 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

優れた板金加工:競合他社が隠す高品質の秘訣

板金加工が真に優れているとはどういうことか
数十年にわたり完璧に機能する金属部品と、平凡な部品との違いは何でしょうか?その答えは、「優れている」という言葉を板金加工に適用した場合に、それが実際に何を意味するのかを理解することにあります。多くの加工業者が卓越性を謳っていますが、本当に優れた作業と平均的な作業とを明確に区別する具体的な基準を定義しているところはごく少数です。
金属加工における卓越性の定義
優れた板金加工とは、単に金属を切断・曲げて所定の形状にするという作業をはるかに超えるものです。これは、生産工程のすべての段階において、精度、一貫性、品質管理に関して厳格な基準を満たす包括的なアプローチを意味します。According to 高精度製造の専門家 によると、このプロセスでは、非常に高い精度基準、厳しい公差、および正確な仕様に合致する板金部品および構成部品を製造することを目的としており、しばしばマイクロメートル単位の精度を達成しています。
優れた板金加工は、3つの柱によって定義されます。すなわち、千分の1インチ単位で測定される高精度な公差、検証済みの材料トレーサビリティ、および生産工程の各段階における文書化された工程管理です。
優れた金属製品を評価する際、それらに共通する特徴が目立ちます。エッジは清潔で均一であり、曲げは仕様通りに完全に一致しています。溶接部は変形なく均一な貫通深さを示します。こうした品質は偶然生まれるものではなく、意図的なエンジニアリングと製造上の厳格なディシプリンの結果です。
優れた製品を他と明確に区別する精密性の基準
標準的な板金加工の公差は、非重要用途においては十分に機能する範囲のばらつきを許容します。しかし、優れた金属加工業者は、はるかに厳しいパラメーター内で作業します。業界の専門家が説明するところによると、 板金加工における典型的な公差は、曲げ部で±0.001インチ(千分の1インチ)程度であるのに対し、 機械加工の公差はさらに微細になる場合があります。
優れた金属加工と標準的な金属加工を区別する要素には、以下のものがあります。
- 精密公差: 部品が修正を必要とせずに正確に適合し、正しく機能することを保証する寸法精度
- 素材の品質: 原材料から完成部品に至るまでの文書化されたトレーサビリティを伴う、検証済みの材料組成
- プロセス制御: 切断、成形、溶接、仕上げといった各工程における体系的な監視により、早期にばらつきを検出すること
- 表面仕上げ基準: 機能的要件および美的要件の両方を満たす、一貫したエッジ品質および表面処理
これらの違いを理解することは極めて重要です。なぜなら、標準的な金属加工と優れた金属加工の間の差は、製品の性能、組立効率、長期的な耐久性に直接影響を与えるからです。部品が常に厳しい公差を満たす場合、摩耗が均一になり、交換頻度が減少し、組立時の高コストな再作業も低減されます。そのため、航空宇宙産業、医療機器産業、自動車製造業などの分野では、重要な用途において優れた板金加工を必須としています。
シートメタル加工プロセスの完全ガイド
設計ファイルを提出してから 完成した金属部品を受け取るまでの間に、実際に何が起こっているかをこれまで考えたことがありますか ? 多くの金属加工業者は自社の工程を曖昧に説明しがちですが、各製造ステージを理解することで、品質評価や製造パートナーとの効果的なコミュニケーションが可能になります。では、平らな金属板が高精度部品へと変化するまでの全工程を、順を追ってご案内しましょう。
原材料の鋼材から完成品の部品へ
金属加工プロセスは、切断や曲げなどの作業が始まるずっと前から始まります。優れた鋼材加工は、原材料の選定から始まります——この選択は、加工性から最終製品の耐久性に至るまで、あらゆるものに影響を与えます。 according to 業界専門家 によると、引張強さ、耐食性、重量、コストなどはすべて材料選定に影響を与える要因であり、さらに部品が最終的に使用される環境に関する検討も必要です。
材料選定とは、金属の特性を用途要件に適合させることを意味します。アルミニウムは、軽量性が求められる航空宇宙部品に適しています。ステンレス鋼は、食品加工機器における腐食に対して耐性があります。炭素鋼は、構造用部品に必要な強度を、比較的低コストで提供します。各材料は成形工程において異なる挙動を示します。例えば、アルミニウムは極端な曲げ角度では亀裂が生じやすいのに対し、鋼材は同様の条件でも容易に成形できます。このため、経験豊富な製造業者は、こうした材料特性を工程計画に反映させます。
量産開始前に、設計段階においてCADソフトウェアを用いてデジタルモデルを作成します。これらのモデルには、正確な寸法、公差、および表面粗さ仕様が含まれています。設計段階は、以下の2つの重要な機能を果たします:CNC装置向けの機械読み取り可能なGコードの生成、および実際の材料を消費する前に製造可能性の検証です。調査によると、プロジェクトの遅延の約60%は設計上の欠陥や見落とされた仕様に起因しており、初期段階での十分な計画が不可欠であることが示されています。
専門的な金属加工における重要な工程
材料と設計が確定した後、実際の加工工程が始まります。優れた金属加工作業では、プロジェクトの複雑さや最終仕様に応じて若干の調整が必要となる場合もありますが、体系化された手順に従って進められます。
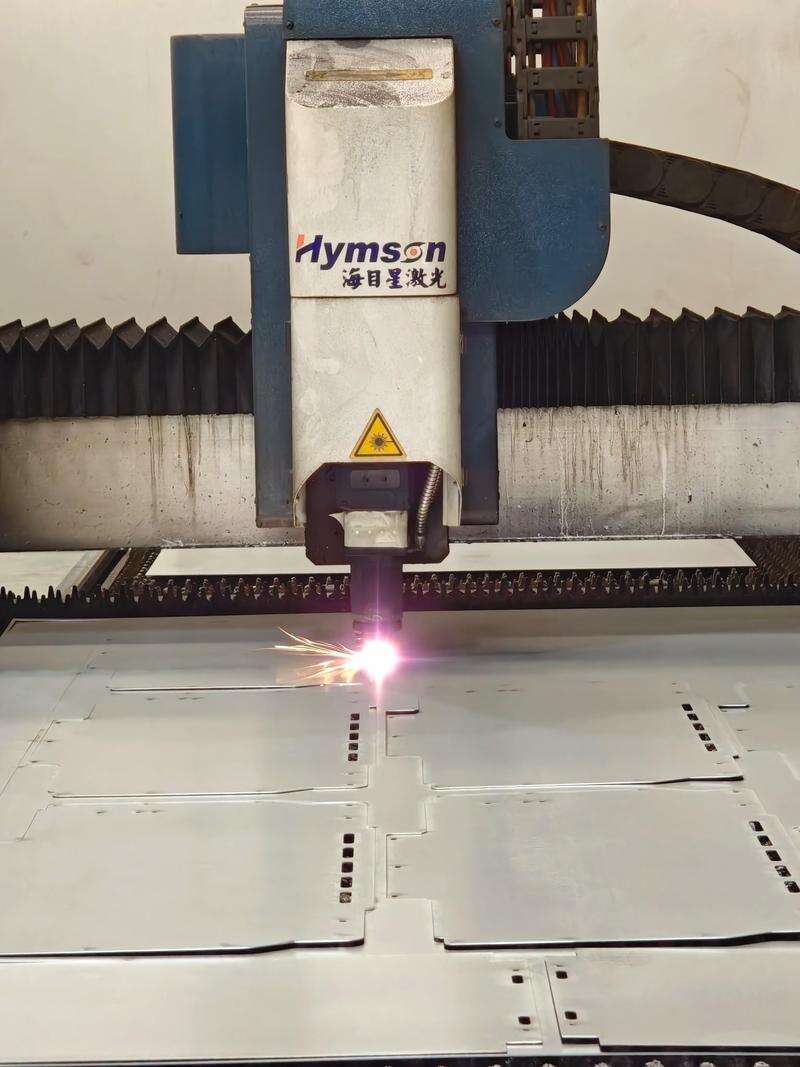
- 切る: この工程は、原材料の鋼板を所定のサイズに切断し、パターンや開口部を作成することから始まります。最新式の加工業者は、材料の種類や精度要件に応じて、レーザー切断、ウォータージェット切断、またはプラズマ切断を用います。レーザー切断は±0.01mmという極めて狭い誤差範囲を実現できるため、高精度な作業に最適です。
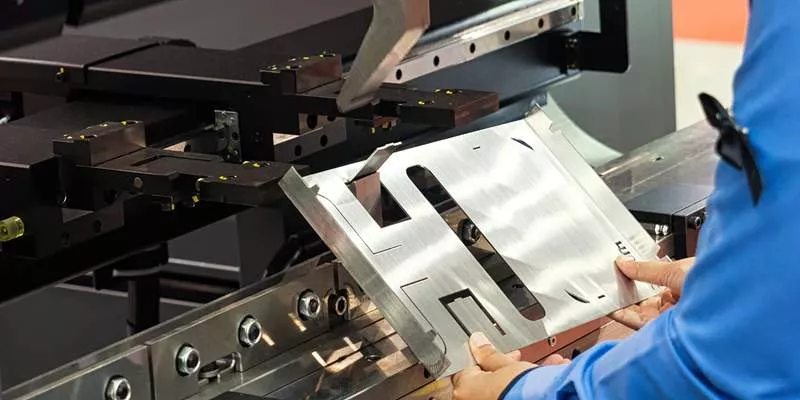
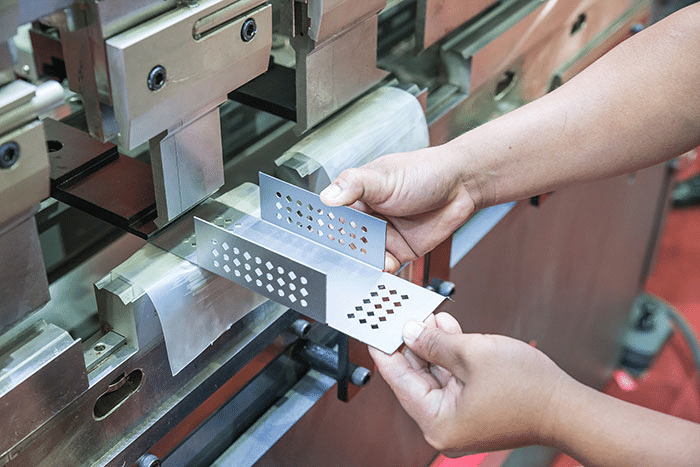
