 Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим
Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим 

Опције за обраду површине за алуминијумске екструзије за аутомобиле: Најбоља пристојање
Увод у избор завршних обрада алуминијумских екструзија у аутомобилској индустрији
Када набављате или пројектујете алуминијумске екструзије за аутомобилску индустрију, избор завршне обраде није само питање естетике. То је кључни фактор који одређује како ће ваша компонента функционисати, колико дуго ће трајати и колико добро ће се интегрисати у модерне линије за скупљање возила. Звучи комплексно? То јесте, посебно када узимате у обзир трајност, изглед и ефикасност производње за 2025. годину и даље.
- Отпорност на корозију у тешким условима и дуг век трајања
- Заштита од хабања и абразије за покретне или изложене делове
- Класе изгледа за задовољавање потреба видљивих облоге и брендирања
- Компатибилност за спајањезаварање, лепило или механичко запртње
- У складу са еволуирајућим прописима
- Утицај на трошкове по возилу и проток за производњу великих количина
Зашто квалитет завршне обраде важи за алуминијумске екструзије у аутомобилској индустрији
Замислите кровни носач, кућиште батерије или украсни део унутрашње опреме – сваки од њих се сусреће са одређеним сетом еколошких и механичких изазова. Права завршна обрада алуминијума може да направи разлику између делова који изгледају прецизно и отпорни су на корозију годинама, и оних који према време пропадају услед појаве корозије, олупљавања или промене боје. За аутомобилске инжењере, то значи да завршне обраде нису само ствар изгледа – већ су кључне за поуздан рад и смањење ризика од жалби по основу гаранције.
Шта се сматра обрадом површине и где свака од њих има предности
У свету алуминијумских екструзија, обрада површине подразумева било који процес који модификује површину ради постизања одређених функционалних или естетских карактеристика. То укључује:
- Предобраде: Чишћење, депасивација и наношење претходних премаза како би се подготавила површина за даљу обраду
- Анодирање: Електрохемијски згушњени оксидни слојеви за отпорност на корозију и хабање, доступни у декоративним или тврдим (тип III) варијантама
- Системи прашкаста облога и електрофорезе: Органске облоге наносе се ради боје, отпорности на хемикалије и једнаке покривености
- Милна обрада површине плус процеси бојења: Коришћење екструдиране површине као базе за грунт и боју, уз постизање баланса између трошкова и флексибилности
Свака од ових завршних обрада алуминијумских површина носи својства специфична за ту обраду. На пример, анодизација нуди изврсну заштиту од корозије и разнолику палету боја, док прашкаста облога обезбеђује издржљив и живахан слој са широким избором боја и текстура. Механичке и хемијске обраде, као што су обрада стакленим зрнцима или полирање, могу да побољшају изглед или припреме површину за наношење следећих облога. Избор зависи од специфичних захтева ваше примене — да ли вам је неопходна отпорност на УВ зраке за екстерјерне делове, или је жељена јефтина обрада за структурне делове који нису видљиви.
Како да користите ову рангирану листу за спецификацију и набавку
Овај водич је креиран да вам помогне да упоредите и изаберете опције површинске обраде алуминијумских профила за аутомобилску индустрију. У наредним одељцима ћете приметити да је свака завршна обрада процењена коришћењем:
- Јасних наслова H3 за брзо скенирање
- Погодности и недостаци у облику листа са тачкама
- Стварни случајеви употребе и савети за спецификације
Такође ћемо, где је то релевантно, навести кључне стандарде (као што су ASTM, SAE, ISO и MIL-A-8625), како бисте могли да ускладите своје захтеве са најбољим индустријским праксама.
Повезивање праве легуре, стања и геометрије делова са одговарајућом завршном обрадом алуминијума је кључно. Погрешна комбинација може довести до проблема као што су филаментозна корозија, истанјење ивица или лоша адхезија – што може изазвати скупе кварове у непосредној идици.
Спремни да уђете у детаље? Наредни одељци објашњавају сваку врсту завршне обраде, помажући вам да ускладите своје циљеве у погледу перформанси, изгледа и трошкова са правим решењем за ваш наредни аутомобилски пројекат.
Методологија и критеријуми за процену којима се рангирају површинске обраде
Kada ste suočeni sa desetinama načina za završnu obradu aluminijumskih profila u automobilskoj industriji, kako da znate koji proces daje najbolje rezultate? Odgovor leži u jasnom i praćenom okviru za evaluaciju. Ova sekcija objašnjava kriterijume, korake i tačke kontrole koji pomažu inženjerima, kupcima i menadžerima za kvalitet da donesu obučene odluke u vezi sa površinskom obradom aluminijuma – čime se osiguravaju i performanse i usklađenost u zahtevnim automobilskim programima.
Kriterijumi evaluacije usklađeni sa automobilskim standardima
Zamislite da naručite površinsku obradu, a zatim nakon montaže ustanovite da ne ispunjava zahteve proizvođača vozila za otpornost na koroziju ili adheziju. Kako biste to izbegli, svaki završni sloj se procenjuje u skladu sa industrijskim standardima i realnostima iz proizvodnje. Ključni kriterijumi uključuju:
- Отпорност на корозију: Performanse u testovima otpornosti na slanu maglu i cikličnu koroziju (ASTM, ISO, SAE protokoli)
- Adhezija i trajnost: Potvrđeno testovima sa rešetkom, trakom i udarcem
- Изглед: Постоянство у сјају, боји и текстури, измерено колориметријом и визуелним стандардима
- Компатибилност боје и пеци: Способност да издржи низводне циклусе утврђивања без губитка интегритета
- Сагласност са захтевима за заштиту животне средине: Коришћење претварачких премаза без хромата и завршних премаза без ЛОС-ова где год је то могуће
- Капацитет производње: Време циклуса, стопа поновног рада и спремност за аутоматизацију
- Трошкови и континуитет снабдевања: Уплит на трошкове по возилу и способност да се подрже распореди за аутомобилске возила са великим бројем
Ови критеријуми осигурају да сваки метод завршног обраде површине алуминијума није само технички здрав, већ и практичан за производње аутомобила.
