 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

オンラインレーザー加工サービスの解説:データ準備から完璧な最終カットまで

現代のものづくりを行う人々にとって、オンラインレーザーサービスとは何か
中小企業が高価な機械を所有せずに、アクリル製の完璧に切断された看板や複雑な金属製ブラケットをどのように製作しているか、一度でも不思議に思ったことはありませんか?その答えは、オンラインレーザー切断および彫刻サービスにあります。これは、デザインを現実のものへと変える方法を根本から変えつつある、デジタル製造革命です。
簡単に言えば、 オンラインレーザーサービス は、デジタル設計ファイルをアップロードし、希望する素材を選択するだけで、高精度に切断または彫刻された部品を自宅まで届けてくれます。専用設備の購入も不要、急峻な学習曲線もありません。ただ、あなたの創造性が形ある製品へと変換されるだけです。
産業用工場からあなたのデスクトップへ
レーザー切断技術は、かつて産業用工場の床面にのみ存在していました。これらの高出力機械は、多額の資本投資、専門のオペレーター、および適切な換気システムを備えた専用施設を必要としていました。数十年にわたり、この高精度切断機能を導入できたのは大手製造業者だけでした。
しかし、この状況は劇的に変化しました。Steelway Laser Cutting社によると、今日の大多数の製造業者は、先進的なレーザー切断機を自社で購入・維持するための資金やリソースを有していません。こうした現実が、産業レベルの能力と利用可能な製造サービスの間のギャップを埋める専門サービスプロバイダーの台頭を促しました。
これはあなたにとって何を意味するのでしょうか?カスタムジュエリーを手作りする趣味家であれ、ブランド商品を製造する小規模事業者であれ、新製品のプロトタイピングを行う大企業であれ、プロフェッショナルレベルのレーザー切断およびレーザー彫刻サービスが、今や手の届くところにあります。
デジタル製造革命
この変革は、単なるアクセシビリティの向上にとどまらず、製造業のあり方そのものを根本的に変えました。従来の金属切断機は、金属同士が接触する物理的な力で材料を切断します。一方、レーザー切断は全く異なる原理で動作します。集束されたレーザー光線が材料を加熱・気化させ、マイクロメートル単位の高精度で切断を行うため、余分な廃材や意図しない変形を生じることなく、クリーンな切断面が得られます。
このようなデジタル方式により、コンセプトから完成品へ至るまでのプロセスが大幅に短縮されます。従来の製造ワークフローを考えてみましょう。まず地元の加工業者を探し、打ち合わせの日程を調整し、見積もり待ちを経て、しばしば最低発注数量の制約にも対応しなければなりませんでした。オンラインレーザー切断サービスでは、こうした障壁が完全に解消されます。
このプロセスでは、正確な仕様を含むコンピューター支援設計(CAD)ファイルを活用します。これらのファイルが確認されると、指示内容が直接コンピューター数値制御(CNC)機械へ送信されます。その結果として得られるのは、設計の複雑さに関わらず、仕様通りに正確かつ反復性高く製造された部品です。
オンラインレーザー加工サービスの仕組み
オンライン環境におけるレーザー切断とは何かを理解するには、まずそのワークフローから始めます。例えば Sculpteo のようなプラットフォームでは、このプロセスがシンプルなステップに整理されています:
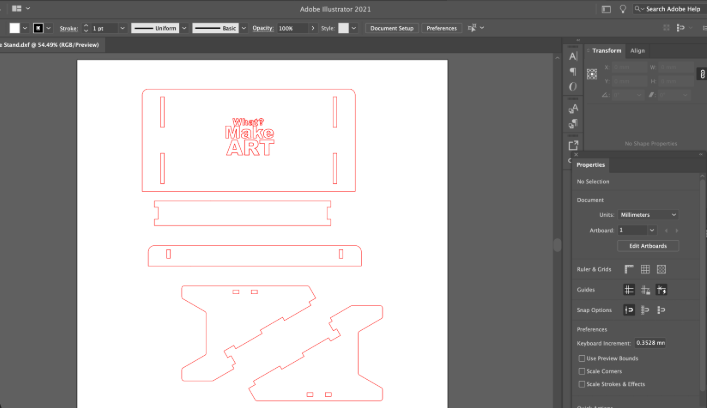
- ベクターファイルをアップロード – お客様の設計データがレーザー加工機に切断指示を提供します
- 設計の設定 – 材料の選択、サイズ調整、および切断線と彫刻線の指定
- 自動ファイルチェック – オンラインツールが一般的な問題を検出し、修正します
- 即時の価格提示を受ける – 選択内容に応じて、見積もりが自動的に更新されます
- 生産と配達 – 数日以内に高精度に切断された部品をお届けします
最小注文数量は不要です。設備投資も不要です。産業用レベルの製造サービスに、レーザー加工オンラインアクセスのみで簡単にご対応可能です。
オンラインレーザー切断サービスの多様性は、数えきれないほどの用途に及びます。建築家は装飾用スクリーニングシステムや構造用接合プレートの製作に活用しています。ジュエリーデザイナーは精巧なイヤリングやペンダントを作成します。エンジニアはカスタムブラケットやアセンブリの試作に使用します。共通点は何でしょうか? それは、従来の加工方法では実現不可能、あるいは極めて高コストとなるような高精度を、誰もが享受できるという点です。
このガイドを通じて、オンラインレーザー加工サービスのあらゆる側面を解説します。さまざまなレーザー技術とその最適な対象素材の理解から、設計データの正しい準備方法までを網羅します。また、価格設定の仕組み、サービス利用と自社設備導入のどちらを選ぶべきか、および一般的な品質問題のトラブルシューティング方法も学びます。最後まで読み終えると、次回のレーザー切断プロジェクトに自信を持って臨むための基礎知識が身につきます。

レーザー技術の種類とその応用
ご理解いただけたところで オンラインレーザー加工サービスの仕組み では、これらの機能を実現する技術について詳しく見ていきましょう。すべてのレーザーが同じというわけではなく、それぞれのタイプは特定の作業や素材に対して優れた性能を発揮します。不適切なレーザー技術を選択すると、品質の低下、材料の無駄、そしてプロジェクトの遅延といった問題が生じ、非常にストレスフルな状況になります。
現在市場をリードしている主なレーザーは4種類あります:CO2レーザー、ファイバーレーザー、ダイオードレーザー、Nd:YAGレーザーです。これらの違いを理解することで、ご自身のニーズに最も適したサービスプロバイダーまたは機器を選定できます。
CO2レーザーの仕組み
1964年に発明された技術が、今なお現代製造業をリードしていると想像してみてください。それがCO2レーザーです——有機材料の切断・彫刻分野において、今も主力として活躍するガスレーザーです。
その仕組みは? CO2レーザー彫刻機は、主に二酸化炭素(CO2)、窒素(N2)、ヘリウム(He)からなるガス混合物を用います。この混合ガスに電流を流して励起すると、CO2分子が波長約10,600ナノメートルの赤外線を放出します。この波長は木材、アクリル、革、布地、ガラス、紙などの有機材料に対して非常に高い吸収率を示すため、これらの材料の加工に最適です。
に従って OMTech cO2レーザーは、出力対ポンプ電力比を最大20%まで達成し、高精度切断アプリケーションにおいて比類なき性能を発揮します。彫刻速度は最大500 mm/sに達し、木材では最大0.61インチ(約15.5 mm)、アクリルでは最大1インチ(約25.4 mm)の厚さを切断可能です。
多機能性にはコストが伴います。CO2レーザー装置は、入門用のホビーマシンで約500ドルから、産業用グレードの機器で最大6万ドルまで幅広く価格帯があります。また、定期的なメンテナンス(例:CO2チューブの交換)を要し、他の種類のレーザーと比較して消費電力も大きくなります。ただし、非金属材料の加工を主な業務とする企業にとっては、この投資が速度と品質という形で十分なリターンをもたらします。
金属加工におけるファイバーレーザーの利点
プロジェクトで鋼鉄、アルミニウム、真鍮、その他の金属を加工する場合、ファイバーレーザーが明確な選択肢となります。これらの固体レーザー装置は、イッテルビウムやエルビウムなどの希土類元素でドープされた光ファイバーを用いてレーザー光を生成します。
なぜファイバーレーザーが金属加工に優れているのでしょうか? その1064 nmの波長は、金属への吸収特性に非常に適しています。一方、CO2レーザーは反射率の高い金属表面の加工に苦戦するのに対し、ファイバーレーザーはステンレス鋼、アルミニウム、銅を極めて効率的に切断・マーキングできます。マーキング速度は最大7,000 mm/sに達し、CO2レーザーによる代替手法と比べて著しく高速です。
速度を超えて、ファイバーレーザーは生産現場で重要となる実用的な利点を提供します:
- 寿命が長い – 平均故障間隔(MTTF)が100,000時間以上
- 保守が少ない – 交換が必要なガス管やミラーがない
- エネルギー効率 – CO2システムと比較して電気エネルギー変換効率が高い
- コンパクトデザイン – オートフォーカス機能などにより省スペース設計
ただし、トレードオフもあります。ファイバーレーザーは金属加工に優れていますが、木材や革などの有機材料の加工には不向きです。プロジェクトでこれらの異なる素材を両方扱う必要がある場合、複数のレーザータイプを用意するか、ファイバーとダイオードの両方の機能を備えたデュアルレーザーシステムを導入する必要があります。
初心者向けのダイオードレーザー
難しそうに聞こえますか? ホビーや初心者の方には、ダイオードレーザーがレーザー彫刻への最も手軽な入り口となります。これらのコンパクトなシステムは、レーザーポインターと同じ半導体材料を用いてレーザー光を生成しますが、その出力ははるかに強力です。
ダイオードレーザー彫刻機は通常、150ドルから2,000ドルの価格帯であり、家庭用ワークショップにとって予算に優しい選択肢です。コンパクトなサイズ(ヒートシンク付きでわずか100グラムのものも)により、あらゆる作業台に簡単に設置できます。エネルギー効率は30~50%と、CO₂レーザーなどの代替方式よりも高く、運用コストを抑えられます。
