 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

機械加工サプライヤーの解説:最初の見積もりから信頼されるパートナーへ
機械加工サプライヤーの理解と製造におけるその役割
次回のプロジェクト向けに高精度部品を調達する際、適切な機械加工サプライヤーを見つけるのは、非常に困難に感じられるかもしれません。小規模な地元工房から 大規模な契約製造業者 まで、数千もの選択肢が存在する中で、自社のニーズに合致するタイプはどれでしょうか?こうしたサプライヤーの基本的なカテゴリーおよび各カテゴリーの特徴を理解することが、より賢明な調達判断を行うための第一歩です。
機械加工サプライヤーとは何か
機械加工サプライヤーとは、切削工具、旋盤、フライス盤、その他の高精度機器を用いて、原材料から材料を除去して完成部品を製造する企業のことを指します。しかし、ここが興味深い点です:すべてのサプライヤーが同じ方法で運営しているわけではありません。CNC(Computer Numerical Control:コンピュータ数値制御)という用語は、現代の機械加工作業のほとんどを制御する自動化プロセスを意味し、CNC技術とは何かを理解することで、サプライヤーの能力をより効果的に評価できます。
本質的に、CNCの定義とは、正確な動きを繰り返し実行するようプログラムされた機械を指し、数百点あるいは数千点に及ぶ部品において一貫した品質を保証します。熟練したCNCマシニストは、この装置のプログラミングおよび操作を行い、デジタル設計図を物理的な部品へと変換します。その公差はインチの千分の一単位で測定されます。
製造エコシステムの解説
機械加工サプライヤーは通常、以下の3つの明確なカテゴリーに分けられ、それぞれ異なるバイヤーのニーズに対応しています:
- ジョブショップ: こうした小規模な事業体は、多様で少量のプロジェクトを担当しています。「近くの機械加工工場」を検索すると、通常、迅速な試作やカスタムの単品部品の製作に長けたジョブショップが見つかります。
- 受託製造業者(CM): 組立、仕上げ、サプライチェーン管理を含む包括的なサービスを提供する大規模施設です。中~大量生産向けに最適です。
- 専門化された機械加工業者: スイス式旋盤加工や5軸マシニングなどの特定工程、あるいは航空宇宙・医療などの特定産業に特化したサプライヤーであり、複雑な応用分野において高度な専門知識を提供します。
これはなぜあなたの調達戦略にとって重要なのでしょうか?間違ったサプライヤー分類を選択すると、しばしば期待値の不一致を招きます——専門的なメーカーから単純な部品を過剰に支払ったり、ジョブショップに彼らが持続的にこなせないほどの生産量を押し付けたりするといった状況です。以降のセクションでは、能力、認証、およびパートナーシップ可能性を包括的に評価するためのフレームワークをご紹介します。これにより、サプライヤー選定という作業は単なる推測から、戦略的なプロセスへと変化します。
バイヤーが理解すべき主要な機械加工能力
サプライヤーの工場を訪問した際、各工作機械がどのような作業を行うのかを実際に理解できることを想像してみてください。さらに重要なのは、その機械が自社のプロジェクトに適しているかどうかを判断できることです。こうした知識があれば、受動的なバイヤーから戦略的パートナーへと変化します。以下では、潜在的なサプライヤーを評価する際に遭遇する基本的な機械加工工程について解説します。
CNCフライス加工および旋盤加工の基礎
これらの2つの工程は、ほとんどの機械加工作業の基盤を構成していますが、それぞれ根本的に異なる目的を果たしています。
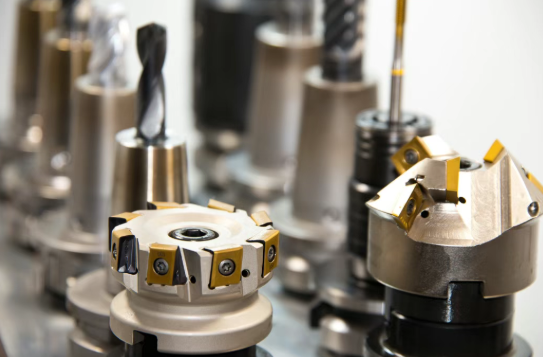
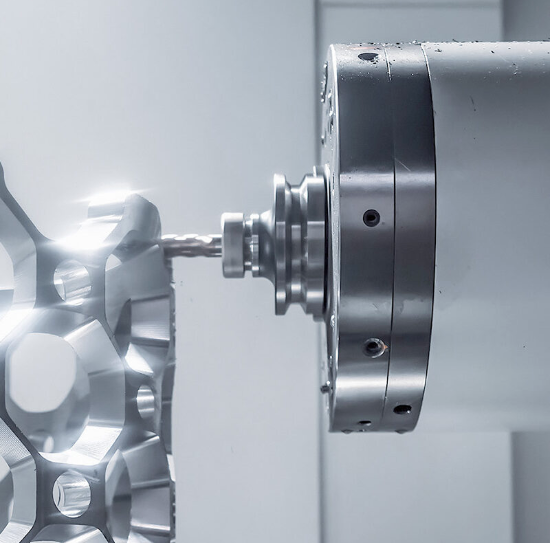
CNCミリング 回転する切削工具が固定されたワークピース上を移動して材料を除去する加工方法です。CNCフライス盤は、平面、スロット、ポケット、複雑な3次元輪郭の加工に優れています。ブラケット、ハウジング、プレートなど、細部まで精密な特徴を持つ部品が必要な場合、通常はフライス加工が最も適したプロセスとなります。 垂直フレスリング機 主軸がテーブルに対して垂直に配置されるため、面取り加工(フェイスミリング)やドリル加工に最適です。一方、水平配置タイプは、より重い切削や長いワークピースの加工に対応できます。
CNCターニング ワークピースが回転し、固定された切削工具によって形状が形成されるという点で、フライス加工とは逆の原理です。CNC旋盤は、シャフト、ピン、ブッシュ、ねじ付き部品などの円筒形部品を、極めて高い同心度で製造します。部品が円形であるか、回転対称性を持つ場合、同じ形状をフライス加工するよりも、旋盤加工(ターニング)の方がサイクルタイムが短く、表面粗さも優れます。
実用的なヒントをご紹介します。サプライヤーの製造能力を評価する際には、「フライス盤や旋盤を保有しているか?」という単純な質問にとどまらず、「主軸回転数はどの程度か?」「各軸の移動範囲(ストローク)はどれくらいか?」「旋盤にライブツーリング機能が搭載されているか?」など、より詳細な情報を確認しましょう。ライブツーリング機能を備えたターニングセンターでは、部品を別の工作機械へ移送することなく milling 加工を実行できるため、取扱いミスや納期短縮が可能になります。
高度な多軸加工および特殊加工プロセス
部品の形状が複雑になるにつれて、それに応じて必要な工作機械の高度化も進みます。こうした先進的製造能力を理解しておくことで、困難な形状を確実に加工可能なサプライヤーを的確に選定できます。
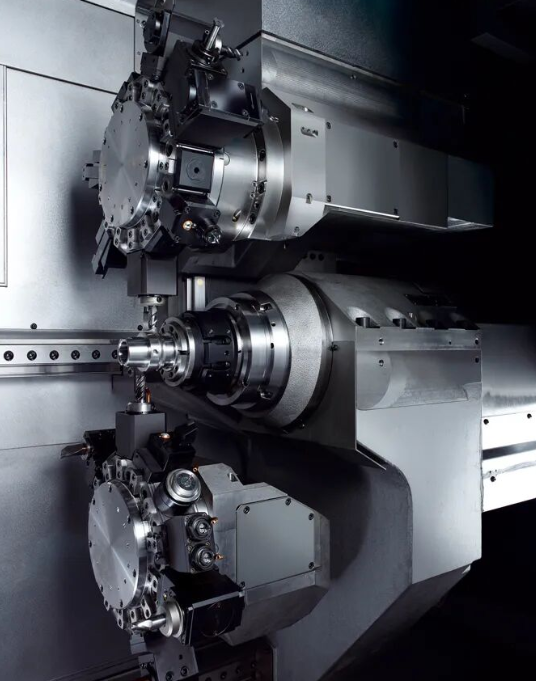
5軸加工: 5軸CNC工作機械とは、切削工具またはワークピースを同時に5つの異なる軸方向に移動させることが可能な機械です。この機能により、航空宇宙部品、医療用インプラント、自動車部品などの複雑形状部品を1度のセットアップで加工することが可能になります。セットアップ回数が減れば、より厳しい公差(許容差)への対応や累積誤差の低減が実現でき、設計上の高精度要求を満たす上で極めて重要です。
スイス式旋盤加工: もともと時計製造向けに開発されたスイス型旋盤は、小径・長尺・細長い部品を極めて高精度で加工するのに優れています。部品の直径が1.25インチ未満で、長さ対直径比が3:1を超えるピン類を製造する場合、スイス加工は従来の旋盤加工よりも優れた性能を発揮します。
EDM (電気放電加工): 従来の切削工具では狭い内角部に到達できない場合や、焼入材などの硬質材料を加工する必要がある場合、放電加工機(EDM)が不可欠となります。ワイヤー放電加工(Wire EDM)は、電気を帯びた細いワイヤーを用いて導電性材料に複雑な輪郭を切断するもので、金型部品、航空宇宙分野のスロット、医療機器の特徴的な形状加工に最適です。シンカー放電加工(Sinker EDM)は、成形電極を用いて複雑な空洞形状を創出します。
研削: 研削盤は、切削ではなく砥粒による摩耗作用で材料を除去し、単独の切削加工では達成できないような表面粗さおよび公差精度を実現します。図面仕様で表面粗さがRa 16以下、または公差が±0.0002インチ以内と指定されている場合、研削能力は必須となります。
| プロセスタイプ | 最適な適用例 | 典型的な公差 | 物質的相容性 |
