 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

鋼材切断サービスを完全解説:加工方法、コスト、品質の秘訣

スチール切断サービスとその製造への影響の理解
プロジェクトに必要な鋼材を正確な部品に加工する必要がある場合、 プロフェッショナルなスチール切断サービス があなたにとって不可欠なパートナーとなります。これらの専門サービスは、単純な直線カットから複雑なカスタム形状まで幅広く対応し、製造、建設、エンジニアリングプロジェクトが要求する正確な寸法を提供します。
しかし、金属切断サービスプロバイダーと連携した場合、実際にどのような成果が得られるのでしょうか?このプロセスの本質は、正確性、きれいな切断面、最小限の材料廃棄を保証する高度な技術を用いて、鋼材のワークピースを複数の部分に分割することにあります。建築プロジェクト向けの構造用ビームの準備、機械部品の製造、あるいは特殊装置向けのカスタム金属切断ソリューションの作成においても、これらのサービスは原材料と機能的部品との間のギャップを埋めます。
スチール切断サービスが実際に提供するもの
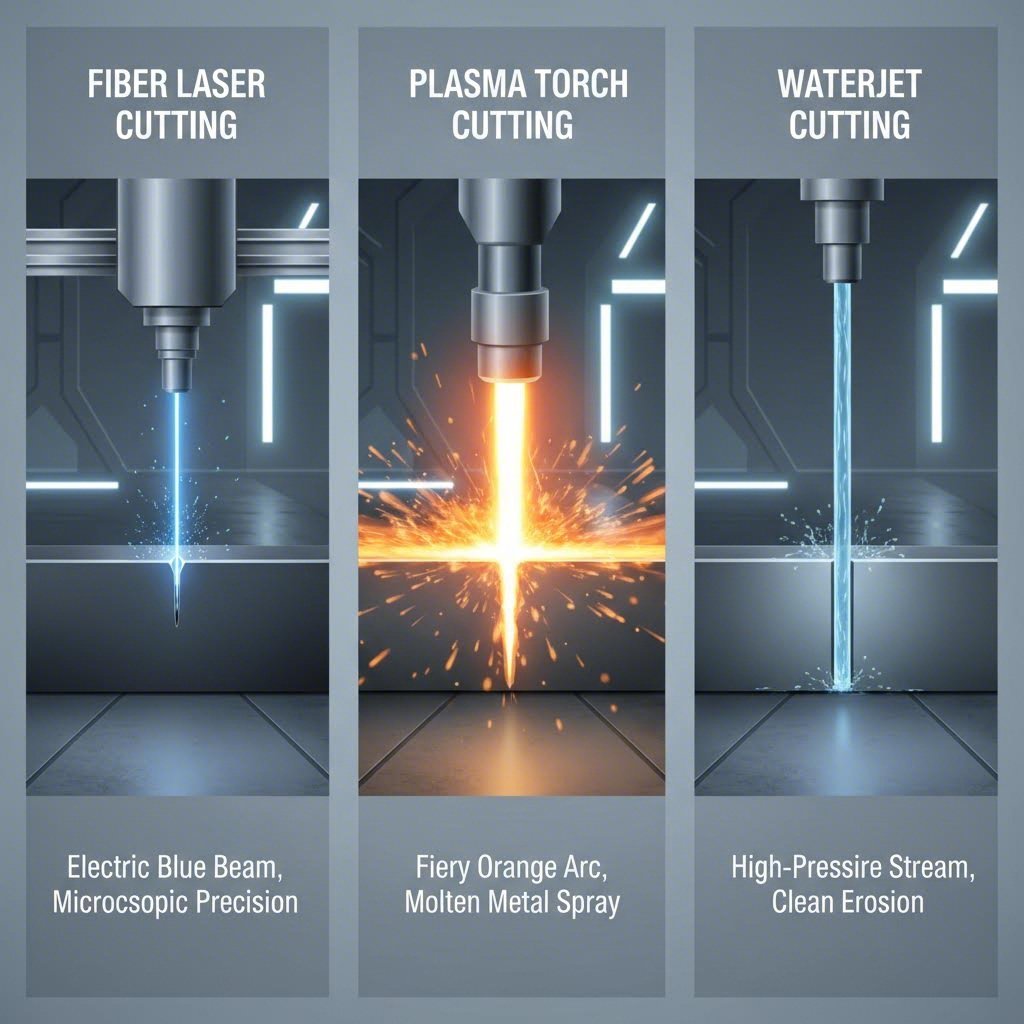
組立時にぴったりと合う鋼板やシートを受け取ることができると想像してみてください。溶接をすぐに開始できるほど端面が滑らかです。これがプロフェッショナルな切断加工があなたのプロジェクトにもたらす価値です。現代の切断工程では、高精細プラズマ切断機、レーザー装置、ウォータージェット設備、酸素ガスバーナーなどの先進機械を使用し、正確な仕様に合致する切断を実現しています。
検討する中で遭遇する主なサービスは以下の3つのカテゴリーに分けられます:
- 熱間切断: レーザー、プラズマ、酸素ガスなど、鋼材を熱で溶かして切断する方法
- 機械的切断: 切断、せん断、パンチングなど、物理的な力を用いる技術
- 研削切断: ウォータージェット切断のように、摩擦と圧力によって材料を侵食するプロセス
各カテゴリは、使用する材料の板厚、許容公差、およびプロジェクトの納期に応じてそれぞれ明確な利点を持っています。
プロジェクトにおいて精密切断が重要な理由
切断工程中にわずかな測定誤差が生じても、それが重大な問題につながる可能性があります。部品の取り付け位置のずれ、構造的強度の低下、高額な再作業などは、不正確な切断に起因することが多いです。プロフェッショナルなサービスを利用すれば、 ウォータージェット切断 などの方法により±0.001インチという非常に厳しい公差を実現でき、溶接またはボルト接合される部品が容易に適合するようになります。
本ガイドを通じて、さまざまな切断方法の比較、特定の業界や素材に適した技術、価格に影響を与える要因について理解できます。また、正確な見積もりを得るためにプロジェクト仕様をどのように準備すべきか、サービスプロバイダーを効果的に評価する方法についても学べます。最後まで読めば、鋼材の切断ニーズに関して自信を持って意思決定できる知識が得られます。
鋼材切断方法と技術の完全ガイド
適切な切断方法を選択することは、プロジェクトの成功を左右します。各技術には独自の強みがあり、これらの違いを理解することで、特定の要件に最適なソリューションを正確に選び出すことができます。鋼材切断サービスを探る際に遭遇する主な切断方法について、一つひとつ詳しく見ていきましょう。 鋼材切断サービスの探求 .