ダイオードレーザーでどのような作業が可能でしょうか?これらのシステムは、木材、革、紙、および一部の不透明アクリルへの彫刻を効果的に処理できます。特殊なダイオードモデルでは、ステンレス鋼やアルミニウムなどの金属へのマーキングさえ可能です。ただし、出力制限(通常1W~20W)のため、CO₂レーザーやファイバーレーザーなどの代替方式と比較して、切断深度および速度が制限されます。
に従って xTOOL したがって、ダイオードレーザーは、主に木材や革を低速で加工する用途に適しています。より厚い素材の場合、CO₂レーザー彫刻機が1回で完了する切断を実現するには、複数回のパスが必要となります。
これらの3つの主要なタイプに加えて、特殊な用途では追加の技術が求められる場合があります。UVレーザーは355 nmの波長で動作し、熱ではなく光化学反応によってマーキングを行います。これは、熱による損傷を最小限に抑えたい感光性材料にとって最適です。Nd:YAGレーザーは高品質なビームを提供し、精密な産業用切断に適していますが、その複雑な保守要件および高い運用コストにより、広範な採用が制限されています。
レーザー技術の比較
オンラインサービスの選定や機器の購入を検討する際には、以下の比較表が、ご要件に最も適した技術を選択する上で役立ちます:
| レーザータイプ | 最高の材料 | 一般的な出力範囲 | 共通用途 | 相対的なコスト |
|---|---|---|---|---|
| CO2レーザー | 木材、アクリル、革、ガラス、布地、紙 | 30W~150W(家庭用)、最大400W(産業用) | 看板制作、建築模型、オリジナルギフト、テキスタイルのカッティング | 500ドル~60,000ドル |
| ファイバーレーザー | 鋼鉄、アルミニウム、真鍮、銅、硬質プラスチック | マーキング/彫刻用:20W~100W以上 | 金属へのマーキング、産業部品、ジュエリー、自動車部品 | エントリーレベルではCO2と同様;産業用グレードでは高価 |
| ダイオードレーザー | 木材、革、紙、一部のプラスチック、コーティング済み金属 | 1W – 20W | 趣味のプロジェクト、パーソナライズ、小規模生産 | $150 – $2,000 |
| Nd:YAGレーザー | 金属、セラミックス、特殊産業用材料 | 可変(産業仕様による) | 高精度産業用切断、溶接、穴開け | 高(産業用機器) |
素材との互換性が技術選定を左右することに注目してください。この関係性は、板厚制限、エッジ品質要件、および生産速度のニーズを考慮する際にさらに重要になります。これらの要素を理解することで、サービス提供者との効果的なコミュニケーションが可能となり、またその能力が自社のプロジェクト要件と合致するかどうかを評価できます。
レーザーレベルのレーザー技術選定は、作業内容に応じて適切なツールを選ぶことに例えることができます。仕上げ carpentry(木工仕上げ)に大型ハンマーを使うことはありません。同様に、CO2レーザーで金属を切断しようとする場合や、ファイバーレーザーで木材をエングレービングしようとする場合も、機器の品質がいかに高くても、結果は最適とはなりません。
レーザー技術の基本事項を理解したうえで、次に重要な問いは次のとおりです。「どの材料がどのレーザーと相性がよく、その理由は何か?」この問いへの答えは、単純な互換性チャートを超えたものであり、異なる材料がレーザー波長および出力レベルとどのように相互作用するかを理解することが不可欠です。
レーザー切断・エングレービング向け材料選定ガイド
レーザー技術を選定しました。次に同様に重要な決定が待ち受けています——どの材料を切断またはエングレービングするか? 材料の互換性は、プロジェクトの成功可否を左右するだけでなく、切断面の品質、加工速度、さらには職場の安全性にも影響します。
材料選定を、調理法に合わせて食材を選ぶこととイメージしてください。アイスクリームを揚げ物にする(少なくとも特別な下準備なしでは)ことはありませんよね。同様に、アルミニウムをCO2レーザーで切断しようとする、あるいはPVCをレーザーで加工しようとするのは、期待外れの結果や危険な状況を招く可能性があります。
金属とファイバーレーザーの適合性
ファイバーレーザーは、その1064 nmの波長が金属表面に効率よく吸収されるため、金属加工分野で主流となっています。ただし、すべての金属がレーザー光線下で同じ挙動を示すわけではありません。こうした違いを理解することで、現実的な期待値を設定し、適切なサービス提供者を選択することが可能になります。
に従って Accurl 、ファイバーレーザー切断機は、出力レベルに応じて驚異的な板厚範囲を処理できます。以下に、一般的な金属に対する各種出力構成の実績を示します:
- 炭素鋼 – 1000Wのファイバーレーザーでは最大10mmまで切断可能;出力を6000Wに高めると、最大25mmまで対応可能
- ステンレス鋼 – 1000Wでは最大板厚が5mm;ステンレス鋼のレーザー切断用途においては、6000Wで最大20mmまで対応可能
- アルミニウム – 1000Wでは最大3mm、6000Wでは15mmまでが期待可能
- 銅 – 反射率の高さによりより困難となる。1000Wでは3mm、6000Wでは8mmの切断が可能
これらの限界に影響を与える要因は何でしょうか?材料の密度および熱伝導率が極めて重要な役割を果たします。ステンレス鋼はアルミニウムと比較して密度および融点が高いため、より多くのエネルギーを必要とします。銅は優れた熱伝導性を有するため熱が急速に拡散し、同程度の切断厚さを得るにはより高い出力レベルが要求されます。
電子機器用筐体やジュエリー部品など、薄板材を用いた高精度加工においては、ファイバーレーザーが1mm未満の板材に対して卓越した性能を発揮します。最小カーフ幅(切断パス)により、従来の加工方法では実現不可能な精巧なデザインが可能になります。
CO₂レーザー加工向け有機材料
有機材料への加工に切り替えると、CO₂レーザーが主な加工ツールとなります。その10,600 nmの波長は炭素系物質へ非常に良好に吸収され、清潔な切断面および鮮明なエングレービングを実現します。
CO₂レーザー加工に適した代表的な材料には以下があります:
- 木材および合板 – レーザー切断による木製プロジェクトは、装飾用サインから機能的なプロトタイプまで多岐にわたります。大型の建築模型には4×8フィートの合板シートが最適です。
- アクリルおよびペリクスガラス – アクリルシートは、炎で仕上げられた光沢のあるエッジとともに美しく切断されます。レーザー切断されたアクリルは、サイン、ディスプレイ、ジュエリーなどに広く使用されています。
- レザー – 本革および合成皮革は、カスタムアクセサリー向けに極めて精細な彫刻が可能です。
- 紙と段ボール – 細密な結婚式招待状、パッケージングのプロトタイプ、芸術作品など。
- 素材 – 綿、フェルト、ポリエステルは、端がほつれることなくきれいに切断できます。
- ガラス – 切断ではなく彫刻のみ(ガラスの形状を切断するには、従来のガラスカッターが必要です)。CO₂レーザーでは、曇りガラスのような表面効果が得られます。
厚さ制限は素材の密度によって異なります。産業用CO₂レーザーシステムでは、最大25mm厚のペリクスガラスシートを切断可能ですが、木材の場合は、きれいな単一パス切断が可能な厚さの上限は通常約15mmです。より厚い素材を切断するには、複数回のパス加工または他の加工方法が必要です。
素材の品質は非常に重要です。木目が均一な無垢材は、節のある木材や樹脂分を含む木材と比較して、より予測可能な加工結果をもたらします。キャストアクリルは、押し出し成形アクリルと比較して、エッジ品質が優れています。当社で レーザー加工用の素材を注文する際は 、入手可能な場合は、レーザー加工専用の素材を明記してください。
使用禁止素材
特定の素材は、レーザー切断機に絶対に入れてはいけません。切断できないからではなく、加工プロセスそのものが重大な危険を引き起こすためです。
重大な安全警告: PVC(ポリ塩化ビニル)は、レーザー切断時に有毒な塩素ガスを発生させます。このガスは人体の呼吸器系およびレーザー装置の部品を損傷します。いかなるレーザー装置においても、PVC、ビニール、または塩素化合物を含む素材を絶対に加工しないでください。
Xometry社のガイドラインによると、ポリカーボネートは異なるが同様に問題のある課題を引き起こします。ポリカーボネートはきれいに切断されるのではなく溶融し、品質の低いエッジを生じさせ、火災の危険性を伴う可能性があります。ご使用用途でポリカーボネートが必須の場合には、代替の加工方法をご検討いただくか、物理的特性が許す範囲でアクリルへの置き換えをご検討ください。
特に注意を要するその他の材料:
- ABSプラスチック – 加熱時にシアン化合物を生成するため、レーザー加工は完全に避けてください
- HDPEおよびポリプロピレン – 切断ではなく溶融するため、エッジがベタつき、不適切な仕上がりになります
- ファイバーグラス – 有害な微粒子を放出するため、加工時には専用のフィルター装置が必要です
- コーティングまたは処理済み材料 – 不明なコーティングには塩素やその他の有害化合物が含まれている可能性があります
材料の安全性について不確かな場合は、加工前に「物質安全データシート(MSDS)」の提出を依頼してください。信頼性の高いオンラインレーザー加工サービス事業者は、使用禁止材料のリストを公開しており、危険物質を含む注文は受付を拒否します。これにより、自社の設備とお客様の安全の両方が守られます。
