 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

CO2レーザー vs ファイバーレーザー vs クリスタルレーザー:あなたのプロジェクトに最適なレーザー切断加工業者を選ぶには
レーザー 切断 工場 は 何 で,どう 機能 し ます か
複雑な金属の標識や 精密に切られたアクリルディスプレイや 自動車部品が 完璧に 精密に 作り出されるのは どういうことか 疑問に思いましたか? レーザー切削工場は 集中した光線を用いて 原材料を精密部品に変換する 先進的な機械を備えた 専門施設です
簡単に言うと この施設では 高性能レーザーを使って 不鋼から木まで あらゆる材料を切ったり 形状を付けたり 仕様を合わせたりします テクノロジーが機能するのは 材料表面に強烈なレーザービームを焦点化する 精密に制御された経路に沿って溶け 燃え 蒸発する 温度まで加熱します 表面は乾燥し 熱歪みも最小限で 材料廃棄物はほとんどありません
この店は切るだけじゃない 基本的には以下の機能が
- 切る: 極めて高精度で材料を切断し、単純な形状から複雑な幾何学的形状までの部品を製造
- エンボス加工: 材料を削り取り、表面下に永続的なデザイン、ロゴ、または文字を形成
- エッチング: 材料を深く削らずに表面レベルの印を付ける
- マーキング: 識別、ブランド化、装飾などの目的で、表面に目視可能な変化を生じさせる
産業用フロアからお客様の玄関まで
レーザー切断技術の進化の歴史は、興味深い進化物語そのものです。その起源は セオドア・マイマンが1960年に世界初の実用化されたレーザーを開発したとき にさかのぼります。当時、この技術がやがて中小企業や趣味家にも利用可能になるとは、誰も想像していませんでした。数十年にわたり、これらの装置は航空宇宙施設や大規模製造工場に閉じ込められたままでした——巨大で高価な設備であり、大手企業のみが導入できるものでした。
時が進み、今日では状況は大きく異なっています。かつては産業分野に限定されていた専門技術が、今や誰もが利用できるものとなっています。現代のレーザー切断サービスは、フォーチュン500企業から、趣味のプロジェクトに取り組む週末のDIY愛好家まで、幅広いユーザー層に対応しています。プロトタイプ開発から量産まで、あらゆる用途に対応するレーザーカッターが活用されており、オンライン注文により、設計ファイルをアップロードするだけという極めてシンプルな手順で利用できます。
高精度切断を実現する技術
そもそもレーザー切断とはどのような技術なのでしょうか?虫眼鏡で太陽光を一点に集める様子を想像してください——ただし、そのエネルギーは数千倍に増幅されています。CO₂、ファイバー、または結晶レーザー光源によって生成されたレーザー光は、特殊な光学系を通じて極めて狭い一点に集められます。この集中したエネルギーにより、材料はきわめて正確に加熱され、切断幅は人間の髪の毛よりも細いレベルにまで達します。
このプロセスは、通常CADソフトウェアで作成されたお客様の設計ファイルから始まり、そのファイルがコンピュータ数値制御(CNC)システムに送信されます。この自動化により、1個でも1,000個でも、すべての切断が仕様通りに正確に再現されます。その結果とは?手作業では到底達成できないほどの一貫性を備えたカスタムレーザー刻印および切断です。
今日、レーザー切断サービスを利用するユーザーは誰か
レーザー切断および彫刻サービスの顧客層は劇的に拡大しています。製造業者は、生産用部品の調達先としてこうした専門店を頼りにしています。建築家は、カスタムの建築要素を発注します。アーティストは精巧な彫刻作品を制作します。小規模事業主はブランド化された商品を製造します。さらに、今や「自宅近くのレーザー刻印サービス」を探している趣味愛好家の方々も、プロ並みの品質の成果物を利用できるようになりました。
単一のプロトタイプが必要な場合でも、数千点の同一部品が必要な場合でも、これらの施設の運営方法を理解することで、ご自身のプロジェクトに最適なサービスを活用するための立場がより強まります。
CO2ファイバーレーザーおよび結晶レーザー技術の理解
これらの施設が提供するサービスについて理解できたところで、そのすべてを可能にする技術について詳しく見ていきましょう。すべてのレーザーが同じというわけではなく、CO2レーザー、ファイバーレーザー、および 結晶レーザー方式 の違いを把握しておくことで、ご自身のプロジェクトに最適なレーザー切断業者を選定する際に、時間と費用、そしてストレスを節約できます。
次のように考えてみてください。レーザーの種類を選ぶことは、工具箱から適切な工具を選ぶのと同じです。ハンマーは釘打ちには最適ですが、ネジ締めにはまったく不向きです。同様に、各レーザー技術は特定の材料や用途に対して優れた性能を発揮します。こうした違いを理解しておくことで、サービス提供者との円滑なコミュニケーションが可能となり、プロジェクトに最も適した装置が確実に割り当てられます。
有機材料向けのCO2レーザー
CO2レーザーは数十年にわたり産業界の主力として活躍しており、その理由は十分にあります。これらのガスレーザーは、二酸化炭素(CO2)ガス混合物を電気的に励起させることで、波長10.6マイクロメートルのレーザー光を生成します。 波長10.6マイクロメートル この長い波長により、非金属材料に対して極めて優れた加工性能を発揮します。
これはお客様のプロジェクトにとってどのような意味を持つのでしょうか?木材、アクリル、ガラス、紙、繊維、革、またはほとんどのプラスチックを加工する場合、CO2レーザー切断機は卓越した結果を提供します。このレーザー光は、有機材料に対して焦げ目を最小限に抑えながらクリーンな切断面を実現し、特にアクリル加工では、看板やディスプレイ用途において売りになる特徴的な光沢のある滑らかなエッジ仕上げが得られます。
ただし、CO2レーザーシステムには制約もあります。反射率の高い金属への対応が難しく、また新世代の代替技術と比較してメンテナンス頻度が高くなります。CO2レーザーによる金属切断機は一部の金属加工に対応可能ですが、この用途では一般的にファイバーレーザー方式と比べて処理速度が遅く、効率も劣ります。
金属加工向けファイバーレーザー
金属が主な加工材料である場合、ファイバーレーザー切断サービスは業界のゴールドスタンダードです。これらの固体レーザーは、ポンプ用ダイオードによって励起された特殊設計のガラスファイバーを用いてレーザー光を生成し、波長1.064マイクロメートル(CO2レーザーの約10分の1の波長)のビームを出力します。
なぜ波長が重要なのでしょうか?この短い波長により、焦点径が極めて小さくなり、同等の出力レベルにおいてCO2レーザーと比較して最大100倍の強度が得られます。その結果、切断速度が向上し、優れた精度が実現され、アルミニウム、真鍮、銅などの反射性材料に対してもCO2レーザーシステムでは困難な高品質な加工が可能になります。
