 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Usługa cięcia laserowego wyjaśniona: od przygotowania pliku do gotowego elementu

Czym jest cięcie laserowe i dlaczego ma znaczenie
Kiedyś zastanawiałeś się, jak skomplikowane wyroby metalowe, tablice reklamowe czy precyzyjne części samochodowe uzyskują idealny kształt? Odpowiedź często leży w technologii, która wykorzystuje światło jako narzędzie tnące. Niezależnie od tego, czy jesteś twórcą eksplorującym kreatywne projekty, czy inżynierem poszukującym komponentów przemysłowych, zrozumienie tego procesu otwiera drzwi do możliwości, o których być może nie myślałeś.
Cięcie laserowe to proces produkcyjny, w którym wysokowydajna, skoncentrowana wiązka światła tnie materiały z wyjątkową precyzją. Skoncentrowana energia lasera ogrzewa materiał wzdłuż ścieżki kontrolowanej przez komputer, powodując jego stopienie, spalenie lub odparowanie. Gaz pomocniczy usuwa następnie stopiony materiał, pozostawiając czyste, gładkie krawędzie. Zgodnie z TWI Global , w najwęższym punkcie wiązka laserowa ma zazwyczaj średnicę mniejszą niż 0,32 mm, a szerokość cięcia może wynosić nawet 0,10 mm, w zależności od grubości materiału.
Od wiązki światła do precyzyjnego cięcia
Co czyni usługę cięcia laserowego tak wartościową? Wyobraź sobie konieczność wytworzenia identycznych części z tolerancjami mierzonymi ułamkami milimetra. Tradycyjne metody cięcia mają tu trudności, ale technologia laserowa doskonale sobie radzi. Działa ona dlatego, że wiązka laserowa posiada unikalne właściwości, w tym koherencję, monochromatyczność i kolimację, pozwalające na skoncentrowanie ogromnej energii w maleńkim punkcie.
Ta technologia płynnie łączy dwa światy. Enthusjaści wykorzystują cięcie i grawerowanie laserowe do tworzenia spersonalizowanych prezentów lub prototypów wynalazków. Tymczasem producenci z branż lotniczej i motoryzacyjnej polegają na tym samym podstawowym procesie dla komponentów krytycznych dla misji . Różnica? Skala, moc i wymagania dotyczące precyzji.
Nauka stojąca za wiązką
Gdy wykorzystuje się laser do cięcia materiału, na poziomie cząsteczkowym zachodzi coś niezwykłego. Skoncentrowana wiązka oddziałuje z przedmiotem obrabianym, przekazując energię cieplną, która niemal natychmiastowo przekształca materiał stały w parę lub ciecz. Lokalne nagrzewanie powoduje powstanie minimalnych stref wpływu ciepła, zmniejszając odkształcenia i zachowując integralność materiału.
Precyzyjny proces cięcia laserowego odbywa się według zaprogramowanych ścieżek kontrolowanych przez systemy CNC (sterowanie numeryczne komputerowe). Systemy te przekładają projekty cyfrowe na dokładne współrzędne cięcia, gwarantując powtarzalność, niezależnie od tego, czy wytwarza się jeden prototyp, czy tysiące identycznych części.
W całym tym przewodniku odkryjesz różne dostępne technologie laserowe, które materiały działają najlepiej, jak przygotować pliki projektowe oraz jakie czynniki wpływają na cenę. Dowiesz się również, jak ocenić dostawców usług, aby dopasować wymagania swojego projektu do odpowiedniego partnera produkcyjnego. Gotowy, by poznać pełną trasę od przygotowania pliku po gotowy detal? Zaczynajmy.

Zrozumienie typów technologii cięcia laserowego
Nie wszystkie lasery są jednakowe. Gdy zamawiasz usługę cięcia laserowego technologia stojąca za promieniem określa, jakie materiały możesz przetwarzać, jak szybko zostanie wykonane zadanie oraz jaki poziom precyzji osiągniesz. Wybierając typ lasera, wyobraź sobie, że dobierasz odpowiednie narzędzie z zestawu – każde z nich doskonale radzi sobie z konkretnymi zadaniami, ale ma trudności z innymi.
Trzy główne technologie laserowe dominują w branży: lasery CO2, lasery światłowodowe oraz lasery Nd:YAG. Zrozumienie ich różnic pomaga w efektywnej komunikacji z dostawcami usług i zapewnia dobranie najlepszego typu lasera do cięcia Twojego konkretnego materiału.
Lasery CO2 do wszechstronnego przetwarzania materiałów
Lasery CO2 wykorzystują mieszaninę gazową, której głównym składnikiem jest dwutlenek węgla, jako ośrodek czynny, generując wiązkę o długości fali około 10,6 mikrona. Ta dłuższa fala jest łatwo pochłaniana przez materiały organiczne, co czyni technologię CO2 pierwszym wyborem w przetwarzaniu niemetali.
Co może przeciąć laser CO2? Lista jest imponująco zróżnicowana:
- Drewno i sklejkę do produkcji tablic i elementów dekoracyjnych
- Akrystal (pleksę) z polerowanymi, płomieniowo wykończonymi krawędziami
- Skórę do akcesoriów modowych i tapicerki
- Papier i tekturę do prototypów opakowań
- Tekstylie i tkaniny do produkcji odzieży
- Niektóre tworzywa sztuczne (choć wybór materiału ma znaczenie dla bezpieczeństwa)
Według MatterHackers , lasery CO2 oferują dużą uniwersalność i precyzję w obróbce niemetali, ale wymagają regularnej konserwacji i nie nadają się do cięcia metali. Branże takie jak produkcja tablic, modelarstwo i rzemiosło znacznie polegają na tej technologii.
Czy laser CO2 może ciąć stal lub aluminium? Choć technicznie jest to możliwe przy użyciu przemysłowych urządzeń o dużej mocy, technologia CO2 jest mniej efektywna w cięciu metali niż alternatywy z włókna. Dłuższa długość fali odbija się od powierzchni metalicznych zamiast być pochłaniana, co zmniejsza skuteczność cięcia.
Lazery włóknowe i doskonałość w cięciu metali
Jeśli Twój projekt dotyczy metali, lasery włóknowe stanowią obecnie standard złoty. Te systemy stanowe generują wiązkę laserową przez światłowody domieszkowane pierwiastkami ziem rzadkich, wytwarzając falę o długości około 1 mikrona – mniej więcej dziesięć razy krótszą niż w laserach CO2.
Dlaczego długość fali ma znaczenie? Krótsza fala jest ekstremalnie skutecznie wchłaniana przez powierzchnie metalowe. Metalowy laserowy krajownik wykorzystujący technologię światłowodową może przecinać stal nierdzewną, aluminium, mosiądz, miedź i tytan z zadziwiającą szybkością i precyzją. Zgodnie z ADHMT, lasery światłowodowe osiągają sprawność konwersji elektro-optycznej przekraczającą 30%, co czyni je znacznie bardziej oszczędnymi energetycznie niż starsze technologie.
Metalowe krajówki laserowe zasilane technologią światłowodową oferują kilka przekonujących zalet:
- Wyższe prędkości cięcia, szczególnie na materiałach cienkich i średnich grubości
- Niższe wymagania dotyczące konserwacji – bez luster ani rurek gazowych do wymiany
- Kompaktowa konstrukcja w porównaniu z równoważnymi systemami CO2
- Lepsza wydajność przy materiałach odbijających, takich jak miedź i mosiądz
- Dłuższy okres użytkowania przy mniejszej liczbie elementów eksploatacyjnych
Dla każdego poszukującego maszyny do cięcia laserowego do zastosowań metalowych, technologia światłowodowa oferuje najlepszy kompromis szybkości, precyzji i kosztów eksploatacji. Wady? Lasery światłowodowe słabo radzą sobie z materiałami organicznymi — drewno, akryl i tekstylia nie pochłaniają skutecznie krótszej długości fali.
Laser Nd:YAG do zastosowań specjalistycznych
Laser Nd:YAG (neodymowy laser granatowo-aluminiowy) zajmuje niszę specjalistyczną. Te układy stałofazowe wytwarzają falę o długości 1,06 mikrona i świetnie sprawdzają się w zastosowaniach wymagających dużej mocy szczytowej.
Gdzie lomery Nd:YAG się przebijają? Według Celerity Precision , są one powszechnie stosowane do spawania, głębokiego grawerowania oraz cięcia grubych metali w wymagających sektorach, takich jak motoryzacja, obronność i lotnictwo. Ich zdolność do dostarczania skoncentrowanych impulsów energii czyni je idealnym wyborem do precyzyjnego spawania punktowego i znakowania, tam gdzie inne technologie okazują się niewystarczające.
Jednak systemy Nd:YAG wiążą się z pewnymi uwarunkowaniami. Zazwyczaj są droższe niż porównywalne jednostki światłowodowe lub CO2, wymagają bardziej złożonych systemów chłodzenia wodnego oraz częstszej konserwacji. W przypadku większości standardowych zastosowań cięcia, lasery światłowodowe w dużej mierze wyparły technologię Nd:YAG — jednak w specjalistycznych zadaniach wymagających dużej mocy, Nd:YAG nadal pozostaje istotny.
Wybór odpowiedniej technologii
Który rodzaj lasera najlepiej pasuje do Twojego projektu? Decyzja zależy przede wszystkim od rodzaju materiału i wymagań aplikacyjnych.
| Czynnik | Co2 laser | Laser Włókienkowy | Laser Nd:YAG |
|---|---|---|---|
| Główne materiały | Drewno, akryl, skóra, papier, tekstylia, niektóre tworzywa sztuczne | Stal, stal nierdzewna, aluminium, mosiądz, miedź, tytan | Grube metale, stopy specjalne |
| Długość fali | 10,6 mikrona | ~1 mikron | 1,06 mikrona |
| Prędkość Cięcia | Umiarkowany | Najszybszy w przypadku metali | Umiarkowane do wolnego |
| Poziomica precyzyjna | Wysoki | Bardzo wysoki | Wysoki |
| Konserwacja | Standardny (lustra, rury gazowe) | Niski | Wyższy (chłodzenie wodne) |
| Najlepsze zastosowania | Znakowanie, rękodzielnictwo, prototypowanie, modelarstwo | Przetwórstwo metali, elektronika, jubilerstwo, motoryzacja | Spawanie, głębokie grawerowanie, elementy wojskowe |
| Koszt względny | Umiarkowany | Wyższy początkowy, niższy eksploatacyjny | Najwyższą |
Kontaktując się z dostawcą usług cięcia laserowego, znajomość wymagań dotyczących materiału pozwala zweryfikować, czy dysponuje odpowiednią technologią. Zakład specjalizujący się w wyznakowaniu akrylowym najprawdopodobniej używa sprzętu CO2, podczas gdy precyzyjny warsztat przetwarzający metal na pewno korzysta z systemów światłowodowych. Niektórzy kompleksowi dostawcy posiadają obie technologie, oferując elastyczność w zakresie różnych typów materiałów.
Zrozumienie różnic między tymi technologiami pomaga również inteligentniej analizować oferty. Dostawca cięcia laserowego metalu z wykorzystaniem technologii światłowodowej może wykonać Twoje detale ze stali szybciej niż starsze urządzenie CO2, co potencjalnie wpływa zarówno na cenę, jak i czas realizacji. Skoro już znasz sprzęt wykorzystywany w procesie, przejdźmy krok po kroku przez to, jak projekt zamienia się w gotowy wycięty detal.
