 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

CNC部品メーカー選定:多くのバイヤーが見落とす9つの重要な要素

CNC部品製造の理解とその産業への影響
あなたはこれまで、 現代の高精度部品 がなぜこれほど驚異的に正確なのか不思議に思ったことはありませんか?その答えは、製造業を永遠に変えた技術にあります。プロジェクト向けの部品を調達する際、CNC部品メーカーの基本的な運営方法を理解しておくことで、より適切な判断を下す上で大きなアドバンテージを得られます。
CNC加工とは、事前にプログラミングされたコンピュータソフトウェアが工場内の工具および機械の動きを制御し、原材料から繰り返し高い精度で高精度部品を製造する「除去加工」方式の製造プロセスです。
設計図面から高精度部品へ
では、CNCとは実際に何なのでしょうか?その本質において、CNCとは「Computer Numerical Control(コンピュータ数値制御)」を意味し、デジタル指令によって切削工具を極めて高精度に制御する手法です。コンピュータ画面上の複雑な3D設計図を、千分の1インチ(約0.025mm)単位の精度で実際の部品へと変換する様子を想像してみてください。これは現代の機械加工工場で毎日行われている光景です。
この工程は、部品のすべての寸法および仕様を含むCAD(コンピュータ支援設計)ファイルから始まります。このデジタル設計図は、CNC機械が理解できる言語であるGコードへと変換されます。プログラムが完了すると、機械は人間の手では一貫して再現できないほどの機械的精度で、各切削パスを正確に実行します。
部品製造におけるデジタル革命
CNCとは何かを理解することで、なぜこの技術が不可欠なものとなったのかを深く理解できます。コンピュータ制御が登場する以前は、熟練した機械工が手作業で工作機械を操作しており、その結果、各部品はわずかに異なるものになっていました。CNCという言葉の意味は単なる自動化を超え、プログラムによる制御と再現可能な高精度加工への根本的な転換を表しています。
今日のCNCシステムは設計ソフトウェアとシームレスに統合されており、同一のデジタルファイルから迅速な試作および大量生産を実現します。この設計と製造の連携により、解釈誤差が排除され、納期が劇的に短縮されます。仕様書をメーカーに送信すれば、その製造設備は数時間以内に部品の生産を開始できる場合がほとんどです。
なぜCNCが現代製造業を支配しているのか
CNCの定義は、単に工作機械を指すにとどまらず、生産全体に対する一貫したアプローチを意味します。以下に、この技術が主流となっている理由を示します:
- 安定性 たとえ10個でも10,000個でも、すべての部品は前後の部品と完全に一致します
- 複雑さ かつては不可能とされていた複雑な形状も、今や日常的な加工対象となります
- 速度: 自動工具交換と連続運転により、生産性を最大限に高めます
- 柔軟性: 異なる部品間の切り替えには、プログラムの変更のみが必要です
CNC部品製造の業界を調査する際、適切なパートナーを選定するには、単に設備だけでなく、はるかに多くの要素を評価する必要があります。以下のセクションでは、多くの購入者が見落としがちな重要な検討項目——加工プロセスや材料選定から公差仕様、プロジェクトの成功に直接影響を与える業界認証に至るまで——を詳しく解説します。
購入者にとって必須の基本CNC加工プロセス
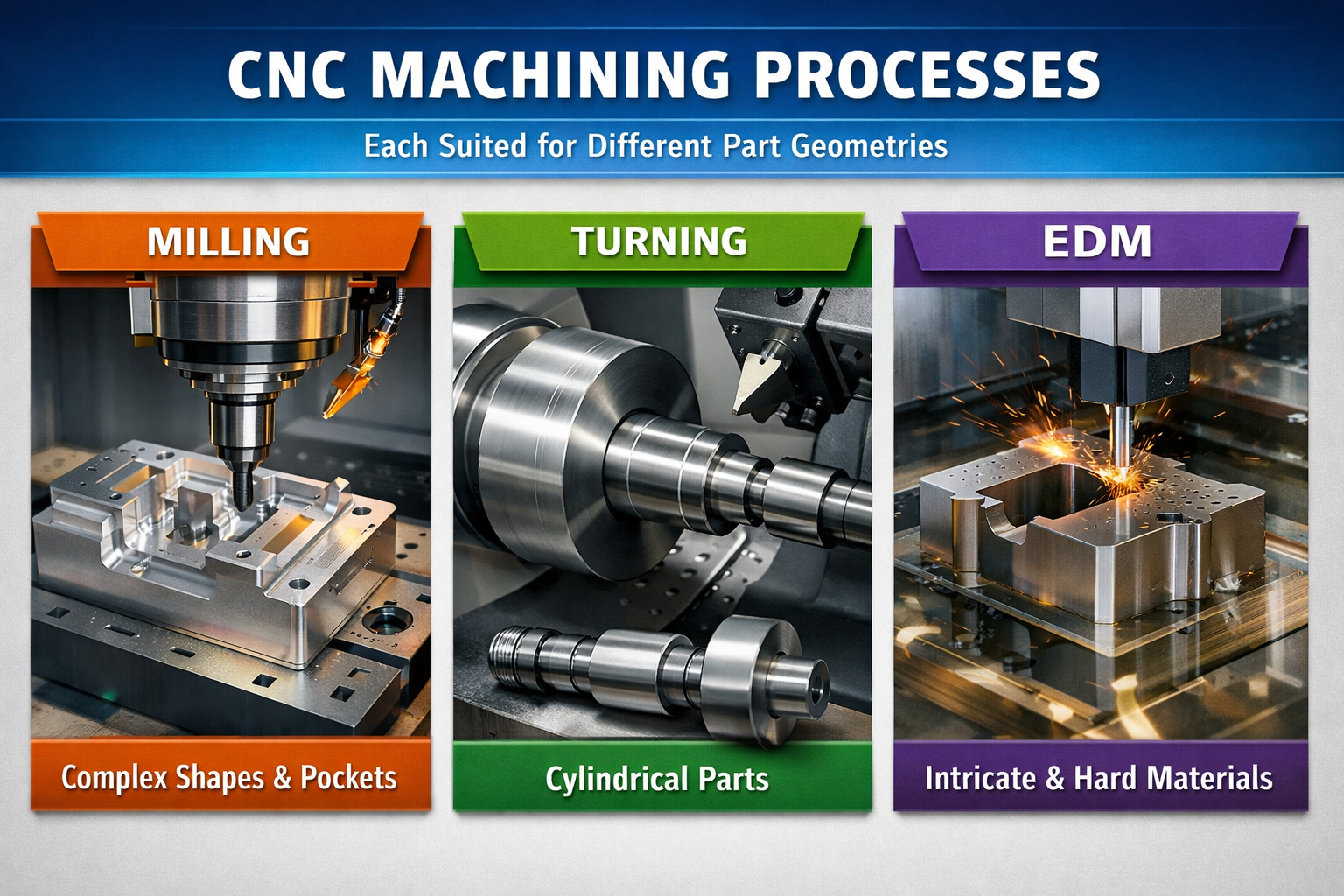
複雑そうに聞こえますか? 実際のところ、すべてのCNC加工プロセスがすべての部品に適用できるわけではありません。CNC部品メーカーを評価する際、フライス加工、旋盤加工、放電加工(EDM)といった基本的な加工プロセスの違いを理解しておくことで、自社の要件を明確に伝えることができ、サプライヤーが自社プロジェクトに必要な技術能力を有しているかどうかを的確に判断できます。
CNCフライス加工の解説
回転する切削工具が固定されたワークピースの表面を移動し、層ごとに材料を削り取っていく様子を想像してください。これがフライス加工の本質です。CNCフライス盤は、回転式のカッターを用いてワークピースから材料を除去し、平面、溝、ポケット、および高度な精度を要する複雑な3次元形状を創出します。
主に遭遇する構成は、垂直軸フライス盤と水平軸フライス盤の2種類です。垂直軸フライス盤ではスピンドルが垂直方向に配置されており、部品の特定の片面における精密な加工(例: 大型金属板やシンキングダイ )に最適です。水平軸フライス盤ではスピンドルが水平方向に配置されており、重量物の加工、溝切り、およびスロット加工に適しています。
水平軸フライス盤が際立つ特徴は以下の通りです:
- 重力によって切削屑が切削部から自然に排出されるため、優れたチップ排出性
- アーバー装着により、複数のカッターを同時に使用可能
- 重量があり複雑なワークピースへの対応性能が優れている
- 攻撃的な切削中の工具のたわみを低減
見積もりを依頼する際、部品の形状が立形マシニングか横形マシニングのどちらに適しているかを把握しておくと、適切な設備を備えた製造業者を特定しやすくなります。
旋盤加工(ターニング)および旋盤の能力
フライス加工では工具を回転させますが、旋盤加工(ターニング)ではその逆で、工作物を回転させながら固定された切削工具で形状を形成します。CNC旋盤は、シャフト、ブッシュ、ねじ付き部品などの円筒形または円形の部品を高精度に製造するのに優れています。設計図面が回転対称形状である場合、通常、旋盤加工の方がフライス加工よりも高速かつ経済的です。
フライス盤と同様に、旋盤も水平型および垂直型の構成で提供されています。水平形ターニングセンターは、その柔軟性とシャフトなどの長尺部品への適合性から、ほとんどの製造現場で主流となっています。バー送り装置やテールストックを装備可能であり、その汎用性がさらに拡大します。一方、垂直形ターニングセンター(時として垂直タレット旋盤とも呼ばれます)は、大径・重量級・短尺の部品の加工に適しています。重力が部品の設置および切屑排出を助けるため、自動車部品の生産分野で特に人気があります。
メーカーの旋削加工能力を評価する際には、ご要件の部品について、長さ対直径比および重量要件に対応できるかどうかを検討してください。
放電加工(EDM)が不可欠となる場合
一部の形状は、従来の切削加工では単に実現できません。そこで登場するのがEDM(放電加工)です。EDM機械は電気火花を用いて材料を侵食させ、工具とワークピースとの物理的接触を伴わずに、硬化金属に複雑な形状を形成します。
ワイヤーEDM機械は、細いワイヤー状の電極を材料内に通して加工し、驚異的な精度で複雑な輪郭を切断します。公差は±0.0001インチまで達することが可能です。このため、EDMは以下の用途において不可欠です:
- 従来の切削工具を破損させてしまうほど硬度の高い工具鋼
- 回転工具では不可能な鋭角の内角
- 切削力に耐えられない精密部品
- 二次加工を必要としない極めて優れた表面粗さ
加工方法の比較
以下の表は、各加工方法が最適な結果をもたらす状況を要約したものです:
| プロセスタイプ | 最適な適用例 | 典型的な公差 | 素材適合性 |
|---|---|---|---|