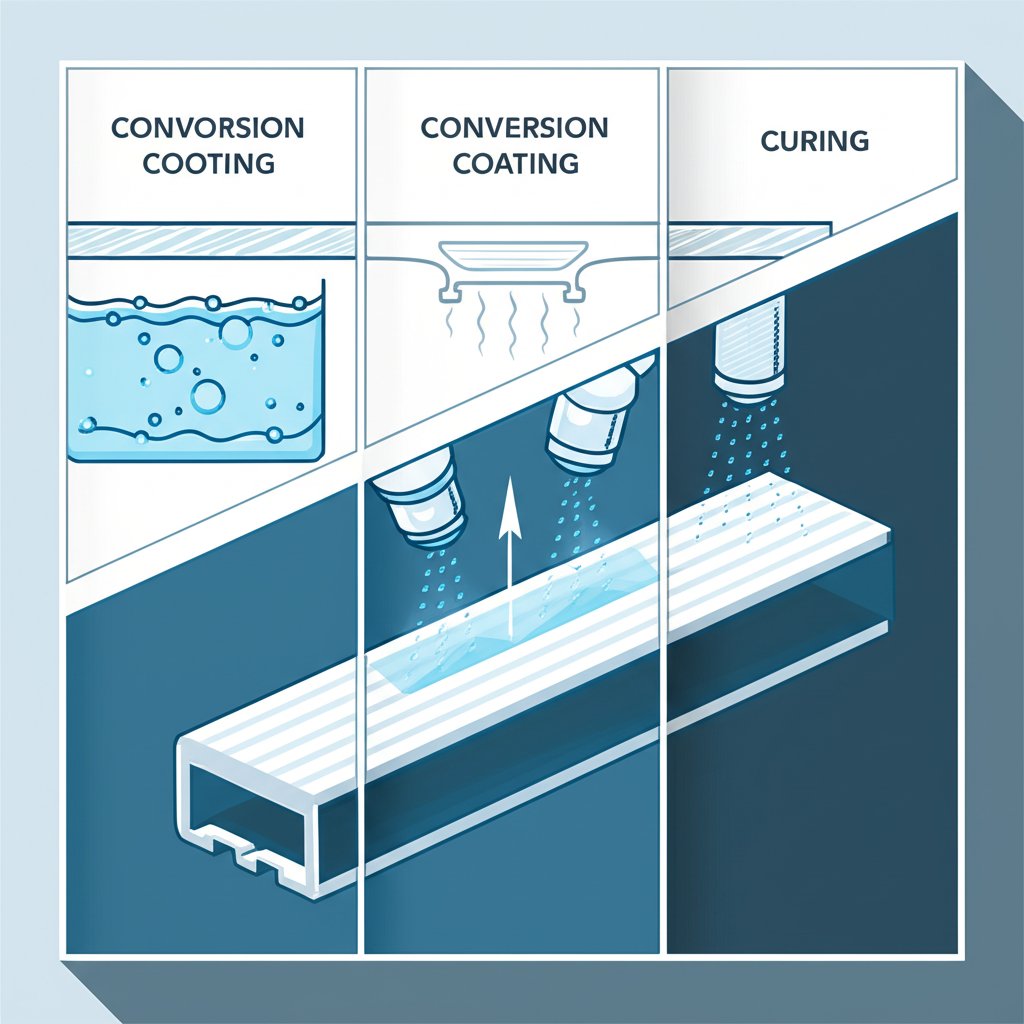
Процесни ток: Претратација до топцоата
Путовање до висококвалитетног алуминијумског делова следи дисциплинирани процес. Ево типичне секвенце, са контролним тачкама за потенцијалне режиме неуспеха:
-
Чишћење и деоксидација
- Начин пропадања: Остатак уља или оксида узрокује губитак адхезије; непостојан чишћење доводи до неравноправног завршетка
-
Преображавајуће премазивање (преферирано без хромата)
- Начин пропадања: Неисправна примена доводи до неадекватне отпорности на корозију; неисправно испирање узрокује пупољке
-
Изабрана завршна боја (анодизирање, прах, Е-коат, течна боја)
- Редови неуспеха: Фарадејово сенкање на сложеним профилима; неравномерна изградња филма; несагласност боја на видљивим областима
-
Цур/Цел
- Начин промаши: Недостатак запечатања у анодисању; препечење или недовољно зачишћење у органским премазима; губитак сјаја или адхезије
-
Инспекција
- Модови неуспеха: пропуштено рањивање ивица, неоткривене повјерске дефекте или лоше покривање у укочатима
Свака фаза се валидира помоћу метода испитивања на које се односи у стандардима АСТМ и ИСО за адхезију, дебљину премаза и циклусну корозију. За анодирање, MIL-A-8625 је заједнички референтни показатељ, док се компатибилност боје-пека и монтажа проверава према протоколима ОЕМ ( извор ).
Контролне тачке за инспекцију и прихватање
Обезбеђивање квалитета не завршава се на линији. Визуелна инспекција, мерење грубоће површине и неразрушно тестирање (НДТ) помажу да се потврди да завршни алуминијумски део испуњава спецификације. Типичне контролне тачке укључују:
- Визуелна инспекција за пукотине, јаме или промјену боје
- Мерење дебелине премаза (профилометарске или ултразвучне методе)
- Испитивања прилепљености (прекретање, тракање траке)
- Provere hrapavosti površina koje su ključne za sprezanje
- Procena boje i sjaja, posebno za delove koji su vidljivi
Ови кораци су кључни за осигуравање да премази на алуминијумским профилима обезбеде и перформансе и естетику.
Шаблони текстова спецификација за поједностављивање набавке
Завршна обрада мора да испунjava [релевантан стандард] и да прође испитивање адхезије и цикличне корозије према OEM протоколу. Претходна обрада мора бити без хромата, осим ако није другачије наведено. Покријте критичне размере и навојне делове. Укључите план мапирања дебљине премаза.
Јасни, стандардни језик у вашим документима о набавци помаже добављачима да увек испоруче праву обраду површине алуминијума.
Разгледи о пројекту за производњу и монтажу (ДФМ/ДФА)
Пре него што завршите своје цртеже, размислите о овим практичним савјетима како бисте касније избегли изненађења:
- Упознајте области које треба маскирати или затварати (наводе, бубњеве, електричне контакте)
- Дизајнирање радијуса ивице како би се спречили танки или оштри ивици који се не могу равномерно покрити
- Уверите се да је исправно одводњавање и проветривање за шупљине екструзија како би се избегло заробљено течности или непотпуно покривање
- У рачуну се узимају димензионалне промене због изградње филма, критичне за скупове са чврстом толеранцијом
Следећи ове смернице, можете да одредите и завршите алуминијумске екструзије које испуњавају и техничке и производне циљеве. Затим ћемо погледати како се ови критеријуми примењују у реалној производњи, почевши са прегледањем понуде интегрисаних третмана површина.
Саоии Решења за обраду површине за аутомобилске екструзије
Када купујете алуминијумске екструзијске делове за аутомобилске програме, потреба за поузданим, интегрисаним партнером за завршну обраду постаје јасна. Замислите да су сви главни процеси завршног обраде - анодисање (и декоративно и тврдо), прахово облогавање, е-обој и напредни системи бојења - доступни на једном месту, уз подршку чврстог осигурања квалитета и потпуне праћења. То је управо оно што Шаои, водећа компанија за завршну обраду алуминијума, испоручује за ауто-алуминијумске екструзије.
