 Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим
Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим 

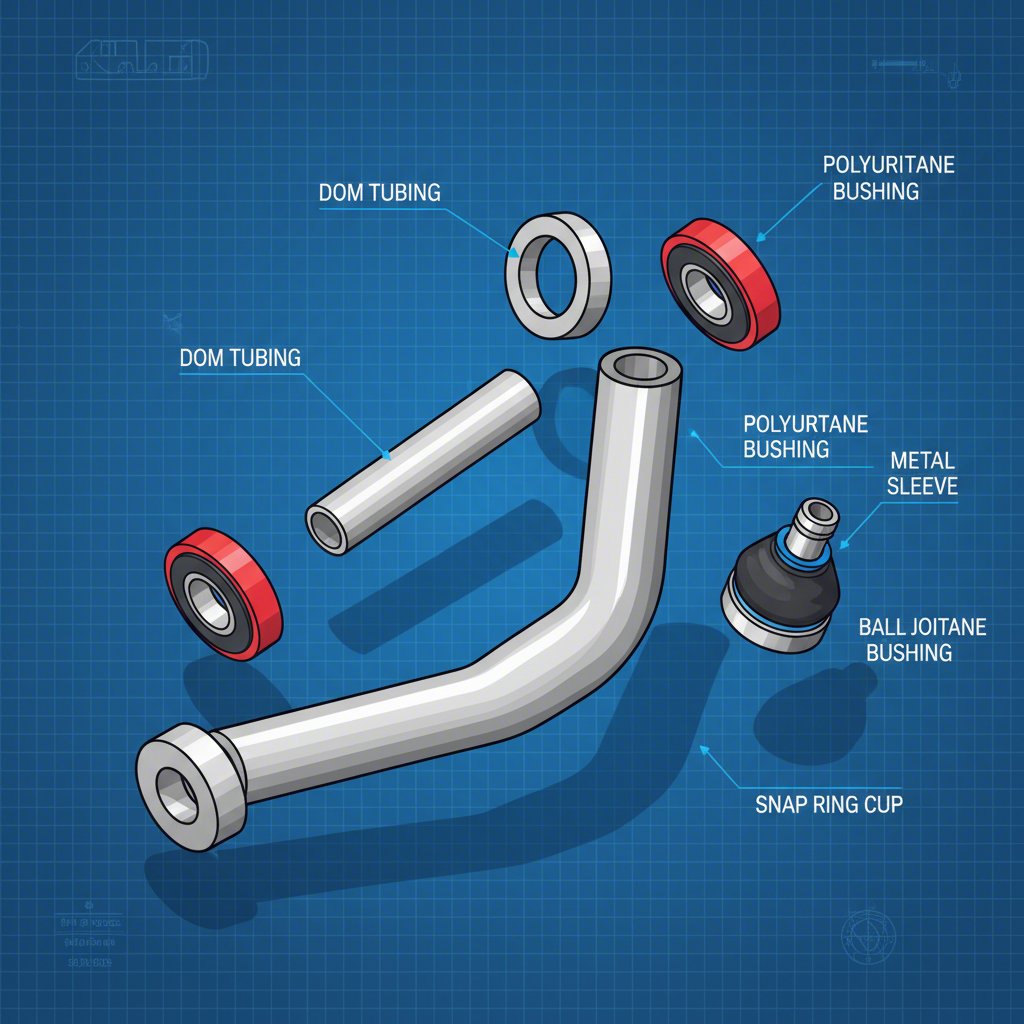
Неопходне делове за производњу рукава за контролу трубљице
ТЛ;ДР
Izrada prilagođenih upravljačkih poluga u cevima zahteva određeni skup delova i precizan proces. Osnovni sastojci uključuju čvrste cevi DOM ili Chromoly, navojne zavarene bungove za šipke, visokokvalitetne bušonje (Delrin ili poliuretan) i obradjene čaše za kuglaste zglobove. Proces izrade zasniva se na tačnom dizajnu, preciznom rezanju i žlebljenju cevi, montaži unutar krutog okvira radi održavanja geometrije i pažljivom TIG zavarivanju radi maksimalne čvrstoće i sigurnosti.
Osnovni sastojci za izradu upravljačkih poluga
Izrada skupa cevastih nosača od nule je zadovoljavajući projekat koji vam omogućava potpunu kontrolu nad geometrijom vešanja vašeg vozila. Međutim, uspeh zavisi od korišćenja odgovarajućih materijala. Ovo nisu delovi koje možete pronaći u lokalnoj prodavnici alata; to su specijalizovani sastavni delovi dizajnirani da podnesu ogroman napon. Nabavka visokokvalitetnih delova je prvi i najvažniji korak u procesu izrade.
