 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

誰も教えてくれないサービス機械加工のコストと納期の真実
サービス加工の理解とその重要性
なぜ一部のメーカーは数百万ドルもの設備投資を行う一方で、他のメーカーは一台の機械も所有せずに同一の部品を生産できるのか、と考えたことはありますか?その答えは「サービス加工」にあります。これは、企業が生産について考える方法を再構築している戦略的なアプローチです。
メーカーにとってのサービス加工の真の意味
サービス加工とは、 高精度製造作業を外部の専門施設へ委託すること を指します。これらの施設は先進的なCNC技術を備えており、自社で高価な設備を購入したり熟練したオペレーターを雇ったりする代わりに、企業は専門の加工サービス提供者と提携し、設計から完成までの一連の製造プロセスを丸ごと委託します。
こう考えてみてください。精密な部品が必要ですが、必ずしも自社で工場を所有する必要はありません。テクナビオ社の業界調査によると、機械加工サービス市場は2023年から2028年の間に174億米ドルの成長が予測されており、年平均成長率(CAGR)は4.5%です。この成長は、製造戦略における根本的な変化を反映しています。つまり、企業は外部のパートナーが設備投資という負担を伴わずに、むしろ自社内での運用よりも優れた成果を提供できることを、ますます認識するようになっているのです。
「近くのCNC機械加工店」を検索したり、CNC精密機械加工サービスを探したりする際、実質的にこうした専門的なパートナーを求めていることになります。初めて製品のプロトタイプを作成するスタートアップ企業であれ、生産規模を拡大中の確立されたメーカーであれ、サービス提供事業者は、自社内での運用と同等の高品質な成果を提供します。
外部委託加工と自社内加工の本質的な違い
これらのアプローチの違いは、所有権および責任の所在に帰着します。自社内での機械加工の場合、工作機械の購入、保守スケジュールの管理、オペレーターの訓練、品質認証の取得など、すべての負担を自社が負うことになります。一方、外部委託のパートナー企業は、こうした負担を完全に引き受けます。
自社内での操業に実際に何が必要かを検討してみてください。
- 多額の初期投資 数万ドルから数百万ドルに及ぶCNC工作機械の導入費用
- 継続的な保守コスト これは時間の経過とともに積み重なり、専門技術者による対応を必要とします
- 熟練したオペレーター その専門技術者は高額な報酬を要し、継続的な訓練も求められます
- 品質証明書 iSO 9001などの認証は、厳格な文書管理および監査を要求します
サービス加工(外部委託加工)では、こうした要件が一切不要になります。ジョセ(Jose)機械加工工場やその他の適格なサービス提供事業者は、すでにこれらの投資を完了しています。最新鋭の設備を維持管理し、経験豊富な機械加工技術者を雇用し、お客様の業界が求める各種認証も保有しています。お客様は、必要なときにその能力を活用するだけで済みます。
航空宇宙産業から医療機器産業に至るまで、さまざまな業界の企業が外部の機械加工パートナーに依存する理由は何でしょうか?その価値提案は非常に説得力があります。高精度機械加工サービスを利用することで、多軸CNC工作機械、経験豊富なオペレーター、確立された品質管理システムへのアクセスが可能となり、自社の資金を拘束することなくこれらのリソースを活用できます。カリフォルニア州およびその他の製造業集積地にある多くの機械加工工場は、特定の業界に特化しており、自社内で数年かけて培う必要のある専門知識を提供しています。
この柔軟性は、プロジェクト要件が変動する場合に特に価値を発揮します。需要の低迷期には設備が稼働せずに闲置され、需要急増期には急いで生産能力を拡張するといった状況を回避し、受託加工によって生産規模をシームレスに拡大・縮小できます。これは、自社の強みである製品設計、顧客対応、事業成長に集中できる戦略的アドバンテージです。
CNC機械加工プロセスの種類とその応用分野
サービス機械加工プロバイダーと提携する際、単に設備へのアクセスを得るだけではなく、多様な製造プロセスから構成される包括的なツールキットを活用することになります。しかし、ここに課題があります。あなたのプロジェクトに最も適した加工プロセスはどれでしょうか?フライス加工、旋盤加工、および特殊加工技術の違いを理解することで、機械加工パートナーとの効果的なコミュニケーションが可能となり、部品に関する適切な意思決定を行えるようになります。
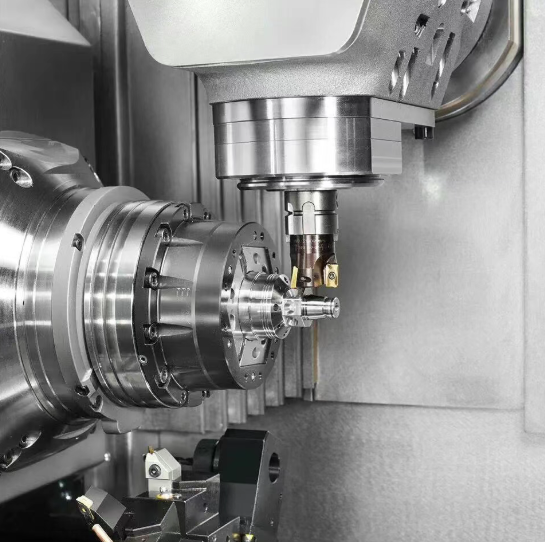
CNCフライス加工の解説
固定されたワークピースの上を回転する切削工具が移動する様子を想像してください。 材料を層ごとに削り取っていく 。それがCNCフライス加工の実際の動作です。部品自体が回転する加工プロセスとは異なり、フライス加工ではワークピースを固定したまま、多点切削工具が複数軸にわたって加工を行います。
この手法は、単純な方法では実現不可能な複雑な3次元形状の作成に特に優れています。3ERP社の製造業調査によると、フライス盤は3軸、4軸、または5軸対応で稼働可能であり、各追加軸によって新たな幾何学的自由度が得られます。
フライス加工が特に多用途である理由は何でしょうか?以下の一般的な応用例をご覧ください:
- 平面および面 ―フェースミリングでは、ワークピースの上面に精密な水平面を作成します
- ポケットおよび空洞 ―ポケットミリングでは、内部領域から材料を除去し、凹状の形状を形成します
- スロットおよび溝 ―ペリフェラルミリングでは、部品のエッジに沿って所定の深さでチャネルを切削します
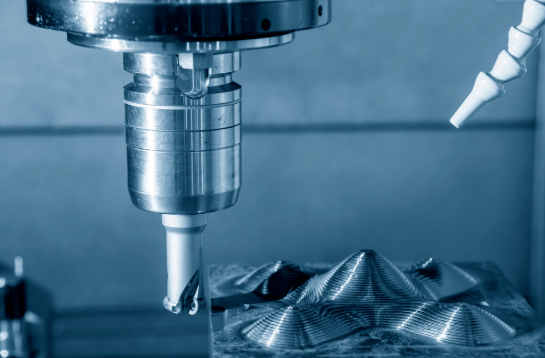
- 複雑な3Dコンター ―ボールノーズエンドミルは、金型やプロトタイプ向けに有機的な曲線をトレースします
- 角度付き形状 ―チャムファーミルおよび角度加工により、面取りされたエッジを作成します
5軸CNC加工サービスを検討する際には、現時点で利用可能な最も高度なフライス加工能力を検討していることになります。これらの機械は工具またはテーブルを傾斜させることができ、ワンセットアップでアンダーカットや複雑な曲面にもアクセス可能です。大型部品のCNC加工や航空宇宙分野における精巧な部品加工において、5軸CNCサービス提供業者は、より単純な構成では達成できないレベルの精度を実現します。
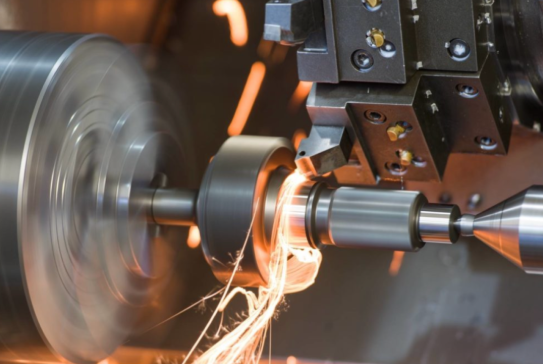
旋盤加工がフライス加工を上回る場合
今度は脚本をひっくり返します。CNC旋盤加工では、ワークピースが高速で回転し、固定された単刃切削工具がその表面を成形します。この運動の反転により、各加工法が最も得意とする分野に根本的な違いが生じます。
一見単純そうに聞こえますか? 実際、その通りです——この単純さが効率性へと直結します。旋盤加工は円筒状部品の加工において本質的に高速であり、回転運動によって自然と円形の輪郭が得られるからです。シャフト、ピン、ブッシュ、ねじ付きロッドなど、円筒形状の部品であれば、ほぼ確実に旋盤加工が最適な選択肢となります。
以下に、旋盤加工がフライス加工を上回るケースを示します:
- 円筒形および円錐形 — 回転するワークピースにより、優れた同心度を伴う自然な円形輪郭が得られます
- 大量生産対応 — バーフィーダーを用いることで、最小限のオペレーター介入で連続加工が可能です
- 外ねじおよび内ねじ — ねじ切り加工が旋盤加工サイクルにシームレスに統合されます
- 厳しい円形状公差 — 長尺部品全体にわたって一定の直径が維持されます
- コストに敏感なプロジェクト — よりシンプルな工具構成と短いサイクルタイムにより、1個あたりのコストが削減されます
現代のCNC旋盤センターでは、加工工程間の境界が曖昧になっています。多くの機種には、ワークを旋盤に装着したままフライス加工を実行できる回転工具(ライブツーリング)が搭載されています。このハイブリッド機能により、クロスホールの穴あけ、平面のフライス加工、キー溝の切削など、ワークを別々の工程に移動させることなく、単一の機械で一貫して行うことが可能になります。
円筒形状とプリズマティック(角形)形状の両方を含むCNC機械加工部品のプロジェクトにおいては、サービス提供者に「ミルターン加工」対応能力についてお問い合わせください。このようなハイブリッド機械を活用すれば、複数の工程を経る必要がなくなり、納期を大幅に短縮するとともに、寸法精度の向上も図れます。
複雑な形状への対応に特化した加工プロセス
従来の切削工具では要求される形状に到達できない場合、電気火花加工(EDM)や高精度研削といった特殊加工技術が活用されます。
電気火花加工(EDM) 電気火花加工(EDM)は、物理的な切削ではなく制御された電気火花によって材料を除去します。出典: OpenLearnの技術文書 eDMは、硬度に関係なく、あらゆる電気伝導性材料で動作します。このため、従来の切削工具を破損させてしまうような高硬度の工具鋼や特殊合金の加工に最適です。
EDMは、以下の特定の用途において優れた性能を発揮します:
- 高アスペクト比の小径穴 ―ワイヤーEDMでは、最小0.05mmの開口部を作成できます
- 複雑なダイス型腔(キャビティ) ―シンカーEDMでは、バリを生じさせることなく、複雑な金型形状を形成できます
- 高硬度材料 ―放電加工(スパーク・エロージョン)は、材料の硬度を全く無視して加工が可能です
- 鋭い内角 ―切削工具では到達できない場所でも、最小半径0.4mmまでのR形状を実現できます
ただし、デメリットもあります。EDMは従来の機械加工と比較して加工速度が遅く、金属除去率は通常、毎時立方センチメートル(cm³/h)単位で測定されます。また、疲労強度が重要な用途では除去が必要となる場合がある、0.0025~0.15mmの厚さの再凝固層(レキャスト層)が残ります。