|---|---|---|---|
| CNCミリング | ハウジング、ブラケット、プレート、3D輪郭 | ±0.001" から ±0.005" | アルミニウム、鋼、チタン、プラスチック |
| CNCターニング | シャフト、ピン、ブッシング、ねじ付き部品 | ±0.0005" から ±0.002" | ほとんどの金属およびエンジニアリングプラスチック |
| 5-axis machining | 複雑な航空宇宙/医療用部品 | ±0.0005" から ±0.001" | チタン、インコネル、アルミニウム、複合材料 |
| スイスマシニング | 小型高精度部品、医療用スクリュー | ±0.0002インチ~±0.0005インチ | ステンレス鋼、真鍮、チタン |
| ワイヤー放電加工 | 複雑なプロファイル、焼入材 | ±0.0001" から ±0.0005" | すべての導電性材料 |
| 磨き | 高精度仕上げ、厳密な公差要求 | ±0.0001" ~ ±0.0002" | 焼入鋼、セラミックス、カーバイド |
サプライヤーの強みを自社の要件に照らし合わせる際には、以下のアプローチを検討してください:まず、最も厳しい仕様を持つ特徴から始めます。部品に±0.0003インチのボアが含まれている場合、外部形状のフライス加工能力がどれほど優れていても、研削またはホーニング対応可能なサプライヤーが必要です。図面における最も厳しい公差仕様が、サプライヤーに求められる最低限の技術能力を決定します。各加工法が提供する能力を理解したうえで、次に重要な問いは次のとおりです:そのサプライヤーは、自社の製品が業界標準を満たしていることを証明する品質認証を有していますか?
認証要件と品質基準の解説
適切な設備と能力を備えたサプライヤーを見つけました。しかし、そのサプライヤーが一貫した品質を提供できるかどうかは、どうすれば確認できますか? 認証がその答えを示します。認証は単なる壁に掲げられた表彰状ではありません。それは、再現可能な工程、文書化された手順、および継続的改善を保証する、検証済みのシステムを意味します。自社の業界においてどの認証が重要であるかを理解することで、信頼できるパートナーとリスクの高いベンダーを明確に区別できます。
業界標準の品質認証
品質認証は、サプライヤーの工程が確立された基準を満たしていることを第三者が独立して検証するものであり、その機能を果たします。これは、深さゲージやピンゲージなどの計測器具の校正方法から、 不適合部品の取り扱い方法まで、サプライヤーが自ら主張する通りの実践を行っていることを第三者による監査が確認していると考えてください。 .
以下に、各主要認証が何を検証・保証しているかを示します:
- ISO 9001:2015 – あらゆる業界に適用可能な、品質マネジメントの基盤となる国際規格です。この規格は、サプライヤーが文書化されたプロセスを維持し、内部監査を実施し、顧客フィードバックを追跡し、継続的改善を推進していることを証明します。ISO 9001は、ご要件の最低限の基準とお考えください。真剣に機械加工サービスを提供するサプライヤーであれば、この認証を取得しているのが当然です。
- IATF 16949 – 自動車業界における必須の品質規格であり、ISO 9001を基盤としつつ、欠陥防止、変動低減、無駄の排除に関する追加要件を盛り込んでいます。自動車メーカー(OEM)およびTier 1サプライヤーは、通常、この認証を必須としています。統計的工程管理(SPC)、生産部品承認プロセス(PPAP)、故障モード影響分析(FMEA)を重視しています。
- AS9100 – 航空宇宙業界向けの同等規格であり、トレーサビリティ、構成管理、リスク評価に関してさらに厳格な要件を追加しています。商用航空機、防衛システム、宇宙関連アプリケーションなど、お客様の部品が「空を飛ぶ」場合、AS9100認証は事実上不可欠です。
- ISO 13485:2016 – 医療機器メーカーおよびそのサプライヤー向けに特別に設計された認証です。この認証は、製品ライフサイクル全体にわたって規制要件への対応、製品のトレーサビリティ、およびリスク管理を確保します。「Tapeconの品質文書」で述べられている通り、 Tapeconの品質文書 、ISO 13485:2016登録により、顧客および規制要件を一貫して満たす医療機器およびソリューションの開発が可能になります。
- ITAR(武器輸出管理規則:International Traffic in Arms Regulations) – いわゆる品質基準というよりは、防衛関連物品を製造または取り扱う企業に対するコンプライアンス要件です。米国国務省によるITAR(国際兵器取引規制)登録は、サプライヤーが管理対象技術情報の保護および許可された担当者のみへのアクセス制限にコミットしていることを示します。
- FDA登録 – 米国で販売される医療機器を製造する施設には必須の登録です。品質認証ではありませんが、FDA登録は、サプライヤーが現在の適正製造規範(CGMP)に基づいて事業を運営していることを示します。
認証にとどまらず、優れたサプライヤーは、マイクロメーター、ノギス、三次元測定機などの校正済みの機械加工用計測器具を保有し、トレーサビリティのある校正記録を維持しています。施設評価の際に、その校正スケジュールおよびゲージブロック標準の確認を依頼してください。
プロジェクトにとって認証レベルが重要な理由
多くのバイヤーが陥りがちな落とし穴は、認証要件を過剰に厳格に設定し(不必要なコンプライアンスのためにプレミアム価格を支払う)、あるいは逆に過小に設定すること(サプライチェーンリスクを招く)です。実際のニーズに合致した認証要件を設定することで、コストと品質の両面で最適な結果を得ることができます。
必須認証と推奨認証:
航空宇宙分野の一次請負業者向けに部品を製造する場合、AS9100は任意ではなく、サプライチェーン全体に適用される契約上の必須要件です。同様に、自動車OEM各社はIATF 16949を義務付けており、医療機器メーカーはISO 13485認証取得済みサプライヤーから調達することを法規制によって強く求められています。
ただし、規制監督のない産業用機器や商用製品を製造する場合、ISO 9001は十分な品質保証を提供します。一般産業用部品に対して自動車産業や航空宇宙産業向けの認証を要求すると、付加価値を生まないままコストが過剰に増加します。
認証が実際に検証するもの:
認証取得済みの品質マネジメントシステムは、入荷材料の検査から最終部品の検証に至るまで、すべての工程において管理されたプロセスをサプライヤーが維持していることを保証します。これには、適合性や機能に影響を及ぼす可能性のある機械加工痕(バリ)を除去するためのバリ取り工具の適切な使用、校正済み計測器具を用いた文書化された検査手順、および問題発生時の是正措置に対する体系的なアプローチが含まれます。
認証は、トレーニングプログラムの妥当性も保証します。オペレーターはバリ取り工具を正しく使用するための標準化された手順を学び、検査員は統計的サンプリングの要件を理解し、品質エンジニアは工程管理文書を維持します。この体系的なアプローチにより、ばらつきが低減され、部品出荷前に問題を検出できます。
品質システムについて確認すべき質問:
- 最近の認証監査はいつ実施されましたか?また、不適合事項は特定されましたか?