Temelj bilo kog cevastog nosača je sam cevovod. Većina izrađivača bira između čelika izvlačenog preko kalupa (DOM) i hrom-molibdenskog čelika 4130. Kao što je naglašeno u proizvodima proizvođača poput Porterbuilt , цеви од дебелог зида DOM су популаран избор због високе чврстоће, изузетне једноликости и повољне цене, што их чини идеалним за уличне и перформанс примене. Хромоли нуди већи однос чврстоће према тежини, због чега је омиљени материјал за тркачке примене где свака унца има значај, избор детаљно описан у висококвалитетним прилагођеним конструкцијама. Избор зависи од вашег буџета и перформанси које желите да постигнете.
Поред цеви, потребно је неколико кључних компоненти да бисте направили функционалне и подесиве кракове. Интернет добављачи као што су JOES Racing Products i CB Chassis Products нуде комплексну понуду ових делова. Типична листа за куповину укључује:
- Завариване цевне завршетке (бунгс): Ови навојни уметци се заварују на крајеве DOM цеви како би прихватили хајм спојнице (крајеве шипки) или навојне подешаваче, омогућавајући прецизне измене поравнања.
- Покривачи и рукава: Ове компоненте се притискају у тачке за окретање на страни шасије контролних руку. Опције високих перформанси укључују Делрин за минимално одвијање и дуг живот или полиуретан за равнотежу перформанси и потискања вибрација.
- Заплетени или уграђени: Ови држе кугличан зглоб на страни волана контролне руке. Они могу бити плоче за вртљане кугле или обрађене чаше за стилове за притисак, и морају бити прецизно лоцирани и заварани.
- Уграђивање Табс и Бракетс: Они се заварују за оквир возила како би обезбедили тачке причвршћивања за носаче контролних кракова.
За пројекте који захтевају јединствене спецификације, велике серије производње или врхунску прецизност делова као што су плоче исечене на CNC машинама и капе лоптастих зглобова, сарадња са специјализованим произвођачем може бити од користи. Компаније као што су Шаои (Нингбо) Метал Технологија Цо, Лтд. обезбеђујемо израду по меру за аутомобилску калибру и производњу металних делова, са прецизношћу која је кључна за делове вешања. Ово осигурава савршену уградњу и металиуршку конзистентност, што је од кључног значаја за безбедност и перформансе.
Упоредба материјала: DOM челик против 4130 хроммоли
| Особност | DOM челик | 4130 хроммоли |
|---|---|---|
| Čvrstoća | Веома јак и трајан за већину примене. | Већа чврстоћа на затег, омогућава танье зидове и мању тежину при истој чврстоћи. |
| Težina | Тежи од хроммолија при еквивалентној чврстоћи. | Лакши, због чега је идеалан за тркање и смањење непружинског оптерећења. |
| Troškovi | Подобно је и доступније је. | Значајно је скупља. |
| Заваривање | Лако се заварива са МИГ или ТИГ; мање осетљив на топлоту. | Потребно је заваривање са тиг-ом. Предгријавање и послегријавање су обично потребни само за дебљине зидова веће од 0,120 инча. |
| Идеална примена | Уметнички перформанси, камиони на замену (Ц10, С10) и генерална изработка. | Професионални моторспортови, тркање ван пута и примене где је тежина критична. |
Процес израде: од дизајна до завршног завареног дела
Када набавите компоненте, започиње процес израде. Овде су прецизност, стрпљење и правилни алат од пресудног значаја. Израда контролних спојница није само заваривање цеви; то је инжењерски задатак који директно утиче на управљачка својства и безбедност вашег возила. Цео процес мора бити методичан како би се осигурало да је готов производ истовремено чврст и геометријски савршен.
Пут од сировог материјала до готовог производа прати јасну секвенцу корака. Како је детаљно описано у исцрпном извештају о изради од стране Wilhelm Raceworks , чак и наизглед мали детаљи као што је обезбеђивање великодушних радија уместо оштрих углова могу имати велики утицај на отпорност делова на стрес и умору. Професионални приступ подразумева пажљиво планирање и извршење у свакој фази.
Ево разматрања процеса производње коцка по коцка:
- Проектирање и мерење: Први корак је да завршите свој дизајн, или помоћу ЦАД софтвера за анализу стреса или пажљиво мерењем тачака за прикупљање суспензије вашег возила. Мораћете да одредите жељену дужину, угао ког се коцкају коцкице и место где се крећу да бисте постигли циљен центар коцкања, коцкања и ваљања.
- Резање и резање: Исечите DOM или Хромоли цеви на прецизне дужине које сте одредили у пројекту. Крајеви цеви који ће се спајати са другим цевима морају бити 'исечени' или 'искошени' како би савршено прилегли, стварајући чврсту везу за заваривање. Најбољи алат за овај посао је уређај за исецање цеви.