精密研削 研削ホイールを使用して、切削工具では達成できない表面仕上げや公差を実現します。プロジェクトで鏡面のような表面仕上げやマイクロメートル単位の高精度が求められる場合、研削加工は不可欠となります。
オデッセイ・マシニング(Odyssey Machining)などの企業およびその他の専門加工業者は、しばしば複数の工程を連続して組み合わせます——粗加工にはフライス加工、仕上げには研削加工、細部加工には放電加工(EDM)を用いるなどです。このような統合的なアプローチにより、各工程の長所を最大限に活かしつつ、総生産時間を最小限に抑えることができます。
これらの加工工程の違いを理解することで、機械加工パートナーとのより効果的な連携が可能になります。部品にフライス加工の柔軟性が必要か、旋盤加工の効率性が必要か、あるいは特殊な高精度が必要かを明確に伝えることができれば、より正確な見積もりと迅速な納期対応が得られます。
機械加工部品向け材料選定ガイド
加工プロセスを選択しました。次に、同様に重要な判断が待ち受けています——部品の材質を何にするかという選択です。この選択は、加工時間や工具摩耗から最終的な部品性能、そして総コストに至るまで、プロジェクトのあらゆる側面に影響を及ぼします。適切な材質を選べば、期待を上回る性能を発揮する部品が得られます。一方、誤った選択をしてしまうと、納期遅延、予算超過、あるいは現場で機能不全を起こす部品といった問題に直面することになります。
材質選定が難しい理由は、常にトレードオフが伴う点にあります。トップス・ベスト・プレシジョン社の製造業向け調査によると、アルミニウムや真鍮などの軟質金属は優れた切削性を有していますが、強度や耐久性に欠ける場合があります。一方、チタンやステンレス鋼などの高強度材は加工が困難ですが、高い強度、耐食性、および耐久性を提供します。
以下に選択肢を整理し、お客様の アルミニウムCNC加工サービス その他の材質要件に応じた、根拠に基づいた判断ができるようご案内します。
軽量性能のためのアルミニウム合金
メーカーが品質を犠牲にすることなく迅速に部品を必要とする場合、アルミニウムはしばしば最上位に選ばれます。真鍮基準と比較した切削性評価値は90–95%であり、アルミニウムの機械加工サービスは短納期と優れた表面仕上げを実現します。
なぜアルミニウムはこれほど優れた切削性を示すのでしょうか?その高い熱伝導率により、切削部で発生した熱が素早く放散され、工具寿命を損なうことなく高速切削が可能になります。エーテリアル・マシーンズ社の材料選定ガイドによると、アルミニウム6061は強度と切削性のバランスが優れており、自動車から民生品に至るまで多様な用途に対応する汎用性を備えています。
アルミニウムCNCフライス加工サービスの見積もりでよく見られるアルミニウム合金には以下が含まれます:
- 6061-T6 —汎用用途向けに、十分な強度、溶接性および耐食性を兼ね備えた主力合金
- 7075-T6 —一部の鋼材に匹敵する高強度を有し、航空宇宙分野の構造部品や高応力用途に最適
- 2024-T3 —航空機の外板および構造部品向けに優れた疲労抵抗性
- 5052—海洋環境および化学処理環境向けに優れた耐食性
ただし、アルミニウムは硬度が低いため、極端な摩耗や高温用途には対応できません。こうした用途では、鋼鉄または特殊合金を検討する必要があります。
耐久性を重視する場合の鋼鉄およびステンレス鋼オプション
重量よりも強度と耐久性が重視される場合、鋼鉄系材料が主要な選択肢となります。ただし、鋼鉄には性能範囲が非常に広く、切削加工性も同様に幅広いバリエーションがあります。
炭素鋼および合金鋼 (例:1018、4140、4340)は、強度と切削加工性の間で適切なバランスを実現しています。これらの材料の切削難易度は約70%とされ、アルミニウムよりも明らかに切断が困難ですが、標準的な工具を用いて十分に加工可能です。これらは、強度が求められる構造部品、機械部品、ギアなどに優れた性能を発揮します。
ステンレス鋼 異なる課題を呈します。材料研究によると、304や316などのステンレス鋼は、切削性評価値がわずか30~40%にとどまります。なぜこれほど難易度が高いのでしょうか? ステンレス鋼は加工硬化性を有しており、切削中に材質がさらに硬くなるためです。このため、切削速度を低く設定する必要があり、より剛性の高い工作機械のセットアップや、より頻繁な工具交換が求められます。
切削加工上の課題があるにもかかわらず、特定の用途においては、ステンレス鋼の優れた特性がその手間を十分に正当化します。
- 304 ステンレス —食品加工、建築、化学分野向けの汎用耐食性
- 316 ステンレス —海洋、医療、製薬環境向けの優れた耐食性
- 17-4 PH —航空宇宙および防衛分野の部品向けに高強度を実現する析出硬化型ステンレス鋼
- ステンレス鋼303 —切屑の折れやすさおよび工具寿命の向上を目的に硫黄を添加した自由切削性ステンレス鋼
プロジェクトでステンレス鋼が必要な場合、アルミニウムのフライス加工サービスの見積もりと比較して、納期が長くなり、部品単価も高くなります。材料自体のコストが高く、加工速度が遅く、工具の摩耗も早いため、これらすべての要因がサービス提供者の価格設定に反映されます。
エンジニアリングプラスチックおよび特殊材料
すべての部品が金属である必要はありません。エンジニアリングプラスチックは、軽量性、耐薬品性、電気絶縁性など、独自の利点を提供します。一方、特殊合金は、従来の材料では対応できない極限環境下での使用に適しています。
一般的なエンジニアリングプラスチック 機械加工部品向けの材料には以下が含まれます:
- デルリン(アセタール) —寸法安定性に優れ、歯車、ベアリング、機械部品などの加工に最適な、非常に加工しやすい材料
- PEEK —最高250°Cまでの高温に耐える高性能熱可塑性樹脂で、航空宇宙分野および医療用インプラントで広く使用されています
- UHMW —コンベア部品や摩耗防止ストリップなどに用いられる、優れた耐摩耗性および低摩擦特性を有する材料
- ポリカーボネート —安全窓や保護カバーなどに用いられる、高い衝撃抵抗性および光学的透明性を備えた材料
プラスチック製品は加工が比較的迅速ですが、異なる配慮が必要です。一部のプラスチックは切断時の熱で溶融または変形する可能性があり、他のものは過度に攻撃的な切断によって欠けやすくなります。加工を依頼するパートナー企業は、切削速度、送り速度、および冷却戦略をそれに応じて調整する必要があります。
特殊合金 相反するスペクトラムの反対側に位置づけられる—極めて加工が困難である一方で、過酷な環境下では不可欠な材料です。 プリモ・メディカル・グループは指摘しています 「チタンやその他の特殊合金などは、硬度、耐食性、生体適合性といった特有の特性により、専門的な機械加工技術を要します。」
チタンの切削性評価値はわずか20–25%です。その低い熱伝導率により、切削部に熱が集中しやすいため、低速での加工と特殊コーティングを施した工具の使用が求められます。インコネルおよびその他のニッケル系超合金の評価値はさらに低く、10–15%であり、工具の破損を防ぐために極めて慎重な取り扱いが不可欠です。
これらの材料の加工難易度が正当化されるのはいつでしょうか?チタンは、その比強度が他に類を見ない航空宇宙構造物、医療用インプラント、および高性能スポーツ用品に使用されます。インコネルは、ジェットエンジン部品や原子力分野など、極端な高温および腐食によって他の材料が破損してしまう環境で使用されます。
素材比較の概要
サービス機械加工業者と材料選択について協議する際に、この参考表をご活用ください:
| 材質 | 切削加工性評価 | 典型的な用途 | コストに関する考慮 |
|---|---|---|---|
| Brass c36000 | 100%(標準) | 継手、電気部品、装飾用ハードウェア | 材料コストは中程度、加工コストは最も低い |
| アルミニウム 6061 | 90-95% | 航空宇宙、自動車、電子機器エンクロージャー | 材料費が低く、加工が高速 |
| 炭素鋼1018 | 70% | 構造部品、シャフト、機械部品 | 材料コストは低く、加工時間は中程度 |
| ステンレス鋼304 | 30-40% | 食品加工、医療、海洋環境 | 材料コストは高く、加工速度は遅い |
| チタン合金 6Al-4V | 20-25% | 航空宇宙構造物、医療用インプラント、防衛分野 | 高価な材料費、専用工具が必要 |
| インコネル718 | 10-15% | ジェットエンジン、原子炉、過酷な環境 | 材料コストは非常に高く、加工速度は最も遅い |
| デルリン(アセタール) | 高い | ギア、ベアリング、高精度機械部品 | 材料費は中程度で、加工が迅速 |
| PEEK | 適度 | 医療用インプラント、航空宇宙、化学処理 | 材料費が高額で、温度管理が必要 |
業界固有の材料要件
お客様の業界は、純粋な性能要件を超えて材料選択を規定する可能性があります。規制要件および認証基準により、選択肢は大幅に制限されます。
医療機器の製造 生体適合性およびトレーサビリティが実証済みの材料を要求します。チタン、ステンレス鋼316L、およびPEEKなどの特殊ポリマーは、植込み型医療機器についてFDAの要件を満たします。お客様の機械加工パートナーは、材料の原産地およびISO 13485などの規格への適合性を証明する文書を確実に保管しなければなりません。
航空宇宙分野のアプリケーション 完全な材料トレーサビリティを有する認証済み合金を要求します。単に任意のアルミニウムを使用できるわけではなく、化学組成および機械的特性を記録した製造所証明書(mill certification)付きの航空宇宙グレードのアルミニウムでなければなりません。一般的な仕様には、AMS(Aerospace Material Specifications)およびASTM規格が含まれます。
