 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

CNC加工部品メーカー:初回見積もりから信頼されるパートナーへ

CNC加工部品メーカーの理解とその役割
次回のプロジェクトに高精度な部品が必要な場合、どこに依頼しますか? 航空宇宙産業から医療機器産業に至るまで、数多くの産業において、その答えはCNC加工部品メーカーにあります。これらの専門的な施設は、原材料を驚異的な精度で完成品部品へと変換し、現代の製造エコシステムを支える基盤となっています。
簡単に言えば、CNC加工部品メーカーとは、 コンピュータ数値制御(CNC)技術 を用いて、さまざまな素材からカスタム加工部品を製造する企業です。従来の手動機械加工とは異なり、これらのメーカーでは、切断、穴あけ、フライス加工、旋削などの作業を自動化するために高度な機械をプログラムします。その結果として得られるのは、厳密な仕様通りに製造された部品であり、優れた再現性と一貫性を備えています。
CNC加工部品メーカーが実際に行う業務
マイクロメートル単位の公差を要する複雑なアルミニウム製ハウジングが必要になる状況を想像してみてください。あるいは、自動車組立用に数百点もの同一鋼製ブラケットを必要とする場合もあるでしょう。これらのメーカーは、こうした両極端なニーズから中間的なあらゆる要件まで対応可能です。サービス範囲は、単一の試作開発から、数千点規模の大量生産まで、製造プロセス全体をカバーしています。
これらのメーカーが提供する主なサービスカテゴリには以下が含まれます:
- CNCミリング - 回転式切削工具を用いて材料を除去し、複雑な形状、平面、精巧な特徴部品を加工する
- CNCターニング - 旋盤加工による円筒形部品の製造。シャフト、ブッシュ、円形部品などに最適です
- 5-axis machining - 高度な多軸加工機能により、複雑なCNC機械部品を1回のセットアップで完成させることができ、生産時間を短縮します
- スイスねじ加工 - 医療機器や電子機器分野でよく用いられる、極めて高い精度を要する小型・精巧部品の製造に特化したスイス型CNC加工
製造エコシステムの解説
調達担当者、エンジニア、経営者がこの業界を理解するために時間を投資するべき理由は何でしょうか?その答えは明快です。製造パートナーに関する適切な判断を下すことは、製品の品質、納期、そして最終的な収益に直接影響します。
CNC加工部品メーカーを、サプライチェーンにおいて極めて重要なリンクと捉えてください。彼らは、お客様の設計概念と、組立または最終用途に備えた実際のCNC加工部品との間のギャップを埋める役割を果たします。その能力を正しく理解していれば、要求仕様をより正確に伝えることができ、見積もりを適切に評価し、一貫した成果を提供するパートナーシップを築くことができます。
本ガイドは、お客様の購入者側アドボケート(支援者)としてのリソースです。特定のソリューションを推奨するのではなく、この業界を自信を持って navigating するために必要な実践的な知識を段階的にご説明します。公差仕様の理解から認証の評価まで、最初の見積もりを信頼できる製造パートナーシップへと発展させるために不可欠な洞察を得ることができます。
CNC加工メーカーの種類とその専門分野
すべてのCNC製造工場が同じ方式で運営されているわけではありません。カスタム加工部品を調達する際には、メーカーのタイプ間の違いを理解することで、高額な誤解や生産遅延を未然に防ぐことができます。各カテゴリーは明確に異なる目的を果たしており、不適切なタイプのサプライヤーを選択すると、品質のばらつきやサプライチェーンの混乱を招くことがよくあります。
では、メーカー同士を区別する要因とは何でしょうか?それは、システム、規模、およびビジネスモデルに集約されます。以下に、実際に出会う可能性のある4つの主要なカテゴリーを詳しく解説します。
ジョブショップ vs コントラクトメーカー
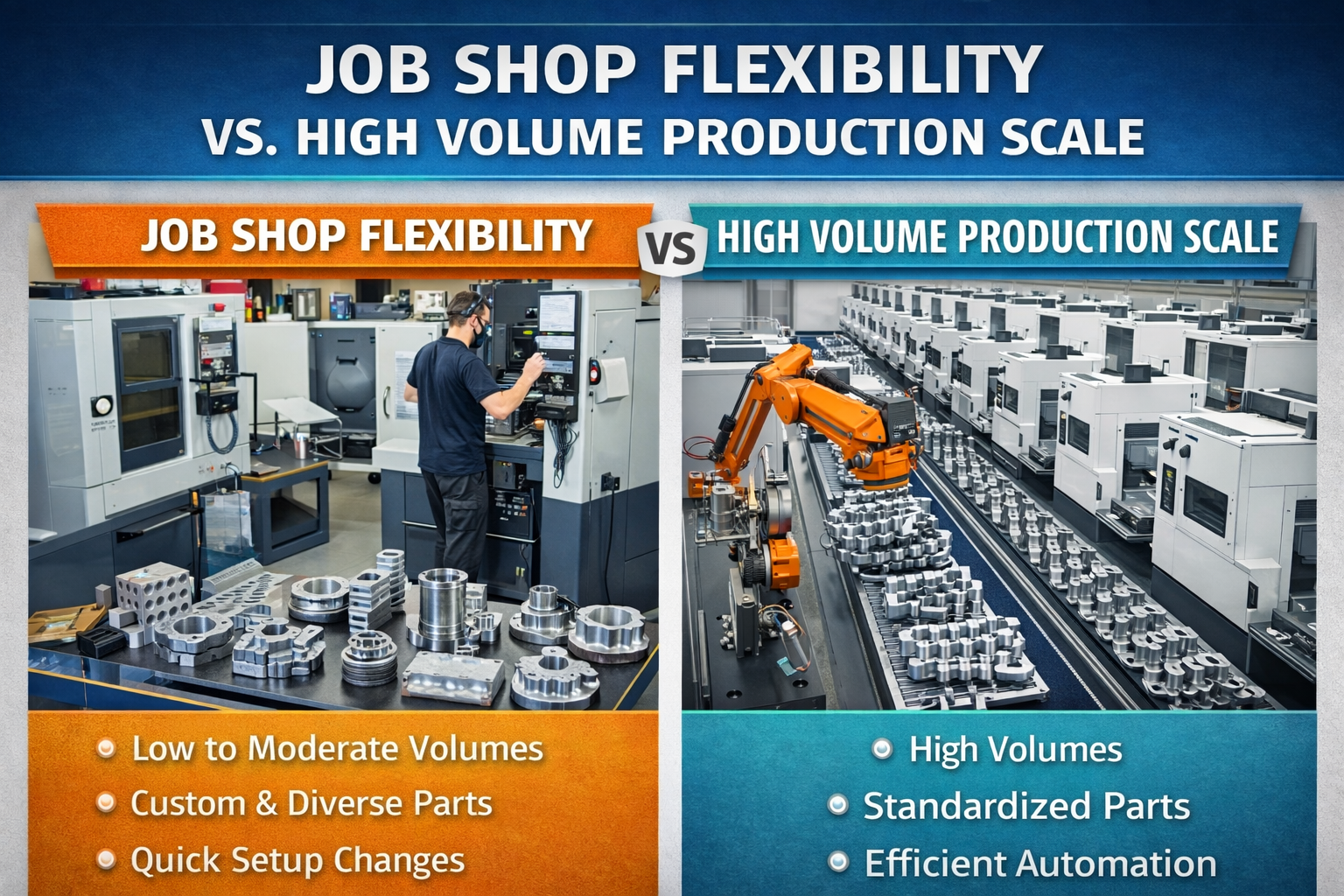
ジョブショップは通常、少量生産または単発の生産に特化しています。こうしたCNC機械メーカーは、案件ごとに見積もりをベースに受注を行い、異なる顧客から多種多様な部品を受託しますが、各案件間には連続性がほとんどありません。ジョブショップは、反復作業ではなく柔軟性を重視して構築されています。単一のプロトタイプや少量のカスタムブラケットが必要ですか? ジョブショップであれば、コスト効率がよく、納期も短縮できます。
ただし、ジョブショップは計画的な納入スケジュールに対応する体制を整えていない場合があります。 品質管理の追跡 、あるいは大規模な生産環境で求められる在庫管理プログラムなどにも対応していないことがあります。取引関係は、パートナーシップ志向というよりは、トランザクション(取引)志向になりがちです。
一方、コントラクト・マシニング・サービスは、繰り返し可能な量産を目的として設計されています。こうしたカスタム金属部品を製造する企業は、長期的な取引関係および数量ベースの受注を前提に事業運営を行っています。スケジューリング、品質保証、資材管理、文書管理など、堅牢なシステムを提供しています。コントラクト・メーカーは、お客様のチームと密接に連携し、需要予測に基づく納品、部品仕様変更の管理、およびお客様の生産計画に合わせた納期調整を実現します。
これら2つの一般的なタイプに加えて、他社の最終製品に組み込むために特別に設計された部品を製造するOEMサプライヤーにも遭遇することになります。また、垂直統合型施設(Vertically integrated facilities)では、原材料の加工から完成品の組立まで、複数段階の製造工程を一括して自社内で管理・制御します。
プロジェクトの要件に応じたメーカー形態の選定
どのタイプがあなたの状況に合っているかをどうやって判断すればよいでしょうか?ご要望の数量、納期、文書化の必要性、および継続的なサポートに対する期待を考慮してください。以下の比較表では、各タイプの主な違いを詳しく説明しています。
| メーカーの種類 | 一般的な発注数量 | リードタイム | 専門化の深さ | 理想的な使用事例 |
|---|---|---|---|---|
| ジョブショップ | 1〜500個 | 1〜3週間 | 幅広い対応能力を持つが、専門性の深さは限定的 | 試作、単発製造、短期間での納品対応 |
| 受託製造業者 | 500~50,000個以上 | 4〜12週間 | 工程別専門知識 | 継続的な量産、複数部品のプログラム対応、サプライチェーンとの統合 |
| OEMサプライヤー | 1,000~100,000+ 個 | 6~16週間 | 業種特化型の専門性 | 自動車、航空宇宙、医療機器部品 |
| 垂直統合型施設 | 5,000~500,000+ 個 | 8~20週間 | 多工程対応の高度な技術力 | 複雑なアセンブリ、大量生産、ワンストップソリューション |
CNC工作機械メーカーを評価する際、操業規模を示す指標はその製造能力を明らかにします。600台以上のCNC工作機械を保有する施設は、15台のみを保有する工場と比べて、明らかに異なる生産能力を有しています。同様に、マイクロ部品の製造に特化したスイス式ねじ切り盤工場は、汎用型メーカーとは異なる運営形態をとっています。
以下の生産能力を示すサインを確認してください:年間生産部品数量、自動化生産ラインの数、および保有する工作機械の種類の多様性。25本以上の自動化ラインを稼働させているメーカーは、小規模事業者では到底対応できない高-volume需要に対応可能です。こうした違いを理解することで、自社の特定プロジェクト要件に真正に適合するパートナー候補を絞り込むことができます。
適切な製造業者を評価・選定する方法