| CNCミリング | 平面、ポケット、スロット、3D輪郭、プリズマティック部品 | ±0.0002インチ~±0.001インチ | ほとんどの金属およびプラスチック;アルミニウム、鋼、真鍮が特に優れています |
| CNCターニング | 円筒状部品、シャフト、ねじ付き部品、ブッシング | ±0.0002インチ~±0.001インチ | 丸棒材;鋼およびアルミニウムに対して特に優れています |
| 電子機器 | 焼入材、複雑な形状、鋭角、微細なディテール | ±0.0001インチ | 導電性材料のみ対応;工具鋼および超硬合金に最適 |
多くのプロジェクトでは、複数の工程を連携させて実施する必要があります。フライス加工、旋盤加工、放電加工(EDM)を一括で対応できる総合的な製造能力を持つメーカーは、サプライチェーンを効率化し、より厳密な品質管理を実現できます。選定プロセスをさらに進めるにあたり、次に検討すべき重要な要素は、材料選択が加工工程および最終部品の性能に与える影響を理解することです。
CNC加工部品向け材料選定ガイド
適切な機械加工プロセスをすでに特定されました。次に、同様に重要な判断が求められます。選択する材料は、加工時間、工具摩耗、部品の性能、そして最終的な収益に直接影響します。CNC加工部品メーカーを評価する際には、その材料に関する専門知識を理解することで、ご要件に完全に合致する加工部品を確実に納品できるかどうかを判断できます。
CNC加工に向いた金属
すべての金属が切削工具下で同じ挙動を示すわけではありません。切削性(良好な表面粗さおよび工具寿命を維持しながら材料を容易に切削できる度合い)は、合金によって大きく異なります。以下に、最も一般的な材料オプションについての要点を示します。
アルミニウム(6061および7075)
アルミニウムは、CNC機械加工における「主力材料」です。JLCCNC社の分析によると、一般用途部品において中程度の強度と低コストが最も重視される場合、アルミニウム6061が総合的に最も優れた性能を発揮します。高い切削性により、サイクルタイムが短縮され、工具摩耗が低減し、1個あたりのコストも抑制されます。
- 切削性評価: 優れた性能(鋼材と比較して約270%)
- 強度: 中程度;極端な負荷を受けることのない構造部品に適しています
- コストの考慮: 試作および量産向けとして最も経済的な選択肢
- 優秀候補者: 航空宇宙用ブラケット、電子機器エンクロージャー、自動車用治具
鋼鉄と不鋼
耐久性、硬度、または耐食性が最優先される場合、 CNC鋼部品 それが論理的な選択となります。低炭素鋼は比較的容易に切削加工できますが、ステンレス鋼種は切削工具への負荷が大きくなる一方で、過酷な環境下でも優れた性能を発揮します。
- 切削性評価: 中程度(ステンレス鋼種は炭素鋼よりも加工が困難です)
- 強度: 高い強度;荷重支持および耐摩耗用途に非常に適しています
- コストの考慮: 工具摩耗の増加および送り速度の低下により、切削加工コストが高くなります
- 優秀候補者: 医療用器具、食品加工設備、自動車駆動系部品
真鍮と銅
真鍮は、特に小ロット生産における機能性と美観を兼ね備えた切削加工部品に理想的なバランスを提供します。その無心削り性(フリーマシーンング性)により、機械加工直後に高精度の公差および優れた表面粗さを実現できます。銅は一部の特性を真鍮と共有していますが、高電気伝導性または高熱伝導性が求められる用途に限定して使用すべきです。
- 切削性評価: 真鍮には非常に適しています;銅には適しています
- 強度: 中程度;高応力がかかる構造部品には不適
- コストの考慮: 材料費はアルミニウムより高いが、優れたチップ形成性により加工コストは低減されます
- 優秀候補者: 電気接続器、配管継手、装飾用ハードウェア
チタン
チタンは、比強度において他に類を見ない性能と優れた耐食性を備えていますが、その代償として大幅なコスト増加が発生します。この金属は、航空宇宙産業や医療用インプラントなど、性能要件がすべてを凌駕する分野においてのみ、コスト面でも妥当性が認められます。
- 切削性評価: 不適;特殊な工具および低速加工を必要とします
- 強度: 極めて優れています;一般に用いられる金属の中で最高の比強度を有します
- コストの考慮: 高価な材料および加工コスト;極めて重要度の高い用途でのみ正当化されます
- 優秀候補者: 航空宇宙用構造部品、医療用インプラント、高性能レーシング部品
精密部品向けエンジニアリングプラスチック
金属製CNC加工部品が常に最適解とは限りません。エンジニアリングプラスチックは、軽量性、耐薬品性、電気絶縁性など、明確な利点を提供します。部品加工メーカーは、多様な用途要件を満たすために、先進ポリマーの使用を increasingly(段階的に)拡大しています。
一般的なCNC加工可能なプラスチックには以下があります:
- アセタール(デルリン): 優れた寸法安定性と低摩擦性を備え、ギアやベアリングに最適
- ナイロン: 優れた耐摩耗性および靭性を有し、ブッシュやローラーに適しています
- PEEK: 優れた耐薬品性および耐熱性を備えた高性能オプション
- PTFE: 極めて優れた化学的不活性および低摩擦係数
- ABS: プロトタイプおよび非重要CNC機械部品においてコスト効率が良い
- HDPEおよびPP: タンクおよび流体取扱い用途向けの耐薬品性オプション
材料をアプリケーション要件に適合させる
金属とプラスチックの選択、あるいは適切な合金の選定は、複数の要因をバランスよく考慮する必要があります。以下の指針原則をご参照ください:
金属製CNC加工部品が適している場合:
- 高い機械的負荷または応力集中が存在する
- 使用温度がプラスチックの限界を超える(通常250°F以上)
- 電気的または熱的伝導性が求められる
- 表面硬度および耐摩耗性が極めて重要である
- 部品にねじ切りが必要である、またはプレスイン式インサートを装着する
プラスチックが優位性を発揮する場合:
- 軽量化が主要な設計目標である
- 電気絶縁が必要です
- 化学薬品への暴露により金属が腐食します
- 自己潤滑性により保守メンテナンスの頻度が低減されます
- 材料特性が十分であるコストに敏感な用途
材料選定は、プロジェクトの納期にも直接影響を与えます。小ロット生産や試作においては、アルミニウムや真鍮などの材料は、機械加工時間が短く、セットアップが容易なため、リスクとコストを低減できます。これらの材料選択肢を検討する際、次に重要な要素は、公差仕様が実際の性能および多くの購入者が見落としがちなコストにどのように反映されるかを理解することです。
公差仕様および精度要件の解説
経験豊富なバイヤーと初心者を分ける質問があります。「実際には、どの程度厳しい公差(許容誤差)が必要なのでしょうか?」公差仕様を正しく理解することは、多くの調達判断が誤りを犯すポイントです。つまり、コストを不必要に押し上げるほど過剰に厳格な公差を要求するか、あるいは逆に公差を甘く設定しすぎて、正常に機能しない部品を納入されるかのどちらかです。CNC加工部品メーカーを評価する際、その公差対応能力は、同社の機械設備の品質および工程管理水準を如実に示します。
標準公差加工 vs 厳密公差加工
公差とは、設計意図した寸法からの許容される寸法変動範囲のことです。業界標準によれば、標準的なCNC加工の公差は通常±0.005インチ(0.13 mm)程度であり、ISO 2768-1の中級(medium grade)規格で管理されます。この基準値は、機械の精度、熱膨張の影響、工具摩耗などによる通常のばらつきを十分に許容しつつ、経済的な生産性を維持できるよう設定されています。