自動車部品 コスト効率と性能要件をしばしば両立させます。大量生産では、アルミニウムや自由切削鋼などの加工性に優れた材料が一般的に選ばれ、部品単価を最小限に抑えつつ、耐久性の仕様を満たします。
こうした材料の動向を理解することで、機械加工パートナーとの連携がより効果的になります。切削性と性能の間のトレードオフについて議論できるようになれば、予算をどこに投資し、どこでコストを抑えるかという判断をより適切に行えるようになります。

包括的なサービス型機械加工ワークフローの解説
加工プロセスと材料を選定しました。次に何をすればよいでしょうか? 初めて部品を発注するお客様にとって、最初の問い合わせから完成品の納品に至るまでの流れは、まるで「ブラックボックス」のように感じられることがあります。図面データを提出した後には、実際にどのような工程が行われるのでしょうか? 各工程にはどれくらいの期間が必要なのでしょうか? 全体のワークフローを理解しておくことで、現実的な期待値を設定でき、高額な誤解やコミュニケーションミスを回避できます。
サンノゼの機械加工工場で作業する場合でも、国内の他の地域にあるサプライヤーと取引する場合でも、信頼性の高いカリフォルニア州のCNC加工施設の多くは、同様の体系化された工程に従っています。各ステップを順にご説明することで、お客様が何を期待すべきかを明確にお伝えします。
提出用設計ファイルの準備
プロジェクトは、お客様が設計ファイルを提出した瞬間から始まります。これらのファイルの準備方法は、見積もりの正確性および納期に直接影響します。業界のワークフロー文書によると、一般的な問い合わせパッケージには、CADモデル、技術図面、材料仕様、数量要件、納期などが含まれる必要があります。
サンノゼ(カリフォルニア州)の機械加工工場およびその他の専門施設では、どのファイル形式が好まれていますか?
- STEP (.stp, .step) — 3Dモデル交換の国際標準フォーマットであり、ほぼすべてのCAMソフトウェアで読み取り可能
- IGES (.igs, .iges) — 表面および立体幾何形状向けの、古くからあるが広く対応されているフォーマット
- DXF/DWG — 平面板および補足寸法表示に不可欠な2D図面ファイル
- ネイティブCADファイル —SolidWorks、Inventor、またはFusion 360ファイルは、お客様の工場が同一ソフトウェアを使用する場合、設計意図を完全に保持します
- PDF図面 —公差、表面粗さ、および特殊要件を示した注釈付き2D図面
多くのバイヤーが見落としがちな点があります:3Dモデルのみでは不十分です。カリフォルニア州の機械加工工場では、公差、表面粗さ要件、および重要部品を明記した寸法付き2D図面が必要です。3Dモデルは「どのような形状を作るか」を示しますが、図面は「どれほど正確に作るか」を指示します。
送信前に、以下の一般的な問題を再確認してください:
- すべての寸法が適切な公差とともに明確に指定されていますか?
- 重要部品と一般公差適用部品を区別して明示していますか?
- 材質の規格(例:単に「アルミニウム」ではなく、「6061-T6」)を明記していますか?
- 表面粗さ要件を標準Ra値で記載していますか?
- 必要数量および納期目標日を記載していますか?
見積もりおよびレビューのプロセス
ファイルが到着すると、見積もりプロセスが始まります。これは多くの顧客が認識している以上に複雑なプロセスです。ステッカー・マシン社のRFQガイドによると、経験豊富な工場スタッフが、自社の製造能力と専門知識に基づく実現可能性評価から始めて、提出された資料一式を精査します。
この審査では何が行われるのでしょうか?技術者は、図面に含まれる矛盾点、厳しい公差、懸念事項、および加工上の課題を確認します。こうした作業は、高額な失敗に発展する前に潜在的な問題を特定することを目的としています。
優れたサービスを提供する機械加工業者は、お客様が依頼した内容を単に見積もりするだけではなく、改善提案も行います。「製造性向上設計(DFM)」分析により、以下のような改善機会を特定します。
- コスト削減 材料の変更や形状の簡素化を通じて
- 品質の向上 非重要部品の公差を調整することで
- 期間を短縮する お客様の部品形状に最も適した加工方法を選定することで
- 潜在的な不具合の排除 薄肉部、鋭角の内角、その他の問題を引き起こす可能性のある特徴を特定することで
部品の加工方法は、その複雑さと数量によって決定されます。この情報をもとに、見積もり担当者はエンジニアと連携し、工具ごと・工程ごとの時間研究を実施します。こうして算出されたサイクルタイムの見積もりは、オペレーターの作業能力、設備の必要数、そして最終的にお客様へ提示する見積価格のすべてを左右します。
お客様が受領される正式な見積書には、通常以下が含まれます:
- 単価および総コストの内訳
- 発注確定から出荷までの予定納期
- 材料費(場合により別途明記)
- セットアップ費用および金型・工具の要件
- 公差や仕様に関する補足説明文
生産から最終検査まで
お客様が見積書を承認し、発注を確定された後、生産計画が開始されます。お客様の案件は、その複雑さ、材料の入手可能性、および工作機械の稼働スケジュールに基づいて、生産待ちキューに組み込まれます。ここから、実際にお客様の部品が製造されていくのです。
生産工程には、複数の連携したステップが含まれます:
- 素材調達 —お客様の指定した等級に合致する原材料を調達し、トレーサビリティ確保のためメーカー証明書(ミル証明書)を添付
- CNCプログラミング —エンジニアがCAMソフトウェアを用いて工具経路(トールパス)を作成し、加工速度・精度・工具寿命の最適化を図る
- 機械の設定 —オペレーターが治具を設置し、工具を装着して、お客様の部品仕様に応じて機械を校正
- 初回試作生産 —初回加工された部品を徹底的に検査し、合格後に以降の工程へ進む
- 量産開始 —初品検査(ファースト・アーティクル・インスペクション)に合格した後、残りの部品を加工
- プロセス中の品質検査 —オペレーターが連続加工中に重要寸法を随時確認・検証
- 二次操作 —必要に応じて、バリ取り・表面処理・熱処理などの後工程を実施
- 最終検査 —完成部品は、校正済みの計測機器を用いてお客様の仕様書に基づき寸法測定
- 梱包と配送 —完成部品は適切な保護措置を講じた上で、所定の納品書類を添付して出荷
品質チェックは最終工程のみでなく、加工全工程にわたり継続的に行われます。特に初品検査は極めて重要であり、この段階でプログラム誤り・セットアップ不良・設計上の問題などが発見され、量産開始前に材料の無駄を防ぎます。
全体のワークフロー概要
開始から完了まで、お客様のプロジェクトが専門サービス機械加工施設を通過する際の典型的な流れは以下の通りです:
- 設計データの提出 —お客様よりCADファイル、図面、仕様書をご提供いただきます
- 見積もり作成 —エンジニアが製造可能性を検討し、見積もりを作成します
- 設計レビューおよびDFM(製造性向上設計) —潜在的な改善点が特定され、ご提案・ご相談いたします
- 注文確認 —お客様より見積もり承認および発注承認をいただきます
- 生産スケジュール —納期約束に基づき、お客様の案件が加工待ちキューに入ります
- 資材調達 —お客様の仕様に合致した原材料を調達します
- 切削加工作業 —CNC工作機械により、原材料が完成品部品へと加工されます
- 検査および品質管理 —部品は寸法および品質要件に照らして検証されます
- 輸送と配達 —完成した部品は、関連書類とともに貴社の施設に届けられます
このワークフローを理解することで、プロジェクト計画をより効果的に立てることができます。いつ更新情報が得られるか、各工程で自社工場が必要とする情報は何であるか、そして納期遅延を招く要因をいかに回避するかを把握できます。
プロセスの全体像が理解できたところで、次に自然と浮かぶ疑問は「実際の費用はいくらになるのか?」でしょう。価格に影響を与える要因はいくつかあり、その影響は一見して明らかではありません。それらを事前に把握しておくことで、より賢い設計と正確な予算計画が可能になります。
サービス加工費用に影響を与える要因
ほとんどのサプライヤーが事前に明示しない重要な事実があります。機械加工部品の価格は、お客様自身がコントロールできる意思決定に大きく左右されます。材料選定、公差仕様、表面仕上げ要件、および発注数量は、最終的な請求額に—場合によっては劇的に—影響を及ぼします。これらの変数を理解することで、プロジェクトの予算計画やサプライヤーとの交渉において、主導権を握ることができます。
Unionfab社による包括的なコスト内訳によると、CNC加工費用は、部品の形状、材料選定、加工戦略、公差要件、生産数量などの要因によって大きく変動します。次に、各要因について詳しく検討し、次回の見積もり依頼を提出する前に、十分な情報に基づいた意思決定ができるようお手伝いします。
材料選定が予算に与える影響
材料の選定は、原材料費、加工時間、工具摩耗、さらには出荷時の重量といったあらゆるコスト項目に波及効果を及ぼします。賢く選べば、コストパフォーマンスを最適化できます。一方、不適切な選択をすれば、製品品質の向上につながらない高額なコストを支払わざるを得なくなります。
原材料費のみを考慮してください。業界の価格データによると、材料は明確に区分されたコスト層に分類されます。
- 低コスト($) —アルミニウムおよびPMMA(アクリル)が最も経済的な出発点を提供します
- 中コスト($$) —POM、PTFE、ナイロン、およびFR4などの複合材料
- 高コスト($$$) —銅、真鍮、ブロンズ、鋼、ステンレス鋼、およびPCやABSなどのエンジニアリングプラスチック
- プレミアムコスト($$$$$) —マグネシウム、チタン、PEEK、および技術用セラミックス
