 Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим
Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим 

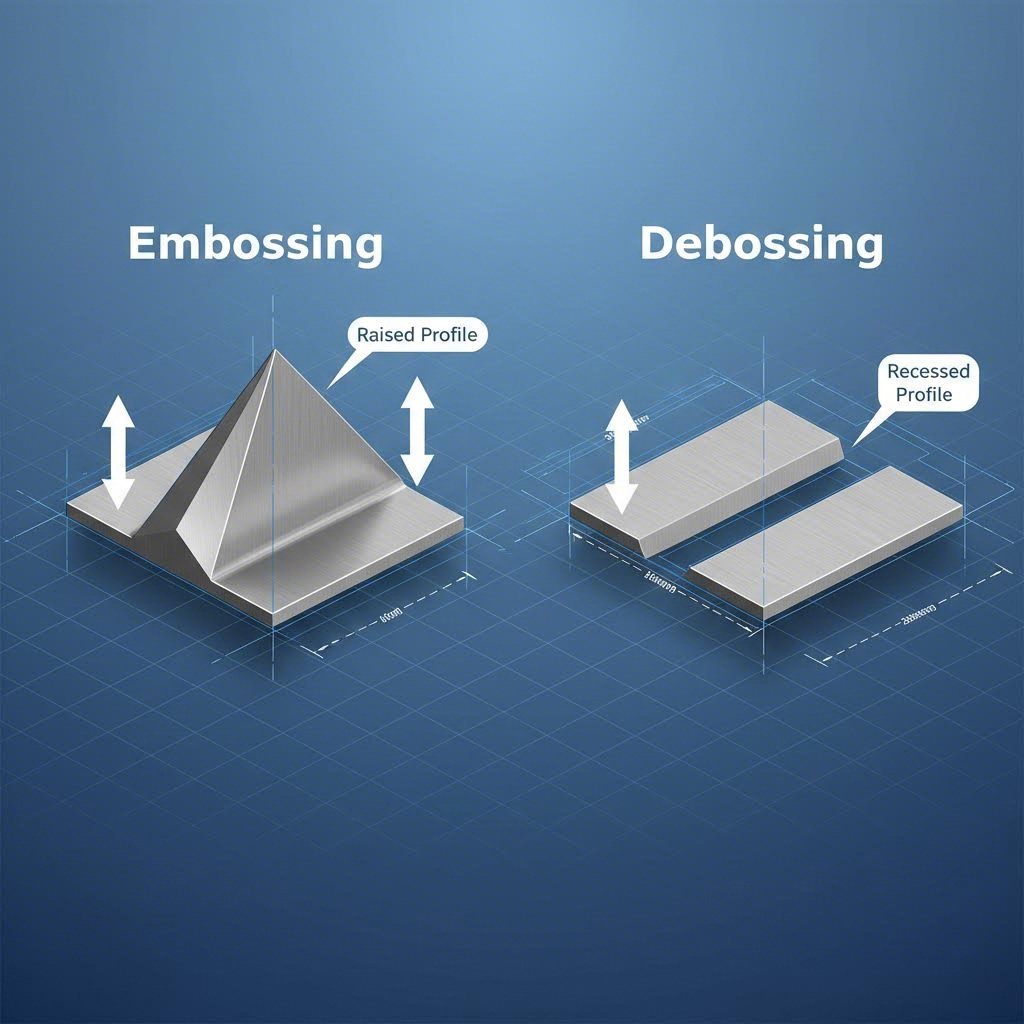
Ембосинг против дебосинг аутомобилских делова: Инжењерски водич
ТЛ; ДР: Основна разлика за аутомобилске инжењере
Главна разлика између ребосирање и дебосирање лежи у смеру тока материјала и његовом даљем међусобном дејству са аутомобилским површинама. Ребосирање користи усклађене мушки и женске матрице за потискивање материјала нагоре , стварајући издигнуте знакове који остају читљиви чак и након интензивног бојења, прашкастог прекривања или накупљања прљавштине. Због тога је стандард за статичке ознаке шасија и безбедносне компоненте.
Напротив, дебосирање (често технички названо импресијско клацимање или цртање у аутомобилској терминологији) гура материјал надоле у подлогу. Иако ово штити ознаку од површинског абразије, склоно је пуњењу бојом или масноћом, чиме се смањује читљивост. Међутим, удубљивање — посебно путем тачкастог ударца или цртања — је индустријски стандард за променљиви подаци као што су јединствени идентификациони бројеви возила (VIN), јер не захтева скупе фиксне комплекте матрица за сваку промену карактера.