熱切断技術の解説
熱切断法は、集中した熱を使用して鋼材を溶融、気化、または酸化させ、精密な経路に沿って切断します。これらのプロセスは、厚板材を効率よく処理しつつも十分な精度を維持できるため、産業用途で広く採用されています。
レーザー切断
ファイバーレーザー技術は、ここ10年で精密切断分野を革新しました。このシステムは、イッテルビウムなどの希土類元素をドープした光ファイバー内で光を増幅することにより、高強度のレーザー光線を生成します。その結果、極めて集中的なエネルギーが得られ、鋼材を非常に高い精度で溶断することが可能になります。
ファイバーレーザーが特に優れている点は、そのスケーラビリティにあります。 500Wまでの低出力システム 3mm厚までの材料を加工可能で、電子機器や医療機器部品に最適です。500Wから2kWの中出力レーザーは、ステンレス鋼を最大8mm、炭素鋼を最大18mmまで切断できます。2kWから10kWの高出力システムは、最大40mm厚の材料に対応し、10kWを超える超高出力レーザーは80mmを超える厚さの炭素鋼を処理できます。
ミネアポリスまたはミネソタ州でのレーザー切断を必要とするプロジェクトにおいて、この技術は非常に厳しい公差を実現し、熱影響領域が最小限に抑えられます。デジタル制御されたビーム経路により人為的誤差が排除され、すべての切断が正確な仕様を満たすことが保証されます。
プラズマ切断
鋼材のプラズマ切断サービスは、速度と費用対効果の間で優れたバランスを提供します。この方法では、電気的にイオン化されたガスを狭い開口部を通じて高速で吹き付け、20,000°Fを超える温度を発生させることで、鋼材を急速に溶かします。
プラズマは、レーザーでは経済性が低下するような厚手の材料を切断する際に優れています。通常、プラズマ装置は1/4インチから数インチの厚さの鋼材を扱うことができ、構造物の製造や重工業用途における主力機械として活躍しています。切断面の品質は良好ですが、精密な用途ではレーザー切断に比べて後処理をより多く要する場合があります。
酸素燃料切断
この伝統的な方法は、アセチレンやプロパンなどの燃料ガスと酸素を組み合わせて、切断ラインに沿って鋼材を酸化させる強い熱を発生させます。レーザーやプラズマほど精度は高くありませんが、非常に厚い炭素鋼板(場合によっては12インチを超える)の切断において、オキシ燃料切断は依然として不可欠です。寸法精度よりも切断コストが重視される、厚手の構造用材料への直線切断に特に適しています。
機械的および砥粒式切断の代替方法
すべてのプロジェクトに熱加工が必要というわけではありません。機械的および研削技術は、特に熱影響部を避ける必要がある場合や特殊材料を扱う場合に、明確な利点を提供します。
ウォータージェット切断
音速の3倍の速度で噴射する水流で鋼材を切断することを想像してみてください。ウォータジェット装置は高圧水に研削粒子を混合し、熱を発生させることなく事実上あらゆる素材を浸食除去する切断力を生み出します。この非加熱切断プロセスにより切断端面付近の素材特性が保持されるため、熱に敏感な用途に最適です。
ウォータジェットは薄い金属板から8インチを超える厚さの塊まで、さまざまな鋼材の厚さに対応できます。熱による変形が生じないため、冶金的完全性が重要な航空宇宙部品や精密部品の加工で広く用いられています。
剪断
金属板に対して迅速かつ均一な切断を多数行う必要がある場合、 せん断加工が適しています 卓越した生産性。この工程では、2枚の金属刃の間に圧力を加え、材料を降伏させて切断ラインに沿って分離させます。せん断加工はさまざまな板厚に対応でき、部品を迅速に製造できますが、他の方法と比較して切断面の品質は粗くなる可能性があります。
ソーイング
バンドソーおよび円盤ソーは、棒材、チューブ、構造用形状材の切断において依然として不可欠です。ミネアポリスでのレーザー管材切断や類似の専門サービスは円筒材料に対応しますが、寸法精度が厳しく要求されない固体断面の単純な切断には、従来の鋸切断が費用対効果の高い解決策を提供します。
鋼材切断方法の比較
| 切断方法 | 精密公差 | 厚さ範囲 | 物質的相容性 | エッジ品質 | 典型的な用途 |
|---|---|---|---|---|---|
| ファイバーレーザー | ±0.001" から 0.005" | 0.03" から 3"以上(動力による) | 炭素鋼、ステンレス鋼、アルミニウム、真鍮、銅 | 優れている、バリがほとんどない | 精密部品、電子機器、自動車、航空宇宙 |
| 血球 | ±0.015" から 0.030" | 0.25" から 6"以上 | すべての導電性金属 | 良好、研磨が必要な場合あり | 構造用鋼材、大型溶接構造物、造船 |
| 酸素燃料切断 | +/- 0.030" から 0.060" | 0.5" から 12"+ | 炭素鋼、一部の合金 | 中程度、酸化したエッジ | 厚板切断、解体、スクラップ処理 |
| ウォータージェット | ±0.001" から 0.005" | 0.030" から 8"+ | 焼入れ鋼を含むすべての素材 | 優れた切断品質、熱影響部なし | 航空宇宙、精密金型、熱に敏感な部品 |
| 剪断 | +/- 0.010" から 0.030" | 最大0.5インチ(標準) | シートメタル、軟鋼 | やや不十分。バリが生じる可能性あり | 大量生産のシートブランキング、HVAC、一般加工 |
| ソーイング | +/- 0.030" から 0.060" | ブレード/機械によって制限される | すべての鋼材タイプ、バー材、チューブ | やや不十分。バリ取りが必要 | バー材の前処理、構造用形状材、チューブ切断 |
これらの違いを理解することで、サービスプロバイダーとの情報に基づいた有意義な対話が可能になります。プロジェクトにおける材料の板厚、必要な精度、切断面仕上げの要件、予算の制約が、最適な切断方法を選定する際の指針となります。次に、プロジェクトの要件を適切な技術と一致させるために重要な、板厚対応範囲と許容公差の詳細について詳しく説明します。
板厚対応範囲と精度公差の解説
各切断方法の能力はご確認いただけたかと思いますが、ここで重要な点があります。選択した技術は、必要な厚さの特定の素材を実際に切断できるのでしょうか?また、切断後、その精度が仕様通りに合っているかどうかはどの程度保証されるでしょうか?これらの質問に対する答えこそが、金属のカスタム切断プロジェクトが成功するか、あるいは高価な手直しが必要になるかを決定づけます。
切断技術別 厚さ対応範囲
すべての切断方法には、最も効率的に作業できる最適な範囲(ベストゾーン)があります。この限界を超えて使用すると、加工速度の低下、切断面の品質劣化、または完全に切断できないといった問題が生じます。以下の表は、「 プロ用の板金切断サービス .