あなたはすでに 自社のプロジェクト範囲に合致する潜在的な機械加工部品メーカーを特定しました。 次に、より難しい問いが立ち上がります。つまり、長期的な成功を左右する重要な要因を見落とさずに、真正に資格を持つパートナー候補を他の事業者から明確に区別するには、どうすればよいのでしょうか?体系的な評価プロセスを導入しなければ、購入者は往々にして価格比較のみに頼ってしまい、長期的な成功を左右する重要な要素を見過ごしてしまいます。
製造業者の選定は、キーメンバーを採用する際と同様に考えましょう。資格や実績は確かに重要ですが、コミュニケーションスタイル、問題解決能力、そして企業文化の適合性も同様に重要です。以下に示すフレームワークにより、CNC機械メーカーを体系的に評価し、真に検討価値のあるパートナー候補を絞り込むことができます。
製造業者選定における重要な評価基準
見積もり依頼の前に、まず自社の評価優先事項を明確にしてください。プロジェクトによって各評価項目の重み付けは異なりますが、すべての購入者は以下の分野について評価を行う必要があります。
納期および生産能力 - 製造業者はどのくらいの速さで納品できますか?CNC加工の標準的な納期は通常1〜3週間ですが、複雑なプロジェクトではそれ以上の期間が必要になる場合があります。急ぎ対応(ラッシュオーダー)の対応可否や、スケジューリングソフトウェア・リアルタイム注文追跡システムの導入状況についても確認しましょう。余剰生産能力を備えた機械加工部品メーカーであれば、突発的な需要増加にも対応でき、お客様の納期を守ることができます。
最小注文数量 - 一部のCNCフライス加工会社は大量生産に特化しており、最小発注数量(MOQ)を500個または1,000個と定めています。一方、単一ユニットの試作注文にも対応する会社もあります。不適合なサプライヤーとのやり取りを避けるため、MOQ要件は早期に明確にしておく必要があります。
地理的要因 - 地理的近接性は、輸送コスト、納期、およびコミュニケーションの容易さに影響を与えます。国内サプライヤーは物流を簡素化し、輸送リスクを低減しますが、海外メーカーは大量注文の場合にコスト面でのメリットを提供する可能性があります。国際的な選択肢を評価する際には、タイムゾーンの違いや言語障壁も考慮してください。
技術的専門性 - 製造元は、お客様の使用材料、公差、および業界要件に関する文書化された実績を有していますか? アルミニウム製プロトタイプに特化した工場と、高硬度鋼製量産部品に焦点を当てた工場では、運営方法が異なります。お客様の特定アプリケーション分野における事例研究(ケーススタディ)や参考事例をご確認ください。
品質証明書 - ISO 9001、IATF 16949、AS9100Dなどの認証は、体系化された品質管理システムを示しています。規制対象業界においては、これらの認証要件は絶対条件です。認証の有効期限を確認し、関連する証明書類の写しを請求してください。
製造元候補リストの作成
評価基準を明確に定義したうえで、以下のステップ・バイ・ステップのプロセスに従い、選択肢を絞り込み、最も適したパートナーを特定してください:
- プロジェクト要件を完全に定義する - 製造元に連絡する前に、使用材料仕様、必要数量、公差要件、表面仕上げ要件、納期などの情報を文書化してください。
- 潜在的なサプライヤーをリサーチする - 業界ディレクトリ、業界団体、および紹介を活用して、候補者10~15社を特定します。各社のウェブサイトを確認し、技術能力、認証状況、および対象業界分野を評価します。
- 基本的な適合性のスクリーニング - 技術能力、最小発注数量(MOQ)、または認証が明確に自社の要件と合致しない製造業者を除外し、真剣な候補者を5~7社に絞り込みます。
- RFQパッケージの準備 - CADファイル、技術図面、材料仕様、数量要件、および特別な検査・文書化要件を含む、完全な資料をまとめます。
- RFQの送付および応答の評価 - 絞り込んだ候補者全社に同一のRFQパッケージを送付します。価格のみならず、応答の迅速性、質問内容、および製造性向上(DFM)に関するフィードバックも比較検討します。
- 技術能力の検証 - 上位候補者に対して、工場見学、顧客参照先、または試作部品の提出を依頼します。設備、品質保証体制、およびコミュニケーションプロセスを直接確認します。
- パイロットプロジェクトから開始 - 本格的な量産を開始する前に、関係性のテストとして小規模な初期注文を発注してください。実際の条件下で、品質、コミュニケーション、納期遵守状況を評価します。
- この体系的なアプローチにより、価格のみに基づいてサプライヤーを選定したり、量産開始前に実際の能力を確認せずに進んでしまうといった一般的なミスを防ぐことができます。
RFQパッケージの準備
- お見積依頼書(RFQ)の質は、ご受領されるお見積りの正確性に直接影響します。情報が不完全であると、誤った価格提示、予期しない追加費用、および生産遅延を招く可能性があります。経験豊富なカスタム機械加工ソリューション提供企業は、RFQを慎重に検討します。また、十分に準備されたRFQパッケージは、お客様が専門的かつ信頼できるバイヤーであることを示し、優先的に対応されるきっかけとなります。
- お見積依頼書(RFQ)パッケージには以下の内容を含めてください:
- CADファイル - STEP、IGES、またはネイティブCADファイルなど、広く採用されている形式の3Dモデルを提供してください。また、寸法、公差、GD&T記号(適用される場合)を明記した2D図面も添付してください。
- 材質仕様 - 材料の規格を、一般的な記述ではなく、正確なグレードで明記してください。「6061-T6アルミニウム」は明確に伝わる一方、「アルミニウム」だけでは不十分です。必要となる材料認証も併せて明記してください。
- 数量要件 - 初回発注数量および見込まれる年間取引量の両方を明記してください。製造業者は、取引量の見込みや生産計画上の要件に基づいて価格設定を行います。
- 公差要件 - 重要寸法およびその要求公差を明示してください。非重要部品に対して過剰に厳密な公差を指定しないでください。厳密な公差はコストを大幅に増加させます。
- 表面仕上げ要件 - 表面粗さ(Ra値)などの標準的な指示を用いて仕上げ要件を明記してください。陽極酸化処理、めっき、塗装などの二次仕上げ工程が必要な場合も併せて明記してください。
- 検査および文書作成の要件 - 最初の試作品検査(FAI)の実施要否、寸法測定報告書、および出荷時に添付が必須となる材料認証書類を明記してください。
- 納期 - ご希望の納期および、緊急対応(エクスペディット)の必要性を明確にお知らせください。カスタムCNC部品については、現実的な納期見込みをご提示ください。
ステッカー・マシン社の業界標準ベストプラクティスに従い、経験豊富なCNC加工工場のチームは、自社の能力と専門知識に基づく実現可能性評価から始めて、納入パッケージを審査します。また、コスト効率の高い代替案(例えば異なる材料の採用や自動化オプションの導入など)を提案し、お客様のコスト削減や製造性向上を支援します。
専門的なCNC機械加工事業者は、お客様からの見積依頼(RFQ)に対し、単なる価格提示以上の対応を行います。明確化のための質問を積極的に行い、お客様の設計図面に潜在的な問題点を指摘し、さらに「製造性を考慮した設計(DFM)」に関するフィードバックを提供するサプライヤーを探しましょう。こうした対応は、単に最低価格競争で受注することだけを目的とする取引型ベンダーではなく、協働関係を築こうとするパートナーであることを示しています。

公差仕様および精度要件の解説
