 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

初めてのレーザー切断見積もり:避けたい9つの高額なミス

レーザー切断の見積もりが本当に意味するものとは
レーザー切断の見積もりを依頼すると、単なる価格表示以上のものを得ることになります。これは、プロジェクトの実現可能性、所要工期、およびコストに影響を与える要因を明らかにする詳細なロードマップと捉えてください。これらの構成要素を理解することで、予算を自らコントロールでき、生産開始前のより賢明な意思決定が可能になります。
レーザー切断の見積もりが実際に伝える情報
専門的な見積もりは、プロジェクトの製造要件全体を明確に分解して示します。業界標準の価格設定に基づき、サプライヤーは以下の基本的な計算式で最終価格を算出します:材料費 + 変動費(機械稼働時間) + 固定費 × 利益率。各要素は、プロジェクトに関する特定の情報を伝えます。
以下は、通常、包括的なレーザー切断見積もりに含まれる主要な項目です。 包括的なレーザー切断見積もり :
- 材料 費用 — 選択された金属または基材の原材料価格(切断時に発生する廃材分を含む)
- 切断時間料金 — 機械の時間単価(通常は1時間あたり60~120米ドル)に、推定生産時間を乗じた金額
- 設定料金 — 機械のキャリブレーション、材料の装填、ファイルの準備などにかかる一回限りの費用
- 仕上げ加工 — バーリング除去、曲げ加工、表面処理などの二次工程にかかる費用
- 輸送と取り扱いに — 部品の重量、数量、および配送先に基づく物流コスト
異なる業者から提示されたレーザー切断単価を検討する際、これらの明細項目により、単に「なぜこの見積もりが他と異なるのか?」と推測するのではなく、あらゆる要素を等しく比較することができます。
見積もりの正確性がプロジェクト予算に与える影響
これまでに、当初の見積りとはまったく異なる最終請求書を受け取った経験はありませんか? 不正確な見積もりは予算管理を混乱させますが、その根本原因は、往復する情報のいずれかが不完全であることにあります。
事前に提示されるレーザー切断の価格は、プロジェクト計画、調達スケジュール、および全体的な収益性に直接影響します。見積もりに重要な情報が欠落している場合、予期せぬレーザー切断費用が発生し、納期が遅れたり、自社の顧客との関係が悪化したりする可能性があります。
以下を考えてみてください。設計の複雑さ、材料仕様、数量要件を正確に反映した見積もりは、信頼できる計画ツールとなります。これにより、複数のプロジェクトにわたるレーザー切断部品のコストを予測でき、サプライヤーとの交渉においてもより有利な条件を獲得できます。一方で、曖昧または不完全な見積もりは、将来的に問題が発生する兆候であることが多いです。
レーザー切断コストを左右する要因を理解することで、見積もり依頼前に設計を最適化したり、提案書の検討時に的確な質問をしたり、信頼性に欠けるベンダーを示す赤信号(危険サイン)を早期に特定したりできるようになります。この知識により、単なる受動的な購買担当者から、製造プロセスにおける戦略的なパートナーへと変化します。
レーザー切断価格を決定する主な要因
レーザー切断の見積もりに含まれる内容をご理解いただいたところで、次に、実際にその金額を左右する要素について詳しく見ていきましょう。すべての価格決定要因が相互に作用して最終コストを決定します。それぞれの要因が見積もりにどのように影響するかを把握していれば、コストを適切に管理できる設計および材料選定が可能になります。
材料選定とその価格への直接的影響
ご選択いただく材料は、見積もり金額に以下の2つの重要な観点から影響を与えます:材料自体の原価、および切断工程におけるその材料の挙動です。たとえば、鋼板のレーザー切断は、アルミニウムやステンレス鋼と同等の厚さの場合と比較して、材料価格および加工性の違いにより、通常より低コストとなります。
プロジェクトにおける レーザー切断の価格を評価する際には 、以下の材料関連の要因を検討してください:
- 基本素材コスト — 高品位アルミニウムおよび特殊合金は、軟鋼のレーザー切断用途と比較して高価であるため、見積もり金額が直接的に上昇します
- 切断速度の変動 — 異なる金属では、レーザー出力および送り速度を調整する必要があり、軟質材料は通常、より高速で切断できます
- 反射率の課題 — アルミニウムのレーザー切断には、材料が光を反射するため、特定のレーザー種類または設定が必要であり、これにより加工時間が延長される可能性があります
- 厚さ に 関する 考慮 — 厚い材料は、より多くのエネルギー、より遅い速度、およびより長い切断サイクルを要し、これらすべてがコスト増加につながります
RapidDirect社の価格分析によると、設計の複雑さおよび切断時間があらかじめ同一である場合でも、鋼材のレーザー切断コストは高品位アルミニウムよりも一般に低くなります。これは単に、原材料価格に大きな差があるためです。
材料の厚さには特に注意が必要です。レーザー切断用のシート金属が厚くなると、きれいなエッジを実現するためにより多くのエネルギーとより遅い切断速度が必要になります。コマカット社の研究によると、このように切断時間とエネルギー消費量が増加すると、全体的なコストも上昇します。さらに、厚い材料は設備への摩耗を大きくし、見積もりに保守関連費用が追加される可能性があります。
設計の複雑さが切断時間をいかに増大させるか
単純な正方形をトレースする場合と、精巧な装飾模様をトレースする場合を想像してください。正方形は数秒で完了しますが、装飾模様は数分かかります。金属シートのレーザー切断でも同様の原理が適用され、設計が複雑になるほど切断パスが長くなり、コストも高くなります。
設計の複雑さは、以下のいくつかの要因を通じて見積もりに影響を与えます:
- 総切断パス長 — パスが長くなるほど、サプライヤーの時給単価に基づく機械稼働時間が増加します
- ピアスポイントの数 — 各切り抜き部ごとにレーザーが材料を貫通(ピアス)する必要があります。ピアス点が多くなるほど、所要時間とコストが増加します
- 厳格な許容量 — 精度要件により、正確さを維持するために切断速度を遅くする必要がある場合があります
- 複雑な幾何学的形状 — 鋭角や微細な形状には、慎重な速度調整が必要です
多くの購入者が見落としがちな点があります。標準シート寸法に収まらないカスタムサイズの板金注文は、材料の無駄を生じさせます。スマートネスティング(部品を材料シート上に効率よく配置すること)により、材料の使用率を最大化し、スクラップを最小限に抑えることができます。設計を効率的なネスティングに最適化することで、材料の無駄を削減し、全体コストを低減できます。
価格設定要素参照ガイド
以下の表では、レーザー切断見積もりに影響を与えるさまざまな要因をまとめ、最適化に重点を置くべき領域を明確にします。
| 係数 | インパクトレベル | 価格への影響 |
|---|---|---|
| 材料タイプ | 高い | ステンレス鋼やチタンなどの特殊金属は、軟鋼よりも高価であり、反射性材料には専用設備が必要となる場合があります |
| 材料の厚さ | 高い | 厚い材料は、切断速度を遅くし、より多くのエネルギーを必要とし、装置の摩耗も大きくなります |
| デザイン の 複雑さ | 高い | 複雑なデザインは、切断パスおよび穿孔ポイントを延長し、直接的に機械稼働時間を増加させます |
| 注文量 | 中~高 | 注文数量が大きくなると、セットアップコストがより多くの単位に分散される。また、大量購入による材料調達では、単品あたりの価格が低下することが多い。 |
| 許容差の要件 | 中 | より厳しい公差(許容誤差)を要求する場合、切断速度を遅くする必要があり、追加の品質検査を要することもある。 |
| 嵌套効率(ネスティング効率) | 中 | 不適切な部品配置(ネスティング)は材料の無駄を生み出す。最適化された配置レイアウトにより、原材料費を大幅に削減できる。 |
| 二次工程 | 中 | バリ取り、面取り、ねじ切りなどの仕上げ工程は、作業時間および設備コストを増加させる。 |
| 納期 | 低~中程度 | 納期の短縮を要する緊急注文には、プレミアム料金が課される場合がある。標準納期で発注すれば、緊急性に起因する追加料金を回避できる。 |
