 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

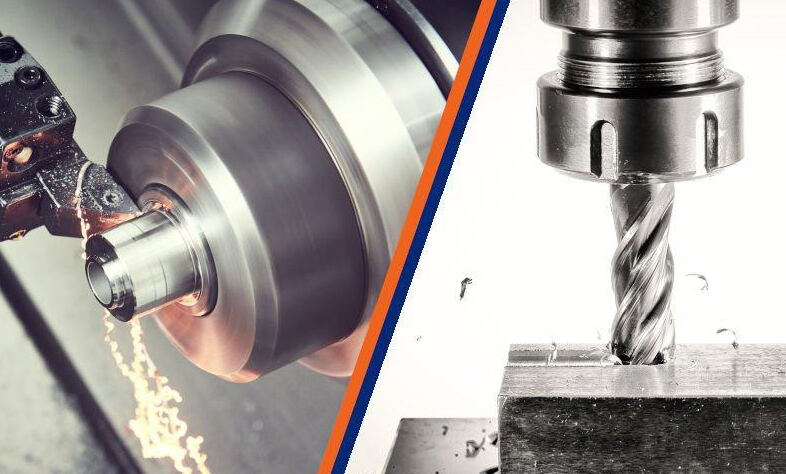
CNC機械加工サービスの解説:CADデータから完成部品まで

CNC機械加工サービスの概要とその仕組み
複雑な金属部品が、誰かのコンピュータ画面上のデジタル設計図から、実際に手に取って確認できる高精度な実物部品へと変化する過程を、これまで不思議に思ったことはありませんか?この変化はCNC機械加工サービスによって実現されます。このプロセスを理解しておくことで、次回の製造プロジェクトにおいて、大幅な時間短縮、コスト削減、そして煩わしさの軽減が期待できます。
CNC機械加工サービスの実際の役割
簡単に説明しましょう。CNCとは「Computer Numerical Control(コンピュータ数値制御)」の略です。あなたが cNC機械加工サービスを提供する業者 と提携すると、事前にプログラミングされたコンピュータソフトウェアが切削工具の動きを極めて高精度に制御する製造能力を利用することになります。
CNC機械加工サービスは、コンピューター制御を用いてフライス盤、旋盤、多軸システムなどの工作機械を操作し、原材料のブロックを高精度・高再現性でカスタム設計された部品に加工する専門的な製造ソリューションです。
たとえば、熟練した機械工が手作業で各切削工程を指示する代わりに、コンピューターがお客様のデジタル設計ファイルを読み取り、それを正確な機械動作に変換します。機械は、主軸回転数から切削ヘッドの正確な移動経路に至るまで、あらゆる工程を指示するコード化された命令に従って動作します。この自動化により、お客様の部品は一貫性・正確性・仕様通りの品質を確保して製造されます。試作部品1個でも、量産部品数千個でも同様です。
デジタル設計から実際の部品へ
CADファイルから完成部品へ至るまでのプロセスは、長年にわたり精密CNC機械加工サービスが洗練を重ねてきた効率的なワークフローに沿って進められます:
- CADモデル作成: お客様の2Dまたは3D設計図面により、最終部品の寸法、形状、仕様が定義されます。
- CAM変換: 専用ソフトウェアが設計データをGコード(CNC機械が理解するプログラミング言語)に変換します
- 機械のセットアップ: オペレーターが原材料を固定し、適切な切削工具を取り付けます
- 自動切削加工: 機械がプログラムを実行し、高精度で材料を削り取り、お客様の部品を製造します
このデジタルから物理への一連の工程こそが、現代のCNC機械サービスの価値を高めている要因です。According to トーマス によると、CNC加工は自動車、航空宇宙、通信など、厳密な公差と一貫した品質が求められるあらゆる産業で広く採用されています。
除去型製造の優位性
理解しておきたい概念として、CNC加工は「除去型製造プロセス」であるという点があります。3Dプリンティングのように層ごとに部品を構築するのとは異なり、CNC機械による加工は、金属、プラスチック、複合材などの塊状の原材料から出発し、完成品に不要な部分を体系的に除去していくプロセスです。
これはお客様のプロジェクトにとってなぜ重要なのでしょうか? 除去型製造には明確な利点があります:
- 材料の完全性: 層状の堆積物ではなく、均質な実材(ソリッド・ストック)を加工しているため、優れた機械的特性を有します。
- 表面品質: 切削加工された表面は、工作機械から直接優れた仕上げ面を得ることができます。
- 材料の種類: CNC加工では、アルミニウム、ステンレス鋼、真鍮、チタンなどの金属に加え、エンジニアリングプラスチックおよび複合材料も加工可能です。
- 精度制御: 標準公差は±0.005インチ(0.127 mm)であり、必要に応じてさらに厳しい公差も実現可能です。
利用可能な加工種類の範囲は、多くの人が認識している以上に広範です。フライス加工では、回転する多点切削工具を用いて複雑な形状を形成します。旋盤加工(ターニング)では、円筒形状の部品を加工します。また、4軸および5軸を含むマルチアクシス工作機械は、一度のセットアップで部品の複数面にアクセスできるため、取扱い回数を減らし、加工精度を向上させます。ご要件に最も適した加工種類を判断するため、以下のセクションで詳しくご説明します。
CNC加工の種類とその応用分野
基本的な知識が身についたところで、次に自然と浮かぶ疑問は、「自分の部品に最も適したCNC加工法はどれか?」です。この問いへの答えは、部品の形状、使用材料、公差要求、および生産数量によって異なります。プロジェクトの要件に合った最適な機械加工手法を選択できるよう、主な加工カテゴリについて詳しく見ていきましょう。
フライス加工操作の解説
フライス加工は、おそらく現存する中で最も多機能なCNC加工法です。回転する多点切削工具がワークピース表面を移動しながら材料を除去し、平面、溝、ポケット、輪郭、複雑な3次元形状などを形成します。あなたが「 cNCミリングマシンサービス 」を提供する業者に問い合わせを行う場合、それは単純な長方形ブラケットから航空宇宙機器用の極めて精巧なハウジングまで、あらゆる部品に対応可能な機械設備を利用できることを意味します。
理解すべき主な構成形態は以下の2種類です:
- 縦型フライス盤: スピンドルはワークテーブルに対して垂直に回転します。この構成は、面取り加工(フェースミーリング)、穴あけ、および平面への特徴付与に優れています。垂直型CNCマシニングサービスは、試作品、金型、および主に片面に特徴を持つ部品の製造に広く用いられます。
- 水平型ミーリング: スピンドルはワークテーブルと平行に回転します。この構成では切屑の排出がより効率的であり、重切削、長尺部品、および大量生産に適しています。水平型CNCマシニングサービスは、部品の複数面を効率よく加工する必要がある場合に特に優れています。
ミーリングの真の威力は、関与する軸数を考慮した際に発揮されます——そして、多くの購入者がここで混乱するポイントでもあります。
5軸加工を3軸加工よりも選択すべきタイミング
ある部品の加工を想像してみてください。3軸加工では、切削工具がX(左右)、Y(前後)、Z(上下)の3つの直線方向に移動します。これにより、ほとんどの単純な形状は十分に加工できますが、アンダーカット、角度付き特徴、あるいは複雑な輪郭形状を加工する必要が生じた場合はどうなるでしょうか?