あなたは適格な製造業者を特定し、RFQパッケージの準備を完了しました。次に、部品の機能性と予算の両方に直接影響を与える重要な意思決定が待ち受けています——公差仕様の設定です。公差を過剰に厳しく設定するとコストが無駄になります。一方、公差を緩く設定しすぎると、組立時に不具合が発生します。どの部位で本当に厳しい公差が必要なのか、またどの部位で標準的な公差で十分なのかを正しく理解することは、経験豊富な調達担当者と、量産段階で高額な教訓を払って学ぶ担当者を分ける鍵となります。 精密加工部品 では、そもそも「公差」とは何か、そしてなぜそれほど重要なのでしょうか? CNC加工において、「公差」とは、設計意図された寸法から許容される寸法変動の範囲を指します。実際の加工では、すべての部品が常に完璧な寸法で製造されるわけではありません。公差とは、その部品が所定の機能を果たすために許容される寸法のばらつきの範囲を定義するものです。
CNC加工において、「公差」とは、設計意図された寸法から許容される寸法変動の範囲を指します。実際の加工では、すべての部品が常に完璧な寸法で製造されるわけではありません。公差とは、その部品が所定の機能を果たすために許容される寸法のばらつきの範囲を定義するものです。
公差仕様の明確化
公差は通常、±0.x mm または ±0.00x インチという形式で表されます。例えば、シャフトの設計寸法が25.00 mmで公差が±0.05 mmの場合、24.95 mmから25.05 mmまでの範囲内の測定値はすべて許容されます。この範囲を外れる部品は不合格となります。
ほとんどのCNC機械加工部品メーカーは ISO 2768 (ISO 2768)に準拠しており、これは線形および角度寸法に対する一般公差を規定する国際規格です。この規格では、公差を以下の4つのクラスに分類しています。
- 精密(f) — 高精度が要求される精密機械加工部品向けの厳密な公差管理
- 中程度(m) — ミリングおよび旋盤加工部品の標準的なデフォルト公差で、通常は約±0.005インチ(0.13 mm)
- 粗め(c) — 寸法の正確さがそれほど重要でない非重要な特徴部品向けの緩やかな公差
- 非常に粗め(v) — 粗加工面または機能を持たない表面向けに許容される最も広い公差範囲
技術図面に別段の指示がない限り、ほとんどの製造業者はISO 2768-1 中級(Medium)規格で部品を機械加工します。標準的なプラスチック部品の場合、機械加工業者は一般的にISO 2768-1 中級(Medium)を適用しますが、金属や剛性材料では通常、ISO 2768-1 精密級(Fine)仕様が採用されます。
これらの一般的な公差クラスに加えて、寸法の指定方法に応じて、以下の異なる公差タイプが用いられます:
- 両方向公差(バイラテラル公差) - 名義寸法に対して上下に等しく許容される変動(例:25.8 mm ±0.1 mm は、許容範囲が25.7 mm~25.9 mmであることを意味します)
- 片方向公差(ユニラテラル公差) - 変動が片側方向のみで許容される(例:1.25 mm +0.1/−0 mm は、許容範囲が1.25 mm~1.35 mmであることを意味します)
- 限界公差(リミット公差) - 計算を伴わず、上限値および下限値を直接示す表現(例:10.9–11.0 mm)
用途要件に応じた公差の選定
ここでは、多くのバイヤーが高額なミスを犯しています。より厳しい公差(許容差)は、専用の切削工具、低速な機械加工速度、およびより厳密な検査を要求します。シェルドン・プレシジョン社による業界分析によると、±0.1 mmから±0.01 mmへと公差を引き締めることで、材料や形状に応じて製造コストが30%以上増加する可能性があります。
以下の表では、公差等級、その一般的な用途、およびコストへの影響をまとめています。これにより、適切な意思決定をサポートします。
| 公差グレード | 標準範囲 | 用途 | 費用 の 影響 |
|---|---|---|---|
| 標準 | ±0.005" (0.13 mm) | 一般部品、非嵌合面、構造部品 | 基準コスト;最も経済的な生産 |
| 精度 | ±0.001" (0.025 mm) | 航空宇宙部品、自動車用高性能部品、きわめて精密なフィットを要するCNC加工部品 | コスト増加率:20~40%;高度な設備を必要とする |
| 高精度 | ±0.0005"(0.0127 mm) | 医療用インプラント、光学部品、極めて重要な嵌合面 | コスト増加率:50~100%;特殊な工程を必要とする |
| 超精度 | ±0.0002インチ(0.00508 mm) | 外科手術器具、半導体製造装置、計測器 | 大幅なプレミアム発生:部品のわずか1%のみがこのレベルを必要とする |
実際には、精密機械部品の約1%のみが±0.0002インチ~±0.0005インチの公差範囲を必要とします。多くの場合、機械加工部品の特定の特徴(フィーチャー)のみが厳密な公差を要し、その他の部分は標準的な公差で十分です。
厳密な公差を有する精密機械加工部品を本当に必要とするのは、どのような場面でしょうか?以下のシナリオをご検討ください:
- 組立時の適合要件 - 特定のクリアランスまたはインタフェアランス(干渉)フィットで相互に嵌合する必要がある部品
- 機能的性能 - バルブ座面やベアリング面など、寸法変動が機能に影響を及ぼす部品
- 規制の遵守 - 医療機器や航空宇宙機器など、法令・規格により精度が義務付けられているコンポーネント
- シール面 - ガスケットやOリングが確実なシールを形成する必要がある部位
クリアランス付き取付穴、組立関係のない外装面、装飾用要素など、非重要部位については、通常、標準公差で十分です。こうした部位に厳密な公差を適用しても、部品の機能向上には寄与せず、単にコストの無駄となります。
材料の選定も、達成可能な公差に影響を与えます。金属および剛性プラスチックは、きめ細かな仕様に対して予測可能に機械加工できます。一方、柔らかく弾力性のあるプラスチックや研磨性のプラスチックは、より大きな課題を呈します。熟練した機械加工部品メーカーは、お客様が期待する公差が選択された材料と適合するかどうかをアドバイスします。
組立、嵌合、または機能に影響を与える重要な特徴に対してのみ、より厳しい公差を適用してください。非重要な特徴については、性能を損なうことなくコストを抑えるため、標準公差を維持してください。
仕様を最終決定する前に、アセンブリに対して積み上げ解析(スタックアップ分析)を実施してください。複数の高精度機械加工部品が相互に組み合わさる場合、各部品の個別変動が累積します。公差が適切に調整されていないと、累積的な変動によって正常な組立が妨げられたり、早期摩耗が生じたりする可能性があります。
公差要件が明確に定義された後、次に重要な評価要素は認証となります。業界ごとに特定の品質基準が義務付けられており、これは製造業者の選定プロセスに直接影響します。
業界認証と品質基準の解説
お客様は公差要件を定義し、候補となる製造業者を絞り込みました。ここで、初めてのバイヤーの方々がしばしば戸惑う疑問が浮かびます。「私のプロジェクトにとって、実際に重要な認証とは何でしょうか?」ISO、IATF、ASといった多様な標準規格の略称の羅列は、一見すると圧倒的に感じられるかもしれません。しかし、これらの資格を理解することは極めて重要です。なぜなら、認証は、製造業者が文書化された品質管理システムを維持しており、一貫したCNC加工部品の納入が可能であることを客観的に証明するものだからです。
現実を正しく理解しましょう。すべてのプロジェクトがすべての認証を必要とするわけではありません。家電製品用部品は、航空宇宙用アセンブリや医療用インプラントとは異なる要件を満たす必要があります。ご自身の業界で義務付けられている認証を把握していれば、メーカーを効率的に絞り込み、不要な資格のために余分な費用を支払うことを回避できます。