数量とセットアップコストの動態
複雑に聞こえますか? では、シンプルな事実をお伝えします:レーザー切断作業は、10個の部品を注文する場合でも1万個注文する場合でも、必ず初期セットアップが必要です。機械のキャリブレーション、材料の装填、データファイルの準備などは、最初の切断開始前にすべて完了しなければなりません。
小ロット注文の場合、これらの固定セットアップ費用が見積もり金額の大きな割合を占めます。数量が増えるにつれて、同じセットアップ費用がより多くの単位に分散され、1個あたりの単価が低下します。この規模の経済性(エコノミー・オブ・スケール)により、鋼材のレーザー切断を大量生産で行うと、単一の試作品よりもはるかに優れたコストパフォーマンスが得られるのです。
生産数量は材料効率にも影響を与えます。大量注文では、サプライヤーが複数回の切断工程にわたりシート材の使用率を最適化でき、廃棄率を低減し、その節約分をお客様へ還元できます。プロジェクト計画に際しては、注文の統合や発注タイミングの調整を検討し、数量割引の恩恵を最大限に受けるようご配慮ください。
コスト構成要因を明確に理解したうえで、次に重要なステップであるプロジェクト用ファイルおよび仕様書の準備に進むことができます。これにより、正確な見積もりを確保するための基盤が整います。
正確な見積もりを得るためのプロジェクト準備
レーザー切断コストを左右する要因について学びました。次は、その知識を実践に移す番です。見積もり依頼時にご提供いただく情報の質が、見積もりの精度を直接的に左右します。不完全または不明瞭な情報を提出すると、後日価格の修正を余儀なくされる可能性が極めて高くなります。事前に十分に準備していただければ、製造工程全体を通じて信頼できる見積もりをご提供いたします。
正確な見積もりを迅速に得られるファイル形式
設計ファイルを 板金用レーザー切断サービス提供者 へ送付する際、ファイル形式は予想以上に重要です。Steelway Laser Cutting社によると、DXF(Drawing Exchange Format)ファイルは、ほとんどのレーザー切断サービスで採用されている標準形式であり、CNC機械が直接解釈可能な高精度の2Dおよび3Dベクトルデータを保存できるため、最も推奨される形式です。
以下に、多くのサービス提供者が受け入れているファイル形式と、それぞれの使用シーンを示します:
- DXFファイル — 板金用レーザー切断におけるゴールドスタンダード;業界全体で広く互換性があり、大多数のサービス提供者が推奨する形式
- DWGファイル — 詳細なレイヤーおよび寸法情報を含むネイティブAutoCAD形式。必要に応じてDXF形式へ容易に変換可能
- STEPファイル — 3Dモデルおよび複雑なアセンブリに最適。特に、プロジェクトで曲げ加工や成形加工を伴う場合に有用
- SVGファイル — より単純な設計に一般的に使用される。DXF形式へ変換可能だが、後処理(クリーンアップ)が必要になる場合がある
- AIまたはEPSファイル — Adobe Illustrator形式で、一部のサプライヤーでは利用可能だが、通常は変換を要する
ファイルを送信する前に、以下の重要な点を必ず確認してください:
- テキストをアウトラインに変換する — アクティブなテキストボックスは切断エラーを引き起こす可能性があるため、すべてのテキストをベクターシェイプに変換してください
- 重複する線を削除してください — 交差する線や共有エッジを持つ線はCNCシステムを混乱させ、切断パスのエラーを生じさせます
- すべての輪郭を閉じる — 開放形状では、レーザーが切断途中で停止します。すべての輪郭線は完全に接続されている必要があります
- 不要な要素を削除する — 切断パスと誤認される可能性のある寸法注記、枠線、未使用のオブジェクトを削除してください
- 実際の寸法を確認する — ラスタ画像から変換した場合、100%スケールで印刷すると、寸法の確認が容易になります
設計ファイルを、極めて高精度な機械に対する指示書として捉えてください。その指示がより明確かつ正確であるほど、板材用レーザー切断機があなたの依頼を迅速に処理でき、また見積もりの信頼性も高まります。
見積もり依頼に必要な設計仕様
ファイル形式に加え、見積もり依頼には正確な価格算出を可能にする特定の技術的詳細情報が必須です。これらのいずれかが欠落していると、サプライヤーは推測に基づいて対応せざるを得ず、結果として見積もりの修正や、製造段階での予期せぬ追加費用が発生する可能性があります。
承認済みの板金部品仕様書に従い、RFQ(見積依頼書)に完全な仕様を明記することで、見積もりプロセスが大幅に加速し、往復のやり取りが削減されます。
見積もり依頼の完全チェックリスト
カスタム切断板金部品の依頼を準備する際に、この包括的なチェックリストをご活用ください:
- 材料の種類とグレード — 一般的な分類ではなく、正確な合金種別(例:ステンレス鋼304、アルミニウム6061、軟鋼)を明記してください
- 材料の厚さ — 精確なゲージ数またはミリメートル単位の厚さを明記してください。厚さの違いは切断時間およびコストに大きく影響します
- 必要な数量 — 初回発注数量および、価格交渉に関連する場合の将来見込数量も併記してください
- 重要な公差 — 精密な寸法管理が必要な部品については明記してください。過剰な公差設定は不必要なコスト増加を招きます
- 表面処理の要件 — パウダーコーティング、アノダイズ処理、バリ取りなどの表面処理を明記してください
- 穴の仕様 — タップ穴については、直径、深さ、ねじ切り要件をすべて明記してください
- 溶接指示 — 該当する場合は、部品が内装用か外装用かを明記し、特定の溶接要件があれば併記してください
- 組立情報 — 複雑なプロジェクトの場合、部品の組み合わせ方を示すCADモデルを添付してください
- 納期要件 — ご希望の納入日を明記してください。これにより、サプライヤーが実現可能性を評価できます
設計ファイルの品質がコストに与える影響
重複した線や開いた輪郭を持つ金属のカスタム切断依頼を提出したと想像してください。サプライヤーは、そのファイルを清掃して対応する(作業時間とコストの増加)か、修正依頼を行い見積もりの提出を遅らせるかのいずれかの対応を余儀なくされます。どちらのケースも、予算および納期に悪影響を及ぼします。
ファイル品質の低さは、以下のような二次的な問題を引き起こします:
- 見積もりの遅延 — 仕様の明確化に業者が時間を費やすため、お客様の依頼処理が遅れます
- 価格調整 — ファイルの整理作業料金や設計修正費用が最終請求書に追加されます
- 生産上の誤り — 不明確な指示により、不良品や再切断が発生する可能性があります
- 納期の延長 — 各修正サイクルごとに納期がさらに後ろ倒しになります
一方で、クリーンで完全なファイルを提出することは、プロフェッショナリズムを示すものであり、多くの場合、サプライヤーから優先的な対応を受けるきっかけとなります。サプライヤーは、十分に準備された依頼を目にすると、製造プロセスを理解している顧客であると認識し、より正確かつ競争力のある見積もりで応えることになります。
ファイルの準備と仕様の文書化が完了した後、次に検討すべきは、見積もり依頼を実際にどの方法で提出するかです。選択する方法(即時オンラインツールか従来型RFQプロセスか)は、プロジェクトの具体的な要件によって異なります。
即時オンライン見積もり vs 従来型RFQプロセス
ファイルは準備ができており、仕様も文書化されていますが、今あなたはスケジュールと価格見積もりの正確性の両方に大きな影響を与える選択を迫られています。スピード重視でレーザー切断の即時見積もりプラットフォームを利用するか、詳細な分析を要する従来型の見積もり依頼(RFQ)を提出するか——その判断は、製造する部品の種類、その複雑さ、および予算が許容する精度のレベルによって異なります。
即時オンライン見積もりが最も効果を発揮する場合
オンラインレーザー切断サービスは、シンプルな部品を調達する際のバイヤーの手法を大きく変革しました。DXFファイルをアップロードし、材料と数量を選択するだけで、数分(場合によっては数秒)で見積もり金額が提示されます。適切なプロジェクトにおいては、このスピードが真に価値を生み出します。