材料の互換性を理解することは、レーザー加工プロジェクトを成功させるための基礎知識です。しかし、最適な材料を選定したとしても、加工結果はもう一つの重要な要素——設計ファイルの準備およびフォーマット方法——に大きく左右されます。
オンラインレーザー加工サービス向けの設計ファイルの準備
適切なレーザー技術と互換性のある材料を選定しました。次に、多くのプロジェクトが成功するか失敗するかが決まる重要なステップ——ファイルの準備——が待ち受けています。どんなに優れたデザインでも、レーザー装置が指示を正しく解釈できなければ意味がありません。ファイルが却下されるか、完璧な切断が実現するかの違いは、レーザー装置がデジタル設計から実際に何を必要としているかを理解しているかどうかにかかっています。
設計ファイルを「レシピ」と考えてください。レーザー装置は極めて高精度な「調理者」ですが、指示は文字通りに厳密に実行します。あいまいであったり、不適切なフォーマットの「レシピ」を提出すれば、予期しない結果が生じるか、あるいは注文全体が返送されてしまいます。
サービスが対応するファイル形式
XometryやSendCutSendなどのオンラインレーザー切断サービスでは、さまざまなファイル形式が受け付けられますが、すべての形式が同じ目的で使用できるわけではありません。特定の形式がなぜ有効なのかを理解することで、不本意な却下を回避できます。
に従って American Laser Cutter 最も重要な要件は、ラスタ画像ではなくベクターファイルを提出することです。これは実際には次のような意味です:
| ファイル形式 | タイプ | 最良の使用例 | 重要な点 |
|---|---|---|---|
| スイッチ | ベクトル | 切断およびエングレービングの輪郭 | 画質劣化なしに拡大・縮小可能;広範な互換性 |
| DXF | ベクトル | 高精度な切断パス | CADベースの設計における業界標準;技術的な作業に最適 |
| アルミニウム | ベクトル | プロフェッショナルなデザイン作業 | Adobe Illustratorのネイティブ形式;レイヤーや設定を保持 |
| PDF ファイル | ベクター(正しくエクスポートされた場合) | 汎用的な共有 | 実際のベクトルパスを含む必要があります——埋め込み画像は不可 |
| PNG/JPG | ラスタ | 写真や複雑な画像の彫刻(エングレービング) | 切断には使用できません。解像度が品質に影響します |
なぜベクトル形式がこれほど重要なのでしょうか? JPEGやPNGなどのラスタ画像は、画面上では鮮明に見える小さな色付き正方形(ピクセル)で構成されていますが、パス情報は一切含まれていません。レーザー切断機はピクセルグリッドを追跡することができず、代わりにトレース可能な明確な線路が必要です。ベクトルファイルは、点と曲線という数学的な表現で形状を記述し、レーザーが正確に従うべき座標を提供します。
木材へのレーザー彫刻やガラス製品へのレーザー彫刻(エングレービング)の場合、ラスタ画像でも問題ありません。これは、レーザーがパターンに基づいた焼灼で領域全体を塗りつぶすためです。しかし、切断作業や精密な彫刻の輪郭線を描く場合などには、ベクトル形式が絶対に必要不可欠です。
きれいな切断のための設計ルール
ファイル形式だけでなく、プロジェクトがきれいに切断されるかどうかを左右する設計上の原則がいくつかあります。
カーフ補正
すべてのレーザー光線には幅があり、通常は機械と設定によって0.1mm~0.3mm程度です。この切断幅(カーフ)により、設計図から材料が削り取られます。たとえば50mmの正方形を設計した場合、完成品は周囲の材料がレーザーで蒸発するため、わずかに小さくなります。高精度な嵌合やかみ合わせ部品を製作する際には、カーフ幅の半分だけ切断ラインを外側にオフセットしてください。
最小特徴寸法
レーザー装置には、信頼性を確保できる最小切断サイズという物理的制限があります。内角は完全に鋭角にはならず、ビーム直径に相当する半径の丸みを帯びます。高さ3mm未満の文字は読みづらくなることが多く、材料の厚さより小さい穴はきれいに切断できない場合があります。細部まで精密な統合設計プロジェクトを実施する際には、サービス提供者に最小特徴寸法要件を事前に確認してください。
線の太さとレイヤーの分離
一貫した線の整理は、加工時の混乱を防ぎます。標準的な手法では、色分けが用いられます:
- 赤色の線 – 切断パス(レーザーが材料を完全に貫通して切断)
- 青色の線 – スコアパス(軽微な表面マーキング)
- 黒塗りつぶし – エングレービング領域
この規約は、LightBurnを含むほとんどのレーザー用ソフトウェアで有効です。木材へのレーザーエングレービングとカットを組み合わせる場合、これらの作業を別々のレイヤーに分けることで、機械が適切な出力および速度設定でそれぞれを処理できるようになります。
高額なファイルエラーを回避する
却下されたファイルには、繰り返し見られる特定のミスがあります。提出前に何を確認すべきかを把握しておくことで、時間の浪費を防ぎ、無駄な注文を未然に防ぐことができます。
- すべてのパスを閉じる – 開放されたライン(オープンパス)では、切断が不完全になります。切断を意図したすべての形状は、端点間に隙間のない連続的かつ閉じたループで構成される必要があります。
- 重複する線を削除する – 重複するパスでは、レーザーが同一位置を2度切断することになり、素材を貫通させたり、焦げた縁を作成したりする可能性があります。
- テキストをアウトラインに変換する – フォントはパスに変換する必要があります。これにより、カッターが文字を形状として認識します。そうでないと、製造システム上に該当フォントが存在しない場合、テキストが消えてしまったり、誤った代替フォントが適用されたりします。
- スケールおよび単位を確認する – 1:1 の実寸でデザインしてください。100mm の円は、ファイル内で正確に 100mm で測定される必要があります。ソフトウェアが一貫した単位(例:インチとミリメートルを混在させない)を使用していることを確認してください。単位の混在はサイズ誤差を引き起こします。
- 非表示オブジェクトを削除する – 埋め込み画像、未使用のレイヤー、またはアートボード外にあるオブジェクトは、処理ソフトウェアを混乱させたり、ファイルの複雑さを不必要に高めたりする可能性があります。
- 複雑なカーブを簡略化する – アンカーポイントが多すぎると処理速度が低下し、材料が過熱する原因にもなります。ノード数を減らして滑らかなカーブを作成すれば、同等の結果をより効率的に得られます。
- 提出前にプレビューする – レーザーソフトウェアのプレビューモードでデザインを実行し、カットパスが正しく表示されていること、および予期しない要素が存在しないことを確認してください。
に従って Craft Closet 、最終プロジェクトに着手する前に、端材でテストを行うことで良質な素材を無駄にするリスクを回避できます。これは、オンラインサービスの検証オプションを利用する場合でも、自社設備で作業する場合でも同様に適用される実践です。
ファイル作成向けソフトウェアの選択肢
レーザー加工対応ファイルを作成するために、高価なプロフェッショナルソフトウェアは必要ありません。あらゆる予算レベルに対応した選択肢が存在します:
プロフェッショナルツール
- Adobe Illustrator – ベクターデザインの業界標準;優れた精度制御およびエクスポート機能を備える
- Fusion 360 – 趣味やスタートアップ向けにFusion 360が無償提供;CADモデリングとレーザー切断用DXF出力機能を統合
- CorelDRAW – CO2レーザー使用者に人気;強力なベクター編集およびレイアウト機能を備える
無料代替ソフトウェア
- Inkscape – 機能充実型ベクターエディタ;あらゆるレーザー加工サービスに対応するSVGおよびDXFファイルをエクスポート可能
- LightBurn – 有料ソフトウェアだがトライアル版あり;レーザー加工専用に設計され、カット/エングレーブ用レイヤー管理機能を内蔵
- LaserGRBL – 完全無料のレーザー用ツリーソフトウェア(無償提供);GRBLベースのダイオードレーザーによるエングレービングに適している
いずれのソフトウェアを選択しても、基本原則は共通です:閉じたパス、適切なスケーリング、整理されたレイヤー、そしてクリーンなベクタージオメトリ。これらの基本を習得すれば、選択するオンラインレーザー加工サービスに関わらず、ファイルは確実に処理されます。
適切に準備されたファイルがあれば、プロジェクトの提出準備は万全です。しかし、提示された見積もり価格が適正かどうかをどう評価すればよいでしょうか?レーザー加工サービスのコストを左右する要因を理解することで、情報に基づいた意思決定を行い、予算効率を高めるための設計最適化が可能になります。
レーザー加工サービスの価格構造とコスト要因の解読
設計図面ファイルの準備は完了しました。使用材料も選定済みです。さて、誰もが知りたいけれども、多くのサービスでは明確に説明されない疑問がここにあります。「実際にはいくらかかるのでしょうか?」レーザー切断加工の料金体系を理解するとは、単に価格表を暗記することではなく、あなた自身がコントロールできる変数を認識し、それぞれの意思決定が最終請求額にどのように影響を与えるかを把握することです。