- 現在有効な認証書(登録番号付き)の写しを提供していただけますか?
- 高精度測定機器の校正はどのように行っていますか?
- 顧客からの品質に関する苦情への対応手順はどのようなものですか?
認証は、サプライヤーが適切な品質管理システムを整備していることを示すものですが、システムの存在だけでは結果が保証されるわけではありません。次のセクションでは、単なる認証書にとどまらず、実際の技術力、生産能力、信頼性を包括的に評価するための実践的な評価フレームワークの構築方法について学びます。

機械加工サプライヤーを評価するための実践的フレームワーク
認証は、サプライヤーが品質管理システムを整備していることを確認しますが、実際にその性能が発揮されているかどうかをどう検証すればよいでしょうか?「近くのCNC加工業者」を探している場合でも、海外のパートナーを評価している場合でも、主観的な印象を客観的な判断へと変換する体系的なアプローチが必要です。以下に示すフレームワークにより、提携を決定する前に、潜在的なサプライヤーを評価・採点するための実行可能な基準を提供します。
サプライヤースコアカードの作成
サプライヤースコアカードは、断片的な観察結果を比較可能なデータポイントへと変換します。これは、すべての候補者を同一の評価基準で公平に審査できる標準化されたチェックリストと考えてください。これによりバイアスが排除され、同種の比較(りんごとりんごの比較)が可能になります。
調達に関する研究によると、 Smartsheet 効果的なベンダー評価には、組織にとっての価値に基づく整理されたベンダーリスト、指標に対するパフォーマンスを追跡する仕組み、および戦略的なランク付けシステムの活用という、3つの核となる要素が必要です。以下に、自社向けスコアカードの作成方法を示します:
技術的能力の評価
まず、サプライヤーの設備を自社のプロジェクト要件に照らして適合させます。「5軸マシンをお持ちですか?」と単に尋ねるのではなく、さらに深掘りしましょう。
- 実際に運用している工作機械の具体的なメーカーおよび機種は何ですか?
- 最も大型の設備における最大加工物サイズ(ワークピース・エンベロープ)はどの程度ですか?
- 主軸稼働率やサイクルタイムを追跡する機械モニタリングシステムを導入していますか?
- ご自社の部品と類似した工程について、能力指数(Cp/Cpkデータ)を示す工程能力調査結果を提供できますか?
熟練したNC工作機械オペレーターが良好な状態で維持された設備を操作する場合と、訓練不足のチームが老朽化した機械を運用する場合では、得られる結果は異なります。サンプル部品の提出を依頼するか、あるいは工場見学を行い、実際の生産品質を直接確認してください。
品質管理システムの検証
認証取得日を単に確認するだけでなく、品質管理システムが日常業務において実際に機能しているかどうかを検証してください。最近の内部監査結果、顧客苦情記録、是正措置報告書の閲覧を依頼しましょう。こうした情報を積極的に共有できるサプライヤーは、透明性を重んじており、長期的なパートナーシップを築くうえでの「グリーンフラッグ(好ましい指標)」です。
生産能力および拡張可能性分析
このサプライヤーは、貴社の成長に合わせて拡大できるでしょうか?現在の機械稼働率、シフト体制、および拡張計画を評価してください。95%の稼働率で3シフト体制で運営されている加工工場では、貴社の緊急発注に対応する余力がほとんどありません。一方で、余剰設備能力を有し、明文化された成長計画を提示している施設は、貴社の事業規模の拡大に伴ってスケールアップする準備が整っていることを示しています。
コミュニケーションの応答性
契約締結前に、その対応力をテストしてください。電話への返答はどのくらい迅速ですか?見積もりは約束された期日までに届きますか?初期段階でのコミュニケーションパターンは、今後のパートナーシップの実態を予測する上で重要です。交渉段階において対応が遅れがちなサプライヤーは、貴社の取引先として決定した後も、その対応力が向上することは稀です。
財務健全性の指標
技術的には優れたサプライヤーでも、財務的に危機に直面している場合は、サプライチェーン全体に深刻なリスクを及ぼします。信用照会先の提示を依頼したり、公表されている財務諸表(該当する場合)を確認したり、第三者の信用監視サービスを利用したりしてください。 業界調査 サプライヤーの導入プロセスにおいて、Dun & Bradstreet社のリスク評価やこれに相当する信用スコアの提出を要請することを推奨します。
以下のステップ・バイ・ステップの審査プロセスに従い、各候補者を体系的に評価してください。
- 一次スクリーニング: 基本的な資格(認証、機器一覧、およびご応募分野に関連する業界経験)を確認します。
- 書類請求: 品質マニュアル、能力声明書、型式番号を含む機器一覧、およびサンプル検査報告書を収集します。
- 参照先の確認: 現行の顧客を少なくとも3社に連絡し、納期遵守状況、品質の一貫性、および問題解決対応について具体的に尋ねます。
- 施設評価: 生産現場を訪問し、整理整頓状況、機器の状態、作業員の関与度を直接観察します。また、実際の機械加工場の写真と、マーケティング資料に掲載されている写真との一致具合を確認します。
- 試験発注: 大量発注に踏み切る前に、小規模な初期発注を行い、実際のパフォーマンスを評価します。
- 評価スコアカード作成: 各評価項目を一定の尺度で評定し、ご優先事項に基づいて重み付けしたスコアを算出します。
サプライヤーのリスクを示す赤信号
評価時に何に注目すべきかを理解しておくことで、高額なミスを回避できます。当社の 品質アドバイザリーリサーチ に基づき、初期訪問時に見られるこれらの警告サインは、将来の問題を予測する場合が多いです:
工程および品質に関する赤信号
- 計測機器に較正ステッカーが貼られていない、または古くなっている 場合、検査結果は信頼できない可能性があります。
- 不良率が2%を超える ことは、将来的に貴社の部品にも影響を及ぼす根本的な工程管理の問題を示しています。
- 能力指標のばらつき (Cp/Cpk値が許容範囲内と不許容範囲内で変動する) ことは、製造プロセスの不安定性を示すサインです。
- 不完全な生産記録 または日常報告書の共有を渋る姿勢は、しばしばより深刻な管理上の問題を隠しています。
操業上の警告サイン
- 整理整頓されていない作業場 通路が塞がれ、安全装備が欠落している状態は、操業上の規律の欠如を示しています。
- 老朽化または不適切に保守された機械 最新の保守ラベルが貼付されていない機械は、故障リスクを高めます。
- 過密な施設 一時的なエリアに資材が保管されている状況は、納期に影響を及ぼす可能性のある生産能力の制約を示唆しています。
- 買い手の監督への過度な依存 —日常的な問題を解決する際に常にあなたの指示を必要とする場合、その内部管理体制は脆弱です。
商業上の赤信号
- 市場相場を著しく下回る価格 変更依頼、金型費、品質不具合などにより、後に隠れたコストが表面化することが多い。
- 曖昧な契約条項 金型所有権、支払スケジュール、納入責任に関する曖昧さは、将来的な紛争を招きます。
- 具体的な内容を伴わない過大な約束 —「お客様のあらゆるニーズに応えられます」などの表現が、具体的な工程説明を伴わずに使われる場合、成果の達成よりも契約獲得に重点が置かれていることを示唆しています。
- 正当な質問を妨げる機密保持を理由とした言い訳 プロセスの弱さやコンプライアンス上のギャップを隠す可能性があります。
サプライヤーの準備状況を明らかにする質問
初期の対話において、潜在的な課題を早期に浮き彫りにするために、以下の質問をご活用ください:
- 「現在の生産能力の何パーセントが稼働中ですか?また、当社の発注量が50%増加した場合、どのように対応されますか?」
- 「顧客に届いてしまった品質不具合(クオリティ・エスケープ)に対する貴社の対応プロセスについて、ご説明いただけますか?」
- 「貴社の重要な下請けサプライヤーは誰ですか?また、自社サプライチェーンにおけるリスクはどのように管理されていますか?」
- 「最近行った主要な設備投資は何ですか?また、今後2年間で計画されている設備投資はありますか?」
- 「最近実施された是正措置について、品質マネージャーとお話ししてもよろしいですか?」