Jak działa proces cięcia laserowego
Masz więc pomysł na projekt i wiesz, jaką technologię laserową należy zastosować do Twojego materiału. Ale co tak naprawdę dzieje się między przesłaniem pliku a trzymaniem gotowego elementu w rękach? Zrozumienie pełnego procesu pozwala lepiej przygotować pliki, skuteczniej komunikować się z dostawcami usług oraz przewidywać, czego można się spodziewać na każdym etapie.
Podróż od koncepcji do wyprofilowanego elementu to starannie skoordynowany ciąg działań, w którym precyzja cyfrowa spotyka się z produkcją fizyczną . Niezależnie od tego, czy korzystasz z usługi cięcia laserowego CNC, czy też obsługujesz własną maszynę laserową CNC, podstawowy proces pozostaje taki sam niezależnie od skali.
Projekt do pliku cyfrowego
Każdy element cięty laserowo zaczyna się od pliku cyfrowego. Nie jest to zwykły obraz — to projekt oparty na wektorach, który dokładnie informuje maszynę, gdzie skierować wiązkę. Wyobraź sobie, że tworzysz precyzyjną mapę, według której będzie poruszał się laser.
Oprogramowanie projektowe generuje ścieżki definiujące linie cięcia, znaczniki tłoczne oraz obszary grawerowania. Zgodnie z Xometry, należy zweryfikować, czy plik składa się z pojedynczych linii i nie zawiera problemów z kolorami lub warstwami, które mogłyby zakłócić pracę oprogramowania sterującego ploterem. Do typowych aplikacji projektowych należą profesjonalne rozwiązania takie jak AutoCAD i Adobe Illustrator, a także bardziej dostępne alternatywy, np. Inkscape, dla osób dopiero rozpoczynających przygodę z projektowaniem.
Co sprawia, że plik jest gotowy do laserowego cięcia? Projekt musi zawierać zamknięte kontury, odpowiednie skalowanie oraz usunięte niepotrzebne warstwy. Pliki CAD stanowią szablon określający wymiary, kształty i trasy cięcia — każda linia ma znaczenie, ponieważ systemy laserowe i CNC interpretują je dosłownie.
Wyjaśnienie kolejności cięcia
Gdy plik zostanie przygotowany, rzeczywiste cięcie laserem odbywa się zgodnie z ustalonym schematem. Oto co dzieje się krok po kroku:
- Przygotowanie przedmiotu obrabianego: Materiał jest bezpiecznie umieszczany na powierzchni tnącej. Poprawne wyrównanie zapewnia, że laser dokładnie śledzi zaprogramowaną ścieżkę — niepoprawnie ustawione materiały prowadzą do niedokładnych cięć i marnowania materiału.
- Przygotowanie maszyny: Operatorzy wczytują projekt do systemu komputerowego maszyny CNC z laserem. Parametry, takie jak moc lasera, prędkość, długość ogniskowa oraz ustawienia gazu pomocniczego, są konfigurowane zgodnie z konkretnym typem i grubością materiału.
- Kalibracja punktu ogniskowego: Punkt ogniskowy lasera jest dostosowywany do powierzchni materiału lub nieco poniżej niej. To maksymalizuje skupienie energii poprzez minimalizację wielkości plamki w krytycznym punkcie inicjowania cięcia.
- Piercing: Przed rozpoczęciem cięcia laser musi przebić materiał w punktach początkowych. Zgodnie z Komacut, przebicie wymaga skoncentrowanej energii laserowej w celu utworzenia punktów wejścia, co często wiąże się z większym czasem i precyzją niż ciągłe cięcie.
- Wykonanie cięcia: Programowanie CNC przekształca projekt cyfrowy na precyzyjne ścieżki cięcia. Ruch jest kontrolowany za pomocą instrukcji opartych na kodzie G, które napędzają silniki pozycjonujące, przesuwając optykę laserową, przedmiot obrabiany lub oba elementy wzdłuż zaprogramowanej trasy.
- Praca z gazem pomocniczym: Podczas cięcia gazy pomocnicze pełnią wiele kluczowych funkcji. Usuwają stopiony materiał i popiół ze strefy cięcia, chłodzą otaczające obszary, minimalizując strefy wpływu ciepła, oraz utrzymują optykę wolną od dymu i zanieczyszczeń. Tlen wspomaga szybsze cięcie poprzez reakcje egzotermiczne, podczas gdy azot zapobiega utlenianiu, zapewniając czystsze krawędzie.
- Wyjmowanie elementów: Wykrojone elementy pozostają na stole do cięcia, aż laser się zatrzyma i ruch maszyny ustanie. Elementy mogą mieć ostre krawędzie i pozostałą temperaturę, co wymaga ostrożnego obchodzenia się.
Co dzieje się na poziomie cząsteczkowym podczas cięcia? Skoncentrowana wiązka szybko nagrzewa materiał, aż się stopi, zwęgla lub wyparuje. Ten zlokalizowany przepływ energii zachodzi niemal natychmiast — laser oddziałuje z przedmiotem roboczym z tak dużą intensywnością, że materiał zmienia się bezpośrednio ze stanu stałego w gaz w ścieżce wiązki. Wąski rowek cięcia (szerokość cięcia) wynika z tej precyzyjnej koncentracji energii i zwykle mierzy ułamki milimetra.
Opcje wykończenia po cięciu
Zakończenie cięcia nie zawsze oznacza zakończenie projektu. W zależności od wymagań aplikacji mogą następować następujące etapy docelowego przetwarzania:
- Okres chłodzenia: Cięcie laserowe generuje znaczną ilość ciepła. Części wymagają odpowiedniego czasu na ostygnięcie przed manipulacją, aby zapobiec oparzeniom oraz umożliwić ustabilizowanie się naprężeń termicznych.
- Usuwanie zadziorów: Zgodnie z Komacut, usuwanie zadziorów polega na eliminacji niedoskonałości, takich jak ostre krawędzie i zadziory pozostawione podczas cięcia. Metody obejmują szlifowanie, polerowanie oraz zastosowanie automatycznych maszyn do usuwania zadziorów, w zależności od materiału i wymaganego wykończenia.
- Czyszczenie powierzchni: Oczyszczanie chemiczne lub mechaniczne usuwa pozostałości, utlenienia lub przebarwienia powstałe w wyniku procesu cięcia.
- Ulgę w stresie: W przypadku zastosowań wymagających wysokiej dokładności, późne nagrzewanie może zmniejszyć naprężenia resztkowe w obszarach cięcia, które mogłyby w przeciwnym razie powodować odkształcenia części w czasie.
- Operacje wtórne: Wiele części wymaga dodatkowych procesów, takich jak gięcie, spawanie, chromowanie, malowanie lub montaż, zanim osiągną swoją końcową formę.
Kontrola jakości kończy proces. Sprawdzanie wymiarów za pomocą suwmiarek, inspekcje powierzchni oraz testy spójności wykończenia zapewniają, że części spełniają specyfikacje projektowe przed wysyłką.
Zrozumienie całego procesu pozwala docenić, dlaczego tak ważne jest przygotowanie plików — i dlaczego niektóre materiały cięją się czystiej niż inne. Skoro już mowa o materiałach, przyjrzyjmy się, które dokładnie nadają się do cięcia laserowego oraz jakie istnieją ograniczenia.

Materiały kompatybilne z usługami cięcia laserowego
Wybrałeś technologię laserową i znasz kolejność etapów procesu. Nadchodzi kluczowe pytanie: co właściwie można pociąć? Odpowiedź na to pytanie wpływa na wszystko — od wykonalności projektu po końcową jakość. Nie każdy materiał dobrze reaguje na działanie energii laserowej, a wybór niewłaściwego materiału może uszkodzić sprzęt, spowodować emisję toksycznych oparów lub po prostu dać niezadowalające wyniki.
Dostawca wysokiej jakości usługi cięcia laserowego pomoże Ci w doborze materiału, ale samodzielna znajomość kompatybilności pozwala lepiej projektować i skuteczniej wystawiać zapytania ofertowe. Przeanalizujmy szczegółowo, które materiały nadają się do cięcia, które nie, oraz dlaczego grubość materiału ma większe znaczenie, niż mogłoby się wydawać.
Metale, które cięną się czysto
Wytwarzanie metali to jedno z najczęstszych zastosowań cięcia laserowego. Gdy trzeba precyzyjnie i szybko ciąć metal laserem, technologia laserów światłowodowych zapewnia doskonałe wyniki na szerokim zakresie stopów.
Stal węglowa: Podstawowe narzędzie do cięcia metali laserem. Stal węglowa skutecznie pochłania energię lasera światłowodowego, tworząc czyste krawędzie przy minimalnym wytopie. Zgodnie z ADHMT, wysokomocowe lasery światłowodowe mogą przetwarzać stal węglową od cienkich blach po bardzo grube płyty — choć prędkość cięcia znacząco spada wraz ze wzrostem grubości. Cienkie materiały są cięte szybko przy minimalnych strefach wpływu cieplnego, podczas gdy grubsze materiały wymagają mniejszej prędkości i większej mocy, aby zachować jakość krawędzi.
Z stali nierdzewnej: Gdy konieczne jest cięcie laserowe stali nierdzewnej, należy spodziewać się nieco innego zachowania niż w przypadku stali węglowej. Zawartość chromu w materiale wpływa na odprowadzanie ciepła oraz utlenianie krawędzi. Użycie azotu jako gazu pomocniczego zapobiega charakterystycznemu przebarwieniu, które powstaje przy cięciu tlenowym, co skutkuje czystymi, beztlenkowymi krawędziami idealnymi do zastosowań widocznych. Cięcie laserowe stali nierdzewnej sprawdza się wyjątkowo dobrze w sprzęcie gastronomicznym, urządzeniach medycznych oraz elementach architektonicznych, gdzie liczy się odporność na korozję.
Aluminium: Cięcie laserowe aluminium stwarza unikalne wyzwania ze względu na dużą odbijalność i przewodność cieplną tego materiału. Metal odbija energię laserową zamiast ją pochłaniać, co wymaga ustawienia wyższej mocy w celu uzyskania przebicia. Gdy cięcie się rozpocznie, doskonała rozpraszalność ciepła przez aluminium oznacza, że laser musi utrzymywać wystarczającą gęstość energii na całej długości ścieżki cięcia. Mimo tych uwarunkowań, cięcie laserowe aluminium daje doskonałe rezultaty w przypadku elementów lotniczych, obudów elektronicznych oraz paneli dekoracyjnych.
Miedź i mosiądz: Te wysoce odbijające i przewodzące materiały sprawiają, że technologia laserowa osiąga swoje granice. Zgodnie z ADHMT, mosiądz i miedź wymagają specjalistycznego podejścia ze względu na zdolność odbijania energii laserowej w kierunku optyki. Nowoczesne lasery światłowodowe radzą sobie z tymi materiałami skuteczniej niż starsze technologie, jednak należy spodziewać się mniejszych prędkości cięcia w porównaniu ze stalą o tej samej grubości.
Tytan: Ceniony za stosunek wytrzymałości do wagi w zastosowaniach lotniczych i medycznych, tytan dobrze się tnie przy odpowiednich parametrach. Reaktywność metalu wymaga ostrożnego doboru gazu pomocniczego — zazwyczaj argonu lub azotu — aby zapobiec utlenianiu i kruchości krawędzi cięcia.
