 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

CNC加工見積もりの秘訣:サプライヤーが隠すいくつかのコスト要因
バイヤー視点からのCNC加工見積もりの理解
金属部品を製作するのにどのくらいの費用がかかるか、一度でも考えたことがありますか?その答えは、CNC加工見積もりから始まります。これは、支払う金額とその内訳を詳細に示したコスト見積もりです。あなたが サプライヤーを比較検討する調達担当者 であれ、設計を最適化するエンジニアであれ、予算を策定するプロジェクトマネージャーであれ、こうした見積もりを正しく理解することは、大きなアドバンテージとなります。
見積もりを単なる価格表示以上のものとして捉えてください。それは、製造業者があなたのプロジェクトをどのように解釈し、どのようなリソースを投入するか、またどこに潜在的なコスト削減の余地があるかを明らかにする「窓」です。この文書を流暢に読み取れるようになれば、受動的な購入者から、より賢明な意思決定を行うことができる、情報に通じたパートナーへと変身します。
CNC加工見積もりに実際に含まれるもの
専門的な見積もりは、単なる一つの金額ではありません。それは、原材料をお客様の完成品に加工する際に関与するすべてのコスト要素を包括的に明細化したものです。各構成要素を理解することで、最適化の機会を発見したり、矛盾や不整合が生じている箇所を特定したりできます。
完全な見積もりに通常含まれる主要な構成要素は以下のとおりです:
- 材料費用 部品に必要な原材料の種類、グレード、およびブランクサイズに基づく原材料価格。これには、切削によって除去される必要がある廃材分も含まれます。
- セットアップ料金: 機械の準備、工具の設置、治具の製作、CNCプログラミングなどにかかる一時的な費用。これらのコストは数量に関わらず固定されています。
- 加工時間: 主なコスト要因であり、機械稼働時間に時間当たりの単価を乗じて算出されます。複雑な形状やより厳しい公差要求は、このコストを大幅に増加させます。
- 仕上げ工程: バリ取り、表面処理、アルマイト処理、塗装、研磨などの後工程費用で、お客様の仕様を満たすために必要となるものです。
- 品質検査: 寸法検証、公差チェック、および必要な認証や文書化に関する費用。
- 輸送および取扱い: 完成品部品の包装および納品にかかる物流コスト。
オンラインでCNC見積もりを依頼すると、信頼性の高いサプライヤーはこれらのすべての項目について透明性を提供していることがわかります。曖昧な記載や一括表示の価格設定は、将来的に問題が生じる可能性を示唆していることが多いです。
見積もりリテラシーがプロジェクトを守る理由
見積もりの詳細を理解することは、単に最も低価格の業者を選ぶことだけではありません。それは、高額な予期せぬ出費から自社のプロジェクトを守ることなのです。業界の専門家によると、複数のベンダーから見積もりを取得することで、価格構成を比較し、自社の具体的な要件に基づいて最も有利な選択肢を特定できるようになります。
見積もりリテラシーが実際にもたらすもの:
正確な予算立案: CNC加工コストの内訳を理解していれば、自信を持って費用を見積もることができます。推測による予算の余裕率設定や、隠れた手数料による予期せぬ追加負担を回避できます。
設計最適化の機会: 詳細な見積もりを見れば、コストを押し上げている要因が明確になります。例えば、非重要寸法に対する厳しい公差要求が、価格を20%も上昇させている可能性があります。数字を正確に読み取らない限り、そのような事実は分かりません。
ベンダーの資格審査: サプライヤーが見積もりをどのように構成しているかは、その専門性を示す指標です。明確な明細項目を含む詳細な見積もりは、整然とした業務運営および品質管理システムを有していることを示唆します。
交渉力: 各コスト要素の背景にあるものを理解していれば、単に値引きを求めるのではなく、代替案について実質的な議論を行うことができます。
多くのバイヤーは、サプライヤーと直接やり取りする前に、オンライン機械加工見積もりを活用して基準価格を把握するという手法を採用しています。このアプローチにより、市場動向を把握でき、見積もり金額が通常の範囲から外れている(異常に低いか、不当に高い)場合を的確に見極めることができます。
結論は?オンライン見積もりまたは従来のRFQ(見積依頼書)への回答には、賢明な製造判断を下すために必要な情報がすべて含まれています。以降のセクションでは、各コスト要素を正確に読み解く方法と、その知識をいかに自社の利益のために活用するかを詳しくご説明します。

見積もり価格を左右する主なコスト要因
見積もりに含まれる内容を理解したところで、次に、実際にその金額を決定する具体的な要因について掘り下げていきましょう。CNC加工の価格は、すべて以下の3つの基本的な要因から導き出されます:加工対象となる材料、機械の稼働時間、および最終部品に求められる精度です。これらの変数を的確に把握すれば、費用がどこに使われているのか、またどこでコスト削減が可能なのかを明確に理解できます。
材料費および切削性に関する要因
材料選定は、すべての見積もりの基盤を形成します。単に1ポンドあたりの原材料コストだけではなく、その材料が切削工具下でどのように振る舞うかが重要です。この特性を「切削性」と呼び、これは部品の生産速度および工具の摩耗速度に大きく影響します。
アルミニウムの機械加工と比較して、 ステンレス鋼 CNC 加工 。アルミニウムはバターのように切断されます。機械はより高い速度で運転でき、工具の摩耗も少なくなるため、サイクルタイムが短縮され、コストも低減されます。一方、ステンレス鋼は話が異なります。これは硬度が高く、より多くの熱を発生させ、より遅い送り速度を要求します。あなたの見積もりは、こうした現実を反映しています。
以下に、異なる材料がコストに与える影響を比較します:
| 材質 | 原材料コスト(1ポンドあたり) | 切削加工性評価 | 見積もりへの相対的影響 | 最適な適用例 |
|---|---|---|---|---|
| アルミニウム(6061) | $3–$6 | 高い | 最低 | 一般用途、航空宇宙用ブラケット、筐体 |
| 真鍮 | $5–$10 | 高い | 低~中程度 | 継手、装飾部品、電気部品 |
| 材質:303ステンレス鋼 | $8–$14 | 中~高 | 中 | シャフト、ファスナー、食品対応部品 |
| 316 不鋼 | $10–$18 | 中 | 中~高 | 海洋・医療・化学耐性が必要な用途 |
| デルリン材(アセタール) | $4–$8 | 高い | 低く、 | ギア、ベアリング、低摩擦部品 |
| ナイロン | $3–$7 | 中~高 | 低く、 | ブッシュ、絶縁体、耐摩耗部品 |
| チタン | $15–$35 | 低く、 | 最も高い | 航空宇宙、医療用インプラント、高性能用途 |
高級材料がそのコストを正当化できるのはいつですか?以下の質問を自分自身に投げかけてみてください。
- この用途では、その材料が必須ですか? 医療用インプラントには生体適合性チタンが必要です。一方、試作用ブラケットにはおそらく必要ありません。
- 使用しない特性のために支払っているのでしょうか? 腐食抵抗性が特に重要でない場合、303ステンレス鋼は316ステンレス鋼と同等の性能を発揮しますが、価格はより低廉です。
- プラスチックによる代替は可能でしょうか? ナイロンやデルリン(デルリン®)は、ギア、ブッシュ、および低摩擦用途において優れた性能を発揮し、金属材料コストのわずか一部で済みます。
たとえば、ブロンズの切削加工は優れた耐摩耗性および耐腐食性を提供します。しかし、部品がこれらの特性を必要としない場合、アルミニウムや真鍮などの代替材料を用いることで、仕様を満たしつつ大幅な材料費削減が可能になります。
部品の複雑さが機械加工時間に及ぼす乗算効果
多くの購入者が予期せず直面する現実があります。それは、ほとんどの見積もりにおいて、機械加工時間が主なコスト要因であるという点です。そして、部品の複雑さはこの加工時間を直接的に増加させます。
機械の立場から考えてみてください。いくつかの穴が開いた単純な長方形ブロックであれば、NC工作機械は粗加工を素早く行い、穴をドリルで開けて次の工程へと進むことができます。しかし、内部にポケットを持ち、薄肉壁と複合角度を備えた曲面形状の航空宇宙用部品となると、数十回の工具交換、複数回の取付・設定(セットアップ)、および振動を防ぐための慎重な送り速度(フィードレート)管理が必要になる場合があります。
業界分析によると、単純な立方体形状の部品は約100米ドルで、加工時間はおよそ2時間程度ですが、詳細な形状を有し多面的な構造を持つアセンブリ部品では、コストが500米ドルにまで上昇し、生産時間も10時間に及ぶことがあります。
加工時間を増加させる具体的な要因とは何でしょうか?
