 Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим
Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим 

Онлине ЦНЦ обрада услуга декодирана: од цитата до готовог делова
Шта се разликује од традиционалних машинских радњи
Замислите да у поноћ преузимате КАД датотеку и да се пробудите са детаљним цитатом у вашем поштанском сандуку. То је стварност онлине услуга ЦНЦ обраде приступ који је први дигитални и који је у основи преобразио начин на који инжењери, дизајнери и програмери производа приступају прецизној производњи.
Традиционални продавнице машина раде у познатом ритму: телефонски позиви, размена е-поште, лично консултовање и цитати који могу трајати дане или чак недеље. Изградљате односе са локалним машињарима, разговарате о спецификацијама преко лавова, и често се питате да ли добијете конкурентне цене. Иако овај практичан приступ има своје предности, ствара баријеру, посебно када се трчате против рока или се налазите далеко од квалитетних пружалаца услуга ЦНЦ.
Онлине ЦНЦ сервис потпуно преврће овај модел. Ове дигиталне платформе вас директно повезују са мрежама сертификованих произвођача кроз јединствени интерфејс, елиминишући географска ограничења претраге "ЦНЦ у близини мене" и дуготрајне назад и напред традиционалних процеса цитирања.
Од ЦАД датотеке до завршеног делова за неколико дана
Радни тек је освежавајући једноставан. Понашате своје дизајнерске датотеке - обично у STEP или IGES форматима - и алгоритми засновани на АИ одмах анализирају геометрију вашег делова. За неколико секунди добијате понуде за обраду на мрежи које одређују избор материјала, толеранције, завршну обработу површине и сложеност производње. Према ИнстаВерку, ови алгоритми упоређују вашу компоненту са базама података са стотинама хиљада претходно произведеног делова како би одмах генерисали тачну цену.
Ова брзина је важна. Развојници хардвера знају да се физички производи морају валидирати кроз експериментисање, а не само симулацију. Што брже добијете делове, брже можете итерацију, тестирање и побољшање дизајна.
Како су дигиталне платформе промениле приступ производњи
Технолошка кичма која омогућава ову трансформацију комбинује неколико елемената:
- Мотори за тренутно котирање који елиминишу дане чекања на ЦНЦ цитат на мрежи
- Автоматизована повратна информација о дизајну који ухвати проблеме производње пре производње
- Системи управљања нарачајима који преусмеравају послове на специјализоване произвођаче у широким мрежама добављача
- Праћење у живом току који вас држи информисаним током производње
Ове платформе користе своју куповну моћ паковањем наруџбина и додељивањем посла високо специјализованим партнерима за производњу ЦНЦ-а. Титанови обрађени део иде произвођачима који су одлични са титаном; сложени 5-осни алуминијумски компоненти путују у продавнице са том специфичном експертизом. Шта је било резултат? Конзистентан квалитет, конкурентне цене и приступ могућностима које можда не постоје у вашој локалној области.
За програмере производа, то значи да се концентришу на рад на дизајну уместо да проводе сатима припремајући пакете података, контактирајући произвођаче путем е-мајла и чекајући дане за одговоре. Трготан процес поређења понуда за време испоруке и трошкове постаје питање минута, а не недеља.
Разумевање ЦНЦ фресинг Твинг и мулти-оси Машининг
Дакле, преузели сте ЦАД датотеку и примили тренутни цитатали како знате који процес обраде је прави за ваш део? Разумевање разлике између ЦНЦ фрезирања, ЦНЦ обраде и специјализованих метода као што је ЕДМ помаже вам да доносите паметније одлуке о трошковима, временом извршавања и квалитету делова. Погледајмо сваки процес у једноставним условима.
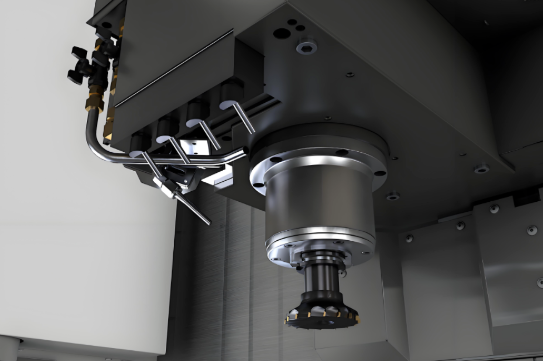
СНЦ фрезирање објашњено једноставно
Замислите ротирајући алат за сечење кретање преко стационарног делова, резање материјала слој по слој. То је укратко, ЦНЦ фрезирање. Машина за резање ЦНЦ-а користи алате са више тачака - крајње млине, млине за лице или резаче са лоптом носом - да би створила равне површине, џепове, слотове и сложене 3Д контуре.
Оно што чини фрезер тако свестраним је његова способност да се креће дуж више ос. Ево како се способности спајају:
- 3 осна фрезирање: Инструмент се креће дуж ос X (лево-десно), Y (предње-задње) и Z (гору-доле). Савршено за једноставне геометрије загртаје, кућа и равне панеле. Према Ксометрији, ове машине су економичне и захтевају минималну обуку, што их чини идеалним за једноставније делове.
- 4 осна фрезирање: Додаје ротацију око једне осе, омогућавајући вам да обрадите карактеристике на више страна без ручног репозиционирања делова.
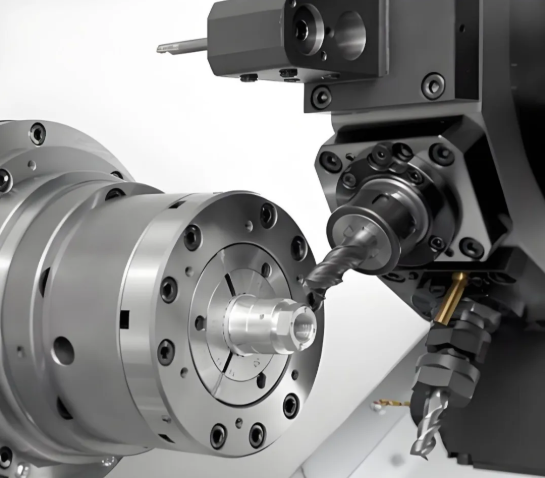
- услуге за ЦНЦ обраду 5 оси: Инструмент може да се приближи делу са скоро било ког угла, омогућавајући сложене контуре, подрезе и глатке скулптурне површине у једној поставци. Ове машине су одличне у производњи компоненти за ваздухопловство, медицинских имплантата и пустоша од плесени.
Шта је то? Више осија значи веће трошкове машине и сложеност програмирања. Машина са три оси може коштати између 25.000 и 50.000 долара, док се опрема са пет ос може коштати од 80.000 до преко 500.000 долара. Међутим, за сложене делове, обрада са 5 осија често смањује укупне трошкове елиминисањем вишеструких поставки и побољшањем прецизности.
Идеалне апликације за ЦНЦ обрађене делове:
- Обуви и кућишта са џеповима и монтажним уређајима
- Задржања и конструктивне компоненте са рупама на више страна
- Очишћење у облику коприва
- Прототип делови са сложеном 3D геометријом
Када се окретање може поправити са мелењем
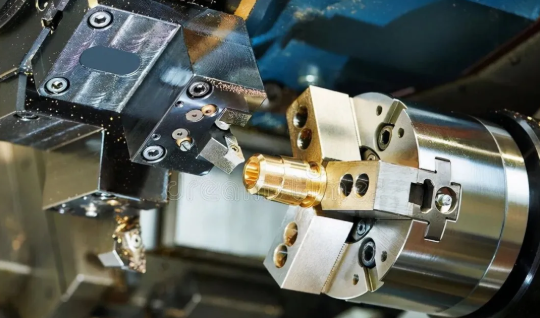
Сада замислите супротно: ваш деловић се брзо окреће док стационарни алат за сечење обликује његову површину. То је ЦНЦ вртење, и то је најбржи пут за производњу цилиндричних или коничних делова као што су вала, пинови, буши и натечени компоненти.