そこで追加の軸が活用されます。以下に実用的な分類を示します。
| 軸構成 | 能力 | 典型的な用途 | 複雑度レベル |
|---|---|---|---|
| 3軸 | X、Y、Z方向への直線運動。複数の面を加工するためには、部品を再位置決めする必要があります。 | 平板部品、シンプルなブラケット、プレート、ポケットやスロットなどの2.5D形状 | 低コスト — 直線的で単純な形状に対して最も費用対効果が高い |
| 4軸 | X軸周りの回転(A軸)を追加。円筒形または傾斜した表面を連続して加工可能。 | 中心軸周りの加工が必要な部品、曲面への彫刻、一部の航空宇宙部品 | 中程度 — 3軸マシンと比較してセットアップ回数を削減 |
| 5軸 | 2つの回転軸(通常はA軸およびB軸)を追加。工具が1回のセットアップでワークピースのほぼ任意の角度からアプローチ可能。 | 複雑な航空宇宙部品、タービンブレード、医療用インプラント、インペラー、深いアンダーカットを有する金型キャビティ | 高コスト — 最大の幾何学的自由度を実現し、機械本体価格も最も高い |
では、5軸CNC加工サービスへの投資はいつが最適でしょうか?以下のアプローチをご検討ください。
- 3軸を選択 部品が1~2方向からの単純な再位置決めで完全に加工可能である場合です。これは最も経済的な選択肢です。
- 4軸を選択 カムシャフト、ウォームギア、あるいは複数の角度位置に特徴を持つ部品など、回転軸周りでの連続加工が必要な場合です。
- 5軸を選択 部品の形状が複合角度、深い凹部、アンダーカットを含む場合、あるいは複数の特徴間で厳密な公差を維持するためにセットアップ回数を最小限に抑えることが極めて重要である場合です。
コスト差は確かに存在しますが、そのメリットもまた現実的です。5軸加工は、複雑な部品において複数のセットアップを不要とすることで総コストを削減し、表面粗さを改善し、各特徴間の位置精度をより高めることができます。
円筒形部品向けの旋盤および旋削サービス
フライス加工はプリズム形状の部品に優れていますが、円筒形状の部品には旋盤加工が最も適した製造プロセスです。シャフト、ピン、ブッシング、あるいは回転対称性を持つあらゆる部品を製作する際には、CNC旋盤加工サービスが卓越した仕上がりを実現します。
旋盤加工の仕組みは以下の通りです:原材料(通常は丸棒材)が高速で回転し、固定された切削工具が材料を除去します。According to Turntech Precision によると、代表的な旋盤加工工程には、外径旋削(ターニング)、面取り(フェーシング)、溝切り(グロービング)、切断(パートイング)、ねじ切り(スレッディング)、穴あけ(ドリリング)、内径旋削(ボーリング)、ナーリング(ナーリング)、タッピング(タッピング)があります。
各工程には特定の目的があります:
- 旋盤加工: ワークピースの外径を小さくします。荒旋削(ラフターニング)では素早く材料を除去し、仕上げ旋削(フィニッシュターニング)では滑らかな表面と最終寸法を実現します。
- 面取り(フェーシング): 部品の端面を回転軸に対して直角に加工し、平坦な端面を形成するとともに全長を制御します。
- スレッド: ネジ、ボルト、およびねじ式接続部用のらせん状溝を切削します。
- 溝切りと切断: 狭い溝を作成したり、完成品を棒材から分離(切断)したりします。
- ボーリング: 既存の穴を拡大する、または高精度で内部形状を加工します。
現代のCNC旋盤では、旋削とライブツーリング(動力付きフライス加工・ドリル加工用工具)を組み合わせることが多く、部品を別々の機械に移動させることなく、軸外の形状を加工できます。この機能により、旋削とフライス加工の境界が曖昧になり、両方の加工が必要な部品において大幅な効率向上が実現されます。
小型精密部品向けスイス式マシニング
もし、お客様の部品が極めて小型・細長く、あるいは非常に厳しい公差を要求する場合、標準的なCNC旋盤では小径のワークピースの加工が困難です。これは、切削中に支持されていない材質がたわんでしまうため、加工精度が損なわれるからです。
このような課題に対応するために、CNCスイス式マシニングサービスが存在します。もともとスイスの時計産業向けに開発されたこの特殊な機械は、ガイドブッシングを用いて、切削部位に極めて近接した位置でワークピースを支持します。Fictiv社の説明によれば、この方式によりたわみが防止され、繊細な部品でも0.0001インチ(約2.54マイクロメートル)という極めて厳しい公差を実現できます。
スイス製CNC機械は、いくつかの明確な利点を提供します:
- 卓越した精度: ガイドブッシングにより、切削が行われる位置で材料が正確に安定化され、たわみによる誤差が排除されます。
- 複数の同時加工: スイス製機械は、複数の加工ゾーンにまたがって、1回のセットアップで旋盤加工、フライス加工、穴あけ、ねじ切りを同時に行うことができます。
- 細長い部品に最適: ワークピースの直径は通常0.030インチから2インチの範囲であり、ピン、シャフト、小型ファスナーなどの加工に最適です。
- 大量生産の効率性: バー供給方式および同時加工機能により、スイス製機械は量産に理想的です。
スイス製機械加工を多用する産業には、医療機器製造(外科用スクリュー、骨ピン、歯科インプラント)、電子機器(コネクタピン、接点)、航空宇宙産業(マイクロファスナー、アクチュエータ部品)などがあります。ご要件の部品が小型・高精度・大量生産である場合、スイス製機械加工が最も適した選択肢となる可能性が高いです。
これらの加工タイプを理解しておくことで、見積もり依頼やサプライヤー評価の際に、より有利な立場を築くことができます。しかし、適切な加工プロセスを選択することは、課題の半分にすぎません。コスト、納期、および達成可能な品質を決定づける上で、材料選定も同様に極めて重要な役割を果たします。
CNC加工部品向け材料選定ガイド
部品の形状に最も適した機械加工プロセスをすでに特定しました。次に、単価から実現可能な公差に至るまで、あらゆる側面に影響を与える重要な判断が待ち受けています:どの材料を指定するか、という選択です。これは単に聞き慣れた金属を選ぶだけの作業ではなく、機械的特性、切削性、および用途要件を、ご自身のプロジェクト固有のニーズに正確にマッチさせる作業です。
CNC加工プロジェクトにおける金属材料の選定
アルミニウムのCNC加工サービスを検討する際、CNC加工分野で最も汎用性の高い材料を扱っていることになります。しかし、アルミニウムは、それぞれ異なるトレードオフを伴う多様な金属材料のうちの単なる一例にすぎません。以下に、最も一般的な選択肢を検討します。
- アルミニウム(6061、7075): 優れた切削性、軽量、自然な耐食性、およびコスト効率の良さを兼ね備えています。アルミニウム6061は強度と加工性のバランスが取れており、自動車部品、家電・携帯電子機器の筐体、航空宇宙用ブラケットなどに最適です。7075グレードは、より厳しい構造用途向けに高い強度を提供します。アルミニウムのCNC機械加工サービスは、この材料が高速で加工できるため人気があります——鋼材と比較して、サイクルタイムを最大20%短縮できます。
- ステンレス鋼(304、316、17-4 PH): 過酷な環境下での耐久性が求められる場合、ステンレス鋼のCNC機械加工サービスが最適です。304グレードは汎用的な用途に適しています。316グレードは、優れた耐食性により、海洋環境および医療環境での使用に特に優れています。17-4 PHグレードは、析出硬化によって高強度を実現します。アルミニウムと比較して、加工時間は長くなり、工具摩耗も大きくなります。
- 真鍮(C360): 「無削り加工 Brass(フリー・マシーン・ブラス)」と呼ばれることも多いこの材料は、最小限の手間で優れた表面仕上げを実現します。Brass の CNC 加工サービスは、外観と精度が重視される装飾用ハードウェア、電気部品、配管用継手、および精密機器などに広く採用されています。
- 銅: 優れた熱伝導性および電気伝導性により、銅はヒートシンク、電気用バーバス(バスバー)、RFシールドなどにおいて不可欠な材料です。銅の CNC 加工サービスでは、切屑制御および適切な冷却液の選定に注意が必要ですが、加工性自体は比較的良好です。
- チタン(グレード2、グレード5/Ti-6Al-4V): 優れた強度対重量比および生体適合性により、チタンは航空宇宙構造物および医療用インプラントにおいて不可欠な材料です。ただし、チタンのCNC加工サービスは高額な費用がかかるのが一般的です。この材料は切削中に多量の熱を発生させ、工具の摩耗が急速に進行し、専用の工具および低速での加工を必要とします。他のいかなる材料でもご要件の性能を満たせない場合、この投資は十分に価値があります。
