風の影響にもはるかに強く耐えられます。
そのため、「 フラックスコアMIG 」という語句が検索で非常に頻繁に登場します。多くの場合、人々はFCAW用に設定されたMIGタイプのワイヤフィーダーを指しています。同様に、「 フラックスコアワイヤによるMIG溶接 」は現場でよく使われる表現ですが、技術的には、標準的なガスシールド式MIGではなく、依然としてフラックスコア溶接(FCAW)です。「 ガス不要MIG溶接 」という検索キーワードも、通常はこのセルフシールド方式を指しています。
| 製造工程 | 遮蔽方法 | 屋外性能 | 後片付け | 携帯性 | 習熟曲線 | 薄板金属への制御 | 速度 | 典型的な用途 |
|---|---|---|---|---|---|---|---|---|
| フラックスコア(セルフシールド式FCAW) | ワイヤー内のフラックスを使用。別途ガスボンベは不要 | 風の影響を受けにくい | 煙・飛散物・スラグが多くなる | 高い | 初心者〜中級者 | 薄板鋼材にはやや不向きだが、中~厚板鋼材では強固な溶接が可能 | 高速 | 屋外での修理、厚手の鋼材、現場作業 |
| MIG、GMAW | 外部シールドガスが必要 | 風の影響を受けやすい | より清浄な溶接部、スラグが少ない | 適度 | 初期段階の使い方 | 薄肉材への制御性が優れている | 高速 | 屋内での製作、ガレージ作業、清潔な仕上がりの溶接 |
| スタック(SMAW) | フラックス被覆棒により保護雰囲気を形成 | 屋外作業に非常に適している | スラグが多く、後処理がより多い | 高い | 初心者から中級者向け | 薄板にはあまり適さない | 適度 | 修理作業、汚れた鋼材または錆びた鋼材への対応、農場および現場作業 |
| TIG、GTAW | 外部からの不活性ガス供給が必要 | 風に敏感 | 非常にクリーン | 中程度から高程度 | 習得が最も難しい | 薄板金属での制御性が最も優れている | 遅い | 精密作業、ステンレス鋼・アルミニウムの溶接、外観品質が重視される溶接 |
フラックスコア溶接と被覆アーク溶接(SMAW)およびTIG溶接の比較
ランハイ社製の sMAW vs FCAW この比較は、特に屋外での鋼材作業において有用です。どちらもMIG溶接やTIG溶接よりも過酷な環境下で安定して使用できます。違いは送給方式にあります。SMAW(被覆アーク溶接)では短い消耗性電極棒を用い、電極棒が尽きたたびに作業を中断しなければなりません。一方、FCAW(フラックスコアアーク溶接)は連続送給のため、通常は作業速度が速く、溶融プールの流れをよりスムーズに維持でき、中断が少ないという利点があります。ただし、表面が汚れている場合や簡便性が最も重視される場合には、依然としてSMAWが有力な選択肢です。
TIG溶接は、このスペクトルの反対側に位置します。ESAB社によると、TIG溶接は速度が遅く、習得が難しいものの、最も美しく高品質な溶接ビードを形成でき、最も精密な制御が可能です。外観・清浄性・薄板金属への繊細な対応が速度よりも重要である場合は、通常TIG溶接が最適な選択となります。しかし、屋外での鋼材修理や厚板材の溶接といった作業では、フラックスコア溶接の方がはるかに実用的です。
携帯性の高い屋外鋼材作業にはフラックスコア溶接を、より清潔な室内製造にはMIG溶接を、粗い修理作業にはスタック溶接を、高精度および仕上げ作業にはTIG溶接を選択してください。
セルフシールド式 vs ガスシールド式FCAW(一目でわかる比較)
FCAW溶接法の範疇において、次に選択すべきはシールド方式です。アールベック氏によると、セルフシールド式FCAWは現場作業や風の影響がある環境向けに設計されており、デュアルシールド式FCAWはフラックスコアワイヤーに外部ガスを併用することで、より清潔な溶接、優れた溶融池制御、および室内製造における飛散(スパッタ)の低減を実現します。
| FCAWの種類 | シールド方式 | 最適な作業場所 | 後処理と外観 | 最適な選択 |
|---|---|---|---|---|
| 自己シールド型FCAW-S | フラックスによるシールドのみ | 屋外・現場作業・風の強い場所 | スラグおよびスパッタが多く、外観が荒くなる | 携帯型修理および構造用鋼材作業 |