У услузи за вртење ЦНЦ-а користе се вртење опремљене алатима за резање у једној тачки које се крећу дуж оси Х и З. Пошто се део стално окреће, окретање је одлично у одржавању концентричности и округлостикритичан за компоненте које морају прецизно да се уклапају у зглобове.
Зашто бирати услуге за обраду ЦНЦ-а?
- Брзина: Једноставније путеве алата и континуирана акција сечења чине окретање брже од фрезирања за округле делове
- Трошковна ефикасност: Једноточни алати су јефтини, а бачни хранилишта омогућавају производњу великих количина са минималним интервенцијом оператера
- Прецизност: Толеранције од ±0,002" су стандардне, са ±0,001" које се могу постићи на добро калибрисаној опреми
Модерни ЦНЦ центри за вртење често укључују живе алате ротирајуће алате монтиране у кулицу које могу извршити ЦНЦ резање операције као што су бушење преткршених рупа или фрезирање плоча без померања делова на посебну машину. Ова хибридна способност премочава јаз између чистог окретања и фрезирања.
Идеалне апликације за окрећене делове:
- Струјеви, оси и ролови
- Завршице и фитинги са наносом
- За превртење, раздаљиваче и рукава
- Свака компонента са ротационом симетријом
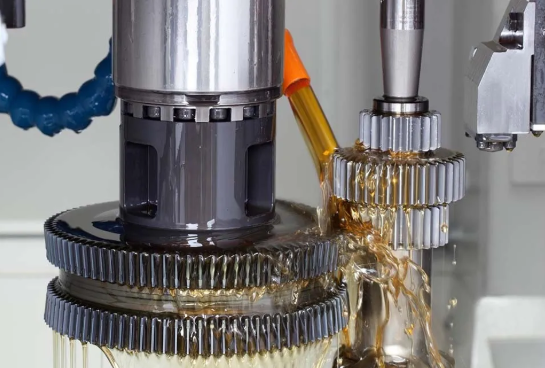
ЕДМ за специјализоване апликације
Шта се дешава када конвенционално резање ЦНЦ-ом не ради? Рецимо, требају ти оштри унутрашњи углови или мораш да машина оштри челик за алате? То је место где улази у игру електрична обрада.
ЕДМ уклања материјал користећи електричне искре између електроде и проводног деловог комада, оба потопљена у диелектричну течност. Нема механичке силе за сечење, што значи да можете обрађивати изузетно тврде материјале или деликатне карактеристике које би сломиле традиционалне алате.
Уобичајене апликације за ЕДМ:
- ЕДМ жица за сложене профиле и компоненте за цревање са чврстом толеранцијом
- ЕДМ за потопљење за сложене хаусије калупа
- ЕДМ са малим рупом за хлађење у ваздухопловним деловима
ЕДМ је спорији и скупљи од фрезирања или вртења, тако да је обично резервисан за специјализоване потребе, а не за општу производњу.
Избор правог процеса за ваш пројекат
Ево брзе одлуке: ако је ваш део углавном округли или симетрични око централне оске, почните са окретањем. Ако је потребно плоско лице, џепови или вишестрано обрађивање, фрезирање је ваше решење. Да ли су вам потребна и једна и друга? Многе онлине платформе упућују ваш посао у центри за обраду који комбинују оба процеса у једној конфигурацији.
Геометрија вашег дела на крају управља избором процесаи разумевање ових основа помаже вам да ефикасније комуницирате са производним партнером, истовремено оптимизујући трошкове и време извршавања.
Водич за избор материјала за ЦНЦ обрађене делове
Идентификовао си прави процес обраде за своју геометрију, али шта је са материјалом? Ова одлука често одређује да ли ће ваш део на терену извршити савршено или не. Избор погрешног материјала може значити прекомерно зношење алата, нестабилност димензија или прерано оштећење делова. Прави избор балансира механичке захтеве, услове околине, механику и буџет.
За разлику од једноставних листа материјала које ћете наћи на другом месту, да изградити оквир за доношење одлука који вам помаже да процените опције на основу ваших специфичних потреба пројекта.
Метали који најбоље обрађују
Када је у питању обрада алуминијума, мало материјала нуди исту комбинацију обрадивости, односа чврстоће и тежине и трошковне ефикасности. Зато алуминијумске легуре доминирају у производњи ЦНЦ-а у свим индустријама од ваздухопловства до потрошачке електронике.
Али алуминијум није ваша једина опција. Ево како се обичног метала упоређују када се процењује онлине ЦНЦ обраду услуге:
| Materijal | Кључна својства | Оцена обрадивости | Типичне примене | Релативна цена |
|---|---|---|---|---|
| Алуминијум 6061 | Добра чврстоћа, одлична отпорност на корозију, заварива | Одлично (90%) | Структурне компоненте, оквири, фиксери, делови за општу употребу | Ниска ($) |
| Алуминијум 7075 | Висока чврстоћа, отпорност на умору, мање отпорност на корозију од 6061 | Добро (70%) | Аерокосмичке конструкције, компоненте за висок стрес, спортска опрема | Средњи ($$) |
| Нерођива челик 304 | Одлична отпорност на корозију, добра чврстоћа, немагнетна | Умерено (45%) | Опрема за храну, медицински уређаји, поморске примене | Средњи ($$) |
| Нерођива челик 316 | Превиша отпорност на корозију, посебно на хлориде | Умерено (40%) | Химијска обрада, поморска опрема, хируршки инструменти | Средње-вишо ($$$) |
| Mesing | Одлична обрадна способност, добра отпорност на корозију, декоративна завршна боја | Одлично (100%) | Обуке, вентили, електрични спојници, декоративна опрема | Средњи ($$) |
| Бронза | Одлична отпорност на зношење, ниско тријање, добра отпорност на корозију | Добро (65%) | Колажи, буши, поморска опрема, опрема | Средње-вишо ($$$) |
| Титанијум Граде 5 | Изванредна чврстоћа према тежини, биокомпатибилна, отпорна на корозију | Смаран (22%) | Аерокосмичка индустрија, медицински импланти, високо-производни аутомобил | Висока ($$$$) |
Запазите да рејтинг за обраду директно утиче на ваше производне трошкове. Медњински машини као што је маслу - то је заправо базална линија (100%) на којој се други материјали мере. Машиновање бронзе захтева више пажње због његове тврдоће, али бронзени ЦНЦ делови пружају изузетну отпорност на зношење за апликације за лежање и буширање. Титанијев, иако нуди неупоредиве перформансне карактеристике, захтева специјализовану алатку, спорије напајање и више времена за машину све што повећава вашу понуду.
Избор између алуминијумског челика и специјалних легура
Звучи сложено? Ево практичног оквира заснованог на томе шта препоручује водич за избор материјала ХППИ-а:
Корак 1: Дефинишите своје функционалне захтеве. Које ће оптерећење бити на делу? Да ли му је потребна електрична проводност? Да ли ће бити у контакту са корозивним супстанцама или екстремним температурама?
Корак 2: Размислите о оперативној средини. Део намењен за примењу солене воде захтева другачију заштиту од корозије од онога који се налази унутар климатизованог станишта.
Корак 3: Процени способност обраде у односу на свој буџет. Понекад више обрађивани материјал са мало нижим перформансима заправо даје бољу вредност када учествујете у смањеном зноју алата и бржим временом циклуса.