Механика отклонења метала
Разумевање физике која стоји иза ових ознака од кључног је значаја за одабир правилне опреме. У производњи аутомобила, избор између утискивања и исцртавања одређује подешавање матрице, снагу пресе и особине тока материјала.
Конфигурације: Мушкарац против женке
Ребосирање је процес двоструке смрти. Потребан је парни скуп: мушког мајака (са подигнутим карактеристикама) на дну и женског мајака (са удубљеним карактеристикама) на врху. Када се преса окреће, плоча метала или пластике се присиљава између њих, што растеже материјал према горе. Ово захтева прецизно усклађивање; ако је слободна површина између штампа превише чврста, материјал ће се скретати или пуцати; ако је превише лабава, дефиниција је изгубљена.
Дебосирање , у свом најчистијем индустријском облику, такође користи мушко/женско сет, али наобратно, потискујући слику надоле. Међутим, у већини брзе аутомобилске штампачке линије, оно што се често назива "дебосинг" заправо је Утицај штампања . Ово користи једно ојачано мушко матрично решење да удара по површини на равну подлогу. Кључна разлика је у задњем делу дела: истински дебусирани део има издигнуту супротну страну (негатив), док део са утиснутом ознаком остаје раван са задње стране.
Ток материјала и напон
Бусенje ставља материјал под значајан затезни напон док се истеже како би пратио већу висину. За аутомобилско алуминијумско легуре (као што су серије 5000 или 6000) или челик високе чврстоће, инжењери морају израчунати максимални проценат истезања да би спречили микропукотине. Дебусенје компримује материјал, радно га ојачавајући на локалном подручју. Ова компресија може заправо ојачати део на месту ознаке, док бусенје може створити концентраторе напона ако се не обради правилним полупречником заобљења.
Функционална означавања: шасија, мотор и метални делови
За делове испод капија и испод тела, борба није о изгледу — већ о тражећност кроз обраду ... и не само. Компоненте попут топлотних штитова, ватрозади и блокова мотора суочавају се са сувим окружењима за пост-обраду која диктирају методу означења.
Читаljivost кроз боје и премазе
Утицање је јасан победник за обложене делове. У аутомобилској монтажи, делови шасије су често е-покривени, примљени и обојени након обележавања. Ако је неки део обрисан (индециран), боја се улази у дубине, испуњавајући их и чинећи знакове нечитавим. Утицани ликови, који се поносно држе на површини, омогућавају да боја тече избаци с преко врхова. Ознака остаје јасна и читљива чак и испод дебелих слојева подбоје.
Због тога ћете обично видети статичке податке — као што су ознаке модела или ознаке платформе на зидовима против ватре — директно клепане у лим. То осигурава да подаци опстану у радњи за бојење и 20 година путног прљавштина.
Изазов варијабилних података: VIN-ови
Иако је тисак бољи по питању читљивости, има фаталну ману: цену. За тисак је потребна фиксна калупна поставка. Да бисте отиснули јединствени 17-цифрени VIN за сваки аутомобил који напушта траку, били би вам потребни сложени, спори и скупи ротациони нумерички механизми.
Стога, дебосирање (помоћу тачкастог означавања или гравирања) је стандард за јединствену идентификацију возила. Машине за гравирање користе дијамантски или карбидни стилус да „напишу“ VIN на металном оквиру. Иако су ови трагови удубљени, направљени су довољно дубоко да издрже стандардне е-премазе, или се наносе након сливање (потребна је маскирања). Ова метода омогућава бесконачну варијабилност без промене алата, што је неопходно за модерну масовну производњу.

Естетска примена: украс у салону и брендирање
Унутар салона, нагласак се помера са трајности на „перципиран квалитет“. Дизајнери користе ове технике да би комуницирали луксуз и тактилни одзив.
Кожа и површине меког додира
За кожне седишта, волане и украсе табле инструмената, дебосирање (које се у овом контексту често назива и топлотом штампањем) ствара премијум, непредметни изглед. Утицањем загревене матрице у кожу, влакна се стискају и тамњају, стварајући трајну, елегантну удубљеност. Ово је пожељно за резбарење за логоа јер су подигнуте површине коже склоне абразији и зноју од путника који се клизгају у и из возила.
Тактилни управљачи и прелазни уређаји
Ребосирање доминира у дизајну прекидачких уређаја и дугмаца. Икона на прекидачу прозора или радио дугме пружа кључну тактичку повратну информацију, омогућавајући возачу да идентификује контролу без одвођења очију са пута. У модерним процесима "In-Mold Labeling" (IML) за пластичне ентеријере, резба се користи за давање 3Д текстуре иначе равном површини на додир, мешајући елегантан изглед екрана на додир са физичким осигурањем механичког дугмета.