実用的な観点から、ファイバーレーザー技術を採用した金属用レーザー切断機は、さらに以下の利点を備えています:メンテナンス要件が極めて少なく、レーザー寿命が25,000時間以上に達します。炭素鋼、ステンレス鋼、チタンなど、あらゆる金属材料へのレーザー切断機において、ファイバーレーザー技術は通常、最も優れた結果を提供します。
注目に値する専門的変種として、パルス持続時間を調整可能なMOPAレーザーがあります。この柔軟性により、単一の金属用レーザー切断機において、多様な用途に対応できる非常に汎用性の高い選択肢の一つとなっています。
結晶レーザー:高精度専門機
Nd:YAG(ネオジム添加イットリウムアルミニウムガーネット)およびNd:YVO(ネオジム添加イットリウムオルトバナデート)などの結晶レーザーは、特殊なニッチ分野を占めています。ファイバーレーザーと同様に、これらも1.064マイクロメートルの波長を出力するため、金属およびプラスチックの加工に適しています。
トレードオフとは?クリスタルレーザーには、約8,000~15,000時間のレーザー運転後に交換が必要なポンプダイオードが含まれており、ファイバーレーザーの寿命に比べて著しく短いです。また、クリスタル自体にも限られた耐用年数があります。特にマーキングやエングレービングにおいて優れた精度を発揮しますが、保守頻度が高く、部品コストも高いため、汎用的なレーザー切断機による金属加工用途ではあまり採用されていません。
プロジェクトに最適なレーザー技術の選定
適切な技術を選択するには、使用材料および応用要件をレーザーの性能と照らし合わせることが重要です。以下の比較表では、主な相違点を整理しています。
| レーザータイプ | 最高の材料 | 典型的な厚さ範囲 | 速度特性 | 理想的な用途 |
|---|---|---|---|---|
| CO2 | 木材、アクリル、ガラス、紙、繊維、革、プラスチック、箔 | 非金属材では最大25mmまで可能;金属材への適用は限定的 | 中程度;優れたビーム品質 | 看板、ディスプレイ、エングレービング、非金属材の切断、装飾加工 |
| ファイバ | 炭素鋼、ステンレス鋼、アルミニウム、銅、真鍮、チタン | 薄板から機械サイズに応じて2インチ以上まで | 高速;同等の出力においてCO2レーザーの最大100倍の強度 | 鋼板加工、自動車部品、産業用部品、反射性金属 |
| 結晶(Nd:YAG/Nd:YVO) | 金属、コーティング済み金属、プラスチック、一部のセラミックス | 主に薄材向け;マーキングに特化 | 高精度だが、保守間隔が短い | 高精度マーキング・彫刻、特殊産業用途 |
ファイバーレーザー切断サービスまたはその他のプロバイダーと相談する際は、必ずその事業者がどの種類のレーザーを運用しているかを具体的に確認してください。CO2レーザーとファイバーレーザーの両方に対応した工場では、複数の素材を組み合わせたプロジェクトに対して柔軟な対応が可能ですが、専門化された施設では特定の素材カテゴリーに関するより深い専門知識を提供できる場合があります。
こうした技術的基盤を理解することは、適切な判断を行うための第一歩です。しかし、技術はあくまで課題の一部にすぎません。同様に重要なのは、各レーザー種別に最も適した素材が何であるか、また現実的に期待できる結果がどのようなものかを把握することです。
レーザー切断店で切断可能な材料
適切なレーザー技術を選択しましたが、使用する材料についてはどうでしょうか?各レーザーシステムと相性の良い基材を把握することで、良好な結果をさらに優れたものへと高めることができます。以下に、実際に遭遇する可能性のある材料カテゴリーと、それぞれの期待される加工結果について解説します。
レーザーの種類と材料との関係は、単なる「互換性」の問題ではなく、「最適化」の問題です。ファイバーレーザーでも technically 木材を切断できますが、CO₂レーザーが実現するようなクリーンな切断面は得られません。同様に、CO₂レーザー装置で金属を切断しようとすると、時間の無駄になるだけでなく、品質も劣った結果しか得られません。以下のガイドラインは、お客様が 材料と技術を最適にマッチさせ、最高の加工結果を得るためのものです .
レーザー切断に向いた金属
金属のレーザー切断は、最も要求の厳しい応用分野の一つであり、優れた結果を得るには高出力のファイバーレーザーが必要です。しかし朗報があります。最新の装置は、従来の加工方法では到底達成できないほどの精度で、幅広い金属材料を確実に処理できます。
鋼およびステンレス鋼: これらは、依然として最も一般的に加工される金属です。ステンレス鋼をレーザー切断する場合、ファイバーレーザーは、特に補助ガスとして窒素を使用する際に、酸化物のないクリーンな切断面を実現します。炭素鋼は、薄板から1インチを超える厚板まで、幅広い板厚範囲において効率的に切断できます。
アルミニウム: アルミニウムのレーザー切断は、高い反射率および熱伝導率により、特有の課題を伴います。しかし、現代の高出力ファイバーレーザーシステムでは、これらの特性を効果的に制御できます。鋼材と比較して若干広いカーフ幅が得られますが、ほとんどの用途において優れた切断面品質が確保されます。
銅と銅: これらの高反射性材料は、かつてレーザー装置にとって重大なリスクをもたらしました——反射したビームが光学部品を損傷する可能性がありました。今日では、適切な出力レベルを備えた専用ファイバーレーザーシステムによって、両材料とも信頼性高く切断可能となり、電気部品、装飾品、精密部品などの製造へと新たな可能性が開かれました。
クリーンな切断面を実現するためのプラスチックおよびアクリル
レーザー加工は,プラスチック材料を慎重に選択する必要があります. どれを避けるべきか 分かれば プロジェクトと機器の両方を 守ることができます
アクリル (PMMA/プレキシグラス): この材料はレーザー加工の 間違いなくチャンピオンです 統計によると アクリライトの製造ガイドライン 切断容量は0.005"/フィート未満です. 適切な設定を用いたアクリルカットサービスにより 輝くプロフェッショナルなエッジが 標識や展示や宝石に最適です
POM(アセタール/デルリン): この工学用プラスチックが機能部品に 非常にうまく機能します 歯車やボッシュや機械部品が必要なとき POM はきれいに切って 寸法安定性を保ちます
避ける べき 材料 プラスチックには 深刻な危険性があります PVCは塩化水素が排出され 設備を破壊し 有毒な環境を作り出します ABSはシアン化物化合物を放出し 蒸発する代わりに溶けます 厚いポリ炭酸 (レクサン) は 火をひいて色が大きく変わる. 評判の良い施設は 材料を断るでしょう
木材および複合材料に関するガイドライン
木材は合成材料が 作り出すことができない 温かさと多用性を 提供しています CO2レーザーは木材の種類を効果的に処理しますが,密度の変動によりパラメータ調整が必要です.
