 Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим
Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим 

Да ли анодисани алуминијум рђа? Зашто рђавина није стварна опасност
Да ли анодисани алуминијум рђа?
Чини анодизована алуминијумска рђа да ли је то истина? Не, не, не. Рђа је оксид гвожђа, тако да се формира на гвожђу и челику, а не на алуминијуму. Ако се питате да ли ће анодисани алуминијум рђати, одговор је и даље не.
Алуминијум не ствара црвену ржужу, али и даље може да претрпи корозију која утиче на изглед и, у најоштрим случајевима, на метал.
Та разлика је важна јер многи људи виде тупе, кредеве мрље или беле остатке и претпостављају да гледају алуминијумску ржу. У једноставним речима, обично нису. Алуминијум се понаша другачије од челика јер његова површина реагује са кисеоником на начин који често помаже у заштити.
Да ли је анодизована алуминијумска рђа јасно одговорена
Свежи алуминијум брзо формира танки, тврди оксидни филм када је изложен ваздуху. Упутства компаније Клоекнер Металс описују овај слој оксида као главни разлог због којег алуминијум отпорно противи корозији. Да ли је алуминијум отпоран на корозију? Уопштено, да. Али отпорност на корозију није исто што и отпорност на корозију. Соле, загађивачи и оштре хемикалије могу оштетити ту заштитну површину и изазвати локални напад.
Ружња против корозије против оксидације на једноставном енглеском
- Рђа : гвожђеоксид, црвенокафни производ распада који се види на гвожђу и челику.
- Koroziju : шири процес погоршања метала због његове околине.
- Оксидација : реакција са кисеоником. У алуминијуму, ово брзо ствара заштитну оксидну кожу.
- Пасивни оксидни филм : танки слој алуминијум оксида који штити метал испод него што га околина не разгради.
Зато питање да ли је алуминијум отпоран на корозију обично добија квалификовано да. Алуминијум се природно штити, али само у границама.
Зашто бели остатак није исто што и рђа
Алмунијумска корозија обично изгледа беласто, сиво, тупо или прашно, уместо шлепљиве и црвене. Визуелни примери и објашњења из Reliance Foundry показује да алуминијум оксид има тенденцију да формира тврду, белу или прашинску површину, а не класичну ржу. Бели остатак може бити знак површинског оксидације или друге површинске промене, а то није аутоматски знак структурног оштећења.
Кључна идеја је једноставна: алуминијум се штити оксидом, а анодирање се темељи на истом понашању на контролисанији начин.

Шта је анодисани алуминијум и како штити
Ако је прво питање шта је анодисани алуминијум, најједноставнији одговор је овај: то је алуминијум чија је површина намерно претворена у гући, контролисани слој оксида кроз електрохемијски процес. То је важно јер анодизовани алуминијум није само "алуминијум са премазом". То је алуминијум са преображеном површином.
Шта заправо значи анодисани алуминијум
Упутства за производњу из SAF и Уметност из канала описва анодирање као електрохемијски процес који претвара металну површину у издржљив слој анодног оксида. Другим речима, шта значи анодисани? То значи да је сама површина израсла из метала. Због тога се овај анодисани алуминијумски материјал понаша другачије од обојених или покрытих прахом делова.
Анодирање не покрива само алуминијум. Она претвара спољашњу површину у заштитни слој оксида који је део метала.
Како алуминијум саопштава заштитни слој
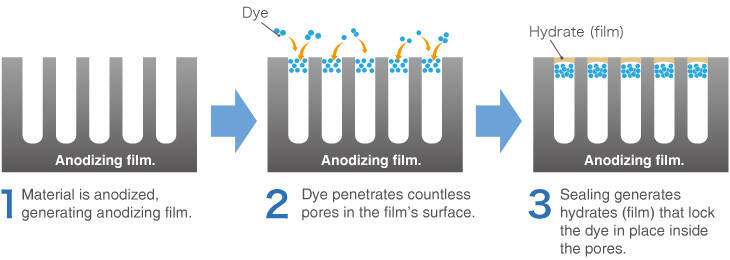
За читаоце који питају шта је анодисани алуминијум , процес је лакши за разумевање када се раздваја на кораке:
- Чистите алуминијум - Да ли је то истина? Увођење у уље, прљавштину и остатке са продавнице тако да површина равномерно реагује.