製造業における認証の解読
認証を、第三者による検証済みの品質保証と捉えてください。メーカーが何らかの認証を取得した場合、独立した監査機関が、その製造プロセス、文書管理および品質管理体制が確立された基準を満たしていることを確認済みであることを意味します。この検証は、単なるマーケティング上の主張を超えた信頼性を提供します。
CNC加工部品の調達において遭遇する主な認証には、以下のようなものがあります:
- ISO 9001:2015 - 世界中で認められている品質マネジメントシステムの基盤となる規格。この認証は、標準化された生産プロセス、文書化された手順、および継続的改善への取り組みを示します。ほとんどのOEM顧客は、サプライヤーを検討する前に、ISO 9001認証を最低限の資格要件としています。
- ISO 13485 - 医療機器製造における決定的な国際規格。この認証は、設計、製造、トレーサビリティ、リスク低減に関する厳格な管理をカバーしています。施設では、詳細な文書化手法、徹底した品質チェック、および効果的な苦情対応手順を実施する必要があります。
- IATF 16949 - 自動車部品サプライヤー向けの国際品質規格。この認証は、ISO 9001の原則に加え、欠陥防止、継続的改善、および厳格なサプライヤー監視といった業界特有の要求事項を統合しています。主要自動車メーカーは、認証を取得していないサプライヤーとは取引を行いません。
- AS9100D - ISO 9001を基盤とし、リスク管理、製品のトレーサビリティ、文書管理に関する追加要件を盛り込んだ航空宇宙および防衛産業向け業界標準。この認証は、ミッションクリティカルな部品の信頼性に関する期待に応えるものです。
- ITAR(武器輸出管理規則:International Traffic in Arms Regulations) - 品質認証ではなく、防衛関連製造におけるコンプライアンス要件です。ITAR(国際兵器取引規制)は、機密性の高い技術情報の取り扱いを規制しており、米国国務省への登録および厳格な情報セキュリティ対策の実施を義務付けます。
- これらの主要な認証に加え、熱処理や非破壊検査などの特殊工程に関するNADCAP認定、および環境マネジメントシステムに関するISO 14001認証が用いられることもあります。一部の高精度機械加工部品サプライヤーでは、多様な業界に対応するため、複数の認証を取得しています。
あなたのプロジェクトに実際に必要な認証はどれですか
認証要件は業界によって大きく異なります。消費者向け製品向けに最高の機械加工品質を実現する製造業者は、航空宇宙産業向けに製品を供給する製造業者とは異なる品質要件が課されます。こうした違いを理解することで、サプライヤー選定における過剰な資格審査(オーバー・クオリファイイング)および不十分な資格審査(アンダー・クオリファイイング)の両方を回避できます。
自動車用途向け - IATF 16949 認証が通常必須です。この規格は、製造業者が統計的工程管理(SPC)を導入し、生産の一貫性を監視するとともに、サプライチェーン全体で部品の完全なトレーサビリティを確保することを保証します。また、 業界の要求 によると、フォード、トヨタ、ゼネラルモーターズ(GM)、フォルクスワーゲンなどの主要自動車メーカーは、自社向け機械加工部品のサプライヤーに対しIATF 16949認証を義務付けています。
航空宇宙・防衛産業向け - AS9100D 認証は、厳格な航空宇宙品質要件を満たす能力を示すものです。防衛請負業者は通常、AS9100D 認証に加え、ITAR(国際兵器取引規制)への準拠も求められます。また、特殊な工程についてはNADCAP(国家防衛契約者認定プログラム)の認定も必要となる場合があります。
医療機器用 - ISO 13485認証は、製品の安全性およびFDA適合性を確保するために極めて重要です。製造事業者は、リスク管理プロトコル、製品トレーサビリティシステム、および効果的な苦情対応体制を証明する必要があります。この規格により、すべての医療用部品が最高水準の精度および患者安全基準に従って製造されることを保証します。
一般産業用途向け - ISO 9001:2015認証が通常、品質の基本基準として十分です。この認証は、業種特有の規格による追加負荷を伴わずに、一貫した品質を保証します。複数の産業にまたがって精密機械加工部品を供給する多くのサプライヤーは、ISO 9001を基盤となる資格として維持しています。
消費者向け電子機器用 - 要件は顧客ごとに異なります。ISO 9001で十分な場合が多い一方で、一部のOEMではISO 14001環境マネジメントシステム認証や特定のサプライヤー品質要件を求めることがあります。規制負担は、規制対象産業と比較して一般的に軽微です。
認証要件を、実際の業界ニーズに適合させましょう。一般産業用部品に対して航空宇宙産業レベルの厳しい認証を要求すると、付加価値を生まずにコストのみが増加します。
メーカーを評価する際は、単なる主張を鵜呑みにするのではなく、その認証状況が現在も有効であるかどうかを確認してください。認証書の写しを請求し、有効期限を確認しましょう。認証は維持のために定期的な監査を要し、有効期限が切れている場合は、品質管理システムに課題がある可能性を示唆しています。信頼性の高い精密機械加工部品サプライヤーは、自社の認証を prominently(目立つ形で)掲示しており、依頼があれば関連文書を提供します。
認証要件が明確化された後、次の検討事項は、設計上の判断が製造結果およびコストにどのように影響するかです。

より良い成果を実現するための「製造向け設計(DFM)」原則
あなたは、適格なメーカーを選定し、公差要件を理解しています。しかし、多くのバイヤーが予期しない質問があります。「あなたの設計は、実際に量産に向けた準備ができていますか?」理論上完璧なCADモデルであっても、CNC工作機械の実際の動作方法を無視した設計では、製造上の悪夢と化す可能性があります。この「設計意図」と「生産現実」の乖離は、コスト増加、納期延長、そして煩わしい設計変更の繰り返しを招きます。
製造性を考慮した設計(Design for Manufacturability:DFM)は、このギャップを埋めるものです。DFMとは、設計の最初の段階から最終的な生産プロセスを意識して設計することを意味します。加工部品の製造が容易か困難かを左右する要因を理解することで、最初の見積もり依頼を出す前から、コストや納期に対するコントロール力を得ることができます。
フィクティブ社の業界調査によると、設計上の選択が製造コストの約80%を決定づけます。設計が確定すると、エンジニアはコスト削減や生産の簡素化に対して大幅に柔軟性を失います。この現実から、カスタム金属部品やカスタム製造部品の調達を行う際には、DFM(製造向け設計)の準備が不可欠となります。
製造コストを削減する設計原則
コスト効率の良い設計と高コストな設計を分けるものは何でしょうか? その多くは、設計プロセスの初期段階で行われるわずか数件の意思決定に起因します。以下のDFMベストプラクティスを活用することで、機能性を損なうことなく、効率的に製造可能な機械部品の設計が可能になります:
- 適切な壁厚を維持する - 薄肉部は機械加工中に振動し、精度が低下し、部品の変形リスクが高まります。アルミニウムの場合、肉厚は最低でも0.8 mm以上を確保してください。プラスチックの場合は、最低でも1.5 mm以上を推奨します。これらの閾値より薄い壁厚では、工作機械オペレーターが大幅に切削速度を落として補償する必要があるため、加工時間が100~300%増加する可能性があります。
