 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

ラジエーターサポートのスタンピング:製造仕様およびレストアの秘訣
要点まとめ
ラジエータサポートのスタンピングには、大きく二つの分野があります。一つは、厚手の金属板を構造用車体フレームに成形する工業的製造プロセスであり、もう一つは自動車のレストアやパフォーマンス向上を目的とした部品選定です。製造分野では、0.250インチ厚のアルミニウムや鋼材を±0.010インチという非常に高い精度で成形するために、通常600~800トン級の高能力プレス機が使用されます。一方、自動車愛好家にとっては、工場出荷時と同じ剛性と本物らしさを備えた純正仕様のスタンピング鋼製サポートと、レーシング用途での軽量化を目的とした アフターマーケットのチューブラータイプとの間で選択することになります。クラス8 トラックの組立を設計する場合でも、クラシックマスタングのレストアを行う場合でも、スタンピングのメカニズムや製造年月コードの識別について理解することは、構造的完全性と車両価値を確保する上で極めて重要です。
製造の仕組み:ラジエータサポートのスタンピング工程
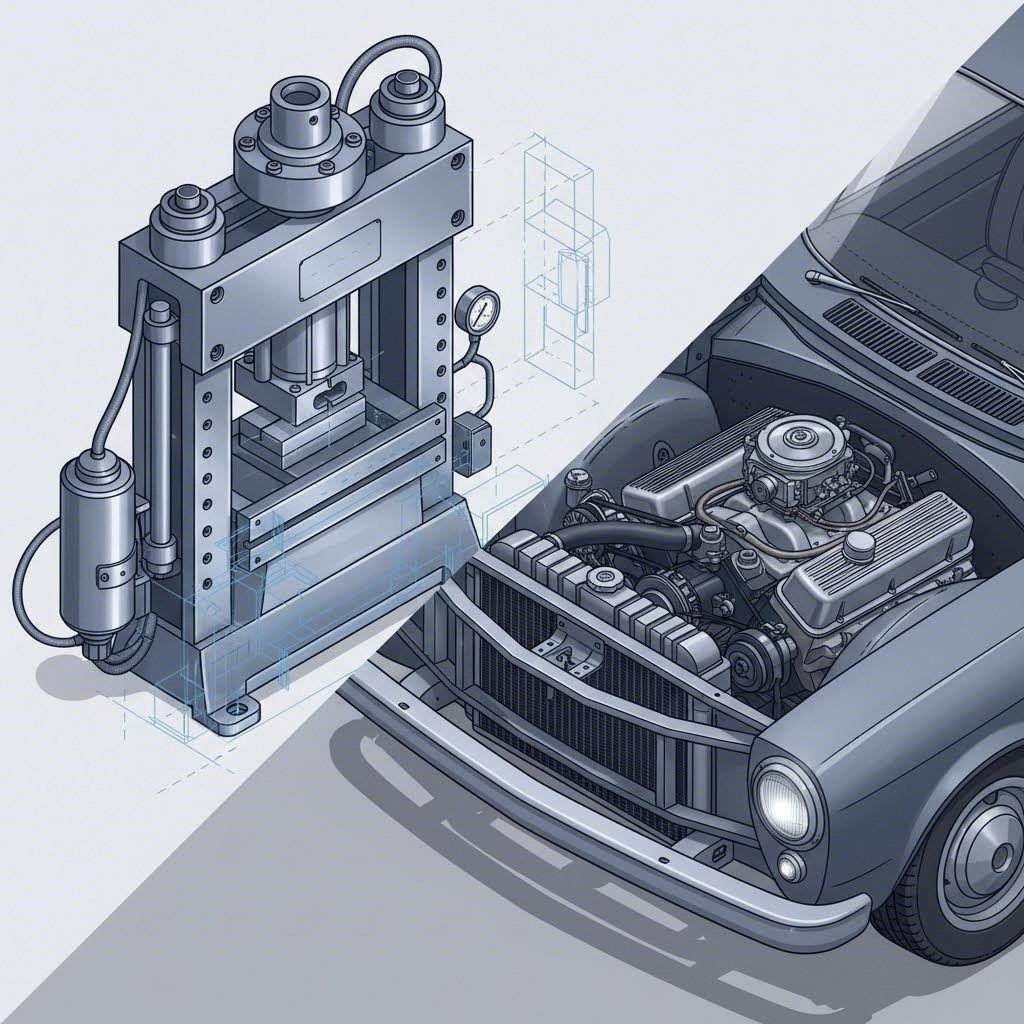
ラジエータコアサポートの製造は、重厚な産業エンジニアリングの成果です。単なるボディパネルとは異なり、これらのサポートは構造部品として、ラジエーターやコンデンサー、そして多くの場合フロントエンドの外板の重量も支えなければならず、同時にボンネットやフェンダーに対して正確な位置決めを維持する必要があります。このプロセスは素材選びから始まり、通常は高強度鋼材または厚手のアルミニウムが使用されます。たとえば、クラス8トラックのような過酷な使用条件では、メーカーは強度と軽量性のバランスを取るために0.250インチ(約6.35mm)の厚さを持つアルミニウムを使用することがあります。
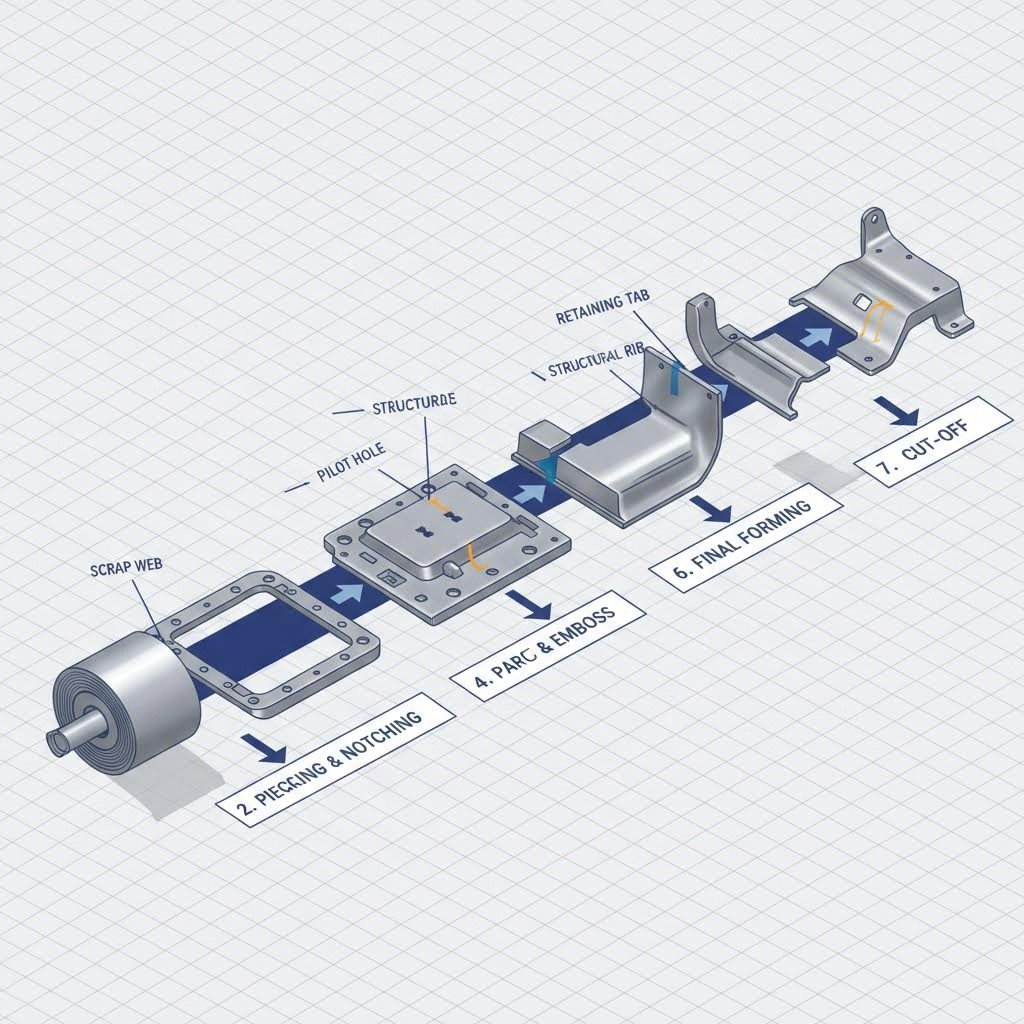