За апликације које су осетљиве на тежину као што су компоненте за ваздухопловство, алуминијум 7075 често побеђује упркос томе што је скупљи од 6061 његов супериорни однос чврстоће према тежини оправдава премију. За делове који захтевају изузетну отпорност на зној у клизивом контакту, ЦНЦ бронзне компоненте надмашу већину алтернатива упркос већим трошковима материјала.
Инжењерске пластике: Када метал није решење
Метал није увек прави избор. Инжењерске пластике као што су делрин и најлон нуде убедљиве предности за праву примену: лакша тежина, нижа цена, природна мазаност и одлична хемијска отпорност.
Али избор између ове две популарне пластике захтева разумевање њихове различите личности. Према поређењу Пента Прецизије, разлике се јасно показују у пракси:
| Имовина | Делин (ацетал/ПОМ) | Нилон (PA6/PA66) |
|---|---|---|
| Апсорпција влаге | Веома ниска (0,2%) | Високо (2,5 до 3%) |
| Димензионална стабилност | Odličan | Умерено (подување услед влаге) |
| Otpornost na toplotu | 100-110°C континуирано | 120-130°C (врсте са стаклом) |
| Отпорност удара | Добро | Odličan |
| Obrađivost | Одличан чисти рез, глатка завршна боја | Умерено склона за бушење и одвијање |
| Релативна цена | 10-30% више | Ниже трошкове материјала |
Делин материјал је одличан када су теске толеранције и отпорност на влагу важни. Он се чисти са оштрим ивицама и гладким површинама директно од алата, а не захтева мало или никакву постпроцесинг. Размислите о прецизним зубрицама, компонентама клапана и скуповима са чврстом толеранцијом где се не може преговарати о стабилности димензија.
Најлон за обраду има смисла када вам је потребан виши отпор на ударе или већа толеранција на топлоту. То је избор за делове који узимају бијење динамичке компоненте, апликације моторног отвора, или ситуације у којима је флексибилност под оптерећењем заправо пожељна. Само запамтите да хигроскопска природа најлона значи да делови могу да се надују 2-3% у влажној средини, што потенцијално изазива критичне приступе.
Метал против пластике: Упутство за брзу одлуку
Када треба да се растицате за пластику од делин-а уместо алуминијума? Размислимо о следећим ситуацијама:
- Изаберите инжењерске пластике када: Потребно је да смањите тежину, природни лубрикат, електричну изолацију или хемијску отпорност на супстанце које нападају метале
- Изаберите метале када: Структурна чврстоћа је најважнија, оперативне температуре прелазе 150 °C или део мора издржавати висока механичка оптерећења
- Размисли о окружењу: Пластика генерално отпорније корозије од већине метала, али излагање УВ зрацима и одређеним хемикалијама може понизити полимерске перформансе током времена
Бюджетска ограничења често утичу на одлуку. Делинова пластика обично кошта више од алуминијума по килограму, али њена мања густина значи да добијете више делова по килограму материјала, а њена одлична обрадивост смањује време производње.
Материјал који изаберете утиче на сваки аспект вашег пројекта - од почетног цитата до дугорочних резултата. Разумевање ових компромиса пре него што учините CAD датотеку помаже да се осигура да ваши делови испуњавају спецификације без гушења буџета.
Како да утврдите шта вам заиста треба
Изабрали сте материјал, изабрали сте прави процес обраде - сада долази спецификација која може да направи или уништи ваш буџет: толеранције. Ево проблема: многи инжењери се придржавају најтежих могућих толеранција, мислећи да то гарантује квалитет. У стварности, прекомерно одређивање толеранција може удвостручити или утростручити трошкове вашег дела без побољшања функционалности.
Дакле, која је толеранција за рупе на ниту, обрабљене црте или окренуте пречнике? Што је још важније, када су теже спецификације заиста важне? Хајде да пређемо кроз жаргон и да вам пружимо практичан оквир за прецизно одређивање онога што су потребни вашој обради, ништа више, ништа мање.
Ојашњено стандардно против прецизних толеранција
Толеранција дефинише прихватљиву варијацију у димензији. Када наведете пречник рупе од 0,500" ± 0,005", ви говорите произвођачу да све између 0,495" и 0,505" ради за вашу апликацију.
Према Ксометријиним смерницама о толеранцији, стандардне толеранције за прецизно ЦНЦ обраду се разбијају овако:
- Метални делови: ± 0,005" (± 0,127 mm) је стандардна толеранција по поуздану
- Пластични делови: ± 0,010" (± 0,254 mm) због флексибилности материјала током сечења
За контекст, комад папира је дебео око 0,003 ". Стандардни толеранције савршено функционишу за већину апликација - загртаје, кућишта, покривачи и опште механичке компоненте где прецизна прилагодљивост није критична.
Али шта се дешава када вам требају прецизне услуге обраде са строжијим спецификацијама? Ево где трошкови почињу да се крећу:
| Категорија толеранције | Типични опсег | Кошта мултипликатор | Додатне захтеве |
|---|---|---|---|
| Standardne | уколико је потребно, за да би се изводила излазна плоча, треба да се изводи излазна плоча. | 1х (базни ниво) | Стандардна опрема, инспекција узорка |
| Прецизност | уколико је потребно, уколико је потребно, уколико је потребно, уколико је потребно, уколико је потребно, уколико је потребно, уколико је потребно, уколико је потребно, уколико је потребно, уколико је потребно, уколико је потребно, уколико је потребно. | 3-5 пута | Специјализована алатка, контроле животне средине, проширена инспекција |
| Ултрапрецизна | уколико је потребно, за прелазак у узорак | 8-15x | Специјализована опрема, 100% инспекција, операције за смањење стреса |
Да ли примећујете ту везу? Према Истраживање ДФМ-а Модуса Авансиде , као што се толеранције затежу изнад ± 0,005 ", трошкови се повећавају експоненцијално, а не линеарно. Прелазак са стандардних на прецизне толеранције може множити трошкове делова од три до десет пута, у зависности од геометрије и величине.
Када је строга толеранција заиста важна
Ево питања које већина водича за толеранцију избегава: када вам је заправо потребна прецизна услуга за ЦНЦ обраду у поређењу са стандардним спецификацијама?
Погоње толеранције су оправдана када:
- Делови за спајање морају бити усавршени заједно са минималним пролазом (прес-приклади, дугови лежаја)
- Површине за запломбу захтевају константан контакт (О-прстенови жлебови, лица пломби)
- Ротативне или клизне компоненте треба прецизно усклађивати (оски, пистони, стабљици клапана)
- Оптички или електронски скупови захтевају тачно позиционирање
Стандардне толеранције добро функционишу за:
- Слободни прозорци за затвараче
- Некритичне спољне димензије
- Површине које добијају секундарно завршну обраду
- Особности које не утичу на монтажу или функцију
Погледајте на пример на коже које имају ниже низа. За 3/8 NPT димензије нит, главни пречник је 0,675 ", са стандардизованим толеранцијама уграђеним у саму спецификацију нитке. Слично томе, величина рупе од 14 нпт следи утврђене стандарде - не морате превише да одређујете ове карактеристике јер операција нишања инхерентно контролише критичне димензије.
Проектирање за производњу: Избегавање скупих грешака
Око 70% трошкова производње се одређује током фазе дизајна, према истраживању Модус Авансед. То значи да ваше одлуке о толеранцији на цртежу имају већи утицај на трошкове него скоро све што се дешава у радионици.
Ево практичних принципа за оптимизацију ваших спецификација:
- Примењивати тесне толеранције само на критичне карактеристике. Ако димензија не утиче на пристојање, облик или функцију, остави је на стандардној толеранцији.
- Узмимо у обзир материјално понашање. Мекији материјали као што су најлон или ХДПЕ се флексују током сечења, што отежава постизање чврстих толеранција. Алуминијум и челик имају поузданију прецизност.