- 内角にフィレット(丸み)を付ける - CNC切削工具は円筒形状であるため、放電加工(EDM)などの追加の高コスト工程を用いなければ、完全な直角の内角を形成できません。ポケットの深さの少なくとも1/3以上の半径を内角に設けて設計してください。単一の内角にEDMを要する場合、標準エンドミルによる加工と比較して、コストが3~5倍になることがあります。
- 特徴的な凹部の深さと開口幅の比率を制限する - 深いポケットや穴は工具のアクセスを困難にします。標準的なドリル刃は、深さ対直径比(深径比)が4:1までであればコスト効率よく加工できます。これを超えると、特殊な工具および低速加工が必要となり、コストが大幅に増加します。深径比8:1~10:1の深いフライス加工は、加工時間が通常の2~3倍になる場合があります。
- 工具のアクセス可能性を確保する - CNC工作機械は上部から切削を行うため、隠れた形状要素の加工は困難です。切削工具が障害物なくすべての形状要素に到達できることを確認してください。工具のアクセス可能性を見落とすと、製品化直前の設計変更を余儀なくされ、生産が遅延する原因となります。
- 外周フィレットよりチャムファ―を選択する - 外周フィレットは特殊な工具および追加の機械加工時間を要します。外観上の制約が許す限り、機能面での利点が類似している一方で、チャムファ―加工の方が経済的です。
- 適切な材料を選定する - 材料の選択は、切削性とコストの両方に影響を与えます。6061-T6アルミニウムや303ステンレス鋼などの一般的な材質は、効率的に加工でき、入手も容易です。一方、特殊材や高硬度材は、切削速度を落とす必要があり、専用の工具を要します。
これらの原則は、プロトタイプ製造であれ量産品製造であれ、カスタム部品の製造全般に適用されます。製造性を考慮した設計を初期段階から行うことで、見積もり金額が削減され、納期が短縮され、プロジェクトを遅らせる設計のやりとり(修正の繰り返し)を最小限に抑えることができます。
よくある設計ミスを避ける
経験豊富なエンジニアでさえ、製造コストを不当に上昇させる落とし穴にはまってしまうことがあります。こうした pitfalls(落とし穴)を事前に理解しておくことで、見積もり書にそのコストが反映される前に回避できます。
公差の過剰指定 - 以前にも述べた通り、すべての寸法に対して一律に厳しい公差を要求すると、検査時間と不合格率が大幅に増加します。A 文書化されたケーススタディ ある医療系スタートアップが、非重要部品の公差を±0.05 mmから±0.2 mmに緩和しただけで、部品単価を300ドルから85ドルに削減できた事例が示されています。精度は、機能的に必要とされる箇所にのみ適用してください。
不必要な表面仕上げを要求すること - 標準的なNC工作機械加工では、表面粗さ(Ra)約3.2 μmの仕上げが得られ、これはほとんどの用途に適しています。より滑らかな仕上げを要求すると、研磨や研削などの二次加工が必要になります。鏡面のような仕上げを指定する前に、該当部位が外観上見えるかどうか、密封性に影響を与えるかどうか、あるいは他の部品と接触するかどうかを確認してください。いずれにも該当しない場合、標準的な仕上げで十分であることが一般的です。
狭小領域の制約を無視すること - 特徴部同士の隙間が狭すぎると、振動や折損を起こしやすい長尺・小径の工具を使用せざるを得なくなります。特徴部間の隙間は、使用する最小切削工具の直径の少なくとも3倍以上確保してください。狭小領域は加工時間を延長させ、部品品質を低下させます。
文字やロゴの複雑化 - CNCフライス盤による直接彫刻(エングレービング)は、意外に時間がかかります。工具がすべてのラインを1本ずつトレースする必要があるため、場合によっては部品の他の部分全体を加工するよりも長時間を要します。装飾要素には、レーザー彫刻やパッド印刷などの代替マーキング手法をご検討ください。
適切なDFM(製造向け設計)の準備は、見積もりプロセスを大幅に加速します。製造業者が設計の優れた部品を受け取ると、迅速かつ正確に見積もりを提示できます。一方、多額のフィードバックや改訂サイクルを要する設計は、納期を数週間も延長させてしまいます。部品製造パートナーは、量産対応済みの設計を提出する専門的なバイヤーを認識しており、そのようなバイヤーの案件を優先的に取り扱うことがよくあります。
設計の複雑さと納期との間には直接的な関係があります。複数の工程設定、特殊な工具、または厳しい公差を要する複雑な形状は、製造により長い時間がかかります。一方、工作機械の制約を考慮したシンプルな設計は、生産工程をより迅速に通過できます。納期が重要な要素となる場合、DFM(製造性向上設計)の最適化は競争上のアドバンテージとなります。
設計を最終決定する前に、以下の簡易セルフチェックを実施してください:内角は面取り(R加工)されていますか?壁厚は使用材料に対して十分な厚みを確保していますか?深さのある特徴部は許容されるアスペクト比の範囲内ですか?厳しい公差は、必須の寸法に限定されていますか?これらの質問すべてに「はい」と答えられる場合、ご設計は効率的かつコスト効果の高い生産に適した状態です。
設計の基本事項が整った後、次の検討事項は、生産数量がメーカー選定およびプロジェクト計画に与える影響です。
試作から量産へのスケーリングに関する検討事項
お客様の設計は製造性に最適化されています。ここから、サプライヤー戦略を根本的に決定づける重要な問いが生じます。「部品を10個作るのか、それとも1万個作るのか?」この答えが、どのタイプのCNC加工会社と連携すべきかを決定します。迅速な試作(ラピッドプロトタイピング)に最適なメーカーが、大量生産では対応に苦慮する可能性があり、その逆もまた然りです。こうした違いを正しく理解することで、プロジェクトの鍵となる段階で進行を阻害する高コストなミスマッチを未然に防ぐことができます。
初期のコンセプトから量産へ至るまでの道のりは、一直線ではありません。各フェーズには、異なる製造能力、価格体系、品質管理システムが求められます。各段階において最適なパートナーを選定することで、開発スケジュールを加速させるとともに、予算を守ることができます。
試作から量産への拡大
製品開発を一連のゲート(関門)と考えてください。各ゲートにおいて、あなたの要件は変化し、それに応じて製造アプローチも変化させるべきです。Fictiv社の業界専門家によると、試作(プロトタイプ)段階は設計検証が行われる時期です。この段階では、大量生産によるコスト削減よりも、スピードと柔軟性が求められます。単一の試作品は、量産部品と比較して単価が大幅に高くなる場合がありますが、そのプレミアム(追加コスト)は、金型製作や大量納入契約を確定する前に得られる重要な知見を購入するものです。
試作から少量生産への移行は、実証の場として機能します。この中間段階では、通常、製品によって数十点から数十万点程度の範囲で生産が行われ、設計および製造プロセスの両方を洗練させることができます。少量生産では、単一の試作品では明らかにならない組立上の課題が浮き彫りになります。また、選定したCNC加工センターが、より大きな数量においても一貫した品質を維持できるかどうかを検証することも可能です。
各段階で重要となる能力とは何か?以下の違いをご確認ください:
- 試作(プロトタイプ)段階 - 速度が最重要です。CADファイルを数日、緊急の試作時には1営業日以内に実際の部品へと変換できるメーカーが必要です。注文ごとに材料、寸法、機能を変更できる柔軟性は、単価よりも重要です。
- 少量生産 - 一貫性が極めて重要になります。メーカーは、数百点から数千点に及ぶ量産においても再現性のある品質を実証する必要があります。量産準備に向け、製造性を考慮した設計(DFM)に関するフィードバックがより重要となります。