- 合金鋼(4140、4340): 最大の強度および靭性が最優先事項である場合、合金鋼のCNC加工サービスはステンレス鋼を上回る選択肢を提供します。これらの材料は、ギア、シャフト、構造部品など、要求の厳しい用途向けに、通常加工後に熱処理が施されます。
切削性評価についての理解
見積もり価格および納期に直接影響を与える要素の一つが「切削性」です。コマカット社によると、切削性とは、材料を切断・成形・仕上げ加工する際の容易さを指します。切削性の高い金属は、より少ない切削力で加工でき、発熱量も少なく、より優れた表面粗さを実現できるため、CNC加工においてコスト効率が高くなります。
切削性を決定づける要因には、以下のものが挙げられます:
- 材料硬度: 硬度の高い材料は工具の摩耗を急速に進行させ、低速での切削を必要とします。例えば、インコネル718は特殊な工具および厳密な切削条件を要求します。
- 熱伝導性 アルミニウムなどの材料は熱を素早く放散するため、高速での切削加工が可能です。一方、チタンなどの低熱伝導性材料は切削部に熱を集中させやすいため、慎重な熱管理が必要となります。
- チップ(切屑)の形成: 一部の材料は長く糸状の切り屑を生成し、工具に絡みつくことがあります。他方、適度なサイズの切り屑を生成して切削部から容易に排出される材料もあります。
エーテリアル・マシーンズ社が指摘しているように、大量生産においてアルミニウム6061を用いることで、より硬い材料と比較して大幅に機械加工時間を短縮できます——品質を損なうことなく納期を短縮します。一方、チタンや耐熱合金の機械加工には専用工具が必要であり、コストが大幅に増加する場合がよくあります。
プラスチック材料およびそのCNC加工における考慮事項
金属はCNC加工に関する議論で主流ですが、 プラスチック加工サービス 重要なニッチ分野を担っています。エンジニアリングプラスチックは、軽量性、電気絶縁性、耐薬品性、およびしばしば低い材料コストといった特有の利点を提供します。
- ABS: 優れた衝撃抵抗性と加工性を備え、低コストで実現可能です。プロトタイプやハウジングなどに広く使用されています。
- デルリン(アセタール/POM): 寸法安定性が極めて高く、摩擦係数が低く、剛性に優れています。ギア、ブッシュ、高精度機械部品に最適です。
- ナイロン(PA6、PA66): 強度が高く、耐摩耗性に優れ、自己潤滑性を有しています。構造部品および摩耗部品に使用されます。
- PEEK: 優れた耐薬品性および耐熱性を備えた高性能エンジニアリングプラスチック。医療機器および航空宇宙分野での使用が一般的だが、コストが高い。
- UHMWポリエチレン: 極めて低い摩擦係数を有する。スライド部、ガイド部、および食品接触用途に最適。
プラスチックは独自の切削加工上の課題を伴う。金属よりも軟らかいため、溶融や変形を防ぐために鋭利な工具と適切な送り速度が不可欠である。また、一部のプラスチックは水分を吸収し、寸法安定性に影響を与える。さらに、金属とは異なり、プラスチックでは同程度の厳密な公差を達成できないため、若干緩めの仕様を想定する必要がある。
材料選定がコスト、納期、および公差に与える影響
ご選択いただいた材料は、プロジェクト全体に波及効果を及ぼします:
| 材質 | 相対的な材料コスト | 切削加工時間への影響 | 達成可能な公差 |
|---|---|---|---|
| アルミニウム 6061 | 低く、 | 短時間 — 優れた切削性 | ±0.001インチ(約±0.025 mm)が容易に達成可能 |
| 黄銅 C360 | 適度 | 短時間 — 自動車用など自由切削性に優れる | 優れた表面仕上げとともに±0.001インチ(約±0.025 mm)が達成可能 |
| ステンレス鋼304 | 適度 | 中程度 - 加工硬化の懸念あり | 注意を払えば±0.001インチの公差が達成可能 |
| チタングレード5 | 高い | 加工速度が遅い - 工具摩耗が著しい | ±0.001インチの公差には専門的知識が必要 |
| デルリン | 低〜中程度 | 高速 | プラスチックでは一般的に±0.002インチの公差が得られる |
重要なポイントは?HPPIによると、場合によっては、単に価格が安い材料よりも機械加工性に優れた材料を選択することで、部品品質の維持とサイクルタイムの短縮を実現し、結果として総コストを削減できるということです。材料選定を行う際は、原材料価格のみならず、ライフサイクル全体にわたる総コストを考慮する必要があります。
材料選定は、仕上げ処理の選択肢も制約します。すべての表面処理がすべての基材に適用可能なわけではありません。例えば、アルミニウムへの陽極酸化処理(アノダイジング)は非常に効果的ですが、鋼材には適用できません。一方、ニッケルめっきはステンレス鋼との相性が良くても、アルミニウム上では密着性に課題があります。最終的な仕上げ要件については、材料選定の初期段階から検討し、後で高額なトラブルを招かないよう注意してください。
材料を選定した後、次の重要なステップはCADファイルを正しく準備することです。なぜなら、たとえ最適な材料を選んだとしても、コストを増加させたり、部品の製造そのものを不可能にしたりする設計ミスを補うことはできないからです。
CADファイルの準備方法と高額な設計ミスの回避
材料を選定し、適切な機械加工プロセスを特定しました。次に、スムーズな生産運営と高額な失敗事例を分ける重要なステップが待ち受けています——すなわち、CADファイルを正しく準備することです。驚くべきことに、多くのCNC機械加工サービス提供者は、この知識をすでにご存知であると想定しており、結果としてお客様は高額な試行錯誤を通じて学ばざるを得ない状況に置かれています。この状況を是正しましょう。
CNC加工成功のためのCADファイル準備
CADファイルは単なる視覚的な表現ではなく、機械が行うすべての切削動作を制御する決定的な設計図です。出典: LeadCNC によると、CADファイル内のあらゆる曖昧さ、誤り、または欠落情報は下流工程へと伝播し、不適切なツールパスの生成、機械の衝突、あるいは品質検査に不合格となる部品を引き起こします。
プロトタイプCNC加工サービス提供者にファイルを提出する前に、以下の準備チェックリストを確認してください。
- 正しい形式でエクスポートする: 可能であれば、STEP(.stepまたは.stp)ファイルを使用してください。STEPは正確なジオメトリおよびトポロジ情報を保持するため、モデルが近似されたサーフェスではなく、真のソリッドとして転送されることを保証します。高精度加工ではSTLファイルを避けてください。STLは三角形による表面近似であり、厳密な公差要件には不適です。
- 単位を確認してください: 基本的なことのように思えますが、単位の不一致は製造全体の失敗を招きます。インチ単位で設計されたモデルがミリメートル単位と解釈されると、部品は25.4倍の比率で縮小してしまいます。必ずエクスポート時に使用する単位(ミリメートルまたはインチ)と1:1のスケールファクターが意図通りであることを確認してください。
- 座標系を定義する: 部品の原点を明確に設定し、その原点は機械上で部品を治具装着する際の姿勢と整合させる必要があります。X、Y、Z軸は、主な加工面および想定されるクランプ方向を基準として定義してください。
- ジオメトリチェックを実行する: CADソフトウェアの解析ツールを使用して、ノンマニフォールドエッジ、微小なスリバーフェース、または開口境界を特定してください。これらの隠れた欠陥は、ツールパス計算を完全に停止させる可能性があります。
- 不要なディテールを削除します: 加工後にタップされる予定のベンダーロゴ、内部ねじ、あるいは非重要領域における微小な外観用フィレットなど、不要なジオメトリを削除します。モデルの簡略化により、CAM処理が高速化されます。
カスタムCNC加工サービスを利用する際、明確なコミュニケーションは清潔なファイルから始まります。レイヤーや色分けを活用してジオメトリを整理し、基準面は1つのレイヤーに、重要な特徴は別のレイヤーに、特別な仕上げを要する領域はさらに別のレイヤーに配置してください。
コストを増加させる一般的な設計ミス
経験豊富なエンジニアであっても、機械加工コストを不必要に増加させたり、そもそも製造不可能な部品を設計したりする判断を下すことがあります。以下に回避すべき落とし穴を示します:
鋭い内部コーナー: CNC切削工具は円筒形です。物理的に、完全な90度の内角を形成することはできません。以下の通り、 Geomiq 内角部には、切削工具の半径よりも少なくとも30%大きい内半径を設ける必要があります。例えば、10mmのエンドミルを使用する場合、内角部の半径は最低13mmとなるように設計してください。これにより工具への応力が低減され、より高速な切削が可能になります。
