 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

高精度板金会社の選定:多くの購入者が見落としがちな8つの重要要素

高精度板金加工会社とは何か
加工パートナーを探し始める際、多くの工場が「高精度」な作業を提供すると宣伝していることにすぐに気づくでしょう。しかし、実際に「 高精度板金加工会社 」と標準的な板金加工業者とを分けるのは何でしょうか?その違いは単なるマーケティング用語ではなく、部品が設計通りに機能するかどうかに直接影響を与える、測定可能な仕様に他なりません。
高精度板金加工とは、複雑な形状においても通常±0.005インチ~±0.010インチ(±0.13mm~±0.25mm)の公差を維持する、エンジニアリングレベルの製造であり、最高水準の精度および品質基準を満たすことを意味します。
これは重要です。正確な仕様を満たさない部品は、組立失敗、製品のリコール、および高額な再作業を招く可能性があるためです。精度の高い加工とは何かを理解することで、製造パートナーを選定する前に適切な質問ができるようになります。
高精度加工と標準的な加工の違いとは
医療機器用のカスタムエンクロージャーを発注したと想像してください。標準的な製造では、許容差が ±1/16" ~ ±1/8" (±1.6mm ~ ±3.2mm) の部品を受け取る可能性があります。このばらつきはわずかに思えるかもしれませんが、複数の部品が完全に適合する必要がある場合、これらの誤差は急速に累積します。
高精度シートメタル加工会社は、まったく異なるレベルで運営されています。彼らは先進的なファイバーレーザー装置、三次元測定機(CMM)、および角度補正技術を備えた自動ベンディングシステムを採用しています。さらに重要なのは、材料の挙動に対する深い理解です。つまり、異なる合金が曲げ後にどの程度スプリングバックするか、結晶粒方向が成形にどのように影響するか、そして熱膨張が最終寸法にどのような影響を与えるかを熟知しているということです。
標準加工と高精度加工の主な違いには、以下の点が含まれます。
- 設備の高度さ: 標準的な工場では基本的なノギスおよび目視検査を用いるのに対し、高精度板金加工会社では三次元測定機(CMM)、光学比較器、レーザー測定技術を採用しています。
- 材料に関する専門知識: 高精度加工業者は、成形工程において316Lステンレス鋼が304ステンレス鋼とは異なる挙動を示すことを理解しています。
- 金型投資: 用途に特化した工具および高精度治具で、標準工具に比べてコストが3~5倍かかる場合もありますが、再現性の高い精度を実現します。
- 品質システム: 統計的工程管理(SPC)、初品検査、および完全な材料トレーサビリティ。
金属加工における公差仕様の理解
公差は、製品の全ライフサイクルにわたって貫かれる「精度に関する契約」のようなものです。すべての公差仕様は、今後の性能、製造コスト、および組立効率に影響を与えます。公差を、公称寸法の周囲に設けられたガードレールと考えてください。この範囲内に収まっていれば、部品は正しく機能します。
業界標準によると、公差等級は18段階に分類されます。高精度板金加工会社は、通常、工学的用途においてIT5~IT7の等級で作業を行いますが、標準的な工場ではIT12~IT14の範囲で作業を行います。
これは実際には次のように意味します:
- レーザー切削: 最新のファイバーレーザー装置は、材料の厚さに応じて±0.1mm~±0.3mmの公差を維持します。
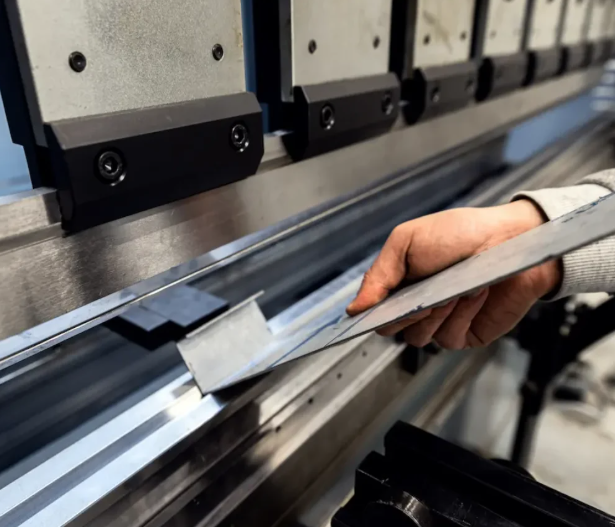
- 曲げ加工: 高精度プレスブレーキは、角度公差を約±0.5°まで実現できます。
- 精密プレス加工: 寸法公差±0.05mmまたはそれより厳しい精度が可能です。
航空宇宙、医療機器、防衛産業などの分野では、部品の故障が重大な結果を招くため、このような厳密な仕様が求められます。航空宇宙分野では、0.020インチ(約0.508mm)の偏差が生じるだけで、部品が完全に使用不能となる場合があります。医療機器のハウジングにおいては、寸法精度がFDAの適合性および患者の安全性に直接影響します。
