 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

機械加工ベンダーを徹底解剖:購入者が最初に知りたかった真実
機械加工ベンダーの理解とその重要な役割
未加工の金属ブロックを、あなたの製品を駆動する精密部品に変えるのは誰なのか、と考えたことはありますか?それが機械加工ベンダーの役割です。これらの専門メーカーは、現代のサプライチェーンの基盤として機能し、高度な切削・成形・製作プロセスを通じて、エンジニアリング設計図面を実際の機能的な部品へと変換します。
あなたが 部品を調達する購買担当者 あるいは、信頼できる生産パートナーを探しているエンジニアにとって、こうしたベンダーが実際に提供するサービス内容を正しく理解し、適切に評価できるかどうかが、プロジェクトの成功と高額な遅延のどちらを招くかを左右する分岐点となります。
機械加工ベンダーが実際に担う業務内容
機械加工ベンダーとは、本質的に、コンピュータ制御装置および専門的な加工技術を用いて高精度部品を製造する外部の製造パートナーです。自社で工作機械を所有するための多額の設備投資をせずに、自社の生産能力を拡張する存在と捉えてください。
「近くのCNC(コンピュータ数値制御)業者」を検索する際、まさにこのような専門業者をお探しになっているのです。彼らは高度な工作機械を運用しており、金属、プラスチック、複合材料などを、厳密な仕様(場合によっては数ミル(0.001インチ)単位の公差)に従って加工し、所定の部品を製造できます。
以下は、ほとんどの機械加工ベンダーが通常提供する主要サービスです:
- CNCミリング: 回転工具を用いて材料を削り取り、複雑な形状、凹部(ポケット)、3次元形状を形成する
- CNCターニング: ワークピースを回転させながら切削工具に対して加工し、シャフトやブッシュなどの円筒状部品を製造する
- 加工: 溶接および機械的接合による金属構造物の切断、曲げ、組立
- 仕上げ工程: 陽極酸化処理、電気めっき、粉体塗装、精密研削などの表面処理
サプライヤーの選定が製品成功を左右する理由
多くのバイヤーが痛感する教訓は以下の通りです:加工パートナーの品質が、市場投入までのスピード、製品の信頼性、および全体的な収益性に直接影響を与えます。不適切なパートナーを選択すると、納期遅延、品質問題、または予算超過といった事態を招き、顧客の信頼および社内の業務効率を損なう結果を招きます。
金属加工には単なる設備の利用だけではなく、材料の挙動に関する専門知識、工具選定、および工程最適化のノウハウが不可欠です。サプライヤーがこれらの分野でどれだけ高い能力を有しているかが、部品が仕様通り・納期通り・予算内に届くかどうかを決定づけます。
サプライヤー選定に大きく影響する以下の重要な要素をご検討ください:
- 製品の品質: 高精度な公差および表面粗さは、部品の性能に直接影響します
- 費用管理 効率的なサプライヤーは、材料ロスを最小限に抑え、セットアップ時間を短縮し、機械の稼働率を最適化します
- 市場投入までの期間: 信頼できる納期により、生産スケジュールを予測可能にし、顧客満足度を高めます
製造パートナーシップの考え方
加工業者を選定することは、単なる取引的な判断ではなく、製造パートナーを選ぶことです。最も優れたベンダー関係は、発注を超えた関係性を築きます。それは、共同での問題解決、設計に関するフィードバック、そして継続的な改善活動を含むものです。
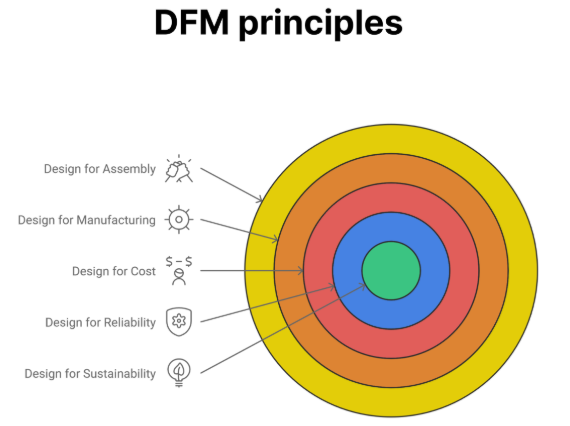
経験豊富なサプライヤーは、問題が発生する前にその兆候を予見します。彼らは技術図面を正確に理解し、DFM(製造性向上設計)に関するフィードバックを提供するとともに、成果の向上とコスト削減の両立を実現する機械加工手法の代替案を提案します。
本ガイドは、ベンダー選定プロセスを navigating するための中立的かつ教育的なリソースです。特定のソリューションを推奨することはありません。代わりに、プロトタイプの初回調達から大量生産へのスケールアップまで、あらゆる段階において、皆様が情報に基づいた意思決定を行うために必要な評価フレームワーク、業界知識、および実践的なチェックリストをご提供します。
機械加工ベンダーの種類とそれぞれの活用タイミング
すべての機械加工ベンダーが同じ方式で運営されているわけではありません。誤ったタイプを選択すると、時間、費用、品質の面で損失を被る可能性があります。大げさに聞こえますか?たとえば、試作に最適なベンダーは量産対応に苦戦するかもしれません。一方、大量生産を専門とするメーカーは、小ロットの注文をそもそも受け付けない場合もあります。
こうした違いを理解することで、プロジェクトの要件に最も適したパートナーを最初から選定できます。以下では、主なベンダーの4つのカテゴリーと、それぞれがあなたのニーズに合致するケースについて詳しく解説します。
ジョブショップ vs コントラクトメーカー
「自宅近くのCNC機械加工店」や「 自宅近くの機械加工店 」を検索する際、あなたは根本的に異なる2つのビジネスモデル——ジョブショップとコントラクトメーカー——に出会うことになります。この区別は、予想以上に重要です。
ジョブショップ 短期間の生産または単発の生産に焦点を当てています。こうした地元の機械加工店は、案件ごとに見積もりに基づいて受注し、さまざまな顧客向けに多様な部品を加工しますが、各案件間にはほとんど連続性がありません。これらの店舗は、反復作業ではなく、柔軟性を重視して構築されています。
単一のプロトタイプや少量のカスタムブラケットが必要ですか?ジョブショップであれば、コスト効率が良く、納期も短縮できます。ただし、大規模な生産環境で求められるような、計画的な納入、品質管理の追跡、あるいは在庫管理プログラムなどのインフラが不足している場合があります。
受託製造業者 一方、量産型の製造パートナー(マスプロダクション・パートナー)は、長期的な関係構築と数量ベースの業務を前提として設計されています。彼らは単なるサプライヤーではなく、予測需要への対応、部品仕様変更の管理、およびお客様の運用スケジュールとの納期調整など、お客様のチームと協力して生産を実現する「生産パートナー」です。
実践的な例を挙げます。今月50個、来四半期には200個の部品が必要で、品質に関する文書も一貫して整備する必要があるとします。ジョブショップでは、このようなスケジューリングやトレーサビリティの要件に対応するのが困難な場合があります。一方、契約製造業者(CM)は、こうした要件を標準的な業務として対応します。
オンラインプラットフォームが有効となるケース
Xometryなどのオンラインプラットフォームは、購入者が機械加工部品を調達する方法を大きく変革しました。近くのCNC加工店に複数電話をかけて数日間見積もりを待つ代わりに、CADファイルをアップロードするだけで即時の価格提示を受けられます。特定の状況において、このアプローチは確実なメリットをもたらします。
オンラインプラットフォームが特に優れているのは、以下の用途です:
- 予算編成やプロジェクト計画のための迅速な見積もり
- Xometry鋼材やアルミニウムなど、標準的な材料
- ベンダーとの関係構築に伴うオーバーヘッドを避けたい、試作または少量生産
- 地理的柔軟性——最適化された拠点から部品を出荷可能
トレードオフとは? ご自身の部品を実際に加工している、ご近所の機械加工業者との直接的なコミュニケーションを犠牲にすることになります。複雑な形状、厳しい公差、あるいは特殊な材料を用いる場合などは、オンラインプラットフォームでは容易に実現できない、対面や電話によるやり取りがしばしば有益です。また、ご注文がどの特定のNC(数値制御)またはCNC(コンピュータ数値制御)工作機械工場で処理されるかについても、透明性が低くなります。
オンラインプラットフォームは、調達ツールキットにおける一つの手段として捉えてください。単純な部品には最適ですが、複雑な部品や人的関係を重視するプロジェクトには、場合によっては限界があります。
ニッチな要件に対応する専門ベンダー
一部のプロジェクトでは、汎用型の工作機械工場では到底備え得ない高度な専門知識が求められます。専門ベンダーは、特定の材料、産業分野、あるいは加工プロセスに特化しており、その特化が、該当するプロジェクトにおいて優れた成果へと直結します。
生体適合性材料とクリーンルームプロトコルを必要とする医療機器部品、あるいは特殊合金と詳細な文書化が求められる航空宇宙部品、さらには極限の運転条件下で使用される石油・ガス関連部品(こうした用途では、特殊材料を用いたカスタムCNC加工が不可欠となります)について考えてみてください。
専門ベンダーは通常、以下のようなサービスを提供します:
- 高度な材料に関する専門知識(チタン、インコネル、医療用グレードプラスチックなど)
- 業界特有の認証およびコンプライアンスに関する知識
- 規制要件に応じて最適化された確立済みの品質管理システム
- 高額な設計ミスを未然に防ぐアプリケーション実績
専門的スキルに対して支払うプレミアム料金は、再作業、コンプライアンス上の問題、または現場での故障といったリスクを回避することで、結果的に総コスト削減につながることが多いです。
ベンダー種別の比較(一覧表)
以下の比較表を活用して、ご自身のプロジェクト要件に最も合致するベンダー種別を素早く特定してください:
| 係数 | ジョブショップ | 受託製造業者 | オンラインプラットフォーム | 専門ベンダー |
|---|---|---|---|---|
| 通常の注文数量 | 1-100 個 | 100~10,000点以上 | 1〜500個 | 用途によって異なります |