市販品を購入する場合とは異なり、レーザー加工サービスの価格設定は、相互に関連する複数の要因から成るマトリックスに基づいています。ある変数を調整すれば、他の変数もそれに応じて変化します。以下では、コストを左右する具体的な要因を詳しく解説し、見積もりを賢く評価するとともに、予算効率を最大化するためのプロジェクト最適化を実現できるようサポートします。
レーザー切断コストを決定する要因
コマカット社によると、レーザー切断コストに影響を与える主な要因には、材料の種類、厚さ、設計の複雑さ、切断時間、人件費、および仕上げ工程が含まれます。これらの各要素は、必要な効率性および資源に影響を及ぼすことで、総費用に寄与します。
価格設定を、複数の材料から構成されるレシピに例えて考えてみてください。材料の一つを変えるだけで、完成品の味や質がまったく変わってしまいます。以下に、各要因が見積もりにどのように影響するかを示します:
材料の種類と厚さ
材料の選択は、すべての価格算出の基盤となります。ステンレス鋼の切断は、炭素鋼と比較してより多くのエネルギーと時間を要するため、本質的に高コストになります。また、材料の厚さが増すとこの影響はさらに大きくなります。つまり、切断速度は遅くなり、消費電力は増加し、設備への摩耗も大きくなります。
金属レーザー切断サービスを比較する際、材料の選択のみに基づいて、価格に大きな差が生じることが予想されます。軟鋼の安価な切断用シートは、熱を急速に放散し、加工条件の調整を要する同程度のアルミニウムよりも処理速度が速くなります。貴金属や特殊合金を使用した場合、加工費用をはるかに上回る追加の材料コストが発生します。
設計の複雑さとカットパスの長さ
すべての切り抜きには、レーザーが切断を開始するための穿孔点(ピアスポイント)が必要です。穿孔点の数が増えたり、切断パスの長さが長くなったりすると、直接的に加工時間が延長します。According to A-Laser 、合計直線距離が300mmの単純なワッシャーは、同じ300mmの長さが鋭角のある複雑な形状に分散している場合よりも、より高速で切断できます。
なぜなら、複雑な幾何形状では、レーザーがコーナーや方向転換時に減速を余儀なくされるからです。多数の微細な特徴を持つ精巧な設計は、より高い精度を要求するため、機械稼働時間およびオペレーターの注意時間をともに増加させます。
セットアップおよびネスティング効率
すべての作業には機械のセットアップ—材料の装填、レーザーパラメーターの設定、切断パスのプログラミング—が必要です。この固定コストは、ご注文数量全体に均等に配分されます。部品を1個注文する場合でも100個注文する場合でも、初期セットアップ費用は一定です。
効率的なネスティング(材料シート上に部品を密に配置すること)により、材料使用率が最大化され、廃材が削減されます。高度なネスティングソフトウェアを用いるサービスではレイアウトが自動的に最適化されますが、カスタムネスティング要件や部品の向きに関する制限がある場合、コストが上昇することがあります。
公差による価格設定について
プロジェクトに求められる精度はどの程度ですか? この問いはコストに大きく影響します。標準的な公差仕様(通常±0.127mm)では、基本的な品質検査で高速処理が可能です。一方、より厳しい公差を要求する場合は、切断速度を遅くする必要があり、レーザーの追加調整や厳格な検査も必要となるため、コストが増加します。
A-Laser社によると、±0.0254mmの公差を要するAQLレベル検査付きのシンプルなワッシャーは、±0.127mmの公差で実施される初品・最終品検査付きの場合と比較して、コストが高くなります。この差額の主な要因は時間です——すなわち、高精度切断のための機械稼働時間および検証作業のための人件時間です。
装飾用部品のアクリル切断サービスでは、標準的な公差で通常十分です。しかし、正確な嵌合を要する機能部品(例えば、組立部品や機械部品など)については、より厳密な仕様への追加投資が正当化されます。
| 係数 | 価格への影響 | 最適化のヒント |
|---|---|---|
| 材料タイプ | 高 — 特殊材料は一般鋼材に比べて大幅に高価です | 特性上許容される場合は同等の材料に置き換える;非重要用途では、ステンレス鋼ではなく炭素鋼を検討する |
| 材料の厚さ | 中~高 — 板厚が増すと、加工速度を落とす必要があり、またより多くの電力が必要になります | 構造要件を満たす最小限の板厚を採用する;薄板ほど加工時間が短縮されます |
| デザイン の 複雑さ | 中 — 細かい形状要素は切断時間を延長します | 可能な限り形状を簡素化する。不要な切り抜きや内部構造を削減する |
| 許容差の要件 | 中~高 – より厳しい公差要求は、高精度な切断および検査を必要とする | 重要な寸法のみに厳密な公差を指定し、その他の部位には標準公差を適用する |
| 数量 | 高 – 設定コストは製品単価に按分されるため、大量発注により単価が低下する | 可能であれば注文を統合する。定期的に必要な場合は、事前に発注することを検討する |
| 納品までの期間 | 中 – 緊急対応注文では追加料金が発生する | 標準納期を活用できるよう事前に計画する。可能であれば、優先対応処理は避ける |
| 仕上げプロセス | 変動 – デバーリング、粉体塗装などの後工程加工はコスト増加要因となる | ご使用用途において、仕上げ工程のうち必須項目と任意項目を明確に評価する |
数量割引が適用される場合
ロット注文は、プロジェクトが特定の閾値に達した際に、財務的にも合理的な選択となります。SendCutSend社によると、数量が増えるほどボリュームディスカウントが適用され、最大70%の割引が受けられます。これはプロジェクトの経済性を大きく変える大幅なコスト削減です。
このコスト効果は、生産ロットを実施することで機械のダウンタイムを最小限に抑えられるためです。レーザー加工機を数時間にわたり、あるいは複数シフトにわたって連続稼働させることで、1時間あたりのコストが劇的に低下します。セットアップは1回のみで済み、ネスティング最適化によって材料使用効率が最大化され、オペレーターは異なる作業間での切り替えをせずに、一貫した作業リズムを維持できます。
あなたのプロジェクトにおいて、ロット注文が有効となるのはいつでしょうか?
- 定期的に使用する部品 – 同じ部品を定期的に必要とする場合、月ごとの少量注文よりも四半期単位でのロット注文の方が有利です
- 製品発表会 – 需要が予測可能である場合には、あらかじめより大きな数量を確定発注してください
- プロトタイプの改良 – R&D用の試作数量で設計を最終決定した後は、量産価格での本格的な生産へとスケールアップします
- 材料の最適化 – 大量注文ではフルシートの購入が正当化され、材料の廃棄ロスにかかる追加費用を削減できます
参考までに、SendCutSend社が公表している事例では、小型の2.56×1.82インチ部品に対する材料費およびレーザー切断加工費が$2.28から始まり、複雑さに応じて価格が上昇します。バリ取りには+$0.80、曲げ加工1か所につき+$7.15、粉体塗装には+$11.54が加算されます。これらの二次加工費用は急速に累積するため、基本的な切断加工に対する数量割引の価値はさらに高まります。
R&D向けの少量注文は、多くのサービスで最低発注数量が設定されているため、単価が一般に高くなる点にご注意ください。試作段階から量産段階への価格移行は、得られるコスト最適化機会の中で最も大きなものとなります。
具体的なSendCutSend社の価格や他のベンダーの料金は、材料市場の動向や生産能力に応じて変動しますが、こうした根本的な要因を理解しておくことで、見積もりをより賢く比較できます。価格が本当に複雑さに起因する正当なものなのか、あるいは過剰に支払っているのかを的確に判断できるようになり、また、どの設計変更が最も大きなコスト削減効果をもたらすかも明確になります。
価格設定の基本を理解したことで、製造方法に関する適切な意思決定を行う準備が整いました。しかし、価格設定はより広範な問いの一つの側面にすぎません。すなわち、オンラインサービスを利用するか、自社設備向けのソフトウェアへの投資を行うか、あるいは専用のレーザー装置を直接購入するかという選択です。それぞれの選択肢は、プロジェクトの規模や長期的な目標に応じて、明確に異なるメリットを提供します。
オンラインサービス・ソフトウェア・設備の選択
レーザー技術、材料、ファイルの準備、および価格設定についてご理解いただけました。次に、ご自身の全体的なアプローチを決定づける重要な選択が待ち受けています。すなわち、オンラインレーザーサービスへの外部委託、専用ソフトウェアを用いた自社設備の運用、あるいはレーザー機器の直接購入のいずれかです。
各選択肢は異なるニーズに対応しています。誤った選択をしてしまうと、必要以上に高額な機能に過剰に支払うか、あるいはプロジェクトを停滞させるような制約に直面することになります。そこで、お客様の状況に最適なソリューションをマッチさせるためのフレームワークを構築しましょう。
オンラインサービスが適している場合
オンラインレーザー切断サービスへのアウトソーシングにより、設備投資を回避しつつ、プロフェッショナルレベルの仕上がりを実現できます。多くのものづくり愛好家や企業にとって、これは最も賢い導入方法であり、しばしば恒久的な解決策でもあります。
SendCutSend社によると、自社でレーザー切断機を購入・運用する負担に代わる理想的な選択肢が、アウトソーシングです。初期投資は不要、設備の保守も不要、また専門的な訓練も不要です。
サービス利用が経済的に合理的となるのはいつでしょうか?