自動車部品加工工場または高精度製造メーカーにおいて、自社の運用に自信を持つ企業は、こうした質問を歓迎します。一方、この探索段階で曖昧な回答や防衛的な反応が見られる場合は、今後のパートナーシップに問題が生じる可能性が高いことを示唆しています。
施設監査には特に注意を払う必要があります。形式的な視察にとどまらず、従業員同士および従業員と設備とのやり取りの様子を観察してください。作業員は文書化された手順に従って作業していますか、それとも臨機応変に進めていますか?各作業ステーションには作業指示書が掲示されており、明確に参照できるようになっていますか?こうした細部から、品質管理システムがマニュアル上だけに存在するのか、あるいは日々の業務で実際に機能しているのかが明らかになります。
評価中に得られたすべての情報を記録してください——写真、メモ、具体的な観察事項などです。この記録は、複数の候補者を比較する際に極めて貴重な資料となり、今後のパフォーマンス監視のためのベースラインとしても活用できます。スコアカードの記入が完了し、懸念事項(レッドフラッグ)が特定された時点で、あなたは根拠に基づいた選定を行う準備が整います。次のセクションでは、プロジェクトが試作段階から量産段階へと移行するにつれて、価格構造がどのように変化するかについて詳しく解説します。
試作段階から量産段階への移行を円滑に進める
適切な加工能力と認証を有する優れた機械加工サプライヤーを既に特定しましたが、多くのバイヤーが見落としがちな重要な問いかけがあります。「このサプライヤーは、あなたの事業の成長に合わせてスケールアップできるでしょうか?」たとえば、10個の完璧な試作部品を確実に納入できるサプライヤーでも、量産で1万個の部品を必要とした場合にその対応が困難になる可能性があります。プロジェクトの各フェーズ(試作、小ロット生産、量産など)において、価格設定、納期、および業務負荷がどのように変化するかを理解することで、製品ライフサイクル全体をサポートできるパートナーを選定できます。
プロトタイプから量産へのスケーリング
試作から本格量産への移行は、単に部品の発注数量を増やすだけではありません。これは、サプライヤーとの関係性、コスト構造、そして品質に対する期待値を根本的に変えるプロセスです。
最低注文数量 (MOQs): プロトタイプに特化した工房では、通常1点から受注を承っており、セットアップ費用を単価に上乗せして吸収しています。一方、量産を重視する施設では、効率化のための投資を回収するために、最低発注数量(MOQ)が設定されており、場合によっては100点、500点、あるいは1,000点以上が必要となることがあります。プロトタイプ供給業者を選定する前に、当該業者が量産向けのMOQを設定しているかどうか、およびどの数量帯で価格区分が変更されるかを確認してください。
セットアップ費用および金型・治具投資: すべての機械加工作業には、プログラム作成、治具のセットアップ、および初品検証が不可欠です。出典によると、 業界の価格調査 この非反復工数(NRE)費用は、部品の複雑度に応じて通常200ドル~500ドル以上となり、発注数量が1点であれ1,000点であれ、この金額は変わりません。プロトタイプの場合、この固定費が単価に大きく影響します。生産数量が増加すると、この費用はより多くの部品に按分され、単価は劇的に低下します。
金型投資は、さらに別の側面を加えます。試作段階では、通常、標準の切削工具やソフトジャワ(柔軟な治具)が使用されますが、量産段階では、サイクルタイムを短縮するためのカスタム治具、専用のワークホルディング(ワーク保持装置)、または特殊な切削工具が必要になる場合があります。これらは初期投資を要します。一部のサプライヤーは、こうした金型費用を別途請求しますが、他のサプライヤーは単価に含まれている場合もあります。所有権については早期に明確にしてください。たとえば、カスタム治具の費用を支払った場合、必要に応じて他のサプライヤーへその治具を移管できるでしょうか?
実務上の考慮事項として、設計がまだ最適化されていない段階では、量産用金型への多額の投資は合理的ではありません。デスクトップCNCフライス盤で製造した試作品は、適合確認(フィットチェック)には十分な品質である可能性がありますが、量産には、数千回の加工サイクルにおいて公差を繰り返し確保できる信頼性を備えた産業用設備が求められます。ご自身のプロジェクト段階に応じて、サプライヤーの設備レベルを適切に選定してください。
数量ベースの価格モデルを理解する
同じ部品が1個で315ドル、1,000個ではわずか15.30ドルという価格になるのはなぜでしょうか?計算式を理解すれば、その仕組みは単純明快です:
単価 = (初期設定費用 ÷ 発注数量)+ 部品あたりの変動費
実際の例でこの計算式を確認してみましょう。ある部品の初期設定費用が300ドル、部品1個あたりの変動費が15ドルであると仮定します:
| 注文量 | 1個あたりのセットアップ費用 | 変動費 | 総単価 | 前段階からの価格低下額 |
|---|---|---|---|---|
| 1 | $300.00 | $15.00 | $315.00 | — |
| 10 | $30.00 | $15.00 | $45.00 | 86% |
| 100 | $3.00 | $15.00 | $18.00 | 60% |
| 1,000 | $0.30 | $15.00 | $15.30 | 15% |
最も大幅なコスト削減が初期段階で発生することに注目してください。たとえば、発注数が1個から10個に増えると、単価は86%も下がります。多くの調達チームにとって「最適な数量帯」は10個から100個の間であり、この範囲では初期設定費用が価格に占める割合が66.7%からわずか16.7%まで縮小します。1,000個を超えると、単価は実質的な変動費の下限に近づいていきます。
価格分析担当者からの重要な警告:試作品の見積もりで「NRE費用$0」と主張するサプライヤーには注意が必要です。多くの場合、そのセットアップ費用は単価に上乗せされて隠されています。このため、少量注文では見積もりが魅力的に見えますが、量産段階で問題が生じます。つまり、セットアップ費用を一括償却するのではなく、毎回繰り返し支払っていることになります。
プロジェクト段階別の納期見込み:
- 試作品(1~10個): 複雑さに応じて、通常3~10営業日を要します。サプライヤーは、将来的な量産受注獲得のために試作品を優先的に迅速対応することが多いです。
- 小ロット生産(10~100点): 品質関連文書の整備および初品検査の厳格化に伴い、納期は通常2~4週間に延長されます。
- 量産(100個以上): 標準的な納期は4~8週間ですが、専用生産能力を持つサプライヤーではさらに短い納期を提供できる場合があります。ただし、再発注時にも同様の納期が保証されるかどうかについては、事前に生産能力の確保状況を確認してください。
CNCプログラミングは、プロトタイプから量産への移行期間にも影響を与えます。プロトタイプ向けに最初に作成されたプログラムは、しばしばスピードよりも柔軟性を重視します。一方、量産工程では、ツールパスの最適化、エアカットの削減、効率的なチップ排出戦略の導入など、最適化作業が正当化されます。これにより、1サイクルあたり数秒の短縮が実現します。この数秒は、数千個の部品で積み重なるため、有意義なコスト削減につながります。
スケールアップに対応できるサプライヤーの選定:
に従って 製造移行に関する研究 プロトタイピングと量産の間にサプライヤーを変更すると、複雑さとリスクが増大します。再工具導入(リツーリング)のみでも、工程や複雑さに応じて10万ドル以上かかる場合があります。理想的なパートナーとは、両フェーズをシームレスに対応できる企業です。
サプライヤーを評価する際には、以下のスケーリングに関する質問をしてください:
- プロトタイプ製造および量産サービスの両方を提供していますか、それともいずれか一方に特化していますか?
- 発注数量が10個、100個、1,000個の場合、それぞれの価格体系はどのように変化しますか?
- 開発段階からフル量産へとスケールアップしたお客様の事例をご紹介いただけますか?
- 量産向けの納期と試作向けの納期は通常それぞれどのくらいですか?