- 深いポケットおよびキャビティ: このような特徴には、たわみを防止するために専用のロングリーチ工具と低速切削が求められます。各切削パスで除去できる材料量が減少するため、サイクルタイムが延長されます。
- 薄肉壁: 壁厚が0.5mm未満の部品は、変形や振動(チャッタリング)を防ぐために、慎重なプログラム作成と送り速度の低減が必要です。
- 鋭い内部コーナー: 直角の内角には、より小さな工具と追加の切削パスが必要です。丸みを付けた角(R角)は、加工が速く、強度も高くなります。
- 複雑な3次元輪郭: 曲面には、より多くの工具パスと微細なステップオーバー(段差)が必要であり、これによりプログラム長が劇的に増加します。
- ねじ付き特徴: 各タップ穴は、セットアップおよび切削加工工程を追加します。これらのねじ穴すべてが本当に必要かどうかを検討してください。
公差に関する要件は、この複雑さをさらに増大させます。標準的な機械加工部品では、特別な配慮を要さずに通常±0.005インチの公差を確保できます。しかし、図面で±0.001インチという厳しい公差が指定された場合、機械の運転速度は低下し、作業員による寸法検査の頻度が高まり、不良率が上昇します。製造コストデータによると、より厳しい公差を満たすためには、切削速度の低減、工具交換の頻度増加、および品質検査の強化が不可欠であり、これらすべてが所要時間とコストの増加を招きます。
部品のすべての特徴は、ある意思決定を表しています。単に「この形状は機械加工可能か?」という問いではなく、「この特徴が追加されることが、そのコスト増加を正当化するほど十分な価値をもたらすか?」という問いが重要です。幾何学的形状が加工時間にどのように影響を与えるかを理解すれば、見積もり依頼前に設計を最適化する力が得られ、要件を満たしつつ実現可能な最も低コストな機械加工部品を実現できます。
機械加工工程とその価格への影響
材料を選定し、形状を最適化しましたが、ここから見積もり金額が知らないうちに増加し始めることがあります。部品を製造するために必要な機械加工工程は、予算に優しい見積もりになるか、あるいはプロジェクト全体を見直さざるを得ないような高額な見積もりになるかを左右する要因です。CNC旋盤加工、CNCフライス加工、および多軸加工の違いを理解することで、より賢明な調達判断を行うための知識が得られます。
次のように考えてみてください。単純な円筒形シャフトであれば、 cNC旋盤加工工程のみで済む場合があります すべての面に特徴を持つ複雑な航空宇宙用ブラケットですか?そのような部品には、5軸CNC加工サービス、専用治具、および複数回のセットアップが必要となる場合があります。素材は同じでも、価格は大きく異なります。
5軸加工が高コストを正当化できる場合
すべてのCNC工作機械が同等というわけではなく、軸数は直接的に見積もり金額に影響します。以下にその段階的な違いを示します:
3軸加工: 業界の主力機種です。切削工具はX、Y、Z軸方向に移動し、被加工物は固定されたままです。平面部品、単純なポケット、および一方向からアクセス可能な特徴部などに最適です。部品の形状が許す限り、これは最もコスト効率の高い選択肢です。
4軸加工: 回転軸(第4軸)が追加され、加工中に部品を回転させることができます。円筒形部品で周囲に特徴部がある場合に理想的です。例えばエンジンハウジングや、側面にポートを備えた円形エンクロージャーなどが該当します。
5軸加工: 工具または被加工物が5方向に同時に移動できます。以下に記載の通り、 業界専門家 完全な同時5軸加工により、工具は加工中の表面に対して最適な姿勢を常に維持できます。これは、複雑な自由曲面の加工において極めて重要です。
では、この5軸加工のプレミアム価格が意味を持つのはどのような場合でしょうか?以下のシナリオをご検討ください:
- 航空宇宙分野の自由曲面部品: 3軸加工では到達できない、複合曲線およびアンダーカットを有する部品。
- インペラブレードおよびタービン部品: 連続的な工具姿勢制御を必要とする複雑なねじれ形状。
- 医療インプラント: 人体の解剖学的形状に一致する有機的形状には、多軸加工能力が不可欠です。
- 深さのある特徴を有する金型キャビティ: 5軸加工では、剛性の高い短い工具を使用できるため、表面粗さが改善され、振動が低減されます。
コストの現実を以下に示します:標準的な3軸VCM(垂直マシニングセンター)は、8万ドルから15万ドル程度の価格帯ですが、5軸機械はその高度な機構により、はるかに高額な価格が設定されます。この設備投資分は、時間単価に反映されます。ただし、5軸加工では、複雑な部品において複数の工程を不要とし、単一工程で表面品質を向上させることで、総合的なコストを削減できる場合が多くあります。
セットアップの複雑さとその隠れたコスト
工作機械オペレーターがお客様の部品を再位置決めするたびに、コストが積み重なります。セットアップ時間は非生産的な機械稼働時間であり、主軸は切削を行っていませんが、時間は刻々と経過しています。さらに深刻なのは、各再向き付けによって公差の累積(トランスファー・スタックアップ)が発生する可能性がある点です。これは、微小な位置決め誤差が複数の工程にわたって増幅される現象です。
4つの面に特徴形状を持つ部品を例に考えましょう。3軸加工では、これにより最大4回の別個のセットアップが必要になる可能性があります。すなわち、1面を加工した後、機械を停止し、部品を再位置決め・再治具装着し、アライメントを確認してから、次の加工を継続するという手順です。出典: 製造コスト分析 設定およびプログラミングには幅広い差異があり、単純な部品では15分程度で済む場合もありますが、カスタムツールパスを必要とする複雑な部品では、プログラミングおよびセットアップだけで45時間以上かかる場合もあります。
旋盤加工とフライス加工の違いも、見積もり構成に影響を与えます。CNC旋削加工は、シャフト、ピン、ブッシュなど円筒形状の部品に優れており、材料が固定された工具に対して回転します。回転対称形状の加工では、通常、より高速かつ経済的です。スイス型旋盤加工は、さらに高精度を要求される小型の旋削部品の加工に特化しています。
フライス加工は、それ以外のすべての加工に対応します。すなわち、ポケット、スロット、複雑な3次元曲面、および非円筒形状の幾何学的形状です。部品に旋削加工とフライス加工の両方の特徴が必要な場合、複数の工作機械を使用するか、ターンミルセンターを用いることになります。いずれのケースでも、価格に影響が出ます。
以下のようなシナリオでは、よりシンプルな加工手法を採用することで、同等の結果をより低コストで得ることができます:
- 可能であれば、機能を片面に集約する: ブラケットに取り付け穴がある場合、複数の面に分散させるのではなく、単一のセットアップからすべての穴にアクセスできるように配置することを検討してください。
- フル5軸加工ではなく、3+2軸加工を採用してください: 多くの部品では、同時5軸運動は必要ありません。回転軸を所定の位置に固定した後、3軸加工戦略で加工する(3+2軸加工またはポジショナル5軸加工と呼ばれます)ことで、コストを抑えつつ、複数の角度からの加工が可能です。
- 標準工具の到達範囲を意識して設計してください: 延長工具を必要とする深いポケットは、加工時間を延ばし、コストを増加させます。浅い形状のほうが加工速度が速くなります。
- 部品の裏返しが必要な形状を避けてください: 両面からCNCフライス加工が必要な貫通穴は、セットアップ作業を2倍にします。代わりに、片側のみから加工可能な盲孔(ボトム付き穴)の採用や、該当形状の再設計をご検討ください。
- 円筒状の部分には旋盤加工を指定してください: 円筒状の本体にフライス加工による特徴形状が付与された部品の場合、ブロック材から一括でフライス加工するよりも、まず旋盤で粗加工し、その後フライス盤で仕上げ加工を行うほうが、より経済的である可能性があります。