- 単発のプロジェクトおよび試作 – 量産開始前に設計を検証する場合、少量の注文で済みます。サービスでは1点ごとに課金されるため、設備所有に伴う低ロット時の不利(コストペナルティ)が発生しません。
- 偶発的な生産ニーズ – レーザー切断作業が業務のごく一部にすぎない場合、設備は大部分の時間稼働せず、遊休状態となります。遊休設備は収益を生まず、スペースを占有し、保守管理も必要とします。
- 高品質な先進技術へのアクセス – 大手メーカーは、投資回収期間(ROI)を短期間で達成できるだけの生産能力を有しているため、最先端・高出力のファイバーレーザーを導入する正当性を主張しています。一方、外部委託を行う場合、部品は中規模メーカーが導入可能な機種よりも精度(公差)が厳密で品質が高い設備で加工されます。
- 規制上の簡素化 – SendCutSend社によると、レーザー切断機の所有者は、米国環境保護庁(EPA)、米国労働安全衛生局(OSHA)、消防署およびその他の地方当局から特別な許可を取得する必要があります。外部委託により、こうしたコンプライアンス上の負担はすべてサプライヤーに移転されます。
ただし、トレードオフとして納期の遅延があります。多くのメーカーでは部品の加工に数週間を要しますが、一部の業者は2~4営業日という短納期に対応しています。しかし、プロジェクトが当日中の反復的な設計変更と数時間単位での試験を必要とする場合、外部サービスを利用すると、自社設備を保有することによる即時対応が失われ、結果として遅延が生じます。
設備所有者向けソフトウェアソリューション
すでにレーザー彫刻機をお持ちかもしくは今後購入をご検討中かもしれません。その場合、ソフトウェアはデザインと物理的な出力の間における極めて重要なインターフェースとなります。適切なソフトウェアを選べば、装置の機能が飛躍的に向上しますが、不適切なソフトウェアを選んでしまうと、作業を妨げる煩わしい制限が生じてしまいます。
レーザー彫刻機には、設計データファイルを精密な動きおよび出力指令に変換する制御ソフトウェアが必要です。選択肢は、無料のソリューションから数万円(数百ドル)するプロフェッショナル向けパッケージまで幅広く存在します。
無料およびエントリーレベルのオプション
- LaserGRBL – ダイオードレーザーやエントリーレベルのCO₂システムで一般的なGRBLベースコントローラー向けに設計された完全無料のソフトウェアです。基本的な彫刻作業には十分対応できますが、複雑な切断作業には必要な高度な機能は備えていません。
- K40 Whisperer – K40タイプのCO₂レーザー専用の無料ソフトウェアです。信頼性に乏しい純正ソフトウェアに代わる、より安定した制御を実現します。
- Inkscape(J Techプラグイン付き) – 無料のベクターデザインソフトウェアであるInkscapeとレーザー出力機能を組み合わせた、基本的な操作に対応したソリューションです。
プロフェッショナル向け制御ソフトウェア
- LightBurn – 本格的な趣味家や小規模事業者に人気の業界標準ソフトウェアです。ほとんどのレーザー種別に対応し、優れたレイヤー管理、プレビュー機能、および直接マシン制御を備えています。ライセンスレベルに応じて、一括購入価格は約60~120米ドルです。
- RDWorks – Ruida制御式CO2レーザー切断機で広く使用されています。多くの機器に同梱されていますが、LightBurnと比較すると学習曲線がやや急峻です。
- LaserCAD – 産業用アプリケーション向けのプロフェッショナルグレードソフトウェアで、高度なネスティングおよび生産管理機能を備えています。
エングレーバー/エングレービングマシンのセットアップに適したソフトウェアを選定する際は、ご使用のコントローラーの種別との互換性を必ず確認してください。GRBLベースのシステム、Ruidaコントローラー、および独自開発のコントロールシステムでは、それぞれ対応する専用ソフトウェアが必要です。ソフトウェアの互換性を事前に確認せずに機器を購入すると、煩雑な回避策を講じる羽目になり、作業効率が大幅に低下します。
自社でレーザー機器を購入する
設備の所有は、生産量が投資を正当化できる場合、および多くの購入者が見落としがちなインフラ要件を満たすことができる場合に合理的です。
SendCutSend社によると、産業用レーザー切断機の価格は、小型・低出力の機種で25万ドルから、自動化機能を備えた高出力ファイバーレーザー機種では200万ドルを超えるまで幅広く存在します。薄板金属の切断が可能なエントリーレベルのCO₂レーザー機種でさえ、価格は約1万5,000ドルから始まります。
スペース要件
デスクトップ型レーザー切断機は作業台に設置できますが、本格的な生産には機械の設置面積以上の設備が必要です。SendCutSend社によると、最も効率的な材料サイズは4フィート×4フィート、4フィート×10フィート、あるいはさらに5フィート×12フィートのシートです。このようなサイズの材料の保管および取扱いには、専用のスペース、フォークリフトなどの特殊な設備、およびオペレーター向けの特別な訓練が不可欠です。
換気と安全
すべてのレーザー切断機は、排出を要する煙やガスを発生させます。有機材料を加工するCO₂レーザー切断機は、煙および微粒子を生成します。金属を切断するファイバーレーザー彫刻装置は、異なるものの同様に危険な排出物を発生させます。適切な換気とは、外部へ直接排気する方法か、数千ドルの費用がかかるフィルター式換気システムの導入を意味します。
保守および消耗品
に従って エスプリット・オートメーション ファイバーレーザー機械は、オペレーターによる保守作業がほとんど不要ですが、定期的なメンテナンス(年1~4回)を強く推奨します。CO2レーザーはより頻繁な点検・調整が必要で、放電管の交換、ミラーのアライメント調整、レンズの清掃などにより、継続的なコストとダウンタイムが発生します。
習熟曲線
レーザー切断機を効果的に操作するには、数か月に及ぶ練習が必要です。エスピリット・オートメーション社によると、習熟までには数か月かかるため、設備購入時のカスタマーサポートが極めて重要となります。基本操作を超えて、異なる材料に対して最適な切断パラメーターを設定するには、試行錯誤と経験が不可欠です。
電力およびアシストガス
消費電力はレーザー出力(ワット数)に比例して増加します。CO2レーザーの電気的効率は10%であるのに対し、ファイバーレーザーは45%と大幅に高くなります。また、切断には酸素または窒素などのアシストガスが必要であり、加工対象材料の厚さが増すほどガス消費量も増加します。大量の窒素を使用する場合は、窒素発生装置への投資によって長期的なコスト削減が可能です。
意思決定フレームワークの比較
この比較により、お客様の状況に最も適した選択肢を特定できます。
| オプション | 最適な用途 | 初期投資 | 継続的なコスト | 必要なスキル |
|---|---|---|---|---|
| オンラインサービス | プロトタイピング、偶発的なニーズ、設備投資なしで高品質な成果物へのアクセス | $0 | プロジェクト単位での課金;数量割引あり | 低レベル – ファイルの準備のみ |
| ソフトウェア+自社所有の機器 | 定期的な量産、迅速な反復開発、完全なクリエイティブコントロール | 機器クラスに応じて$500~$60,000以上 | 材料費、保守費、電気代、消耗品費、ソフトウェアライセンス料 | 中~高レベル – 機器の操作および最適化 |
| デスクトップレーザーカッター | 趣味としての利用者、小規模なパーソナライズ、学習目的 | ダイオード:150~2,000米ドル、エントリーレベルCO₂レーザー:500~5,000米ドル | 保守が容易;材料;換気ソリューション | 低~中程度——習得が比較的容易 |
| 産業用ファイバーレーザー | 大量の金属加工、専門的な製造工場 | $250,000–$2,000,000+ | スタッフ(シフトあたり2~3名)、保守契約、ガス、電力、材料保管 | 高——熟練したオペレーターが必要 |
| 産業用CO₂レーザーカッター | 大量の有機材料加工、看板製作 | $15,000–$100,000+ | チューブ交換、ミラーの保守、ガス、電力 | 中等から高い 定期的な保守知識が必要 |
選択肢を決める
に従って HFレーザー レーザー切削の需要が一貫して高額である企業は,自社機を現場に設置することがより費用効率的だと考えます. 社内サービスにより 迅速な対応と即時の設計調整が可能になります しかし 生産量が少ないので 産業機器を継続的に動かすことができなければ 外包することで 時間や空間 そしてお金が節約されます
次の質問を自問してみてください。
- レーザー切断はどのくらいの頻度で必要になるのですか. 週間の必要性により設備が正当化され,月間または四半期ごとに実施されるプロジェクトによりサービスが優れている.
- 部屋を用意してもいいですか? 机上のレーザーカット機でさえ 換気と安定した作業面が必要です
- 同じ日に繰り返す必要があるのか? 急速なプロトタイプ製造サイクルは社内能力の恩恵を受けます
- 学習の欲求は? – 設備の所有には、継続的なスキル向上が求められます。
- 私は保守作業を対応できますか? – 設備は定期的な点検・保守を必要とします。放置すると品質の劣化や高額な修理費用につながります。
多くの成功している製作者は、複数のアプローチを組み合わせています。たとえば、金属のレーザー切断にはオンラインサービスを活用し、木材やアクリル素材のプロジェクトにはデスクトップ型レーザー切断機を自社で運用するといった方法です。このようなハイブリッド戦略により、どちらの手法にも固執することなく、それぞれの利点を最大限に活かすことができます。
選択する道がどちらであれ、品質問題を特定・解決する方法を理解しておくことで、プロジェクトが期待通りの成果を上げることを保証できます。たとえ最高の設備やサービスであっても、時折期待に沿わない結果が出ることがあります。一般的な問題をトラブルシューティングできるかどうかが、単なる挫折と学びの機会との違いを生み出します。
レーザー切断における一般的な品質問題のトラブルシューティング
お客様のファイルは完璧です。素材選定も的確です。また、適切なサービスプロバイダーを選択されています。にもかかわらず、完成品の部品が焦げたエッジを伴ったり、仕様書通りの寸法でなかったり、反りや歪みが生じたりする場合があります。原因は何でしょうか?