天然の硬木 ウォールナッツ,エイプル,チェリー,オークは美しい結果を出しますが,より密度の高いため より多くの電力と 速度が遅いものです 暗い辺のチャールが 美しい特徴として採用されるでしょう
軟木 低電力設定で バルサや松や杉を 早く切る 速度が利点を磨くよりも重要なプロジェクトです 材料は,
工芸木製品 合板およびMDFは注意が必要です。これらの材料を接着する接着剤は、加熱時にホルムアルデヒドやその他の化合物を放出することがあります。十分な換気が不可欠であり、層間の接着剤の不均一性により切断品質が変動する場合があります。
| 素材カテゴリ | 一般的なタイプ | 典型的な厚さ範囲 | 切断品質に関する備考 | 特別考慮事項 |
|---|---|---|---|---|
| 鉄系金属 | 炭素鋼、ステンレス鋼 | 24ゲージ~1インチ以上(ファイバーレーザー) | きれいなエッジ;窒素アシストによりステンレス鋼の酸化を防止 | ファイバーレーザーが必要;CO2レーザーでは不適切 |
| 非鉄金属 | アルミニウム、銅、真鍮 | 合金によって異なりますが、最大0.5インチまで | 良好なエッジ;アルミニウムではカット幅(ケルフ)が広くなる | 高反射率のため、専用のファイバーシステムが必要 |
| アクリル絵の具 | PMMA、プレキシガラス、鋳造アクリル | 適切な出力があれば最大1インチまで | 炎で研磨されたエッジ;優れた透明度 | CO2レーザーが推奨;マスキングにより表面損傷を防止 |
| エンジニアリングプラスチック | POM/デルリン、マイラー | 最大0.5インチ | 機能部品に適したクリーンな切断面 | 材質組成を確認すること;PVC/ABSは使用不可 |
| 天然木材 | オーク、メイプル、ウォールナット、パイン、バルサ | 通常は最大0.75インチ | 特徴的な焦げ付きエッジ;密度によって変化 | 可燃性;絶対に無人放置しないこと |
| 工芸木材 | 合板、MDF、ハードボード | 最大0.5インチ | 接着剤層により変動 | 接着剤から発生する有毒ガスのため、優れた換気が必要 |
| 生地 | 綿、フェルト、デニム、ポリエステル | 単層から軽量な積層まで | 天然繊維はきれいに切断されるが、合成繊維は端部を溶融封止する | 天然繊維には火災リスクあり;ポリエステルはほつれのない端部を形成 |
| 紙/段ボール | 厚紙、段ボール、チップボード | 最大0.25" | 優れたディテール再現性 | 火災リスクが高いため、エアーアシストおよび監視を常時維持すること |
素材選定が明確になったので、次の重要なステップ——設計ファイルを正しく準備すること——に取り組む準備が整いました。たとえ最適な素材を選択したとしても、ファイル準備のミスによってプロジェクトが遅延したりコストが増加したりするリスクは解消されません。
レーザー切断成功のための設計ファイルの準備
素材を選択し、ご自身のプロジェクトに最も適したレーザー加工技術も理解しました。次に、初めてご利用になるお客様が特に苦戦しがちなステップ——ファイルの準備——が待ち受けています。たとえ最も高度なレーザー切断・CNC機械であっても、お客様が提供するデータに基づいてしか動作できません。不適切に準備されたファイルは、納期遅延、誤切断、材料の無駄といった問題を引き起こします。
設計ファイルを、一連の指示書だと考えてください。その指示書に誤り、曖昧さ、あるいはフォーマット上の問題が含まれている場合、機械はそれらを文字通りに解釈し——しばしば困った結果を招きます。しかし朗報があります。レーザー切断サービスが設計データから実際に必要としているものを理解さえすれば、ほとんどのファイル準備に関する問題は完全に回避可能です。
すべてのレーザー加工業者が対応しているファイル形式
レーザー切断機は、ラスタ画像ではなくベクターファイルに依存します。その理由は、ベクターファイルが数学的なパスを用いて形状を定義するため、品質の劣化を伴わずに無限に拡大・縮小できるからです。一方、JPEGやPNGなどのラスタ画像はピクセルで構成されており、拡大するとぼやけてしまい、また機械が要求する精密な切断パスを提供できません。
ほとんどの高精度レーザー切断施設では、以下の標準フォーマットが受け付けられます:
- DXF(Drawing Exchange Format): CADファイルの国際標準フォーマットであり、 virtually すべての加工業者が変換問題なくこのフォーマットを受け入れます
- AI (Adobe Illustrator): アート要素を含むデザインにおいて特に有効な、Adobe Illustratorのネイティブファイル形式
- SVG(Scalable Vector Graphics): 異なるソフトウェアプラットフォーム間でベクター情報の完全性を維持するオープンソースフォーマット
- PDF(Portable Document Format): ベクター形式のアートワークを含む場合に受け付けられますが、一部の業者は専用CADフォーマットを好むことがあります
- DWG (AutoCAD 図面): エンジニアリングおよび建築分野で広く使われる、AutoCADのネイティブフォーマット
判断に迷う場合は、DXFフォーマットが最も安全な選択肢です。当社によると SendCutSendのガイドライン ラスターフォーマットから変換した後の寸法を確認することは不可欠です。設計データを100%スケールで印刷して、提出前にすべての寸法が正しく設定されていることを確認しましょう。
プロジェクトの進行を遅らせるデザイン上のミス
経験豊富なデザイナーであっても、ファイルの準備段階でエラーを犯すことがあります。最もよく見られる落とし穴を理解しておくことで、製造工程の遅延やコスト増加を招く修正のやり取りを回避できます。
以下は、最も頻繁に問題を引き起こすミスです:
- 閉じられていないパス: すべての形状は、完全かつ閉じたループで構成される必要があります。開いたパス(オープンパス)はレーザー切断装置を混乱させます。装置が「内側」と「外側」の境界を正確に判断できなくなるためです。また、 キルメル氏が指摘するように 、開いたパスは不完全または不正確な切断を引き起こす可能性があります。
- 重複または重なったライン: 2本の線が同一の位置を占めている場合、レーザーがそのパスを2度切断し、素材を過剰に焼損させたり、意図しない幅のカット(カーフ)を生じさせたりすることがあります。
- 不適切なスケールまたは単位: ソフトウェア内で10mmと設定されたデザインが、切断システムによって10インチと解釈される場合があります。必ずファイルの単位が一貫しており、意図した実寸サイズと一致していることを確認してください。
- 公差の欠落: レーザー切断は非常に高い精度(通常±0.1mm)を実現しますが、重要な寸法要件を事前に伝達せずに製造を行うと、アセンブリに正しく適合しない部品が生産されることがあります。
- アクティブなテキストボックス: アウトライン化(一部のCADソフトウェアでは「エクスプロード」)されていないテキストは、正しく表示されないか、あるいは全く切断されない場合があります。テキスト要素にカーソルを合わせて確認し、編集可能な状態であれば、ベクター形状への変換が必要です。
- 埋め込みラスタ画像: ファイルに埋め込まれた背景画像や非ベクターグラフィックスは、無視されるか、処理エラーを引き起こします。
- 不可能なほど小さな形状: レーザーのカーフ幅より小さい細部は、正確に切断することができません。最小サイズ閾値を下回る円、文字、または複雑なパターンは、焼け焦げや欠落といった不具合を招きます。
初回成功のためのファイル設定
適切な準備を行うことで、設計図面が正確にレーザー切断部品へと変換され、ご希望通りの仕上がりになります。ファイルを修正依頼なしでレーザー加工サービスが処理できるよう、以下の実践的な手順に従ってください。
すべてのパスが閉じていることを確認してください: ソフトウェアのパス解析ツールを用いて、ギャップ(未接続部分)を特定します。Illustratorでは、「結合」コマンドにより、開いた端点を接続できます。ほとんどのCADソフトウェアにも同様の検証機能が備わっています。
重複するジオメトリをすべて削除してください: 重なる線分は、コピー&ペースト操作や他社製ソフトウェアからのファイルインポートによって生じることが多くあります。ソフトウェアのクリーンアップ機能またはマージ機能を実行し、冗長な要素を排除してください。
テキストを輪郭線に変換する: エクスポート前に、すべてのテキスト要素を選択してベクターパスに変換してください。Illustratorでは、「アウトラインを作成」を行います。SolidWorksユーザーの方は、特に心配する必要はありません。ほとんどのシステムでは、「Student Version」の透かしは自動的に無視されます。
カーフ量を考慮する: レーザービームは切断時に材料を除去します。除去量(カーフ)は、材料や出力設定によって異なりますが、通常は0.1mm~0.4mmです。高精度の嵌合を実現するには、予想されるカーフ幅の半分だけ切断線をオフセットしてください。多くの加工業者は、要望に応じて具体的なカーフ値を提供しています。
