 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

オンラインCNC機械加工サービスの全貌:見積もりから完成部品まで
オンラインCNC加工と従来型の機械工作所の違いは何ですか?
真夜中2時にCADファイルをアップロードし、目覚めると詳細な見積もりがメールボックスに届いているという状況を想像してみてください。それがまさに オンライン cnc 機械加工サービス —デジタルファーストを重視するアプローチであり、エンジニア、デザイナー、製品開発者が高精度製造サービスを利用する方法を根本的に変革しました。
従来型の機械工作所は、電話での連絡、メールによるやり取り、対面での相談、そして数日から数週間もかかる場合がある見積もり作成といった、馴染み深いリズムで運営されています。地元の工作士との信頼関係を築き、カウンター越しに仕様を打ち合わせる一方で、果たして競争力のある価格を提示してもらっているのかと疑問に思うことも少なくありません。こうした対面中心のアプローチには確かに長所がありますが、納期に追われている場合や、質の高いCNCサービス提供者から離れた場所にいる場合には、特に障壁となります。
CNCオンラインサービスは、このモデルを完全に逆転させます。これらのデジタルプラットフォームは、単一のインターフェースを通じて、認定済み製造業者のネットワークと直接接続し、「近くのCNC業者」を探す際の地理的制約や、従来の見積もりプロセスにおける煩雑で時間のかかるやり取りを解消します。
CADファイルから完成部品までわずか数日
ワークフローは驚くほどシンプルです。ユーザーは設計ファイル(通常はSTEPまたはIGES形式)をアップロードすると、AIベースのアルゴリズムが即座に部品の形状を解析します。数秒以内に、材料選定、公差、表面仕上げ、生産の複雑さを考慮したオンライン機械加工見積もりが提示されます。InstaWerk社によると、これらのアルゴリズムは、ユーザーの部品を過去に製造された数十万点もの部品のデータベースと照合することで、正確な価格を瞬時に算出します。
このスピードが重要です。ハードウェア開発者は、物理的な製品はシミュレーションだけでなく実験を通じて検証する必要があることを理解しています。部品を手元に入手できる速度が速ければ、それだけ設計の反復・試験・改良も迅速に行えます。
デジタルプラットフォームが製造業へのアクセスをいかに変革したか
この変革を支える技術基盤は、以下の要素を組み合わせたものです:
- 即時見積もりエンジン オンラインでCNC加工の見積もりを待つために何日もかかるという状況を解消するもの
- 自動化された設計フィードバック 量産開始前に製造可能性に関する問題を検出するもの
- 注文管理システム 膨大なサプライヤーネットワーク内の専門メーカーへ加工依頼を自動的に割り当てるもの
- リアルトラッキング 生産工程全体において常に最新情報を提供するもの
これらのプラットフォームは、注文をまとめて一括発注することで調達力(購買力)を活用し、高度に専門化されたCNC加工パートナーに作業を割り当てています。チタン製の旋盤加工部品はチタン加工に特化したメーカーへ、複雑な5軸加工アルミニウム部品はその分野に特化した工場へと自動的にルーティングされます。その結果として得られるのは、一貫した品質、競争力のある価格、そして自社の近隣地域には存在しないかもしれない高度な加工能力へのアクセスです。
製品開発者にとって、これは、何時間もデータパッケージの準備やメールによるメーカーへの連絡、そして返信を数日待つといった作業に費やす代わりに、設計作業に集中できることを意味します。納期やコストに関する見積もり比較という単調な作業が、これまで数週間かかっていたものが、わずか数分で完了するようになります。
CNCフライス加工、旋盤加工、および多軸加工の理解
CADファイルをアップロードし、即時見積もりを受け取ったところですが——ご自身の部品に最も適した機械加工方法はどれでしょうか? CNCフライス加工、CNC旋盤加工、および放電加工(EDM)などの特殊加工法の違いを理解することで、コスト、納期、部品品質に関するより賢明な判断が可能になります。以下では、各加工方法を平易な言葉で解説します。
CNCフライス加工をシンプルに解説
回転する切削工具をイメージしてください 固定されたワークピース上を工具が移動し、材料を層ごとに削り取っていく加工方法です。これがCNCフライス盤加工の本質です。CNC切削機は、エンドミル、フェイスミル、ボールノーズカッターなどの多点工具を用いて、平面、ポケット、スロット、および複雑な3次元輪郭形状を加工します。
フライス加工の汎用性を高めているのは、その多軸方向への移動能力です。各軸の加工能力は以下の通りです:
- 3軸フライス盤: 工具はX軸(左右)、Y軸(前後)、Z軸(上下)の3軸方向に移動します。ブラケット、ハウジング、平板パネルなど、単純な幾何形状の加工に最適です。Xometry社によると、これらの機械はコスト効率が高く、操作に必要な訓練期間も短いため、比較的単純な部品の加工に理想的です。
- 4軸フライス盤加工: 1軸周りの回転運動が追加され、部品を手動で再位置決めすることなく、複数の面にわたる特徴的な形状を加工できます。
- 5軸CNC加工サービス: この工具は、実質的にあらゆる角度から部品にアプローチ可能であり、1回のセットアップで複雑な輪郭、アンダーカット、および滑らかな彫刻状表面を実現できます。これらの機械は、航空宇宙部品、医療用インプラント、金型キャビティなどの加工に特に優れています。
ただし、トレードオフもあります。軸数が増えると、機械本体のコストおよびプログラミングの複雑さが高まります。3軸マシンの価格帯は約25,000~50,000米ドルですが、5軸機械では80,000米ドルから50万米ドル以上に及ぶ場合があります。しかし、複雑な部品においては、5軸加工が複数回のセットアップを不要とし、精度を向上させることで、総合的な製造コストを削減することが多いです。
CNCフライス加工部品に最適な用途:
- ポケットおよび取付機能を備えた筐体およびハウジング
- 複数の面に穴を有するブラケットおよび構造部品
- 滑らかで複雑な輪郭面を要する金型キャビティ
- 複雑な3D形状を持つ試作部品
旋削がフライス加工に勝る場合
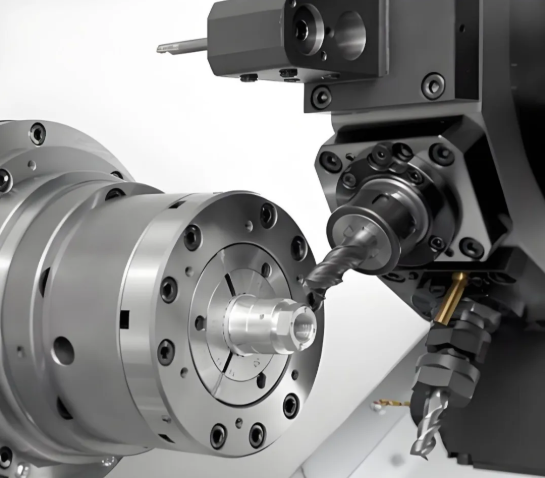
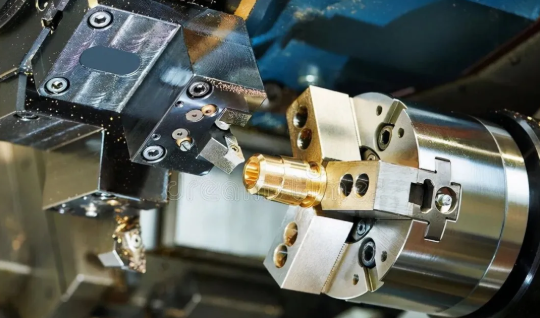
今度は逆の状況を想像してみてください。ワークピースが高速で回転し、固定された切削工具がその表面を成形します。これがCNC旋盤加工(CNC turning)であり、シャフト、ピン、ブッシュ、ねじ付き部品などの円筒形または円錐形部品を製造する最も迅速な方法です。
CNC旋盤加工サービスでは、X軸およびZ軸に沿って移動する単刃切削工具を装備した旋盤が使用されます。被削材が連続的に回転するため、旋盤加工は同心性および真円度を高精度に維持でき、アセンブリ内に正確に嵌合する必要がある部品の製造に不可欠です。
なぜCNC旋盤加工サービスを選択すべきでしょうか?