- 形作り・曲げ: 切断された部品は、所望の形状を得るために制御された変形処理を経ます。V曲げ、U曲げ、ロール曲げ、深絞り(ディープ・ドローイング)はそれぞれ異なる幾何学的形状を形成します。この工程には、各材料が圧力および熱に対してどのように反応するかを理解している熟練したオペレーターが不可欠です。
- 溶接および接合: 個別の部品は、溶接、ろう付け、または機械的締結によって組み立てられます。TIG溶接は薄板材に対して高精度な継手を形成し、MIG溶接は厚板材に対して高速な溶接を実現します。溶接後、部品は変形や位置ずれがないかを確認するための検査を受けます。
- 熱処理: 焼鈍、正火、焼入れなどの熱処理工程により、材料の特性が変化します。焼鈍は製造工程で生じた内部応力を除去します。焼入れは耐摩耗性を向上させます。焼戻しは、焼入れ後の硬度と靭性のバランスを調整します。
- 表面加工: 最終工程では、保護被膜または外観向上のための仕上げ処理が施されます。粉体塗装は耐久性に優れた着色表面を形成します。溶融亜鉛めっき(ホットディップ・ガルバナイジング)は亜鉛による防食効果を提供し、特定の環境下では最大50年間の耐久性を発揮します。アルマイト処理(陽極酸化処理)はアルミニウム部品表面に安定した酸化皮膜を形成します。
- 品質検査: 製造工程全体を通じて、目視検査、寸法検証、非破壊検査を実施し、各部品が仕様を満たしていることを確認します。三次元測定機およびレーザースキャナーを用いて、ミリメートル単位の寸法精度を検証します。
優れた金属成形には、これらすべての工程における連携が不可欠です。切断工程で発生した欠陥は、曲げ加工の精度に影響を与えます。不適切な熱処理は溶接部の健全性を損ないます。表面処理が不十分だと塗装の剥離を招きます。このような工程間の密接な関係性こそが、各工程におけるプロセス管理が極めて重要である理由を説明しています。
これらの製造工程を理解することで、加工パートナーの評価時により的確な質問を投げかけられるようになり、品質を目にした際にそれを正しく認識できるようになります。こうした基礎知識を備えた上で初めて、異なる業界が自社の特定用途に応じて、これらの技術能力をいかに活用しているかを深く理解できるようになります。
高精度板金加工に依存する業界
板金加工について考えると、まずHVACダクト工事や建設機械を思い浮かべるかもしれません。しかし、多くの板金加工業者が決して明かさない事実があります。すなわち、高精度金属加工は、日常的に接するほぼすべての産業に及んでいるということです。あなたが運転する自動車から、命を救う医療機器に至るまで、優れた金属成形技術が、数十に及ぶ産業分野における現代製造業の基盤を支えています。
自動車および輸送分野での応用
自動車産業は、高精度板金部品の最大級の需要先の一つです。According to 製造の専門家 によると、自動車用板金加工は、ボディパネルからエンジン部品に至るまで、ほぼすべての車両製造工程で使用されています。
この産業が特に厳しい要求を課す理由は何でしょうか? 自動車には、強度と軽量化という相反する要件を両立させる部品が求められます。1ポンド(約0.45kg)でも軽量化できれば、安全性を損なうことなく燃費効率が向上します。優れた金属製造プロセスによって実現されるのは以下の通りです:
- ボディ部品: 適切な適合性および空力性能を確保するために、正確な寸法を維持する必要があるドア、ボンネット、フェンダー、ルーフパネル
- シャシーおよびフレーム部品: 乗員の保護を図りながら衝撃エネルギーを吸収するよう設計された構造部材
- エンジン部品: 極端な温度変化に耐えるヒートシールド、ブラケット、エンクロージャー
- カスタムパネル: 外観上の美しさを実現するために均一な表面仕上げが求められる内装・外装トリム部品
航空宇宙分野における製造工程は、さらに厳しい要求を満たす必要があります。航空機部品には、優れた比強度、繰り返される圧力サイクルによる疲労に対する耐性、そして数千分の1インチ(約0.025mm)単位で測定される高精度公差が求められます。ウィング、フラップ、ブラケット、胴体セクションなどすべての部品は、数千点に及ぶ同一部品においても再現性の高い高精度を実現する製造技術に依存しています。
HVAC以外で、高精度製造に依存する産業
優れた金属成形技術を必要とする産業分野は、輸送機器にとどまらず、非常に広範にわたります。製造された金属部品をコア業務に依存する業界がどれほど多いかを考えてみてください。
- 医療機器: 板金加工によって外科用医療器具が製造されます 、機器ハウジング、診断装置の筐体、ベッドフレーム、換気部品なども同様です。これらの用途では、繰り返しの滅菌処理にも耐える耐食性を有する生体適合性材料(例:ステンレス鋼、チタン)が求められます。
- 電子機器筐体: 小型・軽量のハウジングは、電磁干渉(EMI)から感度の高い部品を保護します。加工されたラック、マウントプレート、シールド部品は、厳しい公差を満たすと同時に、効率的な放熱を可能にする必要があります。
- 産業機器: 機械ハウジング、コンベアシステム部品、構造用サポート部品は、長年にわたる運用においても、重い機械的応力に耐え、寸法安定性を維持しなければなりません。
- 農業機械: サイロ、穀物貯蔵庫、農業機械部品、灌漑システム部品は、屋外暴露、化学薬品との接触、および継続的な振動に耐える必要があります。
- 建築用途: 装飾用ファサード、構造用クラッディング、およびインテリアデザイン要素は、美観性に加えて耐候性と長期的な耐久性を兼ね備えています。
- 印刷業界: 紙ガイド、フィーダー、プレスフレーム、およびインク供給システムは、信頼性の高い動作のために滑らかな表面と一定の寸法を必要とします。
各産業分野では、材料選定に特有の課題が伴います。医療用途では、耐食性および生体適合性を確保するため、しばしばステンレス鋼のグレード304または316が要求されます。農業機械では、コストを抑えつつ耐候性を確保するために亜鉛メッキ炭素鋼が使用されることがあります。電子機器の筐体では、軽量性および電磁シールド性能を活かすためにアルミニウムが頻繁に指定されます。