| 切断方法 | 最小厚さ | 最適な走行範囲 | 最大厚さ | 最も適した材料 |
|---|---|---|---|---|
| ファイバーレーザー | 0.03" | 0.125" - 0.75" | 1.25"(軟鋼) | 炭素鋼、ステンレス鋼、アルミニウム |
| プラズマ(X-Definition) | 0.125" | 0.25" - 1.5" | 6"+ | すべての導電性金属 |
| 酸素燃料切断 | 0.25" | 1" - 6" | 36" - 48" | 軟鋼のみ |
| ウォータージェット | 0.03" | 0.5" - 4" | 8"+ | 焼入れ鋼を含むすべての素材 |
| 剪断 | 24ゲージ | 16ゲージ - 0.25" | 0.5"(標準的) | シートメタル、軟鋼 |
各技術がそれぞれ特定の領域を占めていることに注目してください。酸素燃料切断は1インチを超える厚板加工で優位に立っており、中には最大48インチ厚の鋼材を処理できるものもあります。一方、レーザー切断は約1.25インチまでの素材において最適な性能を発揮し、卓越した切断面品質と精度を実現します。これは、より厚い材料に対応可能な他の方法では達成できないレベルです。
カスタム板材切断サービスのプロバイダーを評価する際は、装置の出力仕様について具体的に確認してください。6kWのファイバーレーザーと15kWシステムでは、切断可能な板厚の限界が異なります。この原理はすべての熱切断方法に同様に適用され、出力が高いほどより厚い材料を切断できるようになります。
精密公差の理解
ここでは、素材の種類が結果に大きく影響します。炭素鋼、ステンレス鋼、アルミニウムを同じ厚さで切断する場合でも、それぞれの材料が熱、摩耗、機械的力に対して異なる反応を示すため、許容公差の結果は異なります。
炭素鋼の許容公差
炭素鋼は最も予測可能な切断挙動を提供します。レーザー加工機では、通常、炭素鋼プレートに対して0.01インチ(0.25mm)以下の許容公差を維持できます。 X-Definitionプラズマシステムは約0.02インチ(0.5mm)の精度を達成します 素材の均一な組成と熱的特性により、他の材料との比較基準として用いられます。
ステンレス鋼に関する考慮事項
ステンレス鋼はクロム含有量が高いため、課題が生じます。この材料はレーザーエネルギーをより多く反射し、熱伝導性も炭素鋼とは異なるため、同じ公差を維持するには通常、切断速度を遅くする必要があります。同等の厚さでステンレス鋼を切断する場合、炭素鋼と比べてやや広い許容公差になると考えてください。
アルミニウムの挙動
アルミニウムは熱伝導率と反射率が高いため、熱切断法では特に厳しい条件となります。熱が急速に散逸するため、より高い出力設定が必要です。ファイバーレーザーはアルミニウムの切断に適していますが、通常は炭素鋼よりも許容差が緩くなります。ウォータージェット加工は熱による影響を完全に排除できるため、この点で優れています。
きつい公差が実際に重要になるとき
高精度な公差はコストが高くなると思われるでしょう?確かにその通りですが、すべてのプロジェクトでそれが必要というわけではありません。以下の実用的なフレームワークを検討してください。
- 厳密な公差(±0.005インチ以下): 精密アセンブリ、航空宇宙部品、二次加工を必要としない部品、きつめのフィットを要する対応面など
- 標準公差(±0.015インチ~0.030インチ): 溶接アセンブリ、構造部品、後続の機械加工を受ける部品、一般的な製造物
- 緩い公差(±0.060インチ以上): 重切削のための荒形材、スクラップ処理、非重要構造部材
レーザーとプラズマの許容差の違い—名刺の厚さ程度—は、お客様の用途においてコスト差を正当化しない可能性があります。部品が切断テーブルから直接溶接工程に移り、溶接の許容差が切断の許容差を大きく上回る場合、次の工程で消えてしまう精度のために余分な費用を支払っていることになります。
賢明なプロジェクト計画では、許容差の要求を機能的ニーズに適切に合わせます。許容差を過剰に規定すると、設備投資の増加、検査頻度の増加、歩留まりの低下、生産効率の低下などにより、不要なコストが発生します。すべての部品に対してレーザー品質を要求する前に、その形状、適合性、または機能が本当にその精度を必要としているかを自問してください。
板厚と許容差の基本について理解できたところで、さまざまな業界がこれらの加工能力をそれぞれの製造上の課題にどう適用しているかを探る準備が整いました。
業界別アプリケーションおよび方法の推奨
自動車メーカーがレーザー切断を選び、造船所がプラズマ切断に依存する理由を、これまで考えたことはありますか? 異なる産業はそれぞれ固有の課題に直面しており、それらに対応するための特定の切断ソリューションが求められます。こうした違いを理解することで、金属切断加工業者とのコミュニケーションがより効果的になり、プロジェクトが当初から適切な技術で対応されることが保証されます。
自動車および輸送分野での応用
自動車業界では、軽量構造と構造的強度の間で高い精度を要するバランスが求められます。現代の自動車は、ボディパネルから安全上極めて重要なシャシー部品に至るまで、溶接・組立された薄鋼板に大きく依存しています。この業界では、厳密な公差管理、大量生産能力、および厳しい材料認証基準が重視されます。
に従って Prototekによる自動車製造業の分析 、板金加工は安全性、外観、性能に寄与する強度が高く軽量な車両部品を製造するために不可欠です。車両の外装部分—ドア、ボンネット、ルーフ、フェンダー—には、精度と生産速度の両方を実現する切断方法が必要とされます。
自動車業界での一般的な切断用途には以下が含まれます:
- シャーシおよびフレーム部品: 0.015インチ未満の公差を持つレーザーまたはプラズマ切断を必要とする高強度鋼
- サスペンションブラケットおよびマウント: その後の溶接工程で優れたエッジ品質が求められるため、カスタム金属切断がよく求められます
- ボディパネルおよび構造補強部品: 熱変形のないきれいなエッジを必要とする板金部品
- エンジンルーム内部品: 寸法精度が厳しく要求されるブラケット、シールド、カバーなどの精密部品
- 内装構造部品: 一貫性が重要なダッシュボードマウント、シートフレーム、エアバッグサポート
自動車用途に推奨される切断方法:
- ファイバーレーザー: ボディパネルや精密ブラケット(厚さ0.03〜0.75インチ)の大量生産に最適
- プラズマ切断: より厚いシャシー部品および構造部品に対してコスト効率が良い
- ウォータージェット: 安全上重要な部品において熱影響部(HAZ)を回避する必要がある場合に好まれる
自動車メーカーは、排出ガス削減および燃費向上のため、軽量材料への注力が高まっています。このアルミニウムや高張力鋼合金へのシフトは、これらの材料を構造的特性を損なうことなく加工できる切断技術を要求しています。
航空宇宙産業および産業用製造業のニーズ
部品の信頼性が人の命に直結する航空宇宙分野では、可能な限り最高レベルの精度が求められます。航空宇宙向けの板金加工は、航空機、人工衛星、宇宙船の金属構造物を切断・曲げ・組立てる工程であり、ここでの部品の故障は許されません。
この業界では、何よりもまず精度が重視され、それに次いで材料のトレーサビリティと認証が求められます。納期も重要ですが、品質を犠牲にしてまで短縮することはあり得ません。航空宇宙メーカーは典型的にチタン合金、6061や7075のようなアルミニウム合金、および特定の切断条件を要する特殊ステンレス鋼を使用します。
重要な航空宇宙用切断用途:
- 機体外板パネル: 高精度切断後にストレッチフォーミングを必要とする大型の曲面パネル
- 翼構造部品: 狭い公差を要する高強度アルミニウムおよびチタン部品
- エンジンマウントブラケット: 冷間切断法を必要とする耐熱合金
- 操縦面要素: 重量削減が直接的に燃料効率に影響する精密部品
- 人工衛星および宇宙船構造物: サーマルマネジメント向けのカスタム銅製品および特殊合金加工
航空宇宙業界向けの推奨切断方法:
- レーザー切削: 高精度部品に対して±0.05 mm以内の公差を実現
- ウォータージェット切断: 熱影響部なしで最大300 mm厚の材料を切断可能—チタンや熱に敏感な合金に最適
- プラズマ切断: 公差が許容されるより厚い構造部品に適しています
船舶および建設業界の要件