Шта Шаои испоручује за аутомобилске екструзије
Шаои се истиче нудећи свеобухватну серију опција за обраду површине за аутомобилске алуминијске екструзије. Њихове способности укључују:
- Анодирање: Декоративне завршне обраде за видљиву обруч или тврду анодизацију за подручја која се често носе
- Покривање прахом: Широк опсег боја и текстура, идеалан за спољне или подкуповинске компоненте
- Е-Отплаш (Електрофоретичка слика): Улутра-једнаквосна покривеност прајмера, посебно у сложеним или затвореном профилу
- Системи боје: Уколико је потребно, може се користити и за производњу пилула.
- Pretretman i zaštita: Precizno čišćenje, prevlake za konverziju (uključujući bez hromata) i prilagođena zaštita/čepovi za navoje, otvore i kritične detalje
Сви процеси подржани су документацијом и упоређивањем стандарда за ASTM, SAE, ISO и MIL-A-8625, чиме се осигурава безпрекорно усклађивање са спецификацијама купца и захтевима глобалних произвођача ( извор ).
Где истиче и када је бирати
Зашто да верујете једној компанији за завршну обраду алуминијума за све ваше потребе екструзије? Ево где Шаои истиче:
- Интегрисани процесни ток: Сваки корак, од преобраде до коначног прегледа, управља се под једним кровом, смањујући времена за вођење и минимизирајући грешке у предавању
- Управљање квалитетом аутомобилског квалитета: Подржава APQP/PPAP, напредна контрола процеса и сертификација IATF 16949
- Мапирање дебљине премаза: Детаљна документација за комплексне геометрије и критичне површине
- Упутства за легуре и темпере: Stručni saveti za osiguranje kompatibilnosti sa ciklusima pečenja boje ili naredne montaže
- Neprekidna isporuka: Dokazana reputacija u podršci rasporedu masovne proizvodnje OEM-a
Ako upravljate programom gde su važni izgled, otpornost na koroziju i produktivnost, Shaoyi-jev model celokupne usluge pojednostavljuje vaš radni tok i smanjuje rizik
Про и кон
Прос
- Jedno-stopa prodavnica svih glavnih aluminijumskih premaza i površinske obrade
- Integrisana kontrola kvaliteta i usklađenost sa standardima (ASTM, SAE, ISO, MIL-A-8625)
- Stručnost u oblasti dekorativnih i funkcionalnih završnih slojeva za aluminijumske delove sa premazom
- Smanjen broj preuzimanja kod dobavljača, čime se smanjuje rizik od komunikacionih prekida
- Подржавање сложених захтева за маскирање/запљућивање и вишепроцесне
Конти
- Може захтевати минималне количине наруџбине (MOQ) за одређене завршне делове
- Производствени распореди могу бити усклађени са аутомобилским прозорцима за партије, што утиче на флексибилност за врло мале продаје
Користите кутије и компатибилне легуре
- Изванска облога која захтева класе изгледа: Koristite dekorativno anodiziranje ili prstasto premazivanje za postizanje konstantne boje i sjaja na vidljivim površinama
- Konstrukcijski elementi koji zahtevaju kompatibilnost sa procesom pečenja boje: Izaberite odgovarajuću leguru/tvrdoću i sistem premaza koji izdržavaju naredne procese montaže
- Komponente kućišta baterije koje zahtevaju e-premaz ispod završnog sloja: Postignuti jaku otpornost na koroziju čak i kod složenih, zatvorenih geometrija
Kontrola kvaliteta i podrška standardima
Rešenja za tretman površine kompanije Shaoyi zasnovana su na strogoj kontroli kvaliteta. Svaka serija aluminijuma sa premazom ili gotovih ekstrudiranih profila inspektira se u pogledu:
- Debljina i ravnomernost prevlaka (koristeći netestirajuće metode)
- Prianjanje i otpornost na koroziju (prema odgovarajućim ASTM/ISO/MIL standardima)
- Izgled i sjaj kod dekorativnih završnih slojeva
- Pravilno maskiranje i zaštita ključnih karakteristika
Tehnička podrška uključuje detaljne planove mapiranja, dokumentaciju koja se može pratiti i uputstva za određivanje pravog završnog sloja za vaš izabrani legirani materijal i geometriju dela.
Vaše ekstrudirane komponente imaju koristi od završne obrade i QA praćenja kvaliteta iz jednog izvora kroz više tehnologija prevlaka – što vam pomaže da izbegnete zamke koordinacije više dobavljača i osigura da svaki deo ispunjava automobilske standarde.
Biranjem pouzdane kompanije za završnu obradu aluminijuma kao što je Shaoyi, dobijate partnera koji može isporučiti i aluminijum sa prevlakom i potpuno završene sklopove, sve unutar jedinstvenog sistema kontrole kvaliteta. Sledeće ćemo pogledati kako se pojedinačni tipovi završnih slojeva – počevši od anodizacije tipa II – uklapaju u automobilsku industriju.
Тип II анодизација
Pregled anodizacije tipa II i opcije izgleda
Када замислите глатки, константан изглед квалитетних аутомобилских делова, велика је вероватноћа да видите резултат анодизације типа II. Али шта чини овај процес толико ефективним и по питању перформанси и по питању изгледа? Анодизација типа II, често позната као анодизација сумпорном киселином, ствара контролисани оксидни слој на алуминијуму, чиме се побољшава заштита од корозије и визуелни изглед.
Овај завршни изглед нарочито је цењен због способности да пружи разне варијанте изгледа. Приметићете опције као што су:
- Анодизовани алуминијум у сатену: Дискретан, мало сјајан изглед који отпоран на отиске прстију и уклапа се у друге материјале
- Матова алуминијумска завршна боја: Добијен је растрљањем или грађевирањем биљка пре анодирања, пружајући меки, неодражавајући изглед
- Алуминијумски четкање: Створио се механичким четкањем пре анодирања за линеарни, текстурисани ефекат
- Бојање боје: Оксидни слој лако узима боје, омогућавајући широку палету – од природног сребра до тамно плаве, бронзане или прилагођене нијансе
Jedna od ključnih prednosti Type II anodizacije je njena sposobnost da proizvede doslednu satensku površinu aluminijuma koja se neće ošipati, odlagati ni blijediti tokom vremena. Ova površina je sastavni deo materijala, a ne odvojen sloj, pa zadržava svoj integritet čak i pri redovnom rukovanju.
Automotive Performance Fit
Zašto je Type II anodizacija tako popularan izbor za automobilne aluminijumske profile? Sve se svodi na pravilan balans između izdržljivosti, izgleda i pouzdanosti procesa. Oksidni sloj koji se formira tokom anodizacije deluje kao jak zaštitni sloj protiv korozije, što ga čini idealnim za spoljašnje i unutrašnje trimove, krovne šine i dekorativne detalje izložene različitim spoljašnjim uslovima.