結論は?設計を最終決定する前に、自分自身に問いかけてみてください。「この部品は、何回再配置する必要があるでしょうか?」各セットアップはコストを増加させ、誤差の発生リスクを高め、納期を延長します。賢い設計とは、機能性を損なうことなくセットアップ回数を最小限に抑えるものであり、その効率性は貴社の見積もり金額にも反映されます。

見積もりにおける公差および表面粗さ仕様
数千ドルものコスト削減につながる秘訣をご紹介します。CNC加工の見積もりにおいて、公差仕様は、最も大きな潜在的コスト要因である可能性があります。多くのエンジニアは「念のため」厳密な公差をデフォルトで指定していますが、小数点以下桁数を1桁増やすだけで、コストが2倍、4倍、あるいは最大24倍にもなることを認識していません。このコスト曲線を理解することで、部品仕様の策定アプローチが一変し、支払額に劇的な影響を及ぼすことになります。
公差とコストの関係は直線的ではなく、指数関数的です。標準的な±0.005インチから高精度の±0.001インチへと移行する場合、見積もり額が単に20%増加するだけではなく、コストが3倍から4倍に跳ね上がる可能性があります。その理由は、より厳しい公差を満たすために、切削速度を遅くする必要があり、より高精度な機械設備を用いる必要があり、追加の検査工程が必要となり、不良品発生率も上昇するためです。精度を1マイクロメートルでも向上させようとするごとに、これらの要件は複合的に厳しくなります。
過剰な公差指定がもたらす真のコスト
アルミニウム製ブラケットのカスタム機械加工部品を受注しようとしていると仮定してください。標準公差であれば、各ブラケットのコストは50ドルですが、図面ですべての寸法(非重要な外表面を含む)に対して±0.001インチの公差を指定した場合、その50ドルのブラケットの価格は突然150~200ドルに跳ね上がります。業界分析によると、標準公差と比較して、±0.001インチの高精度仕様ではCNC加工コストが2~4倍に、さらに超厳密な±0.0001インチ仕様では最大24倍にまで増加する可能性があります。
厳密な公差を指定した場合、現場で実際に起こることは以下の通りです:
- 加工速度の低下: 高精度CNC加工サービスでは、送り速度を低下させ、切削量を軽減する必要があります。標準公差で1時間かかる加工が、厳密な仕様では3時間かかる場合があります。
- 専用設備: 極めて厳しい公差要件を満たすには、温度制御された環境と、剛性が向上した高精度機械が必要となることがよくあります。
- 厳格な検査: 標準部品は抜取検査が行われます。一方、厳密な公差を要する部品は100%の三次元測定機(CMM)による検査が必須であり、単に測定コストだけで部品1個あたり$50~$150が追加されます。
- スクラップ率の上昇: 標準検査では合格する部品でも、厳密な公差仕様では不合格と判定されることがあります。このロス分は、お見積り価格に組み込まれます。
- 長いリードタイム: 厳密な公差を指定した高精度加工サービスをご依頼の場合、納期は通常の2~3倍長くなることをご了承ください。
以下の表は、公差レベルがコスト倍率にどのように影響するかを示しています:
| 許容範囲 | 代表的なアプリケーション | コスト倍率 | 検査方法 | 納期への影響 |
|---|---|---|---|---|
| ±0.005インチ(±0.13mm) | 汎用・非重要部品 | 1倍(ベースライン) | ノギス、マイクロメーター | 標準(5~7営業日) |
| ±0.002" (±0.05mm) | 嵌合面・組立インターフェース | 1.5~2倍 | デジタル指示計、高精度測定器 | +40%(7~10営業日) |
| ±0.001インチ(±0.025mm) | ベアリングの適合、シール面 | 3~4倍 | 三次元測定機(CMM)による検査が必要 | +100%(10~14日) |
| ±0.0005インチ(±0.0125mm) | 高精度計測器、航空宇宙分野における重要部品 | 6~10倍 | 高精度三次元測定機(CMM)、制御環境下 | +150%(14~18日) |
| ±0.0001"(±0.0025mm) | 超精密部品、光学部品 | 10~24倍 | 専門的計測技術、恒温恒湿環境 | +200~300%(14~21日) |
では、どの寸法に本当に厳密な公差が必要かをどう判断すればよいでしょうか? ご自身にシンプルな質問をしてみてください。「この寸法が±0.1mm変化した場合、何が起こるか?」その答えが、組立不能、機能不全、または安全性への懸念を含む場合は、厳密な公差を指定してください。一方、答えが「特に問題はない」である場合は、標準公差で十分に機能し、かつ大幅にコストを削減できます。
重要な寸法には、通常以下が含まれます。
- 部品同士が正確に適合しなければならない接合面
- 特定のクリアランスを要するベアリング座およびシャフト嵌合部
- Oリングおよびガスケット用シール面
- 荷重を受けるねじ接合部
- 後工程の組立における位置決め機能部
非重要寸法項目——外周エッジ、装飾面、クリアランス穴——は、標準公差でも十分に機能します。ある欧州自動車部品サプライヤーが実証したところによると、非重要寸法の公差を±0.01mmから±0.03mmへ緩和し、一方で重要寸法については厳密な公差を維持した結果、機械加工コストを約22%削減できました。
表面粗さ仕上げの選択肢とその価格帯
表面粗さ仕上げの仕様も同様のコスト傾向を示します。部品の表面をより滑らかに仕上げるほど、コストは高くなります——ただし、すべての用途において鏡面仕上げが必要というわけではありません。各選択肢を理解することで、過剰な費用をかけずに、必要な仕上げを正確に指定できます。
表面粗さはRa(平均粗さ)で測定され、数値が小さいほど表面が滑らかになります。以下に、異なる仕上げレベルが見積もりに与える影響を示します:
切削直後(Ra 3.2–6.3 µm): これはCNC切削加工直後の状態です。目に見える工具痕が残りますが、ほとんどの機械的用途において機能的には問題ありません。これは基本コストオプションであり、追加の処理は不要です。
標準切削仕上げ(Ra 1.6–3.2 µm): 最適化された切削条件により得られるより清潔な仕上がりです。表面仕上げに関する研究によると、この範囲は機能試験に十分であり、切削直後仕上げと比較してコスト増加はごくわずかです。
高精度仕上げ(Ra 0.8–1.6 µm): 低送り速度、微細なステップオーバー、および場合によっては二次加工を要します。部品単価は15–25%程度上昇します。外観が重視される部品や精密な嵌合部品に適しています。
研磨仕上げ(Ra < 0.8 µm): 追加の手仕上げまたは特殊な研磨作業を必要とします。加工時間に20~40%の増加をもたらすことがあります。密閉面、光学用途、および高級感を重視する外観においては必須です。
材料の選択は、得られる表面仕上げに影響を与えます。CNCポリカーボネートおよびCNCアクリル加工サービスでは、熱痕を避け、光学的透明性を確保するために、特定の切削戦略が有効です。アルミニウムや真鍮などの金属は、ステンレス鋼よりも研磨が容易であり、これは仕上げ品質およびコストの両方に影響します。
実用的なガイドラインは? 表面仕上げをその機能に合わせることです。例えば、プロトタイプのギア機構では、軸受面にRa 0.8 µmの粗さが必要となる場合があります(正常な動作のため)。研究によると、Ra 0.8 µmのギアは、Ra 3.2 µmのギアと比較してトルク損失が15%低減されることが示されています。一方、外部ハウジングについては、顧客向けの外観でない限り、標準的なRa 3.2 µmで十分です。
次の見積もり依頼を確定する前に、図面に記載されたすべての公差および仕上げ仕様を確認してください。それぞれについて、本当に必要かどうか検討してみてください。その結果、部品の寸法の80%は標準公差で十分であり、厳密な制御を必要とするのはわずか20%だけであることに気づくかもしれません。この気づき一つで、見積もり金額を30~50%削減できる可能性があります。