- Поставите га у електролитну купатило - Да ли је то истина? Алуминијум постаје анода у електричном кругу.
- Примените струју - Да ли је то истина? Кисељ се реагује са површином и ствара алуминијум оксид из метала.
- Створити порно оксидно структуру - Да ли је то истина? Саф напомиње да анодни премази садрже многе мале поре.
- Запечатите поре - Да ли је то истина? Запљуштање хидратира и затвара ове поре, побољшавајући хемијску отпорност и помажући да завршница траје дуже.
То је лако занемарити, али има велики утицај. Саф посебно упозорава да неправилно запечаћена анодизација има слабу хемијску отпорност. Кан Арт такође напомиње да се приступи анодизацији могу разликовати, а те разлике утичу на зношење и корозијску перформансу. Дакле, одговор на шта је анодисани алуминијум није само у погледу изгледа. Такође је и о квалитету процеса.
Зашто се анодизовани алуминијумски премаз разликује од боје
И анодизована алуминијумска завршна боја често се назива премазом у свакодневном говору, али не делује као боја или прах. Органични прекрив се налази на металу. Они могу бити сдробљени, лупасти или се одлопавати ако се не прикључе. Анодизација, насупрот томе, је саставни део субстрата, због чега SAF каже да се не може лупати или лупавити.
Та разлика се показује у стварној употреби. Ако се боја подраза, може се открити голи метал испод плика. Одразање на анодисаном алуминијуму може локално обележити или пробити преображени слој, али околна завршна боја је и даље везана јер је то сопствена површина метала. Међутим, заштита и даље зависи од дебљине, запечатања и условима коришћења, посебно када су укључене ивице, абразија, сол или тешки чистилаци.
Где се анодисани алуминијум и даље налази у невољи
Издржљивост на отвореном звучи једноставно док се не појаве сол, прљавштина и хемија. Алуминијум се анодише дајући му чврсту и дебљи оксидну баријеру, тако да обично добро издржава сунце, кишу и свакодневно време. Линетек напомиње да је ААМА 611 анодирање класе I 0,7 мили, или 18 микрона и више, намењено за спољне грађевинске производе и нуди бољу хемијску отпорност од класе II. То га чини снажним избором за нормалне напољу услуге, али не бесплатна пролаз у сваком окружењу.
Где анодисани алуминијум добро функционише на отвореном
У обичном спољашњем излагању, завршница успорава корозији алуминијума ометањем доступа околине до метала који је под њима. Ако питате да ли ће алуминијум кородирати на отвореном, поштен одговор је да, може, али добро одређени анодисани делови често ефикасно отпорују у општом времену. Сува унутрашња подручја, умерено урбана окружења и површине које се очиштају кишом обично су много мање захтевне од обала, зона прскања или тешких индустријских падања. За многе примене, анодирање пружа корисне заштиту од корозије алуминијума и врста заштиту од корозије алуминијума купци очекују од завршног дела који не треба одржавати.
Линетек је такође указао да су потребе за чишћењем веће у тешком индустријском подручју, маглама у обалним подручјима и заштићеним местима где се налази. То је важно јер би завршна боја могла добро да функционише на отвореном лицу дела, али да постане рањивија када у њему остане прљавина, кондензација или соли.
Када хлориди и оштри чистилачи узрокују корозију
Овде се појављују границе. Хидро описује корозију у јамама као најчешћу врсту корозије на алуминијуму и каже да је класична у морској води и влажној средини где је присутна сол. Посебно су важне соли на бази хлорида и сулфата, а киселе или алкалне соли могу повећати брзину јама. Линетек додаје да чак и издржљиве анодиране завршне делове могу оштетити јаке киселине, високоалкални материјали, рачић, муриатска киселина и веома абразивни алати.
- Морски ваздух, спреј морске воде и соли за деицевање
- Увлажне локације са великим бројем соли са поновљеним циклима влажно-суво
- Индустријски опадања и контаминиране отпаде
- Чишћење са мортажом, бетоном, гипс и зидањем
- Силни кисели или високо алкални чистилачи
- Површине загрејене сунцем које су изложене реактивним чистилима
- Растојања, џепови или облици који затварају влагу
- Абразивно трљање, метални штрејпери и наноси на површини
Ови услови не гарантују неуспех, али повећавају шансе локалног напада. У многим стварним случајевима, први знак су мале јаме, боје или груба површина, а не драматичан губитак секције.