壁厚が不十分であること: 薄い壁は、機械加工中に振動、曲げ、反りなどの影響を受けやすくなります。Geomiqでは、金属材においては最小壁厚を0.8mm、プラスチック材においては0.15mm以上とすることを推奨しています。また、同様に重要なのが幅対高さ比(幅/高さ)であり、支持されていない独立した壁については、切削中の安定性を確保するために、少なくとも3:1を維持してください。
過度に深いポケットおよび空洞: 切削工具には到達可能な深さに限界があります。深く狭い形状は、延長型工具の使用を余儀なくされますが、そのような工具は剛性が低く、たわみが生じやすくなります。以下に述べられている通り、 五溝 ポケットの深さは、工具直径の6倍を超えないよう設計してください。工具直径の10倍を超える深さになると、利用可能な工具の種類に関係なく、加工が極めて困難になります。
非標準の穴径: 標準サイズの穴は、市販のドリル刃を用いて効率的に加工できます。非標準サイズの穴は、エンドミルによる段階的な材料除去を要し、加工時間およびコストが大幅に増加します。
過剰なねじ込み深さ: ねじの強度は主に最初の数本の山に集中しています。ねじ込み深さは、穴径の最大3倍までとし、盲孔の場合は底部に穴径の半分の長さのねじ切りなし領域を確保してください。
不必要な厳密な公差: すべての寸法に厳密な公差を適用することは、最も一般的かつ高コストな誤りの一つです。CNC加工のデフォルト公差(±0.13mm)で十分な精度が得られる部品が大多数です。より厳しい公差は、実際に精度が重要な組立面や機能的インターフェースにのみ適用してください。
製造容易性設計の原則
製造性設計(DFM)とは、部品の設計段階において、その部品が実際にどのように製造されるかを考慮することを意味します。ジョージア州のCNC機械加工プロトタイプサービスプロバイダーと連携している場合でも、あるいは世界中のCNC機械加工部品サービスと連携している場合でも、これらの原則は普遍的に適用されます。
標準治具に対応した設計: ファイブ・フルート社によると、市販の一般的な工具で加工可能な形状を理解することが不可欠です。ほとんどの工作機械店では、フェースミル、標準エンドミル(直径1/8インチ~1インチ)、ボールエンドミル、標準規格のドリルビット、および60°、82°、90°の角度を持つチャムファーツールが常備されています。これらの工具に対応した形状で設計すれば、特殊工具の調達待ちによる遅延を回避できます。
最初からワークホルディングを考慮してください: 部品は機械加工中に確実にクランプ固定される必要があります。平行で平らな面を設計し、パラレル上に載せ、ベンチバイスでしっかりと把持できるようにしましょう。明確なクランプ固定面がない部品の場合、カスタム治具の製作が必要となり、納期とコストが増加します。
工程数を最小限に抑える: 部品を機械内で再配置するたびに、位置ずれが生じる可能性と追加の労務コストが発生します。重要な特徴部を可能な限り少ない姿勢(向き)で加工できるよう、部品を設計してください。相互間の厳密な公差を要する特徴部は、同一のセットアップでアクセス可能である必要があります。
可能な限りアンダーカットを回避してください: 主なセットアップ方向から切削工具で到達できない特徴部については、特殊な工具(例:Tスロットカッター)または追加の機械軸が必要になります。ご使用の部品にアンダーカットが必要な場合は、設計を最終決定する前に、選定したCNCプロトタイプ加工サービス提供業者が適切な対応能力を有していることを確認してください。
材料の内部応力を考慮してください: 素材(ブロック材)には通常、内部応力が存在します。非対称に大量の材料を除去すると、治具から解放された後に残った部品が反り変形することがあります。大量の材料除去を伴う部品については、加工パートナーと応力除去対策について事前に検討・相談してください。
適切なファイル準備およびDFM(製品の加工性向上)最適化に投資する努力は、プロジェクト全体で成果をもたらします。クリーンな設計図面は、見積もりが迅速に得られ、加工効率が向上し、初回納入時に仕様を満たすことが可能になります。しかし、完璧に設計された部品であっても、適切な公差仕様が必要です。そして、これらの数値が実際に何を意味するのかを理解することが、次に取り組む課題となります。
公差と表面粗さの解説
完璧なCADファイルを作成し、最適な材料を選定しました。次に、部品の機能性とプロジェクト予算の両方に直接影響を与える仕様設定の段階に進みます:すなわち「公差」と「表面粗さ」です。これらの数値はすべての機械加工図面に記載されますが、多くの発注者はその意味を十分に理解しておらず、また、より厳しい仕様が本当に必要となる場合と、単にコストを無駄に増加させるだけの場合との区別がついていません。
公差クラスの種類とその適用範囲
公差とはそもそも何でしょうか?アメリカン・マイクロ・インダストリーズ社によると、機械加工における公差とは、指定された寸法値から許容される全寸法変動量を定義するものです。どの工作機械も、毎回まったく同一の結果を出すことはないため、公差は誤差に対する制御された許容範囲を設定します——特に、相互に嵌合する必要がある部品においては極めて重要です。
国際規格は、公差仕様に関する共通の言語を提供します。ISO 2768では、公差クラスを通じて精度レベルが定義されています。
- f ― 精密級: 精密用途向けの最も厳しい一般公差
- m ― 中級: ほとんどの部品に適した標準的な商業用公差
- c ― 粗級: 非重要寸法向けの緩めの公差
- v ― 特粗級: 粗加工または装飾用部品向けの最も緩い公差
CNC高精度加工サービスを利用する場合、標準的な能力では通常、±0.005インチ(0.127 mm)が基準となります。さらに高精度な加工では、実際の用途で極めて高い精度が真に求められる場合に限り、±0.001インチあるいはそれより厳密な公差を達成できます。ただし、ここに重要な洞察があります:「より厳密な公差=自動的に優れた結果」とは限りません。
| 許容範囲 | 典型的な用途 | 相対的なコストへの影響 |
|---|---|---|
| ±0.030インチ(0.76 mm) | 非重要寸法、クリアランス穴、概略寸法 | 基準レベル ― 最も経済的な公差 |
| ±0.005"(0.127 mm) | 標準商用部品、一般的な適合要件 | 標準CNC加工能力 ― 追加コスト不要 |
| ±0.001" (0.025 mm) | 高精度適合、対向面、重要インターフェース | 基準レベルの約2倍のコスト |
| ±0.0001インチ(0.0025 mm) | 超精密用途、航空宇宙用ベアリング、光学部品 | 基準レベルの最大24倍のコスト |
に従って Modus Advanced 公差と製造の複雑さとの関係は、直線的ではなく指数関数的です。ご指定の±0.001インチという公差は、±0.005インチを許容する場合と比較して、部品コストを2倍、納期を3倍にする可能性があります。
基本を超えた表面仕上げの選定
表面粗さ(表面粗さ値)とは、機械加工後に部品表面に生じる微細な凹凸の程度を表す指標です。最も一般的な指標はRa(算術平均粗さ)で、単位はマイクロメートル(µm)です。Ra値が小さいほど表面は滑らかになります。また、 Geomiq によると、製造部品のRa値は通常、0.1 µm(極めて滑らか)から6.3 µm(目視でわかる程度のテクスチャー)の範囲にあります。
以下に、標準的な仕上げレベルが部品に実際にどのような意味を持つのかを示します:
- 3.2 µm Ra: 工具痕が明確に見える標準の切削後仕上げ。商用部品の多くに適しており、追加コストは発生しません。
- 1.6 µm Ra: わずかに見える切削痕。きつめの嵌合や軽微な応力がかかる部品に推奨されます。製造コストに約2.5%の増加が見込まれます。
- 0.8 µm Ra: 仕上げ加工を要する高品質な仕上げ。応力負荷や振動を受ける部品に最適。コストに約5%の上乗せが必要。
- 0.4 µm Ra: 目立つ加工痕のない非常に滑らかな表面。厳密な機械加工に加え、研磨工程が必要。コストは最大15%増加。
表面粗さは外観以上に多方面に影響を与えます。粗い表面では、対向部品間の摩擦が増大します。滑らかな表面は、繰返し荷重下での疲労強度を向上させます。シール面においては、適切なRa値がガスケットの圧縮量を確実に保証します。高精度CNC加工サービス向けの表面粗さを指定する際は、恣意的な好みではなく、実際の機能要件に応じて設定してください。
厳しい公差が投資価値を持つ場合
それでは、CNCによる厳密公差加工サービスのプレミアム料金を支払うべきタイミングとはいつでしょうか?機能上の必要性に焦点を当ててください。
厳しい公差が求められる状況:
- 軸と穴のクリアランスが性能を左右する精密ベアリング嵌合
- ガスケットの圧縮量を正確に制御する必要があるシール面