- 速度: 単純なツールパスと連続的な切削動作により、丸物部品の加工において旋盤加工はフライス加工よりも高速です。
- コスト効率: 単刃工具は低コストであり、バー・フィーダーを用いることで、最小限のオペレーター介入で大量生産が可能です。
- 精度: 標準公差は±0.002インチであり、良好にキャリブレーションされた機器では±0.001インチの公差も達成可能です。
現代のCNC旋盤では、タレットに取り付けられた回転工具(ライブツーリング)を備えることが多く、部品を別機械に移動させることなく、横穴のドリル加工や平面のフライス加工などのCNC切削作業を実行できます。このハイブリッド機能により、純粋な旋削とフライス加工の間のギャップが埋められます。
旋削部品に最適な用途:
- シャフト、アクスル、ローラー
- ねじ付き締結具および継手
- ブッシング、スペーサー、スリーブ
- 回転対称性を持つあらゆる部品
特殊用途向けの放電加工(EDM)
従来のCNC切削では対応できない場合——たとえば、極めて鋭い内角が必要であったり、焼入された工具鋼を加工しなければならない場合——そのような課題に対処するのが放電加工(Electrical Discharge Machining:EDM)です。
EDMは、電極と導電性ワークピースの間に発生する電気火花を用いて材料を除去します。両者は絶縁油(ディエレクトリック流体)中に浸漬されています。機械的な切削力が発生しないため、非常に硬い材料や、従来の工具では破損してしまうような微細な形状も加工可能です。
EDMの一般的な用途:
- 複雑な形状および高精度を要する金型部品向けのワイヤー放電加工(Wire EDM)
- 複雑な金型キャビティ向けのシンカー放電加工(Sinker EDM)
- 航空宇宙部品の冷却通路向けの小径穴放電加工(Small-hole EDM)
放電加工(EDM)はフライス加工や旋盤加工よりも速度が遅くコストも高いため、一般生産ではなく、特殊な要件を満たすために限定的に用いられます。
プロジェクトに最適な工程を選択する
以下は迅速な判断フレームワークです:部品の形状が主に円形または中心軸に対して対称である場合、まず旋盤加工から始めます。平らな面、ポケット、あるいは多面体加工が必要な場合は、フライス加工が適しています。両方の加工が必要な場合は、多くのオンライン製造プラットフォームが、単一のセットアップで両工程を統合したミルターン加工センターへ依頼先を手配します。
部品の幾何学的形状が最終的に加工方法の選択を決定づけます。こうした基本的な知識を理解しておくことで、製造パートナーとのコミュニケーションがより効果的になり、コストと納期の最適化にも貢献します。
CNC加工部品向け材料選定ガイド
ご使用の形状に最適な機械加工プロセスをすでに特定されていますが、材質についてはいかがでしょうか?この選択は、部品が現場で完璧に機能するか、あるいは故障してしまうかを左右する場合が多くあります。不適切な材質を選択すると、工具の過度な摩耗、寸法の不安定化、あるいは部品の早期破損を招く可能性があります。最適な材質選択とは、機械的要件、使用環境条件、加工性、および予算のバランスを慎重に検討することです。
他所で見かける単純な材料一覧とは異なり、ここでは 具体的なプロジェクト要件に基づいて選択肢を評価できる意思決定フレームワークを構築しましょう。 当該フレームワークを構築しましょう。
CNC加工に向いた金属
アルミニウムの機械加工においては、加工性・比強度・コストパフォーマンスという三つの要素をこれほど理想的に兼ね備えた材料は他にほとんどありません。そのため、アルミニウム合金は、航空宇宙産業から民生用電子機器に至るまで、あらゆる分野におけるCNC生産で広く採用されています。
ただし、アルミニウムだけが選択肢というわけではありません。以下に、オンラインCNC機械加工サービスをご検討される際の代表的な金属材料の比較を示します:
| 材質 | 主要な特性 | 切削加工性評価 | 典型的な用途 | 相対的なコスト |
|---|---|---|---|---|
| アルミニウム 6061 | 優れた強度、優れた耐食性、溶接可能 | 優秀(90%) | 構造部品、フレーム、治具、汎用部品 | 低価格 ($) |
| アルミニウム7075 | 高強度、疲労耐性に優れるが、6061より耐食性は劣る | 良好(70%) | 航空宇宙構造物、高応力部品、スポーツ用品 | 中程度($$) |
| ステンレス鋼304 | 優れた耐食性、十分な強度、非磁性。 | 中程度(45%) | 食品機械、医療機器、海洋用途 | 中程度($$) |
| ステンレススチール 316 | 優れた耐食性(特に塩化物に対する耐食性) | 中程度(40%) | 化学処理装置、海洋用ハードウェア、外科手術器具 | 中~高 ($$$) |
| 真鍮 | 優れた切削性、良好な耐食性、装飾的な仕上げ | 優秀(100%) | 継手、バルブ、電気コネクタ、装飾用ハードウェア | 中程度($$) |
| 青銅 | 優れた耐摩耗性、低摩擦性、良好な耐食性 | 良好(65%) | ベアリング、ブッシュ、海洋用ハードウェア、ギア | 中~高 ($$$) |
| チタングレード5 | 優れた比強度、生体適合性、耐食性 | 不良(22%) | 航空宇宙、医療用インプラント、高性能自動車 | 高価格 ($$$$) |
切削性の評価値が直接生産コストに影響することにご注意ください。真鍮は非常に加工しやすく、実際には他の材料と比較する際の基準(100%)となっています。青銅は硬度が高いため、加工にはより慎重な取り扱いが必要ですが、ベアリングやブッシュ用途において優れた耐摩耗性を発揮するCNC加工部品を提供します。チタンは比類ない性能特性を備えていますが、専用工具、遅い送り速度、およびより長い機械加工時間が必要となるため、すべての要因が見積もり金額を引き上げます。
アルミニウム鋼と特殊合金の選択
複雑に思えますか?以下は、HPPIの材料選定ガイドが推奨する実践的なフレームワークです。
ステップ1:機能要件を明確にする。 部品にはどのような荷重がかかるでしょうか?電気伝導性が必要ですか?腐食性物質や極端な温度環境にさらされますか?