切り抜き部の脱落を確認してください: メインのデザインと接続されていない内部部品は、切断中に落下し、保持することができません。これらの要素が必要な場合は、小さなブリッジ(タブ)を追加して接続を維持するか、別個のデザインとして提出してください。
公差を明確に指定してください: 重要な寸法に対するレーザー切断の精度を確保するためには、ファイル内または注文備考欄に特定の公差要件を明記してください。標準的な加工公差は約±0.1mmですが、どの寸法が最も重要であるかを明示することで、作業者がお客様の要求に応じた精度を優先的に確保できます。
寸法の相互検証: 設計図を100%スケールで印刷し、キャリパーまたは定規で主要な特徴部の寸法を測定してください。この簡単なステップにより、高額な失敗につながるスケール誤差を事前に発見できます。
専門家のアドバイス:多くのレーザー切断サービスでは、製造開始前にファイルのレビューを提供しています。これを活用しましょう。製造前の簡単なチェックにより、コストのかかる再加工が必要になるような問題を早期に発見できます。
適切に準備されたデータファイルがあれば、高品質な結果を得られる状態です。しかし、レーザー切断は他の加工技術と比べてどうなのでしょうか?この加工法が優れている分野、および他の方法がより適している場合を理解することで、各プロジェクトに対して最も賢い選択ができるようになります。
レーザー切断 vs ウォータージェット・プラズマ切断・CNCフライス加工
設計データファイルの準備は整い、レーザー技術に最適な材料も把握しました。しかし、ここでぜひ考えていただきたい問いがあります。「私の特定のプロジェクトにとって、本当にレーザー切断が最適な選択なのでしょうか?」場合によっては、明確に「はい」と答えられるケースもありますが、それとは逆に、他の加工技術の方が結果が良く、コストも低く抑えられるケースもあります。
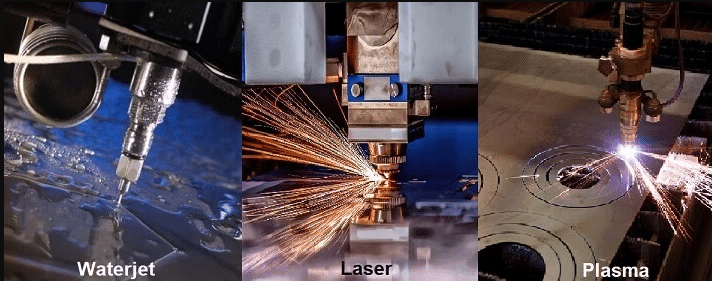
不適切な切断方法を選択すると、材料の無駄や作業時間の損失によって数万ドルものコストが発生する可能性があります。金属加工工場を経営している場合でも、趣味のプロジェクト向けにカスタム部品を発注する場合でも、自社の特定要件に最も適した切断技術を選定することが、結果を左右する決定的な要素となります。ここでは、CNCレーザー切断と、水ジェット切断、プラズマ切断、CNCフライス盤という3つの主要な代替技術を比較検討します。
| テクノロジー | 精度レベル | 速度 | 物質的相容性 | エッジ品質 | 費用因子 | 最適な使用例 |
|---|---|---|---|---|---|---|
| レーザー切断 | ±0.001mm~±0.1mm;微細なディテールに優れる | 薄板材では高速;厚みが増すと速度が低下 | 金属、プラスチック、木材、布地などに対応可能;ファイバーレーザーなしでは、厚手または反射性の高い素材への対応は限定的 | 清潔で滑らかな切断面;後工程処理が最小限 | 中程度の設備コスト;薄板材の連続加工に効率的 | 複雑な形状、薄板金属、高精度部品、電子機器、看板など |
| ウォータージェット | 通常±0.1mm;厚手素材への対応に優れる | レーザーおよびプラズマ切断より遅く、1インチ(約25.4mm)厚の鋼材ではプラズマ切断の3~4倍の時間がかかる | 石材、ガラス、複合材など virtually あらゆる素材に対応可能;粗加工であれば最大24インチ(約610mm)厚まで対応 | 滑らかなサテン 熱の影響を受ける領域がない | 高額な設備 (プラズマ用には19万5千ドルと9万9000ドル) ・ 運用コストが高くなる | 熱感のある材料,厚い材料,石/ガラス,航空宇宙部品 |
| 血球 | レーザーより精度が低い.構造作業に適している. | 厚手の導電性金属において最も高速 | 導電性金属のみ対応(鋼、アルミニウム、銅) | 砂脂/砂脂を残す.しばしば二次加工が必要である. | 最低の設備と運用コスト | 構造鋼,重機械,造船,厚板加工 |
| CNCミリング | ±0.01mm 複雑な3D幾何学では例外的です | 総体 に ゆっくり し,物質 を 徐々に 除去 する | 金属,プラスチック,木材,複合材料;厚い/密度の高い材料をうまく処理する | 滑らかな仕上げ;サンドペーパー掛けや研磨が必要な場合あり | 初期投資が大きいが、高精度の3D部品製造にはコスト効率が良い | 複雑な3D部品、航空宇宙産業、医療機器、厚板加工 |
レーザー切断が他の方法を上回る場合
レーザーCNC技術は、精度と速度が交わる場面で最もその真価を発揮します。 According to Makeraの比較研究 によると、レーザー切断は±0.001mmという極めて厳しい公差を実現でき、細部のディテールや鋭いエッジを要求する用途に最適です。ジュエリー部品、電子機器用エンクロージャー、カスタムサイン、精巧な装飾加工などが該当します。
集束されたビームにより、非常にクリーンなエッジが得られ、多くの場合、追加の仕上げ処理は不要です。薄板金属や細密なパターン加工において、金属用レーザー切断機が達成する結果は、プラズマ切断では到底及ばないものとなります。エッジ品質と精度が最も重視される場合、薄板材の切断に最適なレーザーは、一般的にレーザー(Laser)カテゴリーに分類されます。
速度面での利点は、特に薄い材料や複雑なデザインにおいて顕著になります。CNCフライス加工では材料を段階的に除去するため(細かい2次元パターンには時間がかかる工程です)、レーザー金属切断はカットパスに沿ってほぼ瞬時に完了します。納期が厳しく大量生産が求められる場合、この効率性は非常に大きなメリットとなります。
ただし、レーザー切断には実用上の限界があります。 業界テスト レーザーは厚さが1インチを超える表面の加工に苦手であり、切断中に発生する熱によって、特定の材料では焼け跡や応力痕が生じ、二次的な仕上げ処理を要することが確認されています。
厚板材におけるウォータージェット vs レーザー
材料の厚さが増す場合、あるいは熱感受性が問題となる場合、ウォータージェット切断は有力な代替手段として浮上します。この「冷間切断」プロセスでは、高圧水(しばしば研磨粒子を混合)を用いて、熱影響部(HAZ)を生じさせることなく材料を切断します。
その多用途性は驚くべきものです。Flow Waterjet社の技術比較によると、研磨材を用いたウォータージェット切断は、金属、石材、ガラス、複合材料、さらには食品に至るまで、実質的にあらゆる素材を切断可能であり、粗加工の場合には最大24インチ(約610 mm)の厚さにも対応します。このように幅広い素材への対応能力を備える切断技術は他にありません。
熱に敏感な用途では、選択がさらに明確になります。レーザー切断は集中した熱エネルギーを発生させるため、薄板材の変形や金属の硬化領域の形成を招く可能性があります。一方、ウォータージェットは熱による歪みを生じさせることなく、サテンのような滑らかな切断面を実現するため、航空宇宙部品、医療機器、および金属組織的特性が変化してはならない素材の加工において優先的に採用されています。
トレードオフとは?スピードとコストです。試験結果によると、プラズマ切断による1インチ厚の鋼板切断は、ウォータージェット切断と比較して約3~4倍の速度で行え、1フィートあたりの運転コストはおよそ半分です。完全なウォータージェットシステムの価格は約19万5,000米ドルであるのに対し、同等のプラズマ装置は約9万米ドルです。鋼およびアルミニウムを主に扱うほとんどの金属加工工場では、プラズマまたはレーザーが投資対効果(ROI)において優れた選択肢となることが多い一方で、ウォータージェットはその独自の能力ゆえに代替不可能な存在であり続けます。
プロジェクトに最適な技術を選択する
これらの加工技術を検討した後、一つの事実が明確になります:「最も優れた」切断方法は単一ではありません。それぞれの技術は特定の状況において優れた性能を発揮します。
以下の条件に該当する場合、レーザーおよびCNCレーザー切断を選択してください:
- 薄板材に対して細部まで精密なデザインを必要とする場合
- 切断面の品質が重要であり、後工程処理を最小限に抑えたい場合
- シート材の生産スピードが優先される場合
- 狭い公差(±0.1mm以下)が要求される
以下の場合はウォータージェットを選択してください。
- 材料が熱に耐えられない場合(航空宇宙用合金、熱処理済み金属など)
- 石材、ガラス、複合材料などの非金属を切断する場合
- 材料の厚さが1インチを超える場合
- 熱影響領域(HAZ)が用途上許容できない場合
プラズマを選ぶべき場合:
- 厚手の導電性金属(鋼鉄、アルミニウム、銅)が作業の主流です
- エッジ仕上げよりも予算制約が重視されます
- 厚板加工における速度が、精度要件よりも優先されます
- 構造物加工向けに即納対応可能な近隣のプラズマ切断サービスをお探しですか?