以下の条件を満たすプロジェクトでは、レーザー切断のオンライン見積もりが有効です:
- 標準的な形状 — ブラケット、パネル、または単純な切り抜きなど、複雑さが極めて少ない形状
- 一般的な材料 — 市販されている厚さの標準炭素鋼、アルミニウム、ステンレス鋼
- 緩やかな公差 — 通常のレーザー切断能力を超える精度を必要としない部品
- 試作数量 — 速度が単価最適化よりも重視される小ロット生産
- 柔軟な予算 — プロジェクトへの影響を及ぼさずに、潜在的なコスト変動を吸収できる状況
3ERP社によるAI見積もりシステムの分析によると、即時対応型プラットフォームは、材料の重量および体積に基づいてコスト計算が行われる3Dプリントのような単純な工程において優れた性能を発揮します。一方、オンラインでのレーザー切断サービスでは、その精度は、アルゴリズムがあなたの設計の複雑さをどの程度正確に解釈できるかに大きく依存しており、結果は当たるか外れるかの可能性があります。
あなたが選択しているトレードオフとは以下の通りです:即時対応型システムは、切断時間およびコストを推定するために自動化されたアルゴリズムを用います。これらのアルゴリズムは、製造現場の経験ではなく、事前に定義されたパラメーターに基づいて動作します。あなたの設計がそれらのパラメーターにすんなり収まれば、迅速かつ妥当な見積もりを得られます。しかし、そうでない場合には、後で予期せぬ事態に直面する可能性があります。
手動によるRFQレビューを要するプロジェクト
一部のプロジェクトでは、単に人間の専門知識が不可欠です。複雑さが増す、公差が厳しくなる、あるいはカスタマイズが求められる場合、従来のRFQ(見積もり依頼)プロセスは、自動化システムでは到底達成できない精度を提供します。
に従って Wikifactoryの比較調査 、手動による見積もりは、CNC加工および板金加工において大きな利点をもたらします。経験豊富なエンジニアが製造可能性を評価し、設計の改善を提案し、実際の生産条件に基づいた現実的なコスト評価を提供できるからです。
以下のいずれかに該当するプロジェクトでは、手動によるRFQをご検討ください:
- 複雑な幾何学 — 複雑なパターン、狭い内角、または特殊な切断シーケンスを要する設計
- 厳格な許容量 — 高精度を要求するため、切断速度を遅くする必要がある場合や、二次的な検証が必要な場合
- 特殊素材 — 特殊合金、コーティング材、または規格外の厚みを持つ材料
- 高容量 — 最適な部品配置(ネスティング)や工程の最適化がコストに大きく影響する量産案件
- 二次操作 — 曲げ、溶接、ねじ切り、または表面処理を要する部品
- 重要なアプリケーション — 品質管理文書または認証が重要な部品
手動プロセスは時間がかかります——通常12~48時間(対して自動プロセスは数分)——ですが、この時間投資はしばしば大きな成果をもたらします。LS Manufacturing社の報告によると、経験豊富な見積もり担当者は価格提示以上の価値を提供します:生産上の潜在的課題を特定し、コスト削減につながる設計変更を提案し、お客様の費用がどこに使われているかを明確に示す透明性の高い内訳を提供します。
見積もりオプションの比較
以下の表は、お客様の具体的な状況に最も適したアプローチを判断する際の参考になります:
| 寸法 | オンライン即時見積もり | 手動RFQプロセス |
|---|---|---|
| 納品までの期間 | 数分から数時間 | 通常12~48時間 |
| プロジェクトの複雑さ | シンプルで標準的な設計に最適 | 複雑な形状および特殊要件にも対応可能 |
| カスタム作業における精度 | 限定的;人間によるレビュー後に修正が必要になる場合あり | 高精度;エンジニアが製造可能性を直接評価 |
| 費用の透明性 | しばしば合計金額のみを提示 | 通常、明細化されたコスト内訳を含む |
| 設計フィードバック | 最小限またはなし | しばしばDFM(製造性向上設計)に関する推奨事項を含む |
| 最適な使用例 | 試作品、シンプルなブラケット、標準部品 | 量産品、高精度部品、多工程部品 |
| 隠れたコスト発生のリスク | 高い;アルゴリズムが複雑さを見落とす可能性がある | 低い;経験豊富な目が初期段階で潜在的な課題を把握できる |
自社プロジェクトに適したアプローチを判断すること
まだどの道を選ぶべきか迷っていますか?以下の質問を自分自身に投げかけてみてください。
- コストの確実性はどれほど重要ですか? — 予算に柔軟性がない場合、サプライズを避けるため、手動による見積もり作成に時間を投資してください
- ご設計は何かしらの制約限界に挑戦していますか? — 特異な形状、薄肉部、狭間隔などは、自動化システムを混乱させることがよくあります
- 今後も継続的な生産が必要ですか? — RFQ(要請書)プロセスを通じてサプライヤーとの関係を築くことで、リピート発注時に大きなメリットが得られます
- 品質保証文書の重要度はどれほどですか? — 認証書、検査報告書、トレーサビリティ情報の確保には、人的な調整が不可欠です
実用的なアプローチの一つとして:初期の概算見積もりにはオンラインレーザー切断プラットフォームを活用し、その後正式なRFQを提出して価格を確認してから最終判断を行います。これにより、初期計画段階ではスピードを、最終予算策定時には正確性を確保できます。
選択する方法がいずれであれ、複数の見積もりを受領し、それらを比較することになるでしょう。こうした競合する提案をどう評価し、問題を示す「赤信号」を見極めるか——それが次に必要となる重要なスキルです。
複数の見積もりを比較・評価する方法
仕様書を複数の業者に送付しました。すると、メールボックスには競合する提案書が次々と届き始めます。ここで多くの購入者が最も高額な失敗を犯します——単に最終金額(トータルコスト)のみに基づいて業者を選定してしまうことです。最も安い価格には、後に表面化する隠れたコストが含まれていることが多く、一見お得な取引が、実際には予算を大幅に超過させる事態を招くことになります。
金属レーザー切断サービスを評価する際には、総額だけでなく、各明細項目に実際に何が含まれているかを理解することが不可欠です。包括的な比較を行うことで、予期せぬ追加費用、品質上の問題、およびスケジュールの遅延といったリスクからプロジェクトを守ることができます。こうしたリスクは、最初に目を通すだけの表計算ソフトでは把握できないものです。
競合する見積もりの「行間を読む」
複数の見積もりを机の上に並べてみると、価格の違いが謎に思えることがあります。あるCNCレーザー切断サービス提供業者は、他の業者よりも大幅に低い価格を提示していますが、その理由はどこにあるのでしょうか?その答えは、通常、概要ではなく、細部に隠されています。
受領したすべての見積もりについて、以下の重要な要素を比較することから始めましょう:
- 材質仕様 — 見積もりには、合金種、規格(グレード)、板厚が明示されていますか?「ステンレス鋼」といった曖昧な記述で、規格(例:304、316など)が明記されていない場合、より安価な代替材が使用される可能性があります。
- 公差表示 — 具体的な寸法公差が明記されているかを確認してください。この情報が欠落している見積もりでは、ご依頼の組立要件に適合しない部品が納品される恐れがあります。
- セットアップおよびプログラミング費用 — 一部の業者はこれらの項目を単品単価に含めて提示し、他社は別途明記する場合があります。比較対象が同等の構成になっていることを確認してください。
- 仕上げ加工 — バーリング除去(デバーリング)、エッジ処理、または表面仕上げが含まれているか、それともオプションとして別途料金が発生するかを確認してください。
- 品質文書 — 検査報告書、材質証明書、トレーサビリティ記録については、基本価格には反映されていない追加料金が発生する場合があります
- 設計変更に関するポリシー — 見積もり承認後の変更がコストおよび納期に与える影響を理解してください