これらの利点は、業界を問わず一貫して維持されます:仕様に完全に合わせたカスタマイズ、過酷な条件下での耐久性、高精度の適合を実現する厳密な公差、量産における再現性、および試作から大量生産へのスケーラビリティです。こうしたメリットこそが、あらゆる分野のOEM部品メーカーが、自社の極めて厳しい品質基準を満たす部品を製造するために、精密板金加工に依拠している理由です。
金属製成形部品がどの業界で、またなぜ使用されているのかを理解することで、優れた作業を際立たせる品質基準の重要性を深く認識できます。しかし、実際に板金加工業者がその品質をどのように測定・検証しているのでしょうか?その答えは、卓越した板金加工と平均的な加工成果を明確に区別する特定の評価指標および認証にあります。
卓越した板金加工を定義する品質差別化要素
加工業者が本当に優れた作業を提供しているのか、それとも単にそう主張しているだけなのか——その見極め方は、測定可能な基準、つまり「品質」や「卓越性」といった曖昧な約束ではなく、実際に検証可能な具体的な指標にかかっています。こうした差別化要素を理解することで、受動的な購入者から、目で見て真の品質を的確に評価できる知識豊かな判断者へと変化します。
金属加工における測定可能な品質基準
Superior metal products incおよび他の一流加工業者は、定量可能な性能指標によって他社と明確に差別化されています。これらは抽象的な概念ではなく、お客様の部品が設計通りに適合し、所定の機能を果たし、想定通りの寿命を持つかどうかに直接影響を与える具体的な測定値です。
精密公差: 業界の許容範囲基準によると、寸法公差は長さ、幅、および穴の位置における変動を規定します。標準的な加工では、レーザー切断において±0.45mmの公差が許容される場合がありますが、高精度加工では±0.20mmを達成します。角度公差については、標準的な曲げ加工では±1.0度の偏差が許容されますが、高品質な加工では±0.5度以内に収めます。これらの差異は、複数の部品が組立時に正確に位置合わせされる必要がある場合に重要です。
表面仕上げ基準: 平面度公差とは、完全に平らな表面からの許容されるずれの範囲を示すものであり、パネル、筐体、および適切な密閉性が求められる部品にとって極めて重要です。平面度のばらつきは、密閉不良、荷重の不均一分布、あるいは外観上の問題を引き起こす可能性があります。冷間圧延鋼板は、その精緻な圧延プロセスにより、熱間圧延材と比較して通常、より優れた平面度を示します。
溶接品質検査: Superior Metals Inc. の操業では、溶接部の健全性を確認するために複数の検査手法を採用しています。 非破壊検査 (NDT) 部品を損傷させることなく表面欠陥を検出します。これには、フィレットゲージやV-Wacゲージを用いた目視検査、内管部の検査に使用されるボアスコープ、および場合によっては5倍の拡大鏡による検査が含まれます。漏れ試験または圧力試験では、密閉されたアセンブリに対して閉塞フランジと空気または水圧を用いて検証を行います。
寸法精度: 幾何公差(GD&T)は、機械加工部品および重要な溶接部品に頻繁に適用されます。一般的な公差範囲は0.005~0.030インチであり、高精度作業では0.010~0.015インチを達成します。測定機器は、ISO 9001:2015認証に基づき所定の頻度で校正する必要があります。第三者校正サービスによる週1回の点検により、測定精度が確保されます。
材料のトレーサビリティ: Superior Metal Forming Inc.の製造工程では、生産開始前に材料を検証します。到着時に、加工業者は納品明細書(パッキングスリップ)と発注書を照合し、材料の種類、サイズ、厚さを確認します。また、清浄度および損傷の有無を点検した後、適合証明書(CoC)に基づいて材料仕様を検証し、顧客要件への適合性を保証します。
| 品質メトリクス | 標準加工 | 高精度加工 |
|---|---|---|
| 直線公差(レーザー切断) | ±0.45mm | ±0.20mm |
| 穴径公差 | ±0.45mm | ±0.08mm |
| 角度公差(ベンディング) | ±1.0度 | ±0.5度 |
| 装置の校正 | 月次または必要に応じて | 週次による第三者検証 |
| 材料検証 | 目視検査のみ | 在庫登録前の適合証明書(CoC)完全検証 |
| 溶接検査 | 視覚によるスポットチェック | 文書化された報告付きの非破壊検査(NDT) |
製造品質の卓越性を保証する認証
業界認証は、品質に関する主張を第三者が検証済みの基準へと変換します。製造業者が公認の認証を取得している場合、第三者監査機関がその工程、設備およびマネジメントシステムが特定の要件を満たしていることを確認済みです。
IATF 16949 認証: この自動車業界特化型規格は、自動車業界団体によって支持されており、ISO 9001の要求事項を基盤としています。認証取得済みの製造業者によると、ISO 9001が顧客満足を重視するのに対し、IATF 16949はさらに一歩進んで、リーン生産方式への適合、欠陥防止、ばらつき抑制、無駄の削減および企業固有の要件への対応を確実にします。
IATF 16949は、お客様のプロジェクトに対して何を保証するのでしょうか?
- 一貫した品質: 工程は監視・測定され、生産性の最大化と一貫した成果の達成が図られます
- 製品の変動の低減: 見直され、継続的に改善された製造工程により、金属部品は一貫して高性能要件を満たします
- 信頼性の高いサプライチェーン: この認証は、サプライヤーの調達に関する国際的なベンチマークを設定し、より強固なパートナーシップを築きます。
- 廃棄物の減少 合理化された製造プロセスおよび改善された管理システムにより、廃棄物を最小限に抑え、環境イニシアチブへの対応を実現します。
- 欠陥の防止: 加工、溶接、塗装、仕上げに関する実績あるプロセスにより、非効率性が低減され、欠陥が最小限に抑えられます。