CNCフライス加工を選ぶべき場合:
- 複雑な三次元形状が要求されます
- 高密度または厚肉材には高精度の機械加工が必要です
- 表面仕上げ品質の要件により、切断後の仕上げ加工が不可欠です
- 板材の切断ではなく、塊状素材から材料を除去するアプリケーションが求められます
多くの成功した製造工場では、最終的に複数の加工技術を統合しています——その理由は十分にあります。最も頻繁に取り組むプロジェクトに対応するシステムから始めるのは理にかなっていますが、時間とともに加工能力を拡張することで、より広範な顧客ニーズへの対応が可能になります。
ご自身のプロジェクトに最適な加工技術を理解することは、課題解決の一部にすぎません。同様に重要なのは、これらのサービスの実際の費用および料金体系を把握することです。これは、透明性を求める初回利用者にとってしばしば不満の原因となるトピックです。
レーザー切断のコストと価格要因の理解
「近くでレーザー切断サービスを探したことがあるが、あいまいな価格情報にイライラさせられた」という経験をお持ちの方は、決してお一人ではありません。店頭で製品を購入するのとは異なり、レーザー切断の費用は数十もの要因によって大きく変動します。そのため、多くの業者が固定価格表を公表していないのも無理はありません。
最終的な価格を左右する要因を理解することで、より賢明な意思決定が可能になり、コスト効率を高めるための設計最適化や、レーザー切断の見積もり依頼時の円滑なコミュニケーションも実現できます。では、実際にあなたの費用を決定する要素を詳しく解説しましょう。
最終価格を左右する要因
すべてのレーザー切断プロジェクトはユニークですが、その費用算出には一定のパターンがあります。コマカット社の価格分析によると、主な要因には材料の種類、板厚、設計の複雑さ、切断時間、人件費、仕上げ工程が含まれます。以下に、各要素がレーザー切断料金にどのように影響するかを説明します:
- 素材の種類とコスト: 異なる材料にはそれぞれ異なる基本コストが伴います。ステンレス鋼は軟鋼よりも高価であり、特殊合金はプレミアム価格を要求します。原材料費は、いかなる見積もりにおいてもその基盤となります。
- 素材の厚さ: 厚みのある材料は、より多くのエネルギー、より遅い切断速度、および機械の摩耗増加を必要とします。1mmの鋼板部品は1~3秒で切断可能ですが、より厚い材料では、大幅に長い加工時間と電力消費が必要になります。
- 設計の複雑さ: 多数の切り抜きを含む複雑なパターンでは、ピアスポイント(穿孔点)の数が増加し、各ピアスポイントが切断時間を延長します。業界データによると、ピアスポイントの増加および切断パスの延長は、機械稼働時間の延長につながり、直接的にコストを上昇させます。
- 総切断パス長: レーザーは設計図面上のすべての線を走行しなければなりません。切断数が増えれば加工時間が延び、機械の稼働単価が時給60~100ドル以上であることを考えると、時間はそのままコストとなります。
- 二次仕上げ要件: バリ取り、研磨、グラインディング、粉体塗装、または組立作業などは、人件費、設備稼働時間、および材料費を合計コストに追加します。
- 納期: 急ぎの注文では、当日または週末対応の場合、通常20~50%のプレミアム料金が発生します。標準納期でご発注いただくと、コストを抑えられます。
賢い設計のヒント:開口部の数を減らし、形状を簡素化することで、機能性を損なうことなくコストを大幅に削減できます。
試作費 vs 量産によるコスト削減
お客様から最もよく寄せられる質問の一つです。「なぜ単一の試作品の単価は、量産時よりもずっと高くなるのですか?」その理由は、コストが数量に対してどのように配分されるかにあります。
レーザー切断作業には、注文数量に関わらず発生する固定のセットアップ費用(データ準備、機械プログラミング、材料装填、品質検証など)があります。試作品を1点だけご発注いただいた場合、これらのセットアップ費用を100%お支払いいただくことになります。一方、100点ご発注いただければ、同じセットアップ費用が全ユニットに按分されます。
価格形成のメカニズムは以下の通りです:
- 試作ロット(1~10点): セットアップ費用が単価を支配します。部品あたりのレーザー切断単価は高くなりますが、コンセプト検証のためのプロジェクト全体の投資額は低減されます。
- 小ロット生産(10~100個): セットアップ費用の単価あたり負担が実質的に軽減され始めます。この「最適なボリューム帯」は、限定版製品、特殊部品、または市場テストなどに最も適しています。
- 量産(100個以上): 固定費の単価あたり負担は無視できるほど小さくなります。材料の効率性は、最適化されたネスティング(部品配置)によって向上し、加工業者では機械稼働時間および材料の両方について数量割引を提供する場合があります。
ネスティング(材料シート上に部品を密に配置すること)の効率化は、生産数量が増加するにつれてさらに重要になります。業界のベストプラクティスによれば、高度なネスティングソフトウェアを活用することで、材料の廃棄を最小限に抑え、切断時間を短縮し、大量生産における部品単価を大幅に低減できます。
自宅や職場の近く、および業界全体で提供されている多くのレーザー切断サービスでは、最低注文数量が不要であるため、プロトタイピングが容易になります。ただし、コスト構造を理解しておくことで、プロジェクトの各フェーズに応じた現実的な予算計画が可能になります。
迅速に正確な見積もりを取得する
ご自身のプロジェクトにかかる実際の費用を確認したいですか? 多くの加工店では、自社ウェブサイトを通じてレーザー切断の即時見積もりシステムを提供していますが、自動見積もりの精度は、お客様が提供する情報の質に大きく依存します。以下に、このプロセスを効率化する方法を示します。
- クリーンで適切な形式のファイルを提出してください: 閉じたパスと正確な寸法を含むDXFファイルを使用すれば、自動見積もりシステムが切断時間を正確に算出できます。エラーがあると、手動によるレビューが必要となり、見積もりの遅延につながります。
- 精密な材料を指定してください 「鋼板」だけでは不十分です——材質(例:ステンレス鋼304、軟鋼A36など)、板厚、および前処理や認証などの特別な要件を明記してください。
- 数量を明確に定義してください: プロトタイプ用の数量および想定される量産数量を含めてご提示ください。一部の加工店では、数量に応じた段階的価格設定(数量閾値ごとに単価が下がる仕組み)を提示しています。
- すべての仕上げ要件を明記してください: バリ取り、曲げ、溶接、塗装などの二次加工は、総額に影響を与えます。これらの要件を事前に明記しておくことで、後になって予期せぬ追加費用が発生するのを防げます。
- 納期に関する期待値を明確に伝えてください: 標準納期で対応していただくと、コストを抑えられます。ただし、早期納品が必要な場合は、できるだけ早い段階でその旨をお知らせください。そうすることで、各業者がそれに応じた見積もりを提示できます。
複数のサプライヤーから見積もりを比較する際は、同等の仕様に基づいて評価していることを確認してください。著しく低い価格は、使用材料のグレード、公差の想定、あるいは省略された仕上げ工程の違いを示している可能性があります。契約を確定する前に、不明点について積極的に質問しましょう。透明性を重んじる業者は、こうした対話を歓迎します。
価格設定の基本を理解することで、正確な予算編成や、コスト効率を高めるための設計最適化が可能になります。ただし、コストはあくまで一つの要素にすぎません。これらのサービスを活用している業界や、技術がどのように応用されているかを知ることで、自社プロジェクトへの新たな可能性が見えてくるかもしれません。

レーザー切断に依存する業界とその応用分野