課題とは?不必要に厳しい公差を適用すると、納期が大幅に延長され、コストが増加します。目標は、機能を確実に維持しつつ、効率的な製造が可能な実用的な公差のバランスを見つけることです。このバランスを理解することが、適切な高精度板金加工パートナーを選定するための第一歩です。
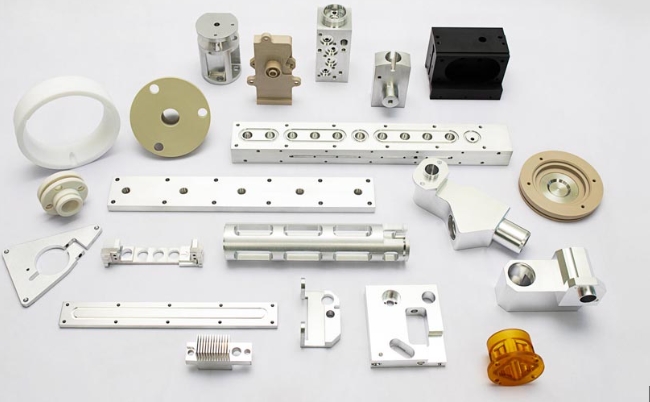
主要な加工プロセスおよび設備の能力
標準的な板金加工と高精度加工を区別する要素がご理解いただけたところで、次に、こうした厳しい公差を実現する具体的な加工プロセスについて詳しく見ていきましょう。高精度板金加工会社は単に高価な設備を保有しているだけではなく、各プロセスが寸法精度および表面品質にどのように寄与するかを深く理解しています。潜在的なパートナーを評価する際には、これらのプロセスが可能とする機能を把握しておくことで、より的確な質問が可能となり、真に高い技術力を備えた企業を見極めることができます。
によって採用される主要な加工プロセス 高精度板金加工会社 いくつかのカテゴリに分類され、それぞれが平らな材料を完成品部品に変換するという特定の目的を果たします。
- レーザー切削: 集束された光エネルギーを用いて、材料の歪みを最小限に抑え、目立つ表面に適した高品質な切断面を実現する精密な切断を行います。
- Cncパンシング: パンチングラムの下に材料を位置決めし、大量生産向けの高速な穴開けおよび成形加工を行います。
- 曲げおよび成形: プレスブレーキと専用の金型を用いて、平らな板材を三次元形状に成形します。
- 溶接: 熱と圧力を用いて複数の部品を接合し、材料や用途に応じてさまざまな接合方法が用いられます。
- ウォータージェットカッティング: 熱に弱い材料や、熱による歪みが許容できない厚板に対して、高圧水(しばしば研磨材を添加)を用いた加工を行います。
レーザー切断およびその高精度加工における役割
清潔なエッジ、厳密な寸法公差、および最小限の熱影響部を必要とする場合、レーザー切断が主要な製造手法となります。現代の高精度シートメタル加工会社は通常、CO2レーザーとファイバーレーザーという2つの主要なレーザー技術を運用しています。
ファイバーレーザー切断は、ほとんどの高精度用途において業界標準となっています。業界関係者によると、ファイバーレーザーは光ファイバーを通じて伝送されるレーザーダイオードを用いて切断を行い、高出力出力と優れた効率性を実現します。この技術は、従来のCO2システムでは困難であったアルミニウムや銅合金などの反射性材料の切断に特に優れています。
装置の仕様はここにおいて極めて重要です。異なるレーザーの能力がプロジェクトの選択肢にどのように影響するかを検討してください:
| レーザータイプ | 電力範囲 | 最適な適用例 | 材質厚さ対応能力 |
|---|---|---|---|
| 8kW ファイバーレーザー | 高出力 | 一般機械工学、厚板切断 | 軟鋼:最大30mm、ステンレス鋼:最大30mm |
| 4kW CO2レーザー | 中出力 | 看板、装飾品、薄板材 | 軟鋼:最大16mm、ステンレス鋼:最大12mm |
| ワイヤー放電加工 | 放電加工 | 極めて厳しい公差要件、高硬度材料 | 浴槽サイズに制限されるが、材料の硬度には制限されない |
レーザー装置そのものに加えて、自動化された材料ハンドリングシステムも注目すべき点です。トップクラスの高精度板金加工企業では、巻き取り材を直接切断装置へ供給するデコイルラインを統合しており、取扱いによる損傷を低減し、生産性を向上させています。また、レーザー切断が経済的でなくなる厚板加工においては、プラズマ切断テーブルが補完的な設備として活用されています。
しばしば見落とされがちな能力の一つが、ワイヤー放電加工(Wire EDM)です。この加工法では、帯電した細い金属線が電気火花を発生させて材料を溶融させますが、ワークピースに一切接触しません。ワイヤーは材料に触れることなく、制御された火花がギャップを橋渡しし、同時に絶縁性作業液が切断部を冷却し、余剰材料を洗浄・排出します。このプロセスにより、従来の切断方法では達成できないような高精度な公差を実現できます。
曲げ・成形・溶接技術の解説
平面の板金素材を切断することは、加工工程の課題の半分にすぎません。これらの板金素材を三次元部品へと変形させるには、同様に高度な曲げおよび成形能力が必要です。