これらの堅牢な材料を成形するため、製造業者は大規模な油圧または機械式プレスを使用しています。Aranda Toolingなどの業界専門家のデータによると、ラジエーターフレームアセンブリのスタンピングには800トンのプレスが使用されています。このプロセスでは、連続した金属ストリップを複数の工程にわたって送り込むプログレッシブダイスタンピングが多く採用されます。各工程で特定の切断、曲げ、または穴あけを行い、平面のシートを徐々に複雑な三次元フレームへと成形していきます。この方法により、高い再現性と効率が確保され、年間15,000ユニット以上の大規模生産が可能になります。
この業界では、精度は絶対に妥協できません。ラジエータサポートは単なるブラケットではなく、車両のフロントエンド全体に対する基準点です。主要メーカーは厳格な品質管理基準を遵守し、±0.010インチという非常に狭い公差を維持しています。このレベルの精度は、複数のプレス成形部品を1つの統合されたユニットに組み立てるためのロボット溶接などの高度な工具や二次加工工程によって実現されています。自動車関連企業が迅速なプロトタイピングと大量生産の間にあるギャップを埋めようとしている場合、 シャオイ金属技術 iATF 16949認証を受けた高精度製造を提供します。最大600トンのプレス能力(主要な業界標準と同等)を備えており、コントロールアームやサブフレームといった重要な構造部品を、グローバルOEM仕様に準拠して製造・供給できます。
Regal Metal Products のような企業は、自動車用コアサポートの大きなフットプリントに対応するため、大型のベッドサイズ(最大60インチ×168インチ)を利用しています。このような能力により、サスペンションや冷却システムの取り付けポイントを統合した単一片のスタンピング部品や複雑なアセンブリの生産が可能となり、現代の自動車アッセンブリラインが求める厳しい要件を満たす部品の製造が実現します。
プレス鋼板製サポート対チューブラーサポート:性能比較
自動車愛好家にとって、「ステンピングラジエーターサポート」という用語は、しばしば選択の分岐点を示しています。つまり、工場出荷時のプレス鋼板製部品を使い続けるか、それともチューブラー式にアップグレードするかという選択です。この選択は、重量配分から冷却効率に至るまで、車両の特性を根本的に変えることになります。