一部のメーカー——特に「デスクトップ型CNC機械」や「ミニマシンセンター」の能力を宣伝しているメーカー——は試作に優れていますが、量産向けのインフラが整っていません。逆に、Haas製ミニマシンセンター設備を備えた大量生産対応工場では、小規模な試作注文を受注しない、あるいは試作向けに極端に高額な見積もりを提示する場合があります。量産と試作の両方に対応できるサプライヤーを特定することで、生産量の増加に伴うスムーズな移行と、より強力な交渉力を確保できます。
価格動向およびスケーリングに関する検討が明確になった後、次の戦略的判断は地理的選択です。すなわち、国内調達とするか、海外調達(オフショア)を検討するか、あるいはハイブリッド型のアプローチを採用するか、という選択です。この問いへの回答は、単純なコスト比較を超えた多様な要因に依存します。

地理的要因とサプライチェーン戦略
米国の工場から直接調達すべきか、海外製造を検討すべきか、あるいはハイブリッド型サプライチェーンを構築すべきか?この判断は、単位価格の比較をはるかに超える重要な課題です。地理的な調達戦略は、納期、コミュニケーション効率、知的財産の保護、および問題発生時の対応能力に影響を及ぼします。こうしたトレードオフを理解することで、自社の具体的な優先事項やリスク許容度に合致した、根拠のある意思決定が可能になります。
国内サプライヤーのメリットと検討事項
「近くの自動車用機械加工工場」を探している場合、あるいは地域の機械加工サプライヤーを評価する際には、近接性が見積書には明記されないメリットをもたらしますが、これは総所有コスト(TCO)に大きく影響します。
短縮された納期と簡素化された物流: 国内加工により、国際輸送に伴う複雑な課題が解消されます。フリゲート社の業界調査によると、現地生産は通関に起因する遅延を排除し、バッファ在庫の必要量を最小限に抑え、ジャストインタイム納入モデルを支援します。お客様の地域内に位置するエンジン機械加工工場では、完成部品を翌日出荷することが可能であり、海上輸送による数週間の通関手続き待ちとは異なります。
リアルタイム通信: 同一タイムゾーンでの運用により、問題がお客様の営業時間内に解決されます。設計変更に伴う即時の金型調整や品質に関する疑問への明確化など、迅速な対応が必要な場合、国内サプライヤーは数時間以内に応答しますが、海外サプライヤーでは数日かかることがあります。このコミュニケーションのスピードは、プロトタイプ開発時やエンジニアリング・チェンジ・オーダー(ECO)の管理において極めて重要となります。
強力な知的財産権(IP)保護: 国内製造は、ごく馴染みのある法的枠組み内で行われます。According to 国際製造に関する法務専門家 デザインファイルの国際的な送信は、データが盗聴・複製・無許可使用されるリスクを伴う脆弱なポイントを生じさせます。特に知的財産権の執行が不十分な地域では、このリスクが顕著です。国内サプライヤーは、知的財産(IP)の漏洩に対するより高い保証を提供します。
品質監視の容易性: 監査、初品検査、または問題解決のために地元のサプライヤーを訪問する場合、国際的な出張ではなく、短時間のドライブで済みます。こうしたアクセスの容易さにより、品質逸脱を未然に防ぎ、真のパートナーシップ関係を築くための実践的な監視が可能になります。
トレードオフとは? 国内製造は、人件費および経費構造の影響により、通常、単価が高くなります。しかし、在庫保有コストの削減、関税の免除、市場投入までの期間短縮を総合的に勘案すると、最終到着原価(トータルランデッドコスト)の差は、しばしば大幅に縮小します。
海外製造のトレードオフの評価
海外での機械加工は単価の低減を約束しますが、そのコスト削減には、慎重な検討を要する運用上の複雑さが伴います。
隠れたコストの実態: 魅力的に見える海外調達の見積もりは、しばしば全体像を示していません。最終到着コスト(トータル・ランデッド・コスト)には、貨物運送手数料、通関手数料、輸入関税、輸送時間の変動に対応するためのバッファ在庫、および品質検査費用が含まれます。Frigate社の調査によると、こうした隠れたコストは、見込まれていたコスト削減効果の大部分、あるいはすべてを相殺してしまう可能性があります。
サプライチェーンの脆弱性: 海外への依存は、グローバルサプライチェーンにおけるあらゆる混乱——コンテナ不足、港湾の混雑、地政学的緊張——が、生産ラインの停止や市場機会の逸失を招くリスクを意味します。デロイト社の報告書では、世界の製造業者の40%以上が、海外調達の不安定性を最上位の運用リスクとして挙げています。
知的財産に関する懸念: 国際的な製造業に特化した法務専門家は、標準的な秘密保持契約(NDA)では海外において貴社の設計を十分に保護できないと強調しています。効果的な海外知的財産権(IP)保護には、販売を行わない場合でも、製造国において商標および特許を登録することに加え、サプライヤーが貴社の情報を使用・開示すること、および貴社の顧客へ直接販売することを禁止する、国別に作成されたNNN契約(Non-Use, Non-Disclosure, Non-Circumvention Agreement)の活用が不可欠です。
品質管理の課題: 遠隔地からの品質監視には、第三者検査機関の雇用、定期的な監査のスケジューリング、そして「品質劣化(Quality Fade)」——製品品質が時間とともに徐々に低下していく現象——の検出および是正が困難になるという事実への対応が求められます。海外のCNC加工ベンダーは、標準化された記録管理を実施しておらず、ISO認証の適用外で運営されている場合があり、監査時にコンプライアンス上のリスクを招く可能性があります。
製造自動化および工場自動化への投資により、一部の品質ギャップが縮小しています。現代の海外拠点では、国内で使用されているのと同じCNC機器がますます広く導入されるようになっています。しかし、工程管理の厳密さ、作業員の訓練、およびマネジメントシステムには大きなばらつきがあり、徹底的な審査が不可欠です。
国内調達 vs. 海外調達の比較要素
以下の比較表を活用し、ご自身の特定用途において最も重要な要素を評価してください。
| 係数 | 国内調達 | 海外調達 |
|---|---|---|
| 納期 | 通常1~4週間(数日以内の急ぎ対応も可能) | 輸送期間を含めて6~12週間(急ぎ対応の選択肢は限定的) |
| コミュニケーション | 同一タイムゾーンのため、リアルタイムでの問題解決が可能 | 12時間以上のタイムゾーン差があり、対応が遅れる傾向 |
| IP 保護 | 堅固な法的枠組み;契約の実効性が確保可能 | 規制の適用が変動する。現地IP登録が必要 |
| コスト構造 | 単価は高めだが、隠れたコストは低い | 単価は低めだが、隠れたコストが大幅に発生する可能性がある |
| 品質管理 | 施設へのアクセスが容易で、現地での実地監査が可能 | 第三者による検査を要し、移動を伴う監査が多いため負担が大きい |
| サプライチェーンリスク | グローバルな混乱への露出が少ない | 輸送遅延および地政学的イベントに対して脆弱 |
| 規制の遵守 | 馴染みのある規格であり、確認作業が容易 | 規格が地域ごとに異なるため、認証の有効性確認が必要 |
最適な立地選択を行う
最適な調達戦略は、これらの要因を貴社の具体的な優先事項と照らし合わせて検討することに依存します。
- 国内を選択 納期の厳密さ、知的財産(IP)に関する懸念、または規制遵守(ITAR、AS9100、FDA)が最優先事項となる場合。また、頻繁な設計変更や品質面での緊密な協業を要するプロジェクトにおいても、国内パートナーとの連携が有益です。
- 海外調達を検討する 大量生産かつ設計が安定した製品において、コスト削減効果が長期的なリードタイムを正当化できる場合、および堅牢な品質監視システムへの投資が可能な場合。
- ハイブリッド戦略を策定する スピードと柔軟性を重視して国内で試作を行い、その後、設計が安定した量産を海外へ移管するか、サプライチェーンリスクの軽減を目的として二元調達体制を維持する。
原材料から完成品の組立までを単一サプライヤーが一括管理する「ターンキーソリューション」を要する場合、国内パートナーが通常、よりスムーズな実行を提供します。一方、海外におけるターンキーアレンジメントは、調整の複雑さが高まり、追加の障害発生ポイントを招く可能性があります。
採用する地理的戦略がどのようなものであれ、提示された最も低い価格が必ずしも総コストが最も低いことを意味するわけではありません。契約を結ぶ前に、輸送費や関税、品質監視、在庫保有コストなど、あらゆる要素を考慮に入れてください。地理的要因が明確になったら、次の重要なステップは、業界特有の要件がサプライヤー選定基準にどのように影響を与えるかを理解することです。
機械加工パートナー向けの業界特有要件
貴社は既に技術的能力を評価し、認証を確認し、地理的要因も検討しましたが、多くの調達担当者がここでつまずくポイントがあります。すなわち、業界ごとの要件は大きく異なります。自動車部品の製造に最適なサプライヤーでも、医療機器に求められるトレーサビリティシステムを備えていない場合があります。自社の業界が実際に何を要求しているかを正確に理解することで、過剰な仕様設定を避けたり、重要な要件のギャップを残したりすることなく、サプライヤーの専門性とコンプライアンス要件を適切にマッチさせることができます。
自動車業界向けサプライヤー要件
自動車用機械加工製造は、あらゆる産業の中で最も厳しい品質フレームワークの下で運営されています。OEMおよびティア1サプライヤーは、これらの要求をサプライチェーンのすべての関係者に適用します。つまり、あなたの機械加工パートナーは、数十億ドル規模のメーカー向けに設計された基準を満たす必要があります。
IATF 16949 認証: これは、本格的な自動車関連業務において任意ではなく、必須の要件です。IATF 16949はISO 9001を基盤としていますが、欠陥防止、変動低減、無駄の排除といった自動車業界特有の要求事項を追加しています。この認証を取得しているサプライヤーは、主要自動車メーカーの期待に応えることができる体制を有していることを示しています。