LTJ Industrial社の加工ガイドラインによると、構成が適切な見積もりは、明確な明細項目別内訳を提示することで、ベンダー間の比較を容易にすべきです。見積もりが詳細な構成要素を示さず、単一の総額のみを提示する場合、実質的に「目隠しで購入」することになります。
このようなシナリオを考えてみてください:プロバイダーAは部品の見積もりを2,000ドル、プロバイダーBは2,400ドルと提示しました。一見すると低価格の見積もりが明らかに有利に思えます——ところが、プロバイダーAの見積もりにはバリ取り作業が含まれていない(追加で300ドル)、指定された合金ではなく一般級の材料を使用している(再加工に潜在的に400ドルかかる可能性あり)、また設計内容の明確化に伴う修正作業についても1回ごとに150ドルの修正手数料を請求する、ということが判明したとします。こうなると、その「節約分」はたちまち消え失せてしまいます。
価格以外の観点からベンダーの信頼性を評価する
最も安いレーザー切断サービスでも、部品が遅れて到着したり、仕様から外れていたり、そもそも届かなかったりすれば、意味がありません。経験豊富な調達担当者は、ベンダーの信頼性が、見積額を数パーセント削減することよりも重要であることを理解しています。
自社近くのレーザー切断サービスや遠隔地のプロバイダーを評価する際は、以下の信頼性指標を確認してください:
- 品質証明書 — ISO 9001認証は、文書化された品質マネジメントシステムを有していることを示します。業界特化型認証(航空宇宙分野のAS9100、医療機器分野のISO 13485など)は、専門的な対応能力を示すものです。
- 設備および生産能力 — 現代的なファイバーレーザー装置を導入しているプロバイダーは、従来型のCO2レーザー装置を運用しているプロバイダーと比較して、通常、より高速かつ高品質な切断を実現します。
- コミュニケーションの応答性 — あなたのRFQ(見積もり依頼書)に対し、どのくらいの速さで返答がありましたか?見積もりの返答が遅い場合、その後の製造工程におけるコミュニケーションも遅れる傾向があります。
- 参考情報の入手可能性 — 実績のあるプロバイダーは、ケーススタディや顧客の推薦状を積極的に提示します。提示に消極的である場合は、実績が限定的である可能性を示唆しています。
- 財政的安定性 — 調達に関する研究によると 財務的に逼迫しているサプライヤーは、高品質な材料の調達や設備の適切な保守が困難になります
実績のあるカスタムレーザー切断サービスは、初期費用がやや高くなる場合がありますが、一貫した品質と信頼できる納期を提供します。生産スケジュールが約束通りの部品納入に依存している場合、この一貫性には実質的な価値があります。
信頼できない見積もりを示す赤信号
直ちに注意を要する、あるいは完全に不採用とするべき警告サインがあります。こうした赤信号は、専門知識に乏しい事業者、あるいは隠れた追加費用や手抜き作業によって利益を回復しようとする事業者である可能性を示唆しています。
以下のような見積もりの警告サインにご注意ください:
- 曖昧な材質仕様 — 「アルミニウム」や「鋼鉄」とだけ記載され、合金の種類(グレード)が明記されていない見積もりでは、部品の性能に影響を与える低品質な代替材が使用されるリスクがあります
- 公差情報の欠如 — 公差の記載がない場合、その事業者は精度要件を理解していないか、あるいは自社設備で得られるままの品質の部品を納品するつもりである可能性があります
- 不明確な改訂ポリシー — 見積書に設計変更の取り扱い方法が明記されていない場合、後で変更が必要になった際に紛争が生じる可能性があります
- 非現実的な納期 — 競合他社よりも大幅に短い納期を約束するサプライヤーは、生産能力を過大評価しているか、品質チェックを十分に行わずに急ぎ過ぎる計画を立てている可能性があります
- 品質に関する文書記載の欠如 — 信頼できるサプライヤーは、検査および認証について事前に明確に説明します。品質管理システムについて一切言及しないことは、不十分なプロセスを示唆しています
- 過剰な前払い金 — 生産開始前に全額支払いを要求することは、万が一問題が発生した場合に救済措置が取れないリスクを伴います
- 工場見学やサンプル提供への消極的姿勢 — LS Precision Manufacturingによると、信頼できるサプライヤーは工場見学を歓迎し、自社の能力を示すサンプル製品を readily 提供します
実践的なテスト方法をご紹介します。見積もりの内容で不明な点があれば、明確化のための質問をしてみてください。信頼できる業者は、迅速かつ詳細な説明で応答します。一方、信頼性に欠ける業者は、回避したり、回答を遅らせたり、防衛的になったりします。見積もり段階でのこうしたコミュニケーションのパターンは、製造工程で実際に体験することを正確に予測します。
見積もり比較フレームワークの作成
体系的な比較を行うことで、感情的な判断を避け、同等の提案内容を評価していることを保証できます。プロジェクトの優先事項に応じて各要素の重み付けを行うシンプルなスコアリングマトリクスを作成することをご検討ください。
| 評価基準 | 重量 | 比較すべき項目 |
|---|---|---|
| 総コスト(範囲に応じて調整済み) | 25% | すべての見積もりが同一の範囲および仕様を含むよう確認し、価格を正規化する |
| 素材品質保証 | 20% | 明示された合金仕様、材料認証書、トレーサビリティ関連文書 |
| 公差および品質能力 | 20% | 明記された公差、検査プロセス、関連する認証 |
| 納期の信頼性 | 15% | 提示された納期、過去の納期遵守実績、生産能力の指標 |
| 通信品質 | 10% | 応答速度、明確さ、技術的質問への回答意欲 |
| 付加価値のサービス | 10% | DFMフィードバック、二次加工、設計最適化の提案 |
ステンレス鋼のレーザー切断サービスまたはその他の専門業者を検索する際は、ご使用になる特定の用途において最も重視される項目に応じて、これらの評価項目の重み付けを調整してください。医療機器部品の場合、品質保証文書の重要度は30%と設定されるかもしれません。一方、社内試験用のプロトタイプブラケットでは、納期の速さとコストが優先されるかもしれません。
目的は、最も安価な見積もりを見つけることではなく、お客様の具体的な要件に対して、総合的に最も高い価値を提供する業者を特定することです。場合によっては、信頼性を確保するためにプレミアム料金を支払う必要があります。また別のケースでは、新規参入の業者が十分な技術能力を持ちながら、競争力のある価格を提示していることもあります。
評価が完了した後、契約を結ぶ前に、もう1つの重要な要素を検討する必要があります。それは、ご提示いただいた価格に影響を与える納期要件および緊急度です。
納期の期待値と緊急度による価格設定
見積もりを比較し、希望のサプライヤーを特定しましたが、実際に部品が必要になる時期は考慮していますか?納期の期待値は最終コストに直接影響します。緊急対応による価格設定の仕組みを理解しておくことで、締め切りが迫った際に大幅なコスト削減を実現したり、プロジェクトの失敗を防いだりできます。
近隣でも遠方でも、すべてのレーザー切断サービスは、それぞれの設備能力の制約の中で運営されています。機械は予定通りの作業を実行し、材料の調達には時間がかかり、品質検査にも一定の時間を要します。標準生産期間よりも短い納期で部品を必要とする場合、サプライヤーは自社のワークフローを再編成する必要があります。この再編成には、追加料金(プレミアム)が発生します。
標準納期と迅速納期:それぞれの違いとコスト
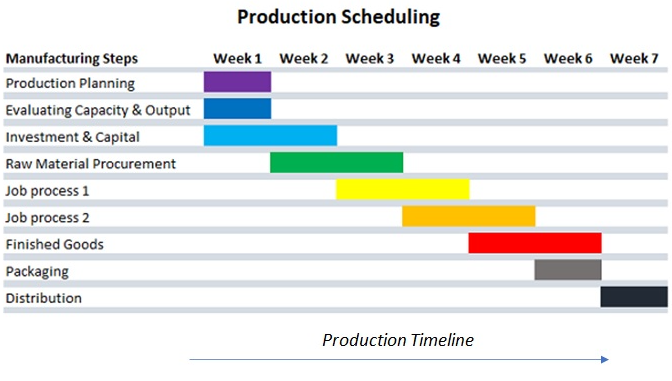
標準生産納期は、注文処理を最も効率的に行うための最適なスケジュールとして設定されています。JLCCNCのコスト分析によると、一般的な板金加工は5~7営業日を要し、これによりサプライヤーは工作機械のスケジューリングを最適化し、同種の材料をまとめて加工し、徹底した品質検査を実施することが可能になります。
急ぎの注文はこの効率性を乱します。納期短縮を依頼すると、鋼板レーザー切断サービス提供者は以下の対応を余儀なくされます。
- 他の案件を後回しにする — お客様の案件が優先的に処理され、他の顧客に影響を与えるスケジュールの再編成が必要になります