ステップ2:使用環境を検討する。 海水環境で使用される部品は、空調管理された筐体内で使用される部品とは異なる腐食対策を必要とします。
ステップ3:加工性と予算を照らし合わせて評価する。 場合によっては、若干性能が劣るものの加工性に優れた材料を選択することで、工具摩耗の低減や加工サイクル時間の短縮を考慮すると、より高いコストパフォーマンスを実現できます。
航空宇宙部品などの重量に敏感な用途では、アルミニウム7075が6061よりも高価であるにもかかわらず、優れた比強度によりしばしば選択されます。スライド接触において卓越した耐摩耗性が求められる部品では、CNC加工によるブロンズ製部品が、材料コストがやや高いものの、ほとんどの代替材料を上回る性能を発揮します。
エンジニアリングプラスチック:金属が最適でない場合
金属が常に最適な選択肢とは限りません。デルリンやナイロンなどのエンジニアリングプラスチックは、適切な用途において、軽量性、低コスト、自然な潤滑性、および優れた耐薬品性といった魅力的な利点を提供します。
しかし、この2つの人気あるプラスチックの間で選択するには、それぞれの特徴的な性質を理解する必要があります。ペンタ・プレシジョン社の比較によると、これらの違いは実際の加工において明確に現れます:
| 財産 | デルリン(アセタール/POM) | ナイロン(PA6/PA66) |
|---|---|---|
| 湿度吸収 | 非常に低い(0.2%) | 高(2.5–3%) |
| 次元安定性 | 優れた | 中程度(湿度により膨潤) |
| 耐熱性 | 100–110℃(連続使用) | 120–130℃(ガラス繊維充填グレード) |
| 耐衝撃性 | 良好 | 優れた |
| 加工性 | 優れている——クリーンな切断面、滑らかな仕上げ | 中程度——毛羽立ちやたわみが生じやすい |
| 相対的なコスト | 10–30%高い | 材料コストが低くなる |
デルリン素材は、寸法精度が厳しく求められ、湿気に対する耐性が重要な用途で優れた性能を発揮します。鋭いエッジと滑らかな表面を工具から直接得ることができ、清潔に機械加工が可能であり、後工程の仕上げ加工はほとんどまたは全く必要ありません。寸法安定性が絶対条件となる、高精度ギア、バルブ部品、および高精度組立部品などをご想像ください。
機械加工用ナイロンは、優れた衝撃吸収性や高い耐熱性が求められる場合に適しています。激しい負荷がかかる部品——たとえば動的部品、エンジンルーム内への使用、あるいは負荷下での柔軟性そのものが望ましい状況——において、最もよく選択される材料です。ただし、ナイロンは吸湿性があるため、湿度の高い環境では部品が2~3%程度膨張し、精密な嵌合に影響を及ぼす可能性がある点にご注意ください。
金属 vs. プラスチック:迅速な選定ガイド
アルミニウムではなくデルリンプラスチックを採用すべきタイミングは?以下のシナリオをご検討ください:
- エンジニアリングプラスチックを選択すべき場合: 軽量化、自然な潤滑性、電気絶縁性、または金属を攻撃する物質に対する耐薬品性が必要です
- 以下の条件に該当する場合、金属を選択してください: 構造強度が最重要であり、使用温度が150°Cを超える、あるいは部品が高機械負荷に耐えなければならない場合
- 環境を考慮する: プラスチックは一般に、ほとんどの金属よりも優れた耐腐食性を示しますが、紫外線(UV)照射や特定の化学物質により、ポリマーの性能が時間とともに劣化することがあります
予算制約も、しばしば選択を左右します。デルリン(Delrin)プラスチックは、1kgあたりの価格ではアルミニウムより高価ですが、その低密度により、同じ質量の材料から得られる部品数が多くなります。また、優れた切削性により、製造時間が短縮されます。
選択する材料は、プロジェクトのあらゆる側面——初期見積もりから長期的な部品性能まで——に影響を及ぼします。CADファイルをアップロードする前に、こうしたトレードオフを理解しておくことで、仕様を満たす部品を予算内に収めて製造できます。
本当に必要なものを正確に仕様する方法
材料を選定し、適切な機械加工プロセスを選択しました。次に、コスト予算を左右する重要な仕様——公差(許容差)の設定が待ち受けています。問題はこうです:多くのエンジニアが品質を保証できると考え、可能な限り厳密な公差をデフォルトで指定しがちです。実際には、過剰に厳しい公差を要求すると、部品コストが2倍から3倍にもなる一方で、機能性は一切向上しません。
では、ねじ穴、フライス加工部、旋盤加工による外径などに対する公差はどの程度が適切でしょうか?さらに重要なのは、より厳しい公差仕様が実際に必要となるのはどのような場合かということです。専門用語を排して、機械加工部品に「必要なものだけ」——それ以上でもそれ以下でもない——を正確に指定するための実践的なフレームワークをご提供します。
標準公差と高精度公差の違いについて
公差とは、寸法における許容される変動範囲を意味します。たとえば、穴径を「0.500インチ ± 0.005インチ」と指定した場合、製造業者に対して「この用途では0.495インチから0.505インチまでの範囲であれば問題ない」と明示していることになります。
Xometry社の公差ガイドラインによると、高精度CNC加工における標準公差は以下の通りです:
- 金属部品: ±0.005"(±0.127 mm)がデフォルトの標準公差です
- プラスチック部品: 切断中の材料の柔軟性により、±0.010"(±0.254 mm)となります
参考までに、普通紙の厚さは約0.003"です。標準公差は、精密な嵌合が必須でない用途——ブラケット、ハウジング、カバー、および一般的な機械部品——において、十分に機能します。
しかし、より厳密な仕様を要する高精度機械加工サービスが必要になった場合はどうなるでしょうか?ここからコストが急激に上昇し始めます:
| 公差カテゴリ | 標準範囲 | コスト倍率 | 追加の要件 |
|---|---|---|---|
| 標準 | ±0.005インチ(±0.127 mm) | 1倍(ベースライン) | 標準設備、サンプリング検査 |
| 精度 | ±0.001" (±0.025 mm) | 3〜5倍 | 特殊工具、環境制御、延長検査 |
| 超精度 | ±0.0004"(±0.010 mm) | 8~15倍 | 特殊設備、100%検査、応力除去処理 |
この関係性に注目してください。『 Modus AdvancedのDFM研究 』によると、公差が±0.005"を超えて厳しくなると、コストは直線的にではなく、指数関数的に増加します。標準公差から高精度公差へ移行すると、部品コストは形状やサイズによって3倍から10倍に跳ね上がる可能性があります。
きつい公差が実際に重要になるとき
ほとんどの公差ガイドが避けている問いとは:「実際には、いつ高精度CNC機械加工サービスを必要とし、いつ標準仕様で十分なのでしょうか?」
以下の場合は、より厳しい公差が正当化されます。
- 組み合わせ部品が最小限のクリアランスで確実に嵌合する必要がある場合(圧入継手、ベアリングボア)
- シール面が一貫した接触を必要とする場合(Oリング溝、ガスケット面)
- 回転またはスライドする部品が正確な位置合わせを必要とする場合(シャフト、ピストン、バルブステム)
- 光学または電子アセンブリが正確な位置決めを要求する場合
以下の場合は、標準公差で十分です。
- 締結具用のクリアランス穴
- 機能上重要なでない外寸法
- 二次仕上げ処理を施す表面
- 組立や機能に影響を与えない特徴
ねじ付き部品を実用的な例として考えてみましょう。3/8 NPTねじの寸法では、大径は0.675インチであり、ねじ規格自体に標準化された公差が組み込まれています。同様に、1 4 NPTの穴径も確立された規格に従っています。つまり、これらのねじ部品については、ねじ加工工程そのものが重要寸法を制御するため、過剰に厳密な仕様を設定する必要はありません。
製造性を考慮した設計:高コストなミスを回避する
モダス・アドバンスト社の調査によると、製造コストの約70%は設計段階で決定されます。これは、図面における公差の決定が、工場現場で行われるほぼすべての作業よりもコストに与える影響が大きいことを意味します。
仕様を最適化するための実践的な原則は以下のとおりです:
- 厳密な公差は、必須となる機能的・構造的要件を満たすために必要な部品のみに適用してください。 寸法が適合性、形状、または機能に影響を与えない場合、標準公差のままとします。
- 材料の挙動を考慮してください。 ナイロンやHDPEなどの柔らかい材料は、切削中に変形しやすいため、厳しい公差を達成することが難しくなります。アルミニウムや鋼材は、より信頼性の高い精度を維持できます。
- 検査について考えましょう。 加工が困難な形状は、測定も困難です。複雑な公差指定は、専用の検査装置を必要とし、コスト増加を招きます。
- 工程変更に注意してください。 ±0.001インチの穴径公差を指定した場合、本来±0.005インチでフライス加工可能な部品でも、旋盤によるボーリング加工を強いることになり、セットアップコストと納期が増加します。
公差を適用する最も適切な方法は、設計要件を満たすために必要な場合にのみ、重要な部位に厳密な公差および/または幾何公差を適用することです。
オンラインCNC機械加工サービスに設計データをアップロードすると、見積もりアルゴリズムがすべての公差指定を評価します。非重要仕様の公差を±0.001インチから±0.005インチに緩和することで、部品の性能に一切影響を与えることなく、見積もり額を30%以上削減できる可能性があります。
機械加工コストを左右する要因を理解することで、精度と予算の間で最適なトレードオフをコントロールできるようになります。ここから、オンラインCNC発注の全体的なワークフローと、その過程でよく起こるミスを回避する方法について説明します。
オンラインCNC発注プロセスの完全ガイド:ステップ・バイ・ステップ
加工プロセスについて理解し、材料を選定し、妥当な公差を指定しました。次に実践的な問いが生じます:実際にCADファイルを、机の上に届くカスタム加工部品へと変換するには、どうすればよいでしょうか?