レーザー切断および彫刻における品質問題は、単一の要因に起因することは稀です。素材、加工条件(設定値)、および処理環境の相互関係を理解することで、問題の原因を特定し、今後の発注においてサービスプロバイダーと効果的に連携して問題を未然に防止することが可能になります。
エッジ品質問題の解決
焼け跡(バーンマーク)は、レーザー加工において最も目立つ品質不良の一つです。JustLaser社によると、これらの痕跡はレーザー光束の高熱によって引き起こされ、材料を切断または彫刻する際に、同時にその材料を焦がしてしまうことが原因です。特に、レーザーが長時間滞留するエッジ部および彫刻領域に、このような痕跡が顕著に現れます。
金属のレーザー切断や有機材料の加工において、エッジ品質は複数の相互作用する要因に依存します:
- 出力設定が高すぎます – 過剰なエネルギーにより、切断パスを超えて材料が焦げてしまいます。対策:出力を下げて速度を調整するよう依頼するか、サービス提供者がお客様の特定材料に最適化されたパラメーターを設定しているか確認してください。
- 速度が遅すぎます – 照射時間が長くなると、熱が周囲の材料に伝わりやすくなります。対策:適切な出力レベルでより高速な走行速度を設定することで、熱による損傷を軽減できます。
- 材料の水分含有量 – 湿った木材や不適切に保管されたアクリルは、一貫性のない加工結果を引き起こします。JustLaser社によると、湿った表面ではレーザー光が材料上で正しく減衰しないため、望ましくない焼け跡が生じることがあります。
- レンズまたはミラーの汚れ – ダストやスモークの残留物によりレーザーエネルギーが弱まり、ぼやけたパターンや不完全な切断が発生します。According to バンブラボ 、定期的な清掃によりビームの散乱や光学部品の損傷を防ぐことができます。
- エアーアシストの欠落 – 切断点に圧縮空気を吹き付けることで、煙の発生や焼け跡を低減します。これにより、エングレービングおよび切断の両作業において、はるかに明瞭で高精度な結果が得られます。
レーザー切断による鋼材およびその他の金属では、エッジ品質に関する懸念は焼け跡から酸化およびスラグの形成へと移行します。酸素アシストガスを用いると切断面に酸化層が形成されますが、これは一部の用途では許容されますが、溶接や仕上げ加工が必要な場合には問題となることがあります。一方、窒素アシストガスを用いるとより清浄なエッジが得られますが、加工コストが増加します。
適切な設定にもかかわらず焼け跡が現れた場合はどうすればよいでしょうか?JustLaser社によると、軽微なサンドペーパー研磨で表面の変色を除去できることが多いとのことです。より深い焼け跡の場合には、塗料剥離剤を慎重に使用するか、追加の仕上げ工程が必要になる場合があります。
寸法精度の確保
設計図面では直径50mmの円が指定されていますが、完成品の実測値は49.7mmでした。原因は何でしょうか?
寸法精度の問題は、通常以下のいずれかの原因に起因します:
- カーフ(切断幅)の補正が行われていない – レーザー光線にはすべて幅があります。設計時に材料の削り代を考慮しなかった場合、完成品の寸法は意図した値よりも小さくなります。解決策:設計ファイルにカーフオフセットを適用するか、サービス提供事業者が標準的な補正を適用することを事前に確認してください。
- 焦点位置の不適切 – Bambu Lab社によると、手動で入力された材料厚さが実際の厚さと大きく異なる場合、レーザーは加工物表面に正確に焦点を合わせられず、結果として切断が不完全になったり、寸法誤差が生じたりします。
- 熱膨張 – 大型部品は長時間の加工中に熱膨張し、その後冷却によって収縮します。これにより、わずかではありますが測定可能な寸法変化が生じます。
- 材料の不均一性 – 板状材料の厚さはその表面全体にわたりわずかにばらつきがあります。高精度レーザー切断サービスでは材料仕様の検証を行いますが、低コストサービスではこの検証が行われない場合があります。
公差要件を明確に伝達することで、誤解を防ぐことができます。重要な寸法は明示的に指定してください——標準公差がすべての箇所に適用されるとは仮定しないでください。機能面で精密な嵌合を必要とする部品については、どの寸法を厳密に管理する必要があるか、またどの寸法がより広い変動を許容できるかを明確に特定してください。
Bambu Lab社によると、スポット補正(Spot Correction)またはカットオフセット(Cut Offset)設定を調整することで、スポット幅の影響を補償し、寸法精度を向上させることができます。高精度レーザー切断サービスを利用する際には、これらの補正がサービス側で自動的に適用されるのか、それとも設計ファイル内でユーザーが事前に考慮する必要があるのかを確認してください。
ガラス内部へのエッチングやその他の特殊な彫刻用途では、深さの一貫性が寸法精度と視覚的品質の両方に影響を与えます。材料密度のばらつき、表面コーティングの不均一性、あるいはレーザー出力の変動などにより、彫刻領域全体で結果が不均一になることがあります。
熱管理戦略
熱の蓄積は、やけど痕を超えた問題を引き起こします。薄い素材は反り返ります。金属には熱影響部が生じます。大面積の彫刻領域では、色ムラが不均一に発生します。
Bambu Lab社によると、大面積の彫刻や切断中に素材が不均一に加熱されることで変形(反り)が生じやすく、これはよくある現象です。その解決策は?過剰な熱吸収が変形の原因であるため、複数のパターンを別々のジョブに分割するか、加工中に時折一時停止することです。これにより、素材が一度に過剰な熱を吸収することを防げます。
その他の熱管理戦略には以下が含まれます:
- パターンの順序制御 – 隣接した順序ではなく、分散したパターンで部品を切断します。これにより、既に切断済みの領域が冷却される時間を確保し、周辺領域の切断による追加熱負荷を軽減できます。
- 出力低下と複数パス加工 – 出力設定を低くすることで、1回のパスあたりの発熱量を抑えられます。厚手の素材では、単一の高出力切断よりも、複数回の軽いパスで加工した方が結果が優れる場合があります。
- 十分なベッドクリアランス – Bambu Lab社によると、ベッドの下に過剰な残渣が堆積していないか確認してください。煙や熱が自由に放散されるよう、定期的に清掃を行ってください。
- サポート構造とのパス重複を避ける – 切断パスがベッドのスラット上を横切る場合、反射したエネルギーにより、材料の裏面に変色が生じます。サポートの安定性を損なわない範囲で、スラット上のパス重複を可能な限り減らしてください。
レーザー溶接アプリケーションおよび高精度金属加工においては、熱影響部(HAZ:Heat-Affected Zone)に特に注意を払う必要があります。切断部または溶接部の周囲では、材料の性質を変化させるほど高い温度に達するものの、融点には至らない温度が発生します。これにより、硬度のばらつき、残留応力、および該当領域における潜在的な強度低下が生じます。
レーザー溶接および切断における熱影響部(HAZ)の管理には、速度、出力、アシストガスの選択のバランスが重要です。切断速度を速くすると、単位長さあたりの熱入力が低減されます。アシストガスの圧力を高めると、溶融材をより迅速に除去でき、周囲への熱伝達を制限できます。特に重要な用途では、後処理としての熱処理により、HAZ内の材料特性を均一化(ノーマライズ)することが可能です。
オンラインサービスから発注する際は、自社のHAZに対する感受性を明確に伝達してください。切断端部近傍でその後の溶接、曲げ加工、または機械的応力が加わる用途では、装飾品などHAZが機能的に影響を及ぼさない用途と比べて、より厳密な熱制御が必要です。
これらの品質要素を理解することで、受動的な顧客から、情報に基づいた協力者へと変化します。設計上の判断に起因する問題と加工工程上の問題を区別できるようになり、期待通りの結果が得られない場合にどのような質問をすべきかを把握できるようになります。この知識は、特にレーザー技術を特定の産業用途に応用する際に非常に価値があり、最終用途に応じて品質要件は大きく異なります。

産業分野を超えた実世界での応用
あなたはすでにこの技術、材料、データファイルの準備、および品質管理を習得しました。次に、こうした知識が実際にはどこで活用されるのかを詳しく見ていきましょう。オンラインレーザー加工サービスは、独自の作品を手掛ける個人アーティストから、高精度部品を大量生産する多国籍企業に至るまで、事実上あらゆる産業分野におけるイノベーションを支えています。
これらの応用事例を理解することで、自社のプロジェクトにおける新たな機会を発見できます。新製品のプロトタイピング、建築プレゼンテーションの作成、産業用グレード部品の調達など、どのような場面においても、他社がレーザー技術をどのように活用しているかを知ることで、これまで思いつかなかったアイデアが浮かび上がります。
ラピッドプロトタイピングの応用分野
製品開発においては「スピード」が勝敗を分けます——具体的には、コンセプトから物理的なプロトタイプへと反復的に進める速度が、競合他社より先に市場に投入できるかどうか、あるいは遅れて参入してしまうかどうかを決定づけます。
JustLaser社によると、レーザー加工では工具交換や手間のかかる再セットアップを必要とせず、複雑な切断・彫刻が可能です。CADデータから直接得られた形状を、即座に材料へ転送できます。これにより、従来の製造方法で工具セットアップのために要していた数週間に及ぶ遅延が解消されます。
なぜこれがプロトタイピングにとって重要なのでしょうか?典型的な製品開発サイクルを考えてみましょう:
- 設計変更の柔軟性 – 各プロトタイプの反復作業では、高価な金型の変更ではなく、単にファイルを更新するだけで済みます。ある自動車メーカーの顧客は、従来のプレス金型ではなくレーザー切断を用いたことで、プロトタイプ段階における金型費用を12,000米ドル節約しました。
- 材料に配慮した加工 – レーザー切断ではワークピースと物理的な接触がないため、感度の高い材料も保護されます。変形や機械的応力が生じることなく、プロトタイプの精度が保たれます。