- 残業を実施する — 納期短縮対応には通常、延長勤務や週末稼働が求められ、人件費が増加します
- ロット単位での効率化を放棄する — お客様の案件を即時実行することで、同種の材料やセットアップとまとめて処理する機会が失われます
- 資材の緊急調達を行う — ご指定の材料が在庫にない場合、サプライヤーからの翌日配送によりコストが上昇します
その結果、急ぎの注文には通常、標準価格に対して20%~40%の追加料金(ラッシュチャージ)が発生します。特に、厳しい公差を要求されるファイバーレーザー切断サービスを要する複雑な案件では、納期の大幅短縮により、慎重なセットアップおよび検証のための時間がさらに制限されるため、このプレミアム料金はさらに高額になる可能性があります。
多くのバイヤーが見落としている点は、納期のカウントダウンが始まるのは、見積もり依頼を提出した時点ではなく、生産が開始された時点であるという点です。設計ファイルの整理が必要であったり、仕様の明確化や材料の調達が必要な場合、これらの遅延は、実際に切断作業が始まる前からすでにスケジュールに影響を与えます。「 Happy Eco Newsによる金属レーザー切断に関する調査 」でも指摘されている通り、切断仕様に最適化されたCAD設計を事前に整えておくことは、レースでスタートダッシュを決めることに等しく、遅延が発生する前にそのリスクを大幅に削減できます。
プロジェクトの種類が納期に与える影響
すべてのプロジェクトが同じペースで生産工程を進むわけではありません。ご注文数量、製品の複雑さ、および仕上げ要件は、現実的な納期予測にそれぞれ影響を与えます。
| プロジェクトタイプ | 一般的なタイムライン | コストへの影響 | 納期に影響を与える主な要因 |
|---|---|---|---|
| 単一の試作品 | 3-5営業日 | 基本料金+セットアップ費用(1個あたりに按分) | データファイルの準備、材料の在庫状況、機械の稼働スケジュール |
| 小ロット(10~50個) | 5〜7営業日 | 1個あたりの中程度のコスト;セットアップ費用はロット全体で按分 | ネスティング最適化、品質サンプリング、仕上げ工程の可能性 |
| 量産(100個以上) | 7〜14営業日 | 単価が最も低く、ロット数によるコスト効率が適用される | 材料調達、延長カッティング時間、包括的な品質保証(QC) |
| 急ぎの試作 | 営業日1~2日 | 標準価格比で20~40%のプレミアム | 優先キュー対応、残業の可能性、迅速な取扱い |
| 急ぎの量産 | 5〜7営業日 | 25~50%のプレミアム(ロット数に応じて変動) | 生産能力の割り当て変更、残業スケジューリング、加速された品質保証(QC) |
大量生産向けの切断加工サービスを提供する場合、納期に関する追加的な検討事項が発生します。材料調達が重要な課題となります——ご注文で必要となる板材の量がサプライヤーの在庫量を上回る場合、機械の稼働状況に関係なく、材料の調達遅延によりリードタイムが延長されます。製造工程における納期に関する研究によると、十分な在庫を常備しているサプライヤーと取引を行うことが効果的です。これは、納品待ちや、適切な材料が他社の倉庫に保管されているために作業が滞るといったリスクが発生しないためです。
プレミアム価格を回避するための事前計画
緊急手数料を回避する最も効果的な方法は? 実際の納入希望日から逆算して計画を立て、さらに予期せぬ事態に備えた余裕期間を設けることです。
以下の納期計画戦略をご検討ください:
- 早期に見積もりを依頼する —— 生産開始希望日の2~3週間前にRFQ(見積依頼書)を提出し、比較・交渉に十分な時間を確保し、時間的プレッシャーを受けずに進められるようにします
- 材料の在庫状況を事前に確認する —— 見積もり依頼プロセスにおいて、指定材料の在庫数についてサプライヤーに直接確認します
- 製品化可能なファイルを提出する — 確認済みの寸法を含むクリーンなDXFファイルにより、スケジュールに影響を与えるファイル準備の遅延を解消します
- 仕上げ工程の所要時間をスケジュールに組み込む — 加工スケジュール分析によると、切断後の部品の多くはバリ取り、粉体塗装、または二次加工へと直ちに進みます。これらの工程を見積もりに反映しないことは、納期見積もりにおいて最もよくあるミスの一つです
- 納期を明確に伝達する — 十分な事前通知があれば、サプライヤーは多くの場合、特定の納期要件に対応できます。一方、直前の依頼は柔軟性を完全に失わせます
厳格な納期が設定された緊急プロジェクトについては、注文を戦略的に分割することを検討してください。まず、検証用に少量の試作ロットを短納期で発注し、その後、量産注文を標準納期で実施します。このアプローチにより、全ロットにラッシュ対応料金を支払うことなく、適合性および機能性の確認が可能です。
鋼材切断サービスおよびその他の生産重視型プロバイダーは、事前の計画立案を優遇する傾向があり、優先的なスケジューリングを提供します。継続的な関係構築により、追加料金なしでご注文が優先的に取り扱われます。こうしたプロバイダーは、予測可能で整理された顧客を高く評価しています。
納期の期待値があなたの予算と整合しているため、見積依頼の提出まであと一歩です。しかし、その前に、計画が万全であってもプロジェクトを失敗に導く一般的なミスについて確認しましょう。適切な準備さえすれば、これらのミスは簡単に回避できます。
見積依頼におけるよくあるミスとその回避方法
レーザー切断の見積に関する基本知識を習得し、複数のプロバイダーを比較検討し、納期も計画しました。いよいよ実際の見積依頼を提出するという「真実の瞬間」が訪れました。ところが、この段階で多くの発注者がつまずき、コスト増加、納期遅延、あるいは仕様通りでない部品の納入といった問題を招いています。
承認済みシートメタル社の板金加工分析によると、顧客からの問い合わせの約50%で設計上の問題が発生しています。つまり、すべての依頼の半分が、生産を開始する前に修正を要することになります。朗報は?こうしたミスには予測可能なパターンがあり、適切な準備を行うことで、これらを完全に回避できるということです。
見積もりを過大に膨らませる仕様の誤り
不十分または不明確な仕様は、サプライヤーに推測を余儀なくさせます——そして、そのような推測は、ほとんど常にあなたの予算に不利に働きます。重要な詳細が欠落している場合、経験豊富な板金加工業者は、範囲の拡大(スコープ・クリープ)や再作業費用から自社を守るために、慎重に(保守的に)見積もりを提示します。
以下は、不正確な見積もりを招く最も頻繁なミスを、問題発生頻度順に並べたものです:
- 材質の規格(グレード)の記載漏れ — 「ステンレス鋼」とだけ記載し、304や316などの具体的な規格(グレード)を明示しないと、解釈の余地が生じます。異なる規格は、コストおよび切断特性において大きく異なります。CIMtech社が1,000件以上のプロジェクトを分析した結果によると、正確な見積もりを実現するためには、必ず事前に規格、板厚、および許容差範囲を明記する必要があります。
- 非現実的な公差の要求 — 多くの技術者は、レーザー金属板切断の特性を十分に理解せずに、機械加工で一般的な±0.002インチという公差をデフォルトで指定しがちです。Approved Sheet Metal社の説明によれば、単一の曲げ加工でも公差は±0.010インチ程度であり、各追加工程ごとに公差が累積していきます。過剰な公差要求は、切断速度の低下および追加の品質検査を強いるため、不必要なコスト増加を招きます。
- 二次加工要件の見落とし — お見積り依頼ではレーザー切断のみが記載されていますが、バリ取り、曲げ加工、ねじ切り、表面処理など他の工程についてはどうでしょうか?省略された各工程は、後日発生する変更依頼(チェンジオーダー)として価格差として顕在化します。
- 数量情報が不完全である — プロトタイプ向けの見積もりを依頼する際に、計画されている量産規模について言及しないと、サプライヤーは数量割引を提示できず、またお客様の長期的なニーズに応じた最適な対応策を検討できません。