- 複数の部品が正確に位置合わせされる必要がある組立インターフェース
- バランスが極めて重要な高速回転部品
標準的な許容差で十分な状況:
- クリアランス穴および非接触面
- 組立機能への影響がない寸法
- 後工程で追加加工(溶接、接着、塗装など)が行われる特徴部
- 精度よりも外観(視覚的品質)が重視される美的要素
CNC高精度機械加工サービスプロバイダーは、実際に厳密な公差管理を要する寸法を特定するお手伝いができます。Modus Advanced社が指摘しているように、最もコストがかかる公差は、しばしば機能上のメリットを一切もたらさないものです。賢いエンジニアは、本当に必要な箇所にのみ厳密な仕様を適用し、それ以外の場所では標準公差を許容します。
材料の挙動も考慮してください。例えば、アルミニウム製の12インチ部品は、温度が18°F(約10°C)変化するごとに約0.003インチ(約0.076 mm)膨張します。予想される熱変化量よりも厳しい公差を指定しても、製造上の困難を招くだけで機能的なメリットはありません。仕様設定にあたっては、実際の使用条件を十分に反映させる必要があります。
公差と仕上げに関する理解は、精度とコストのバランスを取った上で、情報に基づいた意思決定を行うために不可欠です。ただし、お客様の業界では、基本的な寸法精度を超えた追加要件(認証やコンプライアンス基準など)が課される場合があります。これらの要件を満たすことは、お客様の機械加工パートナーにとって必須です。

業種別要件および品質認証
設計は完了し、適切な材料を選定し、妥当な公差も明記しました。しかし、多くの調達担当者が納期直前になって初めて気づく重要な点があります。それは、ご依頼先の機械加工パートナーが、お客様の業界で実際に求められる認証を保有しているかどうかという点です。規制対象業種においては、たとえ部品が完璧に加工されていても、適切な品質マネジメントシステム下で製造されていなければ、単なる不良品となってしまいます。
自動車業界における機械加工要件
自動車用CNC機械加工サービスを調達する際には、IATF 16949という認証が何よりも重要です。これは単なる品質認証の一つではなく、自動車OEMメーカーが自社サプライチェーン全体に対して要求する、国際的に認められた標準規格です。
IATF 16949が基本的な品質規格と異なる点は何でしょうか?アメリカン・マイクロ・インダストリーズ社によると、この認証はISO 9001の原則に、継続的改善、欠陥防止、および厳格なサプライヤー監視を目的とした業界特有の要件を統合したものです。自動車業界では、一貫性があり、欠陥のない部品が求められており、IATF 16949はまさにそのような部品を確実に提供するための枠組みを提供します。
自動車関連の認証において重要な要素の一つは、統計的工程管理(SPC)です。SPCでは、製品の完成後に部品を検査するのではなく、製造工程をリアルタイムで監視します。寸法精度、表面粗さ、工具摩耗などの変数が継続的に追跡され、管理限界を超えた時点で即座に介入が行われ、欠陥の発生を未然に防ぎます。この能動的なアプローチにより、問題を早期に発見し、是正措置を講じる十分な時間を確保できます。
自動車関連プロジェクトにおいては、IATF 16949認証を取得した施設との提携が重要です。例えば、 シャオイ金属技術 主要メーカーが求める厳しいトレーサビリティおよび工程管理基準を、お客様の部品が満たすことを保証します。同社の統計的工程管理(SPC)導入により、公差精度の高い部品を最短で営業日1日という短納期で提供可能であり、迅速な試作から量産までシームレスにスケールアップできます。
航空宇宙および医療分野における認証要件
航空宇宙および医療分野の応用は、共通の特徴を持っています:失敗は許されません。これらの業界を規制する認証制度は、まさにこの現実を反映しています。
航空宇宙分野向けAS9100D: お客様の部品が航空機に搭載される場合、AS9100認証は必須です。米国「パフォーマンス・レビュー・インスティテュート(Performance Review Institute)」によれば、AS9100はISO 9001の要求事項を基盤とし、米国国防総省(DOD)、米国航空宇宙局(NASA)、米国連邦航空局(FAA)の品質要件を満たすために航空宇宙業界が定めた追加的な品質マネジメントシステム要件を付加したものであるとのことです。 パフォーマンス・レビュー・インスティテュート 、AS9100はISO 9001の要求事項を基盤とし、米国国防総省(DOD)、米国航空宇宙局(NASA)、米国連邦航空局(FAA)の品質要件を満たすために航空宇宙業界が定めた追加的な品質マネジメントシステム要件を付加したものであるとのことです。
これは、航空宇宙分野向けCNC加工サービスにとって実務上どのような意味を持つのでしょうか?当該規格では以下の点が重視されます:
- リスク管理: 製造工程全体を通じて、潜在的な故障モードを体系的に特定し、軽減すること
- 構成管理(コンフィギュレーション・マネジメント): 厳格な改訂管理により、すべての部品が承認済み設計仕様と一致することを保証
- 製品の安全性: 偽造部品の混入を防止し、ビレットから完成部品に至るまでの材料のトレーサビリティを確保する組込み型制御機能
- 第"条の検査 (FAI): 生産プロセスが仕様を一貫して満たす能力を文書化された形で検証済みであること
航空機用CNC加工サービスを調達する際は、契約を進める前にAS9100D認証を確認してください。フリゲート社によると、世界の航空宇宙企業の80%以上が、CNCサプライヤーに対してAS9100認証を要求しています。
医療機器向けISO 13485: 米国では、医療機器向けCNC加工サービスはFDAの監督下で運営され、医療機器製造における品質マネジメントの決定的基準であるISO 13485への適合が義務付けられています。この認証では、設計、製造、トレーサビリティ、リスク低減に関する厳格な管理が定められています。
主な要件には以下が含まれます:
- すべての生産工程について詳細な文書化を実施すること
- 問題発生時にリコール対応を可能にする完全なロット単位のトレーサビリティ
- 検証済みのプロセスにより、量産ロット間で一貫した結果を保証
- 効果的な苦情対応およびリコール対応手順
施設はまた、米国市場へのアクセスに際して製品の設計、製造、トレーサビリティを規定するFDA 21 CFR Part 820(品質システム規則)にも適合しなければなりません。
プロジェクトにとって品質認証が重要な理由
規制への適合を超えて、認証は業務の卓越性を示す信頼できる指標です。CNC機械加工製造サービスを評価する際には、各認証が実際に何を保証しているかを検討してください。
- ISO 9001:2015: 品質マネジメントシステムに関する国際的に認められた基準。文書化された手順、パフォーマンス監視、および継続的改善への取り組みを証明します。業種特有の認証が義務付けられていない一般商業・産業用途に適しています。
- IATF 16949: 自動車業界特化型の品質マネジメントで、ISO 9001に加え、生産部品承認プロセス(PPAP)、欠陥防止手法、およびサプライチェーン管理要件を統合しています。
- AS9100D: 航空宇宙業界特有の規格であり、ISO 9001の基盤にリスク管理、構成管理、および強化されたトレーサビリティ要件を追加する。
- ISO 13485: 患者安全を確保するため、設計管理、工程バリデーション、および規制準拠を重視した医療機器品質マネジメント。
- NADCAP: 米国航空宇宙・防衛産業向け契約者認定プログラム(NADCAP)——熱処理、化学処理、非破壊検査などの特殊工程を最高水準で認定する。
アメリカン・マイクロ・インダストリーズ社によると、認証はCNC加工において、チームが高水準の品質を維持することを保証し、実践的な経験を補完して一貫して優れた成果を実現します。適切に認証された工程とは、その手法および設備自体が文書化された基準に準拠していることを意味し、ロット間の一貫性を促進します。
では、あなたのプロジェクトには実際にどのような認証が必要なのでしょうか?以下の質問を自分自身に投げかけてみてください:
- これらの部品は航空宇宙、防衛、または宇宙用途で使用されますか? → AS9100Dを要求
- これらの部品は、米国または欧州連合(EU)で販売される医療機器向けですか? → ISO 13485認証が必要です
- これらの部品は自動車OEMのサプライチェーンに導入されますか? → IATF 16949認証が必要です
- これは特定の規制監督を受けていない一般的な商業用途ですか? → ISO 9001認証により十分な品質保証が得られます