船舶製造には、大規模な部品、耐腐食性材料、屋外での切断環境といった特有の課題があります。造船所では通常、船体、甲板、構造材用の厚鋼板を加工しており、生産量と材料の取り扱い能力が極めて狭い公差よりも重視されます。
船舶業界の優先事項:
- 大型板材(一般的に10フィート×40フィート以上)の取り扱い
- 厚手の材料を効率的に切断(一般的に1インチ~4インチ)
- 耐腐食性合金およびマリングレードアルミニウムの加工
- 溶接アセンブリの適切な公差を達成すること
建設および構造用鋼材への応用:
- 梁および柱の加工: 酸素燃料またはプラズマによる厚手の構造材の直線切断
- 接合プレートおよび補強板: プラズマ切断は、より低コストで十分な精度を実現
- 装飾的な建築要素: 薄い素材における複雑なデザインにレーザー切断を使用
- 橋梁部品: 認定材料を用いた厚手の構造部材には高精細プラズマ切断
船舶および建設用途に推奨される切断方法:
- 酸素アセチレン切断: 厚手の炭素鋼板の直線切断に最も経済的
- プラズマ: 構造物製作における速度、コスト、品質のバランスを実現
- レーザー: 精密な建築用途および薄手の装飾部品専用
一般的な工業製造上の考慮事項
特殊産業分野を超えて、一般工業用途は工作機械製造、農業機械、物料搬送システムなど、無数の用途に及びます。こうしたプロジェクトでは、精度の限界を追求するよりも、費用対効果と機能要件の両立が重視されます。
各産業における切断要因の優先順位:
| 業界 | 第一優先 | 第二優先 | 典型的な許容範囲 | 想定生産量 |
|---|---|---|---|---|
| 自動車 | 生産量と一貫性 | 精度 | ±0.010" から ±0.020" | 大量生産向けの連続加工 |
| 航空宇宙 | 高精度と認証基準 | 物質 的 な 誠実さ | ±0.005" またはそれ以下 | 低〜中ボリューム |
| マリン | 厚材加工対応能力 | 費用効率 | ±0.030" から ±0.060" | プロジェクトベース |
| 建設業 | スピードとコスト | 材料の取り扱い | ±0.030" から ±0.125" | 変動あり。多くの場合、高め |
| 一般産業 | 費用の最適化 | 納品までの期間 | ±0.015" から ±0.030" | 試作から量産へ |
プロジェクトがこの枠組みのどこに位置するかを理解することで、必要条件を明確に伝達し、コストを不必要に上昇させる過剰な公差指定を回避できます。貴業界に精通した金属切断加工業者は、こうした優先事項をすでに把握しており、最も適切なソリューションへの道筋を示してくれます。
異なる業界が切断要件をどのように扱っているかを理解できたところで、次は特定のプロジェクトを成功に導くために、正確な見積もりを得られるよう、明確な仕様書を作成することに注力しましょう。
鋼材切断プロジェクトを成功に導くための準備方法
適切な切断方法を特定し、業界の要件を理解しました。次に重要なステップは、スムーズなプロジェクトと厄介な遅延を分けるポイントです:サービスプロバイダーに対してニーズを明確に伝えることです。プロトタイプ用の金属切断先を探している場合でも、量産用の「近くの金属切断サービス」をお探しの場合でも、適切な準備を行うことで正確な見積もりが得られ、期待に合った結果が得られます。
切断プロジェクトの仕様書を作成する
プロジェクトの仕様書を成功の設計図だと考えてください。情報が不完全だと、何度もメールのやり取りが必要になり、見積もりが遅れたり、切断開始後に高価な誤解が生じる可能性があります。 金属加工の専門家が強調するのは 品質において精度が極めて重要であるということです。わずかな測定誤差でも、遅延や材料の無駄、あるいは部品の位置ずれを引き起こす可能性があります。
どのプロバイダーに連絡する前に、以下の必須情報をあらかじめ集めておいてください:
- 材料の仕様 正確な合金またはグレード(例:304ステンレス鋼、A36炭素鋼、6061アルミニウム)および板厚と必要な認証を明記してください
- 必要数量: 各部品の正確な数量を指定してください。また、これが一回限りの試作であるか、繰り返しの量産発注であるかも明記してください
- 寸法要件: 切断寸法のすべてについて完全な測定値を提供してください。特に精度が重要な箇所については、厳密な公差を明示してください
- 仕上げの要望: 工場出荷時の状態のままか、バリ取りが必要か、特定の表面処理が必要か、あるいは後続の溶接のための準備が必要かを明記してください
- 図形形式: CADファイル(DXF、DWG、またはSTEP形式)は最も明確な伝達手段ですが、簡単な作業の場合は寸法付きの詳細な手書きスケッチでも対応可能です
- 納期要件: 希望するスケジュールと、絶対に守らなければならない締切日を両方とも含めてください
切断サービスを利用する際、詳細な設計図を提供し、製造の全過程で継続的なコミュニケーションを維持することで、プロジェクトをスムーズに進めるとともに、正確な仕様に合わせて進行できます。多くの地元の加工店では、レーザーまたはプラズマシステムなどの高度な切断技術を使用しており、これらは精度を保証するために正確な入力データに依存しています。
正確な見積もりを得るために必要な情報
手間のかかる複数回の見積もり修正なしで金属切断をどこで受けられるかと考えていませんか?その答えは、最初からの明確さにあります。 業界の調査によると 必要な情報が不足していると、加工業者が説明を求める必要が生じ、予期せぬコスト発生やプロジェクトの遅延につながる可能性があります。
プロジェクトの仕様チェックリストには以下の項目を含めるべきです:
- 部品の形状に関する詳細: すべての寸法、折り曲げ線(該当する場合)、穴の位置、および重要な特徴を明確に記載すること
- 材料のグレードと板厚: 「鋼鉄」や「アルミニウム」といった一般的な名称ではなく、特定の合金番号を明記すること
- 公差の指定: どの寸法が厳密な管理を必要とするか、またどの寸法が標準的な工場公差で許容できるかを明記してください
- 表面仕上げの要件: 必要なコーティング、処理、またはエッジ加工を指定してください
- 数量の内訳: サンプル、パイロット生産、量産の数量が異なる場合はそれぞれ区別してください
- 納入先および納期: 出荷先住所およびスケジュール上の制約事項を含めてください
- 二次加工: 曲げ加工、溶接、組立、その他の切断後工程が必要な場合は注記してください
仕様に関する一般的な問題のトラブルシューティング
熟練したバイヤーでも、切断プロジェクトの準備において課題に直面することがあります。以下は最も頻繁に発生する障害への対処方法です:
図面が不明確である: CADファイルがない場合でも、明確な寸法が記載された詳細な手書きスケッチで十分ですが、常に明瞭性を重視してください。必要な材料、寸法、公差、および特別な機能や仕上げの要件など、関連するすべての詳細を含めてください。不完全な図面は価格の変動や遅延を引き起こす可能性があります。
材料選定に関する質問: どの鋼材のグレードが用途に適しているか不确定ですか?製造業者とプロジェクトの目的について相談してください。経験豊富なサプライヤーは、コスト効率と長期的な信頼性の両立を図れる材料を提案できます。金属の種類は、性能、耐久性、コストに直接影響します。
公差の不確かさ: どれくらい厳しい公差を指定すべきか不确定な場合は、部品の機能を考慮してください。他の高精度部品と正確に組み合わされる必要があるでしょうか?切断後の機械加工が必要ですか?直ちに溶接工程に進む部品はレーザー級の精度を必要としませんが、精密に嵌まるアセンブリ部品にはより厳密な管理が求められます。
試作と量産の検討事項
プロジェクトの規模に応じてアプローチを変えるべきです。試作や小ロットの場合、セットアップやプログラミングの手間が少数の部品に分散されるため、単価が高くなることを予期すべきです。単一の試作品は、1,000個の量産品と比較して、部品当たりのコストが著しく高くなる可能性があります。
試作発注を行う際は、
- 注文を「試作」または「サンプル生産」と明確にラベル付けしてください
- 量産用金型の製作を決定する前に、設計に関するフィードバックを確認してください
- 目的が形状と適合性の検証である場合、若干緩めの公差を検討してください
- 性能特性の検証を行う場合は、材料証明書の提出を依頼してください
量産規模のプロジェクトの場合:
- 数量割引を適用するために、正確な数量見込みを提示してください
- 該当する場合は、納入スケジュールおよび包括発注の取り決めを確立してください