- Обрада и припрема: Било који прилагођени делови, као што су фитинзи који држе лоптасти зглоб, можда ће морати бити обрађивани на стругу или фрези. Пре заваривања, све компоненте тешко очистите како бисте уклонили сву уљасту материју, масти или калу која би могла да загађује заварени шав.
- Израда шаблона: Ово је неразвојно најважнији корак. Шаблон за израду је помагало које држи све појединачне компоненте контролног оспова у тачно одређеним коначним позицијама. Изградња прецизног и чврстог шаблона је од суштинског значаја како би се осигурало да контролни оспов не буде изобличен под дејством топлоте током заваривања и да је његова коначна геометрија исправна.
- Привремено заваривање и провера: Ставите све компоненте у шаблон и нанесите мале 'привремене' заваре како бисте их држали заједно. Након привременог заваривања, склоните оспов са шаблона и пробајте га на возилу како бисте проверили димензије и размаке пре коначног заваривања.
- Коначно заваривање: За компоненте вешања, заваривање инертним гасом са тунгстеном (TIG) је предвиђена метода због своје прецизности и јаких, чистих заварених шавова које производи. Заварите шавове у ступајућем низу како бисте равномерно распоредили топлоту и минимализовали изобличење. За 4130 Chromoly спорно хлађење (на пример, паковање делова у заваривачки покривач) је неопходно да би се спречило оштећење материјала; међутим, претходно загревање је обично потребно само за цеви са дебљином зида већом од 0,120 инча.
- Навршће: Након заваривања и хлађења, регулажни клин се може прекрити прахом или бојом ради отпорности према корозији. На крају, утисните усједања и поставите лоптично зглоб да бисте завршили скупљање.
Цеваста насупрот плочастим краковима: Кључни избор дизајна
Приликом пројектовања прилагођених контролних лукова, једна од основних одлука са којом се суочава произвођач је да ли да користи цевни или плочаст дизајн. Иако оба могу бити изузетно чврста, њихова конструкција им даје различите карактеристике због којих су погодни за различите примене. Разумевање ових разлика је кључно за изградњу система овисности који одговара намени вашег возила.
Контролни лук цевне конструкције, као што само име говори, направљен је углавном од округлих или понекад квадратних цеви. Овај дизајн је одличан у отпорности на силе из више правца, као што су усукивање (торзионе оптерећења) и потискивање-вулачење (силе затегања и притиска) које су честе при вожњи по асфалту. Заобљени облик равномерно распоређује напон, чинећи га ефикасним и лаким решењем за већину примене, од уличних аутомобила до тркачких возила.
Рампа за плочу, која се често користи у екстремном теренском трчању, направљена је од више делова равне челичне плоче који се исецају и заварују заједно како би формирали структуру сличну кутији. Ова метода израде ствара рампу која је изузетно јака и крутa, посебно у односу на директне вертикалне ударце, као што је слетање након великог скока. Иако је често тежа од цевасте рампе, њена јачина може бити предност у врло тешким условима. Како је један корисник форума напоменуо: 'Рампе од плоче ће бити јаче. Цеви су боље у нечему као што је кавез за превртање где силе (ударци) могу доћи са било ког угла.' Ово истиче основни компромис између ова два дизајна.
Упоредба: Цевасте и плочасте управљачке рампе
| Карактеристично | Рубљиве контролне руке | Плочасте управљачке рампе |
|---|---|---|
| Профил јачине | Изузетна торзиона крутост и јачина на истезање/сабијање. Ефикасна приликом преношења оптерећења са више смерова. | Изузетно висока јачина против директних вертикалних и бочних оптерећења. Може бити јача али мање ефикасна у односу на своју тежину. |
| Težina | Уопште лакши за дати ниво чврстоће због ефикасности округлог цевовода. | Обично тежи и већег формата, јер захтева више материјала за израду оквирне конструкције. |
| Сложеност израде | Захтева прецизно исецање цеви и чврсту шаблонску опрему. Заваривање може бити комплексно на закривљеним спојевима. | Захтева CNC или плазма сечење плоча и интензивно заваривање. Често су потребни унутрашњи брафни елементи. |
| Troškovi | Трошкови материјала за DOM цеви су умерени. Хромоли значајно повећава цену. | Трошкови материјала за челичне плоче могу бити високи, а трошкови радне снаге/сечења су често већи. |
| Идеална примена | Улична перформанса, тркање на путу, драг тркање, прилагођена камионета и већина возила за коришћење на путу. | Трофејни камионети, возила за пењање по стенама и екстремна теренска возила која подносе сурове ударце. |