価格設定の動向について理解したところで、次にこの技術が実際に活用される現場をご紹介しましょう。自動車部品を数千点も製造する工場から、一点もののアート作品を手作りするガレージ・ワークショップまで、レーザー切断は実に多様な用途で活用されています。さまざまな業界がこの技術をどのように活用しているかを知ることで、ご自身のプロジェクトへの新たなアイデアが生まれるかもしれません。
産業用レーザー切断の汎用性は、多くの人が想像する以上に広範囲に及びます。Accurl社による業界調査によると、レーザー技術は航空宇宙機器製造からジュエリー設計に至るまで、多岐にわたる分野を変革してきました。これらの分野では、それぞれ異なる精度レベル、材料、生産量が求められています。
自動車および輸送分野での応用
レーザー金属切断の実際の活用事例を考える際、自動車産業はその中でも最も厳しい実証フィールドの一つです。ここでは、高精度と一貫性は「選択肢」ではなく、車両の安全性および性能に直結する「必須要件」です。
現代の自動車製造では、常に厳密な公差を満たす必要がある部品の加工に、板金レーザー切断が大きく依存しています。レーザー板金切断機は、構造部品から装飾用トリム部品に至るまで、あらゆる部品の加工に対応します。
- シャシコンポーネント: 数千台分のユニットにおいて一貫した寸法精度が求められるフレーム補強材、クロスメンバ、構造用ブラケット
- ボディパネル: エッジ品質が適合性および仕上げ品質に影響を与えるドアスキン、フェンダー部品、インテリアトリム部品
- 排気系部品: ステンレス鋼から切断されるヒートシールド、マウントブラケット、パイプ部品
- サスペンション部品: 厳しい公差が要求されるコントロールアーム部品、スプリングマウント、アライメントブラケット
- エンジンルーム内部品: アルミニウム合金から切断されるバルブカバー、インテークマニホールド、アクセサリーブラケット
鉄道・輸送分野でも、列車部品、トラム部品、インフラ要素のための金属板のレーザー切断が同様に恩恵を受けています。出典: SENFENG社の業界分析 高強度鋼およびアルミニウム合金をファイバーレーザーシステムで加工することで、これらの用途が要求する信頼性と安全性が確保されます。
試作から量産まで
レーザー切断技術が産業全体で特に価値を持つ理由の一つは、そのスケーラビリティにあります。つまり、単一のプロトタイプを製造するのと同じ技術が、数千点規模の量産注文にも容易に対応できるのです。
航空宇宙および防衛: 航空宇宙産業ほど高精度を要求する産業は他にありません。チューブレーザー切断サービスでは、チタン、高張力鋼、特殊アルミニウム合金を用いて、構造部材、エンジンハウジング部品、航空機用ブラケットなどを製造します。この技術が切断時に材料の強度を維持できる点は、極限条件下で機能が求められる部品にとって極めて重要です。
- 航空機用構造ブラケットおよび補強部材
- エンジンハウジング部品
- 人工衛星および宇宙船部品
- 防衛車両用装甲板および部品
電子機器および筐体: 電子機器の小型化トレンドは、部品サイズの縮小に見合った高精度な切断能力を要求しています。レーザー装置は、サーバーラック、制御パネル、および民生用機器の筐体において、換気用開口部、取付け穴、ケーブル配線用の精密な切り抜きを実現します。
- データセンター用エンクロージャおよびサーバーラック部品
- スイッチおよびディスプレイ用制御パネルの切り抜き
- EMIシールド部品
- ヒートシンクアセンブリ
標識と表示: 広告業界では、注目を集める立体的な看板作成のためにレーザー切断技術が採用されています。チャンネルレター(文字型看板)、金属製ロゴ、ライトボックスパネル、装飾用ディスプレイなどは、すべて複雑なパターンをクリーンなエッジで加工できるこの技術の恩恵を受けています。業界の専門家によると、小~中出力のファイバーレーザー(1000W~3000W)が、細かいフォントや精巧なグラフィックに必要な精度を提供します。
建築要素: 現代建築では、装飾用スクリーン、手すり、ファサードパネル、室内間仕切りなど、機能的な要素をデザインの主張へと変えるカスタム金属加工がますます取り入れられています。ステンレス鋼、銅、アルミニウムの板材は、現代的な空間を定義する精巧なパターンへと変形されます。
創造的・芸術的なレーザー切断プロジェクト
ここから、個人制作者にとって興味深い展開が始まります。趣味で行うレーザー切断サービスにより、かつては産業用製造メーカーのみが利用できた可能性が、一般にも広がっています。その応用範囲は、想像力にしか制限されません。
に従って フルスペクトラム・レーザー社のプロジェクト文書 、趣味家およびアーティストは、多岐にわたる創造的応用分野でレーザー技術を活用しています:
- ジュエリーおよびアクセサリー: アクリル、木材、または薄板金属から切断された繊細なイヤリング、ペンダント、装飾品
- 家庭装飾 オリジナル壁面アート、層状構造の彫刻、パーソナライズされたギフト、コースターおよびトレイなどの実用アイテム
- 模型製作: 建築模型、ミニチュアゲーム用テライン、精密なディテールを再現したスケールモデル
- 家具部品: カスタム引き出しハンドル、装飾用インレイ、およびものづくりプロジェクト向けの構造部品
- イベントおよびウェディング用品: 席札、ケーキトッパー、カスタム招待状、記念品
ものづくりコミュニティでは、特に木材、アクリル、レザー加工にCO2レーザー装置が広く採用されています。これらの素材は、後処理をほとんど必要とせずにきれいに切断できるため、単純なプロトタイプから販売可能な完成品まで、幅広いプロジェクトに最適です。
プロフェッショナルレベルの仕上がりとアマチュアレベルの試作との違いを決定づける要因の多くは、素材の特性を理解し、適切なデータファイルを準備する知識にあります——このガイドの前半で既に習得済みの知識です。
製造業者として大量生産規模での対応を求める場合でも、趣味で創造的な可能性を探る場合でも、両者に共通する基本的な技術は同じです。重要な違いは、ご自身の具体的な要件(設備・専門知識・品質基準)に合致するサービスプロバイダーを見つけることにあります。この点については、発注前に詳細に検討する価値があります。
最適なレーザー切断サービスプロバイダーを選ぶ方法
レーザー技術、使用材料、データファイルの準備、コスト要因についてすでに検討を重ねました。次に、これらすべてを統合して最終的に決断すべき重要なステップがやってきます——つまり、ご期待通りの成果を実際に提供できるサービスプロバイダーの選定です。この選択は、部品の品質からプロジェクトの納期に至るまで、あらゆる側面に影響を与えます。適切なプロバイダーを選べば、製造プロセスはスムーズに進行します。一方、誤った選択をしてしまうと、納期遅延、再加工、そして不満という事態に直面することになります。
自社の特定のニーズに合致する金属レーザー切断サービスを見つけるには、「近くのレーザー切断業者」をインターネットで簡単に検索するだけでは不十分です。適切な業者を選定するには、技術的対応力、品質管理システム、およびコミュニケーション体制を慎重に評価する必要があります。以下、潜在的なパートナーを体系的に審査するためのアプローチをご案内します。
技術および材料対応能力の評価
すべてのレーザー加工業者が同一の設備を保有しているわけではなく、また同一の市場を対象としているわけでもありません。カリフォルニア・スチール・サービス社によると、いかなるサービスプロバイダーを選ぶにしても、まずその業者がご希望の材料を実際に加工可能かどうかを確認することが最も重要です。各サービスは、金属やプラスチックから木材、ガラスに至るまで、さまざまな材料の切断を専門としています。
CNCレーザー切断サービスを評価する際には、その設備の詳細について詳しく調査してください。
- レーザーの種類と出力: CO2レーザー、ファイバーレーザー、あるいは両方の設備を保有していますか?高出力のファイバーレーザー(6kW~12kWクラス)は、低出力システムでは対応できない厚板金属や反射性材料の切断が可能です。