プレスブレーキ技術は劇的に進化しました。現代のCNCプレスブレーキ、例えば ビストロニクス Xpert シリーズ は、150トンの曲げ力を備え、作業速度は最大20mm/s、最高速度は220mm/sに達します。さらに重要なのは、リアルタイムでの角度測定および補正機能を備えている点です。この機械は成形工程中に実際に曲げ角度を測定し、材料のスプリングバックを自動的に補償するために即座に調整を行います。
なぜこれがお客様の部品にとって重要なのでしょうか? 異なる材料は曲げ後のスプリングバック量が異なります。たとえば、SUS304ステンレス鋼で90度の曲げを行う場合、最終的な角度を実現するためには88度まで過曲げする必要があるかもしれません。自動角度補正機能がなければ、オペレーターは経験と試行錯誤に頼らざるを得ず、これにより工程時間が増加し、部品間のばらつきも生じてしまいます。
溶接能力が製造プロセスを完結させます。包括的な高精度板金加工会社は、特定の用途に応じて複数の溶接方法を提供します:
- TIG溶接(タングステン・インナートガス): 目立つ表面や薄板材に対して最も清潔な溶接部を形成します。ステンレス鋼およびアルミニウムへの適用に特に適しています。
- MIG溶接(メタル・インナートガス): TIG溶接よりも高速であり、長尺の溶接線および厚板材への適用に最適です。
- 抵抗スポット溶接: 表面に目立つ痕跡を残さずに離散的な接合点を作成します。筐体やブラケットなどに広く用いられます。
- レーザー溶接: 精密組立品において厳密な寸法管理が求められる場合、熱入力および変形を最小限に抑えます。
一次加工に加えて、部品の仕上げを実現する二次加工能力も確認してください。専門的な高精度板金加工会社では、ハードウェアの取付、表面処理のための研削およびサンドペーパー仕上げ、腐食防止のための粉体塗装または液体塗装、さらに個別部品ではなく完成品として納品するための組立サービスなどを提供しています。
加工業者が使用する設備は、その能力の上限を示しますが、これらの工程をいかに効率的なワークフローに統合するかによって、高精度な成果物を一貫して納品できるかどうかが決まります。これにより、もう一つの重要な要素——すなわち、これらの工程で取り扱われる材料および材料選定が精度に与える直接的な影響——へと話が及びます。
材料とその精度成果への影響
あなたは、優れた設備と実績ある工程を持つ加工業者を選定しました。しかし、多くの発注者が見落としている点があります。それは、選択する材料が寸法精度に及ぼす影響は、作業を行う機械と同程度に大きいということです。高精度な板金成形会社は、各合金が切断・曲げ・溶接といった工程において異なる挙動を示すことを理解しており、この挙動が製品部品が仕様を満たすかどうかを直接的に決定します。
たとえば、アルミニウムは曲げ後の弾性復元(スプリングバック)が軟鋼よりも予測しにくくなります。 ステンレス鋼は成形中に加工硬化します プロセス中にその特性を変化させます。銅合金は熱伝導性が非常に高いため、溶接には全く異なるパラメータが必要です。これらは些細な詳細ではありません——成功するプロジェクトと高額な再作業を分ける、隠れた変数なのです。
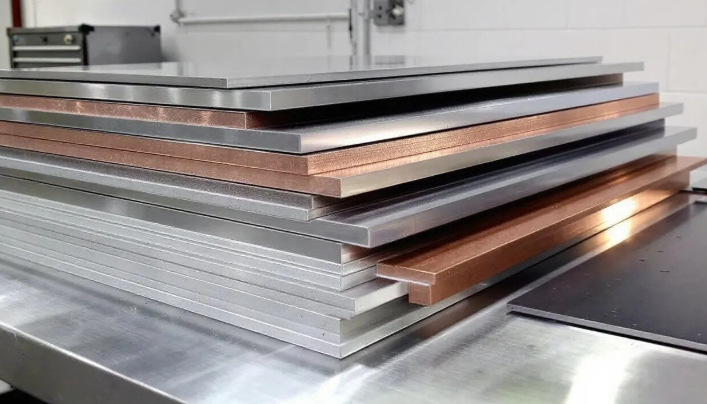
ステンレス鋼、アルミニウム、特殊合金
高精度板金製造企業は通常、特定の性能特性に基づいて選定されたコアとなる材料群を扱います。これらの材料オプションを理解することで、ご要件に応じた用途に最適な材料特性を選定できます。
ステンレス鋼 依然として、強度と耐食性を要求される用途における主力材料です。出典: 高精度製造専門家による材料分析 によると、ステンレス鋼の各変種はそれぞれ異なる用途に使用されます:
- オーステナイト系(304、316): 優れた耐食性、焼鈍時に非磁性、高い延性および成形性——医療機器および食品加工設備に最適
- フェライト系(430、446): 磁性があり、耐熱性に優れ、産業用炉や排気システムなどの高温用途に適しています
- マルテンサイト系ステンレス鋼(410、420): 熱処理により硬化可能で、優れた強度および耐摩耗性を有します。航空宇宙部品および高精度金型などに広く採用されています