しかし、原材料価格は物語の一部にすぎません。ベイエリアの機械加工工場では、加工性(材料をどれだけ素早く・容易に切削できるか)も考慮されます。アルミニウムの切削速度はステンレス鋼の3~4倍です。この速度差は、直接的に人件費および機械加工時間コストの削減につながります。
実践的なポイントは以下の通りです:アルミニウムで要件を満たせる場合、あえてチタンを指定しないでください。炭素鋼で十分な耐食性が得られる場合、無条件にステンレス鋼を選択しないでください。すべての過剰仕様は、アプリケーションに付加価値をもたらさずにコストを増加させます。
公差とコストの関係
より厳しい公差(許容差)は常にコストを高めますが、その関係は直線的ではありません。Fictiv社の製造設計に関する研究によると、「最小限の手間」で実現可能な公差範囲内の設計では、ISO 2768 中級(medium)規格が採用されており、これは標準的なCNC工作機械で容易に達成可能な精度と、機能部品に必要な精度との間で良好なバランスを保っています。
なぜ厳しい公差がコストを押し上げるのでしょうか? 以下のような複数の要因が重なり合います:
- 工具のたわみや熱的影響を抑えるための —高精度を達成するには、攻撃的な材料除去ではなく、慎重かつ意図的な切削を行う必要があります
- 追加の工程 —形状によっては、荒加工用のパスに続いて、別途仕上げ加工用のパスが必要になることがあります
- 特殊工具 —高精度加工には、ランアウト(回転振れ)がより小さい高品質な切削工具がしばしば必要になります
- 検査時間の延長 —すべての厳密な公差は、校正済みの測定機器による検証を必要とします
- 不良率の上昇 —仕様から外れた部品は廃棄または再加工する必要があります
最も賢いアプローチとは?機能が要求する箇所にのみ厳密な公差を適用することです。マス・プレシジョン・サンノゼ(Mass Precision San Jose)やその他の地域にある高精度機械加工工場でも同様のアドバイスを提供しています。つまり、重要な嵌合面に対してのみ±0.001インチという公差を指定し、非重要部位については標準的な±0.005インチまたはそれより緩い公差で十分です。
エクサクト・マシン・サービス社(Exact Machine Service)のコスト分析によると、部品の機能的要求に基づき、必要な公差および表面粗さを明確に定義することが重要であり、これにより精度とコストのバランスを最適化できます。
ロット数量別価格設定およびセットアップに関する検討事項
すべての生産ロットは、治具の装着、工具の設置、機械のキャリブレーション、および初品検査の実施という「セットアップ」から始まります。これらのコストは、10個の部品を製造する場合でも、1,000個製造する場合でも、比較的一定です。このコスト構造を理解することで、生産数量が増加すると単品あたりの価格が急激に低下する理由が明らかになります。
以下のシナリオを考えてみましょう:カリフォルニア州サンノゼにある機械加工工場が、セットアップ費用として500米ドル、加工時間あたり20米ドルの単価を提示したとします。10個の部品を発注すると、単品あたりのセットアップ負担は50米ドルになります。一方、100個を発注すると、単品あたりのセットアップ負担は5米ドルまで低下します。加工費用自体は一定ですが、単品あたりの総コストは70米ドルから25米ドルへと減少します。
プロジェクト全体のコストに与える影響度を、最も大きいものから最も小さいものへと順に並べたコスト要因は以下の通りです:
- 部品の複雑さと形状 —複雑な形状設計により、複数回のセットアップ、特殊工具の使用、または5軸加工が必要となる場合、プレミアム価格が適用されます
- 材料選定 —希少金属合金や切削が困難な材料は、原材料費および加工費の両方を上昇させます
- 許容差の要件 —精度の小数点以下桁数が1桁増えるごとに、それに見合わないほどコストが増加します
- 注文量 —生産数量が増えると、セットアップコストが均等化され、ロット価格の適用対象となる場合があります
- 表面仕上げの仕様 —機械加工後(Ra 3.2μm)の仕上げ要件を超える場合は、追加の工程が必要になります
- 二次操作 —熱処理、アルマイト処理、めっき、塗装などの後工程は、機械加工後のコストを増加させます
- 納期要件 —納期短縮対応には、通常、急ぎ手配料が発生します
機能性を損なわずにコストを削減したいですか?Fictiv社の製造ベストプラクティスによると、以下の設計変更が最も大きなコスト削減効果をもたらします:
- 形状の簡素化 —鋭角の内角、深く広いポケット、複雑な形状など、機械加工時間を延長する要素を最小限に抑えます
- 標準工具サイズを活用する —一般的なエンドミルおよびドリルに対応した形状を設計することで、セットアップ時間および工具コストを削減します
- セットアップ回数を減らす設計 —2回以下のセットアップで加工可能な部品は、再位置決め時間および公差の累積を回避できます
- 機能上必要な仕上げのみを指定してください —外観または機能上の要件がある場合にのみ、鏡面仕上げを要求してください
- 若干大きなロットを検討してください —部品数を25個から50個に増やすだけで、単価における大幅なコスト削減が得られることが多いです
サンフランシスコベイエリアの機械加工工場および全国の精密機械加工工場は、類似したコスト構造を採用しています。それらの価格設定を左右する要因を理解することで、より賢く設計された部品を作成し、より準備の整った見積もりを提出し、推測ではなく知識に基づいた立場から交渉することが可能になります。
これらのコスト要因は、プロジェクトが業界特有の認証を必要とする場合に特に重要となります。航空宇宙、自動車、医療分野の用途では、コンプライアンスに関する要件が追加され、これが価格設定およびパートナー選定に影響を及ぼします。この点については、次項で詳しく解説します。
産業別用途と認証要件
すべての機械加工業者が同等だと考えていますか?もう一度考えてみてください。装飾用ハードウェアを製造する工場は、航空機用ブラケットや外科用インプラントを製造する工場とはまったく異なるルールのもとで運営されています。あなたの業界は、単に製品の種類を決定するだけでなく、機械加工パートナーがどのように運営し、いかに文書化し、生産のすべての工程をいかに検証しなければならないかを規定しています。
こうした認証要件を理解することは、潜在的なパートナーを評価し、高額なミスを回避するために不可欠です。製造業における認証に関する調査によると、機械加工分野の認証は単なる形式上のものではなく、サプライヤー選定、契約対象資格、および規制コンプライアンスを左右する極めて重要な要件です。
自動車部品の要件および認証
自動車産業では、大規模な生産における一貫性が求められます。数千点もの同一部品を車両の組立ライン向けに製造する際には、ばらつきは単に望ましくないというレベルではなく、到底許容されません。そのため、自動車OEM各社は、契約を発注する前にサプライヤーに対し、厳格な認証基準の達成を義務付けています。
IATF 16949認証 iATF 16949は、自動車分野における品質マネジメントのゴールドスタンダードとして位置付けられています。国際自動車タスクフォース(IATF)によって発行されたこの規格は、ISO 9001を基盤としつつ、自動車業界特有の要求事項を追加しています。AIAGの認証ガイドラインによれば、 AIAGの認証ガイドライン 、IATF 16949:2016は、世界中の自動車産業に携わる組織のための品質マネジメントシステム要件を定義しています。
IATF 16949が一般の品質認証と異なる点は何でしょうか?この規格が重視するのは以下の点です:
- 欠陥防止 ―潜在的な不具合を未然に特定・排除するための体系的なアプローチ
- 変動の低減 ―時間の経過とともに工程管理をさらに厳格化する継続的改善プロトコル
- 無駄の排除 —品質管理に組み込まれたリーン製造原則
- 顧客特有の要求 —個別のOEM仕様を統合する柔軟性
統計的プロセス管理 (SPC) 統計的プロセス制御(SPC)は自動車製造において極めて重要な役割を果たします。SPCでは、部品の生産後に検査を行うのではなく、リアルタイムで工程を監視し、不良部品が発生する前に変動を検出します。管理図、能力指数、トレンド分析が、認証取得済み施設における標準的なツールとなります。
カリフォルニア州のCNC機械加工工場および自動車業界向けサービスを提供する航空宇宙分野のCNC機械加工工場にとって、これらの認証は任意の追加要件ではなく、ビジネスを展開するための必須条件です。ゼネラルモーターズ(GM)、フォード、ステランティスなどの主要OEM各社は、自社の機械加工サプライヤーに対しIATF 16949認証を義務付けています。
認証取得済みの施設、例えば シャオイ金属技術 iATF 16949認証および厳格なSPC(統計的工程管理)プロトコルにより、自動車産業のこうした要求に応えます。同社の製造プロセスでは、高精度のシャシー部品および精密部品を生産するとともに、自動車サプライチェーンが求める文書化およびトレーサビリティを確実に維持しています。
航空宇宙用精密基準
自動車産業が一貫性を求めるのに対し、航空宇宙産業は「完璧さ」を要求します——しかも、その根拠となる証跡(レシート)付きで。すべての材料、すべての工程、すべての測定結果は、文書化され、トレーサブルでなければなりません。部品の不具合が重大な事故につながり得る状況において、認証要件はまさにそのリスクの大きさを反映しています。
AS9100認証 aS9100はISO 9001を基盤とし、航空宇宙・防衛・宇宙システム向けに特別に策定された厳格な品質要件を追加した規格です。業界調査によると、世界の航空宇宙企業の80%以上が、CNC加工ベンダーに対してAS9100認証を必須としています。
AS9100を一般の品質規格と区別する特徴とは何でしょうか?