Pored toga, satenska površina od aluminijuma visoko je kompatibilna sa sklopovima nizvodno i sekundarnim procesima. Anodizirana površina može ostati nepromenjena kako bi se postigao premium metalni izgled, ili se može prekriti bojama, mastilima ili oznakama laserskog uređaja kada su potrebne identifikacija dela ili brendiranje. Zaptivanje anodiziranog sloja je standardna praksa, koja fiksira boju i povećava otpornost na mrlje ili spoljašnje uticaje. Ovo čini anodizaciju tipa II idealnim rešenjem za delove koji moraju izgledati odlično i dugovati – bez rizika od izbeljivanja, izgubljenja boje ili tamnjenja.
Про и кон
Прос
- Izvrsna otpornost na koroziju za većinu automobilskih okruženja
- Jednoličan, ponovljiv izgled - posebno važno za vidljive dodatke
- Širok spektar završnih obrada: saten, mat i četkana, sa ili bez boje
- Integralna, neprelazeća površina - bez rizika od odlazanja sitnih komadića kao kod boje
- Prijatelj okolini; bez letljivih organskih jedinjenja (VOC) i minimalna potreba za održavanjem
- Moguće dodatno popravljanje manjih ogrebotina pomoću komplet za popravku
Конти
- Manja otpornost na habanje u poređenju sa tvrdom anodizacijom (Tip III) za delove sa visokim trenjem
- Zahteva preciznu kontrolu procesa kako bi se očuvala boja i sjaj kroz serije
- Toplotni efekti tokom montaže (npr. zavarivanje) mogu promeniti boju završnog sloja
- Nije pogodno za tešku abraziju ili površine koje prenose opterećenje
Primene i tačke kontrole kvaliteta
- Изванска облога: Ručice vrata, okviri prozora i detalji rešetke gde je poželjan satenski aluminijumski završetak
- Unutrašnji dekorativni delovi: Umetci na tabli sa instrumentima, okviri kontrolnih dugmadi i detalji sedišta, koji imaju bolji osećaj na dodir i ujednačen izgled zahvaljujući satenskom aluminijumskom završetku
- Poklopac nosača na krovu: Gde su usklađivanje boja i UV stabilnost ključni faktori za dugo očuvanje izgleda
Контрола квалитета за анодизацију типа II обично подразумева:
- Провере квалитета запушања ради осигуравања максималне отпорности на корозију
- Узорковање по класама изгледа ради провере једноличности боје и сјаја
- Тестирање адхезије уколико се наносе секундарни лакови или мастила
- Упоредни преглед MIL-A-8625 Тип II и специфичних стандарда произвођача за валидацију
Савет: Увек наведите жељену припрему површине — као што су чишћење четком, полирање или пескање — пре анодизације. То осигурава константан фино мат фино анодизован алуминијум или алуминијум фино мат фино изглед свих делова у вашем програму.
Са комбинацијом издржљивости, флексибилности и изузетног изгледа, анодизација типа II наставља да поставља стандарде за видљиве и декоративне алуминијумске екструзије у аутомобилској индустрији. У наредној епизоди погледаћемо како тип III тврда анодизација подиже ниво отпорности на хабање и абразију у захтевнијим апликацијама.
Тврда анодизација тип III
Тврдо Анодизирање Основе за трајност
Када вам је потребан завршни део који издрже најтеже зноје и топлоту, стандард је тврда анодизација, позната и као анодизација типа III. За разлику од декоративног анодизирања, тврдо анодизирање формира много дебљи и густији слој алуминијумског оксида, који се ствара покретањем процеса анодисања на нижим температурама и већим густинама струје. Ово резултира снажним алуминијумским заштитним премазом који је идеалан за клизање интерфејса, опреме са високим износом и компоненте изложене трњењу или абразији ( упутство ).
Тврде анодизне облоге су обично дебљине између 0,0005 и 0,0030 инча, са око половином дебљине која продире у подлогу и другом половином која се гради на површини. Густији оксид пружа одличну отпорност на абразију и умерену топлоту, што га чини најбољим избором за покретне делове и механизме. Међутим, важно је напоменути да су слојеви тврде анодизације тамнији - често дубоко сива, бронза или црна - у зависности од легуре и дебљине, и мање декоративни од завршних образаца типа II. Ако је потребна боја, црна је најпоузданија опција због природе оксидног филма.
Ограничења у вези са примјеном и дизајном аутомобила
Како се тврда анодизација уклапа у аутомобилску алуминијумску површину? Видећете га где год је издржљивост и мало трљања неопходни - на пример, на седиштима, шинама за покрив, на шаљкама или вођеним шинама. Фина колонарна микроструктура тврдог анодизованог слоја може се полирати до глатке алуминијумске мате завршетка, смањујући трљање и продужујући животни век у клизним апликацијама ( упутство ).
Međutim, ovaj tip aluminijum-oksida prevlake zahteva određena obazrivost u dizajnu. Povećana debljina filma može da utiče na tačnost tolerancija i mora biti uzeta u obzir prilikom izrade CAD modela i crteža. Kada su u pitanju kritični spojevi, neophodno je predvideti maskiranje rupa, navoja ili površina za uzemljenje. Osim toga, iako tvrdo anodiziranje pruža izuzetnu otpornost na habanje, pod visokim opterećenjima ili naponima može doći do mikropukotina kroz debljinu prevlake, što može smanjiti dinamičku izdržljivost. Zbog toga je pažljiv izbor legure, geometrije i završnog tretmana ključan za primenu najboljih praksi u inženjerstvu površine aluminijuma.
Про и кон
Прос
- Izuzetna otpornost na habanje i abraziju za delove pod visokim trenjem
- Dobar rad pod umerenim toplotnim i kliznim uslovima
- Električna izolacija – korisno za izolovanje komponenti
- Može se polirati radi smanjenja trenja (mat finish aluminijuma)
- У складу са MIL-A-8625 типом III и аутомобилским стандардима за КВ
Конти
- Тъмнији, мање декоративни изгледограничени избор боја
- Филмска конструкција може променити чврсте толеранције; потребна је компензација дизајна
- Потенција за микрокрке у премазу под великим оптерећењима умором
- Не погодан за тешке носачке делове где је чврстоћа од умора критична
- Zahteva preciznu kontrolu procesa i maskiranje kod složenih geometrija
Primene i tačke kontrole kvaliteta
- Komponente šina za sedišta: Tamo gde klizno habanje i ponovljeno kretanje zahtevaju izdržljivu, nisko-trenje površinu
- Mehanizmi krovnog prozora: Izloženi i atmosferskim zagađivačima i mehaničkom habanju
- За укупну употребу у кухињама Поддршка кретања и усклађивања под умереним оптерећењима
- Обудова за кутију батерије: Потребна електрична изолација и отпорност на зношење
Засигурање квалитета за тврди анодисан материјал укључује:
- Мапирање дебљине користећи неразрушне методе (едино струја, ултразвук)
- Проверење отпорности на зној кроз испитивање на абразију и тјерење
- Инспекција ивица, рупа и покривених површина ради покривања и прецизности димензија
- Подаци о сертификацији
Савет: Увек уравнотежите изградњу филма са критичним димензијама када одређујете тврду анодизу. Укажите захтеве за маскирање бубања, нита или електричних контаката. Ово је кључни корак у инжењерству чврсте алуминијске површине за ауто-екструзије.