- Размислите о инспекцији. Особности које је тешко обрадити су такође тешке за мерење. Комплексни позиви на толеранцију могу захтевати специјализовану опрему за инспекцију, што додаје трошкове.
- Пазите на промјене у процесу. Указање ± 0,001 "бора који се може обрадити на ± 0,005" може приморати произвођача да га изборе на точницу уместо тога додајући трошкове монтаже и време вођења.
Најбољи начин за примену толеранција је да се чврсте и/или геометријске толеранције примењују само на критичне области када је то потребно за испуњавање критеријума пројектовања.
Када подносите свој дизајн на онлине ЦНЦ услугу за обраду, алгоритам цитирања процењује сваки захтев за толеранцију. Опуштање некритичких спецификација од ± 0.001 "до ± 0.005" може смањити вашу цијенту за 30% или више без утицаја на перформансе делова.
Разумевање шта покреће трошкове обраде даје вам контролу над компромисима између прецизности и буџеташто нас доводи до потпуног радног тока наручења и како избећи уобичајене грешке на путу.
Свршен онлине ЦНЦ процес наручења корак по корак
Разумевате процес обраде, одабрали сте материјал и навели разумне толеранције. Сада долази практично питање: како заправо претворити ту ЦАД фајлу у прилагођене делове који се налазе на вашем столу?
Радни ток за наручење делова за ЦНЦ обраду на мрежи се значајно разликује од традиционалне производње. Нема телефонске ознаке са менаџерма продавница, нема вожње узорака преко града за цитате. Уместо тога, навигавате дигиталним системом дизајнираним за брзину, али који награђује припрему и кажњава неодговорни рад на датотекама.
Хајде да прођемо кроз комплетан процес од преузимања датотека до расклапања готових ЦНЦ обрађених делова.
Припрема ваших ЦАД датотека за успех
Ево чињенице: према Боланговом водичу за наручавање, успех ваше онлине нарачке зависи за 90% од квалитета ваших датотека. Автоматизовани цитирачки мотори и људски инжењери се ослањају на специфичне форматске формуле како би генерисали тачне цене и путеве алата.
Ваш 3Д модел служи као главни извор истине. Али нису сви формати датотека једнаки:
- СТЕП (.степ /.стп): Златни стандард за ЦНЦ обраду. СТЕП датотеке сачувају прецизну геометрију, криве и дефиниције ивица које губе формати засновани на маши. Већина онлине платформа више воли овај формат.
- ИГЕС (.игс /.игс): Још један индустријски стандардни формат који добро функционише за пренос 3Д података површине између различитих ЦАД система.
- Паразолида (.x_t /.x_b): Уобичајене за Сименс НХ и СолидВоркс, ове датотеке одржавају високу геометријску тачност.
- Солидворкс (.слдпрт): Многе платформе директно прихватају локалне SolidWorks датотеке.
Шта је са СТЛ датотекама? Према Дипеков водич за припрему фајлова , треба да избегавате СТЛ датотеке за ЦНЦ рад. СТЛ датотеке су засноване на маси и приближне површине користећи троугаоце, што може довести до губитка детаља током генерације алатног пута. Они добро раде за 3Д штампу, али немају прецизну геометрију коју захтевају ЦНЦ машине.
Осим формата датотека, важни су детаљи припреме:
- Поставите исправне јединице. Милиметри у односу на инче грешке стварају делове који су 25 пута погрешне величине.
- Дефинишите јасну порекло. То помаже произвођачима да правилно оријентишу ваш део.
- Проверите да ли постоје отворене површине или празнине. Водно-течни модели спречавају грешке у цитирању и конфузију у производњи.
- Уклоните непотребне карактеристике. Геометрија конструкције, скривена тела и дуплиране површине могу збунити аутоматску анализу.
За делове са чврстим толеранцијама, никада се не ослањајте само на 3D модел. Укључите 2Д PDF цртеж који одређује критичне димензије, захтеве за завршном површином и геометријске толеранције. То елиминише претпоставке и осигурава да ваши ЦНЦ окрећени делови или фрезерни компоненти испуњавају тачне спецификације.
Шта се дешава након што подносите
Када ваше датотеке стигну до платформе, ево корака по кораку од дигиталног модела до физичког дела:
- Убрзо геометријска анализа: Алгоритми вештачке интелигенције скенирају ваш модел за неколико секунди, идентификујући карактеристике као што су рупе, џепови, нитке и подрезања. Систем означава потенцијалне проблеме производњеоштре унутрашње углове који захтевају ЕДМ, танке зидове који би могли да се одклоне током сечења или карактеристике које се не могу постићи стандардним алатима.
- Автоматизовано цитирање: На основу сложености геометрије, избора материјала, захтева за толеранцијом и количине, добијате скоро одмах цитат. Према Боланговим подацима, материјал покреће око 20% трошкова обраде, док време за машину чини 80% тако да сложеност дизајна има највећи утицај на вашу понуду.
- Проектирана повратна петља: Репутативне платформе пружају повратне информације о дизајну за производњу (ДФМ) пре него што се обавежете. Они ће предложити модификације које смањују трошкове, додајући радије филеа у унутрашње угле, прилагођавајући дебљине зидова или препоручујући замену материјала. Овакво повратак може да уштеди 20-50% на сложеним деловима.
- Потврда налога и рутинга: Када одобрите цитат, ваш посао улази у производњу. Цифране платформе преусмеравају наруџбине специјализованим произвођачима у својој мреживашки титанови део иде у продавнице са титановом експертизом, док се вишеоси алуминијумски компонента креће у објекте са могућностима за 5 оси.
- Производња: ЦНЦ програмери генеришу путеве алата из вашег модела, одаберу одговарајуће алате за сечење и подешавају машину. За наређења за ЦНЦ прототип, производња често почиње у року од 24-48 сати од потврде наруџбе.
- Инспекција квалитета: Завршени делови ЦНЦ машине подвргну се димензионалној верификацији. Стандардне нарачке обично добијају инспекцију узорка, док прецизни делови могу добити 100% инспекцију са документованим извештајима о мерењима.
- Површина: Ако сте навели третмани као што су анодирање, премазивање прахом или пуцање биљкама, делови се крећу у завршне операције пре завршног паковања.
- Isporuka: Делови су пажљиво упаковани како би се спречило оштећење током превоза. Стандардни алуминијумски прототипи се обично испоручују у року од 3-5 радних дана; производња 100+ јединица обично траје 2-4 недеље у зависности од захтева за завршном обрадом.
Уобичајене грешке које провалију наредбе
Чак и искусни инжењери се нападају на процес налога. Према анализи ЈупаицнЦ-а, ове замке изазивају највише кашњења и превишавања трошкова:
- Непотпуне спецификације: Давање 3Д модела без толеранција, материјалних написника или захтева за завршетак присиљава произвођаче да претпоставе или одбаце вашу наруџбу док се не појасни.
- Неправилан избор материјала: Избор заснован на препознавању имена, а не на захтевима апликације. Тај део од нерђајућег челика може се савршено обрадити у алуминијуму за пола трошкова ако то захтеви за чврстоћу дозволе.
- Превише специфичне толеранције: Захтевање ±0.001" на сваку димензију када би ±0.005" радило добро драматично повећава трошкове без побољшања функције делова.
- Нереалистични временски распоред: Ако претпоставимо да је ЦНЦ обрада брза као 3Д штампање. Комплексни делови захтевају програмирање, вишеструко постављање и време за инспекцију. Убрзање ствара компромисе у квалитету.
- Игнорисање ДФМ повратне информације: Када платформа предложи модификације дизајна, одбацивање без разматрања често значи плаћање премијских цена за карактеристике које би се могле поједноставити.
Што је боље ваше досие, то је бољи резултат.