- 完全な材料トレーサビリティ —すべての部品は、熱処理番号および製鋼所証明書(ミル証明書)が文書化された認証済み原材料へと遡及可能である
- ファーストアーティクル検査(FAI) —AS9102準拠の文書により、初期生産がすべての仕様を満たしていることが証明されます
- 構成管理 —厳格な改訂管理により、部品が最新の設計リリースと一致していることが保証されます
- リスク管理 —正式なプロセスにより、潜在的な品質問題を特定・評価・軽減します
- 偽造部品防止 —検証手順により、材料の真正性が確認されます
文書作成の負担は生産全体にわたり継続します。航空宇宙分野の顧客にサービスを提供するカリフォルニア州のCNC機械加工工場では、以下の記録を維持する必要があります:
- 原材料の認証書および調達元の検証情報
- 各工程で使用されたツールパスおよびCNCプログラム
- オペレーターの資格および訓練記録
- すべての測定機器の校正状態
- すべての重要寸法に関する完全な検査データ
金属加工業者(サンノゼ、カリフォルニア州)およびその他の地域の工場にとって、AS9100認証を取得するには、文書管理システム、社員教育、監査対応準備などへの多大な投資が必要です。しかし、この認証を取得することで、非認証の競合他社が受注できない航空宇宙分野の契約案件への参入が可能になります。
医療機器製造に関する考慮事項
医療機器製造では、さらに一層の規制上の複雑さが加わります。機械加工部品が診断機器や植込み型医療機器の一部となる場合、患者の安全がすべての要求事項の根幹となります。
に従って 米国食品医薬品局(FDA)の規制ガイドライン によると、製造事業者は、自社製品が適用される要件および仕様を一貫して満たすことを確保するために、品質管理システムを確立し、これを遵守しなければなりません。FDAが規制する医療機器向けのこのような品質管理システムは、「現在の適正製造基準(cGMP:current good manufacturing practices)」と呼ばれます。
ISO 13485認証 医療機器の品質マネジメントに特化して規定しています。ISO 9001と構成は類似していますが、以下の追加要件を含みます:
- 設計管理 —装置が意図された用途要件を満たしていることを体系的に検証すること
- プロセスバリデーション —製造プロセスが一貫して許容可能な結果を生み出すことを文書化された証拠で示すこと
- 生体適合性ドキュメンテーション —材料が患者に有害反応を引き起こさないことを示す証拠
- 滅菌バリデーション —滅菌プロセスが所定の無菌保証水準(SAL)を達成していることを検証すること
- 苦情処理 —製品に関する問題を追跡・調査するための正式なシステム
米国食品医薬品局(FDA)の品質システム規制(21 CFR Part 820)は、米国における規制枠組みを提供します。FDAの文書によると、品質システム(QS)規制は「包括的(アンブレラ)」アプローチを採用しており、メーカーに対して、自社の特定の医療機器に適した手順を策定・遵守することを要求しています。
これは、あなたの機械加工パートナーにとって何を意味するのでしょうか?パートナーは以下のものを維持しなければなりません:
- 生産されたすべてのロットについて、完全な装置履歴記録(DHR)
- パラメーターが文書化された、妥当性確認済みの製造プロセス
- 米国国立標準(NISTなど)へトレーサビリティを確保した校正済み測定機器
- 製品要件に応じた制御された環境
- 従業員の能力を示す教育記録
米国FDAは最近、品質マネジメントシステム規則(QMSR)最終規則を発行し、ISO 13485:2016を規制枠組みに取り入れました。この調和により、医療機器用機械加工サプライヤーは、FDAの要求事項と国際規格の両方への対応(デュアルコンプライアンス)がますます求められるようになっています。
適切な認証取得済みパートナーの選定
ご担当の業界によって、最も重視すべき認証が異なります。以下に簡易参照表を示します:
| 業界 | 主要認証 | 主要な要件 |
|---|---|---|
| 自動車 | IATF 16949 | 統計的工程管理(SPC)、欠陥防止、顧客固有要件 |
| 航空宇宙/防衛 | AS9100 | 完全なトレーサビリティ、初品検査(FAI)、構成管理 |
| 医療機器 | ISO 13485 | 設計管理、工程バリデーション、苦情処理 |
| 一般産業 | ISO 9001 | 品質マネジメントの基本、継続的改善 |
ある業界で認証を受けた工場が、自動的に他の業界でも認証されるとは限りません。AS9100認証を取得した航空宇宙向けサプライヤーは、自動車業界が求める大量生産システムを備えていない可能性があります。医療機器の専門業者は、航空宇宙業界が要求する特殊合金の取り扱い経験を持たない場合があります。
潜在的なパートナーを評価する際には、認証の有無を直接確認してください。認証書の写しを請求し、有効期限を確認するとともに、その認証範囲が自社の特定製品タイプをカバーしているかを確認してください。認証機関は公開データベースを維持しており、サプライヤーの認証状況を独立して照会できます。
こうした認証要件は、サービス加工のコストと複雑さを増加させますが、その存在には十分な理由があります。お客様の部品が自動車、航空機、または医療機器に組み込まれる場合、その重要性は厳格な品質管理システムへの投資を正当化します。各業界が求める要件を理解することで、約束を確実に果たせるパートナーを見つけることができます。
認証制度は基準となる品質管理システムを確立しますが、実際には機械加工業者が個々の部品がお客様の仕様を満たしていることをどのように検証しているのでしょうか?その答えは、検査方法および品質保証プロトコルにあります——次回のテーマです。
品質保証および公差検証
お取引先の機械加工業者は優れた認証を取得しています。しかし、本質的な問いはこうです:彼らは実際に、ご発注の部品が仕様を満たしていることをどのように証明しているのでしょうか?認証は管理システムを確立するものであり、検査はその結果を検証するものです。専門的な工場が寸法をいかに測定・記録・検証するかを理解することで、お客様は業者の品質に関する主張を評価し、出荷時に提供される検査報告書の内容を正しく解釈できるようになります。
サンタクララ(Santa Clara)にある機械加工工場と取引する場合でも、あるいはカリフォルニア州サンタクララ(Santa Clara, CA)の機械加工工場から調達する場合でも、信頼性の高い業者においては品質保証の基本原則は一貫しています。
公差仕様の理解
あらゆる測定を実施する前に、全員が「許容可能」という意味について合意しておく必要があります。公差仕様は、公称寸法からの許容される変動範囲を定義しており、この言語を理解することで、加工パートナーとの効果的なコミュニケーションが可能になります。
公差は、機械設計図面上で以下のいくつかの形式で表されます:
- 双方向許容差 —両方向に許容される変動(例:25.00 ±0.05mm)
- 一方向公差 —片方向のみに許容される変動(例:25.00 +0.00/-0.10mm)
- 限界寸法 —明示された最大値および最小値(例:24.95–25.05mm)
- GD&T記号表示 —形状、姿勢、位置を制御する幾何公差(GD&T)記号
なぜこれが品質検証において重要なのでしょうか? 次の通りです: CMM計測技術に関する研究 高度な計測システムでは、複雑な形状を極めて高い精度で測定でき、多くの場合、測定不確かさをマイクロメートル単位に収めることができます。しかし、公差仕様が明確に定義されていなければ、最も高度な計測機器であっても意味をなしません。
検査プロセスはお客様の図面から始まります。図面上で「重要寸法」として標示されたすべての寸法が測定・記録されます。標準公差が適用される特徴については、100%全数検査ではなく、サンプルによるスポットチェックを行う場合があります。これは、徹底性とコスト効率を両立させる実用的なアプローチです。
検査方法および検査機器
専門的なサービス加工施設では、それぞれ特定の計測課題に対応する多様な検査技術を採用しています。これらの検査ツールを理解することで、お客様の部品検証にどのような工程が関与しているかをより深く把握できます。
三次元測定機(CMM) 寸法検証におけるゴールドスタンダードを表します。業界の技術文書によると、三次元測定機(CMM)は、ソフトウェアが処理して寸法、公差、および幾何学的関係を算出するためのデータ点を取得します。これらの高度な計測機器は、X軸、Y軸、Z軸を用いた三次元座標系内で動作し、正確な位置を決定します。
CMMが特に価値ある理由は何でしょうか?その主な優れた特長は以下のとおりです:
- 手動計測工具ではアクセスできない複雑な3D形状の計測
- 再現性が高く、オペレーターに依存しない測定結果の提供
- 完全なデータ記録を伴う自動化された検査レポートの生成
- 真位置度や輪郭度などのGD&T仕様の検証
光学式比較測定器 拡大された部品の輪郭をスクリーン上に投影し、基準となるオーバーレイ画像と視覚的に比較します。これらの非接触式計測システムは、以下のような用途に適しています:
- 壊れやすく、変形しやすい部品
- ねじ山形状およびギア歯面
- エッジブレイク(角取り)およびチャムファ(面取り)
- 生産中の迅速な目視検査
表面粗さ測定器 機械加工面の微細な表面粗さを測定します。図面にRa値(算術平均粗さ)が指定されている場合、これらの計測器はスタイラスを表面に沿って走査し、得られた輪郭を解析することで、仕様への適合性を検証します。
代表的な検査方法の比較は以下の通りです:
| 検査方法 | 典型的な精度 | 最適な適用例 | 制限 |
|---|---|---|---|
| CMM(接触式) | ±0.001–0.003mm | 複雑な3次元形状、幾何公差(GD&T)の検証、量産部品 | 単純な測定には時間がかかり、制御された環境を要する |
| 光学比較機 | ±0.01–0.025mm | 輪郭検査、ねじ検証、目視比較 | 2次元のみ、オペレーターによる判断が必要 |
| マイクロメーター/ノギス | ±0.01–0.025mm | 迅速な検査、外形寸法、単純な形状要素 | 手動操作、アクセス可能な表面に限定 |
| 高さゲージ | ±0.01mm | 段差高さ、基準面、平板作業 | 平坦な基準面を必要とする |
| 表面粗さ計 | 表面粗さ(Ra)の分解能:0.001μm | 表面仕上げの検証、工程の妥当性確認 | 形状の寸法精度ではなく、表面のテクスチャのみを測定 |
| 3D スキャン | ±0.025–0.1mm | 複雑な形状、逆向設計、偏差マッピング | 三次元測定機(CMM)より精度が低く、後処理が必要 |
機械加工工場(サンタクララ、カリフォルニア州)またはその他の品質重視の施設では、通常、複数の検査手法を組み合わせて運用します。三次元測定機(CMM)は、重要な特徴部の最終検査を担当し、一方で手動計測器具は、機械加工作業中の工程内検査を支援します。
文書化とトレーサビリティ
適切な文書化が伴わない限り、測定データには何の意味もありません。専門的な品質保証とは、単に測定を行うことだけではなく、原材料から最終出荷に至るまでの完全なトレーサビリティを確保することを含みます。
ファーストアーティクル検査(FAI) 生産品質の基盤を構成します。PMP Metals社による製造業調査によると、FAI(初回品承認)とは、顧客または設計部門が定義した設計仕様、図面および要求事項に従って部品またはアセンブリが製造されていることを保証するための、正式かつ文書化されたプロセスです。
包括的なFAIには何が含まれますか?
- バルーン図 —参照用に番号付けされたすべての寸法
- 寸法結果表 —規定公差と比較された実測値
- 材料認証 —使用合金および熱処理が正しく行われたことを証明する文書
- 工程記録 —製造工程で使用された工作機械および金型に関する情報
- 承認署名欄 —検証を確認したオペレーターおよび検査担当者の署名
FAIは、初回量産時、設計変更後、製造拠点の変更時、または長期にわたる生産中断後の再開時など、重要な工程ポイントで実施されます。このチェックポイント方式により、問題が全量産ロットに拡大する前に早期に検出します。
工程内検査 生産中の継続的な検証を提供します。オペレーターは、一定間隔(例:10個ごと、または25個ごと)で重要寸法を検査し、工程が安定していることを確認します。寸法のばらつき(ドリフト)が検出された場合、規格外部品が蓄積する前に原因調査を開始します。
最終検査 プロトコルでは、出荷前の完成部品を検証します。お客様の要件および業界標準に応じて、以下の方法が採用される場合があります:
- すべての重要特性について100%検査
- ロットサイズおよび許容品質水準(AQL)に基づく統計的サンプリング
- 仕様への適合性を証明する適合証明書(Certificate of Conformance)
- 実測値を記載した全寸法検査報告書
品質マネジメントシステム これらの要素を統合します。ISO 9001:2015に基づく調査によると、この国際的に認められた規格は、企業が顧客の期待を満たし、さらにそれを上回ることを求める基準を定めています。ISO認証を取得した機械加工工場では、一貫した品質と信頼性を保証する堅牢な品質管理システム(QMS)を導入しています。
ISO 9001:2015認証は、お客様の部品に対して実際にどのような意味を持つのでしょうか?
- 文書化された手順により、どのオペレーターがお客様の作業を担当しても、プロセスの一貫性が確保されます
- 校正プログラムにより、計測機器の精度が維持されていることが確認されます
- 是正措置システムにより、問題が反復的にではなく、体系的に対応されます
- 経営者レビューにより、停滞ではなく継続的な改善が実現されます
ISO 9001を越えて、業種特有の認証は専門的な要件を追加します。AS9102は航空宇宙分野における初品検査(FAI)文書化を規定しています。IATF 16949は自動車業界向けの統計的工程管理(SPC)プロトコルを義務付けています。ISO 13485は医療機器のトレーサビリティを定めています。お客様の用途に応じて適用される規格が決まり、また、加工パートナーから期待すべき文書も決まります。
品質保証とは最終的に、証拠によって裏付けられた信頼に他なりません。認証は品質管理システムを確立します。検査設備はその実行能力を提供します。文書は結果を証明します。サービス加工業者を評価する際には、単なる宣伝上の能力ではなく、実際に何をどのように検証しているかを理解することが重要です。

サービス加工と他の製造方法との比較
サービス加工の仕組み、コスト、品質保証方法についてご確認いただきました。しかし、現場のオペレーションマネージャーが夜も眠れないほど頭を悩ませる問いがあります。それは——自社プロジェクトにとって、本当に外部委託による加工が最適な選択なのでしょうか?それとも、自社内での生産、3Dプリンティング、あるいは鋳造の方がより優れた結果をもたらすのでしょうか?
その答えは、あなたの具体的な状況に依存します。生産数量要件、公差(許容誤差)要件、材料制約、納期の厳しさ——これらすべてが、最適な選択肢を左右します。ここでは、こうしたトレードオフを客観的に評価できる意思決定フレームワークを構築していきましょう。
サービス加工 vs 自社内運用
外部委託するか、自社設備に投資するかという判断は、製造業者が直面する最も重要な意思決定の一つです。According to(※注:原文に著者・出典名が欠落)によると、年間約4,000~5,000個を超える部品を必要とする場合、極めて厳しい知的財産(IP)保護や認証要件がある場合、あるいは初期投資として20万ドル~70万ドルに加え、オペレーターの教育費用を負担できる場合を除き、原則として初期段階では外部委託を選択する方が賢明です。 製造に関する研究では、 according to(※注:原文に著者・出典名が欠落)
なぜこの計算はこれほど複雑なのでしょうか?自社内での機械加工が実際に必要とするものを考えてみてください。
- 資本投資 —単一の5軸CNC工作機械でも、据付、工具、および従業員教育を含まない場合で、20万ドルから70万ドルの費用がかかります
- 熟練したオペレーター —CNC加工は依然として高度な技能を要する工程であり、常に最新の技術能力が求められます
- 継続的な メンテナンス —設備は定期的な校正、修理、そして最終的には交換が必要です
- 床面積および各種設備(電力・空調など) —工作機械には適切な基礎、電源供給、および環境制御(温度・湿度管理など)が必要です
では、外部委託がより合理的になるのはいつでしょうか?年間生産量が1,000個未満の場合、計算上は外部のパートナー企業への発注が明確に有利です。典型的な契約加工業者は、少量生産向けのアルミニウム製CNC部品について、1個あたり18ドル程度の見積もりを提示することがあります。これは、稼働率が低く部分的に遊休状態にある自社所有設備の償却コストをはるかに下回る金額です。
ただし、規模が大きくなると計算は変わります。年間生産台数が5,000台を超え、標準公差が適用される場合、自社内での設備投資により、単位当たりコストが低下し始めます。設備導入費用が十分な部品数に分散されるため、自社生産が経済的に成り立つようになります。
「近くのCNC機械加工業者」を検索しているのは、 occasional プロトタイプ製作や中量生産が必要なためでしょうか?そのような場合は、外部のサービス加工業者を利用する方が、設備への資本投資よりも明らかにコストパフォーマンスが優れています。
アディティブ・マニュファクチャリングがより適している場合
3Dプリンティングは製造経済を変革しましたが、切削加工(マシニング)を置き換えたわけではありません。各加工法が得意とする分野を理解することで、適切な選択が可能になります。
Xometry社の工程比較によると、3Dプリンティングは「最終形状(ネットシェイプ)部品」を迅速に製造できますが、CNC切削加工では個別のセットアップ、通常は手動によるプログラミングおよび監視作業が必要です。小ロット・複雑形状の部品において、CNC加工部品の価格は3Dプリント部品の約10倍になることが一般的です。
アディティブ・マニュファクチャリング(積層造形)が優れているのはどのような場面でしょうか?