Plastiki i akryle do projektów twórczych
Cięcie materiałów niemetalicznych otwiera szerokie możliwości twórcze i funkcjonalne, choć dobór materiału wymaga dodatkowej uwagi względem bezpieczeństwa.
Akryl (PMMA): Być może najbardziej przyjazny laserowi plastik dostępny na rynku. Lasery CO2 pozwalają uzyskać wykończone, błyszczące krawędzie akrylu, które często nie wymagają dodatkowej obróbki. Materiał tnie się czysto, bez topnienia i przebarwień, o ile użyje się odpowiednich ustawień. Elementy z akrylu tnione laserem znajdują zastosowanie w tablicach informacyjnych, ekspozycjach, biżuterii oraz modelach architektonicznych.
Drewno i sklejka: Naturalne drewno pięknie cięcie na laserach CO2, tworząc charakterystyczne zaciemnione krawędzie, które wielu projektantów celowo wykorzystuje. Różne gatunki drewna reagują inaczej — twarde drewna, takie jak klon, dają czystsze krawędzie niż miękkie, np. sosna. Zgodnie z ADHMT, drewno jest wszechstronne w różnych zastosowaniach artystycznych i praktycznych, jednak drewna oleiste lub żywiczne stanowią zagrożenie pożarowe i powinny być unikane.
Skóra: Prawdziwa skóra garbowana roślinnie sprawdza się dobrze w akcesoriach modowych, elementach tapicerki oraz produktach personalizowanych. Jednak według wytycznych bezpieczeństwa Emory TechLab, skóra garbowana chromem — większość kolorowych skór barwionych — wytwarza szkodliwe opary podczas cięcia i nie powinna być w ogóle stosowana.
Papier i tektura: Doskonałe do prototypowania, projektowania opakowań i skomplikowanych prac dekoracyjnych. Materiały te łatwo się ciąć przy niskich ustawieniach mocy, choć ryzyko pożaru wymaga odpowiedniego nadzoru nad urządzeniem.
Tekstylia i tkaniny: Naturalne włókna, takie jak bawełna, filc i jedwab, tną się czysto. Tkaniny syntetyczne mogą topić się zamiast tnieć w zależności od składu — zawsze sprawdź bezpieczeństwo materiału przed przetwarzaniem.
Materiały, których nigdy nie należy tnieć laserem
Niektóre materiały stwarzają poważne zagrożenia dla bezpieczeństwa podczas oddziaływania na nie energii laserowej. Reputacyjni dostawcy usług cięcia laserowego odmawiają przetwarzania tych materiałów z dobrzego powodu:
- PVC (polichlorek winylu): Uwalnia chlorowodór podczas ogrzewania — silnie toksyczny i korozyjny dla sprzętu. Zgodnie z Emory TechLab , PCW uszkadza urządzenia do cięcia laserowego, produkując szkodliwe gazy.
- Poliwęglan (Lexan): Pali się zamiast czysto tnieć, wytwarzając gazy, które uszkadzają optykę urządzenia.
- Plastik ABS: Uwalnia cyjanowodór (HCN) podczas cięcia laserowego — poważne zagrożenie zdrowia.
- Winyl: Zawiera chlor, który uwalnia toksyczne opary podczas cięcia.
- HDPE: Łatwo palne; topi się i zapala zamiast być cięte.
- Węgiel szkliwy powlekany: Harce mogą zawierać związki niebezpieczne dla obróbki laserowej; stanowią zagrożenie pożarowe i wydzielają szkodliwe opary.
- Włókno szklane: Powstają szkodliwe opary pochodzące ze składników żywicy.
- Rdzeń piankowy i styropian: Powstaje gaz benzenowy — znanego czynnika rakotwórczego.
Gdy nie masz pewności co do materiału, zapytaj dostawcy usługi przed przesłaniem plików. Powinien on być w stanie potwierdzić bezpieczeństwo i przydatność materiału na podstawie jego składu.
Wytyczne dotyczące grubości materiału
Grubość znacząco wpływa na jakość cięcia, prędkość i wykończenie krawędzi. Zrozumienie tych zależności pomaga ustalić realistyczne oczekiwania i zoptymalizować projekty pod kątem produkcji.
| Typ materiału | Zalecany laser | Typowy zakres grubości | Wspólne zastosowania |
|---|---|---|---|
| Stal węglowa | Włókno | 0,5 mm – 25 mm+ | Części konstrukcyjne, obudowy, uchwyty |
| Stal nierdzewna | Włókno | 0,5 mm – 20 mm | Urządzenia medyczne, sprzęt do przetwórstwa żywności, architektura |
| Aluminium | Włókno | 0,5 mm – 12 mm | Lotnictwo, elektronika, panele dekoracyjne |
| Brąz/Miedź | Włókno | 0,5 mm – 6 mm | Komponenty elektryczne, przedmioty dekoracyjne |
| Tytan | Włókno | 0,5 mm – 8 mm | Lotnictwo, implanty medyczne |
| Akryl | CO2 | 1 mm – 25 mm | Znakowanie, ekspozycje, biżuteria, prototypy |
| Drewno/Plyta wiórowa | CO2 | 3 mm – 20 mm | Przedmioty dekoracyjne, modele, części mebli |
| Skóra | CO2 | Do 5 mm | Akcesoria modowe, wykładziny tapicerskie |
| Tkaniny | CO2 | Do 3 mm | Odzież, tkaniny techniczne |
Jak grubość wpływa na cięcie? Według ADHMT , cienkie materiały można ciąć szybko, z minimalnymi strefami wpływu cieplnego, podczas gdy grubsze materiały wymagają większej mocy i wolniejszych prędkości cięcia, aby zachować precyzję. Zależność ta nie jest liniowa — podwojenie grubości może wymagać nawet czterokrotnie dłuższego czasu cięcia lub więcej.
W przypadku cięcia laserowego blach stalowych jakość krawędzi zmienia się wraz z grubością. Cięcie laserowe cienkich blach daje gładkie, prostopadłe krawędzie o minimalnym pochyleniu. Wraz ze wzrostem grubości pojawiają się następujące efekty:
- Pochylenie krawędzi: Szczelina cięcia może poszerzać się w kierunku dolnej części przy grubszych cięciach
- Akumulacja ciepła: Wolniejsze prędkości pozwalają ciepłu na szerzenie się w materiał otaczający
- Tworzenie się żużlu: Materiał w stanie ciekłym może nie zostać całkowicie usunięty z grubych cięć
- Zwiększona chropowatość: Powierzchnie krawędzi stają się coraz bardziej szorstkie w grubszych przekrojach
Podczas pracy z laserem do cięcia metali na grubszych materiałach omów te kwestie ze swoim dostawcą usług. Mogą oni zalecić alternatywne procesy dla materiałów przekraczających optymalną grubość cięcia laserowego lub zaproponować modyfikacje projektu uwzględniające ograniczenia technologii.
Zrozumienie kompatybilności materiałów i ograniczeń związanych z ich grubością zapewnia, że Twoje projekty będą nadawały się do produkcji od samego początku. Jednak nawet idealny dobór materiału nie uratuje źle przygotowanego pliku projektowego — przechodzimy więc do kluczowej kwestii przygotowania plików i wymagań formatowych.
Przygotowanie plików projektowych i wymagania dotyczące formatów
Wybrałeś materiał i wiesz, jak działa proces cięcia. Następuje etap, który dzieli udane projekty od tych frustrujących: poprawne przygotowanie plików projektowych. Brzmi skomplikowanie? Wcale nie musi. Niezależnie od tego, czy szukasz usługi cięcia laserowego, czy współpracujesz z dostawcą zdalnym, odpowiednie przygotowanie plików zapewnia, że Twoja wizja zostanie dokładnie przeniesiona na gotowe elementy.
Wielu nowych użytkowników przesyła pliki, które na ekranie wyglądają idealnie, ale zawodzą podczas produkcji. Różnica polega na zrozumieniu, czego naprawdę wymagają urządzenia do cięcia laserowego – a to nie jest to samo, czego potrzebuje drukarka. Przeanalizujmy najważniejsze kwestie, aby Twój następny projekt cięcia laserowego przebiegł sprawnie – od przesłania pliku po ostateczną dostawę.
Pliki wektorowe i ich znaczenie
Gdy przesyłasz grafikę do cięcia laserowego, maszyna potrzebuje precyzyjnych instrukcji, gdzie skierować swoją wiązkę. Dlatego grafika wektorowa staje się niezbędna.
W przeciwieństwie do obrazów rastrowych (JPG, PNG), które składają się z kolorowych pikseli, pliki wektorowe definiują kształty za pomocą równań matematycznych. Zdaniem xTool grafika wektorowa może być skalowana do dowolnego rozmiaru bez utraty jakości — co czyni ją idealną do cięcia laserowego. Laser precyzyjnie podąża po tych matematycznie określonych ścieżkach, tnąc dokładnie tam, gdzie wskazuje projekt.
Co się stanie, jeśli prześlesz obraz rastrowy? Maszyna nie może wyodrębnić ścieżek cięcia z siatki pikseli. Pliki rastrowe nadają się jedynie do grawerowania laserowego (gdzie wiązka przesuwa się tam i z powrotem nad wypełnionymi obszarami), ale cięcie wymaga czystych ścieżek, jakie zapewniają wyłącznie formaty wektorowe.
Większość usług cięcia laserowego oraz firmy na całym krajowym rynku akceptuje następujące standardowe formaty wektorowe:
- .AI (Adobe Illustrator): Standard branżowy dla złożonych projektów i profesjonalnych procesów roboczych. Zachowuje warstwy oraz szczegółowe informacje o ścieżkach.
- .SVG (Scalable Vector Graphics): Wszechstronny, otwarty format kompatybilny z większością programów projektowych. Zdaniem Fabberz, SVG jest doskonałą alternatywą dla plików AI.
- .DXF (Drawing Exchange Format): Powszechnie używany w programach CAD, takich jak AutoCAD. Szeroko obsługiwany przez różnorodne urządzenia produkcyjne.
- .PDF (Portable Document Format): Akceptowany, o ile zawiera dane wektorowe (nie osadzone obrazy rastrowe).
- .3DM (Rhinoceros 3D): Często stosowany w projektowaniu przemysłowym i architektonicznym do złożonych projektów 2D i 3D.
Jeśli korzystasz z usługi cięcia akrylu laserem lub jakiejkolwiek profesjonalnej usługi, potwierdzenie kompatybilności formatu przed wysłaniem zapobiegnie opóźnieniom. Gdy nie jesteś pewien, skontaktuj się – renomowane usługi cięcia laserowego doceniają pytania bardziej niż otrzymywanie nieprzydatnych plików.
Zrozumienie linii cięcia, linii scoringu i obszarów grawerowania
Oto coś, co wiele początkujących pomija: nie każda linia w Twoim projekcie jest interpretowana w ten sam sposób. Cięcie laserowe rozróżnia trzy typy operacji w zależności od formatowania ścieżek.
Linie cięcia: Te ścieżki informują laser, aby przeciął materiał na wskroś. Zgodnie z zaleceniami Fabberz , linie cięcia powinny mieć grubość linii 0,001 cala i być w kolorze czerwonym RGB (255, 0, 0), co oznacza cięcie wektorowe. Laser przemieszcza się wzdłuż tych ścieżek z wystarczającym poziomem mocy, by przebić pełną grubość materiału.
Linie wygryzania (etrybowanie wektorowe): Tworzą one znaki na powierzchni bez przecinania jej na wskroś. Linie wygryzania należy ustawić na grubość linii 0,001 cala w kolorze niebieskim RGB (0, 0, 255). Technika ta sprawdza się dobrze jako linie składania, detale dekoracyjne lub prowadnice, które nie powinny dzielić materiału.