- 大量生産 - 効率性とコスト最適化が意思決定を主導します。自動化された生産ライン、統計的工程管理(SPC)、サプライチェーンの信頼性が不可欠となります。5軸対応の大型CNC加工設備および自動化された資材ハンドリングを備えた事業体は、大量生産プログラムが求める生産能力を提供できます。
JLCCNC社の製造研究によると、戦略的なポイントで迅速な試作(ラピッドプロトタイピング)とCNC加工を組み合わせることで、開発サイクルを30%短縮し、試行錯誤に伴うコストを50%削減できる。例えば、航空宇宙用エンジン部品では、複雑な冷却チャンネルを備えた初期ワックス原型に3Dプリンティングを用い、その後、表面粗さRa 0.4 μmを達成する最終インベストメントキャスティング用金型 cavity には高精度CNC加工を適用するといった手法が考えられる。
メーカー選定における生産数量の検討
製造タイプを生産数量にどうマッチさせるか?以下の比較表では、試作に特化したメーカーと大量生産を専門とするメーカーの主な違いを整理しています。
| 係数 | 試作に特化したメーカー | 大量生産を専門とするメーカー |
|---|---|---|
| 一般的なリードタイム | 1~5営業日;一部では当日納品も可能 | 4~12週間;初期設定に時間がかかるが、単位当たりの生産速度は速い |
| 価格体系 | 単価が高く、金型費用の償却は行われない | 大量生産時には単価が低くなる;初期設定費用は生産数量全体に按分される |
| 最小注文数量 | 1個からの受注可;最低発注数量(MOQ)の設定は一般的ではない | 500~5,000点以上が一般的。経済性は量産を要する |
| デザインの柔軟性 | 高い。注文ごとの変更が予想される | 低い。変更には設計変更依頼書(ECO)および再検証が必要 |
| 品質システム | 検査中心型。初品報告書(First Article Report)の提出 | 工程中心型。統計的工程管理(SPC)によるモニタリングおよび自動検査 |
| 設備重視 | 汎用性の高い3軸および5軸マシニングセンター。クイックチェンジ治具 | 自動化ライン。無人運転加工(Lights-out Machining)。専用工具 |
経済的な分岐点は部品の複雑さによって異なりますが、一般的な目安があります。ロットサイズが50点未満の場合、プロトタイプに特化した工房が通常、より優れたコストパフォーマンスを提供します。業界分析でも確認されている通り、ロットサイズが500点を超えると、専用CNC生産の方が経済的に有利になります。
現代の機械部品製造施設では、これらの境界線が次第に曖昧になっています。一部の機械加工部品メーカーは、低量生産から大量生産までを効率的に処理できる柔軟性のある自動化設備に投資しています。このようなハイブリッド型操業では、パレット交換装置を備えた多軸工作機械などの先進的CNC加工機器を活用し、セットアップ時間を短縮しつつも生産レベルのスループットを維持しています。
大量生産能力を評価する際に注目すべき点は何でしょうか? New Age Metal Fabricating によると、世界のCNC工作機械市場は、2025年の1,012億2,200万米ドルから2032年には1,955億9,000万米ドルへと成長すると予測されています。この成長は、フライス加工、穴あけ、仕上げ加工を単一の設備構成で統合するシステムへのメーカー投資を反映しています。最新式の多軸工作機械および自動材搬送設備を備えた施設は、本格的な大量生産能力を示す明確なサインです。
評価すべき主要な生産能力指標には以下が含まれます:
- 工作機械の台数および種類 - 複数台の同一機械を用いることで、並列生産が可能となり、単一障害点(SPOF)のリスクを低減できます
- 自動化レベル - 自動ローディング、工具交換装置、工程内検査により、大量生産における品質の一貫性が確保されます
- シフト対応 - 複数シフトまたは無人運転(ライトアウト)で稼働する施設は、より高速な生産能力を実現します
- 品質管理体制 - 統計的工程管理(SPC)、自動検査、リアルタイム監視により、数千個に及ぶ部品において品質の一貫性が維持されます
一部のバイヤーは、試作段階から大量生産向けメーカーを選定し、その後のスケーリングがスムーズになると期待してしまいます。しかし、このアプローチは往々にして裏目に出ます。大量生産向けの運用は、俊敏性(アジリティ)ではなく効率性を最適化することを目的としており、その見積もりプロセス、最小発注数量、納期はすべて量産規模での思考に基づいて設計されています。試作依頼は、大規模プロジェクトの後ろに並ばされるか、あるいは将来の関係構築上のメリットを相殺してしまうような高額なプレミアム価格が適用されることがあります。
より賢いアプローチとは? まず、自社の開発段階に応じてメーカーのタイプをマッチさせ、将来的な段階移行も見据えた計画を立てることです。開発段階ではプロトタイプ専門業者と協業し、設計が安定してきた段階で量産対応可能なパートナーを評価・選定します。多くの成功事例では、各開発段階ごとに異なるサプライヤーを活用しており、単一のメーカーにすべての工程を担わせるのではなく、各パートナーのコアとなる強みを最大限に活かしています。
生産数量に関する検討が完了した後、次に重要な検討要素は、CNC加工コストの構成要因を理解し、品質を損なうことなくコストを最適化する方法を把握することです。

価格要因とコスト最適化戦略
お客様は、適切なメーカーの種類を選択し、生産数量がプロジェクトに与える影響を理解されています。しかし、プロジェクトの実行可能性を最終的に左右する問いがあります。「実際にいくらかかるのか?」です。CNC加工の価格設定は、初めて購入される方にとって、しばしば不透明に感じられます。見積もりには合計金額のみが記載され、その金額がどのように算出されたかについての説明はほとんどありません。コスト構成要素を理解することで、機械加工された金属部品の品質を損なうことなく、費用を最適化するための交渉力を得ることができます。
実際には、CNC加工費用は恣意的に決定されるものではありません。各項目は、お客様自身が影響を与えることのできる特定の要因に直接関連しています。PARTMFG社による製造コスト分析によると、CNC加工部品の総コストは以下の式で概算できます:概算コスト = (材料費 + 設定費用)+(加工時間 × 時間単価)+ 仕上げ費用。この式の各構成要素は、コスト最適化の機会を示しています。
CNC加工コストの決定要因を理解する
なぜある部品の価格が15ドルで、別の部品は150ドルなのか?その差は、製造全体にわたって複合的に作用する数個の主要な要因に起因します。こうしたコストドライバーを理解することで、設計および仕様策定段階——この時期の変更はコストゼロでありながら、大幅なコスト削減効果をもたらす——において、根拠に基づいた意思決定を行うことができます。
- 材料選定 - 原材料費は大きく異なります。アルミニウムは通常1ポンドあたり5~10ドルで、加工性が良く、工具摩耗やサイクルタイムを短縮できます。ステンレス鋼やチタンは高価なプレミアム素材であり、専用の工具を必要とします。原材料の単価に加え、その切削性(machinability)は直接的に加工時間を左右します。当社の geomiq社による業界調査 によると、機能要件を満たす範囲でコスト効率の高い材料を選択し、無条件に高価な素材を採用しないことで、部品の総コストを20%以上削減できる可能性があります。
- デザイン の 複雑さ - 標準工具を用いた単純な形状の加工は、迅速に行えます。一方、複雑な特徴(精巧な輪郭、深いポケット、狭い内部コーナーなど)を有する部品は、専用カッター、複数のセットアップ、および低速送り速度を必要とします。製造データによると、単純な設計の加工コストは約20ドル/時間ですが、5軸加工を要する高度に複雑な設計では、35~70ドル/時間に達することがあります。