アルミニウム合金 質量低減が重要な用途において、最高の強度対重量比を提供します。6061合金は、切削性が良好で、安定した加工条件下で±0.01~0.02mmの公差を維持でき、高級仕上げのためのアルマイト処理も可能なため、高精度加工分野で最も広く使用されています。電子機器、オーディオ機器、携帯機器の筐体には、アルミニウムが性能と外観の両面で優れた選択肢を提供します。
特殊合金 標準的な材料では極限の要求を満たせない場合に登場します。チタンは、医療用インプラントや航空宇宙分野向けに、優れた比強度および耐食性を提供しますが、その低い熱伝導率と加工硬化傾向により、専門的な製造技術が求められます。銅および真鍮は、電子機器用途において優れた電気・熱伝導性を発揮しますが、重量およびコストの高さから、機能的に必須な部品への使用が限定されます。
材料特性が製造精度に与える影響
ここから材料選定が実践的になります。データシートに記載されている各特性は、そのまま製造上の課題または利点へと直結します。高精度板金製造会社では、お客様のプロジェクトの見積もりを行う前に、これらの要因を評価します。
| 材質 | 達成可能な一般的な公差 | 最小曲げ半径 | 溶接可能性 | 最適な適用例 |
|---|---|---|---|---|
| ステンレス 304/316 | ±0.01–0.02mm | ≥1.5~2× 板厚 | TIG/MIG溶接が容易 | 医療機器、食品関連機器、海洋環境 |
| アルミニウム 6061 | ±0.01–0.02mm | ≥1× 板厚 | 溶接可能だが、熱影響部で30~50%の強度低下が生じる | 軽量エンクロージャ、ヒートシンク、航空宇宙用構造部品 |
| 軟鋼 | ±0.05mm(反りが生じやすい) | ≥1× 板厚 | 優れた溶接性—溶接において最も許容範囲が広い | 構造用ブラケット、フレーム、コスト重視の部品 |
| 銅/真鍮 | ±0.02–0.05mm | 板厚の0.5–1倍以上 | 溶接が困難;ろう付けが推奨される | 電気接点、熱交換器、装飾部品 |
| チタン | ±0.02–0.05mm | 厚さの1.5倍以上 | 特殊な不活性雰囲気を必要とする | 医療用インプラント、航空宇宙分野、高性能用途 |
低炭素鋼(しばしば最も費用対効果の高い選択肢)が、公差欄で「変形しやすい」と表示されていることに注目してください。これは設備の制限ではなく、材料固有の挙動です。薄板の低炭素鋼は、機械加工や溶接中に歪みやすいため、アルミニウムやステンレス鋼で達成可能なより厳しい公差に比べ、±0.05mmの方が現実的です。
曲げ半径の要件は、もう一つの重要な検討事項を示しています。製造専門家によると、ステンレス鋼に対して十分な曲げ半径を設定せずに鋭い90度の曲げを指定した設計者は、成形時にエッジ亀裂を発生させることがあります。安全なデフォルト値とは?延性金属では、曲げ半径を材料厚さ以上に設定し、ステンレス鋼などの許容範囲の狭い合金では、1.5~2倍にまで拡大することです。
環境条件も、購入者が見落としがちな方法で材料選定に影響を与えます。屋外、海洋、または滅菌環境などの腐食が常時発生する用途では、ステンレス鋼304または316が必須となります。アルミニウムは一般的な使用条件下では腐食に耐えますが、塩水環境下では陽極酸化処理または保護被膜が必要です。軟鋼(マイルドスチール)は、適切なコーティングを施せば屋内用途に使用可能ですが、保護措置なしで湿気を受けると急速に錆びてしまいます。
要点は? 材料選定は精度要件とは無関係ではなく、むしろそれらに不可分に結びついているということです。たとえば、±0.010インチの公差を達成するコストは、加工硬化性の高いチタンと比較して、加工性の優れた6061アルミニウムでは大幅に低くなります。高精度な板金加工を実現できる製造会社は、こうしたトレードオフを的確に把握し、機能的要件と予算制約の両方に合致するよう、材料特性を最適にマッチングするお手伝いをします。
材料に関する理解が深まったところで、次の課題は、潜在的な加工パートナーが約束した精度を実際に実現できるかどうかを評価することです。この評価は、単なる設備一覧の確認にとどまらず、認証資格、品質管理システム、および信頼できるパートナーとリスクの高い選択肢とを明確に区別する製造手法を含む総合的な検討が必要です。

