 Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим
Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим 

Автомобилно ливање: будућност компоненти шасије
ТЛ;ДР
Ливење под притиском у аутомобилској индустрији је процес производње при коме се топљени метал, најчешће легуре алуминијума, цинка или магнезијума, убризгава у челичну калупу ради израде чврстих, лаких и комплексних делова шасија. Ова технологија има кључну улогу у модерном дизајну возила, јер омогућава значајно смањење масе, спаја више делова у један целини, те побољшава општу структурну чврстоћу и перформансе.
Основе технологије ливења под притиском у аутомобилској индустрији
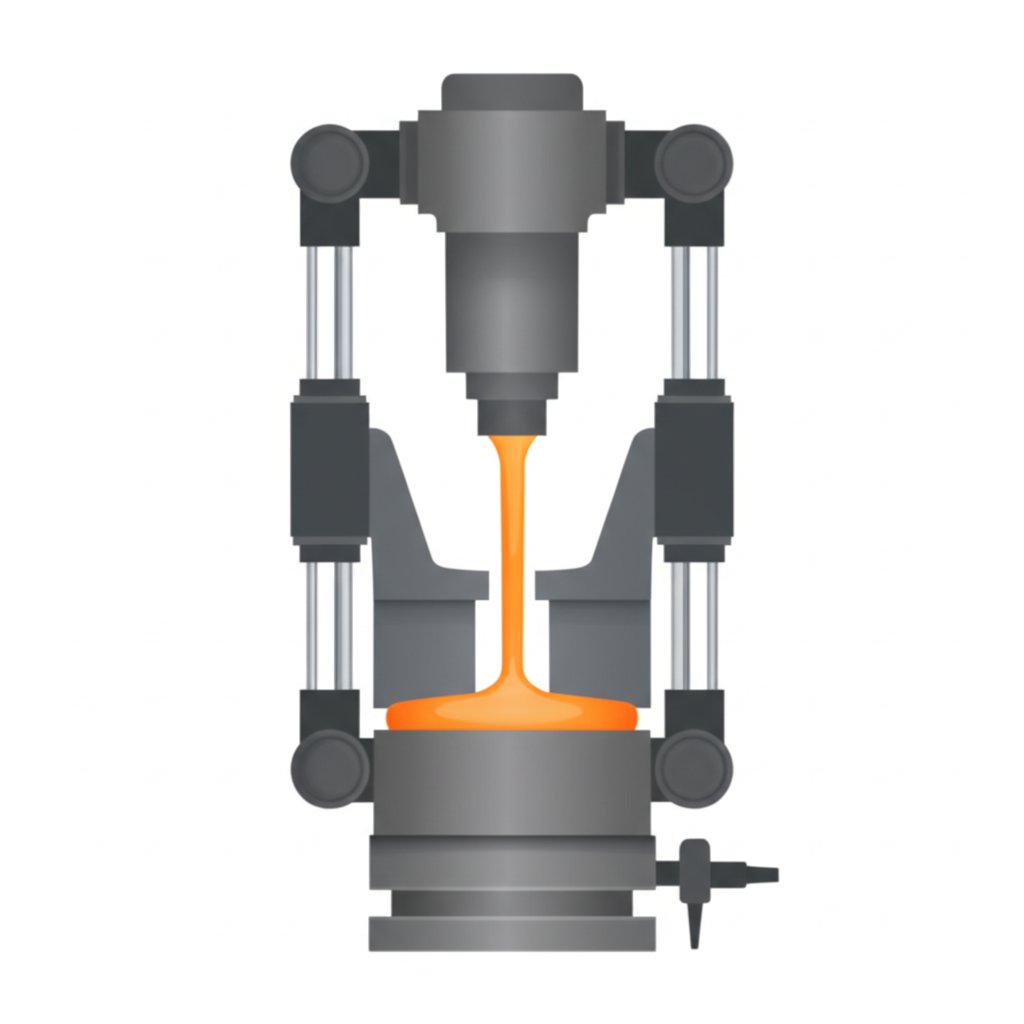
У сржи, аутомобилско ливење под притиском је високо аутоматизован и ефикасан процес производње који је намењен масовној производњи сложених металних делова. Техника подразумева убризгавање топљеног не-гвозденог метала у поновоупотребљиви челични калуп, познат као матрица, под огромним притиском. Овај притисак се одржава док метал хлади и отврђује, што резултира делом који прецизно одговара сложеној геометрији калупа. Ова метода је посебно погодна за производњу великог броја малих до средњих полуга, чинећи је једним од најпродуктивнијих процеса ливења у аутомобилској индустрији.