オンラインでCNC加工部品を発注するワークフローは、従来の製造プロセスとは大きく異なります。工場マネージャーとの電話でのやり取りや、見積もりのためにサンプルを市内各地へ持ち運ぶ必要はありません。代わりに、スピード重視で設計されたデジタルシステムを操作することになりますが、このシステムは事前の十分な準備を評価し、不備のあるファイル作業を厳しく指摘します。
CADファイルのアップロードから、完成したCNC加工部品の開梱まで、一連のプロセスを順にご案内します。
成功するためのCADファイルの準備
現実を直視しましょう。ボラン社の注文ガイドによると、オンライン注文の成功は、お客様が提出するファイルの品質に90%依存しています。自動見積もりエンジンも人間のエンジニアも、正確な価格算出および工具経路(トールパス)生成のために、特定のファイル形式を必要としています。
お客様の3Dモデルは、情報の一次的かつ最も信頼できるソースです。ただし、すべてのファイル形式が同等に扱われるわけではありません。
- STEP(.step/.stp): CNC加工における「黄金標準」です。STEPファイルは、メッシュベースの形式では失われがちな、正確な形状、曲線、エッジ定義を保持します。多くのオンラインプラットフォームがこの形式を推奨しています。
- IGES(.iges/.igs): 異なるCADシステム間で3Dサーフェスデータを転送する際に広く使われる、もう一つの業界標準形式です。
- Parasolid(.x_t/.x_b): Siemens NXおよびSolidWorksにネイティブ対応する形式であり、高い幾何学的精度を維持します。
- SOLIDWORKS(.sldprt): 多くのプラットフォームが、ネイティブのSolidWorksファイルを直接受け付けています。
STLファイルについてはどうでしょうか? に従って Dipecのファイル準備ガイド cNC加工にはSTLファイルを避けるべきです。STLファイルはメッシュベースであり、三角形を用いて表面を近似するため、工具パス生成時にディテールが失われる可能性があります。3Dプリントには問題なく使用できますが、CNC機械が要求する高精度な幾何形状には対応していません。
ファイル形式に加えて、以下の準備に関する詳細も重要です:
- 正しい単位を設定してください。 ミリメートルとインチの単位ミスにより、部品のサイズが25倍も異なることになります。
- 明確な原点(オーリジン)を定義してください。 これにより、製造業者が部品を正しく配置・向き付けできます。
- 開いた面や隙間がないか確認してください。 水密(ウォーターティグ)なモデルは、見積もり誤りや製造現場での混乱を防ぎます。
- 不要な特徴(フィーチャー)を削除してください。 建設幾何形状、非表示のボディ、重複するサーフェスは、自動分析を混乱させる可能性があります。
公差が厳しい部品については、3Dモデルのみに頼ってはいけません。重要な寸法、表面粗さ要件、幾何公差を明記した2D PDF図面を必ず添付してください。これにより推測による判断を排除し、CNC旋盤加工部品やフライス加工部品が正確な仕様を満たすことを保証します。
アップロード後の流れ
ファイルをプラットフォームにアップロードすると、デジタルモデルから実際の部品へと至る以下のステップバイステップのプロセスが始まります:
- 即時ジオメトリ分析: AIアルゴリズムが数秒以内にモデルをスキャンし、穴、ポケット、ねじ山、アンダーカットなどの特徴を特定します。また、放電加工(EDM)を必要とする鋭い内角、切削中に変形する可能性のある薄肉壁、標準工具では到達不可能な形状など、製造上の課題となる可能性のある箇所を自動で検出・警告します。
- 自動見積もり: 形状の複雑さ、材料選定、公差要件、および数量に基づき、ほぼ即時に価格見積もりをご提供します。ボラン社のデータによると、機械加工コストの約20%は材料費が占め、残り80%は機械加工時間によるものです。したがって、設計の複雑さが見積もり金額に最も大きな影響を与えます。
- 設計フィードバックループ: 信頼性の高いプラットフォームでは、発注確定前に「製造向け設計(DFM)」に関するフィードバックを提供します。これにより、コスト削減を目的とした設計変更の提案が得られます。たとえば、内角部へのフィレット半径の追加、壁厚の調整、あるいは代替材料の推奨などが挙げられます。このようなやり取りを通じて、複雑な部品では20~50%のコスト削減が実現可能です。
- 発注確認およびオーダールーティング: 見積もりを承認いただくと、ご発注は生産キューに入ります。デジタルプラットフォームは、ご発注をそのネットワーク内の専門メーカーへ自動的にルーティングします。たとえば、チタン製部品はチタン加工に特化した工場へ、多軸加工が必要なアルミニウム製部品は5軸加工対応設備を備えた施設へそれぞれ送られます。
- 生産: CNCプログラマーがお客様のモデルから工具パスを生成し、適切な切削工具を選定して機械をセットアップします。CNCプロトタイピング注文の場合、製造は通常、注文確認後24~48時間以内に開始されます。
- 品質検査: 完成したCNC加工部品は寸法検証を実施します。標準的な注文では通常、サンプリング検査が行われますが、高精度部品については100%検査を実施し、測定結果を記録した報告書を作成します。
- 表面加工: アルマイト処理、粉体塗装、ビードブラストなどの表面処理を指定されている場合、部品は最終梱包前に仕上げ工程へと進みます。
- 出荷: 部品は輸送中の損傷を防ぐため、慎重に梱包されます。標準的なアルミニウム製プロトタイプは通常、営業日で3~5日以内に出荷され、100個以上の量産注文は、仕上げ工程の要件に応じて2~4週間程度かかります。
注文を遅らせる一般的なミス
経験豊富なエンジニアであっても、注文プロセスでつまずくことがあります。JUPAICNCの分析によると、以下の落とし穴が最も多くの遅延とコストオーバーランを引き起こしています:
- 仕様の不備: 公差、材質指定、仕上げ要件を含まない3Dモデルを提供すると、製造業者は推測せざるを得なくなり、あるいは明確化が得られるまで注文を却下する場合があります。
- 不適切な材料選定: 用途要件ではなくブランド名による選択。強度要件が許容する場合、ステンレス鋼製部品は、コスト半減でアルミニウムで完璧に機械加工できる可能性があります。
- 過剰に厳格な公差指定: すべての寸法に対して±0.001インチの公差を要求する一方で、±0.005インチで十分な場合、部品機能の向上には寄与せず、コストが大幅に増加します。
- 非現実的な納期: CNC切削加工が3Dプリントと同程度に高速であると想定すること。複雑な部品にはプログラミング、複数のセットアップ、検査時間が必要です。急ぎすぎると品質が犠牲になります。
- DFMフィードバックを無視すること: プラットフォームが設計変更を提案した際に、検討もせずにこれを却下すると、単に簡素化可能な機能のために高額なプレミアム価格を支払うことになります。
入力ファイルの品質が高ければ高いほど、得られる結果も良くなります。
清掃されたファイルの準備に1時間余分に費やし、必要な公差のみを指定し、DFMフィードバックを確認することで、カスタム機械加工部品の注文において数日の遅延と数百ドルものコストを節約できます。
ご注文の部品が発送された今、最終的な見積もり額がどのように算出されたのかを理解し、今後の注文を最適化する方法を学ぶことが、次に身につけるべき重要なスキルとなります。
価格要因とコスト最適化戦略
以前のご注文でご依頼の部品はすでに発送済みですが、今あなたは請求書を見つめながらこう思っているかもしれません。「なぜこの見積もりはこんなに高額だったのだろう?」あるいは、新しい設計データをアップロードしてパラメーターを微調整するたびに価格が変動する様子を見て戸惑っているかもしれません。CNC機械加工の価格を実際に左右する要因を理解すれば、「注文」ボタンをクリックする前に、より賢明な判断ができるようになります。
ほとんどのプラットフォームが直接お伝えしない事実を以下に示します:機械加工における金属材料費は、総費用の約20%に過ぎません。残りの80%は機械加工時間に起因しており、つまり設計の複雑さ、公差要求、生産効率が、単なる材料選定よりもはるかに大きなコスト影響を及ぼすということです。