Критични фактори поређења (матрица одлучивања)
Када изаберете технологију означења за нову аутокомпоненту, користите ову матрицу да бисте проценили компромисе између трошкова, трајности и ограничења производње.
| Особност | Ребросирање (подигнуто) | Дебосинг / штампање (уграђено) |
|---|---|---|
| Читаност бојом | Odličan (Боја тече са врхова) | Смаран (Боја испуњава дубоке) |
| Трошкови алата | Висок (Треба одговарајућу мушку/женску матрицу) | Средње/ниско (Једноставни штиф или стилус) |
| Изменити подаци (ВИН) | Teškim (Повољна, сложена глава за нумерирање) | Odličan (Програмирајући ток пеен/писати) |
| Отпорност на абразију | Niski (Подигнута површина узима зношење) | Висок (Ознака је заштићена испод површине) |
| Време циклуса | Брзо (Један удар притиска) | Брзо до споро (Штамповање је брзо; писање је споро) |
За произвођаче који желе да премосте јаз између ових прототипских одлука и масовне производње, Шаои Метал Технологија нуди свеобухватна решења за штампање. Њихове могућности, од брзог прототипирања до 600 тона прес-ода, омогућавају беспрекорану интеграцију и рељепног и сложеног рељепног радног процеса. Било да вам је потребно 50 прототипа за валидацију дизајна или милионе масовно произведених контролних рамена, њихова прецизност сертификована по IATF 16949 осигурава да ваши стандарди означења испуњавају глобалне захтеве ОЕМ-а. Можете проверити свој пуни инжењерски опсег на Решења за штампање технологије Шаои Металл .
Препорука за резиме по врсти делова
Да бисте финализовали своју стратегију производње, категоризујте своје делове по њиховој изложености и потребама за подацима:
- Изаберите Габросирање ако: Део ће бити обојен, прекривен прахом или изложен тешком масти (нпр. таблице за податке шасије, заштитни зидови, лона за уље). Повишени знакови осигурају да се информације никада не изгубе под слојевима премаза.
- Изаберите Дебосинг/Стампинг ако: Део захтева јединствену серијску бројку (ВИН) или ако ће површина бити изложена јаком тријању (нпр. подне плоче, површине за парење). Уграђена ознака је заштићена од оскрипања.
- Изаберите топло жигосање (удубљено) ако: Пројектујете унутрашње естетичке делове као што су кожа или винил. Омогућава квалитетан фино завршни изглед који отпорно издржава трошење услед контакта са путницима.
Закључно: Избор правог утиска
Конечно, одлука између утискивања и потискивања у аутомобилској индустрији ретко је питање личних преференци — то је инжењерски прорачун који диктира животни век делова. Утиснута ознака опстане у фарбаници; потиснута ознака опстане трење на траки за скупљање. Тако што ћете ускладити метод маркирања са експозицијом компоненте на спољашњу средину и варијабилношћу података, обезбеђујете праћење од цеха за пресовање до пункта за рециклажу. Исправан избор спречава скупе повратке услед нечитљивих података о безбедности и побољшава перципиран квалитет унутрашњости возила.
Често постављана питања
1. Да ли је утискивање или потискивање боље за фарбање аутомобилских делова?
Утискивање је знатно боље за делове који се фарбају. Пошто су карактери издигнути, фарба има тенденцију да се повлачи с врхова, чиме се ивице задржавају оштрим и читљивим. Код потискивања, фарба се сакупља у удубљењима, често их потпуно попуњавајући и заклањајући ознаку, нарочито код дебелих аутомобилских прекоцкоцинa као што су е-прекривач или подпрекривач.
2. Зашто се VIN бројеви обично утискују или гравирају?
VIN бројеви захтевају јединствене, варијабилне податке за свако возило посебно. Утискивање захтева фиксни комплет матрица за сваки карактер, што је механички комплексно и скупо за измену у сваком циклусу. Утискивање (посебно метод тачкастих удараца или гравирање) користи програмабилни стилус који може тренутно да мења карактере преко софтвера, чинећи га једином изводљивом опцијом за серијску производњу великих количина.
3. Који процес је скупљи за металне делове?
Утискивање је генерално скупље по питању алата јер захтева комплет одговарајућих мушких и женских матрица направљених са прецизним размаком. Штампање утиска (облик утискивања) обично захтева само једну мушку матрицу и равну подлогу, смањујући почетне трошкове алата. Међутим, код варијабилних података, програмабилне машине за гравирање потпуно елиминишу трошкове потрошних матрица.