- 加工台(ベッド)サイズおよび対応能力: より大きなテーブルは、大型部品の加工や生産ロット向けのより効率的なネスティング(部品配置)に対応できます。一部の高精度レーザー切断サービスでは、長さが25フィートを超えるテーブルを運用しています。
- 精度仕様: 品質の高いサービス提供者は、自社の許容誤差(公差)を明示しています。高精度加工には、約±0.0005インチの公差対応能力を確認してください。
- 材料の厚さ範囲: 材質の種類だけでなく、ご要望の特定のゲージ(板厚)またはプレート厚さに対応可能であることを確認してください。
鋼材向けレーザー切断サービスは炭素鋼の加工に優れている一方で、ステンレス鋼やアルミニウム合金への対応経験が不足している場合があります。同様に、レーザー管材切断サービスに特化した工場は、円形・正方形・長方形のパイプ・チューブ加工において、フラットベッドのみ対応の施設では得られない専門的知識と技術を持っています。ご使用の材料種別について、具体的な実績を確認してください。実績のあるサービスを選定することで、より優れた加工結果が得られます。
品質保証における認証の重要性
品質保証は、単にレーザー加工機器を所有しているだけの業者と、専門的な金属レーザー切断サービスを提供するプロフェッショナルな業者を明確に区別します。ライトフォーム社の評価ガイドによると、品質管理プロセスについて質問することで、その業者が寸法精度、材質確認、部品の一貫性をどの程度重視しているかが明らかになります。
産業用途(特に自動車、航空宇宙、医療分野)においては、認証が品質管理システムの客観的な検証を提供します:
- IATF 16949: 包括的な品質マネジメントシステムを示す自動車業界の標準規格です。例えば シャオイ (寧波) メタルテクノロジー などのメーカーは、シャシー、サスペンション、構造部品向けの自動車顧客が、検証済みの品質プロセスを要求することから、この認証を特別に維持しています。
- ISO 9001:2003 規格について 文書化された手順および継続的改善活動を実施していることを示す、基本的な品質マネジメント認証です。
- AS9100: 防衛・航空機部品のサプライヤーに求められる、航空宇宙分野特化の認証です。
- ISO 13485: 厳格なトレーサビリティ要件を有する医療機器製造認証です。
なぜ認証が実務上で重要なのでしょうか?認証は、その提供事業者が文書化された検査手順に従って作業し、校正済みの計測機器を保有し、製造工程全体においてトレーサビリティを証明できることを示します。特に重要な用途では、認証取得済みの製造事業者と取引することで、部品が仕様を一貫して満たすかどうかという不確実性を排除できます。
認証に加えて、具体的な品質管理措置についても確認しましょう:寸法検査を実施していますか?どのような計測機器を使用していますか?原材料の検証はどのように行っていますか?信頼できる事業者はこうした質問を歓迎します。一方、曖昧な回答や回避的な態度は、品質上の課題を示唆している可能性があります。
発注前に確認すべき質問
何らかの事業者と正式に契約する前に、十分な情報に基づいた意思決定を行うために必要な情報を収集してください。以下のステップ・バイ・ステップの評価チェックリストを活用し、潜在的なパートナーを体系的に評価しましょう:
- 材料の適合性および関連経験を確認する: 「普段からどの材料を加工していますか?また、[お客様の特定の材料]について、どの厚さまで対応可能ですか?」——理論上の能力ではなく、実際にその材料タイプに豊富な実績を持つ業者を探しましょう。
- 技術仕様を確認してください: 「どのようなレーザー方式を採用しており、出力はどの程度ですか?」金属加工の場合、6kW以上のファイバーレーザーを導入していることは、高い加工能力を示す指標です。カリフォルニア・スチール・サービス(California Steel Services)などの一部の業者は、6~12kWのファイバーレーザーを運用しており、精度は±0.0005インチを実現しています。
- 納期対応力を把握してください: 「標準納期はどのくらいですか?また、急ぎ対応(エクスペディット)のオプションはありますか?」生産能力には大きな差があり、数日以内にラッシュオーダーに対応可能な工場もあれば、数週間かかる工場もあります。
- 品質保証に関する認証を確認してください: 「どのような認証を取得・維持していますか?また、証明書類の提出は可能ですか?」自動車向けアプリケーションの場合、IATF 16949認証(例えば、シャオイ社が迅速な試作および自動化生産において維持しているもの)は、真剣に取り組むプロジェクトに求められる品質インフラストラクチャを示します。
- 設計支援の利用可能性を評価します: 「図面レビューまたは設計最適化の支援サービスを提供していますか?」業界のベストプラクティスによれば、設計支援を提供する企業は、プロジェクトの洗練を支援し、高額なミスを回避するのに役立ちます。
- 追加サービス機能を明確にします: 「バリ取り、曲げ加工、仕上げ、組立などの二次加工サービスを提供していますか?」ワンストップ型のサプライヤーは物流を合理化し、生産工程全体における一貫性を確保します。
- コミュニケーション対応力の評価: 「通常、見積もりの納期はどのくらいですか?」迅速な対応を実現するサプライヤー(中には12時間以内に見積もりを提示するところも)は、プロジェクト全体にわたって継続される顧客重視姿勢を示しています。
- 拡張性を確認します: 「試作数量と量産数量の両方に対応できますか?」柔軟なサプライヤーは、ニーズの変化に応じて新たなパートナーを探す必要なく、事業の成長にも対応できます。
- 地理的要因を理解しましょう: 「貴社の所在地はどこですか?また、どのような配送オプションを提供していますか?」近隣にあることで輸送コストと納期が削減されますが、多くの高精度レーザー切断サービスでは全国への効率的な配送が可能です。
- 参考事例またはサンプルの提供を依頼しましょう: 「同様の案件の実績例や顧客からの推薦状を提示していただけますか?」品質の高いサプライヤーは、自社の実績を自信を持って開示します。提示を渋る場合は、関連分野での経験が限定的である可能性があります。
専門家のアドバイス:将来のパフォーマンスを最もよく予測する指標は、過去の実績です。同様のプロジェクト要件を持つ顧客からの推薦状を請求し、大きな発注を行う前に必ずその顧客へ直接確認を行ってください。
見積もりプロセスにおけるコミュニケーションの質は、その後の業務関係全体を予測する指標となることが多いです。迅速に応答し、質問に丁寧かつ十分に答え、さらに潜在的な課題を積極的に特定できるサプライヤーは、プロジェクトを計画通りに進める上で不可欠な配慮力を示しています。逆に、営業段階で返答が遅く、曖昧な回答しか提供できない場合、製造工程開始後になってその状況が改善されるケースはほとんどありません。
数千点規模の部品を一貫した品質で供給する必要がある、自動車・産業用の高量産用途では、評価基準がさらに厳格になります。包括的なDFM(製造性向上設計)支援、迅速な試作対応能力、および認証済みの品質管理システムは、単なる切断加工サービスを提供する業者と、真に信頼できるパートナーを明確に区別する要素です。IATF 16949認証を背景に、5日間での迅速試作と自動化大量生産を同時に提供できるメーカーこそが、こうした厳しい要求に応える信頼性を備えています。
発注前に潜在的なパートナーを適切に評価する時間を確保することで、不良部品の発生、納期遅延、およびサプライヤーの切り替えといった高コストな悪循環を防ぐことができます。上記のチェックリストは一連のフレームワークを提供します——これを自社の具体的な要件に合わせてカスタマイズし、選定に確信が持てるまで、追加の質問を遠慮なく行ってください。
レーザー切断業者に関するよくあるご質問
1. レーザー切断業者はどのような素材を加工できますか?