しかし、標準的な公差では十分でない場合はどうなるでしょうか?高精度CNC加工部品には、専門的なアプローチが必要です。高精度加工では、±0.001インチ(0.025 mm)という極めて厳しい公差を達成できますが、外科手術器具などの極めて要求の厳しい用途では、±0.0002インチ~±0.0005インチ(0.005~0.013 mm)の公差が求められる場合があります。ただし、実際にこのような極限範囲の公差を必要とする部品は、全体の約1%にすぎません。
CNC高精度部品は、標準的なCNC加工部品といくつかの重要な点で異なります:
- 設備要件: 遊星誤差が0.0001インチ未満となるセラミック軸受またはエア軸受を備えた高精度スピンドル
- 環境制御: ±0.5°Cの温度安定性を維持する温度制御エリア
- 品質検証: 較正済み測定機器を用いた強化された検査プロトコル
- 加工時間: 熱歪みを最小限に抑えるための低速な送り速度および回転速度
精度が最も重要になるとき
部品のすべての特徴が同じ公差レベルを要求するわけではありません。賢い仕様設定とは、機能性が厳密な公差を必要とする箇所(例えば、嵌合面、軸受の嵌合、または重要な位置決め機能など)にのみ厳密な公差を適用し、それ以外の非重要寸法については標準公差を適用することを意味します。
以下のようなシナリオにおいて、高精度CNC加工部品への投資が正当化されます:
- 組立インターフェース: 他の部品と正確に嵌合する必要がある部品
- 回転機構: 特定の嵌合公差を要するシャフトおよび軸受
- シール面: 寸法精度が漏れを防止する場合
- 光学・電子機器用ハウジング: 位置決め精度が極めて重要な用途
大型部品のCNC加工では、公差管理に特有の課題が生じます。部品の寸法が大きくなるにつれて熱膨張の影響が顕著になり、大型ワークピース全体で精度を維持するためには、温度制御された環境がさらに重要となります。
コストと許容差の関係
以下は、多くの購入者が見落としがちな現実です:機能的に必要以上の公差を厳しく設定しても、部品の品質は向上しません。むしろ、コストが増加するだけです。また、 高精度機械加工データ によると、標準的な加工から温度制御付き加工へ移行すると、コストが25~50%増加します。さらに、完全な環境制御下で最も厳しい公差を達成しようとすると、コストは100~200%増加します。
以下の表では、異なる公差等級があなたのプロジェクトにどのような影響を及ぼすかを明確に示しています:
| 許容範囲 | 典型的な用途 | コストへの影響 | 必要な設備 |
|---|---|---|---|
| ±0.010" (±0.25 mm) | 一般産業用部品、ブラケット、ハウジング | ベースライン | 標準CNC工作機械、通常の工場環境 |
| ±0.005"(±0.13 mm) | 機能的アセンブリ、自動車部品 | 10~25%の増加 | 良好に保守された工作機械、気候モニタリング |
| ±0.002"(±0.05 mm) | 高性能自動車・産業機器 | 50~100%の向上 | 高精度スピンドル、温度制御 ±3°C |
| ±0.001" (±0.025 mm) | 航空宇宙部品、医療機器 | 100~150%の向上 | 高精度機械、強化された治具 |
| ±0.0005インチ(±0.013 mm) | 外科用器具、光学機器 | 150~200%の向上 | 完全な環境制御、振動遮断 |
材料選定も、達成可能な公差に影響を与えます。アルミニウム製のCNC高精度機械加工部品は、加工性の違いにより、チタン製品と比較してより厳しい公差を容易に達成できます。プラスチックはさらに多くの課題を呈します——その柔軟性および熱感受性により、実用上の公差がISO 2768-1「中級(Medium)」グレードに制限されることが多くなります。
製造業者とのコミュニケーションでは、2D図面に直接公差表を記載し、どの寸法が重要であるかを明示してください。これにより、過剰な公差指定を防ぎ、製造業者が正確な見積もりを提示できるようになります。このような公差に関する動態的理解は、次の重要な検討事項——すなわち、異なる産業分野がCNC部品製造に対して特定の要求を課しており、それが単なる一般的な機械加工能力を超えた製造業者の選定に影響を与える——への準備となります。
産業別CNC部品製造要件
地元の自動車用機械加工工場が、外科手術器具を製造する施設と異なる方法でプロジェクトを遂行していることに、これまで気づいたことはありますか?これは偶然ではありません。産業ごとに、CNC部品メーカーへの要求は大きく異なります。こうした違いを理解することで、単に幅広い対応能力を謳っているだけのサプライヤーではなく、自社の特定用途に真正に適した資格を有するサプライヤーを的確に選定できます。
自動車産業における機械加工規格
自動車向け部品を調達する際には、大規模な生産における一貫性が極めて重要となります。自社近くの自動車用機械加工工場を探している場合でも、あるいはグローバルなサプライヤーを評価している場合でも、自動車部品の機械加工製造には、一般の金属加工工場では備えていない特定の能力が求められます。
自動車業界では、ISO 9001の原則に業界固有の要件を統合した、自動車分野の品質マネジメントに関する国際標準であるIATF 16949が適用されています。この認証は単なる書類上の手続きではなく、以下の事項に対する根本的なコミットメントを示しています:
- 欠陥の防止: 問題が製造ラインに到達する前に検出するためのシステム
- 継続的改善: 継続的な効率性および品質向上のための文書化されたプロセス
- サプライヤー監視: 原材料供給元に対する厳格な資格審査およびモニタリング
- 製品トレーサビリティ: 原材料から完成部品までの完全な文書記録
ドライブトレイン部品を加工するエンジン機械工場は、ボディパネルを製造するファブリケーション工場とは異なる課題に直面します。自動車用CNC加工部品は、数十万マイルに及ぶ走行中に振動、熱サイクル、機械的応力に耐える必要があります。このため、メーカーは、最初の部品であれ1万個目であれ、すべての部品が同一の仕様を満たすことを保証する堅牢な工程管理を実施する必要があります。
医療機器製造要件
医療機器製造は、誤りが生命・死亡という重大な結果を招く可能性のある規制環境で運営されています。そのリスクの高さから、一般産業用途よりもはるかに厳格な認証フレームワークが求められます。
ISO 13485は、医療機器製造における決定的な品質マネジメント標準です。この認証には以下の要件があります:
- リスク管理: 潜在的な故障モードの体系的な特定および軽減
- 設計管理: 部品が意図した通りに機能することを保証する文書化された検証
- 完全なトレーサビリティ: すべてのコンポーネントは、特定の原材料ロット、機械、および作業者に追跡可能
- 苦情対応: 品質問題の調査および対応のための正式なプロセス
- 無菌性に関する考慮事項: 滅菌要件を満たすための材料および仕上げの選定
ISO 13485に加えて、施設は米国FDAの21 CFR Part 820(米国における医療機器製造を規制する「品質システム規則」)にも適合しなければなりません。これらの統合された要求事項により、外科手術用器具、インプラント、診断機器が厳格な安全性および性能基準を満たすことが保証されます。