Etrybowanie rastrujące: Obejmuje obszary ograniczone liniami i wypełnione kolorem lub wzorem. Laser interpretuje je jako strefy etrybowania powierzchniowego, przemieszczając się tam i z powrotem po danym obszarze, aby usunąć warstwy materiału. Zgodnie z zaleceniami xTool, wypełnienia powinny używać koloru czarnego lub odcieni szarości, aby określić głębokość etrybowania.
Dlaczego to jest ważne? Wyobraź sobie projektowanie niestandardowej tablicy, gdzie chcesz wycięte litery, nacięty brzeg i wygrawerowany logo. Bez odpowiedniego formatowania linii i wypełnień maszyna nie potrafi odróżnić tych operacji od siebie — co może skutkować przecięciem elementów, które miały być jedynie oznaczone.
Typowe błędy projektowe, których należy unikać
Nawet doświadczeni projektanci popełniają błędy prowadzące do problemów w produkcji. Przed przesłaniem plików do dostawcy usług cięcia laserowego sprawdź swoją pracę pod kątem następujących typowych błędów:
- Nachodzące na siebie lub zduplikowane linie: Gdy ścieżki nachodzą na siebie, laser może wielokrotnie wycinać to samo miejsce — powodując nadmierne wypalenie, uszkodzenie materiału lub niepotrzebny czas przetwarzania. Zgodnie z rekomendacjami Fabberz, użyj narzędzia "Join" w programie Illustrator, "SelDup" w Rhino 3D lub "Overkill" w AutoCAD, aby wyeliminować duplikaty.
- Ignorowanie kompensacji cięcia (kerf): Promień laserowy odparowuje materiał podczas cięcia, usuwając cienką wstęgę zwaną szerokością cięcia (kerf). Zgodnie z xTool, szerokość cięcia wpływa na dokładność końcowych wymiarów. W celu uzyskania precyzyjnych pasowań dostosuj wymiary projektu, aby uwzględnić usunięcie materiału — zazwyczaj od 0,1 mm do 0,3 mm, w zależności od materiału i ustawień lasera.
- Elementy zbyt małe do przycięcia: Minimalna szerokość linii zależy od dokładności lasera i właściwości materiału. Zgodnie z xTool, szerokość linii 0,2 pt może oznaczać cięcie, podczas gdy grubsze linie sugerują grawerowanie. Skonsultuj się ze swoim dostawcą usług dotyczących minimalnych rozmiarów elementów dla konkretnego materiału.
- Niewłaściwe grubości linii: Różne grubości linii informują maszynę, czy należy ciąć, grawerować, czy tylko naciąć. Użycie nieprawidłowych grubości prowadzi do błędów w oprogramowaniu sterującym cięciem i powoduje nieoczekiwane wyniki.
- Aktywne pola tekstowe: Laserowe urządzenia do cięcia mogą nie przetwarzać tekstu bezpośrednio. Zgodnie z xTOOL przekonwertuj tekst na kształty lub kontury przed wysłaniem. W programie Adobe Illustrator zaznacz tekst i wybierz Typ → Utwórz kontury (Shift + Cmd/Ctrl + O).
- Grafika zbyt blisko krawędzi: Zgodnie z zaleceniami Fabberz, należy pozostawić margines 0,25 cala wokół grafiki jako strefę obcięcia. Elementy umieszczone dokładnie na krawędzi materiału mogą zostać źle wycięte.
- Niewystarczająca odległość między elementami: Pozostaw przynajmniej 0,125 cala pomiędzy wszystkimi obiektami, aby zminimalizować odpady materiału i zapobiec gromadzeniu się ciepła między sąsiednimi cięciami.
Przygotowanie plików do realizacji
Gotowy do przygotowania plików? Niezależnie od tego, czy jesteś profesjonalnym projektantem, czy osobą szukającą usługi laserowego cięcia do pierwszego projektu, te praktyczne kroki mają zastosowanie uniwersalne.
Wybierz oprogramowanie do projektowania: Twój wybór zależy od złożoności projektu i budżetu:
- Wersje profesjonalne: Adobe Illustrator i CorelDRAW doskonale nadają się do tworzenia skalowalnej grafiki wektorowej. AutoCAD służy do rysunków technicznych i eksportu w formatach CAD. Rhinoceros 3D jest odpowiedni dla złożonych projektów przemysłowych i architektonicznych.
- Dostępne alternatywy: Inkscape oferuje zaawansowane możliwości wektorowe bez żadnych kosztów — idealny dla początkujących lub twórców z ograniczonym budżetem. Zgodnie z xTool, nawet oprogramowanie do sterowania ploterami laserowymi, takie jak xTool Creative Space, pozwala na tworzenie prostych grafik bezpośrednio przed cięciem.
- Uproszczone narzędzia: Canva i podobne platformy mogą eksportować pliki wektorowe dla podstawowych projektów, choć nie posiadają zaawansowanych funkcji edycji ścieżek, które oferuje profesjonalne oprogramowanie.
Lista kontrolna przed wysłaniem: Przed wysłaniem plików do usług cięcia laserowego lub dostawcy zdalnego sprawdź następujące elementy:
- Plik zapisany w akceptowanym formacie (.AI, .SVG, .DXF, .PDF lub .3DM)
- Wszystkie teksty przekonwertowane na obwiednie
- Brak nachodzących na siebie lub zduplikowanych ścieżek
- Obszary cięcia, nacinania i grawerowania odpowiednio zakodowane kolorami
- Właściwe jednostki określone (cale lub milimetry)
- Rozmiar dokumentu odpowiada wymiarom zamierzonego materiału
- Usunięto ukryte warstwy, maski przycinania i niepotrzebne elementy
- Wybrany tryb kolorów RGB (nie CMYK)
- Części ułożone wydajnie z odpowiednim odstępem
Poświęcenie czasu na poprawne przygotowanie plików zapobiega kosztownym poprawkom i opóźnieniom w produkcji. Dostawca usług może oferować pomoc w przygotowaniu plików — warto się o to zapytać, jeśli masz wątpliwości dotyczące jakichkolwiek wymagań.
Gdy masz już poprawnie sformatowane pliki, możesz zastanawiać się, jak cięcie laserowe porównuje się do innych metod obróbki. Zrozumienie tych różnic pomaga w wyborze odpowiedniego procesu dla konkretnych wymagań każdego projektu.
Cięcie laserowe a inne metody cięcia
Twoje pliki projektowe są gotowe, materiał został wybrany — ale czy cięcie laserowe to naprawdę najlepsza metoda dla Twojego projektu? Czasem odpowiedź brzmi tak. W innych przypadkach alternatywne metody dają lepsze wyniki dostosowane do konkretnych wymagań. Zrozumienie różnic między cięciem laserowym a innymi technologiami obróbki pozwala podejmować lepsze decyzje i skuteczniej komunikować się z partnerami produkcyjnymi.
Każda metoda cięcia doskonale sprawdza się w określonych sytuacjach, ale może mieć trudności w innych. Gdy chodzi o cięcie metalowych elementów laserowych z dużą szczegółowością, lasery zazwyczaj dominują. A co z grubylnymi płytami aluminiowymi lub kompozytami wrażliwymi na ciepło? Wtedy zrozumienie dostępnych opcji staje się szczególnie wartościowe.
Laser vs Waterjet dla grubych materiałów
Wyobraź sobie, że musisz precyzyjnie przeciąć stalową płytę o grubości 2 cali. Czy laser byłby w stanie sobie z tym poradzić? Technicznie rzecz biorąc, systemy o dużej mocy mogą ciąć grube metale — ale czy to najlepszy wybór?
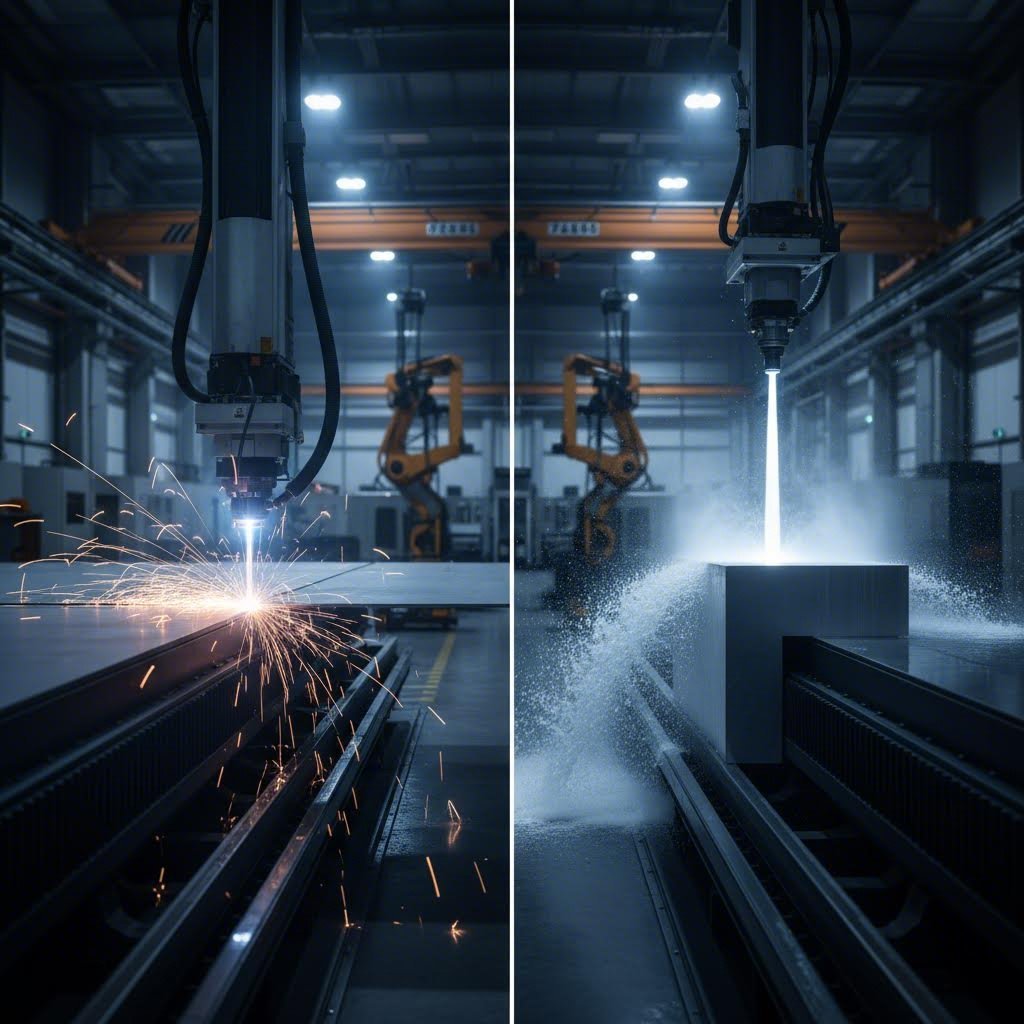
Cięcie strumieniowe wykorzystuje wodę pod bardzo wysokim ciśnieniem mieszанą z cząsteczkami ściernymi (zazwyczaj granatem), aby erozyjnie usuwać materiał wzdłuż zaprogramowanej ścieżki. Zgodnie z Xometry, cięcie strumieniowe może przecinać materiały o grubości do 250–300 mm, podczas gdy lasery osiągają maksymalnie około 30–40 mm, nawet przy użyciu najmocniejszego sprzętu.