| リードタイム | 1〜3週間 | 2~6週間(予約制) | 3〜10営業日 | 2〜8週間 |
| 価格体系 | 案件ごとの見積もり | 数量ベースの契約 | 即時アルゴリズム価格設定 | 専門性に対するプレミアム |
| コミュニケーションスタイル | 直接的でカジュアル | 構造化されたアカウント管理型 | プラットフォームベースで限定的なサービス | コンサルティング型・技術重視 |
| 最適な使用例 | 試作品、カスタム単体製品、修理対応 | 継続的な量産、サプライチェーン連携 | 標準部品、迅速納期、予算見積もり対応 | 規制業界、特殊材料、重要用途向け |
適切なベンダーの種類は、あくまでお客様の具体的な状況に完全に依存します。製品開発の初期段階では、試作目的でジョブショップを活用し、市場テスト数量にはオンラインプラットフォームを導入し、その後、継続的な量産へとスケールアップするために契約製造業者(CM)へ移行するという流れが一般的です。こうした選択肢を理解しておくことで、開発・調達の各ステージにおいてより賢明なサプライチェーン戦略を立てることができます。
もちろん、ベンダーの種類を把握することはあくまで出発点にすぎません。次の重要なステップは、個々のベンダーを特定の能力基準に基づいて評価することです——つまり、選定したベンダーが実際に約束通りの成果を提供できるかどうかを確認する必要があります。
機械加工ベンダー評価の必須基準
プロジェクトに最適なベンダーの種類をすでに特定しました。次に、より難しい問いが待ち受けています。すなわち、実力のあるサプライヤーと、単に巧みな営業トークでごまかすだけのサプライヤーを、どう見分けるかです。「成功する製造パートナーシップ」と「高額な失敗」の違いは、しばしば適切な質問をすること、そしてその回答を正しく解釈する能力にかかっています。 成功する製造パートナーシップ と高額な失敗
このセクションでは、すぐに適用可能な実践的な評価フレームワークを提供します。航空宇宙部品向けの高精度機械加工サービスを評価する場合でも、産業用機器向けのカスタム機械加工部品を調達する場合でも、これらの評価基準により、営業プレゼンテーションではなく、客観的な証拠に基づいた意思決定が可能になります。
技術的対応能力評価チェックリスト
まずは基本から始めましょう。このベンダーは、実際にご要望の部品を製造できるのでしょうか? 技術的対応能力の評価は、工場内の機械の台数を単に数えること以上に及びます。お客様の具体的な要求仕様に、ベンダーの設備・専門知識・工程が真正に適合しているかどうかを総合的に評価する必要があります。
製造業界の調査によると、先進的な多軸マシニングセンターおよび高精度旋盤設備を備えたサプライヤーは、複雑な形状を高い精度で製造・納品する可能性が高くなります。しかし、設備のみでは品質保証はできません。現代のCAD/CAMソフトウェアをいかに統合・活用しているかが、設計図面から完成した機械加工部品へとどれだけ効果的に変換できるかを決定づけます。
技術評価時に確認すべき項目は以下のとおりです:
- 設備の種類と能力: ベンダーは、複雑な形状加工に対応するための多軸CNC工作機械(4軸、5軸)を保有していますか? 精密旋削部品の製造に対応するスイス型自動旋盤の能力はありますか? また、微細な形状や高硬度材加工に必要な放電加工(EDM:Electrical Discharge Machining)の設備は整っていますか?
- 公差対応能力: 標準および実現可能な公差範囲について明確な提示を求めましょう。一般加工では±0.005インチ程度の公差が可能ですが、高精度加工では±0.0005インチまたはそれより厳しい公差も達成可能です。自社の要求仕様にベンダーの能力を正確に照合してください。必要以上に厳しい公差を要求すると、コストの無駄につながります。
- CNC切断機技術: 主軸回転数、ツールチェンジャーの収容能力、および自動化レベルを評価してください。高速主軸と大容量ツールマガジンを備えた最新のCNC加工装置は、セットアップ時間を短縮し、加工品質の一貫性を向上させます。
- 材料に関する専門知識: 幅広い材料対応範囲は、技術的実力を示す指標です。アルミニウム、ステンレス鋼、チタン、エンジニアリングプラスチックなどの加工に豊富な経験を持つベンダーは、多様なプロジェクト要件をより適切にサポートできます。
- CAD/CAMソフトウェア連携: 使用しているソフトウェアシステムが何か、およびお客様のファイル形式を直接扱えるかどうかを確認してください。優れたプログラミング能力があれば、設計データを効率的な工具パスへと正確に変換できます。
実用的なアドバイスとして:「~をお持ちですか?」と単に尋ねるのではなく、「~を実際にどのように行うか、ご提示いただけますか?」と質問しましょう。5軸加工に対応していると主張するサプライヤーには、複雑な部品のプログラミングから実際の加工までを実際に実演してもらうべきです。このアプローチにより、その設備・システムが日常的に活用されているものか、あるいは塵を被ったままほとんど使われていないものかが明確になります。
品質管理における赤信号(懸念事項)と緑信号(安心要素)
壁に掲げられた品質証明書はひとつのこと。それとはまったく別に、現場で息づき、浸透している品質文化が存在します。あなたの評価は、単に規格を満たすサプライヤーと、真に品質向上に取り組むサプライヤーとを明確に区別しなければなりません。
品質管理の先駆者であるW・エドワーズ・デミング博士が提唱した通り、「取引先の選定を価格のみに基づいて行う慣行をやめなさい。代わりに、総コストを最小化しなさい」とすべきです。品質管理体制が不十分なベンダーから調達した安価な部品は、手直し作業、納期遅延、および市場での故障などに伴うコストを考慮すると、あなたがこれまでに購入した中で最も高価な部品となってしまいます。
グリーンライト:堅固な品質管理体制の兆候
- 高度な検査設備: 三次元測定機(CMM)、光学比較器、表面粗さ試験機、デジタル顕微鏡などを確認してください。これらの計測機器により、生産工程の各段階において重要な寸法を確実に検証できます。
- 統計的工程管理(SPC): SPCを導入しているベンダーは、不良品が発生する前に工程のばらつきをリアルタイムで監視・検出します。最近の生産ロットにおける管理図(コントロールチャート)の提示を依頼してください。
- 文書化の完全性に関する実践: 初品検査(FAI)報告書、材質証明書、および完全なトレーサビリティ記録は、標準的な実務であるべきであり、数日かけて作成する特別な要請であってはなりません。
- 工程内検査: 製造工程全体にわたる品質チェックにより、問題を早期に発見できます。最終検査だけでなく、機械加工中に作業者が寸法をどの頻度で確認しているかを確認してください。
- 校正プログラム: すべての測定機器には、国内標準へ遡及可能な有効な校正証明書が備わっている必要があります。
注意喚起サイン:警戒すべき赤信号
- 文書提出の遅延: 最近のロットについてトレーサビリティ記録の提出を依頼した際、数時間以上かかる場合は、その品質管理システムは単なる紙上の存在に過ぎない可能性があります。
- 検査記録の不整合: 測定データに空白や矛盾が見られる場合、工程管理に問題があることを示唆しています。
- 工場訪問への抵抗: 信頼性の高いベンダーは、顧客による監査を歓迎します。一方、製造現場の見学を渋る姿勢は、懸念を呼び起こします。
- 単一工程での検査のみ: 生産終了時のみ部品を検査する場合、欠陥が発見されるのはすでに多大なリソースが浪費された後となります。
ある調達担当者は次のような経験を共有しました:直近でISO 13485認証を取得したベンダーを発見し、その証明書が堂々と掲示されていました。書面上では完璧でした。しかし、先週のランダムな生産ロットについて、完全なトレーサビリティ記録の提示を依頼したところ、不完全かつ矛盾した文書を2日かけて何とか集めました。その品質管理システムは、実際には「棚に並べられたバインダー」であり、日々の実践とは程遠いものでした。
重視すべき事業健全性指標
技術的能力および品質管理システムは確かに重要ですが、ベンダーが事業継続不能に陥ったり、必要時に迅速に対応できなかったりすれば、それらは無意味になります。事業健全性の評価は、サプライチェーンの中断リスクからあなたを守り、迅速かつ柔軟なパートナーシップを確保するために不可欠です。
以下の重要なビジネス要因を検討してください:
- 財務的安定性: 技術的能力が高くても、財務状況が不安定なサプライヤーはリスクです。基本的な財務情報の提供を依頼するか、第三者機関による信用調査レポートを活用してください。設備や施設への一貫した投資の跡も確認しましょう。
- 稼働率: 現在の作業負荷および需要変動への対応方法について尋ねてください。稼働率が95%に達している工場では、緊急の注文に対応できない可能性があります。逆に、稼働率が極端に低い場合は、事業上の問題を示唆している可能性があります。
- 連絡対応の迅速さ: 問い合わせに対する応答速度を計測してください。単純な質問に対し1週間もかかるベンダーは、量産段階でご不満を抱かせる可能性が高いです。専任のプロジェクトマネージャーや技術的助言を提供するエンジニアの有無も確認しましょう。
- 従業員の定着率: 従業員の離職率が高いと、品質および生産の一貫性に悪影響を及ぼします。オペレーターの平均在籍期間および教育・訓練プログラムについて尋ねてください。自社設備を十分に理解し、経験豊富な旋盤工・機械加工技術者は、より優れた成果を生み出します。
- バックアップおよび非常時対応計画: キーマシンがダウンした場合、どうなりますか?納期の確約を維持するために、冗長な設備やパートナー関係を有していますか?