CNC加工コストを左右する要因
CADファイルをアップロードする前に価格を見積もれるよう、主なコスト要因を以下に分解してご説明します:
- 材料の選択: 原材料価格は大きく変動します。Unionfabのコスト分析によると、アルミニウムは最も低価格帯($)に位置し、チタンおよびマグネシウムは高価格帯($$$$$)を占めます。ただし、硬度の高い材料は工具摩耗を早め、切削速度を遅くする必要があるため、原材料費を超えた追加コストが発生することを忘れないでください。
- 部品の複雑さ: 深いポケット、鋭い内角、薄肉部、複雑な形状などは、すべて加工時間を延長します。複数の工程設定や特殊工具を要する特徴は、人件費および機械の切替作業コストを増加させます。1回の工程設定で完成可能な部品は、3回の再位置決めを要する部品よりも常に低コストです。
- 許容差仕様: 前述した通り、標準公差(±0.005インチ)から高精度公差(±0.001インチ)へと移行すると、コストが3~5倍に跳ね上がることがあります。厳密な公差要求は、必ず切断速度の低下、追加の検査時間、および場合によっては特殊設備の導入を招きます。
- 量: これはお客様にとって有利な点です。工程設定コスト——すなわち、プログラミング、治具設計、工具選定——は、1個製造する場合でも100個製造する場合でも一定です。これらのコストをより多くの単位数に按分することで、1個あたりの価格が劇的に低下します。Unionfab社のデータによると、単一の試作から5個のロットへと注文数量を増やすことで、単価は50%以上も削減されることがあります。
- 表面仕上げ: 「機械加工後そのまま」の仕上げは標準仕様であり、追加費用はかかりません。ただし、アルマイト処理は部品あたり3~12米ドル、電気めっきは10~30米ドルかかり、パッシベーションやレーザー刻印などの特殊処理ではさらにコストが上昇します。各仕上げには、追加の取扱い、加工時間、および品質検査が必要です。
- リードタイム: 標準生産スケジュール(営業日7~15日)が最もコストパフォーマンスに優れています。一方、納期1~3日の急ぎ対応注文では、残業手当、生産スケジュールの変更、および迅速配送料が発生するため、標準価格に対して25~100%のプレミアム料金が発生します。
部品コストを削減する賢い方法
コスト要因を理解したところで、機能性を損なうことなく機械加工部品の注文を最適化する方法を以下に示します:
- 可能な限り幾何形状を簡素化する。 鋭角の内角を最小限に抑えましょう——空洞の深さの少なくとも3分の1以上の角半径を指定してください。Hubs社のDFM(製造向け設計)ガイドラインによると、より大きな角半径を設定することで、より大型の工具を使用可能となり、加工速度が向上し、コストも削減されます。
- 標準サイズの工具を使用してください。 一般的に入手可能なエンドミルおよびドリルを前提とした設計機能。穴径は0.1mm刻み(最大10mm)または標準的な分数サイズとすることで、特殊工具の追加費用を回避します。
- 壁厚を最適化します。 金属部品の場合、壁厚は0.8mm以上を維持してください。プラスチック部品の場合は1.5mm以上を確保してください。薄肉部は切削速度を落とす必要があり、たわみのリスクも高まり、加工サイクル時間が延長されます。
- 厳密な公差は選択的に適用します。 重要な組立面のみに高精度な公差仕様を設定してください。非必須寸法の公差を±0.001インチから±0.005インチへ緩和することで、コストを30%以上削減できます。
- 許容可能な場合は「機械加工後そのまま」の表面状態を選択します。 機能上必要な箇所のみに表面粗さ仕様を指定することで、二次加工工程および関連コストを削減できます。
- 注文を戦略的にロット化します。 現在3個が必要で、今後さらに10個必要になる可能性がある場合、合計13個を一括発注すると、セットアップ費用が共有されるため、別々に2回発注するよりも通常コストが低くなります。
- 切削性の良い材料を選定します。 アルミニウム6061はステンレス鋼よりも加工速度が速く、しばしばその2倍の速さになります。強度要件が許す場合、より加工性の高い合金を選択することで、サイクルタイムと工具摩耗を削減できます。
迅速対応サービスが有効なケース
急ぎ対応の注文が必ずしも費用の無駄とは限りません。以下のような場合には、プレミアム料金を支払うことが正当化されます:
- クリティカル・パス上のプロジェクト: プロトタイプの遅延が製品全体の上市を阻害する場合、市場投入機会を逃すコストに比べれば、急ぎ対応手数料はごくわずかな額で済みます。
- 金型製作着手前の設計検証: 射出成形用金型や量産用工具への投資を行う前に、設計の妥当性を確認するために若干の追加費用をかけることは、はるかに高額な失敗を未然に防ぐことにつながります。
- 顧客との約束: 納期約束が厳しく求められる場合、急ぎ対応による生産は、急ぎ手数料以上の価値を持つ取引先との関係を守ることになります。
緊急性のないプロジェクトでは、標準納期でも同水準の品質が確保され、大幅に低コストで実現できます。事前の計画立案——ファイルの早期アップロード、DFM(製造可能性)フィードバックへの迅速な対応、および直前での設計変更の回避——により、ご注文は経済的なスケジュールで確実に進行します。
最も高価なCNC加工は、特殊な設備を必要とするものではなく、コスト最適化を念頭に置いて設計されていない部品に対して行われるものである。これらの戦略を活用すれば、部品の製造コストを単に評価するだけでなく、異なる生産技術間で製造方法を選択した場合のコストや性能の比較も可能になります。
CNC加工 vs 3Dプリンティング、射出成形、板金加工
CNC加工向けに設計を最適化し、コスト要因も理解しましたが、ここで問うべき重要な質問があります。「このプロジェクトにとって、CNC加工は本当に最適な製造方法なのでしょうか?」場合によっては「はい」が答えですが、他のケースでは、3Dプリンティング、射出成形、あるいは板金加工の方が、より優れた結果をより低いコストで実現できることがあります。
こうした選択を早期に行うことで、費用、時間、そしてストレスを節約できます。Protolabs社の製造方法選定ガイドによると、各プロセスが得意とする分野を理解することで、慣習的・安易な手法に頼るのではなく、実際のプロジェクト要件に応じて最適な製造方法を正確にマッチさせることができます。
これら4つの主要な製造手法を並べて比較してみましょう。
CNC加工 vs 3Dプリンティング:意思決定フレームワーク
製品開発において、CNC加工と3Dプリンティングのどちらが優れているかという議論は常に繰り返されていますが、絶対的な勝者は存在しません。それぞれの手法は、特定の用途において優れた性能を発揮します。
以下の用途ではCNC加工を選択してください:
- 固体金属またはエンジニアリングプラスチック素材から得られる優れた機械的特性
- 高精度な公差(CNC加工では±0.001インチが達成可能であるのに対し、3Dプリンティングでは典型的には±0.005インチ)
- 量産品と同等の材料特性を持つ機能プロトタイプ
- 1個から数百個程度までの部品を経済的に製造可能
以下の用途で3Dプリントを選択してください:
- 迅速なCNCプロトタイピング対応—場合によっては当日納品も可能
- 内部の複雑な形状(ラティス構造、コンフォーマル冷却チャネルなど)は切削加工では実現不可能
- CNCプロトタイプ加工に着手する前に、低コストで設計検証を実施可能
- 連続繊維強化によるカーボンファイバー製プロトタイプ
- 金型費用を正当化できない、高度にカスタマイズされた単発部品
に従って ギズスプリング社の製造性分析 3Dプリンティングは、短納期と低コストにより迅速な反復試作が可能であるため、迅速なプロトタイピングに優れています。一方、CNC加工は、精度、材料強度、表面品質が最も重視される場合に真価を発揮します。