Właśnie tutaj pojawia się kluczowa różnica: ciepło. Cięcie stali laserem generuje znaczącą energię termiczną, która wpływa na otaczający materiał. Cięcie strumieniowe nie powoduje wcale strefy wpływów cieplnych. Dla komponentów lotniczych, urządzeń medycznych lub wszelkich zastosowań, w których właściwości materiału muszą pozostać całkowicie niezmienione, ma to ogromne znaczenie.
Kiedy cięcie strumieniowe ma przewagę:
- Cięcie grubyh metali poza możliwościami lasera
- Przetwarzanie materiałów wrażliwych na ciepło, takich jak pewne stopy i kompozyty
- Praca z metalami odbijającymi światło, które stanowią wyzwanie dla laserów światłowodowych
- Zastosowania wymagające zerowej odkształcalności cieplnej
- Cięcie ceramiki, szkła lub kamienia
Kiedy laser ma przewagę:
- Przetwarzanie cienkich i średnich materiałów z dużą prędkością
- Złożone projekty wymagające małych dopuszczalnych odchyłek
- Produkcja dużych serii, w której szybkość wpływa na koszt
- Projekty, w których jakość wykończenia krawędzi jest najważniejsza
Według Xometry, laserowe urządzenia do cięcia osiągają minimalne szerokości cięcia na poziomie 0,15 mm w porównaniu do 0,5 mm przy cięciu strumieniem wody – co stanowi znaczącą przewagę dokładności w pracach szczegółowych. Różnice prędkości są również duże: lasery tną z prędkością 20-70 cali na minutę w porównaniu do 1-20 cali na minutę przy cięciu strumieniem wody dla porównywalnych materiałów.
Rozważania dotyczące kosztów zmieniają się w zależności od grubości materiału. Xometry zauważa, że cięcie laserowe jest najtańsze dla cienkich elementów, podczas gdy cięcie strumieniem wody staje się bardziej opłacalne przy obróbce grubszych materiałów, gdzie prędkości laserów znacząco spadają.
Kiedy lepiej wybrać frezowanie CNC
Frezowanie CNC wykorzystuje zupełnie inne podejście — stosuje wirujące narzędzie tnące zamiast energii termicznej lub erozji ściernego. Można to sobie wyobrazić jako bardzo precyzyjny, sterowany komputerowo frez, który śledzi ścieżki Twojego projektu z przemysłową dokładnością.
Dlaczego warto wybrać frezowanie zamiast maszyny laserowej do cięcia metalu? W przypadku niektórych materiałów odpowiedzią są jakość krawędzi i kompatybilność materiałowa.
Według SendCutSend , CNC frezowanie utrzymuje tolerancje na poziomie ±0,005", zapewniając przy tym lepsze wykończenie powierzchni wielu kompozytów, tworzyw sztucznych i drewna. Proces ten nie opiera się na energii cieplnej, całkowicie eliminując strefy wpływów cieplnych.
Zalety frezowania CNC:
- Lepsze wykończenie krawędzi tworzyw sztucznych, takich jak ABS i HDPE
- Brak naprężeń termicznych i stref wpływów cieplnych
- Doskonałe do zastosowań w drewnie wymagających czystych, niezwęglonych krawędzi
- Możliwość profilowania 3D i cięć o częściowej głębokości
- Zgodność z operacjami gwintowania i pogłębiania otworów
Ograniczenia frezowania CNC:
- Naroża wewnętrzne nie mogą być ostrzejsze niż średnica frezu (zwykle minimalny promień 0,125")
- Zaciski mocujące części podczas cięcia mogą pozostawiać niewielkie ślady
- Nie jest idealny dla silnie perforowanych wzorów (ryzyko przesuwania się części podczas cięcia)
- Wolniejszy niż cięcie laserowe w większości zastosowań metalowych
W projektach takich jak niestandardowe obudowy z HDPE, dekoracyjne panele drewniane bez śladów spalenia lub elementy wymagające gwintowanych otworów, frezowanie CNC często sprawdza się lepiej niż cięcie laserowe, mimo mniejszej prędkości
Operacje tłoczenia
Technologia tłoczenia istnieje od dawna przed laserami i nadal jest stosowana w określonych zastosowaniach produkcyjnych o dużej serii. Proces wykorzystuje hartowane matryce do przebijania kształtów w blachach — podobnie jak przemysłowy dziurkacz przystosowany do produkcji seryjnej
Kiedy tłoczenie sprawdza się najlepiej:
- Produkcja bardzo dużych serii identycznych części
- Standardowe wzory otworów i proste geometrie
- Zastosowania, w których początkowy koszt narzędzi jest rekompensowany dużą liczbą sztuk
- Grube materiały, które znacząco spowolniłyby cięcie laserowe
Ograniczenia prasy tłokowej:
- Wymaga specjalistycznego narzędziowania dla niestandardowych kształtów
- Nie może tworzyć naprawdę skomplikowanych wzorów
- Zużycie narzędzi wpływa na spójność w czasie
- Nieopłacalne dla prototypów lub małych serii
Dla małej partii niestandardowych uchwytów cięcie laserowe jest korzystniejsze pod względem kosztów i czasu realizacji. Dla 100 000 identycznych płyt montażowych z typowymi wzorami otworów, prasa tłokowa może przynieść znaczne oszczędności.
Ramy decyzyjne dla Twojego projektu
Jak dokonać wyboru? Weź pod uwagę pięć następujących czynników podczas oceny metod cięcia dla swojego kolejnego projektu:
| Czynnik | Cięcie laserowe | Wycinanie wodne | Marszrutowanie CNC | Stanek do wybijania |
|---|---|---|---|---|
| Dokładność tolerancji | ±0,005" (doskonała) | ±0,009" (dobre) | ±0,005" (doskonała) | ±0,010" (umiarkowane) |
| Grubość materiału | Do około 40 mm metali | Do 300 mm | Zależne od materiału | Zazwyczaj <12 mm |
| Jakość krawędzi | Doskonałe (gładkie, mogą występować prążki na grubszych materiałach) | Bardzo dobre (bez szlamu ani zadziorów) | Doskonałe (czyste cięcie mechaniczne) | Dobra (może wymagać usunięcia zadziorów) |
| Strefa wpływu ciepła | Minimalne (zwiększa się wraz z grubością) | Brak | Brak | Brak |
| Efektywność kosztowa (niska liczba sztuk) | Doskonały | Umiarkowany | Dobre | Słabe (koszty oprzyrządowania) |
| Efektywność kosztowa (duża seria) | Dobre | Umiarkowany | Umiarkowany | Doskonały |
| Możliwość realizacji skomplikowanych detali | Doskonały | Dobre | Ograniczone (wymagane zaokrąglenia naroży) | Ograniczone (uzależnione od oprzyrządowania) |
| Prędkość | 20-70 IPM | 1-20 IPM | Umiarkowany | Bardzo szybkie wykonanie pojedynczego elementu |
Szybki przewodnik decyzyjny:
- Wybierz cięcie laserowe gdy potrzebujesz skomplikowanych detali, cienkich do średnich materiałów, szybkiego czasu realizacji i opłacalności przy małych do średnich partiach.
- Wybierz cięcie strumieniem wody gdy tniesz grube materiały, przetwarzasz ciepliwie wrażliwe stopy lub pracujesz z kompozytami takimi jak węgiel szklany i G10.
- Wybierz frezowanie CNC gdy jakość krawędzi tworzyw sztucznych i drewna ma znaczenie, gdy potrzebujesz gwintów lub gdy projekt i tak wymaga zaokrąglonych naroży wewnętrznych.
- Wybierz tłoczenie matrycowe gdy produkujesz bardzo duże ilości części o prostych, powtarzalnych kształtach.
Wiele projektów korzysta z połączenia metod. Złożone zestawy mogą wykorzystywać cięcie laserowe do precyzyjnych metalowych wsporników, frezowanie CNC do obudów z tworzywa sztucznego oraz cięcie strumieniem wody do grubych podkładek aluminiowych — każda metoda realizuje to, co potrafi najlepiej.
Według SendCutSend profesjonalni partnerzy produkcyjni często automatycznie wybierają idealną metodę dla każdego materiału, zapewniając wykonanie części przy użyciu najlepszej metody i najkorzystniejszej ceny. Oznacza to, że wybór materiału należy brać pod uwagę przy podejmowaniu decyzji projektowych już od samego początku.
Zrozumienie tych kompromisów pozwala na prowadzenie świadomych rozmów z dostawcami usług. Ale kiedy już wybierzesz swoją metodę, ile należy się spodziewać zapłacić? Przyjrzyjmy się czynnikom wpływającym na koszty cięcia laserowego i sposobom interpretowania otrzymywanych ofert.
Zrozumienie kosztów i czynników wpływających na cenę cięcia laserowego
Porównałeś metody cięcia, przygotowałeś pliki i wybrałeś materiał. Nadchodzi pytanie, które zadaje sobie każdy: ile to będzie kosztować? Jeśli kiedykolwiek szukałeś urządzenia do cięcia laserowego w nadziei na znalezienie przejrzystych cen, prawdopodobnie zauważyłeś, że oferty różnią się diametralnie — a ceny rzadko pojawiają się wprost na stronach internetowych.
Oto rzeczywistość: koszty cięcia laserowego nie są przypadkowe. Opierają się na logicznym wzorze, bazującym na mierzalnych czynnikach. Zrozumienie tego, co wpływa na Twoją ofertę dotyczącą cięcia laserowego, zmienia Cię z biernego nabywcy w świadomego klienta, który potrafi optymalizować projekty, przewidywać wydatki i mądrze oceniać oferty.
Co wpływa na Twoją ofertę
Gdy zlecasz wycenę cięcia laserowego, dostawcy obliczają koszty, korzystając z ujednoliconego schematu — nawet jeśli ostateczne kwoty różnią się między poszczególnymi zakładami. Zgodnie z Fortune Laser , podstawowy wzór cenowy wygląda następująco:
Cena końcowa = (Koszty materiałów + Koszty zmienne + Koszty stałe) × (1 + Marża zysku)
Co to oznacza w praktyce dla Twojego projektu? Przeanalizujmy kluczowe zmienne wpływające na koszt cięcia laserowego:
- Typ i koszt materiału: Różne materiały mają różne koszty podstawowe. MDF jest tani, podczas gdy tytan przeznaczony na przemysł lotniczy jest znacznie droższy. Wybór materiału stanowi fundament oferty jeszcze przed rozpoczęciem cięcia.
- Grubość materiału: Ten czynnik często zaskakuje pierwszych klientów. Zgodnie z Komacut, grubsze materiały wymagają większej energii i mniejszych prędkości cięcia, aby uzyskać czyste krawędzie. Podwojenie grubości może spowodować więcej niż dwukrotny wzrost czasu i kosztu cięcia, ponieważ laser musi poruszać się znacznie wolniej, by dokładnie przeciąć materiał.
- Całkowita długość cięcia: Laser rozlicza przede wszystkim czas pracy maszyny, a nie powierzchnię materiału. Projekt z szczegółowymi wzorami zajmującymi mały arkusz może kosztować więcej niż prosty kształt na większym arkuszu, ponieważ wiązka przebywa dłuższą drogę.