この評価表を使用して、潜在的なベンダーを主要なパラメーターごとに評価・採点してください。
| 評価カテゴリ | 評価項目 | 確かめる の は どう か |
|---|---|---|
| 技術能力 | 設備の種類、公差範囲、材料に関する専門知識 | 工場見学、設備一覧、検査報告書付きサンプル部品 |
| 品質システム | 認証取得状況、検査設備、統計的工程管理(SPC)の導入状況 | 文書のランダム監査、校正記録、工程能力データ |
| 財務的健全性 | 経営の安定性、投資動向、信用力 | 信用調査報告書、施設の状態、設備の使用年数 |
| 生産能力および対応スピード | 現在の稼働率、通信速度、柔軟性 | 直接の質問、見積もり提出までの所要時間、参考先照会 |
| 作業員の質 | オペレーターの経験、教育訓練プログラム、離職率 | 現場での観察、機械加工担当者との直接対話 |
証明は認証ではなく実行にあり。プレゼンテーションを表面的に受け入れるのではなく、常に直接の観察および文書審査を通じて主張内容を検証すること。
忘れてはいけません。あなたが評価しているのは、単にそのベンダーが今日あなたの部品を製造できるかどうかだけではありません。むしろ、今後のニーズの変化にも応え続けられる信頼できるパートナーであるかどうかを評価しているのです。技術的・品質・ビジネスの各側面において高い評価を得たベンダーこそが、サプライチェーンにおける真の資産となり得ます——時折許容可能な結果を提供するだけの注文受付業者とは一線を画します。
もちろん、業界認証はこの評価プロセスにおいて極めて重要な役割を果たします。各認証が実際に何を保証しているのか、およびお客様の用途においていつ本当に重要となるのかを理解することで、過剰な仕様設定を避けたり、重要なコンプライアンス要件を見落としたりすることなく、適切な要件を設定できます。
業界認証とその購入者への意義
サプライヤーのウェブサイトには、ISO 9001、AS9100D、IATF 16949、ITARなど、さまざまな認証の略称が羅列されているのをご覧になったことがあるでしょう。しかし、多くのバイヤーが後になってようやく気づくのは、これらの文字列がそれぞれ全く異なる意味を持つということ、そして誤った認証を要求してしまうと、無駄なコストが発生するか、あるいは重大なコンプライアンスリスクにさらされる可能性があるという点です。
認証の理解は、単にチェックボックスを確認するだけではありません。それは、サプライヤーの資格を自社の実際の要件に照らして適合させる作業です。業界によっては、特定の認証が絶対に必須となる場合があります。一方で、他の認証は品質向上への取り組み姿勢を示す「あると望ましい」指標にすぎません。この違いを理解しておくことで、サプライヤー選定時の時間を節約でき、将来的な規制上の問題からプロジェクトを守ることにもつながります。
専門家でない方のための認証解説
専門用語を取り除き、各主要認証が実際に保証するもの、および保証しないものを明確にご説明します。
ISO 9001 iSO 9001は、世界中の品質マネジメントシステムの基盤となります。これは、サプライヤーが文書化されたプロセスを有し、パフォーマンスを追跡し、継続的改善へのコミットメントを示すという、最低限の基準と捉えることができます。業界分析によると、ISO 9001は生産サイクル全体における一貫性および製品の再現性を確保するための構造的枠組みを提供します。
ただし、ISO 9001だけでは業種固有のコンプライアンスを保証するものではありません。これは、ベンダーが自社で文書化した手順に従っていることを確認するものですが、その手順が航空宇宙、医療、自動車分野などの厳格な要求事項を満たしているとは限りません。
AS9100D aS9100はISO 9001を基盤とし、航空宇宙、防衛、宇宙システム向けに特別に策定された厳格な要求事項を追加しています。「D」改訂版が現在の標準であり、強化されたリスク管理、製品安全性に関する要求事項、および偽造部品防止対策が盛り込まれています。国際航空宇宙品質グループ(IAQG)によると、世界の航空宇宙企業の80%以上が、自社のCNCサプライヤーに対してAS9100認証を必須としています。
ISO 13485 医療機器の製造を対象とし、患者安全および規制遵守に重点を置いています。この認証は、サプライヤーが米国FDA 21 CFR Part 820の要件および欧州医療機器規則(MDR)の期待に沿ったプロセスを維持することを保証します。医療用機械加工アプリケーションにおいて、この認証は任意ではなく、参入に不可欠な条件です。
IATF 16949 自動車業界の品質マネジメント標準を表すものであり、国際自動車タスクフォース(IATF)によって策定されました。Xometry社の認証ガイドによると、このフレームワークはISO 9001を自動車業界特有のガイドラインに具体化したもので、不具合の未然防止、無駄の削減、サプライチェーンの一貫性の確保を重視しています。認証は二値的です——サプライヤーはすべての要件を満たすか、そうでないかのいずれかです。
ITAR(武器輸出管理規則:International Traffic in Arms Regulations) 他の認証とは根本的に異なります。ITARは、品質管理システムの認証ではなく、米国政府による防衛関連物品および技術情報の取扱いに関する登録制度です。軍事・防衛プロジェクトに携わるベンダーは、ITARへの登録が必須であり、制御対象情報へのアクセス権限は厳格に管理されます。
業界に応じた認証の選定
私の近くにある溶接・製造工場を検索する際、または 航空宇宙分野向けCNC機械加工サプライヤーを評価する際 、お客様の業種によって、認証資格が「推奨」から「必須」へと変化します。
以下の参照表を活用し、業種別に必要な認証要件を素早く確認してください:
| 認証 | 産業応用 | 何が保証されるか | 一般的な監査要件 |
|---|---|---|---|
| ISO 9001 | 一般製造、商業製品 | 文書化された品質プロセス、継続的改善へのコミットメント | 年次監視監査、3年ごとの再認証 |
| AS9100D | 航空宇宙、防衛、宇宙システム | 高度なトレーサビリティ、リスクマネジメント、偽造品防止、FAI(初回検証)への準拠 | 製品およびプロセスの詳細なレビューを含む年次監査 |
| ISO 13485 | 医療機器、インプラント、診断機器 | 患者安全重視、規制要件への適合(FDA、EU MDR)、設計管理プロセス | 年次監視、FDA登録との整合性確保 |
| IATF 16949 | 自動車OEMおよびティアサプライヤー | 欠陥防止、統計的工程管理(SPC)、サプライチェーン統合 | 7つのコアセクションをカバーする年次監査 |
| ITAR | 防衛関連物品、軍事用途 | 米国政府による管理対象技術情報および物品に関する許可 | 継続的なコンプライアンス遵守、正式な監査は実施されないが厳格な執行が行われる |
航空宇宙分野におけるコバール加工サービスやその他の特殊材料用途では、AS9100D認証により、ベンダーがこうした重要部品に求められる文書管理およびトレーサビリティを維持していることが保証されます。同様に、自動車パワートレイン部品向けの産業用製造サービスでは、OEMサプライヤープログラムへの参画資格を得るため、通常IATF 16949適合性が要求されます。
認証が最も重要となるとき
多くのバイヤーが見落としがちな現実があります:認証要件は必ずしも不変ではありません。要件が必須である場合と交渉可能である場合を正しく理解することで、過剰仕様(オーバースペック)を避け、結果としてサプライヤー候補の範囲を狭めたり、コストを不当に上昇させたりすることを防げます。
認証が必須となるケース:
- 米国連邦航空局(FAA)規制対象の航空機アセンブリに使用される部品については、AS9100D認証取得済みサプライヤーが必須です
- 医療用インプラントおよびクラスII/III医療機器については、ISO 13485認証取得済みの製造拠点が必要です
- OEM直取引の自動車サプライヤーは、IATF 16949認証を維持しなければなりません
- ITAR(米国国際兵器取引規制)管理対象物品を含む防衛契約においては、登録済みベンダーが必須です
交渉可能または文脈に依存する状況:
- 今後の航空宇宙用途向けプロトタイプ開発——認証は量産段階まで必要とされない場合がある
- ISO 9001による品質保証が十分である非重要商業用部品
- 一次請負業者から認証要件が下流に適用される、自動車業界のTier 2またはTier 3サプライヤー
- 最終的な量産が認証取得済み施設へ移管される研究開発(R&D)プロジェクト
よくある誤りの一つは、最終製品が航空宇宙分野向けであるという理由だけで、すべての機械加工部品に対してAS9100D認証を要求することです。該当部品が飛行に不可欠でなく、完全なトレーサビリティを必要としない場合、無駄に調達選択肢を制限し、プレミアム価格を支払っている可能性があります。
逆に、実際にはAS9100DまたはISO 13485が真正に求められる用途においてISO 9001のみを受諾することは、生産停止、規制当局による措置、最悪の場合には安全上のインシデントを招くようなコンプライアンス違反リスクを被ることになります。
目標は、最も多くの認証を取得することではなく、ベンダーの資格を自社の実際の規制要件および品質要件に適合させることです。
潜在的なサプライヤーを評価する際には、最新の認証書類および監査報告書の提示を依頼してください。提示された証明書をそのまま信用するのではなく、登録機関のデータベースを通じて認証の有効性を確認してください。また、忘れてはならないのは、認証とは、そのベンダーが監査当日に要件を満たしていたことを証明するものにすぎないということです。その後の継続的な取引関係こそが、その品質へのコミットメントが、お客様向けに製造されるすべての部品に確実に反映されるかどうかを決定します。
認証の意味を正しく理解したうえで、次の課題は、複数のベンダーから正確かつ比較可能な見積もりを確実に得られるよう、自社の要件を十分に明確に伝えることです。この過程において、RFQ(見積依頼書)におけるわずかな記載の違いが、受領する応答の正確性を左右するか否かを決めることがあります。
正確な見積もりを得るためのRFQ作成
あなたは、適格な機械加工ベンダーを特定し、その認証状況も把握しました。次に訪れるのは正念場——見積もり依頼(RFQ)の段階です。しかし、多くのバイヤーが予期しない落とし穴があります。それは、「あなたのRFQの質が、得られる応答の質を直接的に決定する」という事実です。曖昧で不完全なRFQは、単に作業を遅らせるだけではありません。むしろ、予算やスケジュールを大きく狂わせる、不正確な価格提示を意図せず誘発してしまうのです。
RFQを、プロジェクト全体の基盤となる文書として捉えてください。あなたと製造パートナーが、最初の段階で仕様を正確に合意すれば、解釈の余地や高コストな想定が生じる余地は一切ありません。では、CNC機械加工部品について迅速かつ正確な見積もりを得るために、どのようなRFQを作成すべきか、具体的にご案内します。
効果的なRFQの構成要素
機械加工部品のRFQ(見積もり依頼書)は、単に価格を取得するために記入するフォームではありません。製造業の専門家によると、RFQは、お客様のプロジェクトにおいて「正しく完了した状態」を定義する文書です。お客様が記載する(あるいは省略する)すべての詳細が、サプライヤーによる仕様の解釈および見積もり算出に直接影響を与えます。
正確かつ比較可能な回答を引き出すRFQを作成するためのステップ・バイ・ステップ手順は以下のとおりです:
- 技術資料パッケージをまとめます: まず、部品の形状を正確に表す完全な3D CADモデル(可能であれば.STEPファイル形式)を用意します。このファイルは、自動見積もりシステムでも手動プログラミングでも、共通の「真実の源泉」となります。
- 補完的な2D図面を作成します: PDF形式の図面は、3Dモデルを補完する重要な情報を明確に示し、追加する必要があります。具体的には、公差、幾何公差(GD&T)の指示、表面粗さの要求、および材料仕様です。製造エンジニアリングの専門家が指摘しているように、「成功するRFQパッケージとは、2D図面が3Dモデルを補完・明確化する役割を果たし、それと矛盾しないものであることです。」
- 数量を明確に指定すること: 初回発注数量および予測年間使用量を示す数量表を含めてください。これにより、サプライヤーは個別発注ごとに見積もりを行うのではなく、適切なロット単価を提示できます。
- 納期要件を定義すること: 目標リードタイムおよび緊急対応可能な納期オプションの有無を明記してください。納期に関する明確な情報は、サプライヤーが自社の生産能力との適合性を評価するうえで重要です。
- 二次加工工程を列挙すること: 仕上げ処理、熱処理、めっき、組立、特殊包装など、総コストに影響を及ぼす要件をすべて文書化してください。
- 検査要件を含めること: 100%検査を実施する寸法と統計的サンプリングで検査する寸法を明確に指定し、品質確認に関する期待値の曖昧さを解消します。
正確な見積もりを提供するためにサプライヤーが必要とする情報
サプライヤーが不完全な情報を受領した場合、以下のいずれかの選択を迫られます:質問をして回答を待つ(結果として見積もり提出が遅延)か、勝手な仮定に基づいて対応する(不明点をカバーするために価格を過大に設定する可能性あり)。どちらの結果も、お客様の利益にはなりません。以下に、機械加工サプライヤーがCNC部品の正確な見積もりを提供するために必要とする情報を具体的に示します。
- 完全なCADファイル: 正確な形状情報を含むネイティブまたは中立形式の3Dモデル(.STEP、.IGES、.SLDPRT)。サプライヤーはこれらのファイルを直接プログラミングに使用するため、ここで生じる誤りは製造工程全体に拡大・伝播します。
- 材料の仕様 単に「アルミニウム」と記載するだけでは不十分です。正確な合金種(例:6061-T6、7075-T651)、状態(熱処理状態など)、および必要となる材料証明書の要件を明記してください。柔軟性を認める場合は、承認済みの代替材料も併記してください。
- 許容差仕様: 特定の公差指定を持つ重要な寸法を明確にします。非重要部品に対する一般公差はコスト削減に寄与し、一方で機能面における厳密な公差は性能を保証します。
- 表面仕上げの仕様: 機能面に対してRa値その他の仕上げ基準を明記してください。Ra 125の仕上げは、Ra 16の鏡面仕上げと比較して大幅に低コストです——各表面が実際に必要とする仕上げを具体的に指定してください。
- 数量および納期スケジュール: 初回発注数量に加え、ご予測数量もお知らせください。オンラインCNC見積もりサービスを提供するベンダーも、従来型の工作機械工場も、単発発注と継続的な生産プログラムでは価格設定が異なります。
- 使用用途の背景: 該当する場合は、部品の機能について説明してください。 経験豊富なサプライヤー は、腐食耐性向上のためのめっき選択肢を提案したり、製造性を高めるための設計変更を提案したりできます。
不完全なRFQ(見積依頼書)は、ベンダーに予備費を含めた過大な見積もりを余儀なくさせたり、複数回にわたる確認作業を要求させたりします——いずれにせよ、貴社は時間的ロスを被り、本来最初から正確に見積もられたはずの部品について、過剰な支払いをしてしまう可能性があります。
見積もり比較の落とし穴を回避する
RFQを3社のベンダーに送付し、3件の異なる価格を受領しました。しかし、これらを実際に比較できますか? 多くのバイヤーは、見積もりの差異が実際のコスト差ではなく、各ベンダーによる解釈の違いに起因することに、遅まきながら気づくことになります。以下に、真正な「りんご同士の比較(同一条件での比較)」を可能にするRFQ作成方法を示します。
フォーマットを標準化する: すべてのベンダーに対して同一の情報パッケージを提供してください。あるベンダーが追加の説明を受け取った場合、その情報を全ベンダーと共有してください。『 RFQプロセスに関する調査 』によると、見積もりの形式に関する指示を含めることで、バイヤーが異なる選択肢を比較する作業が大幅に容易になります。
コスト構成要素を分解する: 材料費、機械加工時間、仕上げ工程、検査をそれぞれ明細化した見積もりを依頼してください。こうした透明性により、ベンダー間の相違点が明らかになり、最適化の機会を特定しやすくなります。
含まれる範囲を明確に指定する: 見積もりに配送費、材質証明書、初品検査報告書、または特殊包装が含まれるかどうかを明示してください。隠れた除外項目があると、一見安価な見積もりが、予期せぬ高額な追加費用につながります。
コスト増加を招く一般的なRFQ(見積依頼書)のミス:
- 矛盾する資料: 3Dモデルと2D図面で形状が異なる場合、サプライヤーはどちらに従うかを判断しなければならず、あるいは確認作業の遅延分を価格に上乗せせざるを得ません。
- 過剰な公差指定: 実際には3つの特徴のみが±0.001インチの精度を必要とするにもかかわらず、すべての寸法に対してこの公差を指定すると、コストが大幅に上昇します。
- 数量の背景情報の欠如: 10個の試作見積もりを依頼する際に、年間需要が500個であることを明記しないと、サプライヤーはロット単位でのより有利な価格体系を提案できなくなります。
- 二次加工工程の記載漏れ: 陽極酸化処理、熱処理、または組立などの必要な二次加工を記載し忘れた場合、見積もりはプロジェクトの実際の総コストを反映しません。
- 試作用RFQを量産に活用すること: 5個のCNC試作部品を迅速に製造するベンダーが、必ずしも5,000個の量産部品を担当する適切なパートナーとは限りません。それぞれのシナリオに応じて、別々のRFQテンプレートを作成してください。
ある経験豊富なバイヤーが次のような洞察を共有しました。かつて、同一部品についてオンライン機械加工業者からの見積もりが300%もばらつく理由がわからなかったそうです。その答えは?彼らの図面に曖昧な公差が記載されており、各ベンダーがそれぞれ異なる解釈をしていたためです。RFQ文書を明確な仕様で標準化したところ、見積もりのばらつきは15%まで低下しました。これは、解釈の齟齬ではなく、実際の製造能力および価格設定の違いを如実に反映する結果となりました。
ご留意ください。RFQは、単に価格見積もりを取得するためのツールであると同時に、ベンダーの能力を評価する診断ツールでもあります。サプライヤーがご提出いただいた詳細な仕様書に対してどのように対応するか——その姿勢は、彼らの製造プロセス、コミュニケーションスタイル、そして細部への配慮力を如実に示します。こうした情報は、最終的なベンダー選定において極めて貴重な判断材料となります。
正確な見積もりを手にした後、次に評価すべき要素は、その有望な納期が実際の運用において本当に守られるかどうか、および実際の生産現場における納品信頼性に影響を与える要因は何であるかです。

納期要因と納品信頼性の評価
あなたは有望な納期を提示した見積もりを受け取りました。しかし、多くのバイヤーが経験を通じて知ることになる不快な真実はこれです:提示された納期と実際の納品日はしばしば乖離し、場合によっては大幅にずれることもあります。機械加工における納期を実際に左右する要因を理解することで、サプライヤーの約束が現実的かどうかを評価でき、高額な予期せぬ遅延から自社の生産スケジュールを守ることができます。
精密部品向けのCNC旋盤加工サービスを調達する場合でも、複雑な多工程アセンブリを調達する場合でも、納品の信頼性は、あなた自身のコントロール下にある要因と、それ以外の要因の両方に依存します。ここでは、実際に納期に影響を与える要因を詳しく解説し、サプライヤーが自らの約束を果たす能力をどう評価するかについてご説明します。
納期を実際に左右する要因とは?
納期は単に「機械加工に要する時間」ではありません。CNC製造に関する調査によると、納期とは、注文受付から最終納品に至るまでの総所要時間を指します。これには、工作機械の稼働可能状況、材料調達、NCプログラム作成、加工生産、仕上げ処理、検査、出荷などが含まれます。各工程が所要時間を要し、いずれかの工程で遅延が発生すると、その影響は全体のスケジュールに波及します。
お客様の部品が実際に到着するまでのスピードを左右する主な要因は以下のとおりです:
- 工作機械の稼働可能状況: 設備が充実している工場であっても、稼働能力には制約があります。10台のCNC工作機械を2交代制で運用している工場の場合、セットアップや保守作業を考慮した有効稼働時間は、1日あたり約140時間となります。お客様の注文は、この限られた稼働能力を既存の他の受注案件と競合することになります。
- 材料の調達: 一般的な材料(アルミニウム6061やステンレス鋼304など)は通常在庫があり、即時の生産開始が可能です。ただし、特殊合金、特殊プラスチック、または認証済み材料については、CNC切断を開始する前にサプライヤーからの納入に1~2週間かかる場合があります。
- 部品の複雑さ: 基本的な公差を要する単純な形状の部品は迅速に加工できます。一方、5軸加工、複数の取付工程、または高精度公差(±0.001インチまたはそれより厳密)を要する複雑な部品では、プログラミング、セットアップ、および加工に大幅に多くの時間がかかり、単純な部品と比較して20~30%長くなる場合もあります。
- 仕上げ工程: 熱処理、電気めっき、陽極酸化処理、または特殊コーティングなどの二次加工は、通常外部業者による処理を要します。各二次加工工程には輸送時間に加え、ベンダー側の待ち時間も発生するため、納期が数日から数週間延長される可能性があります。
- 品質検査の要件: 100%CMM検査を要する部品は、統計的サンプリングを用いる部品に比べて検査に時間がかかります。製造能力に関する調査によると、三次元座標測定機(CMM)を用いた徹底的な検査は、スポットチェック方式と比較して、部品1個あたり10~20分の追加時間を要します。
多くのバイヤーが見落としがちな点は、あなたがコントロールできる要因と、そうでない要因との間に大きな違いがあるという点です。この区別を理解することで、効果のある改善活動に注力することができます。
あなたが影響を与えられる要因
- 設計の複雑さおよび公差仕様
- 材料選定(標準材 vs. 特殊材)
- 発注数量およびロットサイズ
- 検査要件および受入基準
- 二次加工仕様
- RFQ文書の完全性および明確さ
あなたがコントロールできない要因
- ベンダーの既存注文残高
- 機械の故障および予期しない保守作業
- 原材料のサプライヤーによる納入遅延
- 外部仕上げベンダーのスケジュール
- 出荷物流および輸送時間
発注前のベンダーの生産能力評価
賢いバイヤーは、納期遅れが問題を引き起こした後にではなく、注文を確定する前に生産能力を評価します。しかし、ベンダーが開示をためらう可能性のある事項を、どのようにして評価すればよいでしょうか?適切な質問によって、CNCサービスプロバイダーが実際の納期を確実に満たせるかどうかが明らかになります。
製造能力に関する調査 検討すべきいくつかの重要な指標を特定します:
現在の業務負荷に関する質問:
- 現在の設備利用率はどのくらいですか?(85%を超えて稼働している工場では、緊急注文や納期変更への対応に柔軟性が限定されます)
- 現在、何シフト制で稼働していますか?(単一シフト運転の場合は拡張余地がありますが、3シフト運転の場合は限界に達しています)
- 同様の部品について、現在の見積りから納品までの所要時間は通常どれくらいですか?