Зашто је отпорност алуминијума на корозију ограничена
Добро отпорност на корозију алуминијума је стварна. То једноставно није неограничено. Хидро напомиње да рупе на отвореном често достижу само мали део дебелине метала, тако да је проблем често естетички пре него што постане структурни. Ипак, напад је локалан и случајан, што чини корозију теже за просуђивање само по изгледу. Видиви део може постати неприхватљив много пре него што постане слаб.
Зато је тешко излагање потребно конзервативно одабрати. Користите праву класу завршног деловања за животну средину. Избегавајте агресивне хемикалије. Дизајн за дренажу уместо заводи за воду. Пре него што се састану, исперете солу и остатке конструкције. У једноставним речима, анодисани алуминијум је алуминијум отпоран на корозију у многим спољним окружењима, али није отпорна на хлорид, отпорна на абразију или имуна на лоше одржавање. Слабо место је често одређено место на делу, а не цела површина, а то постаје још очигледније када у слику уђу гребежи, резане ивице и буране рупе.
Да ли се анодисани алуминијум износи након огребања?
Тешка анодисана површина није непобедима. Поновно трљање, удари, сечење или бушење могу оштетити локално. Кључна тачка је да околно анодисано подручје обично остаје нетакнуто јер је слој израстао из самог алуминијума, а не наносио као боја. Тако да анодизовани алуминијумски премаз обично не пропадају широким лупањем, али издржене мрље могу изложити голи метал и постати локалне слабе тачке.
Да ли се анодисани алуминијум оштира или остаје заштитан
У обичној служби, завршна боја дуго траје као заштитна. Под абразијом, међутим, анодизована завршна на алуминијуму може бити огребано, рањиво или износити на високим контактним местима као што су клизне стазе, области за заплене, ручке или седишта за заплене. У ААЦ ФАК примећује да се иногда може поправити и огребано или избачено тврдо покриће, али ако је некоммерски метал оштећен, сам подлож мора бити механички поправит. То је практичан одговор на да ли анодисани алуминијум губи намет не као шкрипање боје, и не свуда одједном, али да, локални пробив се може десити.
Шта се промени огребањем на равном површини
На широком равном лицу, светло трага може бити углавном козметичка. Ако се огреб промени само бојом или сјајем, већина баријере још увек ради свој посао. Ризик се мења када трага прође кроз оксид и открије свеж алуминијум. То не значи да ће оштећење бити невидљиво испод финиша, али значи да је заштита изгубљена на том месту. Упутства за одржавање од Light Metals Coloring препоручују да се надгледају оштећене области на јаме, пробој и груба текстура.
| Дубина огребања | Видиви симптоми | Остатак заштите | Препоручена реакција |
|---|---|---|---|
| Површина истребљености | Досадно, благо мењају боју, додир је мек | Већина анодисаног слоја остаје непокренут | Чистите, оперете и пратите |
| Плитко огребљење | Тене линије, лага текстура, нема очигледног светлог метала | Окружна завршна боја и даље штити, локална бариера се може смањити | Држите га чистим и проверите да ли има промене |
| Пробитно огребање или изребање | Блескав алуминијум, груба жлебова, трага која ухвати прљавштину | Необични метал изложен на оштећеном месту | Размислите о поправци, посебно на отвореном или у близини соли |
| Поновно оптерећење | Неравноставни трагови на контактним местима, угловима или клизима | Заштита је изгубљена када трчење стално уклања материјал | Смањити контакт, изоловати хардвер, проценити опције за поправку |
| Завршене резе или бушење рупа | Свежи метал на ивици, оштри рем, нераскинута унутрашња површина | Нема анодне заштите на новој површини резања | Дебур, заштитити ако је потребно, и редовно прегледати |
Зашто се резаним ивицама и бушилицама треба посебно пажња
Ивице и обрађене елементе се понашају другачије од равних површина. На новој површини се изводи огранени крај или дупка која се изводи након завршног обраде. За разлику од тога, рупе направљене пре анодирања могу бити премашене, а ААЦ напомиње да анодирање чак мења димензије јер оксид расте делимично унутра и делимично споља. Зато је и важно да се производи. Оштре ивице, резани крајеви и дупљине ивице такође виде концентрисано руковање и монтажу зноје, тако да локални анодизована алуминијумска корозија је вероватније да ће се појавити тамо прво ако се влага или соли скупљају.