AS9100認証: この規格は航空宇宙産業の製造に適用され、航空機および宇宙船向け部品に使用されるコンポーネントに対して、さらに厳格な品質管理を要求します。
初品検査報告書(FAIR): AS9102初品検査報告書は、各ユニットが顧客仕様に従って製造されたことを証明します。これらの文書は、生産プロセスが一貫して適合品を提供することを追跡可能な形で証拠立てるものです。
ホールドポイントは、別の品質保証メカニズムを表します。これは、重要な製造工程において一時的に作業を停止し、仕様の検証を可能にするものです。顧客またはその代理人が実施する「顧客による出荷前検査(CSI)」および米国国防総省契約向けの「政府による出荷前検査(GSI)」では、生産継続前に、材料の適合性、工程の検証、寸法精度、および仕上げ品質が確認されます。
これらの品質差別化要素——測定可能な公差から検証済みの認証に至るまで——を理解することで、加工パートナーを評価するための具体的な基準が得られます。しかし、品質はあくまで課題の一部にすぎません。では、こうした基準はプロジェクトのコストや納期にどのように反映されるのでしょうか?この実務的な問いには、同様に具体的な回答が必要です。
金属加工プロジェクトにおけるコスト要因と納期の見込み
カスタム金属部品の実際のコストはいくらですか?また、納品までにどのくらいの期間がかかりますか?これらは、加工業者が事前に明確に答えることがほとんどない質問です。しかし、プロジェクトを開始する前に必ず把握しておくべき重要な情報です。インディアナポリスの高品質な金属サプライヤーから部品を調達する場合でも、全国の加工業者を評価する場合でも、価格および納期に影響を与える実際の要因を理解することで、正確な予算計画を立て、予期せぬトラブルを回避できます。
加工コストの変動要因の理解
加工された金属部品の価格は、いくつかの相互に関連する要因によって決まります。業界におけるコスト分析によると、選択する材料がコストに最も大きな影響を与えます。一般的な選択肢には、冷間圧延鋼板(CRS)、ステンレス鋼、アルミニウムがあり、それぞれ異なる価格帯および加工要件を有しています。
材料の厚さも価格に大きく影響します。厚い板材は曲げや切断により大きな力を必要とし、工具の摩耗や製造時間の増加を招きます。例えば、機械負荷および切断速度の違いにより、1.2mmのステンレス鋼の加工コストは、0.8mmの軟鋼に比べて40~60%高くなる場合があります。
製造コストを決定する主な要因は以下のとおりです:
- 材料の選択: 冷間圧延鋼板が通常最も安価な選択肢であり、次にアルミニウムが続きます。ステンレス鋼はコストが高くなりますが、優れた耐久性および耐食性を提供します。
- 設計の複雑さ: 各曲げ部、穴、溶接継ぎ目は、セットアップ時間および機械加工工程を追加します。単純なレーザー切断ブラケットは、複数の曲げ部、沈み穴、溶接コーナーを備えた筐体に比べてはるかに低コストです。
- 許容差仕様: より厳しい公差(±0.05mm vs. ±0.2mm)は、より遅い切断速度および追加の品質検査を必要とし、それに応じてコストが上昇します。
- 表面加工: 粉体塗装、アルマイト処理、亜鉛めっきは外観および耐腐食性を向上させますが、全体の価格に上乗せされます。粉体塗装は、部品のサイズおよび複雑さに応じて、通常1個あたり0.50~2.00ドルのコスト増加を伴います。
- 発注数量: 規模の経済効果は非常に重要です。500個のロットは、5個のロットと比較して、セットアップコストがより多くの部品に分散されるため、1個あたりの単価が大幅に低くなります。
- 納期要件: 急ぎ対応の注文には、通常20~40%の割増料金が適用され、生産現場での作業優先順位が高められます。
その他のコスト要因には、精密部品向けの包装要件、特別な品質検査報告書の発行、および製造性設計(DFM)レビューのための技術支援が含まれます。こうした要因を早期に見込んでおくことで、プロジェクト予算をより効果的に管理できます。
カスタム金属加工プロジェクトの納期見込み
現実的な納期計画は、不満やプロジェクト遅延を防ぎます。当社 加工専門家が指摘するように 、典型的なカスタムプロジェクトは明確に区別された各工程を経て進みますが、その複雑さによって納期が大幅に延長されることがあります。
標準的な生産は、承認後通常5~7営業日かかりますが、これはプロジェクトの規模および加工業者の生産能力によって異なります。各マイルストーンで期待される期間は以下のとおりです。
- 見積もりおよび設計レビュー: シンプルなプロジェクトの場合:1~3日間。エンジニアリングの検討を要する複雑なアセンブリでは、さらに長期間かかる場合があります。
- 工場図面および承認: 修正回数および顧客の返答時間に応じて、2~5日間
- 材料の調達: 標準的な材料は通常在庫ありですが、特殊合金や特殊な板厚の材料については、追加で1~2週間かかる場合があります。
- 加工: 複雑さ、数量、および現在の工場負荷に応じて、3~10日間
- 仕上げとコーティング: 粉体塗装またはめっき:2~5日間。一部の特殊仕上げでは、追加の硬化時間が必要です。
- 品質検査および梱包: 標準的な検査:1~2日間。認定済み初品報告書(FAR)の作成には、さらに時間がかかります。
- 出荷: 配送先および選択された配送方法によって異なります
高品質な金属製品を対象としたインディアナポリスでのプロジェクト、または同様の地域案件においては、地元の加工業者が輸送時間の短縮と円滑なコミュニケーションにより、より迅速な納期を提供できる場合が多くあります。ただし、スピードを優先して品質を犠牲にしてはなりません。急ぎすぎた生産は誤りの発生率を高めます。
一般的な加工制約と設計上の配慮事項
設計を最終決定する前に加工上の制約を理解しておくことで、高額な再作業を防ぐことができます。製造の専門家によると、多くのコスト超過や納期遅延は、早期に解決可能であった設計上の課題に起因しています。
検討すべき主な制約事項には以下が含まれます:
- 最小曲げ半径: 各材料には、その厚さに関連した最小曲げ半径があります。金属を過度に急角度で曲げると、亀裂が生じたり構造的な強度が低下したりするリスクがあります。