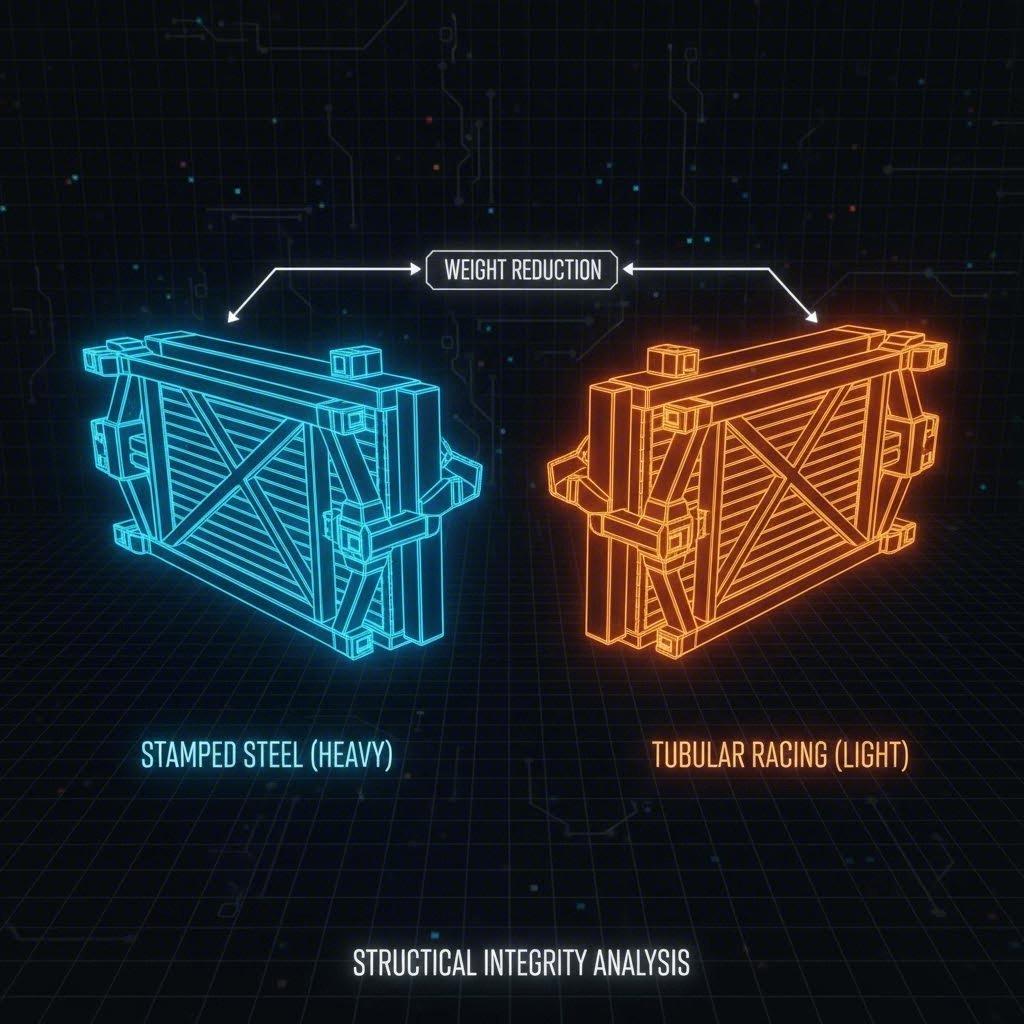
OEM製プレス鋼板サポート レストア車やストリートカーの標準です。前述の大型プレス製法で製造されており、衝突時にフレームが変形してエネルギーを吸収するように設計されており、シャーシを保護します。工場出荷時と同等のフィッティング、配線ハーネス用の穴あけ加工、フロントウオッシャータンクやホーンなどの純正アクセサリーを取り付けるためのマウント位置を備えています。ただし、重量が大きく、頑丈で実厚な構造のためラジエーターへの空気の流れを妨げる可能性があります。
チューブラおよびクロモリサポート ロードスカスタムオートなどの製品は、ドラッグレースやサーキット走行に最適とされています。軽量チューブ(多くの場合4130クロモライ)で製作されており、車体の前方部分から10〜20ポンドの大幅な軽量化が可能になります。オープン構造によりラadiatorへのエアフローを最大限に確保でき、高性能エンジンにとって重要な利点となります。一方で、日常的な走行では剛性が犠牲になりやすく、純正アクセサリーの取り付けポイントが不足するため、装備を充実させたストリートカーにはやや不向きです。
| 特長 | OEM スタンプ鋼板 | アフターマーケット チューブラ / クロモライ |
|---|---|---|
| 主な使用 | レストア、日常走行、衝突修理 | ドラッグレース、トラックデー、プロツーリング |
| 材質 | スタンプシートメタル(スチール/アルミニウム) | 溶接チューブ(マイルドスチールまたはクロモライ) |
| 重量 | 重量(標準工場重量) | 軽量(10〜20ポンドの軽量化) |
| 空気流 | 制限あり(ソリッドパネルが空気を遮断) | 最大(オープン設計) |
| 適合性 | 純正アクセサリーとのダイレクトボルトオン | アクセサリーの取り付けに改造が必要な場合があります |
レストアと信頼性:ラジエーターサポートの日付スタンプの解読
マスタング、シェベル、カマロなどのクラシックカーのレストアにおいて、 stamped ラジエーターサポートは真贋判定の鍵を握っています。本物志向の審査員や真剣なコレクターは、特定の日付スタンプやメーカー コードを探しており、車両がオリジナルの板金を保持しているか、あるいはサービス用部品で修理されたかを判断しています。