Компоненте система за ливење под притиском су од кључног значаја за његов успех. Основни елементи укључују дводелну челичну матрицу (матрицу поклопца и матрицу истуривања), легуру течног метала и машину за убризгавање. Ове машине се деле на два основна типа: машине са топлим комадом и машине са хладним комадом. Машине са топлим комадом, које се користе за легуре са нижом тачком топљења као што је цинк, имају уграђену пећ. Машине са хладним комадом користе се за легуре са високом тачком топљења као што је алуминијум, где се метал топи у засебној пећи, а затим преноси у систем убризгавања. Избор између њих зависи од материјала који се лие и специфичних захтева компоненте.
Процес ливења под високим притиском прати прецизан низ корака како би се осигурао квалитет и конзистентност. Овај аутоматизовани циклус омогућава брзе стопе производње, што је од суштинског значаја за задовољавање захтева аутомобилске производње. Кључни кораци су следећи:
- Припрема за мачење: Унутрашње површине две половине матрице се чисте и прскају подмазивањем. Ово подмазивање помаже у контроли температуре матрице и олакшава лако уклањање готовог дела.
- Затварање матрице: Две половине матрице се чврсто затварају и причвршћују заједно моћном хидрауличном пресом машине за ливење.
- Инјекција: Расплављени метал се убризгава у шупљину матрице на великим брзинама и под екстремним притиском, који обично варира од 1.500 до 25.400 psi. Брзо пуњење осигурава да чак и танки зидови компоненте буде потпуно обликовани пре него што се метал залепи.
- Охлађивање и учвршћивање: Након напуњавања шупљине, притисак остаје сталан док се расплављени метал хлади и чврсти, узимајући облик матрице.
- Избацивање: Полови матрице се отварају, а ливени део који је затворен, познат као „шут“, избачен је из истурене половине матрице помоћу низа истурних иглица.
- Шекут: Готови део се одваја од сувишног материјала, као што су разводници, улази и флаш, који се затим рециклирају поновним топљењем за будућу употребу.
Ова метода се разликује од других техника производње као што су клупе и заваривање, које захтевају састављање више одвојених делова. Креирањем једног, интегрисаног дела, ливење под притиском смањује време састављања и потенцијалне тачке квара. За друге критичне делове којима је потребна изузетна чврстоћа, користе се и процеси као што је ковање. На пример, неки произвођачи се специјализују за прецизни аутомобилски ковачки делови да производе делове где је изузетна издржљивост најважнија.
Основни материјали за делове шасије: компаративна анализа
Избор одговарајућег материјала је од основног значаја за успех ливања под притиском код делова шасије. Најчешће коришћени материјали су негвоздени метали, који се цење због њихове јединствене комбинације својстава која одговарају циљевима индустрије у смислу смањења тежине и побољшања перформанси. Основне легуре које се користе су алуминијум, цинк и магнезијум, од којих свака нуди посебне предности за одређене примене у шасији и кову аутомобила.
Алуминијумске легуре су најчешћи избор у аутомобилској ливаци у улозима због одличног односа чврстоће и тежине, отпорности према корозији и високе топлотне проводљивости. Ове карактеристике чине их идеалним за структурне делове попут оквира шасија, носача овисних система и блокова мотора, где је смањење тежине без компромиса у чврстоћи критично. Како истичу стручњаци из индустрије, специјализовани процеси као што је ливање под притиском посебно су ефикасни за производњу густих алуминијумских оквира шасија и предњих клупских глава.
Цинкове легуре цене се због изузетне течности, која им омогућава да се леју у веома танкостене и сложене облике са високим степеном прецизности и глатком површинском обрадом. Према Брусчију, водећем произвођачу цинкових делова изливених под притиском , овај материјал такође има високу отпорност на удар и дуктилност, што га чини погодним за компоненте којима је потребна издржљивост и фина обрада површине, као што су кућишта сензора и електронских модула у склопу шасије. Његова лакоћа у ливењу и способност да омогући дуг век трака такође га чине економичним избором за мање, комплексније делове.
Магнезијум истиче се као најлакши од уобичајених структурних метала, имајући најбољи однос чврстоће према тежини. Због тога је премијум избор за примене где је смањење масе апсолутни приоритет, као што су високоперформансна возила или компоненте електричних возила код којих је битно компензовати тешке батерије. Магнезијум се лако обрађује и обезбеђује добру стабилност димензија, што га чини погодним за комплексне делове попут оквира волана и носача инструмент табле.