- 複雑な内部形状 —格子構造、コンフォーマル冷却チャネル、および切削工具が到達できない有機的形状
- 迅速な反復 —修正はファイルの変更のみで済み、新たな金型やプログラミングは不要
- 少量生産 —セットアップコストが極めて低いため、単一部品の製造も経済的
- 部品統合の機会 —組立品を単一の3Dプリント部品に置き換え可能
しかし、3D印刷には重大な制約があります。各種印刷プロセスでは、基材本来の機械的特性と比較して強度が大きく異なる場合があり、例えばABS樹脂を用いたFFF(Fused Filament Fabrication)では、引張強さが基材の最大引張強さのわずか10%程度にまで低下することもありますが、ナイロンを用いたSLS(Selective Laser Sintering)では100%に達することもあります。CNC加工では、材料の連続性が損なわれない状態で部品が製造されるため、一般的に高い強度が得られます。
表面仕上げも別の課題です。3D印刷はプロセス固有の機械的要因の影響を受けやすく、特にZ方向分解能(層厚)によって段差のある表面や視覚的な乱れが生じやすくなります。一方、CNC加工では、カッターパスを滑らかな仕上げ向けに適切にプログラミングすれば、極めて均一かつ高精度な表面仕上げが実現可能です。
実用的な意思決定のポイントは?プロトタイプ、複雑な形状、および50個未満の生産数量の場合には、積層造形(アディティブ・マニュファクチャリング)を選択してください。一方、量産レベルの材料特性、厳密な公差、または滑らかな表面が求められる場合には、サービス加工へと切り替えてください。
鋳造および成形の代替手法
大量生産においては、切削加工でも3Dプリントでも、最適な選択肢とはならない場合があります。鋳造および射出成形は、金型への初期投資を回収した後には、部品単価を劇的に低減できます。
射出成形では、プラスチック製部品を数秒で同一形状で量産できますが、その金型自体のコストは、複雑さに応じて数千ドルから数十万ドルに及びます。この投資が妥当となるのは、数万点もの同一部品を生産する場合に限られます。
ダイカストは金属部品に対して同様の経済性を提供します。アルミニウムまたは亜鉛製の複雑な部品は、金型が完成していれば迅速に量産できます。ただし、ダイカストでは二次加工を施さない限り、切削加工と同等の公差を達成することはできません。また、設計変更には高額な金型改造が必要です。
これらの手法がサービス加工よりも優れるのはいつですか?
- 年間生産数量が10,000個を超える場合 —金型費用が単位当たりコストにほとんど影響しなくなるまで償却される
- 設計が安定している場合 —設計変更には高額な費用がかかるため、部品は量産開始可能な状態でなければなりません
- 中程度の公差が要求される場合 —鋳造直後または成形直後の精度で仕様要件を満たすことができる
- 長期にわたる量産が予定されている場合 —同一設計の部品が数か月から数年にわたり継続的に生産されます
製造方法の比較(一覧)
次のプロジェクトの生産方式を評価する際に、この参照表をご利用ください。
| 基準 | 外注機械加工 | 自社内機械加工 | 3D印刷 | インジェクション成形 | 圧力鋳造 |
|---|---|---|---|---|---|
| 理想的な生産数量範囲 | 1〜5,000ユニット | 年間5,000個以上 | 1〜50台 | 10,000個以上 | 5,000個以上 |
| 材料の選択肢 | 実質的に無制限の金属およびプラスチック素材 | 保有設備により制限される | プロセス固有のポリマーおよび一部の金属 | 主に熱可塑性樹脂 | アルミニウム、亜鉛、マグネシウム合金 |
| 寸法公差能力 | ±0.001インチが達成可能 | ±0.001インチが達成可能 | 通常±0.005~0.010インチ | 通常±0.002~0.005インチ | 通常±0.005インチ(より厳しい公差には機械加工が必要) |
| 納期 | 数日から数週間 | 数時間〜数日 | 数時間〜数日 | 金型製作に数週間、その後は迅速な生産 | 金型製作に数週間、その後は迅速な生産 |
| 設置/道具のコスト | 低〜中程度 | 高額な資本投資 | 最小限 | 金型費用:5,000ドル~10万ドル以上 | プレス金型費用:1万ドル~10万ドル以上 |
| 1個あたりのコスト(小ロット) | 適度 | 高い | 低〜中程度 | 高い | 高い |
| 1個あたりのコスト(大ロット) | 適度 | 低く、 | 高い | 非常に低い | 非常に低い |
| デザインの柔軟性 | 高い | 高い | 高い | 金型製作後はコストが低減 | 金型製作後はコストが低減 |
| 材料強度 | 完全な本来の材料特性 | 完全な本来の材料特性 | プロセスによって異なり、10–100% | ほぼ完全なポリマー特性 | ほぼ完全な合金特性 |
プロジェクトに適した正しい選択をする
最適な製造方法は、プロジェクトが複数の意思決定軸上でどの位置にあるかによって異なります。以下のシナリオをご検討ください:
以下の場合には、サービス加工(受託加工)を選択してください:
- 10個から数千個規模の量産レベルの金属部品が必要です
- ±0.005インチより厳しい公差が要求されます
- 設計は試験結果や顧客からのフィードバックに基づいて変更される可能性があります
- 設備投資や熟練オペレーター雇用のための資金が不足しています
- 自社所有せずに、5軸マシニングセンターまたは特殊加工プロセスへのアクセスが必要です
以下の場合には、自社加工を選択してください:
- 同種の部品について、年間生産数量が一貫して5,000個を超える場合
- 納期管理が極めて重要であり、数日ではなく数時間で部品を入手する必要があります
- 知的財産(IP)保護上の懸念から、外部委託がリスクを伴う場合
- 設備を操作できる熟練した作業員を既に確保しているか、あるいは確保可能である場合
以下の場合は3Dプリントを選んでください:
- ジオメトリには、内部チャンネル、ラティス構造、または有機的形状が含まれます
- 設計の反復を迅速に行い、迅速なフィードバックが必要です
- 生産数量は極めて少ない—特に単一のプロトタイプの場合
- 材料の強度要件は中程度です
以下の条件に該当する場合、金型成形または鋳造を選択してください:
- 設計が最終確定し、長期生産に向けて安定しています
- 生産数量が金型投資を正当化できる規模—通常10,000個以上—です
- 単一製品あたりのコストが最も重要な決定要因である
- 二次加工を経ずに公差要件を満たすことができます
多くのプロジェクトでは、ハイブリッド手法が有益です。プロトタイピングには3Dプリントを用い、サービス加工で検証を行い、設計が安定したら金型成形へとスケールアップします。「サンフランシスコの機械加工工場」または「カリフォルニア州サンフランシスコの機械加工工場」の施設が、こうした移行を支援できます。多くの工場では、機械加工に加え、代替手法を採用すべきタイミングに関するアドバイスも提供しています。
カリフォルニア州で「自社近くのCNC加工業者」を探している製造メーカーにとって、その意思決定フレームワークは場所を問わず一貫しています。生産数量の見通し、公差要件、納期の厳しさ、および資金制約を評価してください。「最良」の技術は何かという前提ではなく、これらの要素を正直に検討することによって、適切な製造方法が導き出されます。
この意思決定フレームワークを手にした上で、最後のステップは、選択した加工手法を確実に実行してくれる適切な加工パートナーを選定することです。評価基準およびあなたが投げかけるべき質問が、プロジェクトの成功または苦戦を左右します。
適切なサービス加工パートナーの選定
加工プロセスを分析し、各種製造手法を比較し、コストを左右する要因も理解しました。次に、プロジェクトの成功または失敗を決める重要な判断が待ち受けています——すなわち、適切な加工パートナーの選定です。この選択は品質、納期、コスト、さらには需要増加に伴うスケールアップ能力といったあらゆる側面に影響を与えます。
プリンシパル・マニュファクチャリング・コーポレーションのパートナー選定ガイドによると、適切なCNC加工パートナーを選定することで、プロジェクトの成功が確実になります。経験豊富な企業は、品質から納期までの生産プロセスのあらゆる側面にポジティブな影響を与えることができます。
サンノゼの機械加工工場(マシンショップ)の選択肢を評価している場合でも、オークランド(カリフォルニア州)の機械加工工場を探している場合でも、これらの評価基準によって、優れたパートナーと十分な水準にとどまるパートナーを明確に区別できます。
機械加工パートナーを評価する際の主要な基準
信頼できる機械加工パートナーと、問題を引き起こすパートナーを分けるものは何でしょうか?単なる見積もり価格を超えて、以下の必須要素を評価してください。
- 関連する認証 —最低限ISO 9001の認証を有していること、および自動車業界向けのIATF 16949、航空宇宙業界向けのAS9100、医療機器向けのISO 13485など、業界固有の規格への適合を確認すること
- 設備能力 —ご依頼の部品に最適な工作機械(例:5軸マシニング、スイス型自動旋盤、特殊放電加工(EDM)装置など)を保有しているかを確認すること
- リードタイムの実績 —ご依頼数量範囲における通常の納期および納期遵守実績について、直接問い合わせること
- コミュニケーションの応答性 —最初の問い合わせに対してどれだけ迅速に応答するかを確認してください。これは、その後のプロジェクトにおける継続的なコミュニケーションの質を予測する指標となることが多いです。