- 品質検査のプロトコルおよび必要な文書について協議してください
- 可能な限り材料価格を固定して、コストの変動を回避してください。
いかなる規模のプロジェクトにおいても、明確なコミュニケーションは成功の要です。最初に詳細な仕様書を作成することで、見積もりの修正を最小限に抑え、生産上の予期せぬ問題を減らし、切断加工サービスプロバイダーとの生産的な関係を築くことができます。プロジェクトが適切に文書化された後は、選定したプロバイダーが適切な品質基準および認証要件を満たしているか確認することが次の課題となります。

重要な品質基準および認証
詳細な仕様書の作成と候補となるプロバイダーの特定は済んだものの、本当に一貫した成果を得られるのかどうかはどのように判断すればよいでしょうか? 認証は、切断加工サービスプロバイダーが実績のあるプロセスに従い、文書化された品質管理体制を維持し、定期的に第三者機関による監査を受け入れていることを保証するものです。これらの資格が意味する内容を理解することで、単に品質を『約束する』業者と実際にそれを『証明する』業者の区別がつきやすくなります。
ISOおよび業界認証の理解
鋼材切断サービスを評価する際、認証は供給者が品質管理に真剣に取り組んでいることを示す客観的な証拠となります。これらは単なる壁に掲示されたプレートではなく、プロセス管理、継続的改善および顧客満足に対する体系的なアプローチを表しています。
主な認証とその重要性:
- ISO 9001:2015: この世界的に認められた規格は、組織の品質マネジメントシステムが顧客要求事項を一貫して満たし、継続的改善を推進することを保証します。 According to Ameritexの認証ドキュメント によれば、ISO 9001:2015認証は、効率性、革新的技術および献身を通じて信頼性が高く高品質な製品を提供するという取り組みを示しています。
- IATF 16949: ISO 9001の要件に基づき、リーン製造、欠陥防止、ばらつき低減、無駄の排除への準拠をさらに確実にするための自動車業界特有の認証です。OGS Industriesによると、IATF 16949認証は強固な顧客重視の姿勢を強調し、経営陣の一致を優先し、一貫したサービス提供のためのプロセス最適化を図ります。
- AS9100: 航空宇宙産業の品質基準は、トレーサビリティ、リスク管理、構成管理など、飛行上極めて重要な部品に特有の要件に対応しています。
- AWS D1.1/D1.6: 切断プロジェクトに溶接アセンブリが含まれる場合に関連する溶接認証であり、適切な手順および溶接士の資格を保証します。
- NADCAP: 熱処理や非破壊検査などの特殊工程に対する、国家航空宇宙・防衛請負業者認定プログラム(NADCAP)の認証です。
認証とは、実際にはプロジェクトに対してどのような意味を持つのでしょうか?認証取得済みのプロバイダーは、注文受領から最終検査までのすべての工程について文書化された手順を維持しています。測定機器のキャリブレーション管理、品質基準に関するスタッフのトレーニング、そして各部品が仕様を満たしていることを証明する記録の保管を行っています。問題が発生した場合には、是正措置システムにより再発防止を図ります。
品質検査および文書管理
認証以上のポイントとして、サプライヤーの検査能力を理解することで、プロジェクトが求める精度を実際に確認できるかどうかがわかります。異なる切断技術では基本的な精度レベルが異なり、品質管理体制がすべての部品において一貫性を保つ上で重要です。
切断方法別の精度の期待値:
- ファイバーレーザー切断: 適切な設備のキャリブレーションと品質管理により、±0.001インチから±0.005インチの公差を達成可能
- 高精細プラズマ: 認証プロセスおよび定期的な設備メンテナンスにより、±0.015インチから±0.020インチが期待できます
- ウォータージェット切断: 文書化された手順に従って作業者が操作する場合、±0.001インチから±0.005インチの精度を実現します
- 酸素ガス切断: 厚板加工用途における標準公差は±0.030インチから±0.060インチです
認証工場では、三次元測定機(CMM)、光学比較測定器、および校正済みの計測機器を使用して寸法を検証しています。出荷前に、お客様の仕様に対して実際の測定値を記録した検査報告書を提供し、部品が要求仕様を満たしていることを証明します
納期および生産スケジュールに関する期待
品質認証は納期の信頼性にも関係しています。認証取得工場の品質システムには、生産計画、能力管理、および納期遵守の追跡が含まれます。しかし、現実的にどの程度の期間を見込むべきでしょうか?
切断方法および注文数量ごとの一般的な納期:
- レーザー切断(小ロット、50個未満): 材料の入手状況および工場の稼働状況により、3~7営業日
- レーザー切断(量産向け): 既に包括的な注文契約が確立されている場合は、リードタイムが短縮される可能性があり、通常1~3週間
- プラズマ切断(構造部品): 標準注文の場合5〜10営業日;迅速な対応が可能な場合が多い
- ウォータージェット切断(精密部品): 厚手の材料では切断速度が遅いため、5〜10営業日
- 酸素燃料切断(厚板): 板の入手状況や複雑さにより1〜2週間
実際の納期は切断工程以外にも影響を与えるいくつかの要因がある:
- 材料の調達: 標準合金は出荷が迅速;特殊グレードの場合は1〜3週間延びる可能性がある
- ネスティング効率: 複雑な部品形状はより多くのプログラミング時間を要する
- 二次加工: バリ取り、曲げ加工、または表面処理はリードタイムを延長する
- 検査要件: 初品検査および文書作成により、処理時間が追加されます
- 現在の工場の稼働能力: 繁忙期には、標準リードタイムが25〜50%延長される場合があります
納期が最も重要な場合、候補のサプライヤーに現在の受注残量と短納期対応の可否について確認してください。特にIATF 16949認証を取得した工場は、自動車業界の厳しいジャストインタイム納入要件を満たすように設計された生産計画システムを運用しています。この管理体制は、すべての顧客プロジェクトにおいてより予測可能なリードタイムに繋がることが多いです。
品質基準に関する知識と現実的なスケジュールの期待値を踏まえれば、最後の要素である原価削減の要因とプロジェクト予算の最適化方法を理解する準備が整います。
価格要因とコスト最適化戦略
鋼材の切断プロジェクトの実際のコストはどのくらいになるでしょうか?価格は、常に明らかではない要因によって大きく変動するため、この質問に多くのバイヤーが戸惑っています。近くの鋼材切断業者を探している場合でも、複数の業者から見積もりを比較している場合でも、これらのコスト要因を理解することで、正確な予算計画が可能になり、品質を損なうことなく節約の機会を見つけることができます。
切断コストに影響を与える主な要因
受け取る各見積もりは、材料費、機械稼働時間、労務費、および間接費を含む複雑な計算に基づいています。According to 業界の価格調査 レーザー切断コストだけでも、素材の種類や厚さに応じて1インチあたり0.10ドルから1.00ドルの範囲になる可能性があります。それぞれの要因を分解してみることで、見積もり依頼前にコストを予測できるようになります。
素材の種類とコスト:
- 軟鋼: 価格比較のベースラインとして、約0.50〜1.00ドル/kg(0.23〜0.45ドル/ポンド)と最も経済的な選択肢
- ステンレス鋼: 耐久性と耐食性のため、1.50〜3.00ドル/kg(0.68〜1.36ドル/ポンド)を予想してください
- アルミニウム: 1キログラムあたり2.00〜4.00ドル(1ポンドあたり0.91〜1.81ドル)で運営され、機械作業時間に影響を与える特定の切断パラメータを必要とします
- 特殊合金: 材料の入手可能性や切断の難易度に基づくカスタム価格設定
厚さが価格に与える影響:
厚い材料はより多くの電力、遅い切断速度、消耗品の摩耗増加を必要とします。2mmの軟鋼板は10mmの厚板よりもはるかに高速に切断でき、直接的に機械作業時間の料金に影響します CNCプラズマシステム 軟鋼の1/2インチを毎分100インチ以上の速度で切断可能ですが、ウォータージェットシステムは通常毎分5〜20インチで動作します。この差は部品単価に直接的に反映されます
設計の複雑さ:
- シンプルな形状: 設計/プログラミング時間は約1時間で、費用は20〜100ドルです
- 複雑な形状: 準備時間は2〜4時間かかり、費用は40〜400ドルです