За делове велике вредности или тешке за уклањање, ААЦ такође описује анодирање четкицом као преносливу методу поправке која може обновити континуитет над оштећеним подручјем. Ипак, не треба све траге поправљати. Мудрији први корак је пажљива инспекција.
- Погледајте да не буде светлог метала на огребовима, раменом и резаним крајевима.
- Покушајте да видите грубоће, јаме или подигнуте ивице уместо глатких козметичких трага.
- Проверите клизне зоне, седишта за запртњавање и тачке за запртњавање да ли се често носи.
- Проверите буране рупе и резане ивице након сваке модификације поља.
- Погледајте да ли се боја не мења или да ли се од метала који је изложен не мења.
Ако трага остане глатка и непромењена, то може бити углавном естетски. Ако је груба, дубока или удубљена, проблем је прешао преко изглед. Овде почиње стварна пресуда: одвајање безопасног на површини знојења од оштећења које сигнализују активне губитке материјала.
Како одредити козметичку употребу од стварне штете
Важно је пажљиво прегледати јер не значи свака бледа трага да се метал активно прожре. Људи који питају да ли алуминијум мрља често се гледа на густење, пљоширање или промјену боје, а не на праву ржу. Металтек напомиње да алуминијум не рђа јер не садржи гвожђе, док Ауто технологија објашњава да алуминијумска корозија обично изгледа светло или бело, а не оранжево-пауно.
Алуминијум који је зацаран, кредо или тупао може изгледати лоше, али ипак не рђа као челик.
Козметичке промене које не означавају рђављење
Многе беле или мутне траге су површински проблеми или мања оксидација, а не дубоки губитак метала. Производи за завршну обраду указује да су беле мрље на анодисаном алуминијуму уобичајене и да не долази од једног узрока сваки пут. Неки дефекти су део анодног премаза, док су други једноставно на површини. Загађење воде за испирање, хлориди, хемијска материја која се налази у процесу, услови бојења, остаци печати и кастични димски боји могу оставити бледе траге које изгледају горе него што су.
Зато тражи рђави алуминијум ili алуминијум рђави често одражавају визуелну забуну. Неприметна плоча или бели остатак може бити ружан, али то није аутоматски знак неуспеха.
Знаци стварне корозије алуминијума
Уколико се површина постане груба, оштро локализована или се временом дубље, знаци упозорења се мењају. Авто Технологија описује корозију јама као мале, дубоке шупљине узроковане локализованим нападом хлорида. Истог извора се наводи да се корозија растојања развија у уским просторима где се акумулирају влага и контаминатори. Ови обрасци заслужују више пажње него једнака магла или стабилна мрља.
| Stanje | Шта корисник може приметити | Вероватно узроци | Главно козметички или потенцијално структурни |
|---|---|---|---|
| Опште потупање или губитак сјаја | Плоски, бледо или мало кредопојасан изглед | Нормално ветровање или лага оксидација површине | Главно козметички |
| Беле тачке или остаци | Бледе мрље, облачне мрље, светло боје | Излазнице воде, хлориди, остаци боје или печатке, ухваћене хемијске супстанце или површински одлагања | Често козметички, али проверите да ли је груба или шири |
| Водна пљочина или светлосна боја | Подељанке са малим или немањем промене текстуре | Ослободе остављене на површини након излагања или сушења | Главно козметички |
| Убођење | Точни дубочини, грубо осећање, локализован напад | Корозија под утицајем хлора | Потенцијално структурно ако се продуби |
| Нападање ивице или оштећење пукотине | Приметна губина метала на ивицама, зглобовима или испод запртних материја | Водна влага и контаминатори заробљени у упругим подручјима | Потенцијално структурно |
Када оштећење површине постане структурна брига
Па, је алуминијум против рђа да ли је то истина? Не у апсолутном смислу. Не може да формира гњежђе, али и даље може да се корозира. Практични праг је једноставан: стабилна пробојена боје је обично проблем изгледа, док растуће јаме, грубост и дубоки напад на ивицама или рупа указују на активни губитак материјала. Ако трага постаје дубља, ако се ухвати у остатке или ако се шири са откривеног подручја, заслужује да се детаљно процени.