生産部品承認プロセス(PPAP): 量産開始前に、自動車サプライヤーはPPAP文書を完了する必要があります。これにより、当該工程が規格適合部品を生産できることを証明します。該当文書には、寸法測定報告書、材料証明書、工程フローダイアグラム、管理計画、能力評価調査などが含まれます。多くの自動車工場におけるCNCマシニストの職務は、特にこうした文書作成支援に焦点を当てています。
統計的工程管理(SPC): 自動車部品サプライヤーは、単に部品を検査するだけでなく、製造工程をリアルタイムで監視しています。統計的工程管理(SPC)チャートは、生産工程全体にわたって重要寸法を追跡し、欠陥が発生する前に工程のばらつきを検出します。サプライヤーを評価する際には、そのSPC導入状況およびオペレーターが管理外信号に対してどのように対応しているかを確認してください。
主要な自動車サプライヤー要件には以下が含まれます:
- IATF 16949認証 有効な登録および良好な監査履歴を有すること
- PPAP対応能力 レベル1からレベル5までの全5段階(レベル3では完全な文書パッケージを含む)での提出対応
- SPCの導入 品質にとって重要な寸法に対するSPC導入および文書化された対応計画の策定
- FMEAの専門知識 量産立ち上げ時の工程の故障モードおよび影響分析(FMEA)実施能力
- 8D 問題解決 品質問題発生時に講じる是正措置の手法
- 年次生産能力計画 数量予測を満たす能力を示す文書
自動車業界において、近隣のCNC関連職やCNCマシニスト職を志望する専門家は、これらの要件が日々の業務運営に影響を及ぼすことに気づくでしょう。こうした厳格な要求は一貫した品質を実現しますが、同時に、一般産業向け加工と比較してサプライヤーのコストを高めることにもなります。
航空宇宙、医療、半導体分野における検討事項
自動車業界以外でも、他の産業はそれぞれ独自の特殊な要求を課します。サプライヤーの専門性を自社の特定業種(バリューチェーン)に適合させることで、航空機の飛行停止、FDA承認の遅延、あるいは半導体製造プロセスへの汚染といったコンプライアンス上のギャップを未然に防ぐことができます。
航空宇宙分野における精密性の要求
部品が空を飛ぶとき、そのリスクは極めて高くなります。航空宇宙分野の機械加工には以下の要求が課されます:
- AS9100認証 航空・宇宙・防衛分野の製造における基本的な品質基準
- 5軸CNC加工能力 単純な工作機械では製造できない複雑なエアフォイル形状、タービン部品、構造用ファイティング部品の加工に対応
- 材料トレーサビリティ 原材料から完成品までの工程で、ミル認証書および熱処理ロット記録を含む
- ファーストアーティクル検査(FAI) aS9102の要求に従い、初回生産部品のすべての寸法を記録する
- 特殊工程認証 該当する場合のNadcap認定熱処理、めっき、または非破壊検査(NDT)のためのもの
- 構成管理 無許可の設計変更を防止するシステム
航空宇宙部品のサプライヤーは、複雑な航空宇宙形状が複合曲面全体で厳密な公差を維持するために同時多軸運動を必要とするという理由から、特に5軸加工能力への投資を行うことがよくあります。ブリスク(BLISK)、インペラー、あるいはアンダーカットを有する構造部品などの部品を製造する場合、サプライヤーが単なる3+2ポジショニングではなく、真の5軸CNC機械を運用していることを確認してください。
医療機器のトレーサビリティ要件
医療機器の機械加工は、米国FDAおよびその国際的な対応機関による規制監視のもとで行われます。この分野にサービスを提供するサプライヤーは、以下の点を実証しなければなりません:
- ISO 13485認証 医療機器向け品質マネジメントシステムのために特別に設計された
- 完全なトレーサビリティ 完成した各デバイスを原材料ロット、機械のシリアル番号、作業者識別情報、および検査記録に紐付けること
- 承認されたプロセス 文書化された導入適合性確認(IQ)、運転適合性確認(OQ)、性能適合性確認(PQ)を含むこと
- 清浄な製造環境 デバイスの分類および予定用途に適すること
- 設計履歴ファイル(DHF) 規制対象デバイスに組み込まれる部品に対するサポート
- 生体適合性に関する認識 機械加工工程が患者の安全性に影響を与える汚染物質を導入しないよう確保すること
医療機器製造で使用される金型・治具は、プロジェクト間のクロスコンタミネーションを防止するため、専用の保管および洗浄手順を必要とすることが多い。潜在的なサプライヤーに対し、医療向け作業を一般産業用生産からいかに分離管理しているかを確認してください。
半導体クリーンリネス基準
半導体設備部品は、微小な汚染が重大な故障を引き起こす環境で動作します。この業界に供給するサプライヤーは、以下の要件を満たす必要があります:
- 超清浄機械加工プロトコル 製造工程中の粒子発生防止
- 専門的な洗浄およびパッシベーション 機械加工残留物をパーツ・パー・ビリオン(ppb)レベルまで除去する工程
- クリーンルーム対応包装 出荷および取扱い時の再汚染防止
- 材料純度に関する文書 合金組成が半導体グレード仕様を満たしていることを確認
- 静電気放電(ESD)対策 製造および取扱い工程全体を通じて
- 脱ガス検証 真空環境で動作する部品向け
半導体サプライヤーは、切削油やその他の材料からの残留物が超クリーンプロセスを汚染する可能性があるため、この作業専用の設備を常備していることがよくあります。半導体用途向けのサプライヤーを評価する際には、当該作業を他と分離して実施しているかどうか、および洗浄プロセスについてどのような検証手順を採用しているかを確認してください。
サプライヤーの専門性と自社のニーズの整合
コンプライアンス要件に応じてサプライヤーの専門知識を適切に連携させるための実践的なガイドラインを以下に示します:
- 過剰な仕様要求は避ける: 一般産業用部品に対してAS9100認証を要求すると、コストが不必要に上昇し、付加価値を生みません。認証は、実際に適用される規制要件に正確に対応させる必要があります。
- 専門性の深さを確認する: 「医療」分野での経験を掲げるサプライヤーであっても、単一のシンプルなブラケットを製造しただけの場合もあれば、クラスIIIのインプラントを数千点製造した経験を持つ場合もあります。ご自身の医療機器分類に合致する具体的な事例について、必ず確認してください。
- 現在有効な認証を確認する: 認証が失効しています。コンプライアンスが極めて重要である場合には、登録番号付きの認証書の写しを請求し、直接登録機関にその有効性を確認してください。
- 業界経験を評価する: 業界に特化した専門知識を有するサプライヤーは、明文化されていない要件——正式な仕様書には記載されていない非公式な基準や顧客の期待——を理解しています。
業界に精通したサプライヤーを発掘するための投資は、監査の円滑化、文書修正回数の削減、および製品上市を遅らせる原因となるコンプライアンス上の問題発見リスクの低減という形で、確実なリターンをもたらします。業界固有の要件が明確化された後、サプライヤー戦略の最終段階では、RFQ(見積依頼)から長期的なパートナーシップ構築に至るまでの継続的な関係管理が求められます。
サプライヤー関係の構築と管理
適格な機械加工サプライヤーを特定し、その能力を評価し、認証を確認しましたが、パートナーの選定はあくまで始まりにすぎません。本格的な作業は、最初のRFQ(見積依頼書)を送付した瞬間から始まり、長年にわたる生産活動、品質に関する協議、そして変化し続ける要件へと続いていきます。サプライヤーとの関係ライフサイクル全体を理解することで、単なる取引ベースの調達が、一貫した価値を提供する戦略的パートナーシップへと進化します。
RFQおよび選定プロセスの管理
ご提出いただくRFQ(見積依頼書)は、その後の関係全体の基調を定めるものです。曖昧なRFQは誤解を招きかねませんが、包括的なRFQは専門性を示し、実力あるサプライヤーからの真剣な応答を引きつけます。
より優れた見積もりを獲得するためのRFQ実践ガイドライン
RFQを単なる価格照会ではなく、コミュニケーションツールとして捉えてください。正確で比較可能な見積もりを得るために、以下の要素を必ず含めてください:
- 完全な技術文書: 寸法付き図面、3D CADファイル(STEP形式またはネイティブ形式)、および材料仕様書を提供してください。この部分に曖昧さがあると、見積もり金額にばらつきが生じ、比較が困難になります。
- 現実的な数量範囲: 価格構造を把握し、自社のニーズに最も合致するサプライヤー(ボリューム別「最適領域」)を特定するために、複数のロットサイズ(10個、100個、1,000個)での見積もりを依頼してください。
- 目標納期要件: 試作レベルの迅速納品が必要か、それとも標準的な量産スケジュールでも対応可能かを明記してください。
- 品質関連文書の要件: 初品検査報告書、材料証明書、または継続的な統計的工程管理(SPC)データの提出を求めるかどうかを明示してください。
- 二次加工: 機械加工以外に必要な仕上げ処理、熱処理、めっき、組立サービスなどを明記してください。
構成が整ったRFQ(見積依頼書)は、潜在的なサプライヤーに対し、あなたが優先的に対応すべきプロフェッショナルなバイヤーであることを示すサインにもなります。サプライヤーは、体系立てられた依頼を行う顧客は通常、体系立てられた支払慣行と現実的な期待値を有していると認識しており、その結果、自社の最良のCNC機械オペレーター・チームおよび生産スケジューラーにとっても、あなたのプロジェクトがより魅力的になります。
単価を超えた見積もりの評価
見積もり回答が到着した際には、価格のみで並べ替えるという誘惑に打ち勝ってください。アプリケーションエンジニアリングの専門性——つまり、コスト削減や製造性向上を実現する設計改善案をサプライヤーが提案できる能力——は、最も低価格の見積もりよりも大きな価値をもたらすことがよくあります。以下の要素を検討してください:
- 金型・セットアップ費用: これらは個別に明細化されていますか、それとも単価に含まれて隠されていますか?