工作機械店の一般的な切削加工能力があるからといって、それが認証済みの量産能力を意味するとは限りません。認証状況は直接確認してください。信頼性の高いプロバイダーは、自社の認定資格を prominently(目立つ形で)表示しており、依頼に応じて認定証の写しを提供できます。認証付き生産と非認証生産のコスト差は、不合格となった部品や監査失敗による費用に比べればはるかに小さいものです。
認証要件を理解することは、プロジェクトのコンプライアンス不適合リスクから守る上で重要です。しかし、認証は総合的なプロジェクトコストにおける単なる一要素に過ぎず、ほとんどの切削加工見積もりでは、実際の価格決定要因について購入者が推測せざるを得ない状況が続いています。
CNC切削加工のコスト要因と価格透明性
CNC加工の見積もりを受けて、その金額がどのように算出されたのか疑問に思ったことはありませんか? あなたは決して一人ではありません。ほとんどの機械加工業者は、価格設定を「ブラックボックス」のように扱っています——図面ファイルをアップロードし、見積もりを受け取り、その後は運任せで進めるという状況です。しかし、CNC加工コストの実際の構成要素を理解すれば、あなた自身が意思決定の主導権を握れます。ここでは、コスト算出の仕組みを明確に解説し、より賢い設計判断を行うための知識と、予算超過のリスクを回避するための知見をお届けします。
CNC加工コストを左右する要因
RapidDirect社によると、基本的なコスト算出式は非常にシンプルです:
総コスト=材料費+(加工時間×機械単価)+セットアップ費+仕上げ加工費
各構成要素の寄与度は、プロジェクトの内容によって異なります。以下にそれぞれの詳細を示します:
| コスト要因 | 含まれる項目 | 相対的な影響度 |
|---|---|---|
| 材料コスト | 使用する原材料(素材)、材質等級、 oversized billet(過大サイズの鋳塊)による材料ロス | 総コストの10~30% |
| 加工時間 | 切削時間、工具パスの複雑さ、送り速度(フィードレート)、工具交換回数 | 総コストの40~60% |
| セットアップ費用 | CAMプログラミング、治具製作・取付、工具セットアップ、初品検証 | ロット単位で固定 – 小ロット生産ではコスト負担が大幅に増加 |
| 仕上げコスト | バリ取り、表面処理、コーティング、検査要件 | 要件により5~25% |
機械加工単価は設備の種類によって大きく異なります。Komacut社の資料によると、基本的な3軸マシニングセンターの稼働単価は時給40~75米ドル程度ですが、5軸マシニングセンターでは時給75~150米ドル以上が一般的です。必要な機械は部品の形状によって完全に決まります。単純なブラケット加工に5軸機を用いると無駄なコストが発生しますが、一方で航空宇宙分野向けの複雑な形状を3軸機で強引に加工しようとすると、製造上不可能な状況を招くことになります。
設計選択が予算に与える影響
多くの調達担当者が気づいていない事実があります:製造コストの最大80%は設計段階で既に決定されています。部品の形状に関する設計判断が直接的に加工時間を左右し、その加工時間が通常、最も大きなコスト要素となるのです。
コストを増加させる設計要素には以下のようなものがあります:
- 深く狭いポケット: 長尺工具を強制的に使用することになり、切削速度が低下し、工具のたわみも大きくなります
- 薄肉壁: 振動および変形を防ぐため、送り速度を低減する必要があります
- 狭い内角: より小型の工具を用い、切削時間を延長する必要があります
- アンダーカットおよび複雑な輪郭: しばしば5軸加工または特殊工具を必要とする
- 過剰に厳格な公差指定: 検査時間の追加、切削速度の低下、および不良品発生の可能性
材料選定も連鎖的な影響を及ぼします。U-Need社によると、チタンおよび高品位鋼は加工速度が遅く、工具摩耗が急速に進行するため、アルミニウムや真鍮と比較して大幅に高コストとなります。性能要件が許す場合、より切削性の高い材料を選択することは、試作コストを迅速に削減する最も効果的な方法の一つです。
中型部品のCNC加工サービスまたは大型部品のCNC加工サービスを評価する際、材料コストにおいて「サイズ」は重要です。大型部品ほど原材料の使用量が増え、廃材も増加します。標準的な原材料サイズ(一般的な棒材、板材、ビレット寸法)に基づいて部品を設計することで、廃材を最小限に抑え、材料費を削減できます。
試作と量産における価格動向
なぜ試作品は1個あたりのコストがこれほど高額なのでしょうか?その理由は、セットアップ費用にあります。プログラミング、治具製作、工具設定、および初品検証は、部品数量に比例しない固定費です。これらの費用を単一の部品に全額負担させれば、1個あたりのコストは非常に高くなります。しかし、数百個の部品に分散させれば、1個あたりの負担は無視できるほど小さくなります。
以下は、RapidDirect社のコスト分析に基づく例です:
| 数量 | 1個あたりのセットアップ費用 | 単価の推移 |
|---|---|---|
| 1個 | 米ドル300(全セットアップ費用を1個で吸収) | 最も高い-試作価格 |
| 10個 | 1個あたり米ドル30 | 大幅な削減 |
| 100個 | 1個あたり米ドル3 | 量産経済に近づいている |
| 500個以上 | 1個あたり米ドル1未満 | 大量生産向けCNC機械加工サービスの高効率化 |
そのため、少量生産向けCNC機械加工サービスおよびローボリューム生産向けCNC機械加工サービスは、単価が高くなるのです。セットアップにかかる投資額は、部品を1個製造する場合でも50個製造する場合でも一定です。
品質を犠牲にすることなく、低コストのCNC機械加工サービスを探していますか?以下の戦略に注力してください:
- 形状の簡素化 加工時間を短縮し、特殊工具の使用を排除するため
- 公差を緩和する 非重要寸法において
- 切削性の良い材料を選択する アルミニウム6061や真鍮C360などの材料を用いる
- 注文の集約 セットアップ費用を分散させるために、可能な限り量産を行う
- 表面仕上げ要件を制限する 機能的に必要とされる範囲まで
仕上げ加工は、さらに別のコスト層を追加します。アルマイト処理、粉体塗装、研磨、特殊コーティングなどは、いずれもそれぞれ独立した工程を要し、それに伴う人件費および材料費が発生します。U-Need社によると、後工程加工(ポストプロセッシング)によるコスト増加率は、部品の複雑さや表面積に応じて、総コストの5%~25%に及ぶことがあります。
最も重要な洞察とは?価格は恣意的なものではなく、あなたの設計判断、材料選択、数量要求、および仕上げ仕様を直接反映しているということです。これらのコスト要因を理解することで、アプリケーションにとって実際に重要な機能を損なうことなく、コスト最適化を実現する力が得られます。コスト要因が明確になった次に検討すべきは、機械加工をどこから調達するか——すなわち、国内サービス、オンラインサービス、海外サービスの各提供者間におけるトレードオフです。
国内サービス・オンラインサービス・海外サービスの選択
コスト、認証、技術的要件についてはご理解いただけました。次に、調達体験全体を左右する実践的な問いが立ち上がります:実際に部品をどこで製造してもらうべきでしょうか? 答えは、単に最も安価な見積もりを選ぶというほど単純ではありません。国内の加工業者、オンラインプラットフォーム、海外サプライヤーのいずれかを選択するかによって、納期、コミュニケーションの質、プロジェクトの成果にまで及ぶさまざまなトレードオフが生じます。
国内 vs オンラインCNC加工サービス
『近くのCNC加工サービス』を検索する際には、立地の近さを最優先事項としています——この判断には、実際に意味のあるメリットがあります。3ERP社によると、国内のCNC機械加工サービスを選択することで、短い納期と低い輸送コストを実現できます。ただし、地理的要因だけを考慮すればよいわけではありません。
『近くのCNC機械加工サービス』提供業者は、以下のような明確なメリットを提供します:
- 直接的なコミュニケーション: 対面での打ち合わせ、工場見学、設計に関する質問への即時フィードバック
- 迅速な試作・改良(イテレーション): 修正の迅速な対応と、緊急の部品を当日中に手配できる柔軟性
- 関係構築: 長期的なパートナーシップ。工場がお客様の仕様および品質要件を十分に理解している関係
- 簡素化された物流: 通関書類が不要、輸送距離が短く、万が一問題が発生した場合の返品も容易
オンラインCNC加工サービスプラットフォームは、根本的に異なるアプローチを採用しています。その根拠は、 XTJ Precision によると、オンラインプラットフォームでは自動見積もり、リアルタイム追跡、および世界規模の広範なサプライヤー網を活用しており、標準的なプロジェクトにおいては通常、納期が短縮され、品質の一貫性も高まります。
それぞれのモデルは、どのような状況で選択すべきか?