航空宇宙分野における高精度要求
航空宇宙分野の製造は、精密機械加工において最も厳しい認証環境の一つと言えるでしょう。部品が30,000フィート(約9,144メートル)の高度で運用される場合、品質は交渉の余地がなく、むしろ生存に不可欠なものとなります。
AS9100はISO 9001の基盤を踏襲しつつ、航空宇宙業界特有の要求事項を追加しており、これにより認定済み製造事業者と一般機械加工業者とが明確に区別されます。
- 構成管理(コンフィギュレーション・マネジメント): 設計変更が適切に文書化され、実施されることを保証する厳格な管理
- 第"条の検査 (FAI): 製造部品が承認済み設計と完全に一致することを確認する包括的な検証
- 異物(FOD:Foreign Object Debris)防止: 重要アセンブリへの汚染を防止するための手順
- 模倣品防止: 材料の真正性を確保するサプライチェーン管理
- 特殊工程の管理: 熱処理、電気めっきおよびその他の重要工程に対する強化された監視
多くの航空宇宙プログラムでは、特殊工程についてNADCAP認定も求められます。一般的な認証とは異なり、NADCAPはプロセスごとの管理を極めて詳細なレベルで審査し、熱処理、化学処理および非破壊検査が業界最高水準を満たしていることを検証します。
防衛関連業務においては、ITAR(国際兵器取引規制)への準拠がさらに一層の要件を課します。ITARは、機密性の高い技術データおよび部品の取り扱いを規制しており、米国国務省への登録および厳格な情報セキュリティ対策を義務付けます。
認証比較:要件と用途のマッチング
自社の用途にどの認証が重要であるかを理解することで、過剰な資格取得に伴うコスト増加と、資格不足のサプライヤー選定によるリスクの両方を回避できます。
| 認証 | 主な産業 | 主要な重点領域 | なぜ 重要 な の か |
|---|---|---|---|
| ISO 9001 | 一般製造業 | 品質マネジメントシステム、継続的改善 | 品質へのコミットメントを示す基本的な認証 |
| IATF 16949 | 自動車 | 欠陥防止、サプライヤー監視、トレーサビリティ | 主要OEM各社により必須とされており、自動車業界のOEMの67%がISO 9001を最低限の要求としています。 |
| AS9100 | 航空宇宙 | リスク管理、構成管理、FAI(初回検査) | 航空宇宙サプライチェーンへの参画に不可欠 |
| ISO 13485 | 医療機器 | リスク管理、トレーサビリティ、規制コンプライアンス | FDAが規制する医療機器部品に必須 |
| NADCAP | 航空宇宙/防衛 | 特殊工程の認証 | 熱処理、非破壊検査(NDT)、化学処理の能力を検証 |
| ITAR | 防衛 | 情報セキュリティ、輸出管理 | 防衛関連の技術資料および部品には必須 |
多くのバイヤーが見落としがちな点:認証は相互に交換可能ではありません。IATF 16949認証を取得した自動車用機械加工工場は、自動車業界特有の専門能力を示しますが、その認証はAS9100を要求する航空宇宙分野の作業を実施する資格にはなりません。同様に、ISO 9001のみを取得した製造工場では、医療機器や航空宇宙分野が求める専門的な品質管理システムを備えていない可能性があります。
に従って 業界の研究 業界特化型認証を取得した工場は、一般品質認証のみを取得した工場と比較して、平均で15%多い契約を獲得しています。専門的認証への投資は、調達担当チームが認識する「能力」と「コミットメント」を明確に示すものです。
潜在的な製造パートナーを評価する際には、その認証資格を直接確認してください。認証書の写しを請求し、発行機関に連絡して現在の有効状態を確認することが重要です。このデューデリジェンスは、特に表面仕上げオプションを検討する際にさらに重要となります。なぜなら、表面仕上げは厳しい使用条件における部品の性能および規制への適合性に大きく影響するからです。
CNC加工部品向け表面仕上げオプション
適切な加工方法、材料、公差を選定しましたが、プロジェクトの成否を左右するもう一つの要素があります。表面仕上げは、単なる機能的部品である生地状態のCNCフライス加工部品を、組立または最終用途に直ちに使用可能な完成品へと変化させます。選択可能な仕上げオプションを理解しておくことで、CNC加工部品メーカーに対して明確な仕様を伝達でき、部品が意図通りに機能することを保証できます。
機能性仕上げ vs 美観重視仕上げ
多くの購入者が見落としがちな違いがあります。すべての仕上げが同じ目的を果たすわけではありません。一部の仕上げは主に外観を向上させるものですが、他の仕上げは腐食防止や耐摩耗性の向上など、重要な機能的メリットを提供します。賢い仕様選定とは、実際の要件に基づいて仕上げを選び、必要でない高価なオプションを無批判に採用することではなく、必要な機能とコストのバランスを考慮した判断を行うことです。
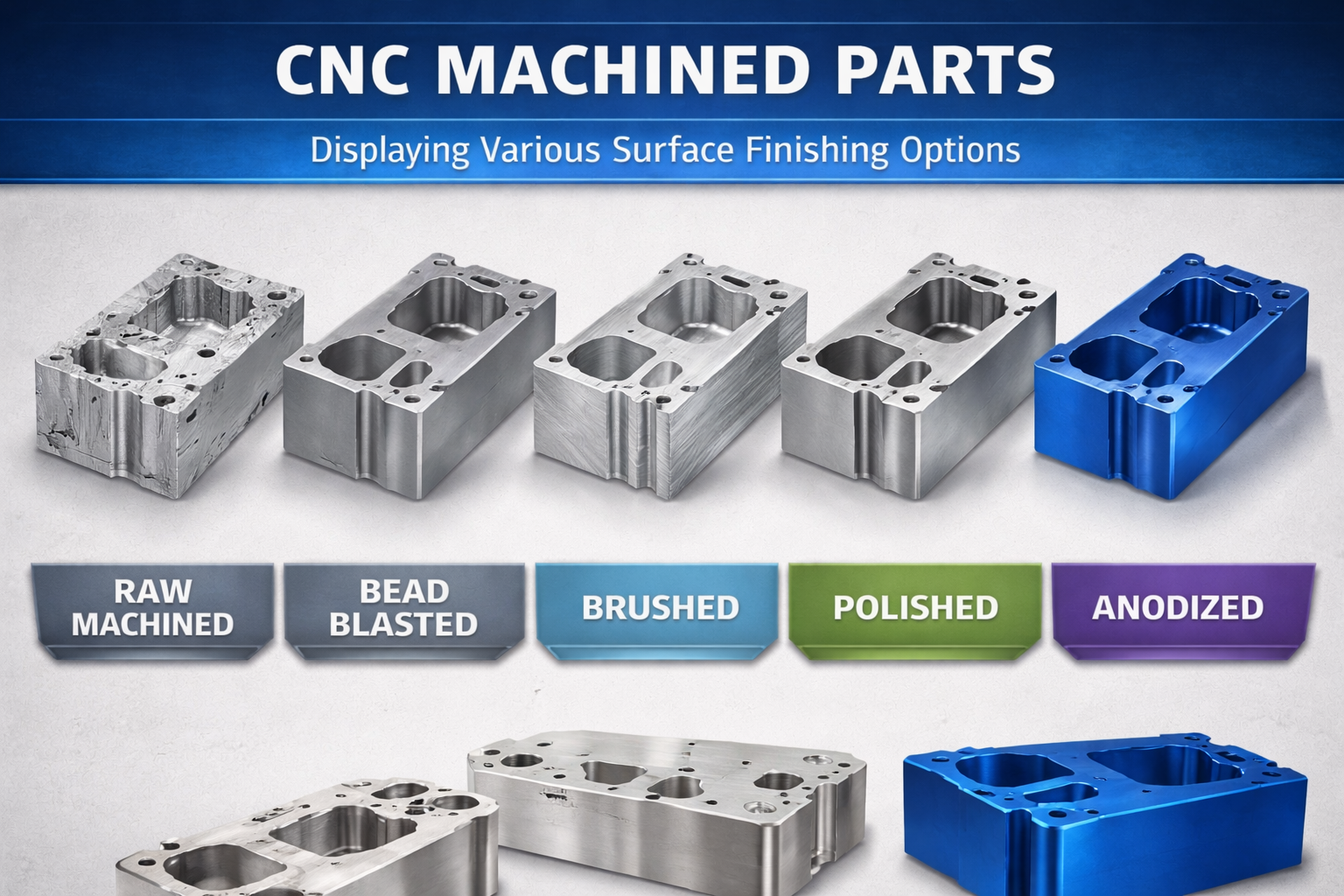
加工直仕上げ(アズ・マシンド・フィニッシュ)
最も経済的な選択肢は、CNCフライス加工後の部品表面に機械加工時に生じたままの表面粗さ(テクスチャ)を残すものです。業界の仕上げ基準によると、一般的な「加工後そのまま」仕上げ(as-machined finish)の表面粗さRaは、一般用途向けの業界標準である1.6 μm Raから、表面品質が特に重要でない部品では3.2 μm Raまで幅があります。この仕上げは以下の条件に適しています:
- 部品が最終組立品内で目視されない場合
- 表面粗さが機能に影響を与えない場合
- 予算制約によりコスト削減が最優先される場合
- 部品がサプライチェーンの後工程で追加の仕上げ処理を受ける場合
研磨とバフ掛け
視覚的魅力が重要となる場合、研磨は機械加工痕を取り除き、滑らかで光沢のある表面を実現します。表面粗さRa 0.4 μmを達成することで、摩擦を最小限に抑える必要がある部品や高級感のある外観が求められる部品にとって不可欠な、ほぼ鏡面仕上げが得られます。ただし、この滑らかさには代償が伴います——研磨工程は通常、フライス加工部品の製造において大幅な加工時間およびコスト増加を招きます。
ビードブラスト
この機械的処理では、ガラスビーズを部品表面に衝突させ、均一なマット質感を付与します。ビーズブラストは、微小な表面欠陥を効果的に除去するとともに、後続の塗装工程への部品準備も行います。特に、研磨によるコスト負担を避けつつ、一貫性があり非反射的な外観が望まれるCNC加工製品において広く採用されています。
過酷な環境向け保護コーティング
あなたの部品が腐食性化学薬品、屋外暴露、または過酷な使用条件にさらされる場合、保護仕上げは単なる選択肢ではなく、必須となります。
アノジス
アルマイト処理は、アルミニウム部品表面に耐久性のある酸化被膜を形成し、耐食性および表面硬度を大幅に向上させます。用途に応じて3種類が存在します:
- タイプI (クロム酸): 最も薄い被膜で、厳密な公差を維持可能。疲労強度が求められる航空宇宙分野での採用が好まれます
- タイプII (硫酸): コストと性能のバランスが取れた最も一般的な選択肢。装飾的なカラーリングを目的とした染料の吸収が可能です