Узимајући додатни сат да припремите чисте датотеке, наведете само неопходне толеранције и прегледате повратне информације ДФМ-а можете уштедети дане кашњења и стотине долара на вашој порцирани производи.
Са својим деловима на путу, разумевање шта је водило до финалног цитатаи како оптимизовати будуће наруџбестаје следећа вредна вештина за развој.
Фактори цене и стратегије оптимизације трошкова
Ваши делови су испоручени из претходне нарачке, а сада гледате на рачун и питате се: зашто је тај цитат дошао тако високо? Или можда постављате нови дизајн и гледате како цена флуктуира док мењате параметре. Разумевање шта заправо покреће ценц обраду цена помаже вам да се паметније одлуке пре кликну "пореда".
Ево шта вам већина платформа не може директно рећи: трошкови за механисте чине само око 20% вашег укупног трошкова. Осталих 80% долази од времена обраде машинешто значи да сложеност дизајна, захтеви за толеранцијом и ефикасност производње имају много већи утицај на вашу коначну линију него само избор материјала.
Шта покреће трошкове ЦНЦ обраде
Хајде да разградимо примарне покретаче трошкова тако да можете предвидети цене пре него што подносите ЦАД датотеку:
- Избор материјала: Цене сировина драматично се разликују. Према анализи трошкова Унионфаба, алуминијум се налази на најнижем нивоу ($), док титан и магнезијум имају премијеране цене ($ $ $ $ $ $). Али запамтите да се теже материјале такође брже износију алатима и захтевају спорије брзине сечења, што повећава трошкове изван трошкова сировине.
- Комплексност делова: Дубоки џепови, оштри унутрашњи углови, танки зидови и сложена геометрија све продужују време обраде. Особности које захтевају вишеструку поставку или специјализовану алатку додају трошкове рада и промену машина. Део који се може завршити у једној монтажи ће увек коштати мање од једног који захтева три репозиционирања.
- Потребе за толеранцијом: Као што смо раније разговарали, прелазак са стандардних (±0,005") на прецизне (±0,001") толеранције може умножити трошкове за 3-5 пута. Сваки захтев за чврсту толеранцију изазива спорије брзине сечења, додатно време за инспекцију и потенцијално специјализовану опрему.
- Количина: Ово ти је у корист. Трошкови инсталацијепрограмирања, фикширања, избора алатаостају фиксирани без обзира да ли правите 1 део или 100. Распоређивање тих трошкова на више јединица драматично смањује цене по коцки. Према подацима Унионфаба, единичне трошкове могу да опаде за 50% или више када се нараке повећавају са појединачних прототипа на серије од пет.
- Површина: Навршће "као што је обрађено" долази као стандард без додатних трошкова. Али анодирање додаје 3-12 долара по делу, електропластирање кошта 10-30 долара, а специјализовани третмани као што су пасивација или ласерско оцртање још више. Свака завршна боја захтева додатну обработу, време обраде и проверу квалитета.
- Времено извеђења: Стандардни производњи распореди (7-15 радних дана) нуде најбољу вредност. Убрзане нарачке које захтевају 1-3 дана за обраду захтевају прекотрајно радно време, прекид производње и убрзану испорукуочекујте премије од 25-100% од стандардне цене.
Паметни начини да се смањи трошак за делове
Сада када разумете узроке трошкова, ево како оптимизовати ваше нарачке за обраду делова без жртвовања функционалности:
- Поједностављајте геометрију кад год је то могуће. Минимизирајте оштре унутрашње углеуказајте углове радијуса најмање једне трећине дубине шупљине. Према Упутствима за ДФМ Хабса, већи радије дозвољавају веће алате, који сече брже и јефтиније.
- Користите стандардне величине алата. Дизајнске карактеристике око обично доступних крајних млинских и бушилица. Дијаметар рупе у порастима од 0,1 мм (до 10 мм) или стандардне фракционе величине елиминишу посебне трошкове алата.
- Оптимизујте дебљину зида. За металне делове, чувајте зидове изнад 0,8 мм; за пластике, држите их изнад 1,5 мм. Тене зидове захтевају спорије пролазе и ризичне одвијања, продужујући време циклуса.
- Примене за тешке толеранције се селективно примењују. Само критичним површинама спајања требају прецизни спектрати. Опуштање неодговорних димензија од ±0,001" до ±0,005" може смањити трошкове за 30% или више.
- Изаберите "као обрађена" завршница када је прихватљиво. Указање површинских завршних делова само када је функционално неопходно елиминише секундарне операције и повезане трошкове.
- Сложите своје налог стратегијски. Ако вам сада требају 3 делова, а можда ће вам касније бити потребни још 10, наручивање свих 13 унапред обично кошта мање од две одвојене нарачке због заједничких трошкова постављања.
- Изаберите материјале који се могу обрадити. Алуминијум 6061 машине брже од нерђајућег челика, често два пута брже. Када захтеви чврстоће то дозвољавају, избор више лагираних легова смањује време циклуса и зношење алата.
Када је хитно пружање услуга разумно
Убрзане нарачке нису увек губљење новца. Ево када је плаћање премије оправдано:
- Пројекти критичног пута: Када касни прототип блокира цело пуштање производа, накнада за брзање бледи у односу на трошкове недостајућих прозора на тржишту.
- Процена за валидацију пре него што се алатка обавезује: Улагање додатних трошкова за потврду дизајна пре него што се уложи у убризгавање калупа или производњу алата често спречава много скупије грешке.
- Ове обавезе за клијенте: Када су обећања испоруке на линији, брза производња штити односе вредније од забрзане накнаде.
За нетержежне пројекте, стандардни временски распореди пружају исти квалитет са знатно нижим трошковима. Планирање унапредрането преузимање датотека, брз одговор на повратне информације ДФМ-а и избегавање промена дизајна последњег минутаочува ваше нарачке на економичним распоредима.
Најскупљи ЦНЦ резачи нису оне које захтевају специјализовану опрему, већ оне које су направљене на деловима дизајнираним без оптимизације трошкова. Наоружани овим стратегијама, сада можете да процените не само колико ће ваши делови коштати, већ и како се избор методе производње упоређује са различитим производњским технологијама.
ЦНЦ обрада против 3Д штампе Инжекциони лимпирање и лимпи метал
Оптимизовали сте свој дизајн за ЦНЦ обраду и разумели возаче трошковаали овде је питање које вреди поставити: да ли је ЦНЦ чак и прави производни метод за ваш пројекат? Понекад је одговор да. Понекад 3Д штампање, убризгавање или производња листова метала пружају боље резултате по нижим трошковима.
Ако се ово рано одлучи, штеди се новац, време и фрустрација. Према Протолабсовом водичу за избор производње, разумевање када сваки процес превлада помаже вам да прилагодите производне методе стварним захтевима пројекта, а не да се попоручите познатим техникама.
Погледајмо ова четири главна метода производње једна поред друге.
ЦНЦ против 3Д штампе Рамковање за одлуку
Дебата ЦНЦ против 3Д штампе се стално појављује у развоју производа и нема универзалног победника. Свака метода доминира специфичним случајевима употребе.
Изаберите ЦНЦ обраду када вам је потребно:
- Превишања механичких својстава од чврстог метала или инжењерске пластике
- Тешке толеранције (± 0,001" постижимо у односу на ± 0,005" типично за 3Д штампу)
- Функционални прототипи који одговарају својствима материјала у производњој категорији
- Количине од 1 до неколико стотина делова
Изаберите 3Д штампу када вам је потребно:
- Брза ЦНЦ прототипна радовања
- Комплексне унутрашње геометрије које се не могу обрадити (решетке, конформни канали хлађења)
- Локо-кост валидација дизајна пре обавезе на ЦНЦ обраду прототипа
- Прототипирање угљенских влакана са континуираним појачањем влакана
- Високо прилагођени једнократни делови за које се трошкови алата не могу оправдати
Према Анализа производње Гизмоспринга , 3Д штампање је одличан у брзом прототипирању јер његова брза времена обрате и ниже трошкове омогућавају брзу итерацију. Међутим, ЦНЦ обрада даје резултате када су прецизност, чврстоћа материјала и квалитет површине најважнији.