CNC加工によるプロトタイピングでは、機能検証(実際の荷重下での動作確認)が必要な場合に最も適しています。これは単なる寸法適合確認ではなく、実用的な性能確認を意味します。3Dプリント製のブラケットは形状の確認には有効ですが、機械加工されたアルミニウム製ブラケットこそが実際の性能を確実に検証します。
射出成形がより適している場合
ここで量産規模がすべてを変化させます。射出成形には金型製作のための多額の初期投資(複雑さに応じて通常3,000ドル~10万ドル以上)が必要ですが、量産規模が拡大すると1個あたりのコストは劇的に低下します。
分岐点: Protolabs社のデータによると、射出成形は通常、部品の形状や材質に応じて、100~500個程度の生産数量で、CNC切削加工よりもコスト効率が高くなります。10,000個以上の量産の場合、射出成形のコストはCNC加工の代替案と比較してごく一部で済みます。
射出成形が優れているのは以下のケースです:
- 生産数量が500個以上の同一部品を超える
- 部品にスナップフィット、リビングヒンジ、薄肉壁など、機械加工では高コストとなる複雑な特徴が必要である
- 数千個単位での一貫した再現性が求められる
- 長期的な生産計画により、金型への投資が正当化される
CNC切削加工が依然として優れているケース:
- 金型製作を決定する前に、設計検証のための試作切削加工サービスが必要である
- 生産数量が射出成形とのコスト分岐点(クロスオーバーポイント)を下回る
- 金属製部品が必要である(射出成形は主にプラスチック対応)
- 設計変更の可能性が依然として高く、金型の修正は高コストである
多くの成功事例では、両手法を戦略的に併用しています。すなわち、試作切削加工で設計を迅速に検証し、仕様が確定した段階で、量産は射出成形に移行します。
製造方法比較表
この比較では、4つの主要な製造方法全体にわたる重要な意思決定基準をカバーしています:
| 基準 | CNC加工 | 3D印刷 | インジェクション成形 | 板金加工 |
|---|---|---|---|---|
| 最適な生産数量 | 1~500個 | 1~50個 | 500~1,000,000個以上 | 10~10,000個 |
| 材料の選択肢 | 金属、プラスチック、複合材料(50種類以上) | ポリマー、樹脂、一部の金属(選択肢が限定的) | 主に熱可塑性プラスチック(幅広いポリマーから選択可能) | 板材:アルミニウム、鋼鉄、ステンレス鋼、銅 |
| 高精度加工能力 | ±0.001インチが達成可能 | ±0.005" 程度 | ±0.003インチ(典型的) | ±0.005" から ±0.010" |
| 標準リードタイム | 営業日3~15日 | 1〜5営業日 | 2~6週間(金型製作を含む) | 5-15営業日 |
| 設置/道具のコスト | 低コスト($0~500) | なし | 高コスト($3,000~100,000以上) | 低~中程度のコスト($100~2,000) |
| 部品単価(10個) | $$ | $$ | $$$$$ (金型費用を償却済み) | $$ |
| 部品単価(1,000個) | $$ | $$$ | $ | $ |
| 最適な用途 | 高精度な金属/プラスチック部品、機能プロトタイプ | 迅速なプロトタイピング、複雑な形状、カスタマイズ対応 | 大量プラスチック成形生産 | 筐体、ブラケット、パネル |
プロジェクトに適した正しい選択をする
プロトタイプ用機械加工サービスまたは量産製造を評価する際は、以下の意思決定基準を検討してください:
- ご注文数量はいくらですか? 少量生産にはCNC加工または3Dプリントが適していますが、大量生産には射出成形または板金加工が適しています。
- 必要な材料特性は何ですか? 強度、耐熱性、あるいは特定の金属合金が重要な場合は、CNC加工または板金加工が優れた選択肢となります。
- 許容公差はどの程度厳密ですか? 高精度が求められる場合、3Dプリントおよび板金加工はしばしば候補から除外されます。
- 納期のタイムラインはどのようになっていますか? 緊急のCNCプロトタイプ作成が必要な場合は、3Dプリントの高速性が有利ですが、量産スケジュールでは射出成形の長いリードタイムも許容可能です。
- 設計はすでに最終確定していますか? 変更が今後も予想される場合は、金型の高額な修正を伴う射出成形を避けるべきです。
多くのオンラインCNC機械加工サービスプロバイダーは、現在単一のプラットフォーム上で複数の製造方法を提供しています。これにより、迅速なCNCプロトタイピングで試作を行い、機能的な機械加工部品で検証し、量産段階ではベンダーを変更することなく射出成形へとスムーズに移行できます。
こうしたトレードオフを理解することで、製造プロセスへの慣れではなく、プロジェクトの要件に基づいた製造判断を行うことができます。ただし、適切な製造方法を選択することは、課題の一部にすぎません。さらに重要なのは、ご自身の製造パートナーが業界に応じた品質基準を満たしていることを確認することです。
業界認証および品質基準の解説
製造方法を選択し、価格決定要因を理解しましたが、ここに一つの重要な問いかけがあります。それは、カジュアルなプロトタイピングと本格的な量産を分ける鍵となる質問です。「あなたのCNCパートナーは、ご担当業界が要求する認証を保有していますか?」航空宇宙部品、医療機器、自動車用アセンブリなどでは、この質問に対する誤った回答が、部品の不合格、監査不適合、あるいはそれ以上の深刻な問題を招く可能性があります。
認証とは、単にウェブサイト上に掲載された華やかなロゴではありません。3ERP社の認証ガイドによれば、これらは製造業者が品質マネジメントシステムを確立・実施し、定期的な第三者による監査を受け、生産全工程においてトレーサビリティを維持していることを文書化した証拠です。各認証が実際に何を意味するのかを理解することで、精密機械加工会社を自社の具体的なプロジェクト要件に適切にマッチさせることができます。
ISO AS9100およびIATF認証の解読
製造業の認証に関するアルファベット表記の混乱を整理しましょう。各規格は特定の業界課題に対応しており、それらの違いを理解することで、潜在的なパートナーがご要件に真正に応えられるかどうかを確認できます。
ISO 9001:品質マネジメントの基盤
ISO 9001は、本格的な製造事業にとって最低限求められる認証であるとお考えください。これは、顧客満足、一貫した製品品質、継続的改善を重視した品質マネジメントシステム(QMS)の要求事項を定めたものです。また、 ハートフォード・テクノロジーズ によると、ISO 9001はあらゆる規模・業種の産業に適用可能であり、堅固な品質システムを構築するための基本的要件を明示する最も基礎的な認証です。
ISO 9001認証を取得したオンラインCNC機械加工サービスと取引を行う場合、以下の点が保証されます:
- すべての生産工程には文書化された手順が適用されています
- 顧客要件が体系的に特定され、追跡管理されています
- 内部監査により、継続的な適合性が検証されています
- 是正措置は、不適合がパターン化する前にこれを是正します
AS9100:航空宇宙分野向けの高品質管理規格
航空宇宙部品のCNC加工には、一般レベルの品質管理以上のものが求められます。AS9100はISO 9001を基盤としつつ、リスクマネジメント、構成管理、製品トレーサビリティなど、航空宇宙業界特有の要求事項を追加しています。すべての部品は原材料の出所までトレーサブルでなければならず、設計検証の全工程において故障リスク評価が必須です。
航空宇宙用機械加工アプリケーションにおいて、AS9100認証は、メーカーが航空業界におけるゼロ・トレランス(許容範囲ゼロ)環境を理解していることを示すものです。航空機に搭載される部品——構造部品、エンジンアセンブリ、アビオニクスハウジングなど——は、このレベルの文書化された管理を必要とします。
ISO 13485:医療機器製造のための品質管理規格
医療用機器の機械加工には、特有の責任が伴います。手術器具やインプラント部品の不具合は、命を奪う可能性があります。ISO 13485規格は、医療機器の製造に特化した品質マネジメントシステム(QMS)を定めており、リスク管理、規制遵守、設計から保守サービスに至るまでの完全なトレーサビリティを重視しています。