- 地元の業者を選択する 対面での密接な協業が必要な場合、エンジニアリングの支援を要する複雑な設計である場合、または長期的な製造パートナーシップ構築を重視する場合
- オンラインプラットフォームを選択する 即時見積もりが必要な場合、標準化された部品が必要な場合、迅速な試作サンプルが必要な場合、または分散型チームでリモートワークを行う場合
オンラインCNC加工サービスは、効率性に優れています。設計ファイルをアップロードするだけで自動見積もりが受けられ、ダッシュボードから注文の進捗状況をリアルタイムで追跡できます——電話やメールのやり取りは一切不要です。ただし、XTJが指摘しているように、実際に部品を製造する担当者と十分なコミュニケーションが取れないため、複雑な問題の解決や特殊な仕様の説明が困難になる可能性があります。
国際的な機械加工パートナーとの連携
国際調達——特に中国におけるCNC加工サービス——は、意思決定に新たな視点を加えます。コスト面でのメリットは非常に大きい一方で、検討すべき課題も同様に多く存在します。
国際的な機械加工パートナーのメリット:
- 人件費の削減: 時間単価の低減により、特に人手を要するプロジェクトにおいて、1個あたりのコストが低下します
- 大容量: 大規模な施設では、試作から大量生産までシームレスにスケールアップが可能です
- 材料の選択肢の拡大: 一部の国際サプライヤーは、より幅広い材料在庫を保有しています
管理が必要な課題:
- コミュニケーションの障壁: タイムゾーンの違い、言語の微妙なニュアンス、問題解決に対する文化的アプローチ
- 長いリードタイム: 海上輸送では数週間かかるため納期が遅れ、航空輸送はコストが高いため価格競争力が損なわれる
- 品質検証: 距離が離れているため、工場監査および工程中の検査が困難になる
- 知的財産に関する懸念: データセキュリティおよび設計保護には、慎重な契約管理が必要である
信頼性の高い国際的なサプライヤー(ノルク社によれば)は、ISO 9001認証などの正式な品質マネジメントシステムを有しているべきであり、これは事業全体にわたり体系的に品質を管理する姿勢を示す。規制が厳しい業界では、発注前に該当する特定の認証を確認すること。
サービス形態とプロジェクト要件の適合
プロジェクトの特性が調達判断を左右すべきである。選択肢を評価する際に、以下の要素を検討すること。
- 緊急性: 数日以内に部品が必要ですか?その場合は、国内または地域のオンラインプラットフォームが有利です。4~6週間待てる場合は、国際的な価格設定が魅力的になります。
- 複雑さ シンプルで明確に定義された部品には、オンラインでの見積もりが適しています。一方、複雑な形状を有する部品は、直接の技術相談による対応が有益です。
- 容量: 試作や小ロット生産には、地域の機動性が有利です。大量生産では、国際物流に伴うオーバーヘッドを正当化できます。
- 重要度: 完全なトレーサビリティが求められる航空宇宙・医療用部品については、認証済みの国内サプライヤーが不可欠です。商業用部品は、より柔軟な選択が可能です。
- 予算の制約: 予算が厳しい場合、国際調達やオンライン調達による効率性が優先されます。一方、高額の予算が確保できる場合は、信頼関係および迅速な対応を重視できます。
3ERPが強調している通り、最も安い選択肢が常に最善とは限りません——品質はコスト削減のために妥協してはなりません。納期遅延、検査不合格、あるいは再加工を要する部品は、信頼性の高い納品を実現するためにプレミアム料金を支払うよりも、はるかに高コストになります。
多くの成功した調達戦略では、複数のアプローチを組み合わせています。すなわち、緊急の試作や複雑な開発作業には現地パートナーを活用し、標準化された量産部品にはオンラインプラットフォームを、コスト感度が高く大量生産が求められる案件には国際的なサプライヤーを活用するというものです。鍵となるのは、各プロジェクトの固有の要件に最も適したサービスモデルを選定し、単に最も低価格な見積もりではなく、総合的な価値(トータルバリュー)を最大化することです。

ご自身のプロジェクトに最適なCNC加工パートナーの選定
機械加工工程、材料選定、公差仕様、コスト要因に至るまで、膨大な情報をご確認いただきました。ここからが正念場です。つまり、ご自身の特定のプロジェクト要件に真正に適合するCNC加工サービスプロバイダーを、いかにして評価・選定すればよいのでしょうか? 適切なパートナーとは、単に部品を納入するだけの存在ではありません。それは、ご担当のエンジニアリングチームの延長として機能し、技術的課題の解決を支援するとともに、初期のコンセプト段階から量産開始まで、スケールアップを支えてくれる存在なのです。
パートナー選定の主要な評価基準
最適なCNC機械加工会社およびサービスを選定するには、単に最も低価格の見積もりを受諾するのではなく、体系的な評価が必要です。根据 アバンティ・エンジニアリング によると、製造業者はプロジェクト要件を明確に定義し、サプライヤーの能力を評価し、認証資格を確認し、納期を検討し、コストと価値のバランスを分析し、さらにコミュニケーションおよびエンジニアリング支援の質をレビューすべきです。
評価をガイドするための優先順位付きチェックリストを以下に示します:
- 能力の適合性を確認する: 該当工場は、ご注文部品の加工に必要な設備を保有していますか? 適切な工作機械(3軸、5軸マシニングセンター、旋盤、スイス型自動車床)を備え、またご指定の材料仕様(例:アルミニウム、チタンなど)に対応可能であることを確認してください。アルミニウム製プロトタイプの加工に優れたCNC機械加工サービス提供事業者が、航空宇宙分野向けチタン部品の加工経験を持たない場合もあります。
- 関連する認証を確認する: 業界の要件に合致する認証を確認してください。自動車分野のプロジェクトにはIATF 16949が求められます。航空宇宙分野ではAS9100Dが必須です。医療機器分野の用途にはISO 13485が必要です。一般商業用の作業では、最低限ISO 9001:2015が求められるのが通常です。認証書の写しを請求してください——勝手に推測しないでください。
- 品質保証体制を評価する: 認証にとどまらず、その検査能力を理解しましょう。寸法検証のための三次元測定機(CMM)を保有していますか?初品検査(First-Article Inspection)はどのように実施していますか?不適合部品に対する文書化された処理手順はどのようなものですか?