За прототипирање ЦНЦ обраде, слатка тачка се појављује када вам је потребна функционална валидација делови који раде под стварним оптерећењима, а не само проверке одговарања. 3Д штампана задница може потврдити геометрију, али обрађена алуминијумска верзија потврђује стварне перформансе.
Када је убризгавање има више смисла
Овде је место где је густина све променила. Инжекционо лијечење захтева значајне авантне инвестиције у алатеобично од 3.000 до 100.000 долара+ у зависности од сложеностиали трошкови по делу драматично опадају у величини.
Точка преласка: Према подацима Протолабса, инјекцијско лијечење обично постаје економичније од ЦНЦ обраде негде између 100-500 делова, у зависности од геометрије и материјала. За производњу више од 10.000 делова, убризгавање кошта мало од ЦНЦ алтернатива.
Инжекционо лијечење побеђује када:
- Производња је већа од 500+ идентичних делова
- Делови захтевају сложене карактеристике које би биле скупе за машинску употребу (усаглашавање, живе шарне, танке зидове)
- Потребна вам је конзистентна понављаност преко хиљада јединица.
- Дугорочни производњи распореди оправдавају инвестиције у алате
ЦНЦ обрада остаје супериорна када:
- Потребно вам је услуге обраде прототипа за валидацију дизајна пре него што се обавежете на калупе
- Количина остаје испод кресачке тачке инжекционог лијечења
- Потребни су метални делови (инжекциони лијечење пре свега руководи пластиком)
- Промене дизајна остају вероватнемодификације калупа су скупе
Многи успешни производи користе обе методе стратешки. Прототипна обрада брзо валидира дизајне, а затим инјекциони качење управља производњом у величини када се спецификације закључе.
Таблица упоређивања методе производње
Ово поређење покрива кључне критеријуме одлуке за све четири главне методе производње:
| Kriterijumi | СЦН обрада | 3Д штампање | Инжекционо качење | Производња листова метала |
|---|---|---|---|---|
| Идеалне количине | 1-500 делова | 1-50 делова | 500-1,000,000+ делова | 10-10,000 делова |
| Материјални опције | Метали, пластике, композити (50+ опција) | Полимери, смоле, неки метали (ограничен избор) | Термопластике углавном (широк избор полимера) | Лист метала: алуминијум, челик, нерђајући, бакар |
| Прецизна способност | ± 0,001" постижимо | ±0,005" типично | ± 0,003" типичан | ±0,005" до ±0,010" |
| Типично време за извеђење | 3-15 радних дана | 1-5 радних дана | 2-6 недеља (укључујући алате) | 5-15 радних дана |
| Трошкови поставке/оргулирања | Ниско ($0-500) | Nijedan | Високи (преко 3.000 до 100.000 долара) | Ниско до умерено ($100-2,000) |
| Трошкови по делу (10 јединица) | $$ | $$ | $$$$$ (аппарат амортизован) | $$ |
| Трошкови по делу (1000 јединица) | $$ | $$$ | $ | $ |
| Најбоље за | Прецизни метални/пластични делови, функционални прототипи | Брзо прототипирање, сложене геометрије, прилагођавање | Производња пластике у великој количини | Обуви, заносе, панели |
Прави избор за свој пројекат
Када се процењују услуге обраде прототипа или производња производње, радите кроз ове критеријуме одлуке:
- Које је ваше количине? Мале количине воле ЦНЦ или 3Д штампу; велике количине воле инжекционо лијечење или листови метала.
- Које материјалне особине су вам потребне? Ако је важно колико је метални легури јаки, топлотно отпорни или специфични, вероватно ће победити ЦНЦ обрада или производња листова метала.
- Колико сте чврсти? Потреба за прецизношћу често искључује 3Д штампање и листови метала из разматрања.
- Које је ваше време? Убрзане потребе за прототипом ЦНЦ-а могу да поволе брзину 3Д штампе; производњи распореди могу да се прилагоде дужим временом извођења инјекционог лијечења.
- Да ли је ваш дизајн завршен? Ако су промене и даље вероватно, избегавајте скупе модификације алата убризгавања.
Многи онлине пружаоци услуга за ЦНЦ обраду сада нуде више метода производње преко једне платформекоје вам омогућавају да направите прототип са брзим ЦНЦ прототипом, валидујете са функционалним обрађеним деловима, а затим пређете на инжекционо лијечење за масовну производњу
Разумевање ових компромиса позиционира вас да доносите одлуке о производњи засноване на захтевима пројекта, а не на познавању процеса. Али избор праве методе је само део једначине. Да би ваш производни партнер испунио стандарде квалитета одговарајуће вашој индустрији додаје још једну критичну димензију коју треба размотрити.
Објашњење индустријских сертификација и стандарда квалитета
Изаберили сте производњу и разумете шта управља ценовањем, али је ово питање које раздваја случајно прототипирање од озбиљне производње: да ли ваш ЦНЦ партнер има сертификације које ваша индустрија захтева? За ваздухопловне компоненте, медицинске уређаје или аутомобилске саставке, погрешан одговор може значити одбацивање делова, неуспешне ревизије или још горе.
Сертификати нису само финки логотипи на веб страници. Према водичу за сертификацију 3ЕРП-а, они представљају документован доказ да је произвођач применио системе управљања квалитетом, редовно се подвргнуо ревизијама треће стране и одржавао тражимост током производње. Разумевање шта свака сертификација заправо значи помаже вам да удружите компаније за прецизну обраду са вашим специфичним захтевима пројекта.
Декодирање ИСО АС9100 и ИАТФ сертификација
Хајде да се побришемо са алфабетским супом производних сертификација. Сваки стандард се бави специфичним проблемима индустрије и знање разлика вам помаже да проверите да ли потенцијални партнер заиста може да испоручи оно што ваша апликација захтева.
ИСО 9001: Основа управљања квалитетом
Помислите на ИСО 9001 као на основу сертификације за било коју озбиљну производњу. Она поставља захтеве за систем управљања квалитетом (СМК) усредсређен на задовољство клијената, доследан износ и континуирано побољшање. Према Хартфорд Технологис , ИСО 9001 има примјену у свим индустријама свих размераслужећи као основна сертификација која оцртава предуслове за снажан систем квалитета.
Када радите са ИСО 9001 сертификованим онлине ЦНЦ сервисом за обраду, сигурни сте да:
- Документисани процедури управљају сваком производњом кораком
- Потребе клијената се систематски идентификују и прате
- Интерна ревизија потврђује текућу у складу
- Корективне акције решавају несагласности пре него што постану обрасци
АС9100: Контрола квалитета за ваздухопловство
ЦНЦ обрада ваздухопловних компоненти захтева више од општег управљања квалитетом. АС9100 се гради на темељу ИСО 9001, додајући специфичне захтеве за управљање ризицима, контролу конфигурације и тражимост производа. Свака компонента мора бити праћена до извора сировине, а процене ризика од неуспеха су обавезне током валидације дизајна.
За апликације за радовање у ваздухопловству, сертификација AS9100 сигнализује да произвођач разуме средину нулте толеранције у ваздухопловству. Делови намењени авионуда су то структурне компоненте, монтаже мотора или авионички корпуситребају овај ниво документоване контроле.