- 材料の板厚がもたらす影響を無視している — カスタム金属レーザー切断を依頼する際、選択した板厚で設計が実際に製造可能かどうかを確認せずに仕様を提示すると、製造性の問題が生じます。薄板では反りが発生しやすく、厚板ではコーナー部のR(曲率半径)を調整する必要がある場合があります。
解決策は? 見積依頼書を、まるで契約書の仕様書のように扱いましょう。ご提供いただくすべての詳細情報が、推測による判断を排除し、見積もり価格を実際の量産コストに一層近づけます。
プロジェクトの遅延を招くファイル関連の問題
仕様が完璧であっても、設計ファイル自体に処理上の課題があると、プロジェクトは救われません。根据 Dipecの製造ガイド によると、情報が欠落したファイルを提出すると、納期の遅延、誤った部品の製造、あるいは注文そのものの拒否につながる可能性があります。
これらのファイル関連エラーが、カスタムレーザー切断プロジェクトにおいて最も頻繁に発生する遅延の原因となります:
- 互換性のないファイル形式の使用 — PDF画像や低解像度のグラフィックを、ベクター形式のDXFまたはDWGファイルの代わりに提出すると、業者がお客様の設計をゼロから再作成せざるを得なくなります。高精度製造に関する研究によると、CNC機械は正確なデジタル指示に基づいて動作します。したがって、ファイルのフォーマットが不適切であると、エラーが発生したり、時間のかかる設計修正が必要になったりします。
- テキストをアクティブなフォントのまま残す — アウトライン化されていないテキストボックスは、異なるソフトウェアシステム間で正しく変換されない場合があります。CAD準備ガイドラインによれば、フォントをアウトライン化することを忘れただけでも、CNC加工全体が停止してしまう可能性があります。
- 重複または重なる線を含める — 画面上では問題ないように見えても、切断パスに混乱を招きます。レーザーが同一のエッジを2度トレースすることで、時間が浪費されるだけでなく、素材を損傷する可能性もあります。
- 製造制約を考慮せずに設計する — CIMtechのプロジェクト経験によると、設計ファイルは画面上では完璧に見えても、レーザー切断向けに最適化されていない場合、過剰なスクラップ発生、熱による反りや亀裂、あるいは厚さが不十分または支持されていない部品への応力集中といった問題を引き起こします。
- エッジや曲げ部に近すぎる穴の指定 — 板金加工の標準では、変形を防ぐため、穴中心からエッジまでの距離を材料厚さの2倍以上、穴中心から曲げ線までの距離を材料厚さの3倍以上とすることが推奨されています。
再作業を招く材料選定ミス
不適切な材料を選択する、あるいは材料仕様を誤って記載することは、熟練したカスタム金属加工でも修正できない問題を引き起こします。こうしたミスは、部品が組立時または使用中に故障するまで顕在化しないことが多くあります。
以下の材料関連のミスに注意してください:
- 機械加工向けの推奨事項に基づいた材料選定 — 認定された板金加工業者によると、エンジニアリングフォーラムなどのリソースには、板金工場では関係のないアドバイスが多数掲載されており、機械加工には最適でも、通常よりはるかに大きな曲げ半径を必要とするため板金加工では曲げ不可能な硬質材料を推奨するケースが多く見られます。
- 切断時の材料挙動を無視すること — CIMtechが指摘しているように、切断時にすべての材料が同じ挙動を示すわけではありません。特定の合金では特定のレーザー種別が必要であり、また他の合金では反りや切断端面品質の問題を防ぐために加工パラメーターを調整する必要があります。
- 入手不可または特殊な材料を指定すること — フォーラムでの推奨事項は、国内でそもそも調達できない材料を提案することがあり、これにより調達遅延や高額なプレミアムコストが発生します。
実用的な解決策は? 材料選定を最終決定する前に、必ずご自身の製造パートナーに相談することです。経験豊富なプロバイダーは、性能要件を満たしつつ、実現可能かつコスト効率の高い材料を選定するうえで適切なアドバイスを提供できます。
より良い見積もり依頼書を提出する方法
これらのミスを回避するには、事前の準備とコミュニケーションが重要です。次の見積もり依頼を送信する前に、以下の検証プロセスを実施してください。
- ファイル形式の確認 — テキストはすべてアウトライン化され、重複するジオメトリがない状態で、DXF、DWG、またはSTEPファイルを提出していることを確認してください
- 材料仕様の完全な明記 — 合金の種類(グレード)、板厚、および表面処理に関する要件を含めてください
- 公差指示の再確認 — 真に重要な寸法と外観上の寸法を明確に区別し、この違いを明確に伝達してください
- 必要な全工程の明記 — 切断、曲げ、仕上げ、および組立に関する要件をすべて文書化してください
- 技術図面を添付してください — 製造業界のベストプラクティスに従い、特に厳密な公差や組立指示がある場合、主CADファイルには必ずPDF形式の技術図面を添付してください。
経験豊富な製造業者が助言する通り、レーザー切断パートナーを単なるサプライヤーではなく、設計チームの一員として扱いましょう。仕様、材料、公差について早期から対話をすることで、予算や納期を大きく遅らせる高額な想定外事象を未然に防ぐことができます。
こうした一般的な落とし穴を把握した今、正確な価格見積もりを実現するための見積もり依頼書作成はほぼ完了です。ただし、その前に、ご検討中のプロジェクトにとってレーザー切断が本当に最適な加工方法であるかを再確認してください。見積もり提出前に不適切な切断方法を選択してしまうと、その後いかなる準備でも解決できない問題が生じます。

見積もり提出前の適切な切断方法の選定
レーザー切断の見積もりに時間を投資する前に、自分自身に根本的な質問をしてください。「このプロジェクトには、本当にレーザー切断が最適な加工方法なのでしょうか?」誤った切断技術の見積もりを依頼すると、関係者全員の時間を無駄にするだけでなく、代替手法と比較してコストが高くなったり、品質が劣る加工プロセスに後から縛られてしまう可能性があります。
金属のレーザー切断は多くの用途で優れた性能を発揮しますが、あらゆる場面で常に最適というわけではありません。プラズマ切断、ウォータージェット切断、従来型の機械加工(切削加工)は、それぞれ材料の板厚、精度要件、生産数量、予算制約といった条件に応じて、明確な利点を提供します。見積もり依頼の前にこうしたトレードオフを理解しておくことで、生産計画がすでに始まった後に高額な工程変更を余儀なくされるリスクを回避できます。
レーザー切断が最も高いコストパフォーマンスを発揮する場合
金属用レーザー切断機は、精度と切断面の品質が最も重視される場合に最も優れた性能を発揮します。Industrial Metal Supply社の比較調査によると、レーザー切断は位置精度±0.005インチ(約0.127 mm)という高精度を実現します。これは、二次仕上げ工程を伴わずに従来の切断方法では到底達成できないレベルの精度です。
以下の条件に該当するプロジェクトでは、金属のレーザー切断加工を選択してください:
- 薄板から中厚板までの材料 — 金属を切断するレーザーは、25 mm(約1インチ)未満の材料で最も高い性能を発揮し、この厚み範囲において、他の切断方法よりも高速かつクリーンな切断が可能です。
- 複雑な形状および微細なディテール — Wurth Machineryのテストによると によると、レーザー切断は、微細なディテールや高精度の穴加工が必要な場合に最も適しており、追加の仕上げ工程を必要としないシャープな角と滑らかなエッジを実現します。
- 部品間の一貫性(再現性)の高さ — コンピューター制御の金属用レーザー切断機は、オペレーターによるばらつきを一切介さず、数千個の部品に対しても同一の結果を確実に提供します。
- 材料厚さに対して小さい穴 — レーザー切断は、他の方法では困難な、材料の厚さ程度までクリーンで円形の穴を加工できます。
- 単一シート上の複合加工 — 同一の装置で、部品の分離前に切断、部品番号のエッチング、曲げ線のマーキング、方向性特徴の彫刻が可能です。
レーザー金属切断には、プロジェクト全体のコストに影響を与える運用上の利点もあります。製造業界における比較によると、レーザー切断機はコンピューター制御であり、数時間にわたり無人運転が可能なようにプログラムできます。これにより、複雑なプロジェクトを24時間体制で完了でき、人件費の削減と納期短縮を実現します。