- 納期パフォーマンスを評価する: 貴社のスケジュールに対応できますか?Protolabs Networkによると、確立されたサプライヤーからの納期は、部品の複雑さに応じて、標準で5営業日から数週間まで幅があります。標準納期と特急納期の違いを明確にしてください。
- 価格構造を理解する: 透明性のある価格設定は、不明瞭な見積もりより優れています。優れた契約CNC加工サービスは、コスト発生要因を明確に説明し、お客様の費用削減に向けた最適化提案も提供します。
- コミュニケーション対応力の評価: 問い合わせに対してどの程度迅速に返答するか? 専任のプロジェクト担当者が設定されているか? ロンション・マニュファクチャリング社によると、効率的なコミュニケーションは、協業中に発生する問題をタイムリーに解決するのに役立ちます。
- 参考情報と実績を確認してください: 自社業界における事例研究(ケーススタディ)または顧客参照先を依頼してください。同様のプロジェクトで実績があることは、リスクを大幅に低減します。
試作から量産への拡大
最も見落とされがちな選定基準の一つが「スケーラビリティ(拡張性)」です。最初の発注は数点の試作部品にすぎないかもしれませんが、成功した製品はやがて数千点規模の量産部品を必要とします。自社の成長に合わせて対応できるパートナーを選定すれば、プロジェクト途中での苦痛を伴うサプライヤー切り替えを回避できます。
スケーラビリティの兆候を確認しましょう:
- 設備の充実度: 同種の能力を持つ複数台の機械を保有することで、生産能力の制約を受けずに量産が可能になります
- 工程文書: 十分に文書化された工程設定は、試作から量産へのシームレスな移行を実現します
- 統計的プロセス制御: 統計的プロセス管理(SPC)の導入により、生産数量の増加に伴って品質の一貫性が確保されます
- 二次加工: 自社内での仕上げ、組立、または包装能力により、大規模なサプライチェーン管理が簡素化されます
このようなシナリオを考えてみてください。ある工場でプロトタイプを開発したものの、その後、10,000台規模の量産注文に対応できる生産能力がその工場にないことに気づきます。こうなると、新たなサプライヤーの再認定、公差の再検証、さらには異なる機械能力に合わせた設計変更まで必要になる可能性があります。このような中断は、時間・コスト・開発ペースのいずれも損ないます。
IATF 16949認証を取得したパートナー企業は、この移行プロセスにおいて特に優れています。自動車業界の品質規格であるIATF 16949では、開発から量産への移行を形式化する「生産部品承認プロセス(PPAP)」の文書化が義務付けられています。例えば、 シャオイ金属技術 のような施設は、この能力を体現しています。同社のIATF 16949認証取得済みの操業体制および厳格な統計的工程管理(SPC)の実施により、高精度部品を最短1営業日という短納期で供給可能であり、複雑なシャシー部品のアセンブリやカスタム金属ブッシュなどの製品において、迅速なプロトタイピングから大量生産へシームレスにスケールアップできます。
さらに、パートナー企業がCNC機械の修理サービスやメンテナンスサービスを提供しているかどうかを検討してください。自社内で設備の保守・点検を実施している工場は、外部委託に頼っている工場と比べて、より深い技術的専門性とより信頼性の高い稼働率を示す傾向があります。このような運用能力は、より一貫性のある納期遵守性能へと直結します。
次のステップへ進もう
本ガイドで得た知識をもとに、CNC加工プロジェクトに関する適切な意思決定を行う準備が整いました。以下に、今後の進め方を示します。
直近のプロジェクトについて:
- CADファイル、使用材料仕様、公差要件、および必要数量をまとめてください
- ご用途に必要な認証を特定してください
- ご要件(加工能力および認証要件)を満たすベンダー2~3社から見積もりを依頼してください
- 価格だけでなく、納期、コミュニケーション品質、およびエンジニアリングサポートの質も比較してください
長期的な成功のために:
- ご産業分野および品質要件を理解するパートナーとの関係構築を図ってください
- 設計の最終決定前に、製造性を考慮した設計(DFM)レビューに十分な時間を投資してください
- 進行中のプロジェクトについて、明確なコミュニケーションチャネルと期待値を確立してください
- サプライヤーベースを定期的に監査し、継続的な能力適合性を確保してください
最も安い見積もりが必ずしも最良の価値を提供するとは限りません。納期遅延、検査不合格、または再加工を要する部品は、一見した節約額をはるかに上回るコストを生じさせます。適切なCNC機械サービスパートナーは、競争力のある価格設定と信頼できる品質、迅速な対応、およびお客様の成長を支える実行能力をバランスよく兼ね備えています。
初めてのコンセプト試作から量産へのスケールアップまで、本ガイドで述べた原則——機械加工工程の理解から認証評価、製造性を考慮した設計最適化に至るまで——は、自信を持ってCNC機械加工の分野を navigating するための手助けとなります。お客様の製造成功は、適切なパートナー選定から始まります。
CNC機械サービスに関するよくあるご質問
1. CNC加工サービスの料金はいくらですか?
CNC加工のコストは通常、1時間あたり50ドルから150ドルの範囲であり、セットアップ料金は50ドルから始まり、複雑なプロジェクトでは1,000ドルを超えることがあります。総額は、材料選定(アルミニウムはチタンよりも安価)、幾何学的複雑さ、公差要件、および発注数量によって異なります。試作品の単価は、セットアップ費用が少ない部品数に按分されるため、単位当たりの価格が高くなります。一方、500個以上の量産では、セットアップ費用の影響が無視できるほど小さくなるため、単位当たりのコストが大幅に低下します。
2. CNC加工サービスとは?
CNC加工サービスは、事前にプログラミングされたコンピュータソフトウェアがフライス盤、旋盤、多軸システムなどの工作機械を制御する専門的な製造ソリューションです。これにより、原材料のブロックからカスタム設計された部品を製造します。この削り出し方式の製造プロセスでは、固体の材料から不要な部分を除去して高精度の部品を製作し、通常は±0.005インチ(約±0.13 mm)という厳しい公差を標準として実現します。サービス内容には、フライス加工、旋削加工、スイス型加工および金属・プラスチック向けの各種仕上げ処理が含まれます。
3. CNC機械の時間単価はいくらですか?
CNC工作機械の時間単価は、機器の種類および加工の複雑さによって異なります。基本的な3軸フライス盤は通常1時間あたり40~75米ドル、一方で高度な機能を備えた5軸機械は1時間あたり75~150米ドル以上となります。これらの単価には、機械の運転コスト、工具の摩耗、およびオペレーターの専門技術が反映されています。部品の形状に応じて適切な工作機械を選定し、常に最も高度な機械を無条件に選ぶのではなく、品質を損なうことなくコスト最適化を図ることが重要です。
4. CNC加工パートナーには、どのような認証を確認すべきですか?
必要な認証は、お客様の業界によって異なります。自動車分野の用途では、統計的工程管理(SPC)を実施したIATF 16949認証が求められます。航空宇宙部品では、リスクマネジメントおよびトレーサビリティを確保するためのAS9100D認証が必要です。医療機器製造では、ISO 13485への適合が必須です。一般商業用途では、通常、基準としてISO 9001:2015認証が求められます。IATF 16949認証を取得した施設(例:邵逸金属科技有限公司)では、迅速な試作から量産まで対応可能で、最短1営業日という短納期での納品も可能です。
5. 地元のサービス、オンラインサービス、国際的なCNCサービスのいずれを選ぶべきか?
調達戦略をプロジェクトの要件に合わせて選択してください。現地サービスは、対面での密接な協業、複雑なエンジニアリング支援、あるいは緊急部品の即日引取りが必要な場合に優れています。オンラインプラットフォームは、単純で明確に定義された部品に対して、即時の見積もり提示と標準化されたプロセスを提供します。海外サプライヤーは、大量生産においてコストメリットをもたらしますが、4~6週間の輸送期間を要し、品質確認には十分な注意が必要です。多くの成功事例では、複数のアプローチを組み合わせた戦略が採用されています——試作には現地サプライヤー、標準部品にはオンラインプラットフォーム、量産には海外サプライヤーを活用するという具合です。