- 私の案件に特化した専用設備をお持ちですか?それとも、私の注文は他の製品タイプと生産設備を競合することになりますか?
生産能力計画の指標:
- 彼らは生産スケジューリングソフトウェア(ERP/MESシステム)を用いてワークフローを管理していますか?
- 楽観的で単一の納期を提示するのではなく、現実的な納期範囲を提示できますか?
- 生産中に機械が故障した場合、どのように対応しますか?バックアップ設備はありますか?
- 顧客間での優先順位の衝突が生じた場合、どのように対応しますか?
「自宅近くのCNCサービス」を検索する際、近隣という点は配送時間の短縮以上のメリットをもたらします。地元のベンダーであれば、工場見学が可能となり、現場の作業状況を実際に目で確認できます。作業中の工場で活気あふれる様子は、健全な事業運営を示しているかもしれません——あるいは、納期に影響を及ぼす可能性のある生産能力の逼迫を意味しているかもしれません。一方、営業時間中に機械が稼働していない状態は、余裕ある納期を示しているかもしれません——あるいは、仕事の不足という懸念すべき状況を示しているかもしれません。
スピードと品質期待のバランス
経験豊富な購入者が実感している、やや不快な現実とは:非現実的に短い納期を約束するベンダーは、その約束を果たすために手を抜くことがよくあります。スピードと品質の関係は単なる理論ではなく、検査工程の省略、急ぎのセットアップ、および精度よりもスピードを優先するよう圧力を受けるオペレーターといった形で具体的に表れます。
以下のシナリオを考えてみてください:あるベンダーが、他社が同一のCNC旋盤加工サービスに対して10~12日と見積もる中、5日の納期を提示しています。このスピードの差を可能にする要因には以下のようなものが考えられます:
- 他社が持たない利用可能な生産能力(正当な優位性)
- より効率的なプロセスおよび設備(正当な優位性)
- 検査および品質確認の削減(懸念事項)
- 作業員の疲労を招く残業(品質リスク)
- 注文確定後に遅延が発生する可能性のある非現実的な納期約束(信頼性リスク)
に従って ベンダー評価調査 定期的なコミュニケーションと明確な期待値設定を通じて協働関係を構築することは、単にスピード重視の取引型アプローチよりも優れた成果をもたらします。
納期約束における赤信号(レッドフラッグ):
- 明確な根拠を示さずに、複数の競合他社よりも著しく短い納期を提示すること
- 現在の稼働状況や生産能力についての説明を渋ること
- 潜在的な問題への対応のためのスケジュール上のバッファが設定されていない
- 納期遅延の過去実績(参考先を提示してもらうこと)
- 納期遵守のため、検査要件への対応を後回しにすること
納品信頼性に関する「グリーンライト」:
- 現在の生産能力およびスケジューリングについての透明性の高い説明
- 現実的な納期設定(通常10~15%の余裕を含む)
- 潜在的な遅延についての能動的なコミュニケーション
- 顧客からの参考事例により実績が確認済み
- 注文のリアルタイム追跡およびステータス更新
国内ベンダーと海外ベンダーの考慮事項
地理的な調達先の選定は、納期の信頼性に大きく影響します。国内ベンダーは迅速な配送と円滑なコミュニケーションを提供する一方、海外サプライヤーはコスト優位性をもたらす反面、複雑さが増します。
| 係数 | 国内ベンダー | 海外ベンダー |
|---|---|---|
| 輸送時間 | 1〜5営業日 | 2~6週間(海上輸送)または3~7日間(航空輸送) |
| コミュニケーション | 同一タイムゾーン、直接の電話連絡可能 | タイムゾーンの違い、言語障壁の可能性 |
| 問題の解決 | 迅速な対応、工場訪問が可能 | 出荷再作業による遅延、監督範囲が限定的 |
| 納期予測の確実性 | 高い——変動要因が少ない | 低下—関税、輸送の混乱、祝日 |
| ラッシュオーダー対応能力 | 高額なプレミアム価格で提供されることが多い | 輸送制約により限定される |
納期が厳しいプロジェクトにおいては、遅延による実コスト、国際急送費用、および現地で是正できないタイミングで発覚する品質問題を総合的に考慮すると、国内のCNC切断サービスの方が経済的であることが多くなります。
結論として、納期の信頼性は、単に提示された日数をそのまま受け入れるのではなく、すべての要素を包括的に理解することから生まれます。自社の生産能力を明確に説明し、潜在的な制約について率直に話し合い、現実的なバッファをスケジュールに組み込むサプライヤーは、一見魅力的でも継続的に達成できない過剰に楽観的な納期を提示するサプライヤーよりもはるかに信頼性が高いのです。
納期の期待値を適切に調整した後、次に重要な検討事項は、ご要望の材料仕様とサプライヤーの専門性を正確にマッチさせることです。なぜなら、選択した材料に対して不適切な加工店を選定すると、いかなる生産能力をもってしても解決できない問題が生じるからです。
材料に関する専門性とサプライヤーの対応能力のマッチング
認証の評価、生産能力の審査、正確な見積もりの取得はすでに完了しました。しかし、経験豊富なバイヤーでさえ見落としがちな要因があります。それは、すべての機械加工ベンダーがすべての材料を同様に優れた品質で加工できるわけではないという点です。アルミニウム製部品の加工で完璧な品質を実現している工場でも、チタンの加工には苦戦するかもしれません。ステンレス鋼の加工に長けたベンダーでも、エンジニアリングプラスチックを一度も扱ったことがない場合があります。
なぜこれが重要なのでしょうか? その理由は、材料に関する専門知識が、製品の品質、生産効率、そして最終的にはプロジェクトの成功に直接影響を与えるからです。ご要件に合致しない材料を扱うベンダーを選択すると、プロセス改善をいくら進めても解決できない問題が生じます。以下では、ご使用の材料に最も適した、実績ある専門知識を持つベンダーをどのように選定するかについて詳しく解説します。
材料とベンダーの専門性のマッチング
異なる材料は切削工具下で著しく異なる挙動を示します。E.J. バスラーによる製造業向け研究によると、こうした違いを理解することで、部品の構造的完全性が保たれ、生産コストが適切に管理され、所定の表面仕上げが達成されます。
アルミニウムとステンレス鋼を比較してみましょう。アルミニウムは切削速度が速く、工具摩耗が少なく、またプログラミング上の軽微な誤りにも寛容です。一方、ステンレス鋼は機械加工中に加工硬化を起こし、特定の切削条件を要求し、不適切な加工技術に対しては工具の早期破損や不良な表面仕上げといった形で厳しく対応します。アルミニウム製造に特化したベンダーは、ステンレス鋼を効率的に加工するための専用工具、冷却装置、およびオペレーターの専門知識を備えていない可能性があります。
実際の現場における材料に関する専門知識とは、以下の通りです:
- 最適化された切削条件: 経験豊富なベンダーは、各材料に対する最適な切削速度、送り速度、切り込み深さを熟知しています。これは単なる教科書的な数値ではなく、数千時間に及ぶ実際の生産経験を通じて磨かれたパラメーターです。
- 適切な工具選定: 異なる材料には、異なる工具形状、コーティング、およびグレードが必要です。青銅の加工には、アルミニウムやチタンの加工とは異なるインサートが求められます。
- 材料に応じた冷却液戦略: 一部の材料にはフルード冷却液(フロッドクーラント)が必要ですが、他の材料ではミスト冷却またはドライ加工の方が性能が向上します。不適切な選択は熱損傷、表面仕上げ不良、あるいは工具摩耗の加速を引き起こします。
- ワークホルディング(治具・固定方法)のソリューション: デルリンプラスチックなどの軟質材料は、変形を防ぐために優しいクランプ力で固定する必要があります。一方、硬質材料には振動(チャタリング)を防ぐための剛性の高い治具が必要です。専門知識とは、こうした課題に対して適切なソリューションを常に準備していることを意味します。
特定の材料に対する機械加工ベンダーを評価する際には、以下の示唆に富んだ質問をしてください:
- 現在の生産における当該材料の加工比率はどの程度ですか?
- 当該材料で製造されたサンプル部品およびその検査報告書を提示していただけますか?
- 使用している工具および加工条件(切削条件)は何ですか?また、それらはどのように開発されたのですか?
- この材料に関して、どのような課題に直面しましたか?また、それらをどのように解決しましたか?