- Złożoność cięcia: Projekty zawierające ciasne zakręty, ostre narożniki i szczegółowe geometrie zmuszają maszynę do zwalniania przy każdej zmianie kierunku. Zgodnie z Fortune Laser, złożone geometrie wydłużają całkowity czas cięcia, co bezpośrednio zwiększa koszty.
- Liczba przebicia: Za każdym razem, gdy laser rozpoczyna nowe cięcie, musi najpierw przebić materiał. Projekt z 100 małymi otworami kosztuje więcej niż jeden duży wycięty obszar ze względu na sumaryczny czas przebijania — nawet jeśli całkowita długość cięcia jest podobna.
- Ilość zamówienia: Wyższe nakłady pozwalają rozłożyć koszty stałe na większą liczbę elementów, obniżając cenę jednostkową. Więcej na ten temat poniżej.
- Czas realizacji: Zamówienia pilne zazwyczaj są dodatkowo opłacane. Standardowe terminy realizacji pozwalają zakładom efektywnie grupować zadania, podczas gdy przyspieszone zlecenia wymagają zmian w harmonogramie.
- Wymagania dotyczące obróbki końcowej: Operacje wtórne, takie jak usuwanie zadziorów, gięcie, gwintowanie lub powlekanie proszkowe, wiążą się z dodatkowym kosztem pracy, czasu pracy sprzętu i materiałów — każdy z nich jest rozliczany oddzielnie.
Według Fortune Laser stawki godzinowe maszyn wahają się typowo od 60 do 120 USD w zależności od mocy i możliwości systemu laserowego. Koszty zmienne — czyli czas potrzebny na realizację konkretnego zlecenia — często stanowią największą część końcowej oferty cenowej.
Ceny zależne od ilości i korzyści skali
Właśnie tutaj ilość drastycznie wpływa na koszty jednostkowe. Gdy zamawiasz pojedynczy prototyp, stałe koszty przygotowania stanowią znaczący procent całkowitego kosztu. Zamów 1000 identycznych elementów, a te same koszty przygotowania zostaną rozłożone na każdą sztukę.
Czym są te stałe koszty? Zgodnie z danymi Fathom Manufacturing opłaty za uruchomienie pokrywają czas operatora potrzebny na załadowanie materiału, kalibrację maszyny oraz przygotowanie plików projektowych. Większość usług cięcia laserowego na całym krajowym rynku pobiera opłaty za uruchomienie lub ustala minimalną wartość zamówienia, aby zapewnić opłacalność małych zleceń.
Matematyka działa na Twoją korzyść wraz ze wzrostem ilości:
- Ilości prototypowe (1-10 sztuk): Koszty przygotowania stanowią duży procent oferty. Cena za sztukę wydaje się wysoka, ponieważ koszty stałe są rozłożone na niewielką liczbę jednostek.
- Małe serie produkcyjne (50-500 sztuk): Przygotowanie staje się proporcjonalnie mniejsze. Mogą obowiązywać zniżki materiałowe, a efektywne rozmieszczenie minimalizuje odpady.
- Produkcja wielkoseryjna (1000+ sztuk): Zgodnie z Fortune Laser, zniżki za duże zamówienia mogą sięgać nawet 70%. Ciągłe serie produkcji minimalizują przestoje maszyn między poszczególnymi elementami.
Efektywność rozmieszczenia poprawia się również wraz z ilością. Podczas cięcia wielu identycznych części operatorzy układają je blisko siebie na arkuszach materiału, aby zminimalizować odpady. Lepsze rozmieszczenie bezpośrednio redukuje składową kosztu materiału.
Ukryte koszty do uwzględnienia
Oprócz oczywistych pozycji, kilka czynników może niespodziewanie powiększyć końcowe rozliczenie. Przewidywanie tych aspektów pomaga dokładnie zaplanować budżet i uniknąć niespodzianek:
- Opłaty za przygotowanie plików: Jeśli pliki projektowe zawierają błędy — takie jak zduplikowane linie, otwarte kontury lub nieprawidłowe formatowanie — technicy muszą je poprawić przed rozpoczęciem produkcji. Zgodnie z informacjami firmy Fortune Laser, czyszczenie plików często wiąże się z dodatkowymi opłatami. Przesyłanie czystych, prawidłowo sformatowanych plików całkowicie eliminuje ten koszt.
- Minimalne wartości zamówienia: Wiele dostawców utrzymuje minimalne opłaty niezależnie od pozornej prostoty zadania. Pojedynczy mały wspornik może kosztować tyle samo, co dziesięć, ponieważ czas przygotowania pozostaje stały.
- Odpady materiałowe: Oferta obejmuje materiał, który staje się odpadem — przestrzenie między ułożonymi częściami i nieużyteczne resztki. Efektywne projekty minimalizują ten element marnotrawstwa.
- Opłaty za dokładność: Zgodnie z informacjami firmy Fortune Laser, określanie tolerancji ciasniejszych niż wymagane funkcjonalnie wymusza wolniejsze i bardziej kontrolowane prędkości cięcia. Wymagaj precyzji tylko wtedy, gdy jest rzeczywiście potrzebna.
- Dodatkowe opłaty za specjalne materiały: Materiały niedostępne w magazynie mogą wymagać specjalnego zamówienia, co wiąże się z dodatkowymi opłatami i dłuższym czasem realizacji. Wybieranie spośród opcji dostępnych od ręki często pozwala zaoszczędzić pieniądze i czas.
- Transport i manipulacja: W zależności od rozmiaru, wagi części i wymagań dotyczących dostawy, koszt przesyłki może znacząco podnieść całkowity wydatek — szczególnie w przypadku pilnej dostawy.
Wartość systemów szybkich wycen
Jak faktycznie uzyskać informacje dotyczące cen? Istnieją dwa główne modele, z których każdy ma swoje wyraźne zalety.
Platformy internetowe do cięcia laserowego: Te usługi pozwalają na przesłanie plików CAD i otrzymanie automatycznej wyceny w ciągu kilku sekund. Jak podaje Fortune Laser, platformy online oferują niebywałą szybkość i wygodę — są idealne dla szybkiego prototypowania oraz inżynierów potrzebujących natychmiastowej informacji budżetowej. Wadą jest to, że systemy automatyczne nie wykrywają kosztownych błędów projektowych, a profesjonalna konsultacja projektowa zazwyczaj wiąże się z dodatkową opłatą.
Tradycyjne wnioski o wycenę: Wykwalifikowani technicy przeglądają Twoje pliki i ręcznie przygotowują wyceny. Takie podejście pozwala uzyskać bezpłatne informacje zwrotne na temat możliwości produkcyjnych (DFM), które mogą znacząco obniżyć koszty. Doświadczeni wyceniennicy wykrywają błędy, sugerują efektywniejsze alternatywy oraz uwzględniają specjalne wymagania. Wadą jest jednak szybkość — przygotowanie oferty może zająć godziny lub dni zamiast sekund.
W celu porównywania usług niektóre platformy internetowe wyświetlają przejrzystą strukturę cen. Choć ceny cięcia oraz stawki konkurencji zależą od konkretnych wymagań, możliwość obserwowania zmian cen w czasie rzeczywistym podczas modyfikowania projektu daje cenne informacje dla budżetowania. Zmiana grubości materiału, uproszczenie geometrii czy zwiększenie ilości zamówionych sztuk natychmiast wpływa na koszt.
Przed zażądaniem ofert zoptymalizuj projekt, wykorzystując wiedzę na temat czynników wpływających na koszty. Uprość skomplikowane krzywe tam, gdzie to możliwe. Wybierz najcieńszy materiał, który spełnia wymagania funkcjonalne. Konsoliduj zamówienia, aby skorzystać z rabatów za objętość. Dokładnie oczyść pliki, aby uniknąć opłat za przygotowanie.
Zrozumienie czynników wpływających na cenę pozwala prowadzić produktywne rozmowy z dostawcami usług. Jednak znajomość kosztów rozwiązuje tylko część zagadnienia — należy również ocenić, czy dostawca rzeczywiście może dostarczyć wysokiej jakości części terminowo. Przeanalizujmy, jak wybrać odpowiedniego partnera w zakresie cięcia laserowego dostosowanego do Twoich konkretnych potrzeb.
Wybór odpowiedniego dostawcy usługi cięcia laserowego
Rozumiesz technologię, znasz swoje materiały i odpowiednio przygotowałeś pliki projektowe. Nadchodzi teraz decyzja, która bezpośrednio wpływa na to, czy Twój projekt odniesie sukces, czy się zawiśnie: wybór odpowiedniego dostawcy usług. Nie wszystkie usługi cięcia laserowego oferują takie same wyniki, a najtańsza wycena rzadko oznacza najlepszą wartość.
Niezależnie od tego, czy szukasz usługi cięcia laserowego, czy oceniasz zdalnych dostawców usług precyzyjnego cięcia metalu laserem, proces oceny opiera się na tych samych podstawowych zasadach. Przejdźmy krok po kroku przez to, czego należy szukać — oraz jakie sygnały ostrzegawcze wskazują, że warto dalej szukać.
Ocenianie możliwości dostawcy usług
Wybierając usługę laserowego cięcia metalu, traktuj to jak zatrudnianie na kluczowe stanowisko. Potrzebujesz czegoś więcej niż podstawowych kwalifikacji – potrzebujesz idealnego dopasowania do swoich konkretnych wymagań. Zgodnie z California Steel Services pierwszym krokiem jest upewnienie się, że dostawca potrafi pracować z wymaganym przez Ciebie materiałem, ponieważ różne usługi specjalizują się w cięciu różnych materiałów, od metali i tworzyw sztucznych po drewno i szkło.
Zanim poprosisz o wyceny, ocen potencjalnych dostawców pod kątem następujących kryteriów:
- Asortyment materiałów: Czy dostawca posiada na stanie wymagane przez Ciebie materiały? Czy może zdobyć specjalistyczne stopy, jeśli będzie taka potrzeba? Dostawcy z różnorodnym asortymentem skrócą czas realizacji i wyeliminują problemy związane ze sourcingiem materiałów po Twojej stronie.
- Możliwości technologiczne: Jakie systemy laserowe posiadają? California Steel Services , lasery światłowodowe o mocy od 6 do 12 kW osiągają dokładność +/- 0,0005 cala. Upewnij się, że ich sprzęt odpowiada Twoim wymaganiom dotyczącym precyzji i grubości materiału.
- Czasy realizacji: Jak szybko mogą ukończyć Twój projekt? Harmonogram Twojego projektu jest kluczowy, więc weź pod uwagę oferowany czas realizacji i zapytaj o możliwości produkcyjne. Pamiętaj, że szybsza realizacja może wiązać się z wyższymi kosztami.
- Wsparcie w zakresie projektowania i DFM: Niektóre usługi oferują pomoc w projektowaniu, która może okazać się nieoceniona, jeśli potrzebujesz wsparcia w dopracowaniu projektu. Dostawcy oferujący opinie dotyczące przygotowania projektu do produkcji (DFM) mogą wskazać sposoby oszczędności przed rozpoczęciem produkcji.
- Szybkość reakcji na zapytania ofertowe: Jak szybko odpowiadają na zapytania? Dostawca, który potrzebuje dni na przesłanie oferty, może również mieć problemy z terminami produkcji. Szybka komunikacja często świadczy o efektywności działania.
- Skalowalność: Rozważ, czy usługa jest w stanie obsłużyć projekt o aktualnej i przyszłej wielkości. Wybór dostawcy posiadającego potencjał rozwojowy zgodny z Twoimi potrzebami pozwala uniknąć kłopotów związanych ze zmianą partnera w przyszłości.