Читаоци траже алуминијум рђави обично покушавају да обавежу исти позив. Када се правилно прочита површина, много је корисније упоређивати голи алуминијум, анодизоване завршне делове, обојене системе, прах, и нерђајући челик.
Анодизовани алуминијум против алуминијума и нерђајућег челика
Наводњавања на површини говоре само део приче. Када купци упоређују завршне делове, они у ствари питају који материјал им даје најбољу маржу пре него што се плесени, огребци или излагање соли претворе у стварну корозију. То чини анодизован алуминијум насупрот обичном алуминијуму само један део одлуке. У већим случајевима, то укључује обојен алуминијум, алуминијум са подерним премазом и нерђајући челик.
Алуминијум са анодисаним материјалом против алуминијума у свакодневном коришћењу
У свакодневном животу алуминијум против анодисаног у поређењу, оба материјала задржавају основну предност алуминијума: не формирају црвену гњежу гњеза. Алуминијум се већ штити природним оксидним филмом, али и даље може бити тупи, мрљави или дубоки у тешким условима. Анодирање контролисано јача површину. Подаци из Инцертц показује да конвенционална анодизација може повећати тврдоћу површине од око 38 до 44 ХРЦ на не-нодизованом алуминијуму на око 48 до 55 ХРЦ, док анодизација тврде коте може достићи око 60 до 70 ХРЦ. У пракси то обично значи бољу отпорност на зношење, бољи изглед и трајнију металну завршну косу.
Дакле, прави избор је једноставан. Голи алуминијум је често лакша цена. Анодизовани алуминијум додаје чврстију површину и обично дуго траје у отвореном или високог додирног сервиса.
Упоређивање обојеног и прашно обложеног алуминијума
Боја мења једначину. Ако желите метални изглед, анодирање остаје снажна опција. Ако желите да имате већу слободу боја, обојени и подерени системи се налазе горе на листи. Насоки за спољашње радње из МаидаТеха стављају и анодирање и прашковање међу завршне делове који помажу алуминијуму да боље преживи на отвореном, а обе проценује као одличне за трајност. Исти извор позиционира анодирање по средњој цени са матом или металном изгледом, док покрывање прахом даје обојену завршну косту по ниској до средњој цени.
Међутим, ове завршне боје не старе на исти начин. Анодирање је део површине алуминијума, тако да се не лупи као нанесен филм. Бојани и прашињски обложени делови зависе више од стања додате баријере на огребовима, чиповима и ивицама. Ако је јединство изгледа и усоглашавање боја најважније, наносити премази могу бити атрактивни. Ако је дуготрајни метални изглед и толеранција на огреб више важно, анодирање обично изгледа чврстије на папиру.
Тврди анодисани против нерђајућег челика за избор корозије
Тврдо анодисано против нерђајућег челика је класичан компромис. ИнцертЕК напомиње да је анодисани алуминијум око једне трећине тежине нерђајућег челика. МаидаТецх наводи густине од око 2,7 г/см3 за алуминијум и око 8 г/см3 за нерђајући челик. Та разлика у тежини је важна за производе који се крећу, вешају, шаљу или треба да се лакше монтирају.
У разлика између алуминијума и нерђајућег челика али није само тежина. Неродно челик обично доноси већу чврстоћу и бољу отпорност на ударе, док алуминијум доноси мању тежину, лакше руковање и веома добро понашање корозије у многим спољним окружењима. Перформансе корозије такође зависе од околине. Неродно се производи са високом отпорности, али Инцертц напомиње да хлориди и даље могу изазвати корозију рупа и растојања, а МајдаТецх додаје да неке категорије као што је 304 могу да се плесну или рупају током времена у близини соли, док је 316 безбе У многим спољним апликацијама, алуминијум у односу на нерђајући челик мање је да бирају универзални победник и више да бирају слабост коју најбоље контролишу.