実際の専門知識を持つサプライヤーは、具体的で経験に基づいた洞察を用いてこれらの質問に回答します。一方、経験が不足しているサプライヤーは、あいまいな教科書的な回答しか提供できません。
専門性の高い材料には、専門的な知識を持つサプライヤーが必要
アルミニウム6061やステンレス鋼304などの一般的な材料は、多くの有能な加工業者によって十分に理解されています。しかし、専門性の高い材料には、特定の分野に特化したサプライヤーのみが持つ専門的知識が不可欠です。汎用的な加工業者にこうした材料の加工を依頼すると、しばしば部品の廃棄、予算の超過、納期の遅延といった結果を招きます。
青銅合金: CNC加工におけるブロンズの加工は、特有の課題を伴います。ブロンズのCNC加工では、長く糸状の切屑が発生し、工具に巻き付く可能性があるため、切屑制御に特に注意を払う必要があります。経験豊富なベンダーは、ブロンズの特性に最適化された特別なインサート形状およびチップブレーカーを用います。ベアリング、ブッシュ、または海洋用途向けのブロンズ部品を加工する必要がある場合、実績のあるブロンズCNC加工経験を持つベンダーを選定してください。
エンジニアリングプラスチック: ナイロンやデルリンプラスチックなどの加工用材料は、金属とは根本的に異なる加工手法を必要とします。これらの材料は熱の蓄積に敏感であり、これにより寸法変化や表面粗さの悪化が生じます。鋭利な工具、適切な送り速度、そして場合によっては特殊な冷却方法を用いることで、未熟な工場でよく見られる溶融やガリングを防止できます。製造専門家によると、PEEK、デルリン、PTFEなどの高機能ポリマーを加工するには、プラスチック専門の知識と技術を持つベンダーが必要です。
航空宇宙用超合金: ニトロニック60、インコネル718、チタン合金などの材料は、切削加工をその限界まで押し進めます。これらの材料は切削に抵抗し、極端な熱を発生させ、工具の摩耗を急速に進行させます。 航空宇宙製造に関する研究 これらの材料を加工するには、表面整合性および寸法精度を維持するために、専門的な切削加工技術と工程管理が不可欠であることを確認しています。こうした経験を有さないベンダーは、工具寿命、表面粗さ、幾何学的精度の面で困難に直面します。
特殊合金: コバル(気密封止用途に使用)および同様の特殊合金は、その独特な特性を理解しているベンダーを必要とします。これらの材料には、微小亀裂の発生防止、磁気特性の維持、あるいは特殊な表面特性の保持など、特定の切削加工要件がしばしば存在します。
以下の参照表を用いて、各材料カテゴリーにおける能力指標を特定してください:
| 材料タイプ | 典型的な用途 | ベンダーの能力指標 | 認証に関する検討事項 |
|---|---|---|---|
| アルミニウム合金 (6061、7075、2024) | 航空宇宙構造部品、電子機器筐体、一般機械加工 | 高速切削能力、適切なチップ排出、アルマイト処理の提携企業 | 航空宇宙向けAS9100D認証;7075-T651材の材質証明書 |
| ステンレス鋼 (303、304、316、17-4PH) | 医療機器、食品加工、海洋関連、化学処理 | 剛性の高い工作機械、適切な切削油冷却システム、加工硬化への対応経験 | 医療機器向けISO 13485認証;食品グレード向けの材質トレーサビリティ |
| ブロンズ合金 (C932、C954、C863) | ベアリング、ブッシュ、海洋用ハードウェア、摩耗部品 | チップ制御に関する専門知識、適切なインサート選定、表面粗さ達成能力 | 海洋用途または圧力容器用途向けの材質証明書 |
| エンジニアリングプラスチック (デルリン、ナイロン、PEEK、PTFE) | 絶縁体、ブッシング、医療用部品、食品加工用部品 | 高精度金型設計手順、熱管理技術、寸法安定性に関する専門知識 | 食品接触用途におけるFDA適合性;医療機器向けISO 13485認証 |
| チタン合金 (グレード5、グレード23) | 航空宇宙、医療インプラント、高性能用途 | 剛性の高い5軸加工能力、特殊金型技術、豊富なチタン製造実績 | 航空宇宙分野向けAS9100D認証;インプラント向けISO 13485認証 |
| スーパーアロイ (インコネル、ニトロニック60、ハステロイ) | ジェットエンジン、化学プロセス装置、過酷環境用機器 | 高度な多軸加工技術、特殊冷却技術、文書化された超合金加工実績 | 通常AS9100D認証が求められる。全材料トレーサビリティが必要。 |
| 特殊合金 (コワール、インバー、モネル) | 気密シール、高精度計測機器、極低温用途 | 材料固有の要求事項への理解、厳密な公差対応能力 | 用途に応じた認証要件。材料証明書は必須。 |
材料の認証およびトレーサビリティ
機械加工技術に加え、材料に関する文書化要件は用途によって大きく異なります。一部のプロジェクトでは、単に合金種類を指定するだけで十分ですが、他のプロジェクトでは、製鋼所(ミル)から完成部品に至るまでの完全なトレーサビリティが義務付けられます。
こうした要件を正しく理解することで、適切な仕様を定めることができるとともに、サプライヤーがご要件に応じた文書を実際に提供可能かどうかを評価できます。
標準的な商用用途: 合金組成および機械的特性を確認する基本的な材料証明書で通常十分です。ほとんどのサプライヤーは、要望に応じて製鋼所証明書(ミル証明書)を提供できます。
航空宇宙の用途: 全材料のトレーサビリティは絶対条件です。航空宇宙産業の要件では、サプライヤー管理および材料制御手順が航空宇宙規格を満たすことが求められており、これには熱処理ロットのトレーサビリティ、材料取扱い手順、および認証要件をサポートする文書パッケージが含まれます。
医療機器の製造: 患者に接触する材料については、生体適合性に関する文書化が必須です。ベンダーは、完成部品と特定の原材料ロットを結びつけるロットトレーサビリティを維持しなければなりません。これは、リコール発生時の対応に不可欠です。
防衛・原子力分野: DFARS準拠の材料で、原産国が明記された文書が必要となる場合があります。また、一部の用途では、国内のみで調達された材料の使用が指定されることがあります。
材料取扱いに関する確認事項:
- 材料の区分管理および混入防止は、どのように実施されていますか?
- 原材料から完成部品に至るまでの完全なトレーサビリティを提供できますか?
- 納入材料の検証証明書を仕様書と照合して確認していますか?
- 特定のロットに関するトレーサビリティ記録を、どのくらいの速さで取得できますか?
ベンダーの回答から、その素材管理がお客様の要件を満たしているかどうかが明らかになります。航空宇宙用合金を取り扱うショップでは、即座に堅固な手順を示す必要があります。一方、一般用途の素材のみを加工するショップでは、認証済み素材を用いるプロジェクトを受注する前に、関連システムの整備が必要となる場合があります。
素材に関する専門性とは、単に切断能力を有することだけを意味するものではありません。それは、調達、取扱い、トレーサビリティ、および文書管理といった実践を含み、原材料から最終検査に至るまで、お客様の部品が仕様を確実に満たすことを保証します。
ご留意ください:特殊素材に関する専門性を備えたベンダーに高額な費用を支払うことは、しばしば代替案よりもコストが低くなります。希少金属合金の素材の廃棄、部品の不良、プロジェクトの遅延などは、真の素材専門知識を持たない低価格ベンダーを選択した場合に得られる節約額を、たちまち上回ってしまうでしょう。
材料要件を適切なベンダーの能力に合わせた後、次のステップは、初期の資格審査から継続的なパフォーマンス管理に至るまでの、ベンダー関係ライフサイクル全体を理解することです。これにより、長期にわたり一貫した成果が確保されます。
ベンダー関係の構築と管理
適切な認証、材料に関する専門知識、および生産能力を備えた機械加工ベンダーを既に選定しました。しかし、優れた調達担当者と、常にサプライヤー問題への対応に追われる担当者とを分けるのは、ベンダー選定が単なる始まりにすぎないという認識です。本格的な作業—and そして真の価値—は、数か月、数年にわたり一貫した成果をもたらす関係を築くことにこそあります。
こう考えてみてください。優れたベンダーを見つけることは、有能な従業員を採用することに似ています。面接は重要ですが、その後のオンボーディング、明確な期待値の設定、そして継続的なパフォーマンス管理こそが、その採用が長期的な資産となるか、あるいは繰り返し発生する課題となるかを決定づけます。この原則は、機械加工および製造のパートナー選びにも同様に適用されます。
ベンダー評価プロセス
重要な量産を任意のサプライヤーに委託する前に、体系的な評価プロセスを実施することで、高額な予期せぬトラブルから自社を守ることができます。『 サプライチェーンマネジメント研究 』によると、自動車製品の価値の80%以上が外部サプライヤーによって創出されているため、ベンダー評価は単なる「重要事項」ではなく、貴社の成功にとって「極めて重要」な要素です。
以下は、業種を問わず実証済みの「評価からパートナーシップへ」のステップです:
- 成功基準の定義: サプライヤーを評価する前に、まず「成功」とは何かを明確に文書化してください。許容される公差の範囲(トランスレーション)はどこまでが絶対条件ですか? 必須の認証と、あれば望ましい認証はそれぞれ何ですか? また、どのようなコミュニケーションの迅速性を期待しますか? このような明確な定義により、後々の主観的な判断を防ぐことができます。
- 初期スクリーニングを実施する: ベンダーの能力を自社の要件と照らし合わせて確認してください。機器一覧表、認証関連書類、およびサンプル検査報告書の提出を依頼します。詳細な評価に時間をかける前に、明らかに要件を満たさない候補者は早期に除外しましょう。
- 工場監査を実施する: 重要なサプライヤーについては、現地訪問に代わるものはありません。現場の作業フロアを実際に視察し、作業員と直接対話して、紙面上ではなく実際の品質管理システムの運用状況を確認してください。「私に近い機械加工工場」を検索する場合、地理的な近接性によりこうした訪問が現実的になります。
- サンプル部品の評価: お客様の実際の設計図面および仕様書に基づき、サンプル部品の試作を依頼してください。これらのサンプルを厳密に検査しましょう。それは、評価条件下におけるベンダーの最高水準の作業成果を示すものです。
- 参考情報の確認: 同様の要件を持つ既存顧客に連絡し、具体的な質問を行ってください。たとえば、「サプライヤーは品質問題をどのように対応していますか?」「納期の約束を守っていますか?」「設計変更への対応は迅速ですか?」などです。
- リスク評価を実施する: 部品の重要度、単一調達先の懸念、財務状態などを基に、サプライヤーをリスクレベル別に分類します。リスクが高いサプライヤーには、より厳格な資格審査および継続的なモニタリングが必要です。
- 文書化および承認: 資格審査の判断を明確な文書で正式化します。承認されたサプライヤーの業務範囲に適用される条件や制限事項を含めて記載してください。
よくある誤りの一つは、スケジュールの圧力により資格審査を急いでしまうことです。十分な審査プロセスを通過したサプライヤーは信頼できるパートナーとなりますが、不十分な審査をすり抜けて承認されたサプライヤーは、その後繰り返し発生する問題となり、結局は適切な初期評価に費やす時間よりもはるかに多くの時間を消費することになります。
長期的成功のためのオンボーディング
資格認定は、サプライヤーが高品質な部品を製造できることを確認するものです。オンボーディングは、双方が効果的に協業していくための方法を確立するプロセスです。このステップを省略すると、たとえ能力のあるサプライヤーであっても、あなたの期待に応えることが困難になります——その理由は能力の欠如ではなく、むしろ明確な指示や要件の不足にあります。
機械およびファブリケーション(製造)パートナー向けの効果的なオンボーディングには、以下のいくつかの必須領域が含まれます:
通信プロトコル:
- 発注、品質問題、技術的質問に関する主な担当者は誰ですか?