- 小ロット生産に適した経済性 – レーザー技術はプロトタイプおよび小ロット生産に特に優れています。高い再現性により、すべてのプロトタイプが同一の品質基準を満たすことが保証され、最小発注数量によるペナルティも発生しません。
イーチェン・プレシジョン社によると、迅速なプロトタイピングは同社のプロジェクトデータベースの15%を占めています。これらのプロジェクトでは、設計変更に伴う対応が、ファイルの更新のみで済み、新たな金型製作のための数週間の待機期間を必要としません。機能的なプロトタイプを同一週内に納品する必要がある場合、CNCレーザー切断機を用いて部品を一晩で加工することで、開発スケジュールを劇的に短縮できます。
レーザー彫刻機は、プロトタイピングにさらに別の次元を加えます。単なる形状切断にとどまらず、プロトタイプ部品の表面に直接バージョン番号、試験用マーキング、組立手順などの情報を彫刻することが可能です。これは、複数の設計反復を同時に管理する際に極めて有用です。
クリエイティブおよび建築用途
現代のデザインスタジオを歩けば、レーザー切断された要素が至る所に見られます——手作業では到底実現できないほど精巧なジュエリーから、建築用スケールモデルまで、その範囲は多岐にわたります。
Accurl社によると、レーザー切断技術は、精巧で視覚的にインパクトのある看板、ディスプレイ、プロモーション用素材の製造において不可欠な技術となっています。この技術は、印象的なビジュアル素材を作成する際に、精度・速度・汎用性という独自の組み合わせを提供します。
カスタム看板は、最も規模が大きく、創造性が求められる応用分野の一つです。レーザー金属切断機は、鋼板やアルミニウム板などのシート金属を、立体的な文字、装飾用スクリーン、ブランド化されたインスタレーションへと変換します。その高精度により、従来の加工方法ではコスト面から実現が困難なレベルのデザイン細部まで再現可能です。
建築分野における応用は、看板にとどまらず、さらに広範囲に及びます:
- スケールモデル – 建築家は、アクリル、合板、厚紙などの材料から精密な建物部品を切断し、設計意図を明確に伝えるプレゼンテーション用モデルを作成します
- 装飾用スクリーニング – 金属または木材のパネルに切り込まれた精巧なパターンは、プライバシースクリーン、ファサード要素、室内間仕切りとして活用されます
- 家具および備品 – カスタム家具部品、照明器具、小売店用ディスプレイは、複雑な形状を実現するためのレーザーの高精度を活用しています
- 芸術装置 – アーティストは金属用レーザー切断機を用いて、従来は産業規模の製造設備を必要としていた大規模な彫刻作品やインタラクティブなインスタレーションを制作しています
Accurl社によると、家具およびインテリアデザイン分野において、レーザー切断技術はそのカスタマイズ性と設計の柔軟性が高く評価されています。この技術は、細部までこだわった木製部品、金属製金物、装飾部品の製作方法を革新し、比類ない精度と精巧さを実現しています。
ファイバーレーザー切断機は、金属を扱うクリエイティブな専門家にとって新たな可能性を広げます。ジュエリーデザイナーは、従来の金属加工では実現不可能だった極めて精巧なパターンを作成します。ファッションデザイナーは、布地の端がほつれることなく、きめ細かなテキスタイルパターンを切断できます。この技術により、かつては大規模な製造事業者にしか許されなかった高度な加工能力が、広く一般に開放されました。
産業製造インテグレーション
創造的な応用分野が注目を集める一方で、産業用レーザー切断は、この技術の最大の市場セグメントを占めています。航空宇宙産業のブラケットから医療機器部品に至るまで、高精度金属レーザー切断は、産業用途が要求する公差および認証を実現します。
アキュール社によると、自動車産業において、レーザー切断は複雑な部品やカスタマイズ部品を製造する上で極めて重要なツールです。このプロセスは高い精度と効率性を特徴としており、ステンレス鋼からアルミニウム合金に至る多様な材料を用いて、複雑かつ繊細な部品を製造することが可能です。
自動車分野における応用は、産業用レーザー切断の大規模な活用例を示しています:
- チャシス部品 – 精密切断されたブラケット、マウントプレート、構造補強部品は、数千個単位での一貫した公差を要求します
- サスペンション部品 – コントロールアームブラケットおよびスプリングマウントは、寸法精度と材質の健全性の両方を要求します
- 内装トリム – 装飾用金属アクセントおよび機能的な取付ハードウェアは、レーザー加工の高精度により恩恵を受ける
- 試作用金型 – 工具鋼から加工された治具プレートおよび組立用ジグにより、生産ラインの開発が加速される
イーチェン・プレシジョン社によると、同社のISO 9001:2015およびIATF 16949認証取得工場では、毎月数百件のレーザー切断注文を処理しており、航空宇宙分野向けブラケットや医療機器部品も含まれる。これらの認証は極めて重要である。なぜなら、産業用途では、単に高性能な設備があるだけでなく、文書化された品質管理システムが求められるからである。
自動車およびその他の要求の厳しい産業用途において、レーザー切断はしばしば、より広範な製造プロセスにおける一工程に過ぎない。部品は、金属プレス成形、溶接、または表面処理などの追加工程を経て、完成部品となる必要がある。こうした点で、高精度金属製造パートナーの価値が際立つ——例えば、 シャオイ (寧波) メタルテクノロジー レーザー切断サービスを補完する形で、IATF 16949認証取得済みのプレス加工、アセンブリ、およびシャシー、サスペンション、構造部品向けの完全なコンポーネントソリューションを提供します。
レーザー溶接機は、産業現場においてしばしばレーザー切断と併用されます。極めて高精度で切断された部品は、同様に高精度なレーザー光線で溶接され、製造工程全体を通じて厳しい公差を維持したアセンブリが実現されます。
品質認証は、産業用レーザー切断サービスを趣味レベルのサービスと明確に区別します:
| 認証 | 用途の重点 | 主要な要件 |
|---|---|---|
| ISO 9001:2015 | 一般的な品質管理 | 文書化されたプロセス、継続的改善、顧客志向 |
| IATF 16949 | 自動車製造 | 欠陥の未然防止、ばらつきの低減、サプライチェーンにおける無駄の排除 |
| AS9100 | 航空宇宙部品 | トレーサビリティ、構成管理、リスクベースの思考 |
| ISO 13485 | 医療機器 | 設計管理、無菌性に関する配慮、規制への適合 |
イーチェン・プレシジョン社によると、産業用レーザー切断は±0.1mmの標準公差を達成しており、ファイバーレーザーは最適条件下で±0.003インチにまで達します。これはプラズマ切断(±0.5mm)、ウォータージェット切断(±0.2mm)、機械式切断(±0.3mm)を上回る精度であり、産業用途が要求する水準を満たしています。
産業用レーザー切断技術の、より広範な製造エコシステムへの統合は、引き続き拡大を続けています。アキュール社によると、レーザー出力、効率性、制御技術の進展により、今後、材料加工および設計能力の分野において新たな可能性が開かれるでしょう。また、3Dプリンティングや高度なCNC技術など、他の先端技術との継続的な融合は、製造の限界が絶えず前進していく未来を示唆しています。
製造業者、デザイナー、エンジニア、あるいは趣味で工作する方であれ、これらの応用分野を理解することで、本来見過ごしてしまう可能性のあるビジネスチャンスを発見できます。カスタムジュエリーを切断するのと同じオンラインレーザー加工サービスが、産業用グレードの部品を製造することも可能です。その違いは、根本的な技術ではなく、材料選定、公差仕様、品質認証といった点にあります。
産業分野におけるレーザー切断の応用について包括的な視点を得た今、知識を実践へと移行させる準備が整いました。最後のステップでは、これまでに学んだすべての情報を統合し、ご自身の特定プロジェクトを成功へと導く明確な意思決定フレームワークを構築することです。
オンラインレーザー加工プロジェクトを成功させる
レーザー技術の種類、材料との適合性、ファイルの準備、価格決定要因、機器の選定、品質トラブルシューティング、実際の応用事例まで、一通り学習を完了しました。次は、この知識を実践に移す段階です。初めてのプロトタイプ発注から量産規模への拡大まで、これらの意思決定フレームワークと次のステップが、プロジェクトの成功を確実にします。
これは、あなたの「離陸前チェックリスト」だと考えてください。パイロットは、これまで千回以上飛行した経験があるからといって、チェック項目を省略することはありません。同様に、レーザー切断プロジェクトにおいて、材料・時間・予算を投入する前に、手順を飛ばしてはいけません。
技術選定チェックリスト
プロジェクトに最適なレーザー技術を選定することで、無駄な時間や不満足な結果を防ぐことができます。見積もり依頼の前に、以下の質問に答えてください。
- 主に使用する材料は何ですか? – 金属にはファイバーレーザーが必須です。木材、アクリル、革などの有機材料にはCO₂レーザーが最も適しています。複数の材料を組み合わせたプロジェクトでは、複数のサービスプロバイダーへの依頼やハイブリッド型装置の導入が必要になる場合があります。
- 切断する厚さはどれくらいですか? – 各種レーザーには最大切断厚さの制限があります。ファイバーレーザーは高出力時においてステンレス鋼を最大20mmまで切断可能ですが、CO2レーザーはアクリルを最大25mmまで切断可能です。ご要件が選択されたレーザー技術の対応能力内にあるか、必ずご確認ください。
- 切断、彫刻、または両方の加工が必要ですか? – 切断と彫刻では、最適化すべきパラメーターが異なります。両方の加工を組み合わせるプロジェクトでは、レイヤー管理および出力制御に熟練したサービスプロバイダーを選定する必要があります。
- ご用途で要求される公差(許容誤差)はどの程度ですか? – 標準的な公差は±0.127mmで、装飾用および汎用用途の多くに適合します。機能部品の組立や高精度な嵌合には、より厳しい公差仕様(およびそれに伴うコスト増加)が必要となる場合があります。