- 納期の約束: 彼らはあなたの納期要件を満たすことができますか、あるいはこの見積もりは単なる理想論に過ぎませんか?
- 支払条件: Net 30(請求書発行後30日以内の支払い)と前払いでは、あなたのキャッシュフローへの影響が大きく異なります。
- 含まれるサービス: 見積もりには、検査報告書、包装仕様、または自社施設への納品が含まれていますか?
- 前提条件および除外事項: 後で変更依頼として発生する可能性があるが、明示的に含まれていない項目は何ですか?
契約交渉における検討事項
最終合意に至る前に、以下のような見落とされがちな契約条項について検討・対応してください。
- 治具・工具の所有権: カスタム金型・治具の費用を負担する場合、それらはお客様の所有物であり、必要に応じて他のサプライヤーへ譲渡可能であることを明記してください。
- 価格有効期間: 提示された価格はどの期間有効ですか?原材料価格の変動性を考慮し、長期契約には価格調整条項(エスカレーション条項)を設けることが正当化される場合があります。
- 品質逃れ条項(クオリティ・エスケープ条項): 不良部品がお客様の施設に到着した場合、どのように対応しますか?不良品の仕分け、再加工、および代替品調達にかかる費用負担について、責任範囲を明確に定義してください。
- 生産能力確保条項: 重要な生産部品については、数量コミットメントと引き換えに、当該部品の生産能力を確保する契約を検討してください。
- 知的財産権の保護: 契約書において、サプライヤーがお客様の設計図面を他社に開示したり、お客様の部品を競合他社向けに製造することを禁止する条項を確実に盛り込んでください。
妥当な契約条件に抵抗を示すサプライヤーは、しばしば業務上または財務上の懸念を露呈しており、さらに詳細な調査に値します。交渉段階における透明性は、生産段階における透明性を予測する指標となります。
長期的なサプライヤーパートナーシップの構築
発注書(PO)への署名は、評価段階からパートナーシップ段階への移行を意味します。この段階で、どのようにオンボーディングを実施し、コミュニケーションを管理し、パフォーマンスをモニタリングするかが、そのパートナーシップが成功するか否かを左右します。
成功に向けたオンボーディング
効果的なオンボーディングは、新規サプライヤーとの関係を妨げる誤解を未然に防ぎます。このフェーズでは:
- 正式なキックオフミーティングを実施する: 仕様、品質要件、およびコミュニケーション手順について、営業担当者だけでなく、生産チームとも確認・検討を行ってください。
- 主要な窓口担当者を明確にする: 技術的な質問、品質問題、およびスケジュール調整に関する担当者を特定してください。コミュニケーションには単一の情報源(技術窓口)を設定することで、矛盾した指示を防ぎます。
- これまでの経緯を共有してください: 他のサプライヤーから業務を引き継ぐ場合、過去に発生した課題と、改善を目指すポイントを説明してください。
- 生産用工具の調達について合意してください: 特別工具、HAAS工具、またはその他の設備を自社で提供するのか、それともサプライヤーがすべて調達するのかを確認してください。
- 検査要件を定義してください: どの寸法について文書化された検査を実施するか、またどの寸法については標準的な工程管理で対応するかを明記してください。
問題を未然に防ぐためのコミュニケーション期待値
サプライヤーとの関係が失敗に終わる多くは、コミュニケーションの齟齬に起因します。事前に明確な期待値を設定することで、高額な誤解を未然に防ぐことができます。
- 応答時間の基準: 各当事者は、メールにどのくらいの速さで返信すべきか?日常的な事項については24時間以内、緊急事項については当日中の対応が、多くの関係において適切です。
- エスカレーション手順: 通常の連絡手段が機能しなくなった場合、誰に連絡するか?技術的課題および商業的課題の両方について、エスカレーション手順を明確に定義してください。
- 変更管理: 設計変更はどのように伝達されるべきか?非公式な修正指示(マーアップ)ではなく、効力発生日が明記された正式な改訂通知を要求してください。
- 進捗状況報告: 継続的な生産に関しては、取引量および重要度に応じて、週1回の電話会議または月1回の報告書など、定期的な確認の機会を設けてください。
品質問題発生時の対応
優れたサプライヤーであっても、時折不適合品を出荷することがあります。こうした状況への対応姿勢が、長期的な関係性を左右します。
- 客観的に文書化すること: 不適合の明確な証拠(測定値、写真、仕様書上の該当要件への言及など)を提示してください。感情的な苦情は、相手の防衛的反応を招くだけです。
- まず封じ込め(コンテインメント)を要請すること: 根本原因の議論に入る前に、問題が疑われる在庫を特定し、両施設で隔離(キューイング)してください。
- 調査への共同対応: 原因特定に役立つ可能性のある情報を共有してください。設計変更はありましたか? 新たな材料ロットですか? 使用条件(最終用途)が異なりましたか?