- 最小フランジ長さ: フランジ長が短すぎると、プレスブレーキで適切に保持できなくなります。業界ガイドラインでは、フランジの最小長さを「材料厚さの2倍+曲げ半径」以上とすることを推奨しています。
- スロットおよび穴の配置: 曲げ部に近すぎると、曲げ加工中にスロットが変形する可能性があります。機械の公差を考慮した十分なクリアランスを確保してください。
- 繊維方向: 木目方向に沿って曲げると亀裂が生じやすくなり、木目方向に垂直に曲げるとより柔軟性が得られます。文書には木目方向を明記してください。
コストを抑える実践的な方法とは? 構造要件を満たす最も薄い材料を選定し、強度と製造性のバランスを図ることです。設計は機能性を重視し、不必要な複雑さを避けましょう——製造効率の観点からは、本当に「簡素さ」が最善です。
コストおよび納期の期待値が明確に理解された後、次に検討すべきは、それら部品が実際にどこで製造されるかという点です。自社内での製造能力を活用するか、外部委託による生産を選択するかは、品質管理、コミュニケーション、およびプロジェクト成果に大きな影響を及ぼします。
自社内製造能力およびそのメリット
あなたの製造パートナーは、自社工場で部品を製造するべきでしょうか、それとも下請け業者に外注すべきでしょうか?この問いは、オープンに議論されることがほとんどありませんが、品質の一貫性、コミュニケーションの明確さ、および最終的な変更要請への対応能力に大きく影響します。自社生産と外部委託生産の実際の違いを理解することで、約束通りの成果を確実に提供できるパートナーを選定できます。
複雑なプロジェクトにおける自社生産の優位性
製造業者がすべての生産工程を一括して自社内で管理する場合、強力な効果が生まれます。すなわち、責任の所在が明確かつ絶対的になるのです。 according to 製造業界のアナリスト によると、自社生産では、原材料の調達から品質管理、納品に至るまでの全工程を直接的にコントロールすることが可能です。
生産が開始された後に設計上の欠陥を発見したと想像してください。外部委託製造の場合、誤った部品の製造を続ける外部サプライヤーに対し、電話連絡・交渉・遅延といった一連の手間と時間がかかります。しかし、当社の優れた金属加工(Metal Fab LLC)では生産を内製化しているため、エンジニアリングチームは単に生産現場へ歩いて向かい、即座に変更を実施できます。
このコントロールは柔軟性の範疇を越えています。設計・製造・検査を同一組織が行うため、品質は測定可能かつ確実に担保・実施可能です。業界の専門家が指摘するように、重要な工程を自社内で管理することで、原材料から最終組立に至るまで一貫した品質基準を適用・維持できます。サプライヤー間の引継ぎが少なければ、製造者は問題を早期に発見・是正でき、最終製品への影響を未然に防ぐことができます。
内製化による主要なメリットには以下が挙げられます:
- 即時の設計変更: 更新された図面は、外部との交渉や遅延を経ることなく、直接生産工程へ反映されます。
- より厳格な品質管理: チームが複数のクライアントを同時に担当するのではなく、お客様の製品に専念して作業を行います
- 管理負荷の低減: 外部施設への常駐マネージャーの配置や、組織間での仕様書翻訳の必要がありません
- 知的財産の保護: 独自の設計および仕様は、当社施設の外へ一切持ち出されません
- 問題解決の迅速化: 問題発生時にエンジニアと製造スタッフがリアルタイムで連携・協働します
統合型製造(Integrated Fabrication)が優れた成果をもたらす理由
設計、エンジニアリング、製造が一体となって機能する垂直統合型製造では、分断されたサプライチェーンでは到底実現できない優位性が生まれます。以下によると、 金属加工業界の出版物 この統合により、部門間での相互非難が解消され、双方の専門家が協力して、生産開始前に品質上の懸念を排除することを保証します。
長い細長い部品のレーザー切断を例に考えます。統合された業務では、材料の挙動を理解するエンジニアと、機械の性能を熟知する加工担当者が共同で作業します。彼らは、切断中に部品が反り上がる原因となる応力解放などの潜在的な問題を特定し、生産中の問題発覚ではなく、計画段階で解決します。
ニューヨーク州チッテナゴにおける優れた金属製造業務および同様の統合型施設は、生産工程間の遅延を解消することで製品開発を加速します。チームは、第三者のサプライヤーを待つことなく、設計から試作、最終組立へと迅速に進むことができます。この俊敏性により、企業は顧客のニーズや市場の変化、あるいは設計変更に対してより迅速に対応できるようになります。
| 係数 | 自社内製造 | 外部委託生産 |
|---|---|---|
| 品質管理 | 各段階における直接的な監督;内部で一貫した基準が適用される | サプライヤーの優先順位に依存;お客様の注文は他のクライアントとの競合となる |
| コミュニケーション | 設計エンジニアリングチームと生産チーム間のリアルタイム連携 | フィードバックの遅延;組織間での誤解が生じる可能性あり |
| 納期 | 迅速なイテレーションサイクル;外部のスケジューリングを待つ必要なし | サプライヤーの生産能力および他社との優先順位競合に左右される |
| 設計変更 | 更新された設計図面に基づき即座に実施 | 再交渉が必要;解決まで旧仕様での生産が継続される |
| サプライチェーンの信頼性 | 納期、在庫、物流に対するより厳密な管理 | 外部要因による混乱およびベンダーの供給状況に脆弱 |
| 知的財産 | 独自の情報は組織内に留まる | 機密性の高い設計が外部関係者に漏洩するリスク |
| コスト可視性 | 実際の製造原価に対するより高い透明性 | サプライヤーの価格設定に隠されたマージンおよび非効率性 |
データ収集の優位性には特に注目すべきです。すべてを社内で行うことで、製造業者は各生産工程から情報を収集し、何が機能しているか、また何を改善する必要があるかという全体像を構築できます。この可視性により、推測ではなく実際のパフォーマンスデータに基づいた継続的なプロセス改善が可能になります。