フォード・マスタングのような古典的な車種では、日付の刻印はコンクール審査において極めて重要ですが、見つけるのが非常に難しいことで知られています。Concours Mustang Forumの愛好家たちによると、こうした刻印はたいていバッテリートレイの下や横方向のブラケットの裏側に位置しています。一般的な生産ラインでの刻印は日付コード(例:"4/14/64")として記載され、車両の製造日と一致します。しかし、ここに不一致がある場合は赤信号です。"A 62"やその他の日付以外の形式で刻印されている場合、それは通常 サービス用交換部品 —工場のアセンブリラインではなく、事故後にディーラーやボディショップによって取り付けられた部品であることを示しています。
これらの切手を解読するには鋭い目が必要です. シェブロレの復元では,日付コードはハッドロック近くの上部プレートまたはサポートのエンジン側に表示される可能性があります. 形式は通常月/週/日構造をたどります. 文字の形以外にも 結びつきの仕方は 物語のしるしです 工場の支柱は,通常,高アンペア工業抵抗溶接器で点接しされ,小さく正確な穴が残っていました. 交換支柱はしばしばプラグで溶接される (MIGは穴を掘り抜けて溶接される),その車両の"スタンプラジエータサポート"の歴史には衝突修理が含まれているという明確な視覚的指標です.
設置 と 調整 の 課題
プレス製のラジエーターサポートを交換することは、単にボルトで取り付けるだけの簡単な作業ではなく、フロントクラップ全体の位置決めを決定する構造上の重要な作業です。このサポートは左右のインナーフェンダーを接続しており、エンジンルームの正確な直角度を規定します。アフターマーケットのプレス製リプレースメント製品によく見られる問題として、わずかな寸法のばらつきがあります。数ミリメートルの誤差でも、ボンネットの隙間不良やフェンダーの位置ずれを引き起こす可能性があります。