- 許容差の要件 - ±0.005インチ(0.127 mm)程度の標準公差は、基本的なコスト水準を示します。より厳しい公差を要求する場合、加工速度は低下し、工具交換が頻繁になり、品質検査が厳格化され、不良品発生率も高まる傾向があります。公差レベルを一段階厳しくするごとに、明確なコスト増加が生じますが、その精度が実際の用途で本当に必要でない限り、付加価値は生じません。
- 表面仕上げの仕様 - デフォルトの機械加工仕上げ(表面粗さRa 3.2 μm)は追加コストを発生させません。より滑らかな仕上げほど、段階的に手間と労力が増加します。仕上げコスト分析によると、Ra 1.6 μmは基本価格に約2.5%、Ra 0.8 μmは約5%、Ra 0.4 μmは後工程の研磨作業が必要となるため最大15%のコスト増加を招きます。
- 注文数量 - プログラミング、治具設定、初品検査などのセットアップ費用は、注文数量に関わらず固定額です。単一部品の場合、これらの全セットアップ費用が1個に全額負担されます。一方、ロット注文では、これらの費用が数百点または数千点に分散されるため、単価が大幅に低下します。例えば、1個あたり$134の部品は、100個のロットで注文した場合、1個あたり$13まで単価が下がる可能性があります。
- 必要な工作機械の種類 - 3軸工作機械の通常の稼働単価は時給$10~$20です。より高い汎用性と精度を提供する5軸工作機械は、時給$20~$40以上となります。どのクラスの工作機械が必要かは部品の形状によって決定され、それが直接加工時間に適用される時給単価に影響します。
金属加工部品の見積もりを評価する際は、メーカーに対してカテゴリ別にコスト内訳を提示するよう依頼してください。このような透明性のある情報開示により、費用がどの項目に使われているかが明確になり、ご自身のプロジェクトに特化した最適化機会を特定できます。
コスト効率の高い製造のための戦略
コスト要因を把握することは有用ですが、品質を犠牲にすることなくそれらを削減する方法を知ることは、さらに強力です。以下に示す戦略は、賢い設計選択および適切な仕様設定を通じて、金属部品の機械加工コストを最適化するうえで役立ちます。
戦略的に材料を選んでください - 機能要件を満たす中で最もコスト効率の高い材料を選定してください。腐食耐性を必要としない用途では、ステンレス鋼316よりもアルミニウム6061の方が加工速度が速く、コストも低くなります。非荷重部品においては、ナイロンよりもABS樹脂の方が安価です。また、材料の入手可能性も考慮してください。アルミニウム6061などの一般流通グレードは、アルミニウム7075などの特殊合金と比較してコストが低くなります。
機能が許す範囲で簡素化する - 複雑な機能はすべて加工時間を増加させます。鋭角のコーナーに比べ、内部の丸みを帯びたエッジは切削が容易であり、特殊な工具を必要としません。特殊な形状を持つ工具を要する過度に深い空洞(キャビティ)は避けてください。ねじ穴は必要最小限に留め、または市販のタップで加工可能な標準ねじサイズを指定してください。ブランドイメージのため不可欠でない限り、加工速度が遅くなる彫刻文字やロゴは最小限に抑えてください。
必要な公差のみを指定する - 組立時の接触面や機能上重要な寸法に対してのみ、厳密な公差を適用してください。業界のベストプラクティスによれば、デフォルト公差±0.127 mmはすでに非常に高精度であり、ほとんどの用途において十分です。非重要部品に対して過剰に厳しい公差を指定しても、部品性能の向上には寄与せず、コストだけが無駄になります。
表面粗さを用途に合わせる - 標準の表面粗さRa 3.2 μm仕上げは、ほとんどの機能的用途に適しています。表面品質が機能性、密閉性、または外観上の美観において真正に重要である場合にのみ、より滑らかな仕上げを指定してください。内部形状や目立たない面では、高級仕上げを必要とすることはほとんどありません。
量産によるコストメリットを活用 - 可能な限り、CNCフライス加工部品は単品ではなくロット単位で発注してください。固定のセットアップコストが多数の部品に分散されるため、1個あたりのコストは大幅に低下します。たとえすべての部品を即時に必要としない場合でも、事前にまとめて発注することで、大幅なコスト削減が可能です。
標準穴径を使用 - 標準ドリル径を指定すると、メーカーは市販の工具をそのまま使用でき、特別なカスタムカッターを用意する必要がなくなります。UNC、UNF、またはメトリックねじ規格に従うことで、製造工程が簡素化され、コスト削減につながります。また、標準穴径は品質検査の効率化にも寄与します。
量産前の試作 ・大量発注に踏み切る前に小規模な試作を実施することで、設計上の問題を早期に発見できます。10個の部品で欠陥を発見するコストは、1万個で発見するコストと比べてはるかに低額です。試作は、多額の投資を行う前に設計および製造プロセスの両方を検証します。
以下の表には、表面仕上げのオプション、そのコストへの影響、および推奨用途がまとめられています:
| 表面仕上げ | Ra 値 | 追加コスト | 推奨される用途 |
|---|---|---|---|
| 標準機械加工 | 3.2 μm | 基準(なし) | 内部部品、非可視面、機能部品 |
| 精密機械加工済み | 1.6 μm | +2.5% | 可視面、軽微なシーリング用途、滑らかな触感を要するフライス加工部品 |
| 精密な仕上げ | 0.8 μm | +5% | シーリング面、ベアリング接触面、外観重視部品 |
| 鏡の仕上げ | 0.4 μm | +15% | 光学部品、高級コンシューマー製品、医療機器 |
コスト最適化とは、手を抜くことではありません。それは、仕様を実際の要件に合わせることで無駄を排除することを意味します。よく最適化された設計は、過剰仕様の代替案と比べて大幅に低いコストで、同等の機能性能を実現します。価格決定要因を理解していれば、あらゆる設計判断が、CNCフライス加工部品への投資から得られる価値を最大化する機会となります。
価格決定要因を理解した上で、最後の検討事項は、単なる取引関係にあるサプライヤーを、信頼できる製造パートナーへと変革する関係構築です。
成功する製造パートナーシップの構築
機械加工部品メーカーの全体像を、その役割の理解から、認証、公差、価格設定の評価に至るまで、一通り網羅してきました。ここから得られる最も貴重な洞察は、単に「優れたサプライヤー」と「卓越したパートナー」の違いが、技術的能力や競争力のある価格設定といった要素をはるかに超えたところにあるという点です。長期的な製造パートナーシップは、単発取引型のアプローチでは到底得られない、複利的に増大するメリットをもたらします。
こう考えてみてください。サプライヤーを変更するたびに、学習曲線はゼロから再スタートします。新しいメーカーは、お客様の品質に対する期待値、コミュニケーションのスタイル、および用途要件をすべて新たに理解しなければなりません。このオンボーディングプロセスには時間的コストがかかり、リスクも伴います。一方、お客様の事業を深く理解しているパートナーは、ニーズを先回りして把握し、問題が顕在化する前に潜在的な課題を指摘してくれます。なぜなら、お客様の成長こそが自社の成長につながるからです。
長期的な製造パートナーシップの構築
サプライヤーを信頼されるパートナーへと変えるのは何でしょうか?それは、自社の要件に真正に合致する製造能力を持つメーカーを選定することから始まり、不適合な関係を無理に構築することではありません。本ガイドを通じて、精密機械加工部品のサプライヤーを多角的な観点から評価する方法を学んできました。今こそ、これらの評価基準を戦略的に活用し、長期にわたって持続可能なパートナーシップを築きましょう。