これは、アウトソーシングが決して意味をなさないということを意味するのでしょうか?必ずしもそうではありません。特定の専門的プロセスや一時的な生産能力オーバーフローの状況では、外部パートナーとの連携が有益である場合があります。しかし、厳しい公差が求められる複雑なプロジェクト、頻繁な反復が必要なプロジェクト、あるいは機密性の高い知的財産を扱うプロジェクトにおいては、社内での対応能力が明確な優位性をもたらし、プロジェクト成果に直接影響を与えます。
これらの生産モデルの違いを理解することで、潜在的な加工パートナーをより効果的に評価する準備が整います。しかし、具体的にはどのような質問をすべきでしょうか?また、どのような能力が、加工業者が真正に優れた水準を満たしていることを示すのでしょうか?
プロジェクトに最適な加工パートナーの選定
品質要件を明確に定義し、生産プロセスを理解し、優れた金属加工とは何かを把握しました。次に重要な判断が待ち受けています:どのカスタム金属加工パートナーが実際にこうした基準を達成できるのでしょうか?間違った加工業者を選択すると、納期遅延、品質問題、そして煩わしい再加工サイクルといった事態を招きます。一方、適切なパートナーを選べば、製造プロセスそのものが競争優位性へと変化します。
課題は、すべての加工業者が「卓越性」を謳っている点にあります。業界の専門家によると、経験豊富なカスタム金属加工業者と連携することの真の価値は、単なる低価格競争力ではなく、職人技、先進技術、スケーラビリティ、そして実績ある品質へのコミットメントにこそあります。以下に、マーケティング上の主張と、本物の能力を見分けるための方法を示します。
製造パートナー評価のための必須質問
契約を締結する前に、特定の質問に対して具体的な回答を得る必要があります。曖昧な回答や逸らした回答は、今後発生する可能性のある問題を示唆しています。製造専門家が指摘するように、メーカーは適切な製造パートナーを選定することを真剣に検討しなければなりません。これは事業成功にとって極めて重要であり、業界標準への準拠を確実にするためです。
以下の重要な質問から評価を始めましょう:
- 複雑な金属部品の製造をどのくらいの期間行ってきましたか? 経験は、より深い材料知識、洗練された製造プロセス、および高コストな問題となる前に課題を予見・対応できる能力へとつながります。ご自身の業界における具体的な事例を提示していただくようお願いします。
- どのような認証を取得していますか? ISO 9001などの認証は、文書化された品質管理システムを示しています。IATF 16949認証は、欠陥防止およびリーン生産方式の原則を業務に組み込んだ自動車業界水準の品質管理を意味します。
- すべての工程は自社内で実施していますか? 一部の加工業者は金属の切断のみを行い、機械加工、仕上げ、または組立は外部委託しているため、納期遅延、コミュニケーションのギャップ、品質のばらつきが生じます。フルサービス型の施設では、より厳密な品質管理が可能です。
- プロトタイピングの納期はどのくらいですか? 設計の検証においてはスピードが重要です。5日間で迅速なプロトタイピングを提供する加工業者は、サンプル部品の納期に数週間を要する業者と比較して、より短い反復開発サイクルを実現します。
- 製造性向上設計(DFM)のサポートは提供していますか? 信頼できる加工業者は、プロジェクト初期段階から協働し、図面、CADデータ、公差、機能要件などを共同で検討します。これによりリスクが低減され、納期も短縮されます。
- 見積もりの提出はどのくらいの速さで行えますか? 見積もり提出までの時間は、業者の対応力の指標となります。12時間以内に見積もりを提示できる加工業者は、整備された業務体制と顧客志向の運営を示しています。
- プロトタイプから量産へとスケールアップできますか? 理想的なパートナーとは、現在のニーズに応えるだけでなく、将来的な成長にも対応でき、生産量の増加に伴って品質を犠牲にしない業者です。
同様のプロジェクトに関するケーススタディや参考事例を依頼してください。また、 業界ガイドライン 大規模プロジェクトを多数手掛けてきた経験豊富なサプライヤーは、コンプライアンス基準に関する確かな知識や効率的なリソース配分など、非常に貴重な専門性を備えています。
ファブリケーター選定における赤信号と青信号
適切な質問を行うことに加えて、ファブリケーターの実際の運営方法を示す行動的サインにも注目してください。一部の警告サインは明白ですが、他にはより注意深い観察が必要です。
注意すべき赤フラグ:
- 認証書や検査手順の提示を渋る態度
- 設備の能力や生産能力について曖昧な回答をする
- プロジェクトに関する連絡窓口が明確でない(単一の担当者がいない)
- ご担当業界からの参考事例を提示できない
- あまりに低すぎる見積もり——これはしばしば隠れたコストや品質の妥協を示唆しています
- 初回の打ち合わせにおいて品質管理プロセスについて一切言及しない
- 拡張された見積もり返信時間が、運営の非効率性を示唆している
優良なパートナーであることを示す「グリーン・ライト」のポイント:
- 初品検査、工程内検査、最終検証を含む文書化された品質管理フレームワーク
- レーザー切断、CNC加工、ロボット溶接に対応した最新鋭設備
- 量産開始前の設計相談に対応可能なエンジニアリングチーム
- 納期および現実的なプロジェクトスケジュールについての透明性の高いコミュニケーション
- 生産制約や設計最適化に関する積極的な協議姿勢
- 厳しい納期を確実に満たすための明確な代替対応計画
- 少量試作から自動化大量生産まで、実績に基づくスケーラビリティの証明
これらの金属加工業者評価基準に対して、候補となるパートナーがどの程度適合するかを検討してください。例えば、 シャオイ金属技術 このメーカーは、自動車向けの品質を保証するIATF 16949認証、設計検証を迅速に進める5日間でのラピッド・プロトタイピング、製造性向上のための包括的なDFM(製造可能性評価)サポート、および応答性の高い運用を示す12時間以内の見積もり提出という、複数の選定基準を満たしています。高精度な加工サービスと自動化された量産能力を併せ持つ点は、潜在的なパートナーを評価する際に注目すべき要素を示しています。