- タイプIII(ハードコート): 産業・軍事分野向けの極めて高い耐摩耗性が要求される用途に適した、最も厚く、最も耐久性の高い被膜
粉体塗装
この多機能な仕上げは、乾燥粉末を静電気的に付着させた後、加熱固化して頑丈な保護層を形成します。粉体塗装は、衝撃・化学薬品・紫外線に対する優れた耐久性を提供します。豊富なカラーオプションも備えており、機能的保護と視覚的美観の両方を実現するため、民生用製品および屋外用機器に最適です。
めっきオプション
金属めっきは、部品表面に保護または機能性を付与するための薄い金属層を析出させるプロセスです:
- 無電解ニッケルめっき: 電流を必要としない均一なコーティング。複雑な形状においても優れた耐腐食性および硬度を提供
- クロムめっき: 光沢があり反射性の高い表面を実現し、良好な耐摩耗性を備える
- 亜鉛塗装: 自動車分野で広く用いられる、コスト効率に優れた耐腐食保護処理
- 金属塗装: 電子コネクタ向けに卓越した電気伝導性を提供
消化
ステンレス鋼製CNC加工品に対しては、パッシベーション処理により表面から遊離鉄を除去し、保護性酸化被膜の形成を促進することで、本来の耐腐食性が向上します。この化学処理は、汚染防止が極めて重要な医療機器および食品加工機器部品において必須です。
用途別仕上げ選択
適切な仕上げを選定するには、保護性能の要件、外観要件、および予算制約のバランスを考慮する必要があります。以下の表は、代表的な用途に応じた仕上げの選定に役立つガイドラインを示しています。
| 完成タイプ | 保護レベル | 外観 | 最適な適用例 | 相対的なコスト |
|---|---|---|---|---|
| 切削加工仕上げ | 低く、 | 目視可能な工具痕あり;機能重視の外観 | 内部部品、試作品、隠蔽部品 | $ |
| ビードブラスト | 低~中程度 | 均一なマット質感 | 民生用電子機器、塗装前の下地処理 | $$ |
| 磨き | 低く、 | 高光沢、鏡面仕上げ | 医療機器、装飾部品、光学ハウジング | $$$ |
| 陽極酸化処理(タイプII) | 中~高 | マットまたはサテン仕上げ;複数のカラー対応 | 航空宇宙用ブラケット、民生品、電子機器エンクロージャー | $$ |
| アルマイト処理(タイプIII) | 高い | 通常はダークグレーまたはブラック | 軍事装備、産業機械、摩耗面 | $$$ |
| 粉体塗装 | 高い | 幅広いカラーバリエーション;滑らかまたはテクスチャード仕上げ | 屋外用機器、自動車部品、民生品 | $$ |
| 無電解ニッケルめっき | 高い | 明るい金属光沢仕上げ | 複雑な形状、油圧部品、バルブ | $$$ |
| クローム塗装 | 中~高 | 非常に光沢があり、鏡面のような仕上げ | 自動車用トリム、装飾用ハードウェア | $$$$ |
| 亜鉛メッキ | 中 | 銀青色または黄色のクロメート処理 | ファスナー、ブラケット、自動車用アンダーボディ部品 | $$ |
仕上げ加工のコスト見積もりによると、ビーズブラストなどの簡易仕上げは部品あたり通常30~50米ドル程度であるのに対し、陽極酸化処理や無電解ニッケルめっきなどの処理は、部品のサイズおよび複雑さに応じて、部品あたり100~200米ドル程度まで高額になる場合があります。設計段階でこうしたコストを事前に見込んでおくことで、予算上の想定外の増額を防ぐことができます。
仕上げ加工の選択は、納期にも影響を与えます。簡易仕上げでは製造工程に数時間の追加時間がかかるのに対し、陽極酸化処理や電気めっきなどの複雑な処理では、下地処理および乾燥・硬化時間を除いても、納期が24~48時間延長されることがあります。メーカーを評価する際には、自社内で仕上げ加工を実施できるか、あるいは外部委託による加工となるかを確認してください。後者の場合、輸送時間や調整の複雑化によってさらに遅延が生じる可能性があります。
仕上げオプションを理解しておくことで、メーカー選定における次の重要な要素に備えることができます。つまり、さまざまなコストドライバーがどのように組み合わさって最終的な部品単価を決定するか、そして品質を損なうことなく投資を最適化できる機会がどこにあるかを把握することです。
CNC加工部品の価格に影響を与えるコスト要因
多くのバイヤーを戸惑わせる質問があります。「一見似ている2つの部品が、なぜ大きく異なる見積もり金額で戻ってくるのか?」その答えは、CNC加工部品の価格を決定する「見えないコストドライバー」を理解することにあります。地元の機械加工部品メーカーと取引している場合でも、グローバルなCNC加工部品工場と取引している場合でも、最終請求書を左右する基本的な要因は同じです。
CNC製造における実際のコストドライバー
カスタムCNC加工部品の見積もり依頼を行う際、メーカーは部品単価に複合的に影響を与える複数の変数を評価します。According to 業界の価格分析 によると、これらの要因は影響度の高い順から低い順に以下のように並びます:
- 設計の複雑さ: 細部までこだわったデザインや複雑な形状を有する部品は、より広範なプログラミング、追加の機械セットアップ、場合によっては特殊工具の使用を必要とします。単純なデザインの加工費は約20ドル/時間ですが、複雑な部品では35~70ドル/時間に達することがあります。
- 材料の選択: 原材料費は大きく変動します——アルミニウムは1ポンドあたり5~10ドル、ステンレス鋼は1ポンドあたり8~16ドルです。材料価格に加え、切削性(machinability)は加工サイクルタイムおよび工具摩耗に影響を与え、結果として総コストを増大させます。
- 許容差仕様: より厳しい公差(許容差)を要求すると、加工速度を落とす必要があり、工具交換頻度が高まり、品質検査も厳密化します。たとえば、±0.005インチから±0.001インチへ公差を指定するだけで、加工時間が50%以上増加する可能性があります。
- 生産量: プログラミングやセットアップといった固定費は、全製造数量に按分されます。少量生産では1個当たりのコストが高くなりますが、大量生産では規模の経済効果により単価が低下します。
- 機械タイプ: 3軸工作機械の稼働単価は通常10~20ドル/時間ですが、高度な機能と運用の複雑さを備えた5軸工作機械では、20~40ドル/時間となります。
- 仕上げの要件: 追加の仕上げ処理(アルマイト処理、電気めっき、研磨など)は、プロジェクトに人件費、機械稼働時間、および材料費を追加で発生させます。
このコスト構造を理解することで、どの工程で最適化を優先すべきかを明確にできます。設計の複雑さをわずかに簡素化するだけでも、素材変更よりも大きなコスト削減効果をもたらすことがよくあります。
量産価格と規模の経済
試作部品を1個注文する場合と量産部品を1,000個注文する場合を想像してみてください。NCプログラム作成、CADデータ準備、機械のセットアップは、注文数量に関わらず1回のみ実施されます。このため、注文数量と単価の間には逆相関関係が生じ、機械加工部品の製造専門家はこれを、利用可能な最も強力なコスト削減手段として認識しています。
実際の数値例は以下の通りです:
- シングルユニット: 全セットアップおよびプログラミング費用を1個の部品で負担—単価が最も高くなります
- 5個: 単価は、1個注文時の価格と比較して約50%低下します