- カスタム試作: 複雑なデザインの場合、5時間以上で100~500ドル以上
数量に関する考慮事項:
セットアップおよびプログラミング費用は、ご注文数量に応じて割り勘されます。単一のプロトタイプではセットアップだけで50~100ドルかかる場合でも、それを500個の部品で分担すれば、1個あたりのコストは無視できるほど低くなります。大量生産の注文では、多くの場合、素材の割引やロット処理による効率化が適用され、全体コストを15~30%削減できます。
許容差仕様:
厳しい公差要求は、切断速度の低下、より頻繁な品質検査、場合によっては異なる切断方法を必要とします。機能上±0.030インチで十分なところを±0.005インチの精度で要求しても、コストが増加するだけで実用的な価値は上がりません。公差の仕様は、実際に必要な要件に合わせてください。
納期:
- 標準リードタイム(5~10日): 追加料金なしの基本価格
- 急ぎ注文(2~3日): 優先スケジューリングのため、25~50%の追加料金を見込んでください
- 当日または翌日納品: 標準料金より50~100%高いプレミアム価格
切断後の工程:
バリ取り、研磨、曲げ加工、塗装はコストを大幅に増加させます。1平方メートルのレーザー切断部品の場合、バリ取りに追加で5〜15米ドル、塗装に10〜30米ドルがかかることがあり、完成品の基本切断コストが倍になる可能性があります。
コスト効率のためにプロジェクトを最適化する
賢いバイヤーは見積もりを受け取るだけでなく、依頼前にプロジェクトを最適化します。金属加工の専門家は、結果を損なうことなくコストを削減できるいくつかの戦略を推奨しています。
設計を簡素化してください:
過度に複雑な切断や不要な溶接、手間のかかる細部設計は避けましょう。これらは多くの労力と時間を要します。標準サイズの材料を使用すれば、廃材が減り、特殊サイズのシートに対するプレミアム料金を回避できます。設計をわずかに変更するだけで、切断コストを20〜30%節約できる場合もあります。
ネスティング効率を活用する:
高度なソフトウェアにより、シートメタル上の部品を配置して材料使用率を最大化します。ネスティング技術を活用する近隣の金属加工業者と提携することで、廃材を削減し、材料費を抑えることができます。潜在的なサプライヤーにネスティング能力について確認してください。この一点が、部品単価に大きな影響を与える可能性があります。
バッチ生産を計画する:
単発のカスタム部品ではなく、一括で部品を大量生産することでコストが大幅に削減されます。バッチ生産はセットアップ時間や人件費を減らし、全体的な費用を抑えながら品質の一貫性も維持できます。可能であれば、複数の注文をまとめたり、事前に計画を立てて、ロット単価のメリットを活用しましょう。
適切な切断方法を選ぶ:
応用用途にとってプラズマで十分な品質が得られるなら、レーザー精度のために余分な費用を支払わないでください。CNCプラズマテーブルは、1インチあたり0.10〜0.50ドルの消耗品コストで、1インチあたりの切断コストが最も低くなります。これに対し、レーザー方式は1インチあたり0.15〜0.75ドルです。実際の要件に合った技術を選択してください。
材料の代替案を検討してください:
ステンレス鋼は強度と耐食性を備えていますが、軽量性が求められる用途ではアルミニウムの方がコスト効率が高い場合があります。コスト効率と長期的な信頼性の両立を図れる材料について、加工業者とプロジェクトの目標を相談して決めてください。
地域内サービスとオンラインサービスの経済性
『近くのスチール切断』を検索する際、利便性と遠隔地のサービス提供者が提示するより低価格の間で比較検討していることになります。どちらのアプローチにも、状況に応じたメリットがあります。
現地サービスの利点:
- 複雑なプロジェクトでは対面でのやり取りにより誤解が減少する
- 重量物の素材に対しては、輸送費が低くなる、あるいは不要になる
- 輸送時間を要しないため、短納期が可能
- 量産開始前に初期品を直接確認できる
- プロジェクト途中での問題対応や変更が容易
オンライン/リモートサービスが適しているケース:
- 現地では利用できない専門的な能力
- 輸送コストを相殺するほど著しく低い価格
- 明確な仕様を持つ、シンプルで定義されたプロジェクト
- 輸送時間を考慮しても問題ない納期の余裕がある場合
厚手の鋼板の場合、遠方からの調達によるコスト削減効果をすぐに輸送費が上回る可能性があります。2mm厚の4×8フィートの軟鋼板1枚あたりの素材費は単独で約60〜120ドルですが、これを国内で輸送する費用は距離や運送業者によってさらに50〜150ドルかかることがあります。
判断を行う前にトータルランデッドコスト(到着地価格)を計算してください。15%高い加工費を請求する地元の業者でも、輸送費や輸送日数を考慮すると、プロジェクトの総コストとしてはより低くなる可能性があります。価格の基本を理解した上で、次に適切な加工業者を評価・選定できる準備が整います。

適切な鋼材切断サービス業者の選定
技術的な詳細を完全に理解し、プロジェクトコストも把握しました。次に、すべてを統合する重要な意思決定が待っています。自分の要件に合致する「自宅近くの金属切断業者」を見つけるには、単なるオンライン検索では不十分です。適切な業者は、単なるサプライヤーではなく、一貫した品質を提供し、納期を確実に守り、課題が発生した際に能動的に連絡してくれる戦略的パートナーとなります。
サービスプロバイダーの能力評価
何らかの業者に正式に依頼する前に、自社のプロジェクト要件と照らし合わせて、その業者の能力を包括的に評価してください。TMCOの業界ガイドラインによると、加工業者の経験は、その能力を示す最も信頼性の高い指標の一つです。長年にわたる営業実績は、通常、材料に関する深い知識、洗練された工程、および高コストな問題となる前に課題を予見・対応できる力を意味します。
業者評価チェックリスト:
- 設備能力: ご使用の材料および板厚要件に適合する特定の切断技術(レーザー、プラズマ、ウォータージェット)を保有しているかを確認する
- 材料に関する専門知識: 炭素鋼、ステンレス鋼、特殊合金など、特定の鋼種に関する経験が確実にあるか確認してください
- 認証: 最低限ISO 9001を確認してください。自動車用途の場合はIATF 16949、航空宇宙分野の仕事の場合はAS9100を確認してください
- 社内能力: 切断、曲げ加工、溶接、仕上げまで一括して提供するフルサービス工房は、工程間の引継ぎや品質ばらつきを減らすことができます
- 生産能力: 試作から量産規模まで、品質の低下なく対応できるかどうかを確認してください
- エンジニアリングサポート: 製造性設計(DFM)に関するアドバイスを提供するプロバイダーは、切断開始前に設計を最適化するのに役立ちます
- 検査設備: 三次元測定機(CMM)、光学式比較計、文書化された品質プロセスにより、寸法精度が保証されます
- 連絡対応の迅速さ: 最初の問い合わせに対してどの程度迅速に返答するかに注目してください。これはプロジェクトにおけるコミュニケーションの質を予測する指標となります
すべての加工工場が同じレベルの能力を持っているわけではありません。一部の工場は金属の切断のみを行っており、機械加工、仕上げ、または組立を外部委託している場合があります。これにより、遅延やコミュニケーションのギャップ、品質の不一致が生じる可能性があります。業界の専門家は、現代の設備や技術がカスタム板金加工において重要な役割を果たすと強調しています。高度な機械装置があれば、正確な切断、曲げ、組立が可能となり、精密な設計を実現するために不可欠です。
近くの板金加工業者や鉄鋼切断業者をお探しの際は、設備や工程、品質管理システムについて透明性を持っている工場を優先してください。自らの能力に自信を持つ事業者は、こうした情報を readily(喜んで)提供するでしょう。
契約前に尋ねるべき質問
最初の打ち合わせで質問する内容によって、その事業者がお客様のニーズに合っているかどうかが明らかになります。 業界の研究が確認しているように サプライヤーの信頼性は、その製品の品質と同様に重要であるということです。信頼できるサプライヤーは、プロジェクトのスケジュール維持に不可欠な納期の遵守と、一貫した製品供給を保証します。
潜在的なサプライヤーに問うべき重要な質問:
- 複雑な金属部品の加工をどのくらいの期間行っていますか?また、同様の用途に関する経験はありますか?