| ガスシールド型FCAW-G | フラックスコアワイヤー+外部ガス | 屋内または制御された工場環境 | より清潔なビード、飛散が少なく、溶融プールの制御性が向上 | 製造工場および重量級の生産型作業 |
その比較により選択肢は迅速に絞られますが、それだけでは問題を未然に防ぐことはできません。たとえ2人の溶接者が適切な溶接法を選んだとしても、極性、ワイヤ送り速度、移動速度、または消耗品の設定が不適切であれば、結果は大きく異なります。アークが異常をきたし始めた時点で、これらの症状が自ら原因を物語ります。

フラックスコア溶接のトラブルシューティングとスケールアップ
ほとんどの フラックスコアアーク溶接装置 溶接部が完全に破損する前に警告サインを示してくれます。ビードが粗くなる、ワイヤが途切れ途切れになる、スラグが継手内部に隠れる、あるいは薄板鋼材が予想より速く焼損するなどです。これは非常に有用です。なぜなら、携帯型の フラックス溶接機 または小型の fCAW溶接機 通常、ランダムに故障することはありません。バーナード社およびホバート・ブラザーズ社による実践的なガイドラインでは、原因は以下の数点に集約されます:推奨範囲外のパラメーター設定、ワイヤ供給不良、パス間の清掃不十分、または溶接中のテクニックのブレです。
一般的なフラックスコア溶接の問題とその対処法
| 症状 | 可能性のある原因 | 最初の対処法 |
|---|---|---|
| 過剰なスパッタ | ワイヤメーカーが推奨する範囲から設定またはテクニックが逸脱している | 推奨パラメーターに戻し、ドラッグテクニックを安定させます |
| ワームトラッキング | ワイヤ送り速度および電流値に対して電圧が高すぎること | 症状が解消されるまで、電圧を0.5ボルト刻みで低下させます |
| 溶接深さが不十分 | 熱入力が不足している、移動速度が速すぎる、または継手へのアクセスが不良 | ワイヤメーカーが推奨する範囲内で熱入力を増加させ、継手の準備を改善する |
| スラグ介在 | ビードの配置が不適切、走行角度が不適切、熱入力が低すぎる、またはパス間の清掃が不十分 | 各パス間で清掃を行い、ドラッグ角度を調整し、追加のパスを実施できるように余裕を確保する |
| 薄板材における焼穿き | 熱入力が過大 | 電圧範囲を低下させ、ワイヤ送り速度を減速させ、走行速度を向上させる |
| ワイヤ送りが不安定 | バードネスティング、不適切なドライブロール、張力が強すぎること、またはライナーの詰まり・不適切なライナー | ワイヤーを除去し、張力をリセットし、ノッチ付きV溝ロールを使用し、ライナーを点検する |
| ワイヤー交換後の極性誤り | 機械の設定が現在使用中のワイヤーと一致しなくなっている | さらに設定を変更する前に、ワイヤーのラベルおよび機械の取扱説明書を確認して停止する |
問題が設定方法または消耗品に起因することを示す兆候
パターンは フラックス溶接において重要である 。 troubles(トラブル)が新しいスプール装着直後、ト ip(先端)交換直後、またはガンの再送給直後に発生した場合、まず消耗品および送給部品を確認してください。バーナード社およびホバート社の両社とも、バードネスティングの原因として、不適切なドライブロール、ドライブロールの張力過大、ライナーの詰まり、ライナーの切断不良、または不適切なライナー径を挙げています。バーンバック(溶断)は通常、ワイヤー送給速度が遅いこと、あるいはガンを被加工物に対してあまりにも近づけすぎていることに起因します。また、両社とも、コンタクトチップから被加工物までの距離を約1 1/4インチ(約32 mm)以下に保つよう推奨しています。
- ワイヤーがフィーダーで絡まる場合は、まず送給システムを疑い、機械本体の故障を疑うのは早計です。
- パス間で欠陥が現れた場合、スラグの除去およびビードの配置に問題がある可能性があります。
- 1つのパスに沿ってビードの形状が変化する場合、おそらくアングルまたは移動速度が変化しているためです。
- 粗いビードと目に見える気孔が見られる場合は、母材を再度清掃し、錆、油、塗料、水分、汚れを除去してください。
工場内溶接から量産支援への移行タイミング