Да би се помогао избор материјала, у следећој табели се пружа директна поређење ових кључних легура:
| Материјал | Кључна својства | Релативна тежина | Релативна цена | Уобичајене апликације шасије |
|---|---|---|---|---|
| Алуминијумске легуре | Одличан однос чврстоће према тежини, отпорност на корозију, висока топлотна проводност. | Умерено | Ниско | Одрас шасије, компоненте суспензије, блокови мотора, комори за пренос. |
| Легуре цинка | Висока гнојивост и чврстоћа на ударе, одлична флуидност за танке зидове, супериорна површина. | Висок | Ниско | Обуви за сензоре, електронски поклопаци, ретракторски зубрици, задржине. |
| Магнезијумске легуре | Најлакши метал, највиши однос чврстоће према тежини, одлична обрадна способност. | Веома ниска | Висок | Рамке инструмента, компоненте управљања, случајеви за преношење. |
Кључне предности: Како ливање на штампу револуционизује перформансе и ефикасност шасије
Uvođenje die casting tehnologije za komponente šasija automobila nudi transformacione prednosti koje direktno rešavaju najveće izazove u industriji: poboljšanje ekonomičnosti goriva, povećanje performansi i ubrzanje proizvodnje. Omogućavanjem proizvodnje lakih, čvrstih i geometrijski kompleksnih delova, ova tehnologija postala je neophodna za savremeno inženjerstvo vozila. Prednosti se protežu od faze dizajna do performansi vozila na putu i ukupne izdržljivosti.
Najznačajnija prednost je značajno smanjenje mase. Lakša vozila zahtevaju manje energije za ubrzavanje i održavanje brzine, što se direktno ogleda u boljoj potrošnji goriva kod motora sa unutrašnjim sagorevanjem i povećanom dometu kod električnih vozila (EV). Die casting omogućava inženjerima da zamene teške sklopove od čelika, koji se sastoje od više delova, jednim, lakšim komponentama od aluminijuma ili magnezijuma. Prema Proterial America, Ltd. , усвајањем ливења алуминијума под високим вакуумом маса возила је смањена за отприлике 30% у односу на традиционалне методе производње. Ово смањење је кључни фактор за испуњавање строгих стандарда емисије и очекивања потрошача у погледу ефикасности.
Још једна револуционарна предност је консолидација компоненти. Традиционални оквири шасија често се израђују тако што се бројни појединачни делови од челика штампају и заварују заједно. Ова вишестепена процес је радно интензиван и ствара више потенцијалних тачака слабости на спојевима. Ливење под притиском омогућава дизајнерима да направе један, сложен део који интегрише функције многих мањих делова. Proterial такође напомиње да се број компоненти у предњем оквиру може значајно смањити, чиме се поједностављује скупљање, смањују трошкови производње и побољшава структурна интегритет и чврстоћа шасија. То доводи до боље управљивости возилом, удобности возње и безбедности.
Кључне предности аутомобилског ливења под притиском за компоненте шасије могу се сумирати на следећи начин:
- Побољшана ефикасност потрошње горива и домет EV возила: Знатно смањење масе директно доводи до нижег трошка енергије.
- Напредније структуралне карактеристике: Компоненте у једном делу имају већу чврстоћу, крутилу и димензионалну стабилност у односу на заварене склопове.
- Флексибилност пројекта: Овај процес омогућава стварање сложених и сложених геометрија које би биле немогуће или трошене са другим методама, оптимизирајући делове за снагу и тежину.
- Кошта-ефикасна производња: Висока аутоматизација, брза времена циклуса и смањена потреба за монтажем смањују укупне трошкове по делу у производњи великих количина.
- Повећана трајност: Умрло ливљени делови су веома отпорни на знојење и кршење, доприносећи дугорочној поузданости возила, као што је детаљно описано у Autocast Inc .
Na kraju, ove prednosti se kombinuju kako bi stvorile superiorniji vozilo. Lake i krute šasije poboljšavaju vožnju i ubrzanje, dok tačne dimenzije delova izrađenih postupkom postojanog livanja obezbeđuju konzistentan kvalitet i precizno naleganje. Ova tehnologija omogućava proizvođačima automobila da grade bezbednija, efikasnija i bolje učinkovita vozila koja zadovoljavaju promenljive zahteve globalnog tržišta.
Trendovi na tržištu i budućnost postojanog livanja u auto-industriji
Tržište postojanog livanja u auto-industriji nije samo zreli proizvodni proces; to je dinamičan i rastući sektor koji je spreman za značajnu ekspanziju, u velikoj meri podstaknut transformacijama unutar same auto-industrije. Porast električnih vozila (EV) i nepopustljiv traganje za efikasnošću u proizvodnji stvaraju snažne impulse za tehnologijom postojanog livanja. Kako se industrija razvija, nekoliko ključnih trendova oblikuje njen budući pravac, obećavajući dalju inovaciju u materijalima, procesima i primenama.