材料のネスティング効率も、レーザー加工のもう一つの優位点です。集束されたビームにより狭い切断幅(カーフ)が得られるため、部品同士の配置間隔を最小限に抑え、より密に配置(ネスティング)できます。これによりシート材の使用率が最大化され、工具パスが広く必要となる他の加工方法と比較して材料費を削減できます。
検討に値する代替加工方法
場合によっては、レーザー切断が最適な選択でないことを認識することが、最も賢い判断となることがあります。各代替技術には、プロジェクトの要件にさらに適した特定の利点があります。
厚手の導電性金属(鋼板など)を迅速かつコスト効率よく加工する必要がありますか? プラズマ切断は、最大約25,000℃(摂氏約25,000度、華氏約45,000度)に達する高温プラズマの加速ジェットを用いて、電気的に導電性のある材料を切断します。
厚板鋼材を加工する際には、プラズマ切断がレーザー切断よりもコストパフォーマンスに優れていることが多いです。包括的な切断技術試験によると、1/2インチ(約12.7 mm)以上の厚さの鋼板を切断する場合は、プラズマ切断が最も高速かつコスト効率が高くなります。1インチ(約25.4 mm)の鋼板の場合、プラズマ切断はウォータージェット切断と比較して約3~4倍の速度で加工でき、1フィートあたりの運転コストはおよそ半分となります。
完全なプラズマ切断システムの導入費用は約9万ドルですが、同程度の厚板加工能力を持つレーザー切断装置は、これより大幅に高い投資を必要とします。主に構造用鋼材および大型アルミニウム部品の金属加工を手掛ける工場では、プラズマ切断が投資対効果(ROI)の面で最も優れた選択肢となることが多くあります。
熱に敏感な用途向けのウォータージェット切断
ウォータージェット技術は、高圧水と研磨材を混合して、鋼鉄から石材に至る virtually あらゆる材料を熱を発生させることなく切断します。AAA Metals社の切断ガイドによると、この冷間切断法は作業中に熱影響部(HAZ)を最小限に抑え、材料の熱変形リスクを低減し、部品の品質を損なうことを防ぎます。
以下の条件で、ウォータージェットが明確な選択肢となります:
- 熱による損傷を回避する必要がある場合 — 材料の特性を損なうような歪み、硬化、または熱影響部(HAZ)が発生しない
- 非金属材料を切断する場合 — 石材、ガラス、複合材料、食品などは、熱的影響を受けることなくクリーンに切断可能
- 極めて厚い材料を扱う場合 — ウォータージェットは最大6インチ(約152 mm)厚の板材を切断可能で、レーザー加工の能力を大幅に上回ります
- 材料特性を変更しない必要がある場合 — 航空宇宙部品や高精度アセンブリなど、熱的影響が許容されない用途において特に重要
特定用途における従来型機械加工
切断、せん断、フライス加工は、特定のプロジェクトタイプにおいて依然として重要です。製造プロセスに関する研究によると、切断は高速かつ高品質な切断を実現し、公差が厳しい加工も可能であり、厚板や断面形状が異なる材料において、追加の仕上げ工程を必要とせずに短納期を実現できます。
従来型の金属切断装置の主な利点の一つは、幾何学的精度を必要としない単純な直線切断において、レーザー切断と比較して運用コストが低いことです。
切断方法比較ガイド
以下の表は、見積もり依頼前に、お客様のプロジェクト要件に最も適した切断技術を選定する際の参考になります:
| 係数 | レーザー切断 | プラズマ切断 | ウォータージェット切断 | 従来の切削加工 |
|---|---|---|---|---|
| 高精度加工能力 | 優れている(±0.005") | 良好(±0.020インチ) | 優れている(±0.005") | 方法によって異なります |
| 最適な板厚範囲 | 最大25mm (1") | 12mm(1/2インチ)超 | 最大150mm(6インチ) | 幅広く変化 |
| 物質的相容性 | ほとんどの金属に対応可能;反射性/熱感受性材料には制限あり | 導電性金属のみ | ほぼすべての場所で使用可能 | ほとんどの金属 |
| 熱影響部 | 小さいが存在する | 中程度から大 | なし | 最小限 |
| エッジ品質 | 優れている。仕上げ工程がほとんど不要 | 良好。ただし、清掃が必要な場合あり | 優れている;滑らかなエッジ | 良好;方法により異なる |
| コスト効率:小ロット | 適度 | 厚板の加工に適しています | より高い | 単純な切断に適しています |
| コスト効率:大量生産 | 優れた | 厚板の加工に非常に適しています | 適度 | Various |
| 最適な適用例 | 電子機器、医療機器、精密部品、自動車部品 | 構造用鋼材、重機、造船 | 航空宇宙産業、石材/ガラス加工、食品加工 | 棒材、単純形状、高厚さ材料 |
レーザー切断がお客様のプロジェクトに適しているかご確認ください
お見積り依頼を送信する前に、以下の検証質問をご確認ください:
- 材料の厚さは25mm未満ですか? — 厚い材料の場合、プラズマ切断またはウォータージェット切断の方が処理効率が高くなる可能性があります
- 設計には複雑なディテールや厳しい公差(許容差)が必要ですか? — 鋼材向けレーザー切断機は、粗い加工方法よりもコストが高くなっても十分に正当化されるほどの高精度を実現します
- 材料は熱への暴露に耐えられますか? — 熱に弱い用途では、コストが高くなる場合でもウォータージェット切断を採用する必要があります
- 材料は反射性がありますか? — 銅、真鍮、および特定のアルミニウム合金は、特殊なファイバーレーザーまたは代替切断方法を必要とする場合があります
- 生産数量はどれくらいですか? — レーザー加工の自動化によるメリットは、生産数量が増えるほど顕著になります
自動車および精密金属部品向けに、レーザー切断と金属プレス加工などの補完的な工程を両方必要とするプロジェクトでは、サプライチェーンを合理化する統合サービスを提供するメーカーも存在します。例えば、 シャオイ金属技術 はIATF 16949認証済みの金属プレス加工サービスを提供しており、見積もり提出まで最短12時間、迅速な試作(プロトタイピング)は5営業日で対応可能です。シャシー、サスペンション、構造部品など、切断部品とプレス成形アセンブリの両方が必要なプロジェクトにおいて、非常に価値のあるサービスです。
製造業界の分析によると、多くの成功している工場は、自社で最も頻繁に取り扱うプロジェクトに対応できる設備から始め、やがて複数の切断技術を段階的に導入していきます。事業規模の拡大に伴い、補完的な加工方法を追加することで生産能力が広がりますが、ほとんどの製造用途において、高精度加工の基盤となるのは引き続きレーザー切断金属加工です。
切断方法が確定したため、正確な価格見積もりを提供し、製造成功に向けたプロジェクトを確実に進めるための最終ステップへと進む準備が整いました。
プロジェクトへの次のステップへ
レーザー切断コストの要因を理解し、自社プロジェクトにレーザー切断が最適な加工方法であることを確認するまでの一連のプロセスを、あなたはすでに完了しました。ここからが、これまでの準備が実を結ぶかどうかを決める瞬間です——すなわち、実際に見積もり依頼を提出し、量産へと移行することです。
正確で競争力のある見積もりを受領するバイヤーと、煩雑な修正を余儀なくされるバイヤーとの差は、準備とコミュニケーションに集約されます。本ガイドで学んだすべての知識により、戦略的に見積もりを依頼し、応答を的確に評価し、自信を持ってレーザー切断加工プロジェクトを立ち上げることが可能になります。
見積もり依頼アクションプラン
次のリクエストを送信する前に、この包括的なチェックリストをご確認ください。各項目は、納期遅延、価格の予期せぬ変動、または品質問題を引き起こす一般的な失敗ポイントに対応しています。
- 設計ファイルを確定する — テキストをすべてアウトライン化し、重複する線を除去し、輪郭を完全に閉じた、量産対応のDXFまたはSTEPファイルを提出してください