評価チェックリストの作成
この体系的なアプローチを用いて、加工業者候補を体系的に比較してください:
| 評価基準 | 尋ねるべき質問 | 何に注目すべきか |
|---|---|---|
| 体験 | 創業年数は?同様のプロジェクト事例は? | 貴社の特定業界における実績(文書化されたケーススタディ付き) |
| 認証 | ISO、IATF 16949、AS9100などの認証取得状況は? | 貴社の要件に適した、第三者による検証済みの品質管理システム |
| 機器 | レーザー/プラズマ切断設備は?CNC加工能力は? | 高精度および再現性を実現する最新技術 |
| エンジニアリングサポート | DFMレビュー対応は?CAD/CAM支援は? | 量産開始前の設計最適化に向けた協働型アプローチ |
| プロトタイプ作成スピード | サンプルの納期は? | 迅速な反復開発サイクルを実現するための5営業日以内(またはそれより速い)の試作対応 |
| 生産のスケーラビリティ | 成長への対応力は? 大量生産への柔軟性は? | 品質を損なうことなく、試作から量産へとスケールアップできる能力 |
| 反応性 | 見積もりの納期は? 連絡・コミュニケーションの明確さは? | 12時間以内の見積もり対応および効率的なプロジェクト管理のための単一窓口担当者 |
優れたカスタマーサービスは、技術的実力と同様に重要です。加工業者選定の専門家によると、加工業者とのやり取りは容易で、連絡・コミュニケーションは明確かつ効果的であるべきです。遅延が発生した場合や、プロジェクトの重要な要素に変更があった場合には、企業に対して必ず速やかに情報提供を行う必要があります。
今下す判断は、数年にわたるプロジェクト成果に影響を与えます。主張内容の検証、サンプルの請求、参考先企業へのヒアリングを十分に行いましょう。事前の綿密な評価プロセスにより、後工程での高コストな問題を未然に防ぐことができます。また、将来的に変化する製造ニーズにも対応可能な加工パートナーとの関係構築にもつながります。

金属加工戦略の将来耐性(フューチャープルーフ)化
今日選択する製造パートナーは、今後数年にわたり貴社の製造能力を形作ることになります。しかし、ほとんどのサプライヤーがお伝えしない事実があります。この業界を再構築している金属加工技術のトレンドは、かつてないほど急速に加速しています。先進的な加工業者と連携する企業は競争上の優位性を獲得しますが、時代遅れのパートナーシップに縛られた企業は、その変化についていくことすら困難になります。
板金製造の将来とは実際にどのようなものでしょうか?また、これらの変化から恩恵を受けるためには、サプライチェーンをどのように位置付ければよいのでしょうか。それとも、変化によって混乱を招かれてしまうのでしょうか?
金属加工における新興技術
自動化金属加工は、もはや競争上のアドバンテージではなく、運用上不可欠なものへと進化しました。業界のトレンド分析によると、自動化はもはや贅沢品ではなく、金属加工においては現代における必須要件となり、生産の最適化とコスト削減を目的としています。AIおよびロボティクスを統合したスマート製造システムは、これまでにないほどの高精度と高効率を実現しています。
製造工程を再構築している主要技術には、以下のものがあります:
- ロボット溶接システム: これらは人工知能を活用してリアルタイムでの欠陥検出を実現し、誤差を低減し、材料の無駄を最小限に抑えながら、複雑なプロジェクトにおいても完璧な実行を保証します。
- インテリジェントプレスブレーキ: 自動調整機能を備えた高精度曲げプロセスにより、量産における品質の一貫性が向上します。
- 先進的CNC機械: ソフトウェア制御の装置により、極めて高精度な切断・成形・機械加工が可能となり、設計の自由度が高まり、複雑な幾何形状の加工も実現できます。
- レーザー・パンチ複合システム: 高速性と柔軟性を兼ね備えたこれらのシステムは、生産期間を急速に短縮しています。
競争の激しい市場において、金属部品の迅速な試作は同様に極めて重要となっています。その理由として、 製造の専門家が説明するところによると 3Dプリンティングおよびアディティブ・マニュファクチャリングは、設計の検証や迅速な反復試作を可能にする、より高速かつコスト効率の高いソリューションを提供します。このようなプロトタイピングにおける機動性は、製品品質の向上と市場投入までの期間短縮を実現し、製品開発サイクルを通じてそのメリットが累積的に増大します。
素材革新も新たな可能性を開いています。高度な合金、強度および耐食性が向上したスマート材料、および用途に特化した配合材は、航空宇宙、自動車、医療機器といった高精度産業を支えています。これらの素材技術の最新動向を常に把握している加工業者は、お客様の特定の性能要件に最適なソリューションを提案できます。
持続可能性を重視した取り組みも、事業運営を変革しています。業界レポートによると、請負業者は環境に配慮した取り組み——廃材のリサイクル、省エネルギー機械の使用、製造工程における排出ガス削減——をますます強く求めています。こうしたグリーンイニシアチブに賛同する加工業者を選定することは、単なる社会的責任の履行にとどまらず、長期的にはコスト効率の向上にもつながります。
長期的な加工パートナーシップの構築
技術そのものだけでは、製造における成功は保証されません。ご自身の加工パートナーとの関係性こそが、これらの革新から実際に恩恵を受けることができるかどうかを左右します。お客様の変化するニーズに柔軟に対応できるパートナーシップこそが、時間とともに複利的に価値を生み出します。
競争の激しい市場で繁栄するメーカーは、最先端技術と迅速なサービスの両方を提供する加工業者と提携している企業です。たとえば、見積提出までの所要時間が12時間、試作サイクルが5日間ということが、例外ではなく標準となるようなパートナーシップです。
将来を見据えた加工パートナーシップを選ぶ際に、何に注目すべきでしょうか?