ISO 13485に基づく医療機器の機械加工には、以下の要件が求められます:
- 設計、製造および検証プロセスに関する厳格な文書化
- 患者の安全リスクを特定し、軽減する能力の実証
- 対象市場における規制上の義務への適合
- 定められた安全性および性能基準を満たす製品
IATF 16949:自動車産業の卓越性
国際自動車タスクフォース(IATF)によって開発されたIATF 16949は、自動車製造業に特化したグローバルな品質マネジメント標準です。ISO 9001を基盤としつつ、製品設計、製造工程、および自動車サプライチェーンを規定する顧客固有の規格など、追加要件を盛り込んでいます。
IATF 16949が特に価値ある理由は何でしょうか?認証取得済みの施設では、統計的工程管理(SPC)を導入し、生産変数をリアルタイムで監視することで、長時間の連続生産においても高精度・高公差部品の一貫性を確保します。これは、シャシー部品、ブレーキ部品、または寸法精度が車両の安全性および性能に直接影響を与える精密金属ブッシュなどの製造において極めて重要です。
認証済み製造能力を必要とする自動車用途向けに、 ショウイー社の自動車用機械加工ソリューション iATF 16949認証取得済みの生産が実際にはどのようなものかを示します——複雑なシャシー・アセンブリおよび高精度金属部品を、最短で営業日1日という納期で提供しつつ、厳格な品質管理を維持しています。
業界ニーズに合致する認証の選定
発注前に確認すべき認証は、部品の最終用途先によって異なります。以下に業界別に実用的な分類を示します:
一般製造および試作:
- ISO 9001認証により、十分な品質保証が得られます。
- コミュニケーションの質およびDFM(製造可能性)フィードバックへの対応スピードを重視してください。
- 専門的な認証よりも、高精度加工能力が重要です。
航空宇宙および防衛:
- 飛行に不可欠な部品については、通常AS9100認証が必須です。
- 米国軍需品リスト(USML)に掲載される防衛関連品目には、ITAR準拠が求められます。
- 厳格な文書管理および完全な材料トレーサビリティが求められます。
医療機器およびヘルスケア:
- 規制対象医療機器製品にはISO 13485認証が必須です
- 米国市場向け医療機器では、FDA登録が求められる場合があります
- 材料の認証および生体適合性に関する文書がしばしば必要とされます
自動車産業:
- 主要OEMおよびTier 1サプライヤーによりIATF 16949認証が要求されます
- PPAP(生産部品承認プロセス)文書が頻繁に求められます
- 統計的工程管理(SPC)能力により、一貫した生産品質を確保します
これらの認証は、当社が品質に対して真剣に取り組んでいることを顧客に示すものです。単なる書類作成ではなく、製造するすべての部品に対する卓越性へのコミットメントなのです。
マシンショップ・ディレクトリ社の認証ガイドによると、OEMの67%がサプライヤーに対しISO 9001認証を要請しており、業界特化型認証を取得した工場は、平均して15%多くの契約を獲得しています。認証取得への投資は、市場アクセスの拡大と顧客信頼の向上という形で確実なリターンをもたらします。
規制産業への参入機会を拡大するだけでなく、認証取得は内部の改善をも促進します。監査プロセスにより、製造事業者は自社の業務フローを点検し、手順を文書化し、誤りや無駄を削減するための管理措置を導入することを余儀なくされます。こうした効率性の向上の恩恵として、品質の一貫性が高まり、また業務改善が継続的に積み重なることで、しばしば価格の低減も実現できます。
ご自身の用途に必要な認証が何であるかを把握することは不可欠ですが、潜在的なパートナーが実際に当該資格を保有していること、および実務において一貫した品質を提供できることを確認するには、体系的な評価アプローチが必要です。
適切なオンラインCNCパートナーを評価・選定する方法
認証制度について理解しており、業界が要求する規格も把握していますが、潜在的な製造パートナーが約束通りの品質・納期・サービスを実際に提供できるかどうかを、どうすれば確実に確認できるでしょうか?不適切なCNC機械加工業者を選んでしまうと、納期遅延、部品の不合格、そしてプロジェクト全体のスケジュールを大幅に遅らせるようなコミュニケーションの齟齬といった問題が生じかねません。
「自宅近くのCNC機械加工業者」を探している場合でも、グローバルなデジタルプラットフォームを評価している場合でも、選定プロセスには直感ではなく、体系的な評価が必要です。TQ Manufacturing社のパートナー選定ガイドによると、企業は品質のばらつき、納期遅延、コミュニケーションの不備といった共通の落とし穴に頻繁に直面しており、これらは高額な再加工費用、生産遅延、顧客満足度の低下を招く原因となります。
信頼できるパートナーとリスクの高いベンダーを明確に区別するための、カスタムCNC機械加工サービス評価の実践的フレームワークを構築しましょう。
CNCパートナー選定時の赤信号(危険サイン)
何を確認すべきかを検討する前に、他社への切り替えを検討すべき警告サインをまず特定しましょう。JUPAICNCのエンジニアチェックリストによると、経験豊富なバイヤーはこうした問題を早期に見抜くことを学び、時間の節約と高額なミスの防止につなげています。
潜在的な問題を示す警告サイン:
- 認証の欠如: ISO 9001などの業界で広く認められた品質管理認証を取得していない場合、プロセス管理が不十分である可能性があります。規制対象産業では、AS9100、ISO 13485、IATF 16949といった業種特化型認証の欠如により、サプライヤーは即座に候補から除外されます。
- 能力に関するあいまいな回答: 公差対応能力、材料に関する専門知識、納期について質問した際に曖昧な回答しか得られない場合、量産段階でも同様の不明確さが生じる可能性があります。
- 評価段階における返信の遅さ: 初期問い合わせに対し数日もかけて返答する場合、量産段階でもコミュニケーションの遅延が発生することが予想されます。契約を結ぶ前に、そのレスポンス能力を実際に試してみましょう。
- DFMフィードバックが提供されていない: 私の近くにある、あるいはどこにあっても良い品質の機械加工業者は、製造可能性に関する問題を積極的に特定します。設計に関する入力を提供せずに単に見積もりだけを行うベンダーは、防ぐことのできる問題を含む部品を納品する傾向があります。
- 材料に関する経験の乏しさ: 私の近くにあるCNC機械加工業者がアルミニウムのみを取り扱っている場合、あなたのプロジェクトがステンレス鋼やチタンの専門知識を必要とする際には、十分な対応ができません。
- 頻繁な納期遅延: 納期通りの納品率について確認してください。過去の実績が芳しくないことは、あなたのプロジェクトにも影響を及ぼすキャパシティ管理上の課題を示しています。
- 体系化された緊急注文プロセスの不在: 緊急の試作が必要となる状況(それは必ず発生します)において、迅速対応能力を持たないベンダーは、あなたを立ち尽くさせてしまいます。
サプライヤーが複数の赤信号(危険信号)を示している場合、他の選択肢を検討することをお勧めします。
発注前に確認すべき質問
では、視点を変えてみましょう。近くの機械加工工場やデジタル製造プラットフォームを評価する際に、積極的に確認すべき項目を以下に示します。UPTIVE社の製造ガイドによると、関連分野での実績を持つ適切なパートナーを選定することで、数千ドルものコスト削減が可能になる場合があります。なぜなら、そのようなパートナーは一般的な落とし穴や、それらを回避するための最も効果的な方法を熟知しているからです。
認証および品質検証:
- お持ちの品質認証は何ですか?また、最後に監査を受けたのはいつですか?
- 検査報告書、品質管理に関する文書、または初品検査(FAI)報告書をご提供いただけますか?
- 不適合部品に対してはどのように対応されますか?是正措置のプロセスを教えてください。
コミュニケーションおよびプロジェクト管理:
- 専任のアカウントマネージャーまたは単一の窓口担当者が設定されますか?