ロットサイズによる経済性と数量ベースの価格構造
初めて購入される方によく驚かれる質問があります。「なぜ、1個の試作品が315ドルなのに対し、同じ部品を100個注文すると、1個あたりの価格がわずか18ドルまで下がるのでしょうか?」その答えは、CNC加工の見積もりにおける経済性の最も強力な原理——しかし、しばしば誤解されている原理——「セットアップコストの償却」にあります。この概念を理解することで、発注計画やプロジェクト予算の立て方が根本的に変わります。
数量ベースの見積もりを決定する公式は、一見すると非常に単純です:
単価 = (初期セットアップ費用 ÷ 注文数量)+ 部品1個あたりの変動費
その固定セットアップ費用——プログラミング、治具製作、工具準備、初品検査を含む——は、ご注文いただく部品の数量すべてで按分されます。部品を1個だけ注文した場合、このセットアップ費用全額を負担することになります。一方、1,000個注文すれば、各部品にかかるセットアップ費用の負担はごくわずかになります。
ボリューム割引の仕組み
具体例で説明しましょう。セットアップ費用が300米ドル、部品単価(変動費)が15米ドルのCNC加工部品の注文を想定します。業界の価格分析に基づくと、以下のようにコスト構造が変化します:
- 1個の場合: 300米ドルのセットアップ費用+15米ドルの変動費=1個あたり315米ドル
- 10個の場合: 30米ドルのセットアップ費用按分+15米ドルの変動費=1個あたり45米ドル
- 100個の場合: 3米ドルのセットアップ費用按分+15米ドルの変動費=1個あたり18米ドル
- 1,000個の場合: 0.30米ドルのセットアップ費用按分+15米ドルの変動費=1個あたり15.30米ドル
重要な点に気づきましたか?価格の下落は、初期段階で最も顕著です。部品数が1個から10個に増えると、CNC加工単価は86%も低下します。しかし、100個から1,000個へと増加させた場合、追加で節約できるのはわずか15%だけです。量産規模に達すると、原材料費、機械稼働時間、直接労務費といった「変動費」に相当する真の「底値」に近づいていきます。
そのため、経験豊富な調達担当者は、数量別(段階別)の価格提示を依頼します。1個、10個、50個、100個、500個という各数量での見積もりを依頼することで、ご自身の部品にとって最適なコストメリットが得られる「スイートスポット」が明確になります。あるCNC加工部品では25個で大幅な価格変化が見られる一方、他の部品では200個以上になって初めて有意なコスト削減が実現する場合もあります。
注意点として、製造の専門家は、試作向け見積もりにおいて「NRE費用$0」と宣伝するサプライヤーには警戒が必要だと指摘しています。こうした業者は、実際にはセットアップ費用を過大な単価に組み込んでいることが多く、10個程度の発注では一見魅力的な見積もりに見えても、量産拡大時に問題を引き起こす可能性があります。信頼できるパートナーは、こうした費用を明確に分離して提示します。
試作向け見積もりと量産向け見積もりの戦略
CNCプロトタイピングから量産への移行は、単に部品の注文数を増やすだけではありません。各段階で適切な製造手法を選択することが重要です。異なる製造方法は、それぞれ異なる生産数量においてコスト効率が高まります。賢い調達担当者は、この点を踏まえて数量戦略を計画します。
以下に、典型的な生産数量帯とその価格特性を示します:
- 試作数量(1~10個): 見積もりにおける設定費用(セットアップコスト)が支配的です。単位当たりの価格は最も高くなりますが、これは意図的なものです。つまり、設計検証を実施して本格的な量産用金型への投資を決定する前に、スピード・柔軟性・設計検証能力に対して支払っているのです。この段階でのプロトタイプ加工サービスは、単位あたりのコスト削減よりも、迅速な納期を重視します。
- 少量生産(10~100個): CNC加工が真に優れた性能を発揮する「最適な数量帯」です。設定費用が十分に薄められて合理的な水準となり、かつ数量がまだ十分に少ないため、高価な専用金型を導入する必要がありません。多くのカスタムCNC部品の注文は、この範囲で永続的に実施されています。
- 中量生産(100~1,000個): 単位当たりコストは、変動費の下限付近で安定します。この段階では、供給業者は、最適化された治具、ロット単位の生産スケジューリング、および初品承認後の検査頻度の削減などを通じて、追加の割引を提供する可能性があります。
- 大量生産(1,000台以上): CNC加工は依然として実用的ですが、部品の形状に応じて、射出成形やダイカストなどの代替工程がより経済的になる場合があります。工程選定に関するガイドラインによると、CNC加工は通常、500~2,000個までの生産数量において優れた性能を発揮しますが、それ以上の数量になると、成形または鋳造による代替工程の本格的な検討が推奨されます。
在庫への過剰なコミットメントを避けながら、コスト最適化を図るための数量計画はどのように立てますか?まず、実際の需要予測を正確に把握することから始めましょう。今年中に50個しか販売しない見込みなのに、価格割引を受けるために500個を発注するのは意味がありません。在庫保有コストがその節約分をすぐに相殺してしまいます。 経済的ロットサイズに関する研究 在庫保有コストは、年間で在庫価値の20~60%に相当することが示されています。
より賢いアプローチ:一括発注契約を締結し、納入日程を事前に設定します。12か月間で500個の部品を発注することを約束する一方で、納入は毎月40~50個ずつのロットで行います。これにより、数量割引価格を確保しつつ、倉庫保管コストやキャッシュフローへの負担を回避できます。大多数のサプライヤーは、この方式を歓迎します。なぜなら、作業スケジュールが予測可能になるためです。
結論として、すべての見積書には「数量に関する物語」が隠されています。その読み方を習得すれば、プロジェクトの各段階において、いつ試作を実施し、いつ量産を開始し、また各段階でどの程度の部品数を発注すべきかについて、より賢い判断ができるようになります。

複数の見積書の評価と比較
3社の異なるサプライヤーから見積書を取得しました。1社目は12,000ドル、2社目は15,500ドル、3社目は18,200ドルです。簡単な判断でしょう?単に最も安価な選択肢を選んで、次に進むだけです。
そんなに急がなくても大丈夫です。その12,000ドルの見積もり額は、品質不適合によるロス、納期遅延、そしてプロジェクト途中で代替サプライヤーを必死に探すといった要因を考慮すると、実際には25,000ドルものコストがかかる可能性があります。紙面上では最も高価なCNCサービスが、実は最も優れた価値を提供する場合があり、一方で最も安価なサービスが予算を大きく圧迫する悪夢と化すこともあります。
単なる最終金額を超えて見積もりを評価する方法を理解することは、成功する調達担当者と、常にサプライヤー問題への対応に追われる担当者を分ける重要なポイントです。ここでは、提示価格だけでなく「真の価値」を捉えるフレームワークを構築しましょう。
価格比較指標を超えて
『近くの機械加工工場』や『近くのCNC加工工場』を検索すると、数十件の選択肢が見つかります。どの工場も喜んで見積もり書を送付してくれるでしょう。しかし、プロフェッショナルな評価とは、全体像を俯瞰すること——なぜなら、最も安価な機械加工サービスは、契約後にしか表面化しない隠れたコストを含んでいることが多いからです。
経験豊富なバイヤーが価格と併せて評価する項目は以下の通りです:
納期の信頼性: 見積もりの納期が提示されていても、サプライヤーが常に遅延して納品するのであれば、それは何の意味もありません。納期通りの納品率(On-time Delivery Rate)に関する具体的な数値データを請求してください。製造業界の調査によると、技術的な質問への対応時間は24時間以内とすべきであり、その回答には図面や仕様書を参照した詳細な説明が含まれるべきです。見積段階でコミュニケーションが不十分なサプライヤーは、発注後になってもその状況が改善される可能性は極めて低いです。
