 Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим
Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим 

Kvar upresovanih čeličnih viljuškastih nosača: Tehnička analiza

ТЛ;ДР
Kvar limenog čeličnog nosača upravljačkog mehanizma najčešće je uzrokovan zamorom materijala, procesom pri kome se pukotine formiraju i šire pod uticajem ponavljajućeg cikličnog opterećenja. Ovi kvarovi često nastaju u područjima visokog napona, kao što su zavarene ivice, koje su karakteristične za proces proizvodnje. Spoljašnji faktori, poput korozije i mehaničkih oštećenja, mogu značajno ubrzati ovaj proces degradacije, kompromitovati strukturni integritet komponente i dovesti do njenog loma.
Metalurgija i proizvodnja limenih čeličnih nosača upravljačkog mehanizma
Komandni ram od kaljenog čelika ključni je deo sistema za okačenje koji se proizvodi izradom slojeva limova od čelika visoke čvrstoće u željeni oblik, a zatim ih zavarivanjem zajedno. Ova metoda široko se primenjuje u automobilskoj industriji zbog svoje isplativosti i efikasnosti u masovnoj proizvodnji, omogućavajući dobijanje jakih, a relativno lakih delova. Postupak omogućava stvaranje kompleksnih geometrija koje mogu biti optimizovane po pitanju čvrstoće i prostornih zahteva vozila.
Својства материјала од челика који се користи представљају балансирање између чврстоће, пластичности и жилавости. Челици са већом чврстоћом на затегање обезбеђују изузетну крутост, али могу имати смањену пластичност, због чега су подложнији крхком ломљењу у одређеним условима. На пример, неки високо чврсти челици могу бити склони замору материјала када њихова чврстоћа на затегање премаши 1400 MPa. Избор одређене класе челика, као што је високо чврсти ниско легирани (HSLA) челик, зависи од захтева за перформансама и очекиваних оптерећења за возило.
За произвођаче аутомобила који траже непревазиђену прецизност у клеткању метала, посебни партнери су од суштинског значаја. На пример, Шаои (Нингбо) Метал Технологија Цо, Лтд. обавља комплексна решења, од брзог израде прототипова до масовне производње, подржана сертификатом IATF 16949 и напредним аутоматизованим објектима који осигуравају компоненте високог квалитета и повољне цене.
Упркос њиховој широкој употреби, клеткани челични регулатори имају урођене предности и мане:
- Про: Они имају добар однос чврстоће и тежине, јефтини су за производњу и често показују предвидљиве обрасце кварова, као што је савијање пре потpunog прекида, што може дати упозорење оператеру.
- Кон: Заварени шавови, иако неопходни за конструкцију, могу постати тачке концентрације напона. Штавише, челични материјал је веома склон корозији (рђи), нарочито у влажним условима или на путевима посним соли, што може значајно ослабити структуру током времена.
Утврђивање да ли је возило опремљено краковима од штампаног челика је једноставно. Једноставан тест подразумева постављање магнета на крак; ако се прилипи, компонента је направљена од штампаног челика или ливеног гвожђа. Да бисте разликовали ове два материјала, ударање крака чекићем ће произвести звонки звук код штампаног челика, док ће ливено гвожђе дати туган, непрозрачан звук.
Анализа основног узрока: Квар због замора у завареним компонентама
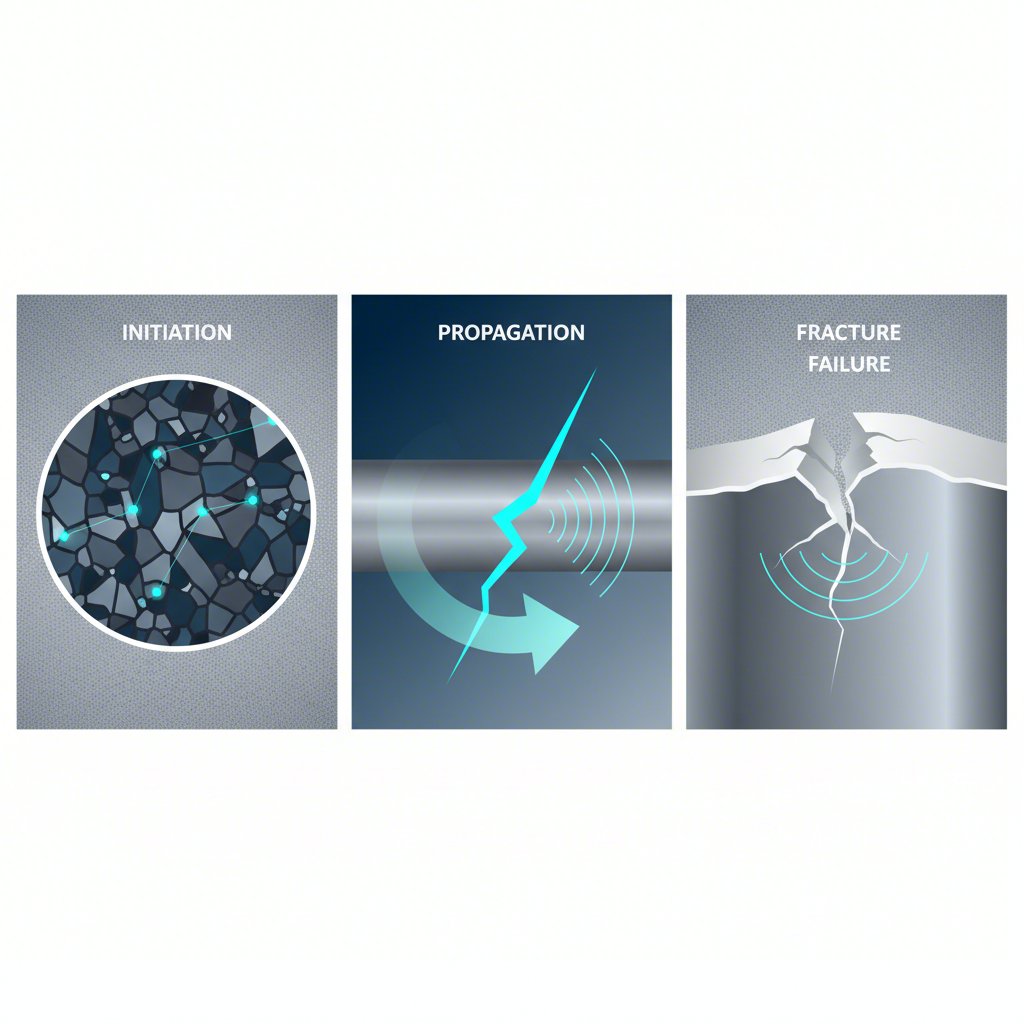