Схватањем предности и ограничења тврде анодиза као алуминијумског заштитног премаза, можете доносити информисане одлуке за аутомобилске апликације са високим износом. Затим ћемо видети како прахово облогавање повећава издржљивост и флексибилност боје за спољашње и испод капуте алуминијумске екструзије.
Поровни премаз
Избор прахових смола и прерада
Када вам је потребан завршни део који ће издржати тешкоће пута док пружа живописну боју, праховни премаз је добар избор за аутомобилске алуминијске екструзије. Али шта га чини тако ефикасним? Почиње се са самим смолом у праху - обично полиестерским, епоксидним или хибридним мешавинама. Међу њима, полиестерски прах је најбољи избор за спољашње и УВ-изложене примене, захваљујући њиховој врхунској ветерзистичности и својствима задржавања боје. Епоксидни прах пружа одличну хемијску отпорност, али се углавном резервише за унутрашње или испод капута делове због ниже УВ стабилности. Хибридни прахови комбинују својства оба за циљане потребе учинка.
Пут до чврстог алуминијумског премаза почиње са прецизном прерађивањем. Замислите да припремате део за боју: било које пропуштено уље, прљавштина или оксид може покварити завршну обраду. Процес почиње темељним чишћењем, користећи методе као што су алкално прање, купање растворитељима, па чак и ултразвучно чишћење за сложене геометрије ( извор ) Затим се наноси преображајни премаз (често без хромата за усаглашеност са животном средином) како би се повећала адхезија и отпорност на корозију, стварајући униформну, инертну површину која помаже праху да се држи и ради како је намењено. Поступи прања су критични: сваки остатак који се остави може довести до појаве блиста или раног неуспеха.
Автомобилске перформансе и компатибилност склопа
Подурно облоге су вредне због своје издржљивости, отпорности на чипове и способности да обезбеде дебел, заштитни слој који штити алуминијум од корозије и удара. За аутомобилску употребу, то значи да спољашња опрема, рељеви на крову и оквири батеријских кола могу задржати свој изглед и интегритет чак и након година излагања сунцу, соли и хемикалијама.
Међутим, приметићете неке јединствене изазове када се премажу алуминијумске екструзије са сложеним попречним пресецима. Ефекат Фарадејевог кавеза може изазвати танку или неједнаку покривеност у дубоким удубљењима или у тесним угловима. Зато су правилна техника за уграђивање, заземљавање и прскање неопходна да би се осигурало да прах достигне сваку површину. За делове који ће видети циклусе печења боје у низу, од кључног је значаја да у својим захтевима наведете толеранцију прекомерног печења, јер прекомерна топлота може променити сјај, боју или чак изазвати губитак адхезије.
Про и кон
Прос
- Изванредни распон боја и опција завршене обраде (мат, сјај, текстура)
- Трајна површина отпорна на чип и огреб
- Debeli, ravnomerni sloj štiti od korozije i udaraca
- Bez letljivih organskih jedinjenja – ekološki prihvatljiv proces
- Prašak koji je raspršen van cilja može se reciklovati, smanjujući otpad
- Brzo vreme stvaranja sloja omogućava visoku produktivnost u proizvodnji
Конти
- Izazovi u prekrivanju složenih ili udubljenih geometrija (Faraday efekat)
- Филмска конструкција може утицати на чврсте толеранцијеможе бити потребно прилагођавање дизајна
- Преработавање је могуће, али захтева скидање и рекоутрирање
- Ограничене опције додирка у поређењу са течном бојом
- Потребна је снажна претратмана за максималну адхезију и дуговечност
Користити случајеве и контролне тачке КЦ
- Изванска облога: Praškasta zaštita obezbeđuje dugotrajan izgled i zaštitu od korozije za ručke vrata, okvire prozora i detalje rešetke.
- Krovne letve i poprečne grede: Visoka izloženost UV zracima i atmosferskim prilikama zahteva izdržljivo aluminijumsko prevlačenje sa stabilnim sjajem i nijansom boje.
- Okviri baterijskih paketa: Otpornost na hemikalije je ključna za delove u motoru ili kućištima baterija koji su izloženi tečnostima i promenama temperature.
- Poklopčići za servisiranje i nosači: Тамо где су отпор удару и абразији подједнако важни као и изглед.
Контрола квалитета за премазе алуминијумских делова укључује:
- Провере адхезије (тест у облику мреже или тест траком)
- Провера отврђивања (тест са отопљивим супстанцама, тврдоћа оловке)
- Провера сјаја и једноликости боје
- Мерење дебљине премаза (магнетни или вртложне струје)
Савет: Наведите толеранцију прегревања код делова са прашкастим премазом који ће бити изложени додатним циклусима финалног премазивања током скупљања. Овај корак помаже у одржавању интегритета боје, сјаја и адхезије током процеса производње.
Прашкасти премаз истиче се као свестран, издржљив и одржив начин за премазивање алуминијумских екструзија у аутомобилској индустрији. Када вам треба завршни премаз који балансира естетику, заштиту и ефикасност производње, добро дефинисан алуминијумски премаз често је најбољи избор. У наредном кораку ћемо се позабавити е-премаз системима – идеалним за постизање ултра-једнолике покривености комплексних профила и као корозионо отпоран премаз испод горњих слојева.
Е-коцка
Преглед система Е-Коат и варијанте
Када тражите заштитни премаз за алуминијумске екструзије са сложеним облицима или дубоким укоцима, е-коат (електрофоретичка слика) истиче се као главни претендент. Али како то функционише? Замислите да потопите свој алуминијумски део у купатило у којем се електрично наплаћене честице боје привлаче на сваку изложену површину, чак и унутар углова и чврстих шупљина. Овај процес, такође познат као електропокривање, користи катионске епоксидне или акрилне смоле за стварање танког, равномерног слоја који је и издржљив и конзистентан.
Катионски епоксидни е-коти су вредни због своје снажне отпорности на корозију и широко се користе као прајмери у аутомобилским апликацијама. У међувремену, е-котови на бази акрила пружају побољшану стабилност у односу на ултравиолетове зраке и понекад се бирају за делове који ће остати видљиви. Без обзира на врсту смоле, карактеристична карактеристика е-кота је његова способност да достави равномерну филмску конструкцијуобично од 15 до 25 микрона преко целог делова, надмашући многе традиционалне премазе на сложеним геометријама.