高精度板金加工パートナーの評価・選定方法
加工プロセスを検討し、設備仕様を確認し、材料選択肢を比較しました。しかし、多くのバイヤーがここでつまずくポイントがあります。それは、こうした技術的知識を、実用的かつ信頼性の高い評価フレームワークへと具体化することです。つまり、カスタム対応の高精度板金加工会社が、数か月あるいは数年にわたる生産期間において一貫した品質を確実に提供できるかどうかを、実際にどう検証すればよいのでしょうか?
その答えは、品質認証が実際に何を保証しているのかを理解し、設備一覧表を超えた製造アプローチの評価方法を把握し、また世界レベルの高精度パートナーと平凡な業者とを分ける運用指標を識別することにあります。ここでは、あらゆる潜在的な加工パートナーに適用可能な実践的な評価チェックリストを作成しましょう。
品質認証およびその意味
認証はロビーの壁に掲げられた単なる表彰プレートではありません——それは、サプライヤーが製造するすべての部品に影響を及ぼす、検証済みの品質マネジメントシステムを示しています。ただし、すべての認証がすべての用途において同等の重みを持つわけではありません。認証の階層構造を理解することで、適切な期待水準を設定できます。
ISO 9001 基盤として機能します。以下によると 製造業認証の専門家 この国際的に認められた標準規格は、あらゆる産業において一貫した品質保証を実現するための要件を定めています。ISO 9001認証を取得した高精度板金加工会社は、「顧客満足の達成、効率性と精度を重視したプロセス最適化、および全レベルにおける従業員のモチベーション向上と関与促進」に焦点を当てた正式な品質マネジメントを実践していることを証明しています。この認証は3年ごとの詳細な審査への合格が必須であり、単発的な成果ではなく、継続的な取り組みを意味します。
AS9100 iSO 9001の要件を踏まえ、航空宇宙・航空・防衛分野向けに特別に拡張した規格です。航空機構造部品、医療機器、防衛システムなど、人の安全に影響を及ぼす可能性のある部品を製造・供給する場合、この認証は任意ではなく必須となります。AS9100では以下の点について厳格なプロトコルが追加されています:
- リスク管理(部門別責任の明確化を含む)
- 偽造部品の防止および検証
- 設備の保管手順(定義された保守スケジュールを含む)
- 独立した試験および検査を通じた情報の検証
IATF 16949 自動車業界の品質管理標準を表し、サプライチェーン全体における欠陥の未然防止および無駄の削減を重視します。シャシー部品、サスペンション部品、または構造用アセンブリの場合、この認証は、製造業者が自動車特有の要求事項を理解していることを示します。
ご自身の状況において何に注目すべきでしょうか?以下のフレームワークをご活用ください:
| お客様の用途 | 最低限必要な認証 | 推奨される認証 | なぜ 重要 な の か |
|---|---|---|---|
| 一般商用製品 | ISO 9001 | ISO 9001 | 文書化された品質プロセスおよび継続的改善を保証します |
| 航空宇宙・防衛分野の部品 | AS9100 | AS9100+NADCAP | ほとんどの航空宇宙OEMにおいて必須であり、安全性が極めて重要な機能を有することを証明します |
| 自動車部品 | ISO 9001 | IATF 16949 | OEMのサプライチェーン要件および欠陥未然防止の重点に合致しています |
| 医療機器 | ISO 9001 | ISO 13485 | 規制対応およびトレーサビリティ要件に対応しています |
設備および技術投資の評価
認証はシステムおよびプロセスを保証します。しかし、実際の製造能力についてはどうでしょうか?ここでは、単なる設備一覧表を超えて、精密板金加工会社が生産をいかに組織しているかを理解する必要があります。
セル生産方式(セルラーマニュファクチャリング)のレイアウト は、運用の洗練度を示す最も明確な指標の一つです。レーザー加工機をすべて一箇所に、プレスブレーキをすべて別の一箇所にと、工程タイプごとに設備を配置するのではなく、セル方式では、特定の製品ファミリーに対応するために機械をグループ化します。『 リーン製造の専門家 』によると、このアプローチにより、仕掛品在庫および納期が大幅に削減され、品質の一貫性も向上します。