Превладавајући узрок квара на контролним полугама од штампаног челика је замор метала. Ова појава се дешава када се материјал излаже поновљеним, цикличним оптерећењима — као што су она која се јављају током возње — која су знатно испод његове максималне чврстоће на истезање. Током времена, ова циклична напрезања узрокују да се микроскопске несавршености у материјалу, нарочито у близини заварених шавова, формирају и развијају у макроскопске пукотине. Цео процес се може поделити на одређене фазе.
- Започињање пукотине: Микроскопске пукотине се формирају у тачкама високе концентрације напона. Код контролних полуга од штампаног челика, оне се најчешће налазе на почетку или крају завареног шава, где топлота од заваривања мења микроструктуру челика и може унети остатна напрезања.
- Ширење пукотине: Са сваким циклусом оптерећења, иницирани пресек полако расте. Брзина ширења зависи од интензитета цикличног напона, геометрије компоненте и урођене отпорности материјала на замор. Неки материјали показују почетни период цикличног утврђивања, након чега следи продужено циклично омекшавање све до краја.
- Коначни лом: На крају, пресек порасте до критичне величине при којој преостали попречни пресек материјала више не може поднети примењено оптерећење. То резултира наглим и брзим прекидом компоненте, што може довести до губитка контроле над возилом.
Заварени спојеви су посебно осетљиви јер сам процес заваривања може унети недостатке као што су порозност и створити зону топлотног утицаја (HAZ) у којој су особине материјала различите у односу на основни метал. Истраживања, као што је анализе отказа заварене аутомобилске компоненте детаљно описане у НаукаДирект публикација, често закључује да се пукотине замор започињу у близини заваривача због ових фактора. Инжењери користе напредни софтвер као што је ЦАТИА за дизајн и Хиперворкс за анализу стреса како би предвидели живот уморности и оптимизовали топологију компоненти, са циљем да ублаже ове ризике од почетне фазе дизајна.
Еколошких и спољних фактора који убрзавају неуспех
Иако је умор основни механизам, спољни фактори могу драстично убрзати неуспех штампане челичне контролне руке. Најзначајнији од њих је корозија. Штамповани челик, осим ако није правилно обложен и одржаван, веома је подложан рђави, посебно у окружењима са високом влажношћу или изложености соли. Као што једна студија примећује, када се ове компоненте налазе у влажном окружењу, готово је сигурно да ће се погоршати. Ружа деградира материјал, смањује његову ефективну дебљину и ствара површинске јаме које делују као подижући напони, пружајући идеалне почетне тачке за пукотине од умора.
Физичка оштећења од путевих остатака, дупљина или неправилног сервиса такође могу озбиљно угрозити интегритет контролне руке. Пореза, дубока огребања или убод ствара локализовано подручје високог стреса. Велика част снаге у штампаном челичном дизајну лежи у његовим формираним ивицама и угловима; оштећење у овим критичним областима може пореметити намењену дистрибуцију оптерећења и створити слабу тачку. Ова оштећења у суштини пружају претходно постојећу грешку из које се пукотина за умор може распространити много брже него што би се иначе десила.
Редовни инспекциони преглед је од кључног значаја за идентификовање ових ризика пре него што доведу до неуспеха. Треба извршити детаљну визуелну проверу како би се пронашли следећи упозоравајући знаци:
- Korozija: Proverite da li ima znakova korozije, posebno mehurića na boji, odlučivanja metala ili dubokih rupa u blizini zavarenih spojeva i ivica.