- 100個: 部品あたりのセットアップ費用は無視できるほど小さくなり、価格決定の主因は材料費と機械加工サイクルタイムになります
- 1,000個以上: 単価は、単一ユニットあたりのコストの10~20%まで低下する可能性があります
量産向けの機械加工部品の場合、注文をまとめて大ロット化すること(在庫を若干抱えることになる場合でも)により、プロジェクト全体のコストを大幅に削減できることが多くあります。多くのCNC機械加工部品メーカーでは、数量に応じた段階的価格体系を採用しており、大量発注へのコミットメントを価格面で優遇しています。
小ロット注文には実務上の課題も伴います。業界データによると、多くのサプライヤーは最低注文数量を設定しており、その数量が低量産向けに必要な部品数を上回る場合があります。試作段階では、こうした現実をサプライヤー選定プロセスに十分に反映させる必要があります。
品質と予算のバランスを取る
CNC機械加工部品工場に図面ファイルを送付する前にご自身が行うすべての設計判断は、製造性(およびコスト)に影響を与えます。賢い調達担当者は、機械加工を後回しにせず、生産性を最適化するよう設計を工夫します。
機能性を損なわずコストを削減するための設計戦略を以下に示します:
- 深穴・深溝の回避: 幅に対して深さが著しく大きい中空空間は、専用の工具および低速な加工速度を必要とします
- 標準穴径を使用してください: 標準的なドリルビットのサイズ刻み(1/64インチ刻み)に従うことで、カスタム工具の必要性を排除できます
- 内部角を丸くします: 鋭角の内部角は専用工具を必要とし、加工の複雑さを高めます。これらのエッジにはR面を付けてください
- 壁厚を増加させます: 薄肉部品はより高精度な制御および専用の治具を必要とし、コストを上昇させます
- ねじ切りを制限します: 各ねじ部品は加工時間を追加します。識別目的でない限り、可能な限り他の締結方法をご検討ください
- 不要な文字刻印を省きます: エンボス加工または彫刻加工は、識別目的などで必須でない限り、機能上の利点がなく、加工時間のみを増加させます
納期と価格の関係も注目に値します。標準納期であれば、メーカーはお客様の案件を他のプロジェクトと効率的に並行してスケジュールできます。一方、材料調達の迅速化や残業手配など特別な対応を要する急ぎの注文(ラッシュオーダー)の場合、コストが25~50%以上増加することもあります。事前の計画立案は、最も見落とされがちなコスト削減戦略です。
カスタムCNC加工部品の見積もりと標準カタログ部品の見積もりを比較する際には、カスタム加工には必ずプログラミングおよびセットアップに伴うオーバーヘッドが発生することを忘れないでください。ただし、カスタム部品はお客様のアプリケーションに完全に適合する仕様を提供するため、標準部品では必要となる二次加工や組立工程を省略できる可能性があります。
プロジェクトが経済的に妥当かどうかを概算する実用的なアプローチとして、以下の式を用いる方法があります:
概算コスト = (材料費 + セットアップ費) + (加工時間 × 時間単価) + 仕上げ加工費
この内訳により、お客様の特定プロジェクトにおいて最も大きな最適化可能性を有するコスト構成要素を特定できます。こうしたコスト要因に関する理解をもとに、実際の評価に値する製造パートナー選定のための重要な要素——すなわちその技術能力、品質保証体制、および競争力のある価格での一貫した成果提供能力——を的確に評価できるようになります。

CNC部品メーカーの適切な選定方法
技術的な基本事項——加工プロセス、材料、公差、仕上げ——についてはすでに習得済みです。次に、こうした知識が実際に成功した部品製作へと結びつくかどうかを左右する決定が待ち受けています:すなわち、最適な製造パートナーの選定です。CNC機械加工部品サプライヤーを選定する際は、単に最も低価格の見積もりを探すだけでは十分ではありません。むしろ、お客様のプロジェクト要件に合致する技術能力、品質保証体制、およびコミュニケーション体制を備えたパートナーを見極めることが重要です。
製造会社の能力を評価する
機械加工部品のメーカーを評価する際には、表面的な宣伝文句を超えた体系的なアプローチが必要です。業界のベストプラクティスによると、CNCサプライヤーを評価するには、その事業運営の複数の側面を検討する必要があります。
設備および技術評価
先進的な多軸マシニングセンターを備えた機械加工部品サプライヤーは、複雑な形状の加工に対応できる能力を有しています。しかし、単に機械台数だけにとどまらず、以下の具体的な要素を調査してください。
- 機械の使用年数および状態: 新しい設備は通常、より厳しい公差を維持し、ダウンタイムも短縮されます
- CAD/CAMソフトウェア連携: 最新のソフトウェアにより、プログラム作成が迅速化され、設計データからの翻訳ミスも減少します
- 自動化能力: ロボットによる自動ローディング、パレットシステム、および無人運転(ライトアウト)加工は、生産効率の高さを示す指標です
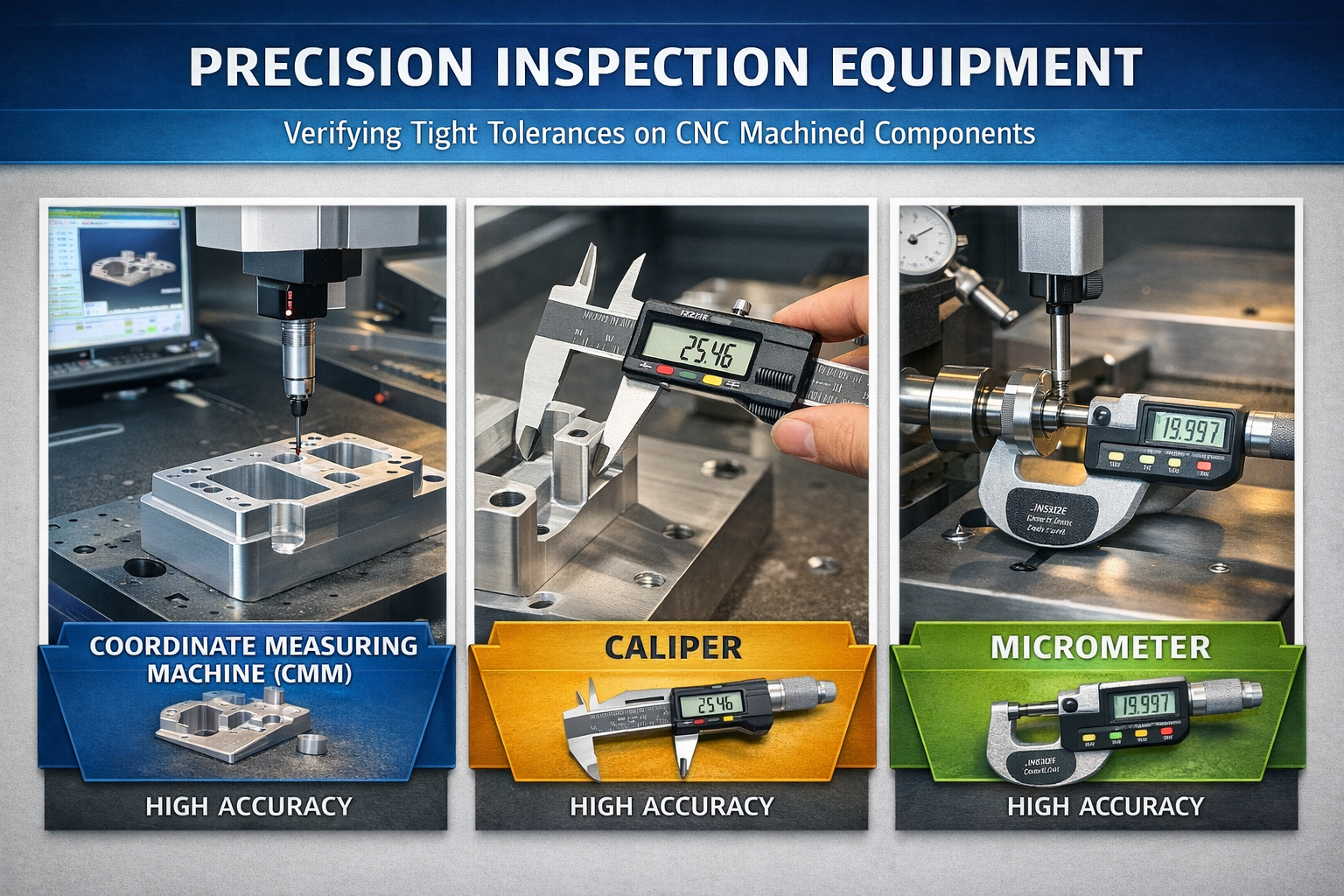
- 検査設備: 三次元測定機(CMM)、光学式比較器、および表面粗さ試験機は、精度に関する主張を検証するための装置です
材料に関する専門知識は、もう一つの重要な能力指標です。アルミニウム、チタン、あるいはエンジニアリングプラスチックなど、お客様が使用する特定の材料を扱った経験を持つ機械加工部品メーカーは、加工上の課題を事前に予測し、それに応じて工程を最適化できます。幅広い材料対応範囲は、さまざまな用途にわたる技術的実力と柔軟性を示すものです。
生産能力評価
そのメーカーは、お客様の現行注文および今後の事業拡大にも対応可能でしょうか?以下の生産能力指標を評価してください:
- お客様の部品種別(フライス加工、旋盤加工、または放電加工)専用の機械台数
- シフト体制(単一シフト、二交替、または24時間稼働)
- 現在の設備稼働率および通常の納期
- 試作数量から量産規模へのスケーラビリティ
スケーラブルな生産能力を有するサプライヤーは、プロジェクトが試作段階から本格量産へ移行する際に発生するボトルネックリスクを低減します。自動車向けアプリケーションでは、以下のようなメーカーが該当します: シャオイ金属技術 この能力を実証するものとして、最短1営業日という迅速な試作対応が可能であり、同時に大量生産規模へのシームレスなスケーリングも実現します。この組み合わせにより、アジャイルな製品開発サイクルを支援します。
信頼性のある品質管理システム
ウェブサイトに掲載された認証資格を超えて、メーカーが実際に品質管理をどのように実施しているかを理解することが、信頼できるパートナーと単なるコンプライアンスチェックのみを行う事業者を区別する鍵となります。
統計的プロセス管理 (SPC)
SPC(統計的工程管理)は、高精度製造における工程監視のゴールドスタンダードです。完成後の部品を検査する(すでに不良が発生した後での対応)のではなく、SPCは工程変数をリアルタイムで追跡し、作業者が不良部品の発生前に異常を検知・是正できるようにします。
に従って 品質管理に関する研究 、効果的なSPC導入は、以下のような測定可能なメリットをもたらします:
- 寸法精度に影響を及ぼす前の工具摩耗の早期検出
- 一貫した工程性能を示す工程能力指標(Cpk値)
- 公差限界へのドリフトを未然に防ぐトレンド分析