- 各種問い合わせに対して、どの程度の応答時間を期待しますか?
- メール、電話、ポータルシステムなど、どのコミュニケーションチャネルが最も適していますか?
- 発注受領確認、出荷通知、および関連書類の取り扱い方法はどのようになりますか?
品質に関する期待:
- 各出荷物に添付される検査関連書類は何ですか?
- どの寸法について100%全数検査を実施し、どの寸法についてはサンプリング検査でよいですか?
- 製造中に不適合部品が発見された場合、サプライヤーはどのように対応すべきですか?
- 必要に応じて逸脱承認を申請する際の手順はどのようになっていますか?
業務連携:
- 注文予測は、いつまでに提供されますか?
- 数量または納期の変更に対して、どの程度の柔軟性がありますか?
- 設計変更はどのように通知され、実施されますか?
- 適用される包装およびラベリング基準は何ですか?
に従って ガートナー社のサプライヤー関係に関する調査 、トップクラスの調達組織の62%が、サプライヤーとの関係強化を最優先課題としており、無駄の削減と効率性の向上に焦点を当てた業務連携が、単なる取引処理を超えた、測定可能な価値をもたらすことを認識しています。
これらの期待事項を正式化するためのサプライヤー品質契約(SQA)の策定を検討してください。この文書は、疑問点を解決する際の基準となり、両当事者が要求事項について同一の理解を有していることを保証します。
ベンダーのパフォーマンスを長期にわたり管理すること
今日、優れた成果を上げているベンダーも、継続的な関心を払わなければ徐々にずれてしまう可能性があります。市場は変化し、キーパーソンが退職し、設備は老朽化し、優先事項も移り変わります。積極的なパフォーマンス管理により、加工・機械加工パートナーを貴社のニーズに常に適合させることができます。
パフォーマンス指標の設定:
測定しなければ改善できません。貴社の運用にとって重要な指標を追跡しましょう:
- 納期厳守: 約束納期通りに納品された注文の割合
- 品質性能 不良率、初回合格率、顧客クレーム
- 反応性 見積もり提出までの所要時間、問い合わせへの対応速度
- 書類の正確性: 適切な認証の有無、検査報告書の完全性
- コストの安定性: 価格調整の頻度およびその規模
ガートナー社の調査によると、業界をリードする企業は、運用指標(コスト、品質、納期)に加え、価値指向型指標(イノベーション能力、変化への対応力、サプライチェーンのレジリエンス)を含むサプライヤー評価スコアカードを活用しています。最も効果的なスコアカードは、単なる過去の実績追跡にとどまらず、予測的なインサイトを提供し、能動的なマネジメントを可能にします。
定期的なレビューの実施:
戦略的サプライヤーとの定期的なビジネスレビューをスケジュールします。重要な機械加工・製造パートナーについては四半期ごとのミーティングを設定することで、以下のことが可能になります:
- パフォーマンス指標およびその傾向のレビュー
- 今後の要件およびキャパシティ計画に関する検討
- 品質や納期に関する懸念事項を、問題が拡大する前に解決
- 双方向でのフィードバックの共有——サプライヤーは、お客様のプロセスに関して貴重な知見を持つことがよくあります
- 継続的改善の機会の探求
品質問題への建設的な対応:
問題は発生します——優れたベンダーであっても同様です。問題への対応方法が、関係性を強化するか悪化させるかを決定づけます。効果的な是正措置プロセスには以下が含まれます:
- 不適合事象の具体的な詳細を明記した明確な通知
- 表面的な症状にとどまらず、根本原因まで掘り下げる原因分析
- 即時の問題だけでなく、システム的な原因に対処する是正措置
- 是正措置が再発防止に実際に効果があることを確認する検証
- 得られた教訓を記録する文書化
品質逸脱(クオリティ・エスケープ)をすべてサプライヤー解約の根拠とみなす誘惑を避けましょう。サプライヤー管理に関する研究によると、問題解決に向けて協働して取り組むことは、新たなベンダーを次々と入れ替えるよりも長期的に優れた成果をもたらすことが多くあります。なぜなら、どのベンダーも最終的には自らの品質課題に直面することになるからです。
戦略的ベンダーポートフォリオの構築
経験豊富な調達担当者は、異なるニーズに対して複数のサプライヤーと関係を維持しています。このアプローチにより、柔軟性の確保、バックアップ先の確保、およびプロジェクト要件に応じたベンダー能力の適切なマッチングが可能になります。
カスタム機械ベンダーのポートフォリオを以下のように構成することを検討してください:
- 主要生産パートナー: コアとなる量産業務を担当する、1~2社の戦略的サプライヤー。これらには最も多くの発注が集中し、最も密接な関係管理が求められます。
- 専門分野ベンダー: 特定の材料、加工工程、または認証に特化したサプライヤー。取扱量は比較的小さい場合もありますが、主要パートナーにはない専門能力を提供します。
- バックアップ先: 重要な部品について事前に資格認定済みの代替サプライヤー。関係維持および継続的な対応能力の確認のため、時折発注を行います。
- 開発対象サプライヤー: 将来の役割への採用を検討中の新興サプライヤー。まずは小規模な初期発注を行い、その実績を評価してから、大規模な発注へと段階的に移行します。
このポートフォリオ戦略により、単一の供給源への依存から守られると同時に、最高の成果をもたらす深い関係性も維持されます。また、価格競争力を維持するための代替選択肢を実証することで、対立的な意味合いではなく、交渉上の優位性も確保できます。
ベンダー関係管理の目的は、完璧なサプライヤーを見つけることではなく、継続的かつ一貫した成果を提供し、協働を通じて時間とともに改善を重ねていくパートナーシップを築くことにあります。
ベンダーとの関係構築には、双方からの投資が必要であることを忘れないでください。サプライヤーは、明確なコミュニケーションを行う、支払いを期日通りに行う、合理的な納期を提示する、そして相手を敵対者ではなくパートナーとして扱う顧客を優先します。「選ばれる顧客(Customer of Choice)」となることで、生産能力への優先アクセス、潜在的な課題に関する積極的な情報共有、そして最も必要とされるときにあらゆる努力を惜しまない姿勢を獲得できます。
資格審査、オンボーディング、および継続的な管理システムを整備することで、信頼性の高いサプライチェーン運用の基盤を築きました。最後のステップは、これまでに学んだすべての内容を統合し、即座に実行可能な実践的なアクションプランを作成することです。これは、初めて機械加工部品を調達する場合でも、既存のベンダー・ネットワークを最適化しようとしている場合でも同様です。
ベンダー選定プロセスへの実践的取り組み
機械加工ベンダーの評価に関する包括的なフレームワーク——ベンダーの種別や認証要件の理解から、効果的なRFQ(見積もり依頼書)の作成、そして長期的なパートナーシップ構築まで——を習得しました。しかし、知識は実行に移さなければ単なる理論にとどまります。初めてプロトタイプを調達するスタートアップ企業であれ、既存のサプライチェーンを最適化している大手企業の調達チームであれ、次に取るべきステップは、こうした知見を実践的なベンダー選定計画へと具体化することです。
一貫して信頼できる製造パートナーを見つけるバイヤーと、品質問題や納期遅延に悩まされるバイヤーの違いは何でしょうか?その違いは「明確さ」から始まります。明確な要件、現実的な期待値、体系化された評価プロセス——これらは、「自社近くのCNC機械加工業者を探す」場合でも、グローバルなサプライヤーを評価する場合でも、共通して適用される基本原則です。
サプライヤー選定アクションプラン
潜在的なサプライヤーに連絡を取る前に、準備に十分な時間を投資してください。According to サプライヤー選定に関する調査 によると、このプロセスは、候補となるサプライヤーの審査に着手する前に、まず自社のビジネスニーズを明確にすることから始まります。このステップを飛ばすと、自社の要件に合致しないサプライヤーを無駄に評価することになり、時間の浪費につながります。
以下に、ステップ・バイ・ステップのアクションプランをご案内します:
- 要件を完全に文書化してください: サプライヤーに連絡する前に、すべての技術仕様、許容差要件、材料要件、数量予測、納期要件をあらかじめ収集・整理してください。不完全な要件は、不完全な見積もりを生み出し、結果として不完全なパートナーシップにつながります。
- 必要な認証を特定する: アプリケーションに必須の認証と、あれば望ましい(オプション)認証を明確に区別します。過剰な仕様設定は選択肢を制限し、不十分な仕様設定はコンプライアンス上のリスクを招きます。
- 評価基準を定義する: 技術的対応力、品質管理システム、経営健全性、および関係性に関する要素をカバーする、重み付けされた評価スコアカードを作成します。これにより、複数の候補を比較する際の感情的な判断を防ぎます。
- 初期ベンダー候補リストを作成する: 自社の要件に合致する潜在的なサプライヤーを調査します。高精度CNC機械加工サービスの場合、自社近隣の業者に加え、特定の産業分野や材料種別における専門業者も検討してください。
- 標準化されたRFQ(見積依頼書)を発行する: すべての候補者に対し、同一の情報パッケージを送付します。これにより、異なる解釈による混乱を避け、条件の等しい状態での見積もり比較(りんご同士の比較)を実現します。
- 応答を体系的に評価する: 各ベンダーを事前に定めた評価基準に基づいて採点します。最低価格が品質、対応能力、信頼性などの懸念事項を上書きしないよう注意してください。