- Fizička oštećenja: Potražite udubljenja, savijanja, duboke useke ili pukotine, posvećujući posebnu pažnju delovima oko ležajnih elemenata i zglobnih spojeva.
- Интегритет заваривања: Проверите заварене шавове на присуство видљивих пукотина или знакова одвајања од основног метала.
Дијагностификација квара контролне полуге: симптоми и анализе
Уочавање неисправне контролне полуге често почиње препознавањем симптома током рада возила. Ови знаци указују да је неки део система овисања хабањем оштећен и више не може одржавати исправно поравнање точкова и стабилност. Хабање бушинга је чест разлог, због чега долази до претераног кретања које се огледа у јасним проблемима управљања. На пример, оштећени бушинзи могу довести до нестабилности управљања и представљају један од неколико фактора који могу изазвати проблеме као што је чувени „смертни клатњење“, насилно тресење предњих точкова које се често јавља као последица комбинације оштећених делова система управљања и овисања.
Још једна критична тачка отказа је лоптаст лежај. Пропуштање сандука може омогућити продирање загађивача у зглоб, што доводи до хабања и коначног отказивања. Оштећен лоптаст лежај се може потпуно одвојити, изазивајући катастрофалну губитак контроле над точком. Разумевање везе између симптома и његовог механичког узрока је кључно за тачну дијагнозу.
Приказан је преглед уобичајених симптома и њихових вероватних узрока:
| Симптом | Вероватно узроци |
|---|---|
| Вибрације или тресење волана | Отрошене ручне гужве за контролу које омогућавају прекомерну игру. |
| Звуци клоцања или пуцања преко удараца | Изношени кугличасти зглобови или лабави/повређени бушићи. |
| Покретница се креће или вуче на једну страну | Покривена контролна рука или тешко износене бушије које утичу на усклађивање. |
| Неравномерно зношење гума | Хронична погрешна позиција узрокована оштећеним или изношеном контролном руком. |
Систематски дијагностички процес може помоћи да се проблем одреди. Почните са визуелном инспекцијом као што је претходно наведено. Након тога, извршите физичку проверу тако што безбедно подигнете возило и покушајте да померате волан хоризонтално и вертикално. Свака значајна игра или буцање звука вероватно указује на знос у зглобовима или бушима. Овај практичан приступ, у комбинацији са пажњом на слушне и тактилне симптоме током вожње, пружа свеобухватну методу за дијагностику неуспјеха контролне руке.

Проактивни приступ интегритет компоненте
На крају, разумевање анализе неуспјеха штампаних челичних контролних рукава је више од реакције на прекид; то је проактивна процена и препознавање интеракције између дизајна, науке о материјалима и услова рада. За инжењере, то укључује континуирано побољшање производних процеса, као што су рафинирање техника заваривања како би се минимизирали преостали стрес и микроструктурне промене. За механичаре и власнике возила, она наглашава важност редовних, детаљних инспекција како би се идентификовали рани знаци упозорења као што су корозија или физичка оштећења пре него што се повећају до критичног неуспеха.
Сазнања добијена анализом пресека због умора, концентрације напона и деградације услед спољашњих фактора пружају јасан план за побољшање безбедности возила и дужине трајања компонената. Препознавањем урођених осетљивих тачака код челика који се штампа и заварује, посебно у неповољним условима, могуће је ефикасно усмерити превентивно одржавање. Ово техничко разумевање омогућава стручњацима да доносе информисане одлуке, било у фази пројектовања или током рутинског одржавања, обезбеђујући наставак поузданости ових кључних компонената вешања.
Често постављана питања
1. Како да знате да ли имате клатно од штампаног челика?
Једноставан начин је да се користи магнет. Ако се магнет прилипи за тапациру, он је направљен од челика или ливеног гвожђа. Да бисте даље разликовали, благо ударајте по тапациру чекићем. Тапацир од штампаног челика ће углавном производити виши, звонки звук, док ће тапацир од ливеног гвожђа дати туран, глув звук.
2. Који је основни узрок отказивања због умора у завареним спојевима?
Основни узрок замора заварених спојева је циклично оптерећење, чак и оптерећења испод границе течења материјала. Ови понављајући напони узрокују пораст микроскопских недостатака, који се често налазе у подручјима високе концентрације напона као што је ивица завареног шава, у веће пукотине током времена, што на крају доводи до квара компоненте.
3. Да ли лоши усједи брегастих вратила могу изазвати смртну збрку?
Иако лоши усједи брегастих вратила могу бити доприносни фактор смртној збрци, ретко су једини узрок. Смртна збрка се обично јавља као последица комбинације изношених или лоших делова управљачког и осовинског система, као што су стабилизатор, клупски зглобови или крајеви шипке за повезивање. Изношени усједи могу допринети општој нестабилности која покреће проблем, али је у питању обично сложенији узрок.