- トレーサビリティ要件をサポートする文書
CNC加工部品のサプライヤー候補を評価する際には、統計的プロセス制御(SPC)の導入状況について確認してください。IATF 16949認証を取得した工場など、SPCに基づく品質管理システムを有する製造業者は、欠陥の検出にとどまらず、欠陥の未然防止への取り組みを示しています。
検査プロトコル
優れた検査とは、高価な検査機器を保有していることだけを意味するものではありません。製造業者の検査ワークフローを詳しく調査しましょう:
- 第"条の検査 (FAI): 量産開始前の包括的な寸法検証
- 工程内検査: 量産中の定期的な検査により、問題を早期に発見
- 最終検査: 出荷前の仕様書に対する完全な検証
- 文書: 検査報告書、材質証明書、およびトレーサビリティ記録
トップクラスのサプライヤーは、体系的な品質アプローチを通じて、業界平均を大幅に下回る苦情発生率を維持しています。製造工程における検査に加え、独立した第三者による再検査を行う「二重検査手順」を実施することで、顧客へ届く欠陥品の割合を0.1%未満にまで低減しています。
注意すべき赤信号
経験は、購入者が将来の問題を予測する警告サインを識別する力を養います。評価時に以下の指標に注意してください。
- あいまいな能力の主張: 公差能力や材料に関する専門性を明確に示せないメーカーは、実質的な技術力に欠ける可能性があります。
- 競合他社と比較して著しく低い価格設定: 非現実的に低い見積もりは、材料・品質管理における手抜きや、後から発生する隠れた費用を示唆していることが多いです。
- 参考情報の提供を渋る 実績のあるサプライヤーは、自社の技術能力を確認するために顧客の連絡先を readily(積極的かつ容易に)提供します。
- コミュニケーションの対応が不十分 見積もり段階での返答が遅い、あるいは不完全な場合は、量産段階でも同様の問題が生じる可能性を示しています。
- 認証の欠落または有効期限切れ: 認証の有効性については、必ず発行機関に直接照会して確認してください。
- 専任のプロジェクトマネジメント体制の不在: 複雑なCNC部品の製造には、生産全工程にわたる技術的サポートが必要です。エンジニアリング支援を提供できないサプライヤーでは、問題発生時にご自身で対応せざるを得なくなります。
サプライヤー評価調査によると、透明性の高い価格構造は、最終的な金額と同様に重要です。材料費、機械加工時間、仕上げサービスなど、各項目を明細化した詳細な見積もりは、自社の原価構造を十分に理解しているサプライヤーであることを示しており、その結果として一貫した価格設定と品質維持が可能になります。
生産性の高いサプライヤー関係の構築
適切な製造業者を見つけることは、あくまで始まりにすぎません。価値を最大限に引き出すには、双方に利益をもたらす協働関係を築く必要があります。
コミュニケーション体制
明確なコミュニケーションは、遅延、再作業、および不満を招く誤解を未然に防ぎます。潜在的なパートナーについては、以下の観点から評価してください。
- 技術に関する問い合わせへの対応時間
- 設計最適化のためのエンジニアリング支援の提供可否
- 生産状況や潜在的な課題についての積極的な情報共有
- 貴社チームの要件に合致する言語対応能力
専任のプロジェクトマネージャーを提供するサプライヤーは、設計および生産段階全体において優れたガイダンスを提供します。この単一窓口により、調整が簡素化され、部門間での情報伝達における要件の漏れや誤解を防ぐことができます。
長期的なパートナーシップによる利点
CNC機械部品の調達を単なる取引行為と見なすと、製造パートナーシップから得られる価値が制限されます。一方、長期的なパートナーシップは、単発注では得られない以下のメリットをもたらします:
- プロセスの最適化: 自社部品に精通したサプライヤーは、継続的に効率性を向上させます
- 優先スケジューリング: 確立された関係は、生産能力が逼迫している際の優先的対応につながることが多いです
- デザイン入力: 経験豊富なパートナーは、高コストな問題へと発展する前に、製造可能性に関する課題を早期に検出します
- 在庫管理プログラム: 一括発注およびカンバン方式により、在庫保有コストを削減できます
メーカー評価チェックリスト
CNC機械加工部品の潜在的サプライヤーを比較検討する際に、以下の包括的なチェックリストをご活用ください:
| 評価カテゴリ | 主要な質問 | 何に注目すべきか |
|---|---|---|
| 技術的能力 | 利用可能な工作機械の種類および軸構成は?使用されているCAD/CAMシステムは何ですか? | 多軸工作機械、最新のソフトウェア、自動化機能 |
| 素材に関する専門知識 | 通常どの材料を加工していますか?具体例を教えていただけますか? | お客様の特定材料に対する加工実績;幅広い取扱材料は、汎用性を示します |
| 品質証明書 | 保有している業界認証は何ですか?最後に監査を受けたのはいつですか? | 現在はISO 9001(最低要件)を取得済み;自動車業界向けにはIATF 16949、航空宇宙業界向けにはAS9100を取得 |
| 品質システム | 統計的工程管理(SPC)をどのように実施していますか?どのような検査装置をご使用ですか? | 三次元測定機(CMM)による測定能力、文書化されたSPC手順、工程内検査プロトコル |
| 生産能力 | 標準的な納期はどのくらいですか?試作から量産へのスケールアップに対応できますか? | 現実的な納期設定、実証済みのスケーラビリティ、代替対応策(バックアッププラン)の整備 |
| コミュニケーション | 私の主な窓口担当者は誰ですか?技術的な質問にはどのように対応されますか? | 専任のプロジェクトマネジメント、エンジニアリングサポートの可用性および迅速な対応 |
| 価格の透明性 | 詳細なコスト内訳を提示いただけますか? | 材料費、機械加工費、仕上げ費、セットアップ費用の明確な区分 |
| 取引実績 | 顧客の推薦状を提示いただけますか?納期遵守率(オンタイムデリバリー率)はどの程度ですか? | 検証可能な推薦状、納期遵守率95%以上、苦情発生率が低い |
自動車用CNC部品を調達するバイヤーにとって、IATF 16949認証は、業界が求める厳しい要件に対するサプライヤーの準備状況を保証する上で不可欠です。シャオイ・メタル・テクノロジー(Shaoyi Metal Technology)などのメーカーは、この認証に加え、統計的プロセス制御(SPC)に基づく品質管理システムおよび迅速な試作能力を併せ持っています。自動車サプライチェーン構築において、スピード・品質・コスト効率のバランスを実現するには、このような組み合わせがバイヤーが求めるべき要素です。
メーカー評価の体系的なアプローチを手にした今、評価から実行へと移行する準備が整いました。最終ステップでは、自社の要件を明確な仕様に変換し、長期にわたり一貫した成果をもたらす生産的な業務関係を構築することです。
CNC部品の調達要件に基づく実行
多くのバイヤーが見落としがちな重要な要素を十分に理解しました。次に、その知識を実践に移す時期です。調査から成果への移行には、CNC加工部品に関する理解を成功裏に完了したプロジェクト成果へと変えるための体系的なアプローチが必要です。具体的な進め方を明確に整理しましょう。
CNC部品調達のロードマップ