ИСО 13485: Норми за производњу медицинских уређаја
Медицинска обрада носи јединствену одговорност. Неисправност у хируршком инструменту или компоненти импланта може коштати животе. ИСО 13485 ствара КМС посебно прилагођен производњи медицинских уређаја, наглашавајући управљање ризицима, усклађеност са регулативама и потпуну тражимост од дизајна до сервиса.
За обраду медицинских уређаја у складу са ИСО 13485 захтева се:
- Строга документација процеса пројектовања, производње и валидације
- Доказана способност за идентификовање и ублажавање ризика за безбедност пацијента
- У складу са регулаторним обавезама на циљаним тржиштима
- Производи који испуњавају дефинисане критеријуме за безбедност и перформансе
ИАТФ 16949: Екцеленција у аутомобилској индустрији
Развијена од стране Међународне аутомобилске радне групе, ИАТФ 16949 представља глобални стандард за управљање квалитетом прилагођен посебно за производњу аутомобила. Она се заснива на ИСО 9001 и истовремено обухвата додатне захтеве у дизајну производа, производњим процесима и стандардима специфичним за купце који дефинишу ланцу снабдевања аутомобила.
Шта чини ИАТФ 16949 посебно вредним? Сертификовани објекти спроводе статистичку контролу процеса (СПЦ) за праћење производних променљивих у реалном времену, обезбеђујући доследне компоненте високе толеранције током продужених производних радњи. Ово је важно када производите монтаже шасије, кочнице или прецизне металне бушице где конзистенција димензија директно утиче на безбедност и перформансе возила.
За аутомобилске апликације које захтевају сертификоване производне способности, Саоијево решење за машинску обраду аутомобила показати како производња сертификована по ИАТФ 16949 изгледа у праксидоба комплексних сглоба шасије и прецизних металних компоненти са временом извршавања од једног радног дана, при томе одржавајући строге контроле квалитета.
Успоредити сертификације са потребама ваше индустрије
Које сертификације треба да проверите пре него што направите наруџбу? То зависи од тога где ће твоји делови завршити. Ево практичне поделе по индустрији:
Општа производња и прототип:
- ISO 9001 сертификација пружа адекватну гаранцију квалитета
- Фокус на квалитету комуникације и одговорности на повратну информацију ДФМ
- Прецизне способности су важније од специјализованих сертификација
Аерокосмичка и одбрана:
- Сертификација AS9100 је обично обавезна за критичне компоненте за летење
- ИТАР у складу са одредбама о одбрани на америчкој листи муниција
- Очекујте ригорозна документација и потпуну тражимост материјала
Медицински уређаји и здравствена заштита:
- ISO 13485 сертификација неопходна за регулисане медицинске производе
- За медицинске уређаје на тржишту САД може бити потребна регистрација ФДА
- Често су потребни сертификати материјала и документација о биокомпатибилности
Аутомобилска индустрија:
- Сертификација IATF 16949 коју захтевају главни ОЕМ и добављачи нивоа 1
- Често очекивана документација за ППАП (Процес одобрења производних делова)
- Способности статистичке контроле процеса обезбеђују доследан квалитет производње
Сертификати показују нашим клијентима да смо озбиљни у погледу квалитета. То нису само папирографија - то је посвећеност изврсности у сваком делу који правимо.
Према водичу за сертификацију Machine Shop Directory-а, 67% ОЕМ-ова захтева ISO 9001 сертификацију од својих добављача, а продавнице са сертификацијама специфичним за индустрију добијају у просеку 15% више уговора. Инвестиција у сертификацију исплаћује дивиденде кроз проширен приступ тржишту и поверење купаца.
Поред отварања врата регулисаним индустријама, сертификације подстичу унутрашње побољшања. Процес ревизије присиљава произвођаче да испитају своје радне процесе, документују процедуре и спроводе контроле које смањују грешке и отпад. Ти користиш од ових добитака ефикасности кроз доследнији квалитет и често ниже цене како се оперативна побољшања у временском смислу.
Знање које сертификације су важне за вашу апликацију је од суштинског значајаали верификација да потенцијални партнер заправо поседује те акредитиве и пружа доследан квалитет у пракси захтева систематски приступ евалуацији.
Како проценити и изабрати правог онлине ЦНЦ партнера
Разумејете сертификације, знате које стандарде ваша индустрија захтева, али како заправо проверите да ли потенцијални произвођачки партнер испуњава своја обећања? Избор погрешне цеви за ЦНЦ обраду може значити пропуштено време, одбачене делове и фрустрирајуће прекиде комуникације који могу да покваре цео временски план вашег пројекта.
Било да тражите "машинарске радње у близини мене" или да процените глобалне дигиталне платформе, процес селекције захтева систематску процену, а не инстинкт. Према водичу за избор партнера ТЦ Мануфактуринг-а, компаније се често суочавају са заједничким капима као што су непостојан квалитет, касне испоруке и лоше комуникацијепроблеме који воде до скупе прераде, кашњења у производњи и незадовољних купаца.
Хајде да изградимо практичан оквир за процену услуга за обраду ЦНЦ-а који ће одвојити поуздане партнере од ризичних продаваца.
Црвене заставе приликом избора ЦНЦ партнера
Пре него што се упустимо у оно што треба да тражимо, да идентификујемо знакове упозорења који би требало да вас повуку да тражите негде другде. Према контролној листи инжењера ЈупаицнЦ-а, искусни купци уче да рано открију ове проблеме, штедећи време и спречавајући скупе грешке.
Упозоришни знакови који указују на потенцијалне проблеме:
- Недостатак сертификација: Ниједна индустрија призната сертификација за контролу квалитета као што је ИСО 9001 не указује на неадекватну контролу процеса. За регулисане индустрије, недостатак сертификација специфичних за сектор (AS9100, ISO 13485, IATF 16949) одмах дисквалификује добављача.
- Нејасни одговори о могућностима: Када питате о капацитетима толеранције, стручној експертизи материјала или временским временом испоруке и добијете нејасне одговоре, очекивати сличну нејасност током производње.
- Полако време одговора током евалуације: Ако им је потребно неколико дана да одговоре на почетна питања, очекивати кашњење у комуникацији и током производње. Проверите њихову способност да реагују пре него што се обавежете.
- Нема повратне информације о ДФМ-у: Квалитетне радње за машинисте у близини мене или било где друго активно идентификују проблеме производње. Продавачи који једноставно цитирају без уноса дизајна често испоручују делове са проблемима које се могу спречити.
- Ограничено искуство у материјалу: Машињарија у близини која ради само са алуминијем неће вам добро служити када ваш пројекат захтева стручност од нерђајућег челика или титана.
- Често кашњење испоруке: Питајте о стопи испоруке на време. Лоша историја показује проблеме управљања капацитетом који ће утицати на ваш пројекат.
- Нема структурисаног процеса хитне нараке: Када се појаве хитни прототипи, и они ће вам продавачи без хитних могућности оставити увучени.
Ако добављач показује више црвених застава, најбоље је истражити друге опције.
Питања која треба да поставите пре него што направите наруџбу
Сада преобрцимо сценарио. Ево шта треба активно проверити када процените обраде у близини мене или дигиталне платформе за производњу. Према УПТИВ-овом водичу за производњу, избор правог партнера са релевантним искуством може вам потенцијално уштедети хиљаде долара јер су упознати са уобичајеним замкама и најефикаснијим начинима да их избегнете.
Сертификација и верификација квалитета:
- Које сертификате квалитета имате и када су последњи пут ревидирани?
- Можете ли да обезбедите извештаје о инспекцијама, документацију о контроли квалитета или извештаје о инспекцијама првог производа (FAI)?
- Како се бавите неуправљеним деловима?
Комуникација и управљање пројектима:
- Да ли ћу имати посвећену управитељину рачуна или јединствену контактну тачку?