なぜこれが精度にとって重要なのでしょうか?部品が各工程間を移動する距離が短くなると、取り扱いによる損傷が減少します。また、同一のチームが製品ファミリー全体を一貫して担当することで、そのファミリー特有の公差や材料挙動に関する深い専門知識が蓄積されます。その結果として、不良品が減り、生産リードタイムが短縮され、品質の予測可能性が高まります。
タクトタイムの遵守 は、もう一つの品質指標となります。需要に応えるために製品を完成させる必要があるペース(=製造リズム)を算出し、それを維持している工場は、プロセス管理の成熟度を示しています。ある業界のベテランは次のように述べています。「休んでいる部品は利益を生みません。」ラックに大量に滞留している仕掛品(WIP)は、流れの予測不能性を示しており、これはしばしば品質のばらつきと相関します。
設備を評価する際には、運用哲学を明らかにする質問を投げかけましょう。
- 高ボリュームの受託生産と少量の試作案件を、どのように区別・分離していますか?
- 通常の仕掛品在庫水準(生産日数換算)はどの程度ですか?
- 生産中のエンジニアリング変更に対して、どの程度迅速に対応できますか?
- 部品のうち、再加工または廃棄を要する割合はどのくらいですか?
これらの回答は、いかなる機器仕様書よりも、その精密加工能力について多くを語ります。
パートナー評価チェックリスト
高精度シートメタル加工パートナーとの契約を結ぶ前に、この包括的なチェックリストを一通り確認してください。すべての項目がすべてのプロジェクトに適用されるわけではありませんが、これらの領域を網羅することで、高額な予期せぬ事態を未然に防ぐことができます。
- 認証の検証: 現在有効な認証書の写しを請求し、有効期限を確認してください。認証は3年ごとの監査を要します。
- 品質管理システムに関する文書: サンプル検査報告書、初品検査手順書、および是正措置の実例を請求してください。
- 設備能力: 自社の材料種別、板厚、公差要求を、対象となる特定の機械が確実に処理可能であることを確認してください。
- 材料のトレーサビリティ: 完成部品と原材料の認証書を完全に紐づけた記録を、相手が継続的に保管していることを確認してください。
- 検査設備: 許容差要件に応じたCMMシステム、光学比較器、および校正済み測定工具を確認してください
- 統計的プロセス制御: 重要寸法についてプロセス能力(Cpk値)を追跡しているかどうかを確認してください
- 納期の透明性: 現実的な納期を明示してもらい、その根拠(設備の稼働制約、材料の調達状況、または工程の複雑さなど)を理解してください
- 連絡対応の迅速さ: 評価期間中に見積もり依頼および技術的な質問に対して、どの程度迅速に応答するかを確認してください
- 試作部品またはサンプル部品の入手可能性: 量産開始前にサンプル部品の提供を依頼することを検討してください
- 参考顧客: 自社と同じ業界、あるいは同程度の高精度要求を持つ顧客の紹介を依頼してください
優れた高精度板金加工会社は、こうした厳格な審査を歓迎します。彼らは、検証済みの品質を確実に示すために、専用のシステムや能力への投資を行っており、徹底的な評価こそが成功裏に継続する長期的なパートナーシップの基盤となることを理解しています。
評価基準が確立されたことで、成功するプロジェクトと困難を伴うプロジェクトを分けるもう一つの要因——つまり、設計上の意思決定が、必要な精度を実現する上で支援となるか、あるいは制約となるか——について検討する準備が整いました。
板金加工プロジェクトにおける製造性を考慮した設計(DFM)
多くの調達担当者が予期せぬ事実があります。すなわち、設計上の意思決定は、実際に加工を行う機器と同程度に、加工結果に影響を与えます。たとえ極めて高精度な板金加工会社であっても、基本的な製造制約を無視した部品の加工には苦慮する可能性があります。一方で、シンプルで明確な設計であれば、一貫した品質を維持しつつ、低コストでスムーズに量産へと移行できます。