- どのような切断技術を使用していますか?また、それらの板厚および公差に対する能力はどの程度ですか?
- 私のプロジェクトと類似した案件について、参考情報やケーススタディを提供していただけますか?
- 保有している認証は何ですか?また、その証明書を提示していただけますか?
- 私の規模と複雑さのプロジェクトにおける通常のリードタイムはどれくらいですか?
- 短納期サービスを提供していますか?また、それに伴う費用はいくらですか?
- 生産中に設計変更や問題が発生した場合、どのように対応しますか?
- 出荷前に部品が仕様を満たしていることを確認するための検査プロセスはどのようなものですか?
- 材料の認証書および検査報告書を納品時に提供していただけますか?
- 見積もりの返信時間はどのくらいですか?また、見積もりはどの程度詳細に作成されますか?
これらの質問に対する業者の回答の仕方に注意してください。経験豊富な金属加工業者は、金属の種類による違いや、切断、成形、溶接におけるそれぞれの特性を理解しています。彼らはためることなく、自信を持って自社の品質管理プロセスを説明できるはずです。
ローカルサービスが特に重要になるとき
地理的な近接性は、特定のプロジェクトにおいて確かな利点をもたらします。「近くで金属切断ができるところはどこか?」とお探しの場合は、以下の例のように、地元の業者が明確なメリットを提供する状況を検討してください。
- 複雑または変化するプロジェクト: 対面でのやり取りは、メールのやり取りよりも迅速に曖昧さを解消できます
- 重量物の材料: 厚手の鋼板を輸送するとコストが大幅に増加します。地元での引取により運賃が不要になります
- 納期が厳しい場合: 輸送時間を省くことで、生産のために追加の作業日数を得られます
- ファーストアーティクル検査: 本格的な生産前に工場を訪れて初期サンプルを確認することで、高額なミスを防ぐことができます
- 反復的プロトタイピング: 迅速な設計・テスト・修正サイクルは、地理的な近接性から恩恵を受けます
- 継続的な取引関係: 定期的な注文により信頼関係が構築され、生産能力が逼迫した際の優先扱いにつながることもあります
現地の金属加工店は、プロジェクトに影響を与える可能性のある地域市場の状況、建築基準、および業界標準を理解しています。この文脈に基づいた知識は、建設、建築、インフラ分野での応用において非常に価値があります。
遠隔またはオンラインサービスが効果的に機能する場合
プロジェクトがある一定の条件を満たせば、距離の重要性は低下します。
- 明確に定義された仕様: 詳細な図面と要件があれば、やり取りの必要が最小限に抑えられます
- 特殊な技術力: 独自の切断技術が現地市場に存在しない可能性があります
- 大量生産: 単価での大幅な節約により、輸送コストを相殺できます
- 軽量部品: 薄板金属は輸送コストが低く抑えられます
- 柔軟なスケジュール: 緊急性の低いプロジェクトでは、納期のプレッシャーなく輸送時間を考慮できます
- 確立された関係: 遠隔地のサプライヤーの品質を一度確認すれば、継続的な発注が日常業務となります
自動車および精密金属プレス加工用途の場合、所在地に関係なく、特定の認証と統合された製造能力を持つサプライヤーを見つけることが重要になります。たとえば、「 シャオイ (寧波) メタルテクノロジー 」などのメーカーは、シャシー、サスペンション、構造部品に対してIATF 16949認証の品質を提供し、5日間で迅速な試作に対応可能で、見積もりは12時間以内に返信します。設計支援(DFM)も含めた包括的なサポートにより、切断から完成アセンブリまでの一連の製造プロセスが効率化されます。このような能力は、現地市場には存在しない可能性があります。
自動車用途の遠隔プロバイダーを評価する際は、以下の点を示しているプロバイダーを優先してください。
- 自動車グレードの品質システムを保証するIATF 16949認証
- 迅速な設計検証が可能なラピッドプロトタイピング能力
- 量産拡大に対応できる自動化された大量生産能力
- 設計の反復を削減する包括的なエンジニアリングサポート
- 業務効率を示す迅速な見積もり対応力
長期的なプロバイダー関係の構築
最高の切断加工サービスとの関係は、単なる取引の枠を超えます。信頼できるプロバイダーは、あなたのエンジニアリングチームの延長として機能し、設計の改善やコスト削減に貢献する知見を提供します。彼らは容量が逼迫した際でも、継続的な関係を重視するため、あなたの注文を優先的に扱います。
大規模な注文を行う前に、試験的なプロジェクトから始め、能力を確認してください。完成品だけでなく、見積もりの正確さ、コミュニケーションの質、納期遵守、問題対応などを含めた全体の体験を評価しましょう。透明性のあるコミュニケーションにより、高額なトラブルを防ぎ、プロジェクトが最初から最後まで一貫して進められます。
信頼できる加工業者は、明確なスケジュール、プロジェクトの進捗状況、現実的な期待値を提供します。優れたコミュニケーション能力は、短期的な利益よりもパートナーシップを重視するサプライヤーであることを示しています。こうした関係性は、相手がお客様の好みを理解し、ニーズを予測し、改善点を能動的に提案することで、長期的に大きな価値を生み出します。
サプライヤー選定基準を明確にすれば、これまで学んできたすべてを統合し、鋼材切断プロジェクトに対して自信を持って行動を起こす準備が整います。
情報に基づいた鋼材切断の意思決定を行う
熱間および機械加工技術の理解から業者の評価、コスト最適化まで、鋼材切断サービスの全貌を網羅してきました。ここからは、この知識を実行可能な意思決定に凝縮し、自信を持ってプロジェクトを前進させる時です。
プロジェクトに適した切断方法の選定
最適な切断技術を選ぶために、冶金学の専門家になる必要はありません。代わりに、成功したすべてのプロジェクトを導く次の3つの基本的な質問に集中してください。
適切な切断方法は、使用する材料の板厚、必要な精度、および予算制約のバランスを取ったものです。許容公差を過剰に厳しく設定すると費用が無駄になり、逆に緩すぎると高額な手直しリスクが生じます。
まず素材を検討してください。炭素鋼は最も幅広い切断オプションを提供しますが、ステンレス鋼やアルミニウムは特定の条件を必要とします。次に、板厚を評価します。レーザー切断は1.25インチ未満の厚さに優れ、プラズマ切断は中程度の板厚に対して効率的であり、酸素燃料切断は最も厚い材質に対応できます。最後に、要件の公差を理想的な精度ではなく、実用上のニーズに合わせてください。