- Како комуницирате са ажурирањем пројекта, кашњењем или неочекиваним проблемима током производње?
- Колико је обично време одговора на техничка питања или појашњења цитата?
Техничке способности:
- Које опсеге толеранције можете поуздано постићи? (Уколико је могуће проверите узор делова)
- У којим материјалима се специјализујете и можете ли нам рећи неке случајеве сличних пројеката?
- Које конфигурације машина користите? 3 осне, 4 осне, 5 осне, центри за обраду млинских обрна?
Скалабилност и флексибилност:
- Можете ли да се носите са бројем прототипа и производњом 1000+ делова?
- Који је ваш капацитет за руковођење повећаним количинама наруџбина без кашњења испоруке?
- Да ли се бринете за хитне пројекте или за промене у дизајну у последњи тренутак?
Време испоруке:
- Колико је типично време за испоруку и колико је точна испорука?
- Да ли нудите праћење наруџбина у реалном времену и ажурирање статуса?
- Како управљате производњом капацитетом како бисте избегли кашњења у периодима велике потражње?
Фактор скалабилности: од прототипа до производње
Овде многи произвођачи не успевају. Лако је пронаћи локалне продавнице за машине које се баве једнократним прототипима. Проналажење партнера који ће се лако превести од брзе производње прототипа до масовне производње са доследним квалитетомто је изазов.
Према истраживању УПТИВ-а, пут од прототипа до производње захтева партнере који могу управљати:
- Подпорука за итерацију пројекта: Партнери квалитета пружају ДФМ повратне информације које прецизирају ваш прототип за трошковно ефикасну и скалирујућу производњу
- Процес валидације малог обема: Пре него што се обавезе на пуну производњу, мале серије рано упиту производње проблеме
- Производња у величини: Када тражење расте, ваш партнер треба да расте уз вас без погоршања квалитета
- Последна контрола квалитета: Исти ригорозни преглед који валидује ваш прототип треба да се примењује на сваку производњу.
Идеална равнотежа? Уредби који нуде једнодневна времена за хитне прототипе, а истовремено одржавају стандарде квалитета за производњу. Ова комбинација сигнализује и оперативну изврсност и флексибилност усмерену на клијента.
За аутомобилске апликације које захтевају ову способност прототипа до производње, Услуге прецизне ЦНЦ обраде Шаоија да се примењује како изгледа производња готове онлине производњескалирање од брзе производње прототипа до масовне производње сложених сглоба шасије и прилагођених металних компоненти, подржаних сертификацијом ИАТФ 16949 и статистичком контролом процеса која осигурава доследан излаз високих толеранција
Твоја листа за провјерење
Пре него што направите следећу наруџбу, проверите следеће критичне факторе:
| Критеријуми за процену | Шта треба да проверите | Зашто је важно |
|---|---|---|
| Сертификације | Минимални ISO 9001; сертификати специфични за индустрију, како је потребно | Документисани системи квалитета смањују дефекте и прераду |
| Комуникација | Време одговора мање од 24 сата; доступан посебан контакт | Слаба комуникација изазива кашњења и грешке у спецификацијама |
| Враћање на ДФМ | Проактивни предлози за дизајн пре производње | Ухвати скуп проблем пре него што постане фабрички проблем |
| Способност да се толерише | Документисана прецизност која одговара вашим захтевима | Уверава да делови испуњавају функционалне спецификације |
| Материјална експертиза | Искуство са вашим специфичним материјалима; доступне студије случаја | Знање специфичног за материјал спречава грешке у обради |
| Скалабилност | Капацитет за прототипе и производње | Избегава промену произвођача док ваш пројекат расте |
| Достављање на време | Докази о 95% + степен испоруке на време | Касни делови нарушавају производње и обавезе клијента |
Избор правог партнера за услуге за ЦНЦ обраду на мрежи је једна од најважнијих одлука производње које можете донети. Поуздани партнер побољшава квалитет производа, оптимизује ефикасност производње и осигурава правовремене испорукешто вам омогућава да се фокусирате на иновације дизајна, а не на гашење пожара у ланцу снабдевања.
Систематски проценивши произвођаче према овим критеријумима, сигурно ћете изабрати произвођача који одговара вашим стандардима квалитета, очекивањама испоруке и потребама за скалабилношћу. Уносна инвестиција у одговарајућу процену исплаћује дивиденде кроз сваку нарачу која долази на време, по спецификацији и спремна за извршење.
Често постављена питања о онлине ЦНЦ обрађивачким услугама
1. у вези са Која је разлика између онлине ЦНЦ обраде и традиционалних радња за машине?
Онлине ЦНЦ обраде користе дигиталне платформе које омогућавају тренутно цитирање, преузимање ЦАД датотека и глобални приступ прецизној производњи без телефонских позива или личног консултовања. Традиционалне радње са машинама захтевају ручне захтеве за цитат, размену е-поште и често се суочавају са географским ограничењима. Цифране платформе преусмеравају послове специјализованим произвођачима у широким мрежама, обезбеђујући доследан квалитет и конкурентне цене док достављају делове у брзим временским временским периодима од 1-3 дана за прототипе.
2. Уколико је потребно. Како да на мрежи добијем тренутни цитат за ЦНЦ обраду?
Поднесите своју 3Д ЦАД датотеку (пожељно СТЕП или ИГЕС формат) на онлине ЦНЦ платформу. Алгоритми засновани на вештачкој интелигенцији одмах анализирају геометрију делова, избор материјала, толеранције и завршну обработу површине како би у року од неколико секунди генерисали тачну цену. Систем означава проблеме производње и пружа повратне информације за дизајн за производњу пре производње. Већина платформа такође вам омогућава да прилагодите количине, материјале и време испоруке како бисте видели промене цена у реалном времену.
3. Уколико је потребно. Који формати датотека су најбољи за онлине ЦНЦ обраду?
СТЕП (.step/.stp) датотеке су златни стандард за ЦНЦ обраду јер сачувају прецизну геометрију, криве и дефиниције ивица. ИГЕС и Парасолид формати такође добро функционишу. Избегавајте STL датотеке јер користе приближне троугалне мреже које немају прецизност за генерацију ЦНЦ алатног пута. За делове са чврстим толеранцијама, укључите 2Д PDF цртеж који одређује критичне димензије, завршне површине и геометријске толеранције поред вашег 3Д модела.
4. Уколико је потребно. Колико кошта ЦНЦ обрада и који фактори утичу на цене?
Трошкови ЦНЦ обраде зависе од избора материјала (20% трошкова), времена обраде (80% трошкова), сложености делова, захтева за толеранцијом, количине, завршних делова на површини и времена за извеђење. Алуминијумски делови коштају мање од титана; стандардни толеранци (± 0,005 ") су знатно јефтинији од прецизних спецификација (± 0,001 "). Баццх наруџбине смањују трошкове по комад тако што распоређују трошкове поставке. Упоруке у брзу са радом од 1-3 дана обично носе 25-100% премије у односу на стандардне распореде од 7-15 дана.
5. Појам Када треба да изаберем ЦНЦ обраду уместо 3Д штампања или инжекционог лијечења?
Изаберите ЦНЦ обраду када вам су потребна супериорна механичка својства од чврстог метала или инжењерске пластике, чврсте толеранције (± 0,001"), функционални прототипи који одговарају материјалима производње, или количине од 1 до 500 делова. 3Д штампање одликује се брзом итерацијом, сложеним унутрашњим геометријом и јефтином валидацијом дизајна. Инжекционо лијечење постаје трошковно ефикасно преко 500 делова, али захтева значајне авантне инвестиције у алате ($ 3,000- $ 100,000 +). Многи пројекти користе ЦНЦ за прототип, а затим прелазак на инжекционо лијечење за производњу у великој количини.