最も強固な製造業者との関係には、共通する特徴があります:
- 能力の整合性 - 製造業者のコア・ストレングスが、お客様の主要なニーズと一致していること。試作専門の企業に大量生産を依頼したり、その逆を行ったりすることは、関係構築の初日から負荷をかけることになります。
- 明確なコミュニケーションチャネル - お客様の業界を理解し、技術的な言語でコミュニケーションできる迅速な対応が可能な担当者がいることで、すべてのプロジェクトにおいて摩擦を軽減できます。
- 能動的な問題解決 - パートナーは、製造開始後に問題が発生するのではなく、見積もり段階で潜在的な課題を特定します。また、製造性を考慮した設計(DFM)に関するフィードバックを提供し、製造開始前に機械加工製品の品質向上を支援します。
- 一貫した品質管理システム - 認証は重要ですが、それ以上に重要なのは一貫した実行力です。パートナーは、注文ごとに仕様を確実に満たす高精度CNC加工部品を安定して納入します。
- 拡張性 - お客様のニーズは変化します。お客様とともに成長できるパートナーは、試作から量産へとスケールアップが可能であり、事業拡大に伴う新規サプライヤーの認定という手間や混乱を回避できます。
特に自動車業界の調達担当者にとって、IATF 16949認証は、厳しい生産要件に対応可能な品質インフラを備えた製造事業者であることを示す指標です。これらの認証取得施設では、統計的工程管理(SPC)が導入されており、生産全体を通じて完全なトレーサビリティが確保されています。例えば、 シャオイ金属技術 このアプローチを体現しており、IATF 16949認証取得済みの高精度CNC機械加工サービスを提供しています。迅速な試作(最短1営業日での納期)から、複雑なシャシー部品や金属ブッシュなどのカスタム機械部品を含む大量生産まで、スケール可能なサービスが特長です。同社の専門的な自動車製造能力は、バイヤーが生産パートナーに求めるべき要素を示しています。
優れたCNC機械部品サプライヤーは、単に注文を遂行するだけでなく、お客様の製品品質向上に貢献するエンジニアリングチームの延長として機能します。
メーカー選定における次のステップ
これで、最初の見積もりから信頼できるパートナーシップへと移行するためのフレームワークが整いました。本ガイド全体で解説した意思決定プロセスを、以下に簡潔にまとめます。
- プロジェクト要件を完全に定義する — 材料仕様、公差要求、数量要件、納期要件は、すべての成功したRFQ(見積依頼書)の基盤となります。
- メーカーの種別をプロジェクト段階に適合させる - 開発向けのプロトタイプ専門企業、量産向けの受託製造業者、複雑なアセンブリ向けの垂直統合型施設。
- 業界に適合する認証を確認してください - 一般品質管理:ISO 9001、自動車業界:IATF 16949、航空宇宙業界:AS9100D、医療機器業界:ISO 13485。
- 製造性を考慮した設計の最適化 - 壁厚、コーナー半径、特徴部の深さ、公差仕様は、すべてコストおよび納期に影響を与えます。
- 価格決定要因を理解する - 材料、複雑さ、公差、表面処理、生産数量のそれぞれが総コストに寄与します。機能が許す範囲で最適化を行ってください。
- パイロットプロジェクトから始める - 本格的な量産へ移行する前に、小ロット発注を通じてパートナーシップ関係を検証してください。
- パートナーシップ構築への投資 - 予測を共有し、フィードバックを提供し、オープンなコミュニケーションを図ることで、長期的な価値をもたらす関係を築きます。
最初の見積もりから信頼されるパートナーへと至る道のりには、時間と意図的な努力が必要です。しかし、その報酬は非常に大きいものです。お客様の事業を理解する信頼できる機械加工部品メーカーは、より高い品質、迅速な対応、そして取引型の調達先には決して提示されない優遇価格を提供します。こうしたパートナーは、競合他社が容易に模倣できない競争上の優位性となります。
次に何をすべきか? これらのフレームワークを、現在の調達ニーズに適用してください。初めてのカスタム機械部品サプライヤーを選定する場合でも、既存のサプライチェーンを最適化する場合でも、基本原則は変わりません。要件を明確に定義し、能力を体系的に評価し、関係性を意図的に構築しましょう。お客様の製品を支える高精度CNC加工部品には、お客様の成功にコミットしたパートナーが必要です。
CNC加工部品メーカーに関するよくあるご質問
1. ジョブショップと契約製造業者(CM)の違いは何ですか?
ジョブショップは、短納期または単発の生産に焦点を当て、高い柔軟性を備え、多様な部品を個別の見積もり単位で対応し、長期的な拘束を伴わないのが特徴です。一方、契約製造業者は、反復生産および長期的な取引関係を前提として構築されており、堅牢な生産計画立案、品質保証、資材管理、文書管理システムを提供します。ジョブショップは試作や少量生産に適していますが、契約製造業者は、一貫した品質とサプライチェーン統合が求められる継続的な量産に優れています。
2. CNC機械加工メーカーを選定する際に確認すべき認証にはどのようなものがありますか?
必要な認証は、業界によって異なります。ISO 9001:2015は、一般製造業における品質の基準となる規格です。自動車向け用途では、統計的工程管理(SPC)およびトレーサビリティを保証するIATF 16949認証が求められます。医療機器製造では、厳格な安全性と米国FDA適合性を確保するためのISO 13485認証が必要です。航空宇宙部品にはAS9100D認証が、防衛関連プロジェクトにはITAR適合性が求められます。IATF 16949認証を取得したメーカー(例:邵逸金属科技)は、厳しい自動車生産要件に応える品質インフラストラクチャを有していることを示しています。
3. 公差はCNC加工コストにどのような影響を与えますか?
公差を厳しく設定すると、製造コストが大幅に増加します。標準公差(±0.005インチ)はベース価格を前提としており、±0.001インチへと引き締めると、コストが20~40%上昇する場合があります。さらに、超精密公差(±0.0002インチ)を要求すると、切削速度の低下、専用工具の使用、検査工程の増加などにより、生産コストが2倍から3倍になる可能性があります。実際には、部品の約1%のみが真に超精密公差を必要としているため、機能性を損なわずコストを抑制するには、緊密な公差仕様を本当に重要な特徴(キーフィーチャー)に限定して適用することが有効です。
4. CNC機械加工会社に問い合わせる際、RFQ(見積依頼書)にはどのような情報を記載すべきですか?
完全なRFQパッケージには、STEPまたはIGES形式のCADファイル、寸法およびGD&T記号を含む2D図面、正確な材質規格(鋼種など)、初回発注数量および見込み年間需要量、重要寸法に対する公差要件、表面粗さ(Ra値)による表面仕上げ仕様、必要な二次加工工程、検査および文書化要件、および目標納期が含まれる必要があります。十分に整備されたRFQは、より正確な見積もりを引き出し、潜在的な製造パートナーに対して専門性を示すものです。
5. プロトタイプ製造業者と大量生産専門業者、それぞれをいつ利用すべきですか?
開発段階では、スピードと柔軟性を重視する必要がある場合に、プロトタイプ中心のメーカーを活用してください。これらのメーカーは納期が1~5日で、1個からの受注にも対応しています。一方、設計が安定し、ロットサイズが500個を超える段階になったら、自動化ラインと工程最適化により単価を低減できる大量生産専門メーカーへ移行することを推奨します。一部のメーカーは両方のニーズに対応可能ですが、プロジェクトの現在のフェーズに合ったメーカーを選定することが、単一のサプライヤーにすべての役割を押し付けるよりも、通常、より優れた結果をもたらします。