ハンドヘルド型機械は、修理作業、屋外での鋼構造物工事、試作、少量生産の加工などにおいて依然として十分な合理性があります。より大規模な工場据付型 フラックスコア溶接機 も、保守作業および構造物工事に適しています。ただし、すべての部品が前回と同じ仕様である必要があり、すべての溶接部にトレーサビリティが求められ、ビード品質と同様に生産性(スループット)が重要となる場合には、状況は変わります。JRオートメーション社は、自動車組立工程における接合を「再現性重視の環境」と定義しており、自動化システムが、データに基づく品質を大規模に実現することを支援しています。
それがまさに fCAW溶接プロセス 単なる作業場での技能ではなく、生産システム全体の意思決定となります。繰り返し使用されるシャシー部品やその他の大量生産向けアセンブリでは、メーカーは手動または半自動による作業を越えて、ロボット溶接ラインと正式な品質管理体制を備えた専門パートナーへの委託を検討することが多いです。 フラックスコア溶接 当社(株式会社○○) シャオイ金属技術 は、ロボット溶接ラインおよびIATF 16949認証取得済みの品質管理システムを活用し、鋼材、アルミニウム、その他の金属に対するカスタム溶接をサポートしています。基本的な修理作業には、フラックスコア溶接装置で十分な場合がほとんどです。一方、量産性・再現性が求められる場合には、工程開始前にばらつきを低減させる選択が、通常はより賢明な判断となります。
修理および製作にはフラックス溶接機を用い、再現性が本格的な課題となる場合には、自動化設備または専門パートナーの活用が推奨されます。
フラックスコア溶接機に関するよくあるご質問
1. フラックスコア溶接機はFCAW(フラックスコアアーク溶接)と同じですか?
いいえ。フラックスコア溶接機とは、機械またはワイヤーフィード装置のことを指し、FCAW(フラックスコアアーク溶接)とは、溶接そのもののプロセスを意味します。この違いは重要です。なぜなら、ある機械は主にフラックスコア用に設計されているのに対し、別の機械はMIGまたはマルチプロセス対応機であり、適切なワイヤー、極性、フィード部品を装着した後にのみFCAWを実行できるからです。
2. フラックスコア溶接機は常にガスなしで動作しますか?
必ずしもそうではありません。多くの小型・携帯型装置では、自己シールド式ワイヤーが使用され、これ自体がシールドガスを生成するため、ガスボンベを必要としません。しかし、一部のフラックスコアワイヤーはガスシールド式であるため、ガスが必要かどうかは、溶接機の名称ではなく、装填するワイヤーの種類によって決まります。
3. MIG溶接機でフラックスコアワイヤーを使用できますか?
多くの場合、はい。ただし、その機械がフラックスコアドワイヤーに対応しており、適切に設定できる必要があります。通常、これは溶接前に極性、送給ロール、コンタクトチップのサイズ、およびワイヤーパスを確認することを意味します。MIG方式の機械でフラックスコアドワイヤーを使用する場合、それは標準的なガスシールドMIG溶接ではなく、FCAW(フラックスコアドアーク溶接)を行っていることになります。
4. フラックスコア溶接機はどのような用途に最も適しており、初心者にも使いやすいですか?
フラックスコア溶接機は、風の影響でガスシールド溶接が困難になる屋外での修理・保守作業や、厚板鋼材の溶接に特に有効です。多くの初心者が好む理由は、ワイヤーが連続供給されるため、セルフシールド式ワイヤーを用いればセットアップが比較的簡単である点にあります。ただし、初心者でもスラグの除去、飛散防止、および安定した手元のコントロールといった課題に対処する必要があり、清潔な溶接結果を得るためにはそれらの管理が求められます。
5. フラックスコア溶接機だけで十分なケースとは?また、メーカーが自動溶接支援を導入すべきタイミングとは?
手動式または工場内設置型のフラックスコア溶接機は、通常、修理作業、プロトタイプ製作、少量生産の製造に十分です。しかし、企業が再現性の高い部品、より厳密な品質の一貫性、および大規模な生産におけるトレーサビリティを確保する必要が生じた場合、自動溶接がより適した選択肢となります。自動車シャシー部品に関しては、メーカーが専門的なパートナー(例:邵逸金属科技有限公司)に委託することがあり、同社はロボット溶接ラインおよびIATF 16949認証取得済みの品質管理システムを備え、高精度な量産に対応しています。