Автомобилске перформансе и компатибилност топцота
Зашто аутоинжењери одређују е-коат као основу за обраду површине алуминијума? Одговор лежи у његовој непобедивој комбинацији заштите од корозије и високопродајне обраде. Е-покрив формира континуирану баријеру која штити алуминијум од влаге, соли и других корозивних агенса, што га чини идеалном основом за даље премазе или као самосталну завршну кожу за скривене или полувидиве делове. Често ћете видети да се е-коат користи као прајмер испод прашкових или течних горњих слојева, обезбеђујући јаку адхезију и дуготрајну издржљивост за спољне и подкоардинарне компоненте.
Još jedna prednost: jednoličnost e-laka znači manje slabih tačaka ili tankih ivica na kojima bi korozija mogla da počne. Zbog toga je posebno vredan za aluminijske profile automobila koji imaju šuplje profile, nosače sa kompleksnim izrezima ili sklopove sa preklapajućim spojevima. Osim toga, proces se lako može uvećavati – idealan za završnu obradu proizvoda u velikim količinama u savremenim automobilskim fabricama.
Про и кон
Прос
- Izvrsna otpornost na koroziju – formira jak sloj zaštitne osnove
- Ekstremno jednolična gradnja filma, čak i na kompleksnim ili udubljenim profilima
- Podržava proizvodnju visokog kapaciteta i automatizovanu proizvodnju
- Smanjuje otpad materijala u poređenju sa raspršenim premazima
- Kompatibilan sa prahastim ili tečnim završnim premazima za dodatnu zaštitu ili boju
Конти
- Zahteva tačno i temeljno prethodno tretiranje radi optimalne adhezije
- Veliki početni ulaganja za opremu i postavljanje procesa
- Ograničen izbor boja i izgleda kao samostalna završna obrada
- Nije pogodan za nevodljive podloge (aluminijum mora da bude čist i vodljiv)
Користити случајеве и контролне тачке КЦ
- Sklapanje karoserije i susednih aluminijumskih delova: E-lak obezbeđuje podlogu otpornu na koroziju za delove koji su integrisani sa čeličnim konstrukcijama.
- Unutrašnjost kućišta baterije: Jednolično prekrivanje unutar kompleksnih kućišta osigurava dug vek trajanja i sigurnost.
- Задржања и опрема за монтажу: E-lak deluje kao zaštitna osnova ispod završnog sloja boje, posebno u oblastima izloženim jakom spoljašnjem uticaju.
Kontrola kvaliteta za površinske tretmane aluminijuma e-lakiranje obuhvata tipično:
- Kontrolu kupatila za praćenje hemije i provodljivosti laka
- Testiranje adhezije (mrežasto testiranje ili odvlačenje trake)
- Provere završnog stanja kako bi se osiguralo pravilno otvrdnjavanje sloja laka
- Измер величине дебелине за потврду јединствене покривености
Увек наведите компатибилност хемије е-облака и било каквих затварача или лепила доле. Некомпатибилни материјали могу довести до контаминације или неуспеха прилепљења, што поткопава ефикасност ваших алуминијумских површинских третмана.
Уникална способност Е-коата да испоручи висококвалитетне, ултра-униформне премазе за алуминијумске екструзије чини га каменом угловом модерног завршног обраде аутомобилских производа. Затим ћемо истражити како обрада од мелења у параду са прајмером и бојом нуди флексибилну и економичну алтернативу за одређене апликације.
Навршница са првом и бојом
Дефиниција финиш-мелина и када се уклапа
Да ли сте се икада питали шта је то фрезерна завршница на алуминијумским екструзијама? Једноставно речено, завршна обрада се односи на екструдирану, нетретирану површину алуминијума директно из штампе, без додатног полирања, хемијског третмана или премаза. У овом сировом стању карактерише се тупи, матни изглед, видљиве линије и повремени трагови или мали гребени од процеса производње. Алуминијум за обраду је вреднац због своје приступачности и често је почетна тачка за даље обраде површине или премазе.
За аутомобилске апликације, финиширани алуминијум може бити практичан избор када ће део на крају бити покривен бојом или се користи на невидивим, заштићеним местима. Посебно је релевантан за унутрашње рељеве, скривене структурне чланове или сервисне делове где су ефикасност трошкова и флексибилност боје важније од декоративног металног сјаја.
Процес за исправљање и боју за екструзије
Мислите да би требали да оцртате алуминијум? Тајна дуготрајних резултата лежи у правилној припреми површине. Пошто екструдирана површина може имати уља, оксиде или мале несавршености, припрема готовог алуминијума пре бојања је од кључног значаја за адхезију и отпорност на корозију. Ево типичног радног тока:
- Чишћење површине: Убрисајте уље, прашину и остатке помоћу растварача или алкалних чистила.
- Механичко изглађивање: Лако четкање или шлифовање да би се изједначиле грубе тачке и минимизирале видљиве линије цртања. Овај корак помаже у смањењу онога што је дефект финишања мелења који се телеграфски пролази кроз боју.
- Химијска претратмана: Нанесите раствор за ецирање или хемијски везујући агент како бисте промовисали адхезију прамера и додатно заштитили од корозије.
- Наношење грунта за алуминијум: Користите грунт високог квалитета направљен за алуминијум да бисте створили чврсту основу за завршни слој боје.
- Завршни слој боје: Примените жељену боју и завршетак, који се могу прилагодити да одговарају спецификацијама унутрашњости или спољашњости.
Сваки од ових корака је дизајниран да максимално продужи век трајања и изглед алуминијумских система грунт и боја, осигуравајући да завршетак остане издржљив чак и у условима аутомобилске употребе.
Про и кон
Прос
- Најнижа почетна цена завршетка — алуминијум са фабричким завршетком је јефтин и лако доступан
- Максимална флексибилност у избору боје и сјаја кроз избор боје
- Лако је дотерати или поправити обојене површине на терену
- Добро функционише за делове код којих изглед није критичан или је скривен од погледа
- Нема ограничења у геометрији делова — боја се може нанети на комплексне екструзије
Конти
- Потребно је пажљиво претратирањеслаба припрема може довести до лупљења, лупљења или корозије
- Виши ризик од дефеката телеграфирања кроз боју ако је површина завршног обраде моле груба или неравна
- Мање издржљиво од анодисаних или прашињакриних завршних делова за спољашње, високо издржљиво или корозивно окружење
- Насликани завршни делови могу требати периодично одржавање или додир
Користити случајеве и контролне тачке КЦ
- Палцирани унутрашњи редови за резање: Алуминијум је преливан и обојен да одговара унутрашњим цветовима, где се вреднује издржљивост и потенцијал за додир.
- Скривени структурни чланови: Компоненте које нису видљиве након монтажа, али захтевају заштиту од корозије и трошковно ефикасну завршну обработу.
- Услужни делови који захтевају поправку на терену: Нацртани алуминијумски делови који су завршени за обраду се лако могу шлифовати и поново обојити ако су оштећени током одржавања.