- 品質実績 —同様のプロジェクトを手掛けた顧客からの推薦状を請求し、不良品発生率および是正措置の実施履歴についても確認してください。
- 技術的専門知識 —単にご提供いただいた図面通りに加工を実行するだけでなく、DFM(製造可能性設計)に関するフィードバックや改善提案を積極的に行える能力を評価してください。
- 容量と拡張性 —現在のニーズに対応できるだけでなく、生産数量の増加に伴って、将来的にも貴社と共に成長していけるかどうかを確認してください。
業界調査によると、顧客志向の企業はクライアントと密接に連携し、有益な知見を提供したり、設計の改善点について議論したり、コスト削減策を提案したりします。こうしたパートナーは、自社の専門知識を共有し、最良の成果達成を支援する信頼できるアドバイザーであるべきです。
フリーモント(カリフォルニア州)またはその他の地域で機械加工業者を探している際には、同様のプロジェクトで当該企業と取引経験のある顧客から提供される testimonial(実績証明書/利用者評価)を請求してください。こうした実際の利用者の経験は、いかなる営業プレゼンテーションよりも多くの情報を明らかにします。
プロジェクトを成功に向けて準備する
最も優れた機械加工パートナーであっても、準備が不十分なプロジェクトを補うことはできません。最初の見積もり依頼を提出する前に、以下の要素に対処することで、成功への道を築きましょう。
- 完成済みの設計ファイル —3D CADモデル(STEP形式が推奨)および公差が明確に記載された寸法付き2D図面を両方提供してください
- 材質仕様 —材質は「アルミニウム」などの材料群ではなく、「6061-T6」などの具体的な規格・等級を明記してください
- 重要機能部品の特定 —機能上重要な寸法および特徴部と、一般公差で十分な部分を明確に区別して示してください
- 数量および納期要件 —生産数量、納入日、および要件が変更される可能性があるかどうかを明確にご提示ください
- 品質関連文書の要件 —必要とする検査報告書、認証書、またはトレーサビリティ情報の内容を明記してください
Fictiv社の製造ガイドラインによると、製品開発プロセスの初期段階から経験豊富な製造パートナーと連携することで、部品調達のプロセスが効率化され、将来的なリスク低減にもつながります。
事前に提供するコンテキストが多ければ多いほど、見積もりの精度が高まります。潜在的なパートナーに要件を推測させないでください——曖昧さは、過大な価格設定(不確実性へのリスクヘッジ)か、あるいは前提が誤っていた場合に後から発覚する予期せぬ問題のいずれかを招きます。
ホセ・マシーンショップやディアス・マシーンショップのような地元の工房は、複雑なプロジェクトにおいて対面での協業という点で優れたメリットを提供する場合があります。ただし、専門的な技術能力が立地の近さよりも重要である場合は、地理的な範囲で検索を制限しないでください。
試作から量産への拡大
多くの製造業者が想定外に直面するポイントは以下の通りです:試作に優れた工房は量産に対応できず、逆に量産に長けた工房は試作には不向きであることがあります。試作から量産まで一貫して対応できるパートナーを見つけることで、プロジェクト中盤でのサプライヤー変更という苦痛を回避できます。
製造業に関する研究によると、将来的な事業拡大にも対応可能な企業と連携することが不可欠です。貴社の事業が拡大したり、プロジェクトの要件が増加したりした場合でも、信頼できるパートナーであれば、大規模な生産数量や変化するニーズにシームレスに対応できます。
スケーラビリティとは、実際にはどのようなものでしょうか?
- プロトタイプの柔軟性 —緊急時のニーズに対応するため、通常は1日以内の納期で少量を迅速に生産できる能力
- ブリッジ生産能力 —設計の検証段階において、数十〜数百台規模の少量ロット対応が可能
- 生産能力 —需要が発生した際に、月間数千点規模の部品生産を支える設備および人材
- プロセスの一貫性 —ロットサイズに関わらず、同一の品質基準を維持
- 需要への対応力 —納期を損なうことなく、必要に応じて生産数量を増減させること
スケーラブルな機械加工パートナーは、先進技術への投資の重要性も理解しています。彼らは競争力を維持し、業界の変化する要求に対応するために、設備・ソフトウェア・製造プロセスを継続的に更新・向上させています。
特に自動車向けアプリケーションの場合、 シャオイ金属技術 このスケーラビリティモデルを体現しています。同社の施設では、緊急のプロトタイプ向けに最短1営業日という迅速な納期で高精度CNC加工サービスを提供しており、同時に自動車サプライチェーンが求める生産能力、IATF 16949認証、および厳格なSPC(統計的工程管理)プロトコルを維持しています。この「スピード」と「スケール」の両立により、プロジェクトがコンセプト段階から量産段階へと進化しても、パートナーとしての対応力に限界を感じることはありません。
契約前に尋ねるべき質問
最初の発注書に署名する前に、以下の重要な質問について明確な回答を得てください:
- 保有している認証は何ですか、また最後に監査されたのはいつですか?
- 私の業界で取引のあるお客様の紹介をいただけますか?
- 私の注文数量範囲における通常の納期はどのくらいですか?
- 生産中に設計変更をどのように対応しますか?
- 自社内で実施可能な検査機能にはどのようなものがありますか?
- プロジェクトの進捗状況および発生した問題については、どのように連絡・報告されますか?
- 部品が仕様を満たさない場合はどうなりますか?
これらの回答は、単なる技術的能力だけでなく、その企業の姿勢や信頼性をも示します。質問を避けたり、過大な約束をしたりするパートナーは懸念材料です。一方で、率直かつ具体的な回答を提示し、制約条件についても正直に認めることができるパートナーは、成功する取引関係に不可欠な透明性を備えていることを示しています。
サービス機械加工の成功は、最終的には技術的実力と同じくらい、パートナーシップの質にかかっています。適切なパートナーは、自社にはない専門知識を提供し、問題が高額なコストを伴う前にそれを未然に検出し、さらに貴社の事業成長に合わせてスケールアップできます。パートナー選びには十分な時間を投資してください。そうすれば、機械加工プロジェクトは、納期・予算・仕様のすべてにおいて、貴社が求める成果を確実に実現します。
サービス機械加工に関するよくあるご質問
1. CNC機械の時給はいくらですか?
CNC機械加工の時間単価は、通常、地域、工作機械の複雑さ、および加工対象材料によって$30~$100の範囲で変動します。5軸加工対応、厳しい公差要求、特殊材料の加工などは、より高い単価を要します。セットアップ費用は通常別途請求され、生産数量に按分されるため、ロットサイズが大きいほど部品単価は低くなります。急ぎ対応の注文では、標準単価に対して15~50%のプレミアム料金が加算されることが一般的です。
2. 機械加工とは何ですか?
機械加工は、大きなワークピースから不要な材料を除去することによって所望の形状を作り出す減材製造プロセスです。層ごとに材料を積み重ねる3Dプリンティングとは異なり、機械加工では回転する切削工具または研磨用ホイールを用いて、素材を精密に削り取ります。CNC(コンピュータ数値制御)機械加工では、プログラムされた工具パスを用いてこのプロセスを自動化し、金属、プラスチック、複合材料などにおいて、公差±0.001インチという高精度で複雑な部品を一貫して量産することが可能です。
3. CNC機械加工の注文から納品までにはどのくらいの期間がかかりますか?
サービス加工の納期は、部品の複雑さ、数量、および工場の稼働状況によって異なります。迅速な納品を実現する施設では、シンプルな試作部品を受注後1~3営業日で出荷可能です。標準的な量産品の場合、設計レビュー、プログラミング、加工、検査を含めて通常1~3週間かかります。熱処理やアルマイト処理などの二次加工を要する複雑な部品については、さらに数日の追加工期が必要となります。シャオイ・メタル・テクノロジー(Shaoyi Metal Technology)などの認定自動車部品サプライヤーでは、緊急の試作部品について最短1営業日の納期を提供しています。
4. CNC工作機械工場が受け付けるファイル形式は何ですか?
最も専門的な機械加工工場では、 virtually あらゆるCAMソフトウェアで読み取り可能な汎用3Dモデル交換標準として、STEPファイル(.stp、.step)を好んで使用します。IGESファイルは、曲面および立体幾何形状に対して依然として広く対応されています。2次元DXF/DWGファイルは、平面部品および補足寸法の記載に不可欠です。SolidWorks、Inventor、Fusion 360などのネイティブCADファイルは、加工工場が同一のソフトウェアを使用する場合に、設計意図を完全に保持します。公差、表面粗さ、重要特徴を明記した寸法付きPDF図面を必ず添付してください。
5. CNC加工と3Dプリントのどちらを選べばよいですか?
生産レベルの材料強度、±0.005インチ未満の厳しい公差、滑らかな表面仕上げ、または50個を超える量産金属部品が必要な場合は、CNC加工を選択してください。3Dプリントは、複雑な内部形状、迅速な設計反復、極少量の製造、および機械加工では実現不可能な有機的形状に優れています。CNC加工部品は素材本来の特性を100%維持しますが、一部の3Dプリントプロセスでは素材強度の10~50%しか得られません。多くのプロジェクトでは、まず3Dプリントで試作を行い、その後量産段階でCNC加工へ移行することが有益です。