製造性を考慮した設計(Design for Manufacturability:DFM)とは、画面上で描いた構想と、金属という物理的素材において実際に実現可能な成果との間をつなぐ橋です。以下に、 板金DFMの専門家 この概念は、部品を「製造しやすく」(つまり、経済的に製造できる)ように設計することを意味します。これらの原則を無視すると、製造業者が「製造上の摩擦」と呼ぶ状態に直面することになります。すなわち、コストの上昇、納期の延長、および誤りのリスク増大です。
経験豊富なエンジニアであれ、プロトタイプを開発中の事業主であれ、これらのDFM(製造性向上設計)の基本原則を理解することで、加工パートナーとの円滑なコミュニケーションが可能となり、高額な問題へと発展する前に潜在的な課題を早期に認識できます。
高精度板金加工を実現する設計要素
板金を、非常に厳密な折り曲げルールを持つ段ボールと考えてください。すべての曲げ、穴、切り抜きは、材料特性と予測可能な形で相互作用します——ただし、何に注目すべきかを知っていることが前提です。以下の主要なDFM原則は、高精度板金加工会社が信頼性高く製造できる設計を導きます:
- 曲げ半径の設定: 曲げ部の内側曲率半径は、少なくとも材料の板厚以上である必要があります。DFM(製造性設計)の専門家によると、金属を過度に急峻に曲げようとすると、外側の端部に亀裂や「クラージング(微細なひび割れ)」が生じます。すべての曲げ部を同一の曲率半径で設計することで、加工業者はすべての折り曲げ工程に単一の工具を使用でき、セットアップ時間が短縮され、コスト削減につながります。
- 穴から曲げまでの距離: 穴は、曲げ線から少なくとも「材料板厚の2.5倍+曲げ半径」以上離す必要があります。曲げ線に近すぎた位置に設けられた穴は、成形時に楕円形に引き伸ばされ、ねじやピンを正しく挿入できなくなります。
- 曲げリリーフ機能: 曲げ部が平らなエッジで終端する場合、曲げ線とエッジが交わる箇所に、小さな長方形または円形の切り取り部(リリーフ)を追加します。これにより、曲げ部とエッジの接合部における応力集中および亀裂発生を防止できます。
- 最小フランジ長さ: フランジの長さは、材料の板厚の少なくとも4倍以上とします。プレスブレーキは成形中に材料を確実に把持するために十分な表面積を必要とします。短いフランジでは、カスタム製の高価な工具が必要となり、製造コストが2倍になる可能性があります。
- 板目の方向への配慮: 鋼板は製造工程の圧延プロセスによって「目(グレイン)」が生じます。この目方向に平行して曲げを行うと、亀裂が発生する可能性が大幅に高まります。可能な限り、折り曲げは目方向に対して直交(垂直)になるように部品を設計してください。
- スロットおよび切り取り部の幅: 狭い切り取り部の幅は、材料厚さの少なくとも1.5倍以上を確保してください。レーザー切断では非常に高い熱が発生するため、細いスロットやフィンガー部は熱応力により反りやねじれを生じ、平面度および組立適合性が損なわれます。
複数の曲げを含む部品においては、K係数の理解が不可欠です。技術資料によると、K係数とは中立面の位置と材料厚さとの比を表すもので、材料種類および曲げ加工条件に応じて0.25~0.50の範囲で変化します。CADソフトウェア内でこの値を正確に設定することで、展開図の精度が確保され、複雑なアセンブリにおける公差の累積(トランスファー)を防止できます。
品質を損なう一般的な設計ミス
経験豊富なデザイナーであっても、製造上の課題を引き起こす誤りを犯すことがあります。精密板金加工会社が日常的に遭遇する以下の一般的な落とし穴にご注意ください。
- 非重要部位への過度な公差指定: 機能にほとんど影響を与えない寸法に対して±0.005インチという厳しい公差を指定すると、検査時間とコストが大幅に増加します。必要でない箇所では公差設定に柔軟性を持たせましょう。標準的な板金加工公差を適用すれば、品質を確保しつつプロジェクトの予算内に収めることができます。
- 非標準の穴径: 5.123mmといった特殊な寸法の穴を指定すると、カスタムドリルビットの使用が必要になる場合があります。市販の標準サイズ(5mm、6mm、1/4インチなど)を採用すれば、加工業者は既存の工具で穴開け作業を実施でき、高速設備を活用したほぼ即時納品が可能になります。