Kontrola kvaliteta za ovaj sistem je ključna za obezbeđivanje performansi i izgleda. Uobičajene tačke kontrole kvaliteta uključuju:
- Testiranje adhezije (test rešetke ili trake) nakon nanošenja grundlaka i boje
- Merenje debljine sloja radi provere prekrivanja i trajnosti
- Provera boje i sjaja u odnosu na uzorke specifikacija
- Ciklično testiranje otpornosti na koroziju za delove izložene teškim uslovima
Savet: Uvek naznačite korake za izglađivanje površine, poput blagog četkanja ili brušenja, pre nanošenja osnovnog premaza na aluminijumsku površinu iz fabrike. Ova praksa smanjuje rizik da greška fabričke površine prođe kroz završni sloj boje, čime se postiže glatki, profesionalniji izgled.
Iako fabrička površina sa osnovnim premazom i bojom možda ne nudi premium trajnost ili estetiku anodizirane ili prahom prekrivenih opcija, ostaje ekonomska i svestrana rešenje za mnoge potrebe automobilskih aluminijumskih profila. U nastavku ćemo prikazati uporedni pregled svih vrsta završnih površina kako bismo vam pomogli da donesete najbolju odluku za zahteve vašeg projekta.
Uporedni pregled i matrica odlučivanja za završne površine automobilskih aluminijumskih profila
Kada birate između različitih opcija za površinsku obradu automobilskog aluminijumskog profila, veliki broj varijabli može izgledati preplavljivače. Koji završni sloj nudi pravi balans zaštite, izgleda, kapaciteta i cene za vašu konkretnu upotrebu? Kako bi olakšali stvar, pripremili smo jasnu, uporednu analizu najboljih završnih slojeva. Ova tabela i vodič za brzo donošenje odluke pomoći će vam da uskladite zahteve vašeg projekta sa najboljom površinskom obradom aluminijuma – bez dvoumljenja oko vaše specifikacije.
Uporedna analiza prema automobilskim kriterijumima
| Опција за завршетак | Усавршено за аутомобилску употребу | Отпорност на корозију | Опоравац на зношење | Појас | Компатибилност боје и пека | Релативна цена | Времена за извеђење | Рециклибилност | Referentni standardi |
|---|---|---|---|---|---|---|---|---|---|
| Rešenja za površinsku obradu Shaoyi | Kompletno rešenje za spoljašnje, strukturne i specijalne delove | Висок | Висок | Sirok (dekorativni, funkcionalni, posebne boje/teksture) | Висок | Средњи | Средњи | Висок | ASTM, SAE, ISO, MIL-A-8625 |
| Анодизирање типа II | Видиви обрез, унутрашњи/инострани декоративни | Средње-високе | Средњи | Мате, сатинске, обојене боје | Средњи | Средњи | Средњи | Висок | MIL-A-8625 тип II, ОЕМ |
| Тврда анодирана (тип III) | Високо износне, клизне, конструктивне | Висок | Веома високо | Темне, ограничене боје | Средњи | Средње-високе | Средњи | Висок | MIL-A-8625 Тип III, ОЕМ |
| Поровни премаз | Внатрешња опрема, подхоп, оквири батерије | Висок | Висок | Екстензивна (матна, сјајна, текстурирана, прилагођена) | Висок | Средњи | Ниско-средње | Висок | ASTM, ISO, OEM |
| Е-коцка | Комплексни профили, грунд за склопове | Веома високо | Средњи | Ограничен (најчешће црно/сиво, полугланц) | Висок | Средњи | Средње-високе | Висок | ASTM, ISO, OEM |
| Навршница са првом и бојом | Скривени, сервисни или фарбани унутрашњи делови | Средњи | Ниско-средње | Неограничен (на основу система фарбања) | Средњи | Ниско | Ниско | Висок | ASTM, ISO, OEM |
Овај преглед уз поређење олакшава упоређивање завршних обрада металних делова, истичући где свака од њих најбоље функционише и компромисе које треба узети у обзир за ваш аутомобилски програм.
Трошкови и размишљања о времену испоруке
- Интегрисана решења (као што је Shaoyi) могу учинити ланac снабдевања ефикаснијим и смањити укупно време испоруке, посебно када су потребне више завршних обрада или комплексни QA.
- Анодизирање типа II и поровни премаз nude umeren balans između cene, kapaciteta i izgleda za većinu delova koji su vidljivi ili se koriste u završnim obradama.
- Tvrdo anodiziranje и е-коцка obuhvataju obično više kontrole procesa i troškove kontrole kvaliteta, ali nude izuzetne performanse za delove kritične za habanje ili koroziju.
- Hladjenje sa grundom/bojom je najekonomičnija metoda, često sa najkraćim rokom isporuke—ali zahteva pažljivu pripremu i najbolje je pogodna za nevidljive delove ili delove koje je lako održavati.
Za projekte koji zahtevaju više završnih obrada ili tačne proizvodne termine, saradnja sa jednim izvorom poput Шаои Метал Парцел Поставник —vodećeg integrisanog pružaoca rešenja za precizne auto metalne delove u Kini—znači da se vaši delovi od aluminijumskih profila mogu završiti i kvalifikovati u okviru jednog PPAP procesa i plana snabdevanja, smanjujući rizik i pojednostavljujući komunikaciju.
Matrica odlučivanja i Brzi izbori
- Klasa A spoljašnjeg izgleda: Izaberite prstenu boju ili anodiziranje tipa II za širok izbor boja i vizuelnu jednoličnost.
- Korozija nosača ispod vozila: E-lak ili integrisana rešenja Shaoyi za izdržljivu, jednoličnu zaštitu – posebno na kompleksnim profilima.
- Mehanizmi i primene sa visokim trošenjem: Tvrdo anodiziranje (Tip III) ili Shaoyi-jeva rešenja fokusirana na trošenje.
- Delovi osetljivi na cenu i nisu vidljivi: Površina od valjane aluminijumske ploče sa grundom i farbom za fleksibilnost i laganu popravku na terenu.
- Višestruki procesi ili prilagođeni zahtevi: Integrisana Shaoyi završna obrada površina za metal, sa jednim izvorom kontrole kvaliteta i dokumentacije.
Кључни савет: Увек наведите у својим цртежним белешкама захтеве за претратма и маскирање. Овај корак је од кључне важности да би се избегли неуспјех, прераду или гаранције, без обзира на то коју алуминијумску површину изаберете.
Док финализујете своју спецификацију, запамтите да најбоље уклапање није само око самог завршетка, већ колико се добро усклађује са вашим производњим, трошковима и квалитетом. Затим ћемо завршити са практичним савјетима за писање спецификација и предавство добављача, осигурајући да изабрани алуминијум за обраду површине пружа трајну вредност у области.