Прогнозе раста тржишта одражавају овај позитиван изглед. Извештај фирме Metastat Insight предвиђа да ће тржиште алуминијумског пресовања делова за аутомобилску индустрију достигнути 45.249,2 милиона долара до 2031. године, са годишњом стопом раста (CAGR) од 6,9%. Овај раст подстиче повећана производња возила на глобалном нивоу и растућа потражња за лаким компонентама ради побољшања ефикасности горива и домета батерија код електромобила. Потреба да се надокнади значајна тежина батеријских пакета код електромобила учинила је алуминијумско пресовање кључном омогућавајућом технологијом за револуцију електричне мобилности.
Технолошки напредак такође проширује границе онога што је могуће. Нове технике попут ливења под вакуумом и ливења притискањем све више добијају на значају. Ове напредне методе минимизирају порозност код коначног производа, чиме се добијају делови са изузетним механичким карактеристикама и структурном чврстоћом. Како истиче Mordor Intelligence, ливање притискањем посебно је погодно за производњу делова високе густине, попут алуминијумских оквира за шасије, који комбинују чврстоћу и ниску тежину. Ове иновације омогућавају да се ливени делови користе у још важнијим применама где је безбедност критична, а које су раније биле домен тежих, кованих или обрадом израђених компоненти.
Штавише, концепт интегрисаног пресовања револуционарише архитектуру возила. Овај приступ, који су унапредили предузећа као што је Тесла са својим „Гига пресом“, користи огромне машине за пресовање како би производили веома велике целисне делове, попут целокупног предњег или задњег доњег дела шасије возила. На тај начин се комбинује десетине, чак и стотине мањих исеченних и заварених делова у један. Предности укључују драстично поједностављене линије монтаже, смањене трошкове производње, нижу масу возила и побољшану структурну чврстоћу. Ова тенденција ка великим интеграцијама представља парадигму промену у производњи аутомобила и вероватно ће бити све шире прихваћена у индустрији.
У будућности, развој аутомобилског ливења под притиском биће одређен наставком унапређења напредних легура, интеграцијом принципа паметне производње (Индустрија 4.0) за контролу процеса у реалном времену и већим фокусом на одрживост кроз рециклажу и енергетски ефикасне операције. Ови трендови обезбеђују да ће литење под притиском остати кључна технологија за изградњу возила следеће генерације која су ефикасна, високих перформанси и одржива.

Пут напредака за структурне делове аутомобила
Укратко, ливење под притиском аутомобилских делова шасија је нешто много више од једноставне производне технике; то је основна технологија која омогућава кључне циљеве модерне аутомобилске индустрије. Омогућавајући производњу лаких, чврстих и сложених делова у великом обиму, директно доприноси побољшаном раду возила, бољој потрошњи горива и већој слободи у дизајну. Могућност комбиновања бројних делова у једну кохезивну структуру не само поједностављује производњу, већ гради чвршће и поузданје возило од саме основе.
Континуиран иновацијама у материјалима, од алуминијума до магнезијума, и напретком у процесима као што су ливење под високим вакуумом и интегрисано умрежавање, показује преданост индустрије да истисне границе. Како трендови на тржишту указују, тражња за овим технологијама ће се повећавати, посебно због глобалног преласка на електричну мобилност. За аутомобилске инжењере и дизајнере, овладавање принципима ливења под притиском је неопходно за развој возила следеће генерације која су сигурнија, ефикаснија и одрживија него икад раније. Будућност дизајна шасија аутомобила нераздвојно је повезана са развојем овог моћног процеса.
Често постављана питања
1. Од чега се састоји процес ливења под притиском?
Основни делови процеса ливења под притиском обухватају машину за ливење под притиском (са топлим или хладним коморама), дводелну челичну калуп или форм-калу, и легуру расплављеног метала. Главне легуре за ливење под притиском обично су негвоздене легуре као што су цинк, алуминијум и магнезијум, како је наведено у Преглед са Википедије . Процес такође захтева подмазивање како би олакшао избацивање делова и контролисао температуру матрице.
2. Koji automobilski delovi se proizvode livanjem?
Широк спектар аутомобилских делова израђује се коришћењем ливачких процеса. Пресање у матрици посебно се користи за компоненте којима је потребна прецизност и комплексност, као што су блокови мотора, кућишта трансмисије, носачи овисних система, везне галетке управљачког механизма и разна кућишта за електронику и сензоре. Друге методе ливања користе се за делове као што су клипови, док се поклопци вентила често лећу у матрици.
3. Који су главни делови возачког шасија?
Шасије аутомобила је основни оквир возила. Његови главни делови обично укључују структуру главног рама, систем овисности (укључујући водилице, галетке и амортизере), систем управљања и кочни систем. Све више се производи много ових структурних и овисних компоненти коришћењем напредних техника пресовања у матрици како би се смањила маса и побољшала чврстоћа.