技術的能力: サプライヤーは、本当にご依頼の部品を生産可能な設備を保有しているのでしょうか?地元の機械加工店からの見積もりが魅力的に見えても、たとえば5軸加工を下請け業者に外注するつもりであるなら、品質管理および納期管理の主導権を事実上失うことになります。設備一覧表について具体的に確認し、ご依頼の部品が自社内で生産されるかどうかを必ず確認してください。
品質システム: どのような検査機器を使用していますか?初品検査報告書を提供してもらえますか?高精度作業の場合、三次元測定機(CMM)の保有状況および校正記録の有無を確認してください。業界ガイドラインでは、監査時に検査機器の校正記録が工場で管理されており、少なくとも年1回は更新されていることを確認し、測定精度を確保することが推奨されています。
連絡対応の迅速さ: 見積もりの受領までに要した期間はどのくらいでしたか?技術的な質問には明確な回答が得られましたか?サプライヤー評価基準によれば、効果的なコミュニケーションは信頼関係の構築とプロジェクトの目標合致を促進します。信頼できる工場は、プロセス全体を通じて迅速な対応と技術的サポートを重視します。
財務的安定性: プロジェクト進行中にサプライヤーが倒産すると、甚大な遅延が生じます。大口注文の場合、財務照会先の提示や信用格付けの確認を検討してください。
業界別の認証要件
業界認証は、単なる印象的なロゴではありません。これらは監査済みの品質管理システム、文書化されたプロセス、および説明責任を表しています。重要な用途向けに「自宅近くの機械加工工場」を検索する際には、認証の有無が趣味レベルの工房と専門的なCNC製造工場を明確に区別します。
以下のような場合に、特定の認証が重要になります:
ISO 9001:2015: に従って 業界認証基準 iSO 9001は、あらゆる規模の業種に適用可能な、最も普遍的な製造業向け認証として広く認識されています。この認証は、組織が提供する製品またはサービスが顧客の期待および法規制の要請を満たしていることを保証します。これは最低限求められる基準であり、真剣なサプライヤーであれば必ず取得しているべき認証です。
IATF 16949: 自動車関連作業に不可欠です。このグローバル品質管理規格は、自動車産業に特化して策定されており、ISO 9001を基盤としつつ、製品設計、生産工程、および顧客固有の規格に関する追加要件を含んでいます。自動車部品を製造する場合、IATF 16949認証を取得していないサプライヤーはコンプライアンス上のリスクを生じさせます。
AS9100D: 航空宇宙分野への応用において極めて重要です。この認証は、部品が航空業界が求める安全性、品質、および高度な基準を満たしていることを保証します。認証の専門家によると、航空宇宙分野に特化した認証が存在する理由の一つは、安全性およびコンプライアンスを確保するために、すべての要件が極めて特殊かつ技術的である点にあります。
ISO 13485: 医療機器の製造に必須です。この規格は、すべての医療機器が安全性を最優先に設計・製造されることを保証し、患者の安全と福祉を最重視しています。
ISO 14001:2003 規格では 環境マネジメント認証——サプライチェーン内に持続可能性要件を有する企業にとって、ますます重要になっています。
必要のない認証のためにプレミアムを支払わないでください。一般産業用部品にはAS9100D航空宇宙認証は不要です。しかし、規制対象産業においては、無認証のサプライヤーを絶対に受け入れてはなりません。その場合、法的責任リスクおよびコンプライアンス違反リスクが、いかなるコスト削減効果をも上回ります。
以下のような赤信号(レッドフラッグ)に注意してください。これらは、見積もりが後に問題を引き起こす可能性があることを示唆しています。
- 異常に低い価格: 競合他社の見積もりより40%も低い金額の見積もりがあれば、何らかの問題があります。仕様を誤解している、品質を犠牲にするつもりである、あるいは受注に必死である——いずれにせよ、好ましくない兆候です。
- あいまいな明細項目: 専門的な見積もりは、コストを明確に内訳して提示します。「オールインクルーシブ」な一括価格表示は、後々の変更依頼(チェンジオーダー)に伴う予期せぬ追加費用を隠蔽する恐れがあります。
- 公差の確認記載の欠如: 図面に±0.001インチの公差が指定されているにもかかわらず、見積もりに高精度加工能力に関する言及がない場合、相手はお客様の要求仕様を十分に読み込んでいない可能性があります。
- 品質関連文書の提供がない: 信頼性の高いサプライヤーは、特に尋ねられなくても、検査報告書、材料認証、品質管理システムについて言及します。
- 返信が遅い、または不明瞭なコミュニケーション: 見積もり段階で回答を得るのが困難な場合、これは生産段階での問題を予示しています。
- 参考情報の提供を渋る 確立されたサプライヤーは、参考先照会を歓迎します。拒否する姿勢は、隠すものがあることを示唆しています。
- 非現実的な納期: 競合他社よりも著しく短い納期を約束することは、生産能力の問題や、お客様の注文を急いで処理しようとする意図を示している可能性があります。
- 認証に関する言及がないこと: 規制対象業界においては、認証取得済みのサプライヤーは自らの資格を明確かつ prominently(目立つ形で)提示します。
評価を効果的に構造化するには、これらの要素を適切に重み付けした比較用スプレッドシートを作成してください。各評価項目に対して1~5のスコアを付与し、重要度の重みを乗じて合計値を算出し、単なる価格順位ではなく「総合的価値スコア」を導出します。たとえば、価格が20%高めでも、実績のある納期遵守、適切な認証取得、迅速かつ的確なコミュニケーションが保証されている見積もりは、重要な評価項目に疑問符が付く最低価格業者よりも、総合的な価値が高いと考えられます。
覚えておいてください:目的は、最も安い見積もりを見つけることではなく、常に品質の高い部品を期日通りに納入してくれる、最高の価値を持つパートナーを見つけることです。この違いこそが、プロジェクト、予算、そしてキャリアを守るのです。
一般的な見積もりミスとその回避方法
これまでにあなたはすべて正しく対応してきました——設計を最適化し、適切な材料を選定し、資格のあるサプライヤーから見積もりを依頼しました。ところが、返ってきた見積もりには過大な価格設定、曖昧な明細項目、あるいはプロジェクトを2週間も遅らせるような追加 clarification の要請が記載されていたのです。いったい何が問題だったのでしょうか?
その答えは、通常、RFQ(見積依頼書)パッケージの準備および提出方法にあります。業界の専門家によると、不完全な文書化が見積もり作成が停滞する最も一般的な原因です。公差情報の欠落、材料の未指定、あるいは曖昧な備考欄などは、見積もり作成プロセスおよび製造プロセスの両方を妨げ、サプライヤーに推測を余儀なくさせます。しかし、こうした推測は、実際のあなたの要求と一致しないことが多く、しかもその推測が予算に有利に働くことはほとんどありません。
朗報です。こうしたミスは、すべて防ぐことができます。見積もり金額を過大に膨らませる文書の欠落項目と、購入担当者が想定していなかった納期の現実について、詳しく見ていきましょう。
見積もり金額を過大に膨らませる文書の欠落項目
CNC部品サプライヤーとして、新規のRFQ(見積依頼書)を確認している状況を想像してください。顧客から幾何形状が比較的明確なCNCファイルが送付されてきましたが、以下のような情報が欠けています:公差の指定がない、材質は「アルミニウム」とだけ記載されており詳細仕様が不明、また要求される表面粗さ(表面仕上げ)の指示もありません。このような場合、あなたならどうしますか?