| Материјал или завршна боја | Повођење корозије | Одговор на огреб и ивицу | Одрживање и изглед | Односна стопа трошкова | Најбоље решење |
|---|---|---|---|---|---|
| Сиров алуминијум | Добра природна заштита од оксида, али је више изложена бојењу и загребању у хлоридима | Одразања директно излагају свеж метал, иако корозија обично остаје локална | Мало одржавања, али изглед може бити бржи на отвореном | Најнижа исходна линија | Општи спољни делови у којима су ниска цена и мала тежина најважнији |
| Анодисани алуминијум | Побољшано отпорност на корозију површине од контролисаног слоја оксида | Боља отпорност на огреб и зношење од голог алуминијума, али дубоко оштећење може локално изложити неискључиве метале | Добро задржавање металног изгледа са рутинским чишћењем | Средњи | Извршни производи, архитектонски делови, облога и компоненте високог додирувања |
| Палцирани алуминијум | Заштита зависи од стања примењеног система боје | Чипови, рези и оштећења на ивицама су важни јер прекидају завршну препреку | Јака флексибилност боје, али стање треба пратити где је филм оштећен | Зависи од система | Пројекти који имају приоритет у усоглашавању боја и визуелних карактеристика |
| Алуминијум са покрывком од праха | Навршће које је погодно за отвореном и које помаже у заштити од оксидације и ултравиолетових зрака | Издржљиво, али и даље је вредно прегледати дубоке и преломе на ивицама | Одлична издржљивост са широким изборним бојама | Ниско до средње | Цветни спољни корпуси, панели и делови усмерени на потрошача |
| Nerđajući čelik | Веома добра отпорност на корозију, али хлориди и даље могу изазвати бојење, буке или напад пукотине у зависности од квалитета | Обично мање зависи од завршног деловања од премазаног алуминијума, иако су пукотине и контаминација површине и даље важни | Добар дуготрајни изглед са чишћењем, посебно када је изабрана исправна класа | Више | Услуга са великим злоупотребом, конструкцијом или ударом |
Таблица јасно показује једну ствар: ниједан финиш не побеђује у свим категоријама. Најбољи избор зависи од тога да ли је приоритет тежина, метални изглед, боја, чврстоћа удара или отпорност на хлориде. То такође зависи од детаља монтаже, јер од нерђајућег челика и алуминијума могу се понашати веома другачије када деле влагу, запртна материја и путну сољу у истом производу.

Превенција корозије нерђајућег челика и алуминијума у служби
Добра перформанса завршног деловања може бити поништена у обичним условима сервиса. Филм соли, остатак чистила, ухваћена влага и хардвер са мешавином метала често претварају трајну анодисану површину у локални проблем корозије. Уосталом, превенција је обично практична.
Чишћење које штити анодиране завршне делове
Линетек препоручује чишћење анодисаног алуминијума благим растворима сапуна и меким ткивима, сунџема или четкама, а затим темељно испирање чистом водом. Исто руководство упозорава на штитило од јаких киселинских или алкалних чистилаца, чишћења топлих површина загрејених сунцем и прекомерног штриговања абразивом. Такође се наводи да се у магланим обалним зонама, индустријским подручјима и заштићеним дубинама скупља више соли и прљавштине, тако да их обично треба чешће прати.
- Идентификујте завршну косу и чистите само када је површина хладна.
- Очистите се чисте воде од нечистоће, соли и прљавштине.
- Опрајте се благим сапуном, користећи меку крпу, сунџу или меку четку.
- Добро оперете тако да на металу не остане остатак чистијег материјала.
- Сушите или пустите да се површина суши, а затим прегледајте ивице, дубове, седишта за закреп и укочена подручја.
Ако се на део спољашњости налази прскање бетона, сол која опрашава лед или остаци тешких хемикалија, одмах га уклоните. Дуго време боравка је оно што често претвара мали депозит у мрљање или локализовани напад.
Како се почела корозија нерђајућег челика и алуминијума
Ако се питате да ли нерђајући челик реагује са алуминијем , или да ли алуминијум реагује са нерђаним челиком , практичан одговор је да када влага заврши круг. Професионални бродоград објашњава да галваничка корозија почиње када је алуминијум у електричном контакту са пољом метал и када је присутан електролит као што су морска вода, слатка вода, влажност, прскање или киша. У том пару, нерђајући метал је племенитији, па је алуминијум метал који је склонији корозији.