専門のレーザー切断業者は、金属(鋼板、ステンレス鋼、アルミニウム、銅、真鍮)、プラスチック(アクリル、POM/デルリン)、木材(硬木、軟木、合板、MDF)、布地、紙、段ボールなど、幅広い素材を取り扱っています。ファイバーレーザーは金属の切断に優れており、CO2レーザーは木材やアクリルなどの有機素材の切断に最も適しています。ただし、塩化ビニル(PVC)やABS樹脂などは、有毒ガスを発生させるため、加工対象から除外する必要があります。
2. レーザー切断の費用はどのくらいですか?
レーザー切断のコストは、材料の種類および厚さ、設計の複雑さ(切り抜き数および切断パスの長さ)、発注数量、納期、仕上げ要件など、いくつかの要因によって異なります。試作向けの少量生産では、固定のセットアップ費用が単価に反映されるため、1個あたりのコストが高くなります。一方、100個以上の量産注文では、1個あたりの単価が大幅に低下します。多くの業者は、適切な形式で設計ファイルをアップロードすると、オンラインで即時に見積もりを提示しています。
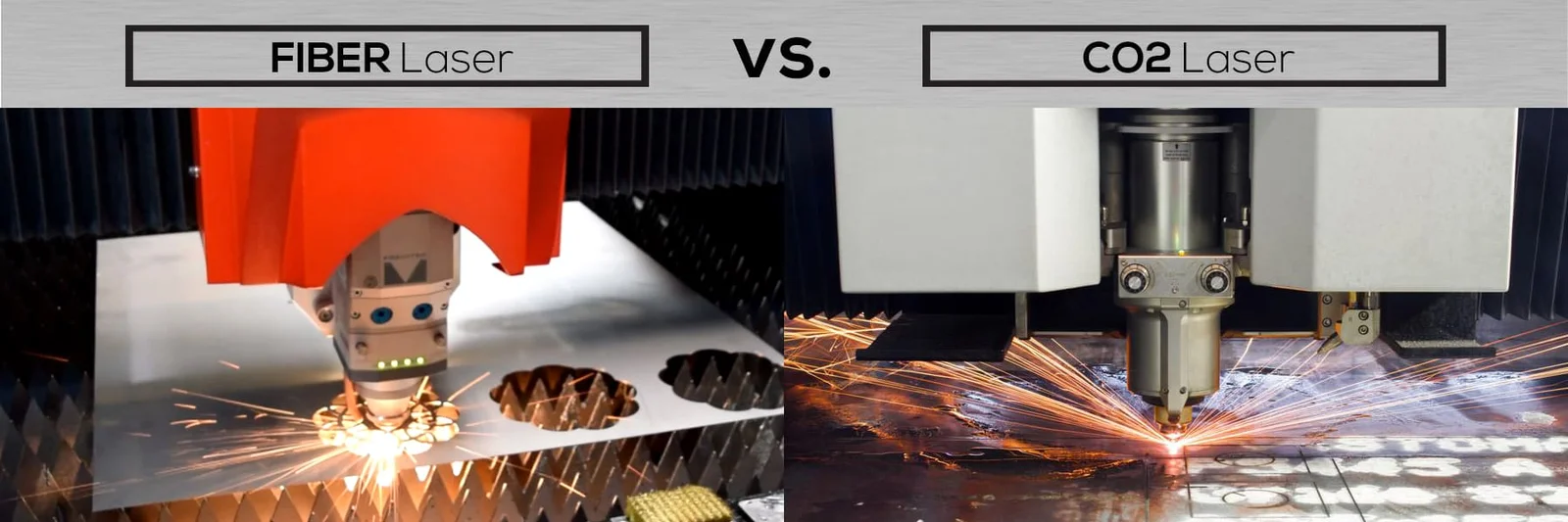
3. CO2レーザー切断とファイバーレーザー切断の違いは何ですか?
CO₂レーザーは二酸化炭素ガス混合物を用いて10.6マイクロメートルの波長を生成し、木材、アクリル、ガラス、繊維などの非金属材料の切断に最適です。ファイバーレーザーは1.064マイクロメートルの波長を生成し、その強度はCO₂レーザーと比較して最大100倍に達するため、アルミニウムや銅などの反射性金属を含む金属材料の切断に優れています。また、ファイバーレーザーは保守メンテナンスの頻度が低く、寿命は25,000時間以上に及びます。
4. レーザー切断業者が受け付けるファイル形式は何ですか?
ほとんどのレーザー切断加工業者は、DXF(国際標準)、AI(Adobe Illustrator)、SVG、PDF(ベクターアートワークを含む)、DWG(AutoCAD)などのベクターファイル形式を受け付けています。JPEGやPNGなどのラスターアイマージは直接使用できません。設計ファイルには、閉じたパス、重複する線のない構成、適切なスケールおよび単位、およびテキストをアウトライン化した状態が必要です。
5. レーザー切断サービスプロバイダーの選び方は?
サプライヤーの評価には、採用しているレーザー技術および出力レベル、取り扱う材料に関する専門知識、品質認証(自動車業界向けIATF 16949、一般品質管理向けISO 9001)、納期対応能力、およびコミュニケーションの迅速性を基準とします。ご使用の材料種別に対する実績について確認し、許容差仕様を明示してもらうよう依頼し、バリ取りや仕上げなどの二次加工サービスについても問い合わせてください。IATF 16949認証を取得したメーカー(例:シャオイ社)では、要求水準の高い用途向けに包括的なDFM(製造可能性設計)支援および迅速な試作対応が可能です。