あなたには2つの選択肢があります。1つ目は、すべての作業を一時停止し、明確化のための質問を顧客に送信すること(これにより見積もり提出が数日遅れます)。2つ目は、自社の価格設定リスク(低価格での受注による損失)を回避するために、慎重な仮定に基づいて見積もりを作成することです。ほとんどのサプライヤーは後者の選択肢を選びます。そして、この「慎重な仮定」とは、つまりお客様にとって高めの価格になることを意味します。
高精度機械加工の専門家によると、多くの発注者が見積もり依頼時にSTEPファイルのみを添付するという誤りを犯しています。確かにSTEPファイルは有用ですが、PDFファイルも同様に重要です。なぜなら、公差、材質、熱処理、表面粗さなどに関する重要な指示(callouts)がPDFに記載されているからです。こうした情報がなければ、正確な見積もりを提供することは事実上不可能です。
以下は、すべての見積もり依頼に含めるべき必須情報の包括的な一覧です:
- 汎用フォーマットの3D CADファイル: STEP(.step/.stp)またはIGESファイルは広く受け入れられており、形状情報を正確に保持します。特定のソフトウェアでしか開けない独自フォーマットは避けてください。
- gD&Tを含む2D技術図面: すべての重要寸法、公差、基準(datums)、検査要件を示すPDF形式の図面。ここでは、お客様の公差戦略が明確に伝達されます。
- 材料仕様の完全な明記: 単に「ステンレス鋼」ではなく、「316Lステンレス鋼(アニール状態)」と明記してください。鋼種、熱処理状態(テンパー)、硬度要件、および必要な認証(工場出荷証明書、RoHS適合証明書など)を含めて記載してください。
- 表面仕上げの要件: 重要部品の表面粗さ(Ra値)を明示してください。また、外観面(コスメティック)と機能面(ファンクショナル)のいずれに該当する表面かを明記してください。
- 数量および需要予測(体積ベース): 初回発注数量および年間見込使用量の両方を記載してください。これにより、サプライヤーが適切な数量割引価格を提示できます。
- 納期(必須): 具体的に記載してください。「至急(ASAP)」は納期ではなく、追加の緊急手配料を請求される可能性がある曖昧な表現です。
- 二次加工: 熱処理、めっき、陽極酸化処理、エンボス加工(または彫刻)、組立などの要件を明確に文書化してください。
- 検査および文書化要件: 初品検査報告書、三次元測定機(CMM)測定データ、材質証明書、および業界固有の文書要件。
- ねじ仕様: ねじの種類、公差クラス(フィットクラス)、およびねじ込み深さを明記してください。盲孔の場合は、底部形状(ボトムスタイル)の仕様も併記してください。
- 包装要件: 高精度CNC加工部品の場合、輸送中の損傷防止のため、保護包装が必須となる場合があります。
CNCファイルと図面が一致しない場合、サプライヤーはジレンマに直面します。どちらの文書を優先すべきでしょうか?製造に関するガイドラインでは、ファイルがクリーンで一貫性があり、正しく構成されている場合に、サプライヤーがより正確なレビューを実施できると強調しています。3Dモデルと図面の注記との間に不一致があると、混乱や遅延が生じます。
不完全な文書化がもたらすコストは、見積もりの遅延にとどまりません。あいまいな仕様は、製造工程中に範囲に関する紛争(スコープ・ディスプート)を引き起こすリスクを高めます。お客様は仕上げ面(ポリッシュ面)を期待していたところ、サプライヤーは機械加工後の状態(アズ・マシンド)で納品しました。お客様の図面が曖昧であったため、現在、再作業費用の負担やプロジェクトの遅延という事態に直面しており、紛争解決まで待たざるを得ません。
納期期待値 vs 実際の納期
以下のような会話が、あまりにも頻繁に発生しています。「この機械加工部品を5日以内に必要としていますが、可能ですか?」
サプライヤーは「はい」と答えます——彼らはその仕事を必要としているからです。しかし、彼らが教えてくれなかったことがあります。その5日間の納期は、材料が在庫にある(実際にはありません)、プログラミング上の問題が一切発生しない(発生します)、そして彼らの作業キュー内で他の案件が優先されない(優先される可能性があります)という前提で成り立っています。結果として、あなたの「5日間」の部品は3週間後に到着し、プロジェクト全体のスケジュールが崩れてしまいます。
非現実的な納期期待値は、連鎖的な問題を引き起こします:
急ぎ対応料金によりコストが大幅に増加します: 急ぎ対応の注文には、残業労働、優先的な材料調達、および他の予定済み作業への支障が伴います。本当に緊急の注文の場合、25~50%のプレミアム料金が発生します——ただし、サプライヤーが実際にあなたの納期要件に対応できる場合に限ります。
品質が圧力下で低下します: 急ぎ対応の機械加工では、慎重なセットアップにかける時間が短縮され、検査頻度が減り、不合格率が上昇します。部品は確かに早く届くかもしれませんが、果たしてあなたの仕様を満たすでしょうか?
材料の入手可能性が隠れた遅延を招きます: 標準的なアルミニウム合金は数日以内に出荷される場合がありますが、特殊グレードや希少な合金の場合、製鋼所からの納入まで数週間のリードタイムが必要になることがあります。サプライヤーは、材料が到着するまでカスタム金属部品の機械加工を行うことができません。
に従って CNC加工の専門業者 ほとんどの信頼性の高いサプライヤーは、図面ファイルが明確かつ完全である場合、48~72時間以内に見積もりを返信します。緊急案件や大量発注の場合、納期は変動する可能性がありますが、要件を正確に理解する信頼できるサプライヤーと取引している場合は、より迅速な対応が一般的です。
CNC加工部品の現実的なリードタイムとはどのようなものでしょうか?以下に一般的なフレームワークを示します:
- 簡易プロトタイプ部品(標準材質): 発注確定から5~10営業日
- 複雑なプロトタイプ部品(複数のセットアップを要する): 10〜15営業日
- 量産発注(標準材質): 数量に応じて2~4週間
- 高精度公差を要する部品: 追加検査および再加工サイクルのため、3~5日を追加
- 二次加工(アルマイト処理、熱処理): 工程に応じて3~7日を追加
- 専用材料: 材料調達期間(数日から数週間)を追加
最も賢いアプローチとは?プロジェクトのスケジュールに余裕期間(バッファタイム)を組み込み、最初から現実的な納期期待値を明確に伝えることです。業界のガイドラインによると、具体的な納期要件を提示することで、サプライヤーは生産能力とスケジューリングを適切に計画でき、より正確な見積もりおよび信頼性の高い納期履行が可能になります。
次回のRFQ(見積依頼書)を提出する際には、ご提供いただく情報の質が、ご受領される見積もりの精度を直接左右することを忘れないでください。完全な技術資料により、不確実な仮定を排除できます。現実的な納期設定は、急ぎによるミスを防ぎます。これら二つが相まって、CNC加工パートナーシップ成功の基盤——正確な価格設定、信頼できる納期、そして初回納品時点で仕様を満たす部品——を築きます。
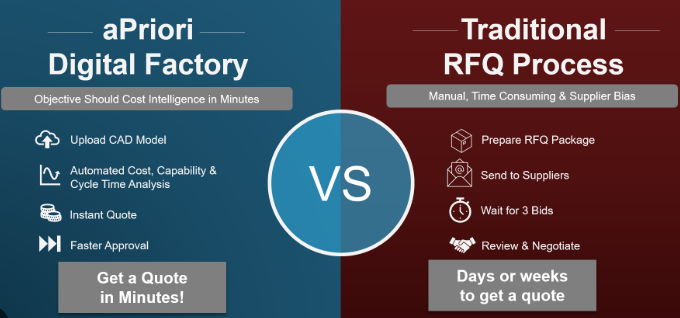
オンライン見積もりと従来型RFQプロセスの選択
書類の準備は整い、設計の最適化も完了し、価格見積もりの依頼に備えて万全の状態です。しかし、多くのバイヤーが見落としがちな重要な判断があります。それは、即時見積もりプラットフォームを利用するか、従来型のRFQ(Request for Quotation)プロセスを採用するかという選択です。この問いへの答えは、部品の複雑さ、数量要件、品質要求に完全に依存しており、誤った選択は時間とコストの両方を浪費することにつながります。
オンラインCNC加工サービスは、バイヤーが製造サービスを利用する方法を一変させました。業界調査によると、CNCオンライン即時見積もりシステムでは、5~60秒でリアルタイムの価格および製造可能性に関するフィードバックが得られるのに対し、従来の手動見積もりでは1~5日を要します。このスピードは、試作や単純部品の製造において革命的です。ただし、スピードだけがすべてではありません。特に、高精度、認証要件、生産の信頼性が重要となる場合にはなおさらです。
それぞれのアプローチが最大の価値を発揮するタイミングを理解することで、より賢明な調達判断が可能になります。以下に、各手法が最も効果を発揮するシナリオを詳しく解説します。