- 検証活動を実施する: 候補者リストに選ばれた事業者に対して、施設監査を実施し、サンプル部品の提出を依頼し、顧客からの推薦状を確認したうえで、最終的な契約を締結します。
お客様のニーズに最適なパートナーをマッチングする
お客様の企業規模およびプロジェクト段階は、どのタイプのベンダーが最も優れた成果を提供できるかに大きく影響します。既存のサプライチェーンを有する大企業にとって効果的な手法は、柔軟性を求めるスタートアップにとっては却って煩わしく感じられるかもしれません。また、試作開発に適したアプローチが、量産拡大段階では機能しない可能性があります。
スタートアップおよび中小企業向け:
調達リソースが限られており、注文数量が変動的で、設計内容も継続的に進化している可能性が高いでしょう。ご要望の重点項目は以下のとおりです:
- 最小ロット数量によるペナルティを課さず、少量生産にも対応可能な柔軟性
- 設計に関するフィードバックおよびDFM(製造性向上設計)支援への積極的な対応姿勢
- 専任のアカウントマネジメントを必要としない、透明性の高いコミュニケーション
- 大企業レベルの取引規模を前提としない、現実的かつ妥当な価格設定
初期のプロトタイピングには、地元のジョブショップやオンラインプラットフォームを検討してください。生産量が増加するにつれて、貴社の事業成長に応じてスケールアップできる契約製造業者(CM)へと移行しましょう。「近くで機械加工ができる業者」を検索する際は、近接性が対面での関係構築を可能にし、特に信頼関係を築こうとする小規模な調達担当者にとって、これは新規パートナーとの信頼構築において極めて重要です。
エンタープライズ調達チーム向け:
複数の部品ファミリー、規制要件、既存の品質管理システムを伴う複雑なサプライチェーンを管理されています。ご優先事項には以下が含まれます:
- 貴社の認証要件を満たす実績のある品質管理システム
- 要求される生産量に対応可能なキャパシティおよび将来的な増産余力
- 貴社のERPおよび品質管理システムとの連携機能
- 専任のアカウントマネージャーを通じた体系的なコミュニケーション
- 長期的なパートナーシップを支える財務的安定性
自社の業界において実績のある契約製造業者および特殊分野のベンダーに注力してください。各サプライヤーとの関係が戦略的に重要であるほど、それに見合った包括的な資格審査プロセスへの投資を行ってください。
業界特有の考慮事項
業界によって、ベンダーに求められる能力は異なります。以下に、自社の業種に応じて適切なサプライヤー特性をマッチさせる方法を示します。
| 業界 | 重要要件 | ベンダー選定の重点ポイント |
|---|---|---|
| 自動車 | IATF 16949、SPC、PPAP文書 | 工程管理、量産対応能力、サプライチェーン統合 |
| 航空宇宙 | AS9100D、NADCAP、完全なトレーサビリティ | 文書管理システム、特殊材料に関する専門知識、検査能力 |
| 医療 | ISO 13485、FDA適合性、生体適合性 | クリーン製造、バリデーション手順、材料証明書 |
| 一般産業 | ISO 9001、妥当な公差範囲、納期遵守の信頼性 | コスト効率、コミュニケーション、柔軟性 |
特に自動車向けアプリケーションにおいては、認証要件は絶対不可欠です。IATF 16949認証は、サプライヤーが業界が求める不具合予防、統計的工程管理(SPC)、およびサプライチェーン管理システムを維持していることを保証します。例えば、 シャオイ金属技術 などのサプライヤーは、IATF 16949認証取得済みの精密金属CNC加工と厳格なSPCプロトコルを組み合わせることで、公差精度の高い部品を納期最短1営業日で提供するとともに、自動車分野における「試作→量産」への迅速なスケーリングを支える能力を実証しています。
本日のベンダー検索を開始しましょう
早速始められますか?以下の最終チェックリストをご活用いただき、生産的なベンダーとの連絡に備えてください:
- 技術資料の準備完了: CADファイル、GD&T付き2D図面、材質仕様、公差要件を一括して整備・統一済み
- 数量情報の明確化: 初回発注数量および12か月間の需要予測を文書化し、適切な価格提示が可能となるよう準備済み
- 認証要件の明確化: 必須認証要件と望ましい資格の比較
- 評価スコアカードが作成済み: ベンダーを一貫して比較するための重み付け基準が準備完了
- タイムラインの期待値は現実的か: ベンダーの生産能力、資材調達、および自社内の承認プロセスを考慮した目標納期
- 予算パラメーターが設定済み: 市場調査または過去のデータに基づく許容コスト範囲の理解
- 意思決定権限が明確化済み: ベンダー選定の承認者および適用される評価基準について、関係する内部ステークホルダー間で合意済み
- 代替戦略を検討済み: 重要部品の代替調達先を認定するための計画
調達の専門家が強調する点を思い出してください。競争力のある価格だけでなく、品質管理、財務健全性、技術能力、および納期遵守能力といった多角的な観点からベンダーを評価・選定することが、最終的に総所有コスト(TCO)を最小化し、サプライチェーンの信頼性を最大化します。
選定したベンダーは、自社の製造能力の延長として機能します。彼らは製品品質、納期遵守の確実性、さらには市場における競争力に直接影響を与えます。初期段階で体系的なベンダー選定と関係構築に時間を投資することは、一貫した成果の達成、緊急対応(ファイアファイティング)の削減、そして継続的に向上する戦略的パートナーシップという形で、長期的なリターンをもたらします。
地元でのプロトタイプ製作のため、近くのCNC機械加工サービスを調達する場合でも、大量生産向けのグローバルなサプライネットワークを構築する場合でも、基本原則は同じです。すなわち、明確な要件から始め、体系的に評価し、契約を結ぶ前に各社の主張を検証し、関係性を積極的に管理することです。これらの基本原則を一貫して適用すれば、多くのバイヤーが「もっと早くこうした知見を知っていたら」と後悔するところですが、あなたは最初からそれを実行していることになります。
機械加工ベンダーに関するよくあるご質問
1. 機械加工ベンダーとは何か、またどのようなサービスを提供していますか?
機械加工ベンダーとは、CNC設備および製造技術を用いて高精度部品を製造する専門の外部製造パートナーです。主要なサービスには、複雑な形状への対応が可能なCNCフライス盤加工、円筒形部品向けのCNC旋盤加工、切断および溶接を含む金属板金加工、およびアルマイト処理や電気めっきなどの仕上げ加工が含まれます。これらのベンダーは、お客様の生産能力を拡張する存在として機能し、設計図面を機能的な部品へと変換します。その公差は、場合によっては数千分の1インチ(約0.025 mm)にまで達します。
2. ジョブショップ、契約製造業者(CM)、およびオンラインプラットフォームのいずれを選ぶべきか?
ジョブショップは、短納期・小ロット(1~100個)のカスタム加工に優れており、迅速な納期対応と柔軟なコミュニケーションが可能です。契約製造業者(コントラクターマニュファクチャラー)は、中~大ロット(100~10,000個以上)の生産を担当し、体系的なスケジューリングとサプライチェーンとの統合を実現します。Xometryなどのオンラインプラットフォームでは、標準素材に対する即時アルゴリズム価格算出および迅速な見積もりが可能ですが、直接的なコミュニケーションは限定的です。ご注文数量、取引関係の要件、およびプロジェクトの複雑さに基づいて選択してください。例えば、プロトタイプ開発はジョブショップから始め、量産段階で契約製造業者へとスケールアップすることが一般的です。
3. 機械加工ベンダーには、どのような認証資格を確認すべきですか?
必要な認証は、お客様の業種によって異なります。ISO 9001は、一般製造業における基盤となる品質管理標準です。航空宇宙分野ではAS9100Dが必須であり、トレーサビリティおよび偽造品防止に関する追加要件が課されます。医療機器製造にはISO 13485が適用され、米国FDAの要件と整合しています。自動車OEMサプライヤーにはIATF 16949が求められ、不具合の未然防止および統計的工程管理(SPC)を重視します。防衛関連業務にはITAR登録が必要です。認証要件は、実際の規制上のニーズに応じて適切に選定し、過剰な仕様設定を避けてください。
4. 精密機械加工の正確な見積もりを得るために、RFQには何を記載すべきですか?
有効なRFQ(資材調達依頼書)には、完全な3D CADファイル(可能であれば.STEP形式)、公差およびGD&T(幾何公差)記載付きの2D図面、合金等級を含む正確な材質仕様、年間需要予測を伴う数量要件、Ra値を用いた表面粗さ仕様、熱処理や電気めっきなどの二次加工工程の明記が不可欠です。また、納期の期待値および検査要件も明記してください。すべてのベンダーに対して標準化されたRFQパッケージを送付し、正確な比較を可能にするとともに、内訳明細付きのコスト分解表の提出を依頼してください。
5. IATF 16949認証取得済みベンダーは、自動車関連プロジェクトにおいてどのようなメリットをもたらしますか?
IATF 16949認証取得済みベンダー(例:邵逸金属科技)は、厳格な欠陥防止システム、統計的工程管理(SPC)プロトコル、および自動車製造に不可欠なサプライチェーン統合を維持しています。これらの認証は、一貫した品質、完全なトレーサビリティ、およびOEM要件への適合性を保証します。このようなベンダーは、高精度部品を短納期(場合によっては営業日1日以内)で納品でき、シャーシアセンブリ、金属ブッシュ、精密自動車部品などについて、試作段階から量産までシームレスなスケーリングを支援します。