- Dodatkowe usługi: Niektórzy dostawcy oferują operacje wtórne, takie jak gięcie, spawanie, powlekanie proszkowe i montaż. Zdaniem California Steel Services wybór usługi obejmującej wszystkie aspekty Twojego projektu pozwala zaoszczędzić czas, uprościć komunikację i zapewnić spójność.
Nie pomijaj reputacji i doświadczenia. Zdaniem California Steel Services reputacja i doświadczenie firmy to kluczowe wskaźniki niezawodności i wiedzy specjalistycznej. Poproś o referencje, przejrzyj opinie klientów oraz przykłady wykonywanej pracy przed podjęciem decyzji o współpracy z dostawcą.
Certyfikaty jakości, które mają znaczenie
Certyfikaty mówią więcej niż jakiejkolwiek marketingowy przekaz. Stanowią one weryfikację przez podmiot trzeci, że dostawca utrzymuje stałą jakość standardów — a to ma ogromne znaczenie w przypadku określonych zastosowań.
W zastosowaniach motoryzacyjnych i precyzyjnych wyrobach metalowych, Certyfikacja IATF 16949 stanowi standard złotej marki. Zgodnie z Xometry, IATF 16949 to system zarządzania jakością stworzony dla każdej firmy zajmującej się produkcją wyrobów motoryzacyjnych. Choć nie jest on prawnie wymagany, dostawcy i klienci często nie współpracują z producentami nieposiadającymi tej certyfikacji.
Co dokładnie gwarantuje certyfikat IATF 16949? Według Xometry, certyfikacja oznacza, że organizacja spełniła wymagania dowodzące jej zdolności i zaangażowania w ograniczanie wad produktów, co jednocześnie zmniejsza marnotrawstwo i straty. Standard obejmuje zagadnienia zapewniające spójność, bezpieczeństwo i jakość w całym zakresie produktów motoryzacyjnych.
Poza certyfikatami specyficznymi dla branży motoryzacyjnej, warto również zwrócić uwagę na:
- ISO 9001: Podstawowy standard systemu zarządzania jakością, na którym opiera się IATF 16949. Wskazuje na udokumentowane procesy oraz konsekwentną kontrolę jakości.
- AS9100: Wymagane w zastosowaniach lotniczych i kosmicznych, gdzie dopuszczalne granice awarii są praktycznie zerowe.
- Rejestracja ITAR: Niezbędne, jeśli Twój projekt obejmuje komponenty związane z obronnością lub technologie objęte kontrolą.
- Certyfikaty branżowe: Wytwarzanie urządzeń medycznych, przetwórstwo żywności i inne branże regulowane mają swoje własne wymagania dotyczące certyfikacji.
Według California Steel Services należy poszukiwać firmy przestrzegającej rygorystycznych procedur kontroli jakości i posiadającej odpowiednie certyfikaty — to gwarantuje, że projekt spełnia standardy branżowe. W przypadku usług cięcia laserowego CNC dla wymagających branż certyfikaty nie są opcjonalne; są niezbędnym kwalifikacją.
Od prototypu do partnera produkcyjnego
To właśnie tutaj strategiczne myślenie przynosi zyski: dostawca wybrany na etapie opracowywania prototypu powinien idealnie stać się Twoim partnerem produkcyjnym. Zmiana producenta pomiędzy fazą rozwoju a masową produkcją wiąże się z ryzykiem, opóźnieniami i niekonsekwencjami.
Według S&W Metal Products , naprawdę skuteczne usługi obróbki metalu wykraczają daleko poza samo rzeczywiste wytwarzanie produktów. Połączenie możliwości produkcyjnych z ekspertyzą projektową jest kluczowe dla optymalizacji produktów i utrzymania kosztów na żądanej wysokości.
Co sprawia, że kompleksowy partner produkcyjny jest wartościowy? Rozważ pełen cykl produkcji:
- Wsparcie techniczne i projektowe: Partnerzy kompleksowi zapewniają opinię inżynierską dotyczącą optymalizacji projektów pod kątem możliwości produkcji, czasem redukując koszty poprzez konsolidację części, zmiany wymiarów lub wykrywanie potencjalnych problemów z dopasowaniem jeszcze przed rozpoczęciem produkcji.
- Szybkie tworzenie prototypów: Szybkie wykonanie prototypów pozwala na weryfikację projektów przed inwestycją w narzędzia produkcyjne. Dostawcy tacy jak Shaoyi (Ningbo) Metal Technology ofertują szybką produkcję prototypów w ciągu 5 dni dla komponentów samochodowych – znacząco przyspieszając cykle rozwojowe.
- Usługi cięcia laserowego z precyzją które płynnie przechodzą od partii prototypowych do produkcji seryjnej bez zmian jakości.
- Integracja procesów końcowych: Dostawcy oferujący powlekanie, obróbkę powierzchniową, znakowanie części, grawerowanie i niestandardowe etykietowanie dostarczają produktów gotowych do użycia – oszczędzając konieczność korzystania z usług firm trzecich.
- Możliwości montażu: W przypadku złożonych produktów opcje kompleksowej montażu, w tym wstawianie elementów sprzętowych i kompletowanie części, upraszczają łańcuch dostaw. Te gotowe rozwiązania wygodnie łączą wszystkie powiązane komponenty.
W przypadku usług cięcia laserowego rur oraz zastosowań specjalistycznych szczególnie ważne jest znalezienie dostawców posiadających odpowiednie konfiguracje sprzętu. Nie każdy zakład dysponuje systemami do cięcia rur, dlatego należy od początku zweryfikować możliwości, jeśli projekt wymaga elementów rurowych.
Gdy projekt obejmuje tłoczenie karoserii samochodowych, elementy szkieletonu lub precyzyjne zespoły wymagające jakości certyfikowanej według IATF 16949, producenci tacy jak Shaoyi (Ningbo) Metal Technology łączą możliwości cięcia laserowego z kompleksowymi usługami obróbki metali. Ich szybki czas odpowiedzi z ofertą w ciągu 12 godzin świadczy o reaktywnej komunikacji, która wyróżnia wiarygodnych partnerów spośród dostawców skupionych na transakcjach.
Dlaczego liczy się zintegrowana obsługa? Rozważmy uchwyt wymagający cięcia laserowego, gięcia, gwintowania, lakierowania proszkowego oraz montażu z zakupionymi elementami. Współpraca z pięcioma osobnymi dostawcami oznacza pięć ofert, pięć harmonogramów do uzgodnienia, pięć standardów jakości do monitorowania i pięć potencjalnych punktów awarii. Zintegrowany partner realizuje wszystko — zmniejszając obciążenie administracyjne i zapewniając spójność.
Zgodnie z California Steel Services położenie geograficzne wpływa na koszty przesyłki, czas realizacji oraz łatwość komunikacji. Jeśli to możliwe, wybierz usługodawcę blisko Twojej firmy. Nie należy jednak poświęcać możliwości technologicznych dla bliskości — oddalony dostawca z zaawansowaną technologią i certyfikatami często osiąga lepsze wyniki niż lokalny warsztat pozbawiony niezbędnego sprzętu.
Stosunek do dostawcy, który nawiążesz teraz, decyduje o tym, czy przyszłe projekty będą przebiegać płynnie, czy też będą wymagały ciągłego wygaszania pożarów. Zainwestuj czas w gruntowną ocenę na wstępie, a zyskasz partnera produkcyjnego, który będzie w stanie wspierać Twoje projekty od pierwszego prototypu po produkcję seryjną. Po wybraniu odpowiedniego partnera możesz przejść do eksploracji niezwykle szerokiego zakresu zastosowań cięcia laserowego w różnych branżach.

Zastosowania cięcia laserowego w różnych branżach
Wybrałeś już dostawcę, przygotowałeś pliki i rozumiesz technologię. Teraz wyobraź sobie, co jest możliwe. Ta sama wiązka laserowa, która wycina delikatne zaproszenie ślubne, służy również do produkcji kluczowych elementów konstrukcyjnych w przemyśle lotniczym i kosmicznym. To właśnie niezwykła uniwersalność technologii obróbki laserowej — rozwiązania, które równie dobrze czuje się w warsztacie amatora, jak i w zakładzie produkcyjnym firmy z listy Fortune 500.
Jakie czynniki umożliwiają taką możliwość? Precyzja nie rozróżnia projektów pod względem wielkości. Niezależnie od tego, czy tworzysz niestandardowe metalowe elementy tnąc do sklepu Etsy, czy produkujesz tysiące przemysłowych komponentów ciętych laserowo miesięcznie, podstawowy proces zapewnia spójne i powtarzalne wyniki. Przyjrzyjmy się, jak różne branże wykorzystują tę zdolność.
Zastosowania kreatywne i dla twórców
Dla hobbystów, artystów i właścicieli małych firm cięcie laserowe zamienia wizje kreatywne w rzeczywiste produkty. Bariera wejścia na rynek nigdy nie była niższa — prześlij plik z projektem, wybierz materiał i odbierz elementy cięte laserowo, gotowe do montażu lub sprzedaży.
Popularne zastosowania kreatywne obejmują:
- Znakowanie niestandardowe: Według ACCURL, cięcie laserowe w branży reklamowej pozwala tworzyć znaki, ekspozycje i materiały promocyjne, które są zarówno skomplikowane, jak i efektowne. Tablice z nazwiskiem rodziny, logotypy firm oraz dekoracyjne obrazy ścienne korzystają z precyzji, jaką zapewniają wyłącznie lasery.
- Biżuteria i akcesoria: Intrygujące kolczyki, wisiorki i bransoletki powstają z cienkich metali i akryli, z detalami niemożliwymi do wykonania ręcznie. Według xTool personalizowane biżuteria, w tym naszyjniki z właszym wygrawerowanym napisem oraz geometryczne kolczyki akrylowe, są produktami o dużym popycie wśród przedsiębiorców posiadających urządzenia laserowe.
- Dekoracja domu: Sztuka drewnianej mapy świata, dekoracyjne zegary ścienne i personalizowane ramki na zdjęcia przekształcają wnętrza. Zgodnie z xTool, niestandardowe drewniane tablice wykrawane laserowo są bestsellerami na platformach takich jak Etsy.
- Artykuły ślubne i eventowe: Tablice powitalne, ozdoby na ciasta, numery stolików i tagi upominków – wszystko personalizowane imionami i datami. Możliwość dostosowania każdego elementu czyni wykrawanie laserowe idealnym rozwiązaniem dla wyjątkowych uroczystości.
- Zabawki i gry: Puzzle edukacyjne, 3D modele drewniane i niestandardowe figury do gier angażują dzieci i dorosłych. Według xTool puzzle drewniane z imionami łączą zabawę z nauką, co czyni je popularnymi produktami sprzedawanymi przez przedsiębiorców.
- Instalacje artystyczne: Według ACCURL technologia cięcia laserowego stała się przełomowym narzędziem w sztuce i rzeźbie, umożliwiając artystom tworzenie skomplikowanych dzieł, których wcześniej nie można było osiągnąć tradycyjnymi metodami.
Co łączy te różne zastosowania? Każde z nich korzysta z możliwości cięcia laserowego, które pozwala na uzyskiwanie szczegółowych, powtarzalnych wyników bez konieczności stosowania drogiego oprzyrządowania. Osoba tworząca na zamówienie 50 ozdób miesięcznie ponosi ten sam koszt jednostkowy co przy pierwszym egzemplarzu – bez form, matryc ani narastających opłat za przygotowanie produkcji.