に従って レーザー切断形状 、最初に検討すべき事項の一つは、そのレーザー切断サービスが取り扱える材料です。プロジェクトで特定の材料をご検討中の場合、選択するサービスがその材料に対応可能であることを必ずご確認ください。
プロジェクトの次のステップ
前進する準備はできましたか?成功の可能性を最大限に高めるために、以下の優先順位付きステップに従ってください:
- ベクターフォーマットでデザインを確定させる – すべてのテキストをアウトライン化し、すべてのパスを閉じ、重複する線を削除し、スケールが意図した寸法と一致することを確認してください。サービスプロバイダーの要件に応じて、SVG、DXF、またはAI形式でエクスポートします。
- 適切な材料を選定する – 選択したレーザー技術と互換性のある材料を選定してください。材料の厚み在庫状況を確認し、レーザー加工向けのオプション(例:押し出しアクリルではなくキャストアクリル)を採用することで品質が向上するかどうかを検討してください。
- カーフ補正を適用する – 切断時に生じる材料の除去量を考慮してデザインを調整します。嵌合部品や精密な寸法適合が必要な場合、予想されるカーフ幅の半分(通常0.1mm~0.3mm)だけカットラインをオフセットします。
- 許容誤差要件を文書化する – どの寸法が重要であるかを明確にし、許容される変動範囲を明記します。これにより誤解を防ぎ、サービスプロバイダーが加工方法を最適化できるようになります。
- 複数のプロバイダーから見積もりを依頼する – 料金体系、納期、および含まれるサービスを比較してください。セットアップ料金、材料調達オプション、および数量割引の適用条件についても確認しましょう。
- 本契約を結ぶ前に試作サンプルを注文する – 新規デザインや不慣れな素材の場合、まずは少量を注文することをおすすめします。これにより、ご自身のデザイン決定とサービス提供会社の能力の両方を検証し、量産に移行する前に確実性を高めることができます。
- 連絡チャネルを確立する – 注文状況の更新はどの方法で受け取るか、また処理中に質問が生じた場合に連絡すべき担当者は誰かを確認してください。
自宅または事業所近くのレーザー切断サービスを探している際には、地理的な近さよりも、そのサービスがご要件に合致する能力が重要であることを忘れないでください。オンラインサービスでは全国へ配送しており、適切な設備を備えていない地元の業者よりも、しばしばより短い納期で対応可能です。
サービス提供会社の評価
すべてのレーザー切断サービスが同等の結果を提供するわけではありません。Steelway Laser Cutting社によると、レーザー切断サービスプロバイダーに依頼した際、指示を受け取ってからカスタム部品の出荷準備が整うまでの納期(ターンアラウンドタイム)を、事前に確認することが極めて重要です。
以下の基準を用いて、候補となるパートナーを評価してください:
- 材料能力 – ご希望の特定材料および板厚に対応可能であることを確認してください。Steelway Laser Cutting社によると、ほとんどの金属レーザー切断サービスプロバイダーはステンレス鋼などの一般的な薄板金属の加工を容易に行えますが、高反射性アルミニウムなど、より難易度の高い材料には対応できない場合があります。
- お客様の業界に関連する認証 – ISO 9001:2015は品質マネジメントシステムを示します。IATF 16949は自動車分野向けの認証であり、AS9100は航空宇宙部品向けの認証です。ご要件に応じて、適切な認証資格を有する業者を選定してください。
- 納期オプション – 標準納期、急ぎ対応の可否、および納期遵守の信頼性は、すべてプロジェクトのスケジュールに影響を与えます。Laser Cutting Shapes社によると、一部のサービスでは急ぎ対応オプションを提供していますが、その多くは追加費用が発生します。
- 二次操作 – パウダーコーティング、バリ取り、または組立サービスが必要ですか?これらのサービスを自社で提供している業者は、サプライチェーンを簡素化します。
- コミュニケーションの応答性 – Laser Cutting Shapes社によると、優れたカスタマーサービスは、円滑かつ成功裏にプロジェクトを進めるために不可欠です。迅速かつ双方向のコミュニケーションが取れるサービス提供者は、プロセス全体を通じて課題に対応できます。
- ポートフォリオおよび顧客評価 – 過去の作業実績のサンプルを請求し、品質を評価してください。Steelway Laser Cutting社によると、他の顧客からの評価( testimonials )に加え、同社の技術的対応能力およびサービスを支える技術についても確認することをお勧めします。
近くでレーザー切断サービスを探していますか?まずは近さではなく、能力の確認から始めましょう。適切な設備を備えた500マイル離れた業者の方が、必要な技術を持たない地元の工場よりも優れた結果を提供します。
レーザー切断に加えて、プレス加工、組立、自動車向け部品など、統合型金属加工を必要とするプロジェクトでは、「 シャオイ (寧波) メタルテクノロジー 」のようなメーカーが補完的な製造能力を提供しています。当社の5日間での迅速な試作対応、IATF 16949認証、および包括的なDFM(設計製造性)サポートは、オンラインレーザー切断サービスの機能を自然に拡張し、お客様のプロジェクトが完成品レベルのソリューションを求める際に最適です。
オンラインレーザー切断サービスとの取引は、部品の受領で終わりません。何がうまくいったか、どこを改善できるか、どのサービスプロバイダーが期待を上回ったかを記録してください。こうした知識は時間とともに蓄積され、その後の各プロジェクトを、前回よりもさらに効率的かつ成功へと導きます。
技術は進化を続けています。10年前には産業用設備が必要だった作業が、今やデスクトップマシンで実行可能になっています。かつて数週間のリードタイムを要していた作業が、今や数日で出荷できるようになりました。本ガイド全体で解説している基本事項——レーザー技術の選定、材料との適合性、データファイルの準備、コスト最適化、品質トラブルシューティング——を理解することで、今後のあらゆるプロジェクトにおいてこれらの機能を活用する準備が整います。
オンラインレーザー加工サービスに関するよくあるご質問
1. ファイバーレーザーの1時間あたりの料金はいくらですか?
ファイバーレーザーの運転コストは、4kWシステムで1時間あたり平均約6.24ドルであり、同等のCO2レーザー(1時間あたり12.73ドル)の約半額です。この大きな差異は、ファイバーレーザーの電気効率が高く(45%対CO2レーザーの10%)、寿命が10万時間以上と長く、ガスチューブや交換が必要なミラーがないため保守要件が低いことに起因します。オンラインレーザー切断サービスを利用する場合、こうした運用上の効率性は、特に金属切断プロジェクトにおいて、部品単位での競争力のある価格設定に直結します。
2. レーザー切断機で切断できないものは何ですか?
特定の材料は、重大な安全上の危険性があるため、レーザー切断機に絶対に入れてはいけません。PVCはレーザー加工時に有毒な塩素ガスを放出し、人体の呼吸器系および装置の両方に損傷を与えます。ポリカーボネートはきれいに切断されるのではなく溶融するため、火災の危険性があります。ABS樹脂は加熱時にシアン化合物を生成します。HDPEおよびポリプロピレンは切断されず溶融し、ベタベタした切断面を残します。グラスファイバーは有害な微粒子を放出するため、専用のフィルター設備が必要です。加工前に必ずMSDS(物質安全データシート)で材料の安全性を確認してください。また、信頼性の高いオンラインレーザー加工サービスでは、安全確保のため禁止材料リストを公開しています。
3. 1500Wのファイバーレーザーで切断可能な最大板厚はどれくらいですか?
1500Wのファイバーレーザーは、通常、炭素鋼を最大10–16mm、ステンレス鋼を最大5–6mmまで切断できます。アルミニウムは熱伝導率が高いためより難易度が高く、この出力レベルでは約4–5mm程度が限界です。より厚い材料を加工するには、高出力の装置が必要になります。たとえば、6000Wのファイバーレーザーでは、炭素鋼を最大25mm、ステンレス鋼を最大20mmまで切断可能です。オンラインレーザー切断サービスを利用する際は、設計図を送信する前に、提供業者の設備仕様がご使用の材料厚さ要件と一致しているか必ず確認してください。
4. オンラインレーザー切断サービスで受け付けるファイル形式は何ですか?
ほとんどのオンラインレーザー加工サービスでは、SVG、DXF、AI、PDFなどのベクターファイル形式が受け付けられます。ベクターファイルは、図形を点や曲線といった数学的な要素で定義するため、レーザーが正確に追従すべき座標を明確に示すことができます。DXFはCADを用いた技術作業における業界標準フォーマットであり、SVGは幅広い互換性を備えています。一方、PNGやJPGなどのラスターフォーマットは、切断ではなくエンボス加工(彫刻)のみに対応しています。提出前に、すべてのテキストをアウトライン化し、すべてのパスを閉じ、重複する線を削除し、設計図が実寸(1:1)スケールで作成されていることを確認してください。
5. オンラインレーザー加工サービスを利用する場合と、自社で機器を購入する場合の判断基準は?
オンラインレーザー加工サービスは、単発のプロジェクト、プロトタイピング、偶発的な生産ニーズ、および設備投資なしで高品質な技術を活用する場合に、経済的にメリットがあります。一方、週間の生産量が設備投資を正当化できる規模となり、設置スペース、換気、保守管理などの要件を満たせる場合には、自社での機器所有が現実的になります。産業用レーザー切断機の価格帯は25万ドルから200万ドル以上まで幅広く、エントリーレベルのCO2レーザーシステムは約1万5,000ドルから始まります。多くの成功している製作者(メーカー)は、複数のアプローチを組み合わせており、金属の切断には外部サービスを活用しつつ、木材やアクリル素材の加工にはデスクトップ型レーザー機器を自社で運用しています。