即時見積もりが最も効果を発揮するケース
即時見積もりプラットフォームは、標準化とスピードがカスタマイズのニーズよりも重要となる特定のシナリオにおいて優れたパフォーマンスを発揮します。近所のCNC加工業者を探していて、部品を迅速に入手する必要がある場合、これらのプラットフォームは非常に効率的です。
以下のような場合に、即時見積もりが適しています:
- 標準的な形状で、一般的な特徴を持つ部品: 単純なポケット、穴、外周輪郭など、アルゴリズムが正確に解析可能な部品。プラットフォームの分析によると、即時見積もりシステムは標準的な部品サイズ、材料、公差に対して特に優れた対応能力を示します。
- 一般的な材料選択: アルミニウム6061、ステンレス鋼304、ABSなどの広く在庫されている材料は、価格データが充実しており、材料の供給状況が予測可能であるため、正確な見積もりが可能です。
- 試作数量(1~25個): 設計の検証のために数個の部品を迅速に必要とする場合、即時見積もりプラットフォームでは数秒で見積もりが提示され、数日で部品の納品が可能です。これはまさにこのプラットフォームの強みです。
- 標準的な公差要件: ±0.005インチまたはそれより緩い公差を指定した部品は、自動化された見積もりアルゴリズムに十分に適合します。より厳しい公差仕様の場合には、人手によるレビューが必要です。
- 設計反復サイクル: 形状の変更が頻繁に行われ、迅速なコストフィードバックが必要な場合、修正済みファイルをアップロードするだけで数分で済み、数日かかるような手間はかかりません。
これらのプラットフォームを支える技術は非常に優れています。XometryやProtolabsといった業界をリードするシステムでは、AIを活用した見積もり機能を備え、10,000社以上のサプライヤーと連携しており、±0.025mmという極めて厳しい公差や60種類以上の材料に対応しています。Protolabsでは、緊急の試作向けに最短1営業日での納品も可能です。
ただし、精密機械加工の専門家は、即時見積もりが複雑な形状を過度に単純化し、精巧な特徴、厳密な公差、あるいは特定の機械加工要件を考慮しない傾向があることに注意を促しています。これらのアルゴリズムは、材料特性や加工プロセスについて汎用的な仮定に基づいており、必ずしもお客様の具体的なプロジェクト要件に合致しない可能性があります。
即時見積もりを出発点となるベンチマークとして活用してください。これは、標準的な作業に対して市場が提示する価格を示しており、後続のカスタム見積もりを評価する際に非常に貴重な背景情報となります。
カスタムRFQプロセスを必要とする状況
ご要件が標準的なパラメーターから逸脱する場合、従来のRFQプロセスは、アルゴリズムでは実現できない価値を提供します。複雑なプロジェクトにおいては、サプライヤーとの直接的な連携が不可欠となり、そのために費やされる追加の時間は、精度と信頼性という形で大きなリターンをもたらします。
以下のようなプロジェクトでは、カスタムRFQプロセスをご検討ください:
設計審査を要する複雑な形状: 複合曲面、深溝、薄肉部、または多軸特徴を持つ部品は、人間による分析の恩恵を受けます。製造業に関する研究によると、経験豊富なエンジニアは、自動化システムが誤解しやすい複雑な形状や非標準要件を的確に評価でき、精巧な部品において±10~15%を超える可能性のある価格算定ミスを最小限に抑えることができます。
専用材料: エキゾチック合金、医療用グレードのポリマー、または特定の認証を要する材料は、調達に関する専門知識を必要とします。航空宇宙分野向けCNC旋盤加工サービスでは、しばしばチタン系合金やニッケル系超合金が使用され、これらには専門的な知識が求められます。
厳しい公差要求: 公差が±0.001インチ(約±0.025 mm)またはそれより厳密な仕様を要求される場合、設備・検査・工程管理について十分な理解を持つサプライヤーが必要です。医療機器向けの機械加工では、こうした高精度が頻繁に要求されます。
生産数量のコミットメント: 継続的な量産向けには、直接交渉によりロット数に応じた価格設定、一括発注契約、および専用生産能力の確保が可能となり、即時対応型のオンラインプラットフォームでは提供できないメリットがあります。
業界認証要件: ここでは、カスタムRFQプロセスが不可欠となります。品質管理の専門家によると、多くの業界では部品の安全性および性能について厳格なガイドラインが定められています。適切な品質管理(QC)措置が講じられなければ、部品が規制要件を満たさず、注文が拒否されるだけでなく、法的リスクを招く可能性があります。
IATF 16949などの認証を必要とする自動車用および高精度用途では、統計的工程管理(SPC)対応の専門サプライヤーが、量産向け部品の製造に必要な品質システムを考慮した見積もりを提供します。これらの認証は、文書化されたプロセス、トレーサビリティ、および一貫した品質を保証するものであり、即時見積もりプラットフォームでは到底保証できません。
このようなメーカー シャオイ金属技術 専門サプライヤーが、スピードと精度をいかに両立させているかを示します。精密CNC加工においては、最短で営業日1日という短納期での迅速な見積もり対応を実現しています。IATF 16949認証および統計的工程管理(SPC)対応能力を有しているため、シャシー部品のアセンブリやカスタム金属部品など、品質文書の提出が必須となる自動車向けアプリケーションに特に適しています。
高度なバイヤーにとって、ハイブリッド方式がしばしば最も効果的です。すなわち、即時見積もりを活用して基準価格を把握し、概算予算の妥当性を検証したうえで、本番生産向けには資格を有するサプライヤーからカスタム見積もりを取得します。この戦略により、市場動向を踏まえた判断が可能になるとともに、ご自身のプロジェクトが求める品質・認証・信頼性を実際に確保できる生産パートナーを選定できます。
ご注意ください:即時見積もりは、あくまで出発点であり、確定した約束ではありません。標準素材を用いた単純な試作を超えるものについては、サプライヤーとの直接連携こそが、アルゴリズムでは再現できない精度・責任・パートナーシップを実現します。適切なRFQ(資材調達依頼書)プロセスに費やすわずか1~2日の手間が、量産開始後に数週間に及ぶ問題を未然に防ぎます。
CNC加工見積もりへの対応
材料、公差、ロットサイズ、加工工程が価格に与える影響について学びました。信頼できるサプライヤーとリスクの高いサプライヤーを見分けるポイントも理解しました。ここからが正念場です——この知識を実際に行動に移すときが来ました。見積もりの全ライフサイクル(準備から受諾まで)が、プロジェクトの成功または失敗を左右します。
この最終段階を、すべての要素が集約されるステージとして捉えてください。CNC部品プロジェクトの成功は、コストを理解することにとどまらず、自社の利益を守りながら生産的なサプライヤーとのパートナーシップを築くための体系的なプロセスを実行することにかかっています。自社近くの機械加工業者から調達する場合でも、海外の製造業者と取引する場合でも、これらの原則は普遍的に適用されます。
見積もり承認チェックリスト
何らかの見積もりに署名する前に、以下の検証プロセスを実施してください。これらのステップを省略すると、作業範囲の拡大(スコープ・クリープ)、誤解、および予算超過が生じ始めます。
技術仕様がご要件と一致していることを確認してください:
- 見積書に記載された材料は、図面の指示通りに正確に一致していますか?「アルミニウム」という記載は、「6061-T6アルミニウム」とは同一ではありません。
- 公差に関する対応能力が明示されていますか?図面で±0.001インチを指定しているにもかかわらず、見積書に高精度加工対応能力についての言及がない場合は、承認前に必ず確認してください。
- 見積書に記載された表面粗さ(仕上げ)が、ご指定の仕様と一致していますか?Ra値が文書化されているかを確認してください。
- すべての二次加工(熱処理、めっき、アルマイト処理)は、提示価格に含まれていますか?
商業条件が明確に定義されていることを確認してください:
- 発注確定後の正確な納期はいつですか? 次に基づきます: 国際的な見積もりのベストプラクティス 、「2週間」などの曖昧な納期表記は明確化が必要です——カウントはいつから開始されますか?