次のCNC部品の調達を始めますか?リスクを最小限に抑え、成果を最大化するために、この実績のある手順に従ってください:
- 設計図面を確定する: STEP、IGESなどの汎用フォーマットで完全なCADモデルを作成し、重要公差、表面粗さ、材質要求などを明記した対応する2D図面を添付する
- 仕様を明確に定義する: 文書化された材質等級、各重要寸法の公差要求、仕上げ仕様、および必要な業界認証
- 潜在的なメーカーを特定する: 設備能力、関連する認証、およびお客様の特定用途における実績に基づきサプライヤーをスクリーニングする
- 詳細な見積もりを依頼する: 完全な技術資料を添えてRFQ(見積依頼書)を提出し、材料費、機械加工費、仕上げ費をそれぞれ明細化したコスト内訳を要請する
- 応答内容を評価・比較する: 技術的能力、品質保証体制、コミュニケーション対応力、および総合的なバリュー(単なる価格ではなく)を評価する
- デューデリジェンスを実施する: 認証の有効性を確認し、参考先を要請し、発注前に納期の確約を確認する
- プロトタイプ検証から開始する: 量産開始前に、寸法精度および仕上げ品質を確認するためにサンプル数量を発注してください。
仕様策定から量産まで
明確なコミュニケーションは、高額な誤解を防ぎます。CNC加工部品の要件を提出する際には、以下の必須要素を含めてください:
- 公差表: どの寸法が重要(クリティカル)であるか、または標準的なものであるかを明記してください。機能上不要な部位に対して過剰な公差を設定しないでください。
- 材質証明書: ミルテストレポートや特定の材質トレーサビリティの提出が必要かどうかを明記してください。
- 検査要件: 初品検査(FAI)の実施要否および継続的な品質文書化に関する期待事項を明確に定義してください。
- 機械加工部品の組立に関する考慮事項: お客様の部品が他の部品と相互接続する場合、対向部品の図面または組立時のコンテキスト情報をご提供ください。
設計準備の専門家によると、設計段階において製造元の技術者と相談することで、コストを20~30%削減するとともに製造性を向上させることができます。このような協働型アプローチにより、高額な量産問題へと発展する前の段階で潜在的課題を早期に発見できます。
次のステップへ進む
本ガイドで取り上げた9つの重要な要素を活用すれば、品質、コスト、信頼性のバランスを考慮した、根拠に基づいた調達判断を行うことができます。試作用の単一CNC機械部品が必要であれ、量産向けの数千点に及ぶ部品が必要であれ、基本原則は変わりません。すなわち、仕様を明確に定義し、体系的に評価を行い、実績のあるパートナーとの信頼関係を築くことです。
シャシー部品の高精度アセンブリやカスタム金属ブッシングなど、自動車用途で高い精度が求められる部品については、IATF 16949認証を取得し、統計的工程管理(SPC)に基づく品質保証体制を有するメーカーが、サプライチェーンに必要な一貫性と安定性を提供します。 シャオイ金属技術 当社はこうした包括的な能力を体現しており、最短1営業日という迅速な納期での試作対応から、フルスケールの量産対応まで、スケーラブルな高精度CNC加工サービスを提供しています。
次回のCNC加工部品プロジェクトは、単一のステップから始まります。つまり、仕様書を作成し、設計を高精度な部品に変換できる資格を持つ製造業者に連絡することです。本稿で得た知識により、その会話は確かな知識に基づいた自信を持って始めることができます。
CNC部品製造に関するよくあるご質問
1. CNC加工とは何か、またその仕組みは?
CNC加工とは、事前にプログラミングされたコンピュータソフトウェアが切削工具を制御して、原材料から高精度部品を製造する「除去加工」方式の製造プロセスです。このプロセスは、部品の仕様を含むCADファイルから開始され、その後、CNC機械が理解可能なGコードへと変換されます。機械は、各切削パスを機械的精度で実行し、標準的な切削加工では±0.0002インチ、放電加工(EDM)では±0.0001インチという非常に厳しい公差を達成します。この技術により、10個でも10,000個でも同一の部品を繰り返し高精度に製造することが可能です。
2. CNC部品製造業者に求められる認証にはどのようなものがありますか?
必要な認証は、ご担当の業界によって異なります。ISO 9001は、一般製造業向けの基本的な品質マネジメント認証です。IATF 16949は自動車分野への適用に不可欠であり、不具合の未然防止およびトレーサビリティに重点を置いています。AS9100は航空宇宙部品の製造に必要で、構成管理および初品検査(First Article Inspection)をカバーしています。ISO 13485は、厳格なリスク管理要件を伴う医療機器製造を規制しています。NADCAP認定は、航空宇宙分野における熱処理などの特殊工程の妥当性を保証します。メーカーと提携する際には、必ず発行機関に直接連絡し、認証の有効期限を確認してください。
3. CNC加工の費用はいくらですか?
CNC加工コストは、影響度に応じて以下のような複数の要因に依存します:設計の複雑さ(シンプルな設計では1時間あたり20ドルに対し、複雑な部品では1時間あたり35~70ドル)、材料選定(アルミニウムは1ポンドあたり5~10ドルに対し、ステンレス鋼は1ポンドあたり8~16ドル)、公差要求(より厳しい公差は加工時間を最大50%増加させる場合がある)、生産数量(セットアップ費用が全単位に按分される)、機械タイプ(3軸マシンは1時間あたり10~20ドルに対し、5軸マシンは1時間あたり20~40ドル)、および仕上げ要件。規模の経済効果により、1,000個以上の部品を発注すると、単体価格に対する1個あたりのコストは10~20%まで低下します。
4. CNC加工可能な材料は何ですか?
CNC機械は、さまざまな金属およびプラスチックを加工できます。アルミニウム6061は、優れた切削性を備え、汎用部品の加工において最もバランスの取れた性能を発揮します。鋼およびステンレス鋼は、過酷な使用条件に耐える高い耐久性と耐食性を提供します。真鍮は、電気コネクターや装飾用ハードウェアなど、切削性が特に求められる用途に最適です。チタンは、航空宇宙分野や医療用インプラント向けに、比強度(強度/重量比)が最も高い材料です。デルリン、ナイロン、PEEK、PTFEなどのエンジニアリングプラスチックは、軽量性、耐薬品性、電気絶縁性といった特長を有し、特定の用途において優れた利点を提供します。
5. CNCフライス加工、旋盤加工、放電加工(EDM)のうち、どのように選択すればよいですか?
部品の形状および材質に基づいて選択してください。CNCフライス加工では、固定されたワークピースに対して回転する切削工具を用いるため、平板面、ポケット、スロット、およびプリズム形状部品の3D輪郭加工に最適です。CNC旋盤加工では、ワークピースを回転させながら固定された工具で加工するため、シャフト、ブッシュ、ねじ付き部品などの円筒形部品に最も適しています。放電加工(EDM)は、物理的な接触を伴わず電気火花によって材料を侵食する加工法であり、高硬度の工具鋼、鋭角な内部コーナー、および切削力に耐えられない繊細な部品の加工に不可欠です。多くのプロジェクトでは複数の加工工程が必要となるため、すべての加工能力を一括して備えた製造業者は、品質管理の観点からも有利です。