- 是正措置の評価: 優れたサプライヤーは、影響を受けた部品の再加工にとどまらず、体系的な対策を提案します。工程改善、作業手順書の更新、または検査手順の強化などを検討してください。
- 効果の検証: 是正措置の実施状況をフォローアップし、確実に実施されたことを確認してください。変更が実際に実施されたという証拠を請求してください。
品質問題をプロフェッショナルに対応するパートナー——問題を認め、徹底的に調査し、真摯な是正を実施する——は、しばしば最も信頼できるサプライヤーとなります。関係性の試金石は、すべての問題を回避することではなく、問題をいかに共に解決するかにあります。
パフォーマンス監視のアプローチ
継続的な測定は、関係性を健全に保ち、年次レビューおよび調達判断のためのデータを提供します:
- 納期通りの納品追跡: 実際の出荷日を約束された納期と照らし合わせて測定します。業界のベンチマークでは、納期通りの達成率が95%以上を目指しています。
- 品質指標 不良率を「100万個あたりの不良数(PPM)」またはロット合格率で追跡します。世界クラスのサプライヤーはPPMを100未満に抑えています。
- 対応力スコア: 定期的に、コミュニケーションの質および課題解決の迅速性を評価します。
- コスト競争力: 価格については、市場の代替案と年次でベンチマーク比較を行い、継続的なコストパフォーマンスを確保します。
これらの指標をサプライヤーに定期的に共有してください。パフォーマンスに関する期待値およびその達成状況について透明性を保つことで、継続的改善が促進され、年次レビュー時の予期せぬ事態を防ぐことができます。最も強固なパートナーシップは、双方がコミュニケーションに投資し、課題に対して建設的に対応し、共通の成功指標に合意したときに築かれます。関係管理の実践が確立された今、これらすべてを統合して、実行可能な調達戦略へと結びつける準備が整いました。
サプライヤー選定戦略を実行に移す
あなたは、サプライヤーのカテゴリーや機械加工能力の理解から、認証の評価、スコアカードの作成、そして継続的な関係管理に至るまで、一連のプロセスを完全に遂行しました。次に必要なのは、この知識を確固たる行動へと変換することです。サプライヤーに関する課題に苦慮する調達担当者と、信頼性の高いサプライチェーンを構築する調達担当者の違いは、本稿で解説した原則を体系的に実行できるかどうかにかかっています。
サプライヤー選定の重要なポイント
次回のRFQ(見積依頼書)送付前に、成功する調達と高コストなミスとを分ける核心的な原則を再確認してください:
サプライヤーの能力を、自社の具体的な要件に適合させること。最適なパートナーとは、最も安価な選択肢でも、最も印象的な設備を持つ企業でもありません。むしろ、自社プロジェクトの要求に正確に合致するCNC機器、認証、および業務上の強みを備えた企業です。
以下に、簡潔な意思決定フレームワークを示します:
- まず技術的適合性から検討してください: サプライヤーのCNC機械在庫、立形マシニングセンターの能力、および特殊加工プロセスが、お客様の部品形状および公差要件と一致することを確認してください。
- お客様の業界向け認証を検証してください: ISO 9001は基本的な基準です。自動車業界ではIATF 16949が求められ、航空宇宙業界ではAS9100、医療機器業界ではISO 13485が必要です。規制対応用途においては、過剰な仕様設定は避けるべきですが、不十分な仕様設定は絶対に避けなければなりません。
- スケーラビリティを正直に評価してください: このパートナーは、試作段階のフライス加工から大量生産まで、お客様の成長に伴って拡大対応できるでしょうか?開発・生産途中でのサプライヤー変更は、リスクとコストの増加を招きます。
- 総合到着原価(トータルランデッドコスト)を評価してください: 単価だけではコストの全体像は把握できません。納期、品質の一貫性、コミュニケーションの効率性、およびサプライチェーンの混乱に起因する隠れたコストも考慮に入れてください。
- 関係性の質を最優先してください: 見積もり段階での対応力は、量産段階におけるパートナーシップの実態を予見させます。積極的に連絡を取り、協調的に問題解決を行うサプライヤーを選定してください。
調達戦略に基づく具体的な行動
これらの原則を適用する準備はできましたか?サプライヤー選定を加速させるため、以下のアクション・シーケンスに従ってください。
- 要件を明確に文書化する: 工作機械センターに連絡する前に、図面、材質仕様、生産数量の見通し、品質保証文書の要件などを含む、完全な技術パッケージを作成してください。
- 戦略的に候補者リストを作成する: 必須要件(必要な認証、地理的要件、および自社業種分野における実績など)に基づき、候補者をスクリーニングしてください。
- 包括的な見積もりを依頼する: 複数の生産数量レベルにおける単価、内訳表示された金型費用、および現実的な納期約束を明記した見積もりを依頼してください。曖昧な見積もりは、今後の予期せぬ問題を招きます。
- 徹底的な審査を実施する: 取引先の参考先照会、工場訪問、試作発注によって、認証や見積もりでは明らかにならない実際の能力が浮き彫りになります。事前の手間を惜しまず投資することで、将来的な問題を未然に防ぎましょう。
- 明確な期待値を設定する: 生産開始前に、コミュニケーションプロトコル、品質要件、およびパフォーマンス指標を正式に定義します。
主要サプライヤーが実際の業務においてこれらの基準をいかに実証しているかを検討してください。 シャオイ金属技術 たとえば、本ガイド全体で論じてきた評価基準を体現する企業の一例です。同社のIATF 16949認証は、自動車業界水準の品質管理システムを保証しており、統計的工程管理(SPC)の導入により、複数の生産ロットにわたり一貫した品質を確保しています。このようなパートナー企業が他と一線を画す点は、迅速な試作(最短1営業日での納期対応)から本格的な量産まで、シームレスにスケールアップできる能力にあります。これにより、多くの調達チームが直面する高コストなサプライヤー切り替えを回避できます。
旋盤機械部品、複雑なフライス加工アセンブリ、あるいは高精度旋削部品の調達においても、本フレームワークを活用することで、サプライヤー選定は単なる推測から戦略的な意思決定へと変化します。次のステップは?現在の調達課題にこれらの原則を適用し、体系的な評価がもたらす差異を実際に体感してください。
機械加工サプライヤーに関するよくある質問
1. CNC機械の時給はいくらですか?
CNC加工の単価は、機械の種類や加工の複雑さによって大きく異なります。3軸マシンの場合、通常は1時間あたり25~50米ドルですが、高度な5軸機器では1時間あたり75~150米ドルとなることがあります。これらの単価には、機械の減価償却費、オペレーターの人件費、間接費、および材料取扱費用が含まれています。見積もり依頼の際には、サプライヤーに対し、セットアップ費用を時間単価の加工料金とは別に明細化するよう依頼してください。というのも、セットアップ費用(200~500米ドル以上)は、小ロット注文における単品単価に大きな影響を与えるためです。
2. CNC旋盤工・フライス工の収入は高いですか?
米国のCNC機械加工技術者は、時給平均27.43ドルを稼いでおり、経験豊富なプログラマーおよび多軸オペレーターはさらに高い賃金を得ています。航空宇宙産業や医療機器産業などの特殊分野では、品質要求がより厳格であるため、高単価での報酬が行われることが多いです。キャリアアップの道には、CNCプログラミング、品質検査、生産監督などの職種があります。適正な報酬と十分な経験を持つオペレーターを抱えるサプライヤーは、通常、より一貫性の高い品質とより少ない生産問題を実現します。
3. 主要なCNC工作機械メーカーはどこですか?
主要なCNC工作機械メーカーには、山崎マザック、DMGモリ、トゥルンプ、ハース・オートメーション、オークマ、牧野フライス鉄工、ドゥーサン・マシントゥールズ、アマダ、ハーディンジ、ヘルラーなどがあります。加工サプライヤーを評価する際、その保有設備のブランドを把握することは、その技術能力レベルを判断する上で重要です。ハース製工作機械は、信頼性とコストパフォーマンスの高さから、ジョブショップで広く採用されています。一方、牧野やDMGモリの設備は、航空宇宙産業や医療機器分野など、より高精度が求められる用途に適した能力を示すことが多いです。
4. 国内サプライヤーと海外サプライヤーのどちらを選ぶべきですか?
国内サプライヤーは、納期が短縮される(1~4週間 vs. 6~12週間)、リアルタイムでのコミュニケーションが可能、知的財産権(IP)保護が強固、品質監視が容易というメリットを提供します。一方、海外サプライヤーは単価が低くなるものの、輸送費、関税、安全在庫、第三者検査費用といった隠れたコストが追加されます。納期が厳しく求められるプロジェクト、プロトタイプ開発、および厳格なコンプライアンスが求められる規制対象業種には、国内サプライヤーを選択してください。大量生産向け・設計変更のない安定した製品については、コスト削減効果が長期化する納期と品質監視体制構築への投資を上回る場合に、海外サプライヤーを検討してください。
5. 機械加工サプライヤーに対して、どのような認証を要求すべきですか?
ISO 9001は、真剣に取り組むサプライヤーにとっての基盤となる品質認証です。業種別要件には、自動車分野向けのIATF 16949(OEMおよびTier 1向け業務では必須)、航空宇宙分野向けのAS9100、医療機器向けのISO 13485、防衛関連製造向けのITAR登録が含まれます。認証要件は、実際の規制上のニーズに合わせて選定してください。過剰な仕様設定はコスト増加を招く一方で付加価値を生みませんが、不足した仕様設定はコンプライアンスリスクを招き、製品の市場投入遅延や監査不合格につながる可能性があります。