- 支払条件は明記されていますか? 業界のガイドラインでは、迅速な意思決定を促進するために複数の支払方法を提供することが推奨されています。
- 価格改定の条件は何ですか? 透明性の高いサプライヤーは、金属類の場合LME(ロンドン金属取引所)指数など、文書化された指標に基づいて価格調整を行います。
- インコタームズは場所を含めて完全に記載されていますか? 「CIF」だけでは不完全です——適切な記載は「CIF ロサンゼルス港」です。
品質および文書に関する約束事項を検証してください:
- 納品時に添付される検査報告書は何ですか? 初品検査報告書、寸法検査報告書、材質証明書などを明記する必要があります。
- トレーサビリティは文書化されていますか? 調達の専門家によると、トレーサビリティが確保されていない場合、同一部品を複数のサプライヤーが供給していると、不良の発生源を特定することが不可能になります。
- 不合格品の処理手順はどのようになっていますか? 問題発生前に、区分保管、再加工、または交換に関する責任範囲を明確にしてください。
カスタム機械能力を要する金属加工プロジェクトにおいては、サプライヤーが自社工場内で部品を製造することを確認してください。外部の不明な施設へ下請けに出すことは避けてください。これにより、品質管理および知的財産の保護の両方が確保されます。
長期的なサプライヤー関係の構築
見積もりプロセスは単に最低価格を獲得することだけを目的としているわけではありません。それは、長年にわたる協力関係を通じて価値を継続的に提供するパートナーシップの基盤となるものです。サプライヤー関係管理(SRM)に関する研究によれば、効果的なSRMは信頼性の高いサプライチェーンを実現し、供給途絶のリスクを低減するとともに、物品およびサービスの納期遵守を保証します。
価格引き下げだけでなく、付加価値獲得を目的とした交渉を行うための方法は以下の通りです:
所有総コスト(TCO)に注目する: 製造性設計(DFM)に関するフィードバックを提供するサプライヤーは、単価を10%高めに提示する場合でも、設計の最適化を通じて30%のコスト削減を実現できる可能性があります。これはコスト削減ではなく、価値創出です。
より有利な取引条件を得るために、数量コミットメントをご提案ください: 単価の引き下げを要求する代わりに、需要予測の可視化および納入スケジュールの事前通知を提供してください。サプライヤー関係管理(SRM)のベストプラクティスによれば、相互成長を重視した長期的なパートナーシップこそが、製品開発、工程効率、コスト削減における協働的改善を可能にします。
サプライヤー育成への投資: 基本的な素養は備えているものの、さらなる向上余地があるCNC加工業者とのパートナーシップを築いた際には、共同での能力開発を検討してください。トレーニングへの投資や技術支援により、自社のニーズに特化したサプライヤーを育成できます。
明確なコミュニケーションチャネルを維持: 業界調査によると、定期的なコミュニケーションは、目標・期待・パフォーマンスに関する認識の一致を確保します。また、サプライヤーと自社チームが関連情報をリアルタイムで共有・参照し、課題を即座に対応できるコラボレーティブツールの活用も有効です。
CNC加工プロジェクトにおいては、見積もりと同様に取引先との関係性も重要です。お客様の用途を理解し、そのニーズを予見し、積極的に改善提案を行うサプライヤーこそが、単なるベンダーではなく、競争上のアドバンテージとなります。
最良のCNC加工見積もりとは、最も安い価格ではなく、仕様通りの部品を納期通りに納入し、明確なコミュニケーションを行い、自社の作業に対して責任を持つサプライヤーから得られる、実際に支払う金額を正確に反映した見積もりです。
このようなバイヤー主導のアプローチにより、CNC加工サービス提供者との関わり方が根本的に変わります。もはや受動的に価格提示を受け取り、最善の結果をただ待つだけではありません。代わりに、コスト要因を理解し、要求仕様を正確に明記し、サプライヤーを体系的に評価し、真の価値を得るための交渉を行う、情報に通じたパートナーとなるのです。
本ガイドで取り上げる9つのコスト要因——材料、複雑さ、機械加工工程、公差、表面仕上げ、ロット経済性、サプライヤーの資格、文書の品質、および見積もり方法の選択——は、製造業者との有意義な対話を可能にするための専門用語集です。この知識を活用して、より質の高い質問をし、不明瞭な見積もりに疑問を呈し、自社プロジェクトの具体的な要件に応じて、コスト・品質・納期のバランスを最適化した意思決定を行ってください。
次回の見積もり依頼は、今から始まります。完全な技術資料を準備し、現実的なスケジュールを設定し、価格だけでなくサプライヤーの総合的な評価も行い、長年にわたり価値をもたらす関係構築に努めてください。賢い調達担当者は、こうしたアプローチを通じて、CNC加工の見積もりを成功裏に完了するプロジェクトへと変えていくのです。
CNC加工見積もりに関するよくあるご質問(FAQ)
1. CNC加工の作業をどのように見積もりますか?
CNC加工の見積もりは、固定セットアップコスト(プログラミング、治具、工具の準備)と部品単位の変動コスト(材料費、機械加工時間、人件費)を組み合わせて算出されます。サプライヤーはお客様のCADファイルおよび図面を分析し、部品の複雑さに基づいて加工時間を推定したうえで、材料費、仕上げ工程、検査、および出荷費用を加算します。数量は価格に大きく影響します。つまり、セットアップコストは発注された全部品数で割り当てられるため、発注数量が増えるにつれて単価は大幅に低下します。正確な見積もりを得るためには、STEPファイル、公差を明記した2D図面、および材料仕様を含む完全な技術資料をご提供ください。
2. CNC加工コストに最も影響を与える要因は何ですか?
CNC加工の見積もりにおける主なコスト要因には、材料の選択および切削性(アルミニウムはチタンよりも加工速度が速い)、部品の複雑さおよび形状(深いポケット、薄肉壁、複合曲面などは加工時間を増加させる)、公差仕様(公差を1段階厳しくするごとにコストが2~4倍になる場合がある)、必要なセットアップ回数、必要な加工工程(3軸加工対5軸加工)、およびロットサイズが含まれます。±0.001インチを超える厳しい公差は、加工速度の低下、特殊な設備の使用、および厳格な検査要件により、コストを300~400%増加させることがあります。
3. オンラインで即時CNC加工見積もりを取得するには?
Xometry、Protolabs、Hubsなどのオンライン即時見積もりプラットフォームでは、CADファイルをアップロードするだけで、数秒~数分で自動生成された価格を確認できます。これらのプラットフォームは、標準的な形状、一般的な材料(アルミニウム、ステンレス鋼、標準プラスチック)、試作数量(1~25個)、標準公差(±0.005インチまたはそれより緩い公差)の部品に最も適しています。STEPファイルをアップロードし、材料および表面処理オプションを選択し、数量を指定するだけで、即座に見積もりが表示されます。これらの見積もりはベンチマークとしてご活用ください。ただし、複雑な形状、厳密な公差、または認証が必要な量産向け部品については、カスタムRFQプロセスをご依頼ください。
4. CNC加工の見積もり依頼には何を含めるべきですか?
完全なRFQパッケージには、3D CADファイル(STEPまたはIGES形式)、GD&Tを含む2D技術図面(すべての公差および重要寸法を明示)、完全な材料仕様(材質、熱処理状態、硬度)、表面粗さ要件(Ra値)、数量および需要予測量、具体的な納期、二次加工要件(熱処理、電気めっき、アルマイト処理など)、検査および認証要件、ねじ仕様、および包装要件が含まれている必要があります。情報が欠落していると、サプライヤーは価格を過大に見積もりかねない保守的な仮定をせざるを得ず、あるいは明確化を求めて追加の問い合わせを行うため、納期遅延を招く可能性があります。
5. 認定済みCNC機械加工サプライヤーを選択すべきタイミングはいつですか?
業界認証は、規制対象となる用途において不可欠となります。ISO 9001:2015は、真剣に取り組むサプライヤーにとっての基準となります。自動車部品については、IATF 16949認証が必須であり、自動車業界特有の品質管理を保証します。航空宇宙分野の用途では、安全性および精度に関する基準が極めて重要であるため、AS9100D認証が求められます。医療機器の製造には、ISO 13485認証が必要です。IATF 16949認証および統計的工程管理(SPC)能力を有する認証済みサプライヤー(例:邵逸金属科技)は、文書化された品質管理システム、トレーサビリティ、および標準的な機械加工工場では保証できない一貫した品質を提供します。