- 材料仕様の完全な明記 — 使用する正確な合金種別(例:ステンレス鋼304、アルミニウム6061など)、厚さ(mmまたはゲージ単位)、および表面仕上げ要件を明記してください
- 重要な公差を明確に文書化してください — 実際に厳密な管理が必要な寸法のみを指示してください。コストを不必要に上昇させる汎用的公差指定は避けてください
- すべての二次加工工程を列挙してください — デバーリング、曲げ、ねじ切り、溶接、粉体塗装など、すべての仕上げ工程は価格および納期に影響します
- 数量および生産見込量を記載してください — 直近の発注数量に加え、今後の見込数量も併記することで、価格最適化の可能性を高めることができます
- 現実的な納期を明記してください — 実際の納期要望日を記載してください。追加費用が発生する緊急対応を招く、人為的に短縮されたスケジュールは避けてください。
- 技術図面を添付してください。 — CADファイルに加え、重要寸法、公差、組立関係を示すPDF形式の図面も併せてご提供ください。
- 製造能力に関する質問を事前に準備してください。 — 品質保証認証、検査プロセス、原材料調達方法などについて確認し、価格だけでなく信頼性も総合的に評価してください。
自社近くの金属レーザー切断サービスを検索する場合でも、あるいは遠隔地のサプライヤーを評価する場合でも、このチェックリストを活用すれば、初回から正確かつ比較可能な見積もりを確実に得ることができます。
製造成功のための準備
正確な見積もりはあくまで出発点にすぎません。真の目的は、複数のプロジェクトにわたり一貫した品質、信頼できる納期、そして競争力のあるコストパフォーマンスを実現する製造パートナーシップを築くことです。
次のように指摘されているように Dahlstrom Roll Form社の板金加工スペシャリスト 取引先との関係は、パートナーシップです。成功は、オープンなコミュニケーションと協力する姿勢にかかっています。強固なパートナーシップがあれば、高品質な製品を納期通りに納入できますが、脆弱な関係では、不満や高額な遅延が生じる可能性があります。
長期的な成功のための以下の戦略をご検討ください:
- 設計エンジニアを早期から関与させる — センチュリータイウッド社の見積もりに関するベストプラクティスによると、自社のエンジニアが加工業者のエンジニアチームと直接、公差設定、真位置度、製造の容易性について話し合うことで、仕様の明確化だけでなく、潜在的な改善やコスト削減の機会も広がります。
- 最初から完全な技術資料を提出する — 仕様書、用途背景、組立要件など、すべての関連資料を一括して提供することで、情報が断続的に寄せられることによるやり取りの反復を抑え、生産開始の遅延を防ぐことができます。
- 公差については率直に議論する — あまりに厳しい公差はコストを増加させ、検査時に赤旗(懸念事項)を招く可能性があります。実際にはどの程度の公差が本当に必要かについて、サプライヤーと認識を合わせてください。
- 継続的な量産を想定した計画を立てましょう — 本プロジェクトが今後繰り返し発注される可能性がある場合、最初から数量割引の価格体系および納期保証について協議してください。
カスタムレーザー切断ステンレス鋼やその他の特殊材料を要するプロジェクトでは、早期からの連携がさらに重要になります。素材の調達状況、切断条件の最適化、品質確認といったすべてのプロセスは、生産開始前の透明性の高いコミュニケーションによって大きく支援されます。
多くの現代的なサプライヤーは、見積もり処理を迅速化するためのレーザー quoting ソフトウェアを導入しています。Paperless Parts などのプラットフォームを活用すれば、顧客が適切な形式の STEP ファイルに加えて PDF 形式の図面を提供することで、加工業者が迅速かつ正確な見積もりを提示できます。こうしたデジタルワークフローを積極的に採用することで、見積もりから完成部品の納入までの期間を大幅に短縮できます。
レーザー切断にとどまらず、高精度金属部品の製造を含むプロジェクトにおいては、統合型製造パートナーがさらに付加価値を提供します。例えば、 シャオイ金属技術 は、レーザー切断および金属プレス加工の両分野にわたる包括的なDFM(設計段階での製造性検討)サポートと迅速な試作サービスを提供しており、複数の加工方法を要するプロジェクトにおいて、見積もりから量産までのプロセスを効率化します。同社の「12時間以内の見積もり返信」と「5日間での試作対応」は、準備の整った調達担当者が、自動車用部品や構造部品など、複雑なプロジェクトであってもスピードアップできることを示しています。
本ガイドで紹介した9つの失敗例——仕様ミスから納期の誤算まで——は、すべて回避可能なものです。この知識をもっていれば、ご自身のプロジェクト要件を正確に反映した見積もり依頼が可能となり、提案書を公平な基準で比較検討でき、納期・予算内に品質の高い部品を確実に納入できるパートナーを選定できます。
次回の板金レーザー切断機に関するプロジェクトは、単一かつ十分に準備された見積もり依頼から始まります。その一歩を、確実なものにしましょう。
レーザー切断の見積もりに関するよくある質問
1. レーザー切断のコストはどのように算出されますか?
レーザー切断のコストは、材料費、変動費(機械稼働時間:時給60~120米ドル)、セットアップ料金などの固定費を組み合わせた計算式で算出され、さらに利益率を乗じて決定されます。切断時間は、材料の種類・厚さおよび設計の複雑さに依存します。その他の要因には、ネスティング効率、ピアスポイント数、バリ取りや曲げ加工などの二次加工が含まれます。大量注文の場合、セットアップ費用がより多くの単位に分散されるため、1個あたりの単価は大幅に低下します。
2. レーザー切断に対して、私はいくら請求すべきでしょうか?また、いくら支払うべきでしょうか?
レーザー切断の価格は、材料の種類、厚さ、設計の複雑さ、および数量によって異なります。軟鋼製のシンプルなブラケットの場合、試作段階では1点あたり50~100米ドル程度ですが、複雑なステンレス鋼部品になると価格は高くなります。大量発注では、セットアップ費用が多数の部品に按分されるため、1点あたりのコストが低下します。急ぎ対応の発注では、通常20~40%のプレミアム料金が加算されます。正確な見積もりを得るには、完成済みのDXFファイル(材料仕様、公差要件、数量などの詳細を含む)を複数の業者に提出し、比較検討することをお勧めします。
3. レーザー切断の見積もりに最も適したファイル形式は何ですか?
DXF(Drawing Exchange Format)ファイルは、CNC機械が直接解釈できるため、レーザー切断における業界標準です。AutoCADから出力されたDWGファイルや3Dモデル用のSTEPファイルも同様に良好な互換性があります。提出前に、すべてのテキストをアウトライン化し、重複する線を除去し、すべての輪郭を閉じ、寸法注記などの不要な要素を削除してください。寸法が検証済みでクリーンなデータは、見積もり処理を迅速化し、製造工程中の価格変更を防止します。
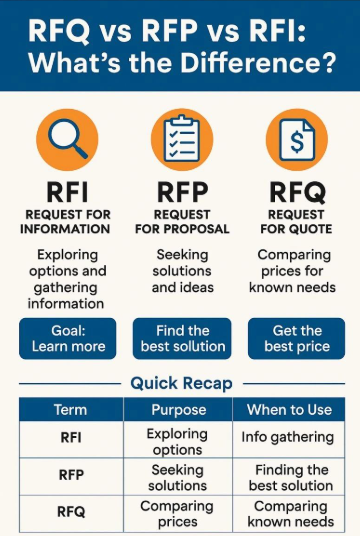
4. インスタントオンライン見積もりと従来のRFQプロセスのどちらをいつ使用すべきですか?
即時オンライン見積もりは、単純な形状、一般的な材料、緩い公差、およびスピードが最も重視される試作数量の場合に最も効果的です。一方、従来のRFQ(見積依頼)プロセスは、複雑な形状、厳密な公差、特殊材料、大量生産、および二次加工を要する部品において、より高い精度を実現します。重要なプロジェクトでは、まず即時見積もりプラットフォームで概算金額を把握し、その後正式なRFQを提出して価格を確認してから量産に進むことをご検討ください。
5. レーザー切断の見積もりを依頼する前に、どのような情報を準備すればよいですか?
合金の種類および板厚を含む完全な材料仕様、DXFまたはSTEP形式の量産対応CADファイル、数量要件および将来的な生産数量見込み、重要寸法公差の明記、曲げ加工や仕上げなどの二次加工要件、および現実的な納期要件を準備してください。また、重要寸法および組立関係を示すPDF形式の技術図面を添付してください。これらの文書が整っていれば、やり取りの往復が不要となり、サプライヤーからより迅速かつ正確な見積もりを取得できます。