- 生産中にプロジェクトの進捗状況、遅延、あるいは予期せぬ問題が発生した場合、どのように連絡・報告されますか?
- 技術的な質問や見積もり内容の clarification(明確化)に対する通常の返信時間はどのくらいですか?
技術能力:
- 確実に達成可能な公差範囲はどの程度ですか?(可能であれば、実際の部品例で確認してください)
- どの材料に特化しており、類似プロジェクトのケーススタディを共有していただけますか?
- どのような機械構成で運用していますか?(3軸、4軸、5軸、マイルターンセンターなど)
拡張性と柔軟性:
- 試作数量および1,000個以上の量産ロットに対応できますか?
- 納期遅延を招かずに、増加する注文量をどの程度まで対応できますか?
- 緊急案件や直前の設計変更にも対応していただけますか?
納期および納品:
- 標準的な納期はどのくらいですか?また、オンタイム納品率はどれほどですか?
- リアルタイムの注文追跡およびステータス更新サービスを提供していますか?
- 需要が高まる時期においても納期遅延を回避するために、生産能力をどのように管理していますか?
スケーラビリティ要因:試作から量産へ
ここが多くのメーカーが苦戦するポイントです。単発のプロトタイプを扱う地元の機械加工業者を見つけるのは容易ですが、迅速なプロトタイピングから一貫した品質を維持した量産へとシームレスに移行できるパートナーを見つけることは、まさに課題です。
UPTIVE社の調査によると、プロトタイプから量産への移行には、以下の点を管理できるパートナーが必要です。
- 設計改訂のサポート: 優れたパートナーは、コスト効率に優れ、量産性の高い製品設計へとプロトタイプを洗練させるためのDFM(製造可能性設計)フィードバックを提供します。
- 小ロットでの検証運転: 本格的な量産に着手する前に、少量ロットによる試作により、製造上の問題を早期に検出できます。
- 量産展開: 需要が拡大した際には、パートナーもそれに合わせてスケールアップし、品質の低下を招かないことが求められます。
- 一貫した品質管理: プロトタイプの検証に用いる厳格な検査基準は、すべての量産品にも同様に適用されるべきです。
理想的なバランスとは?緊急のプロトタイプに対応する「1日納期」を実現しつつ、量産レベルの品質基準を維持できる施設です。このような両立は、卓越した運用能力と顧客志向の柔軟性を同時に示すものです。
このプロトタイプから量産への対応能力を必要とする自動車用途向けに、 シャオイ社の高精度CNC加工サービスは、 迅速なプロトタイピングから複雑なシャシー部品やカスタム金属部品の量産までスケール可能な、実際の生産対応型オンライン製造のあり方を体現しています。IATF 16949認証および統計的工程管理(SPC)により、高精度・高公差要求に応える一貫した品質が保証されています。
評価チェックリスト
次回の発注前に、以下の重要な要素を確認してください:
| 評価基準 | 確認項目 | なぜ 重要 な の か |
|---|---|---|
| 認証 | ISO 9001認証(最低要件);業種固有の認証は必要に応じて | 文書化された品質管理システムにより、不良品および再作業が削減されます |
| コミュニケーション | 24時間以内の応答;専任担当者が常駐 | 不十分なコミュニケーションは、納期遅延および仕様誤りを招きます |
| DFMフィードバック | 量産開始前の積極的な設計提案 | 問題が製品化されてから発覚するのではなく、その前にコストがかかる課題を早期に検出します |
| 寸法公差能力 | お客様の要件に合致する、文書化された高精度加工 | 部品が機能仕様を満たすことを保証 |
| 素材に関する専門知識 | お客様が使用される特定の材料に関する豊富な経験;実績事例(ケーススタディ)を提供可能 | 材料に特化した知識により、機械加工ミスを未然に防止 |
| 拡張性 | 試作から量産まで対応可能な生産能力 | プロジェクトの規模拡大に伴うサプライヤー切り替えを回避 |
| 時間通りの配達 | 納期遵守率95%以上という実績 | 納期遅延による部品供給は、生産スケジュールおよび顧客への約束を大きく損ないます |
適切なオンラインCNC機械加工サービスパートナーを選定することは、製造において最も重要な意思決定の一つです。信頼できるパートナーは、製品品質の向上、生産効率の最適化、そして納期の確実な遵守を実現し、お客様が設計革新に集中できるよう支援します。つまり、サプライチェーン上の緊急対応(ファイアーファイティング)に追われることなく、創造活動に専念できるのです。
これらの基準に基づいてベンダーを体系的に評価することで、品質基準、納期要件、およびスケーラビリティ要件に合致した製造パートナーを確信を持って選定できます。適切な評価に初期投資を行うことで、仕様通り・納期通り・即時使用可能な状態で届くすべての注文から、長期的なメリットが得られます。
オンラインCNC加工サービスに関するよくあるご質問
1. オンラインCNC加工と従来型機械工作所の違いは何ですか?
オンラインCNC加工サービスは、即時見積もり生成、CADファイルのアップロード、および電話や対面による相談なしで高精度製造を世界中から利用可能にするデジタルプラットフォームを活用しています。一方、従来型機械工作所では、手動による見積もり依頼、メールでのやり取りが必要であり、地理的な制約を受けることが多くあります。デジタルプラットフォームでは、多数の専門メーカーから構成される広範なネットワークへと加工案件が自動的に割り当てられるため、一貫した品質と競争力のある価格を実現し、試作部品であれば最短1~3日での納品も可能です。
2. オンラインでCNC機械加工の即時見積もりを取得するにはどうすればよいですか?
3D CADファイル(可能であればSTEPまたはIGES形式)をオンラインCNCプラットフォームにアップロードしてください。AIベースのアルゴリズムが即座に部品の形状、材料選定、公差、表面仕上げを分析し、数秒以内に正確な見積もりを算出します。また、製造可能性に関する問題点を自動的に検出し、量産開始前に「製造性向上設計(DFM)」に関するフィードバックを提供します。ほとんどのプラットフォームでは、数量、材料、納期を調整してリアルタイムでの価格変動を確認することも可能です。
3. オンラインCNC加工注文に最も適したファイル形式は何ですか?
STEP(.step/.stp)ファイルは、正確な形状、曲線、エッジ定義を保持するため、CNC加工において業界標準のファイル形式です。IGESおよびParasolid形式も同様に良好な互換性があります。一方、STLファイルは三角形メッシュによる近似表現を用いるため、CNC工具経路生成には必要な精度が不足しており、使用は避けてください。公差が厳しい部品については、3Dモデルに加えて、重要寸法、表面仕上げ、幾何公差を明記した2D PDF図面を添付することをお勧めします。
4. CNC加工のコストはいくらですか?また、価格に影響を与える要因は何ですか?
CNC加工のコストは、材料選定(コストの20%)、機械加工時間(コストの80%)、部品の複雑さ、公差要求、数量、表面仕上げ、納期などによって決まります。アルミニウム製部品はチタン製部品よりも安価です。標準公差(±0.005インチ)は、高精度仕様(±0.001インチ)と比較して大幅に低コストです。ロット生産では、セットアップ費用を単品あたりに按分できるため、単品当たりのコストが削減されます。通常7~15日間の納期に対して、1~3営業日の急ぎ対応注文には、通常25~100%のプレミアム料金が適用されます。
5. CNC加工を3Dプリンティングや射出成形よりも選択すべきタイミングはいつですか?
高精度な機械的特性(固体金属またはエンジニアリングプラスチックから得られるもの)、厳しい公差(±0.001インチ)、量産品と同等の材質を用いた機能プロトタイプ、または1~500個程度の部品製作が必要な場合は、CNC加工を選択してください。3Dプリントは、迅速な試作・改良、複雑な内部形状、および低コストでの設計検証に優れています。射出成形は500個を超える大量生産においてコスト効率が高まりますが、多額の金型製作費用(3,000ドル~100,000ドル以上)が事前に必要となります。多くのプロジェクトでは、プロトタイピング段階でCNC加工を用い、量産段階に移行する際に射出成形へと切り替えるという手法が採用されています。