Завршна препорука и савете за писање спецификација за аутомобилске алуминијумске екструзије
Који финал да изаберете за свој програм
Када дођете до коначне одлуке, лако је осећати се преплављеном опсегом доступних алуминијумских површинских третмана. Па, како одредите најбоље одговарајући за ваш пројекат? Замислите да дизајнирате нови корпус батерије за електричне аутомобиле или обнављате спољну оштрину на SUV-у нове генерације. Ваш избор алуминијума за обраду површине директно ће утицати на све, од издржљивости до трошкова и чак и на перцепцију бренда. Ево кратког водича за референцу који ће вам помоћи да прилагодите своје потребе правој завршци:
- Анодизирајте: Изаберите декоративну отпорност на корозију и премијум, дуготрајан метални изглед.
- Тврда анодизација: Изаберите подручја са великим износом или клизне компонентемислите о тракама седишта или релсима за сунчеви кров.
- Покривање прахом: Најбоље за издржљиву боју, отпорност на хемикалије и широке опције изгледа на спољним деловима или деловима испод хауса.
- Е-Коут: Изаберите као основни материјал отпоран на корозију, посебно за сложене профиле или делове којима је потребна чврста основа под додатним премазима.
- Уврштак за мелницу плус Прајмер/боја: Одаберите ово за трошковно осетљиве, обојене делове или скривене структурне чланове где је флексибилност и лако додир највише важно.
Свака од ових опција за обраду површине алуминијума игра јединствену улогу, па размислите о вашем апликацији, излагању, зноји, изгледу и буџету пре него што закључите у своју спецификацију.
Специфични језик и белешке за цртање
Јасне спецификације засноване на стандардима су ваша најбоља одбрана од збуњења или прерађивања. Ево шаблона који можете прилагодити већини пројеката екструзије алуминијума:
Завршити: [процес]. Преобрада: [преобрадач, без хромата је пожељнији]. Стандарди: [ASTM/ISO/MIL, по потреби]. Испитивања: адхезија, дебљина, класа изгледа, циклична корозија према протоколу ОЕМ-а. Маскирање: [особједности]. Компатибилност боје са печењем: [да/не].
Када радите на томе како да припремите алуминијум за боју или било који други премаз, увек наведите кораке за изглађивање, чишћење и маскирање површине директно на вашим цртежима. То осигурава да сви - од пројектовања до производње - разумеју очекивања за сваку обраду површине алуминијума.
Контролна листа за преношење добављача
Zamislite da je vaš projekat spreman za preuzimanje. Evo liste koja će pomoći da saradnja sa dobavljačem bude glatka i da vaš plan kvaliteta ostane na pravom putu:
- Navedite leguru i žilavost za svaki profil
- Uključite detaljnu geometriju i mape označavanja (navoji, provrti, električni kontakti)
- Идентификујте тачке наношења за оптимално покривање премазом
- Истакните критичне димензије и дозвољена одступања (узмите у обзир градус премаза)
- Дефинишите критеријуме прихватања и референтне стандарде за контролу квалитета
- Поставите узорак и план инспекције (први узорак, серију или сталне провере)
- Унапред разјасните вашу политику поправки и теренских поправа
Пратећи ове кораке, минимизираћете изненађења и осигурати да ваш избор површинског премаза алуминијума даје сталне и висококвалитетне резултате.
Спремни да уједните завршну обраду и контролу квалитета под једним кровом? Шаои Метал Парцел Поставник —водећи интегрисани пружалац решења за прецизне металне делове аутомобила у Кини—може вам помоћи да оптимизујете сваки корак, од пројектовања до масовне производње, за све ваше алуминијумске екструзије. Њихово искуство у погледу опција површинске обраде за аутомобилске алуминијумске екструзије обезбеђује да увек добијете прави финални изглед.
Често постављана питања
1. Које су најчешће површинске обраде алуминијумских екструзија у аутомобилској индустрији?
Najčešće korišćene površinske obrade za aluminijske profile u automobilskoj industriji uključuju anodizaciju (Tip II za izgled i otpornost na koroziju, Tip III za otpornost na habanje), praškasti premaz za dugotrajan sjaj i hemijsku zaštitu, e-lak za ravnomernu zaštitu od korozije na kompleksnim oblicima i hladno valjanu površinu uz upotrebu grundlaka i boje za ekonomski prihvatljivu fleksibilnost. Svaka obrada pruža određene pogodnosti u pogledu trajnosti, izgleda i saglasnosti sa standardima automobilske proizvodnje.
2. Kako da izaberem pravu završnu obradu za projekat sa aluminijskim profilima u automobilskoj industriji?
Избор најбољег завршног обраде зависи од захтева вашег пројекта у вези отпорности на корозију, изгледа, отпорности на хабање и буџета. Декоративно анодизовање је идеално за видљиве делове, тврдо анодизовање погodno је за делове који су изложени интензивном трошењу, прашкаста обрада нуди жива боја и трајност, електрофореза је најбоља за комплексне профиле којима је потребна равномерна заштита, док је обрада без завршног премаза и бојење најефикасније за скривене или сервисабилне делове. Узмите у обзир изложеност делова, потребе у склапању и стандарде квалитета да бисте доносли прави избор.
3. Која је разлика између анодизовања и прашкастог премазивања алуминијумских профила?
Anodizacija stvara integrisani oksidni sloj na površini aluminijuma, poboljšavajući otpornost na koroziju i nudeći različite metalne završne površine. Tip II anodizacije ceni se zbog dekorativnog izgleda, dok Tip III (čvrsta anodizacija) nudi veću otpornost na habanje. Praškasta prevlaka, s druge strane, je organska prevlaka koja se nanosi u obliku praha i zatim se peče radi formiranja zaštitnog, bojne i trajnog sloja. Praškasta prevlaka omogućava veći izbor boja i tekstura, ali zahteva kvalitetnu prethodnu obradu radi optimalne adhezije.
4. Zašto je prethodna obrada važna pre nanošenja bilo koje završne površinske obrade na aluminijumske profile?
Pretretman je ključan jer uklanja zagađivače, poboljšava adheziju i povećava otpornost na koroziju. Pravilno čišćenje i prevlaka za konverziju (najčešće bez hromata) obezbeđuju da odabrana završna obrada – bilo da je to anodizacija, prah, e-pokrivač ili boja – čvrsto prianja i funkcioniše kako je predviđeno. Preskakanje ili nedovoljno izvođenje pretretmana može dovesti do ranih otkaza poput ljuštenja, mjehurića ili korozije.
5. Koje su prednosti korišćenja integrisanog dobavljača poput Shaoyija za površinsku obradu aluminijumskih profila?
Saradnja sa integrisanim dobavljačem kao što je Shaoyi pojednostavljuje proces završne obrade tako što nudi sve glavne vrste površinske obrade, kontrolu kvaliteta i upravljanje lancom snabdevanja na jednom mestu. Ovaj pristup skraćuje vreme isporuke, smanjuje rizik od grešaka usled više dobavljača, obezbeđuje pridržavanje automobilskim standardima i nudi stručno upućivanje u izboru prave kombinacije legure, geometrije i završne obrade za vašu primenu.