- 自動化された大量生産能力: ロボットシステムおよびスマート機器への投資を行っているパートナー企業は、品質の一貫性を維持しながら、お客様の生産規模を拡大できます。
- 迅速な試作スピード: 5営業日以内の迅速な試作サービスを提供する加工業者は、設計検証を加速し、開発サイクルを短縮します。
- 迅速なコミュニケーション: 12時間以内の見積もり返答は、整備された運用体制と顧客志向のシステムを示しています。
- 技術協力: 包括的なDFM(製造可能性設計)サポートにより、量産開始前に設計が製造に最適化されることを保証します。
- 認証規格: IATF 16949および同様の認証は、品質管理システムが業界基準を満たしていることを確認するものです。
自動車向けアプリケーションにおいては、次のような加工業者が シャオイ金属技術 現代の製造パートナーシップが実際にはどのようなものかを具体的に示しています——自動化大量生産と迅速試作能力、そして競争市場が求める即応性を組み合わせたモデルです。
加工 Excellence の要点
加工業者の選定にあたっては、以下の重要な洞察を念頭に置いてください:
- 優れた製造技術は、定量的に評価可能です。 高精度な公差管理、文書化された認証、および検証済みの品質プロセスによって、卓越した作業成果と平均的な成果が明確に区別されます。
- プロセスの透明性が重要です。 材料選定から仕上げ工程に至るまでの各製造ステージを理解することで、品質評価やパートナーとの効果的なコミュニケーションが可能になります。
- 社内一貫体制により、コントロールが強化されます。 一貫した統合運営を維持する製造業者は、迅速な試作・改良、より厳格な品質管理、および優れた知的財産保護を実現します。
- コストおよび納期計画には現実的な見通しが不可欠です。 材料選定、製品の複雑さ、生産数量はすべて価格に影響を与えます。標準的な生産は、承認後通常5~7営業日かかります。
- 将来を見据えたパートナーシップとは、テクノロジーと対応力の両立です。 優れた製造業者は、自動化システムへの投資を進めるとともに、お客様の変化するニーズに対応できる柔軟性も維持しています。
金属加工産業は、引き続き急速に進化しています。自動化のトレンド、素材の革新、そして迅速な試作の重要性の高まりが、実現可能なことを再定義しています。こうした変化を積極的に取り入れる加工業者と提携し、認証取得、設備投資、迅速な対応サービスといった形でその能力を示すパートナーを選定することで、自社の製造事業を長期的な成功へと導くことができます。
次回のプロジェクト向け高精度金属加工ソリューションの検討を始めますか?本ガイドで示された評価基準に基づき、候補となるパートナーを検討し、厳しい質問を行い、サンプルおよび参考事例を通じてその主張を検証してください。適切な金属加工パートナーシップは、製造部門を単なるコストセンターから競争優位性をもたらす戦略的資産へと変革します。
高品質シートメタル加工に関するよくあるご質問
1. シートメタル加工が「高品質」であるとは、標準的な金属加工と比べて何が異なるのでしょうか?
優れた板金加工は、3つの主要な柱によって特徴付けられます:千分の1インチ(±0.20mm、標準は±0.45mm)単位で測定される高精度公差、文書化された適合証明書(Certificate of Conformance)による確実な材料トレーサビリティ、および生産工程の各段階における体系的な工程管理です。こうした板金加工業者は、IATF 16949などの認証も取得しており、これはリーン製造手法、欠陥防止、および標準的な工場では達成できない一貫した品質成果を保証します。
2. カスタム板金加工には通常どのくらいの期間がかかりますか?
標準的な生産は、設計承認後通常5~7営業日かかります。全体のスケジュールには、見積もりおよび設計レビュー(1~3日)、施工図面の承認(2~5日)、材料調達(標準材料の場合は即時、特殊合金の場合は1~2週間)、加工製造(複雑さに応じて3~10日)、仕上げおよび塗装(2~5日)、品質検査(1~2日)が含まれます。シャオイ・メタル・テクノロジー(Shaoyi Metal Technology)などの加工業者は、迅速な試作を5日間で実現し、見積もり提出を12時間以内に完了するサービスを提供しており、プロジェクトのサイクルをさらに短縮できます。
3. 精密板金加工に最も依存している産業は何ですか?
HVACおよび建設業界では一般的ですが、高精度板金加工は、自動車(ボディパネル、シャシー部品、エンジン部品)、航空宇宙(翼、胴体セクション、ブラケット)、医療機器(外科手術器具、診断装置の筐体)、電子機器(EMIシールド筐体)、農業機械(サイロ、灌漑システム)、建築用途(装飾性ファサード、構造用クラッディング)など、多様な産業分野で活用されています。各産業分野では、特定の材料選定および公差基準が求められます。
4. 板金加工コストに影響を与える要因は何ですか?
主なコストドライバーには、材料選定(ステンレス鋼は冷間圧延鋼よりも高価)、材料厚さ(厚い板材ほど加工時間が増加)、設計の複雑さ(曲げ、穴開け、溶接など各工程ごとにコストが発生)、公差要求(より厳しい公差は切断速度を遅くする必要がある)、表面仕上げ(粉体塗装は部品あたり0.50~2.00ドルの追加コスト)、発注数量(大量ロットでは単価が低下)、納期(急ぎ対応注文には20~40%の割増料金)が含まれます。
5. 金属製品加工業者を選定する際にIATF 16949認証が重要な理由は何ですか?
IATF 16949認証は、自動車業界の貿易協会が後援するものであり、ISO 9001を上回る水準で、リーン製造、欠陥防止、ばらつき抑制、および無駄の削減に関する要件への適合を保証します。この認証を取得した加工業者は、プロセスの継続的な監視、製品ばらつきの低減、信頼性の高いサプライチェーン管理、および欠陥を最小限に抑える実績ある加工手順を通じて、一貫した品質を提供します。本認証は、加工業者が自動車向けの品質基準を満たしていることを第三者機関が検証・保証するものです。