成功した取り付けには準備が不可欠です。ほとんどの交換用プレス製サポートは黒色のEDP(電着プライマー)コーティングで出荷されています。これは輸送中の錆を防ぐ効果がありますが、溶接部では適切な密着を確保するためにサンドペーパーで荒らすか、剥離する必要があります。経験豊富なレストアラーは、新しいサポートを完全に溶接する前に、フェンダーやボンネット、グリルなどのフロントエンド全体を「仮組み」することを推奨しています。これにより、マウント穴の調整やシャムの追加が可能になります。
古い車両を修理する場合、オリジナルのVIN刻印(特定のモデルではラジエータサポートに位置していることが多い)を保持することは、法的にも価値面でも極めて重要です。サポート部分が錆びていても刻印部が無傷であれば、一部のレストア担当者は新しいサポートに元の刻印部分を移植することを選択しますが、これが目立たない仕上がりにするには高度な金属加工技術が必要です。
よくあるご質問(FAQ)
1. ラジエータサポートなしで走行できますか?
いいえ、ラジエータサポートなしでの走行は非常に危険であり、機械的にも重大なリスクがあります。この部品はラジエーターを支えるだけでなく、フレームレールとインナーフェンダーを接続して車両前部に構造的な剛性を与える役割を果たしています。この部品がないと、車両前端が大きくたわみ、ボディパネルの位置がずれたり、フードラッチの故障が発生する可能性があります。さらに、ラジエーターを確実に固定できなくなるため、振動により冷却配管が損傷し、最終的には深刻な過熱やエンジン破損につながる恐れがあります。
2. ラジエーターの修理にはどのようなはんだが使用されますか?
古い stamped supports を備えた車両によく見られる黄銅または銅製ラジエーターを修理する際は、特定の鉛スズはんだが標準的に使用されます。一般的な組成としては40/60(スズ40%、鉛60%)や30/70があります。ただし、正確さが重要です。業界での議論にもあるように、加熱が過度であったり材料が不適切であると、コアが弱くなる可能性があります。新しい stamped supports と組み合わされるプラスチックタンク付きの現代的なアルミラジエーターは、一般的にははんだ付けできず、コアの交換か一時的な修復としてエポキシパッチを使用する必要があります。