У reakcija između nehrđajućeg čelika i aluminijuma људи се не брину о драматичном сувом контакту. Проблеми почињу када контакт метала са металом, влага и замрзнутост раде заједно. Зато је корозија од нерђајућег челика и алуминијума често се појављује прво око закрепница, фланжева, резаних ивица и пукотина које ухватију прљавштину. У истом чланку Профессионал боотбуидер такође се истиче нестала кисеоника, стагнирајући вода као зона ризика за нержавејући и алуминијум, што чини мокра зглобова посебно важним за запечаћивање и инспекцију.
Једноставни кораци у дизајну који смањују галванички ризик
- Учини: изолирати нерђајућу опрему од алуминијума са најлонским пељакма, пластичним рукама, гуменим пломбама или другим непроводљивим сепараторима, као што је описано у Синоекструду.
- Учини: са пуним слојем опреме и рупама за затварање за затварање, тако да вода не може да се налази испод зглоба.
- Учини: дизајн за дренажу и проток ваздуха уместо стварања ловова за воду.
- Учини: редовно проверавајте измишљене ивице и буране рупе, јер се ове локалне карактеристике лакше компромитују у служби.
- Не треба: претпоставимо да ће само анодирање престати корозија алуминијума од нерђајућег челика ако је дно мокро.
- Не треба: остављају солу, остатак чистилаца или грађевински остатак на заштићеним површинама.
- Не треба: се ослањају на оштећене или делимичне премазе са којима још увек постоји директен контакт.
На једноставан начин, галваничка корозија алуминијума од нерђајућег је мање о металима сами по себи и више о томе како се монтаж чисти, запечаћује, исцеђује и изолира. Контролишете те детаље, и галваничка корозија алуминијума и нерђајућег челика постаје много мање вероватно. Таква врста поузданости у пољу обично почиње много раније, са начином на који је део био прецизиран, обрађен и завршен.
Како прецизирати анодиране екструзије које добро старе
Спецификација је место где се прича о корозији обично побеђује или губи. Када купци касније питају да ли је анодисани алуминијум рђав , одговор се често може проћи кроз изборе направљене пре почетка производње. За аутомобилске заднице, облоге, кућа и шине, anodizovani aluminijum најбоље функционише када се избор легура, дизајн профила, планови обраде и захтеви за инспекцију третирају као један систем.
Шта треба да се прецизира пре него што наручите анодизоване екструзије
- Изаберите легуру која не користи анодизацију. ПТСМАКЕ напомиње да легуре 5xxx и 6xxx обично производе јасније и јединственије анодиране резултате од легура 2xxx или 7xxx.
- Напиши прави завршни позив. Ако вам треба стандардни чист анодизована алуминијумска завршна боја , наведите MIL-A-8625 Тип II, Клас 1 уместо да једноставно пишете "анодисан".
- Определите очекивања за припрему површине. ПТСМАКЕ показује да пре-третмај снажно утиче на коначни изглед, тако да се мате, светле или природне завршне боје треба договорити пре пуштања.
- Потребно је проверити дебљину и запечатање. ПТСМАКЕ третира дебелину и запечатање као основне показатеље перформанси, и истиче тестирање струје вихре као неразрушни начин за верификацију дебелине филма.
- Установите рано стандарде за козметику. За компоненте критичне за изглед, укључујући црни анодисани алуминијум , питајте како ће се чврстоћа премаза, припрема површине и контрола процеса одржавати конзистентно. ЈМ Алуминијум директно повезује те факторе са квалитетом завршног деловања.
- Проверите са записима, а не са претпоставкама. Ако требаш да знаш како рећи да ли је алуминијум анодисан на долазећим деловима, тражите завршне назовце, тестове и извештаје о инспекцији уместо да судите само по боји.
Зашто контрола процеса формира резултате корозије
Анодирање је осетљиво на легуре, пре-третмане, раке, контролу купања и запечатање. ПТСМАКЕ такође групише уобичајене проблеме завршног деловања у дефекте повезане са процесом, управљањем и материјалом. То је користан подсетник да је слаба корозијска перформанса често проблем варијације процеса много пре него што постане жалба на терену.