Komponenty przemysłowe i motoryzacyjne
Wejdź do zakładu produkcyjnego, a cięcie metalu laserem nabierze zupełnie innego znaczenia. Tutaj precyzja nie chodzi o estetykę – zależy od niej bezpieczeństwo, wydajność i niezawodność w trudnych warunkach.
Kluczowe zastosowania przemysłowe obejmują:
- Części samochodowe: Według Accurl , przemysł motoryzacyjny polega na cięciu laserowym jako kluczowym narzędziu do wytwarzania skomplikowanych komponentów i personalizacji. Od paneli karoseryjnych, wsporników podwozia po elementy wykończenia wnętrza – technologia ta zapewnia precyzję wymaganą przez każdy milimetr.
- Obudowy elektroniczne: Cięcie laserowe odgrywa kluczową rolę w przemyśle elektronicznym, szczególnie przy miniaturyzacji, gdzie ułamek milimetra może mieć istotne znaczenie. Obudowy, radiatory i płyty montażowe powstają z dokładnością wymaganą przez elektronikę.
- Komponenty lotnicze i kosmiczne: Potrzeba lekkich, wytrzymałych materiałów w przemyśle lotniczym nie może być przeceniona, a możliwość cięcia laserowego obrabiania szerokiej gamy materiałów przy jednoczesnym zachowaniu ścisłych tolerancji czyni go idealnie odpowiednim dla tej branży.
- Urządzenia medyczne: Precyzja cięcia laserowego w produkcji urządzeń medycznych zapewnia, że narzędzia i implanty spełniają najwyższe standardy bezpieczeństwa i skuteczności. Instrukmenty chirurgiczne i implanty wymagają zarówno biokompatybilności, jak i dokładności wymiarowej.
- Maszyny i wyposażenie ciężkie: Wszechstronność cięcia laserowego w obróbce różnych grubości i typów materiałów ma zasadnicze znaczenie dla tworzenia komponentów spełniających różnorodne potrzeby przemysłowe.
- Prototypy i badania rozwojowe: Cięcie laserowe jest nieocenione przy opracowywaniu prototypów i wytwarzaniu eksperymentalnych części, umożliwiając szybką i dokładną produkcję komponentów o skomplikowanych kształtach i małych tolerancjach.
W jaki sposób ta sama technologia służy obu światom? Odpowiedź tkwi w skalowalności. Zamówienie niestandardowego cięcia metalu laserem na 10 sztuk prototypowych wsporników wykorzystuje identyczne procesy jak seria produkcyjna 10 000 sztuk — różni się jedynie ilością. To płynne przejście od fazy rozwojowej do masowej produkcji eliminuje kosztowne zmiany narzędzi, wymagane w tradycyjnych metodach.
W szczególności w produkcji samochodowej cięcie laserowe integruje się z szerszymi procesami obróbki metali. Elementy szkieletonu mogą być cięte laserem, a następnie przechodzić do tłoczenia, gięcia, spawania i precyzyjnej montażu. Producenci takie jak Shaoyi (Ningbo) Metal Technology przykładem tego zintegrowanego podejścia, łączącego możliwości cięcia laserowego certyfikowane według normy IATF 16949 z kompleksowymi usługami tłoczenia i montażu metalu. Ich szybkie prototypowanie w ciągu 5 dni przyspiesza rozwój, podczas gdy zautomatyzowana produkcja seryjna obsługuje duże nakłady — wszystko w ramach jednego systemu zarządzania jakością.
Dlaczego integracja ma znaczenie w zastosowaniach motoryzacyjnych? Rozważmy wsporniki zawieszenia wymagające blach ciętych laserem, precyzyjnego tłoczenia, obróbki powierzchniowej oraz montażu elementów złącznych. Koordynowanie wielu dostawców wiąże się z różnicami jakości, opóźnieniami komunikacyjnymi i lukami odpowiedzialności. Zintegrowany partner zapewnia spójność od prototypu po produkcję seryjną, wspierając pełen cykl życia Twoich komponentów.
Rozwiązania architektoniczne i reklamowe
Przechodząc przez dowolny nowoczesny budynek, napotykasz elementy cięte laserem — często nieświadomie. Zastosowania architektoniczne pokazują, jak cięcie laserowe potrafi połączyć estetykę z wymaganiami konstrukcyjnymi.
Zastosowania architektoniczne i w systemach informacji wizualnej obejmują:
- Panele i ekrany dekoracyjne: Cięcie laserowe w budownictwie wprowadziło nowy poziom kreatywności i precyzji, umożliwiając dokładne cięcia zarówno elementów dekoracyjnych, jak i konstrukcji nośnych. Skomplikowane wzory przekształcają funkcjonalne przegrody w aranżacyjne akcenty.
- Elementy elewacji: Wykończenia zewnętrzne ze złożonymi perforacjami kontrolują iluminację, wentylację oraz wizualny efekt. To, co wydaje się artystycznym zabiegiem, często spełnia praktyczne funkcje.
- Wyposażenie wnętrza: W meblarstwie i projektowaniu wnętrz cięcie laserowe pozwala tworzyć szczegółowe drewniane elementy, metalowe zamocowania oraz ozdobne detale o niezrównanej precyzji i skomplikowaniu.
- Reklamy handlowe: Litery przestrzenne, oświetlone ekspozycje i systemy nawigacyjne charakteryzują się czystymi krawędziami oraz spójną jakością we wszystkich instalacjach. Cięcie laserowe zwiększa widoczność marki, umożliwiając jednocześnie większą swobodę twórczą w projektowaniu.
- Oświetlenie na zamówienie: Lampy wiszące z laserowo wycinanymi geometrycznymi wzorami tworzą zadziwiające efekty cieni — funkcjonalna sztuka, która oświetla i jednocześnie zdobi.
- Poręcze i balustrady: Barierki bezpieczeństwa stają się elementem designu, gdy zamiast pełnych paneli stosuje się laserowo wycinane wzory.
Branża budowlana szczególnie korzysta z możliwości laserowego cięcia, które radzi sobie z grubymi płytami stalowymi, zachowując precyzyjne nacięcia wymagane w zastosowaniach konstrukcyjnych. Niezależnie od tego, czy chodzi o stal nierdzewną używaną do podpór konstrukcyjnych, czy elementy dekoracyjne, cięcie laserowe oferuje połączenie wytrzymałości i walorów estetycznych, które są bardzo cenione w nowoczesnej architekturze.
Co łączy wszystkie te zastosowania — od prezentów spersonalizowanych po instalacje architektoniczne? Podstawowa zdolność do przekształcania projektów cyfrowych w rzeczywistość fizyczną z niezmienną precyzją. Twórca wykonujący spersonalizowane upominki i producent precyzyjnych komponentów szas pojazdów wykorzystują tę samą podstawową technologię, dostosowaną do skali i wymagań ich działalności.
W miarę jak technologia laserowa się rozwija, postępy w zakresie mocy, wydajności i kontroli otwierają nowe możliwości w przetwarzaniu materiałów i możliwościami projektowania. Granice tego, co możliwe, stale się poszerzają – niezależnie od tego, czy realizujesz swój pierwszy projekt z wykorzystaniem cięcia laserowego, czy optymalizujesz procesy produkcyjne o dużej skali.
Od spersonalizowanych tworów hobbystów po precyzyjne komponenty producentów, cięcie laserowe pozostaje tym, czym zawsze było: wejściem do innowacyjności i precyzji w każdym tworzonym przez Ciebie elemencie.
Często zadawane pytania dotyczące usług cięcia laserowego
1. Ile kosztuje usługa cięcia laserowego?
Koszty cięcia laserowego zależą od rodzaju i grubości materiału, całkowitej długości cięcia, złożoności projektu, liczby przebić, ilości zamówionych sztuk oraz czasu realizacji. Grubsze materiały wymagają wolniejszych prędkości cięcia, co zwiększa koszty. Skomplikowane projekty z ciasnymi krzywiznami są droższe ze względu na dłuższy czas pracy maszyny. Zamówienia hurtowe obniżają cenę jednostkową, ponieważ stałe koszty przygotowania są rozłożone na większą liczbę elementów. Większość dostawców oferuje natychmiastowe wyceny online lub ręczne wyceny w ciągu 12 godzin w celu uzyskania dokładnych cen.
2. Jaka jest najlepsza usługa cięcia laserowego dla hobbystów?
Hobbystom pomagają platformy internetowe do cięcia laserowego oferujące brak minimalnych zamówień, natychmiastowe wyceny oraz różnorodne opcje materiałów, w tym drewno, akryl, skórę i cienkie metale. Szukaj usług akceptujących standardowe formaty wektorowe, takie jak SVG i DXF, z jasnymi wytycznymi dotyczącymi projektowania. Usługi z użyciem laserów CO2 są doskonałe do kreatywnych projektów z niemetali, podczas gdy usługi z laserami światłowodowymi radzą sobie z metalowymi biżuteriami i elementami dekoracyjnymi. Wiele platform oferuje pomoc w projektowaniu i wysyła gotowe części w ciągu kilku dni.
3. Jakie materiały można ciąć laserem?
Laserami światłowodowymi można ciąć metale, w tym stal węglową, stal nierdzewną, aluminium, mosiądz, miedź i tytan. Lasery CO2 nadają się do niemetali, takich jak akryl, drewno, sklejka, skóra, papier, tektura i naturalne tkaniny. Należy unikać PVC, poliwęglanu, tworzywa sztucznego ABS, winylu i piankowych materiałów, ponieważ wydzielają one toksyczne opary lub mogą uszkodzić sprzęt. Grubość materiału wpływa na jakość i szybkość cięcia — cienkie materiały są cięte szybko z czystymi krawędziami, podczas gdy grubsze wymagają wolniejszego przetwarzania.
4. Jak przygotować pliki do cięcia laserowego?
Prześlij pliki wektorowe w formatach takich jak DXF, AI, SVG lub PDF zawierające zamknięte ścieżki bez nachodzących na siebie linii. Przekonwertuj tekst na obwiednie i użyj odpowiedniego kodowania kolorami — zazwyczaj czerwony dla linii cięcia, niebieski dla linii tła, czarne wypełnienia dla grawerowania. Usuń zduplikowane ścieżki, zachowaj brzegi o szerokości 0,25 cala od krawędzi oraz odstęp między elementami co najmniej 0,125 cala. Weź pod uwagę wartościę (usunięcie materiału o grubości 0,1–0,3 mm), jeśli wymagana jest precyzyjna pasowanie. Czyste pliki zapobiegają opłatą za przygotowanie i opóźnieniom w produkcji.
5. Jaka jest różnica między cięciem laserowym a cięciem strumieniem wody?
Cięcie laserowe oferuje doskonałą dokładność (±0,005 cala) i większą szybkość (20-70 cali na minutę) dla materiałów cienkich i średnich grubości, zapewniając doskonałą jakość krawędzi. Cięcie wodą pod wysokim ciśnieniem pozwala obrabiać grubsze materiały do 300 mm bez strefy wpływu ciepła, co czyni je idealnym rozwiązaniem dla stopów i kompozytów wrażliwych na temperaturę. Laser świetnie sprawdza się przy skomplikowanych detalach i produkcji seryjnej, natomiast cięcie wodą lepiej nadaje się do grubych materiałów wyjściowych oraz tych, które nie tolerują naprężeń termicznych. Wybór zależy od grubości materiału, wrażliwości na ciepło oraz wymaganej precyzji.