プロフェッショナルな鋼材切断ソリューションは、仕様が現実と一致する場合に成功します。A 信頼できる製造パートナー は、予算の制約を考慮しつつ、プロジェクトの成功を最大限に引き出す切断方法へと導いてくれます。
主要な判断要因の概要:
- 0.75インチ以下の厚さで高精度が必要な場合: ファイバーレーザーは優れた切断面品質と厳しい公差を実現します
- 1インチを超える厚さの構造部品の場合: プラズマまたは酸素燃料切断が費用対効果の高い結果をもたらします
- 熱に敏感な材料の場合: ウォータージェットは熱変形の懸念を排除します
- 大量生産のシートメタル向け: せん断加工は、低コストで迅速な処理能力を提供します
自信を持って次のステップへ進む
次のステップに進む準備はできていますか?この産業用金属切断ガイドにより、サプライヤーと効果的にコミュニケーションをとり、彼らの回答を的確に評価するための知識が得られました。明確なコミュニケーションは成功したプロジェクトの基盤です。仕様が不完全だと、見積もりの修正、製造遅延、期待外れの結果につながります。
忘れないでください プロジェクト管理のベストプラクティス 具体的な目標設定、範囲の明確な定義、そしてオープンなコミュニケーションチャネルの維持を重視します。これらの原則は、規模や複雑さに関わらず、あなたの切断プロジェクトに直接適用されます。
鋼材加工における切断方法のアクションプラン:
- 要件を完全に文書化してください: サプライヤーに連絡する前に、材料の仕様、数量、公差、納期の制約を収集してください
- プロフェッショナルな図面を作成してください: DXF、DWG、またはSTEP形式のCADファイルは仕様を最も効果的に伝えることができます。簡単な作業には詳細なスケッチでも対応可能です。
- 複数の業者から見積もりを依頼する: 市場価格や能力の違いを理解するため、少なくとも3つの加工業者を比較してください。
- 認証の確認: 自動車用途の場合は最低限ISO 9001の認証を確認し、IATF 16949、航空宇宙用途の場合はAS9100を要求してください。
- 納期と生産能力について確認してください: 受注前に現在の受注状況および短納期対応の可否を把握してください。
- 試験的な発注から始めましょう: 量産発注に移る前に、小規模なプロジェクトでサプライヤーの能力をテストしてください。
- 全体の体験を評価してください: 完成品の品質だけでなく、見積もりの正確さ、連絡の質、納期遵守などを評価してください。
得た知識により、あなたは受動的な購買担当者から、情報に基づいて協働できるパートナーへと変わります。適切な質問をするのに十分な鋼材加工切断方法の理解があり、重要な品質認証を識別でき、結果を犠牲にすることなくコスト効率を最適化できるのです。
特殊な用途向けの木材用レーザー切断サービスが必要であれ、構造用鋼材向けの厚板加工が必要であれ、基本は常に同じです。明確な仕様、適切な技術選定、そして実績のあるサプライヤー能力が成功に導きます。まずプロジェクト要件を文書化するという第一歩を踏み出しましょう。生鋼材から精密部品へ至る道のりは、何を達成したいかについての明確さから始まります。
鋼材切断サービスに関するよくある質問
1. 金属切断の費用はどのくらいですか?
金属切断のコストは、素材の種類、厚さ、複雑さ、および切断方法によって異なります。レーザー切断の場合、通常1インチあたり0.10ドルから1.00ドル程度ですが、プラズマ切断は1インチあたり0.10〜0.50ドルと低コストです。軟鋼は約0.50〜1.00ドル/kg、ステンレス鋼は1.50〜3.00ドル/kg、アルミニウムは2.00〜4.00ドル/kgの範囲です。簡単な形状のセットアップ費用は20〜100ドルですが、複雑なデザインでは100〜500ドルになることがあります。急ぎの注文には25〜100%の追加料金が発生し、バリ取りや塗装などの二次加工により、基本切断コストが2倍になる場合があります。
自宅で鋼材を切断できますか?
はい、家庭で円盤鋸や角磨き機に鉄鋼用の切断ブレードを取り付けることで、約3/8インチ厚までの軟鋼を切断できます。カーバイト刃のブレードは鋼製歯のものよりも長持ちします。薄板金属にはニッパーが使え、非常に薄い素材であれば普通のハサミでも対応可能です。ただし、精密な切断、複雑な形状、またはより厚い材質の場合には、レーザー、プラズマ、またはウォータージェット技術を用いた専門の鋼材切断サービスの方が、優れた精度ときれいで滑らかな切断面を実現でき、公差を±0.001インチまで厳密に保つことができます。
3. 厚板鋼材の切断に最適な方法は何ですか?
厚鋼板の場合、酸素燃料切断は0.5インチから36インチを超える厚さの材料を処理でき、重厚構造物の作業に最適です。プラズマ切断は0.25インチから6インチ以上までの鋼材を効率的に加工でき、酸素切断よりも優れた切断面品質を実現します。ウォータジェット切断は8インチ以上まで対応可能で、熱影響部が生じないため、材料の特性を保持できます。重厚な炭素鋼の直線切断には酸素燃料切断、構造部品における速度と品質のバランスが必要な場合はプラズマ切断、精密部品で熱による変形を避けたい場合にはウォータジェット切断を選んでください。
4. 鋼材切断サービス提供業者に求めるべき認証は何ですか?
主要な認証には、品質マネジメントシステムのISO 9001:2015、リーン製造および欠陥防止を要求される自動車用途のIATF 16949、トレーサビリティと構成管理が求められる航空宇宙部品のAS9100があります。溶接を含むプロジェクトでは、AWS D1.1/D1.6認証が重要になります。NADCAP認証は熱処理などの特殊工程に適用されます。これらの認証により、文書化された手順、校正済み機器、訓練された要員、および第三者監査を通じた一貫した品質が保証されます。
5. 鋼材切断プロジェクトの仕様書を作成するにはどうすればよいですか?
正確な材質グレードおよび合金(例:304ステンレス、A36炭素鋼)、板厚、数量、寸法要件と重要公差を明記した完全な仕様書を作成してください。最も明確な伝達のために、CADファイルをDXF、DWG、またはSTEP形式で提供してください。表面処理の期待値、納期要件、および必要な二次加工についても記載してください。厳密な管理が必要な寸法と標準公差で良い寸法の両方を明確に指定してください。明確な仕様は見積もりの修正を防ぎ、生産遅延を減少させ、期待通りの結果を保証します。