Избор производног партнера за аутомобилске алуминијумске делове
- Тражите сертификате који одговарају крајњем тржишту. Синоекструд истиче ИСО 9001 и ИАТФ 16949 као важне сигнале, а ИАТФ 16949 је посебно релевантан за аутомобилске радове.
- Пожељно је да се снабдевачи могу управљати екструзијом, обрадом, завршном обрадом и КВ-ом у једном радном теку, јер мање предавања обично значи бољу тражимост завршних производа.
- Питајте о инжењерској подршци, производњи и транспарентности комуникација, а не само о цени комада.
- За читаоце који процењују произвођаче аутомобила, Шаои Метал Технологија је један користан пример онога што треба тражити: IATF 16949-сертификациони процеси, инжењерска подршка, брзи цитати и бесплатна анализа дизајна.
Ако се касније чини да се анодисани делови "рђају", коренски узрок је често слаба спецификација или слаба контрола процеса, а не само анодирање.
Често постављене питања о рђању и корозији анодизованог алуминијума
1. у вези са Да ли анодисани алуминијум рђа или само кородира?
Алуминијум који је анодисан не ствара црвену ржужу јер је ржу за ржу потребно железо. Оно што се може развити је оксидација или корозија, која се обично појављује као бели остатак, густоћа, бојење или локализована јазба уместо луштичаве црвенокосне скале. Анотизовани слој побољшава заштиту густиошћу природне оксидне баријере, али сол, ухваћена влага, абразија и оштре хемикалије и даље могу нападнути изложене или слабо заштићене области. У пракси, стварна брига је понашање корозије, а не рђа у смислу челика.
2. Уколико је потребно. Зашто мој анодисани алуминијум постаје бео или кредо?
Бели или мучни филм на анодисаном алуминијуму често је повезан са површинским оксидацијом, минералним депозитима, остацима запломбивања, контаминацијом исплакавања или остацима чистилаца, а не са тешким губицима метала. Многе од ових промена углавном су козметичке, посебно ако површина остане глатка и ако трага не буде дубља. Најважнији знаци упозорења су грубост, прецизни јаме или оштећење које се стално шири од ивице, запртке или огребања. Нежно чишћење и пажљиво прегледање су бољи први кораци него претпостављање да свака бледа трага значи неуспех.
3. Уколико је потребно. Да ли се анодисани алуминијум може користити на отвореном или у близини океана?
Да, анодисани алуминијум се обично користи на отвореном јер је завршна боја издржљива и добро се носи са сунцем и временским условима. Приобаљни ваздух, соли за деицење и средине подлоге прскањима су захтевнији јер хлориди могу изазвати јаме, посебно око резаних ивица, зглобова и укочаних подручја која остају мокра. Редовно оперење, добра дренажа и избегавање агресивних чистилаца могу значајно продужити трајање употребе. За употребу у близини соли, квалитет завршног деловања, запечатање и дизајн делова су толико важни колико и основни материјал.
4. Уколико је потребно. Шта се дешава ако се анодисани алуминијум поцапа или буши?
Недугаска огребања могу утицати само на изглед, али дубока огребања, резања или бушење рупе могу изложити свежи алуминијум на том месту. Околна анодисана површина обично остаје непокрену јер је анодисање део метала, а не филм који се одвоји преко делова. Ипак, откривене тачке могу постати локална точка корозије ако се на њих сакупи влага, прљавина или сол. Најбоље је да се те области прегледају да ли су грубе, дупљине или се понављају, уместо да се фокусирају само на промену боје.
5. Појам Шта треба да питам добављача ако ми требају анодисани алуминијумски делови за аутомобилску употребу?
Питајте за детаље о избору легуре, спецификацијама за завршетак, проверкама дебљине, контроли запломбе, редоследу обраде, заштити ивица и записима о инспекцији. Такође је паметно да се фаворизују добављачи који управљају екструзијом, обрадом, завршном обрадом и контролом квалитета у једном радном теку, јер то смањује празнине у праћењу када је изврсност завршног дела важна. За аутомобилске програме, сертификације као што је ИАТФ 16949 су снажни сигнали да је процес контролисан. Добављач као што је Шаои Метал Технологија може служити као корисна референтна тачка приликом поређења опција јер нуди интегрисану производњу, инжењерску подршку, брзе цитате и бесплатну анализу дизајна за прилагођене алуминијумске екструзије.