- スプリングバックを無視すること: 金属にはわずかな弾性があります。90度に曲げられた形状は自然と88度または89度へとスプリングバック(反発)しようとする傾向があります。精密加工業者はこの現象を補正しますが、スプリングバック分の余裕を考慮しない過度に厳しい角度公差を指定すると、検査不合格となる可能性があります。
- 穴間隔が不十分: 穴は、エッジから約材料厚さの1.5倍の位置に配置し、互いの間隔は厚さの2倍以上とする必要があります。それより狭い間隔で配置すると、パンチング加工時に材料が変形します。
- コーティング未施し部分の検討事項: 粉体塗装およびアルマイト処理は寸法的な厚みを追加します。特に対合面やねじ部品などでは、この寸法変化を設計段階で考慮する必要があります。また、塗装工程では部品を吊るすためのポイントが必要となるため、非塗装部を許容できる場所について明確に伝達してください。
自己位置決め機能は、見落とされがちな設計上の機会です。可能な限り、組立時に部品自体が自動的に位置合わせされるように設計することで、治具やファイクスチャの使用を最小限に抑えることができます。機能上問題がない場合、溶接の代わりにPEMインサートやリベットを用いることで、大幅な時間・コスト削減が可能です。溶接は熟練技術者を要し、熱による変形を引き起こす一方、機械的締結はより厳密な寸法管理を維持できます。
優れたDFM(製造向け設計)がもたらすビジネス上の影響は、製造効率の向上にとどまりません。こうした原則に基づいて設計された部品は、通常、再加工を要することなく初回検査を合格し、量産工程を通じて一貫した品質を維持します。また、加工業者が標準的な工具および工程を活用できるため、コストも低減されます。DFMへの配慮が感じられる設計を提示することで、高精度板金加工会社は、製造現場の現実を理解する顧客であると認識し、その結果、より有利な価格設定、迅速な見積もり提出、および優先的な納期調整につながることが多いです。
設計原則が確立された後、高精度加工プロセスにおける次のステップは、フル生産規模への移行前に、試作および新製品導入(NPI)プロセスによって設計を検証することを理解することです。
試作および新製品導入(NPI)サービス
お客様は、製造性を考慮して部品を設計しました。しかし、何千ドルもの費用を生産用金型の製作に投じる前に、その設計が実際に機能するかどうかをどう確認すればよいでしょうか? ここで、高精度シートメタルのプロトタイピングサービスが極めて重要となります——デジタル設計を、手に取って試験・改良できる実際の部品へと変換するのです。
新製品導入(NPI:New Product Introduction)とは、ご提案のコンセプトを初期のアイデア段階から、検証済みの量産準備完了状態へと体系的に進めるプロセスです。製造の専門家によれば、NPIはコンセプト創出から開発、最終製品の生産に至るまでの全範囲をカバーし、成功の機会を積極的に捉えながら、可能な限り多くのリスクを排除します。
高精度シートメタルのNPIサービスを提供する企業を評価するバイヤーの方々にとって、このプロセスを理解することは極めて重要です。これにより、単に注文を受け付けるだけではなく、真に貴社の開発スケジュールを加速できるパートナーを見極めることができます。
コンセプトから初号機承認まで
産業用機器向けの新しい筐体を開発していると想像してください。CADファイル、材料仕様、公差要件は既に揃っていますが、まだいくつかの疑問が残っています。折り曲げ加工によって所定の角度が得られるでしょうか?取付け穴は対応する部品と正確に位置合わせされるでしょうか?組立工程で予期せぬ干渉問題が明らかになることはないでしょうか?
プロトタイピングのワークフローは、こうした疑問に体系的に答えます。業界標準の実践に基づき、典型的なプロセスは以下のステージで構成されます。
- 目的の特定および定義: 製造パートナーがお客様と協力して、機能仕様、外観上の期待、試験手順、納期制約といった基本要件を把握します。この段階が、その後のすべての作業の基盤となります。
- 設計レビューおよびDFM最適化: エンジニアがお客様のCADデータを製造性の観点から分析し、機能を損なうことなく精度向上を図るための設計変更を提案します。この協働型の段階では、後工程での生産遅延を招く可能性のある問題を早期に検出することがよくあります。
- 試作の製作: 生産に使用されるのと同じ設備を用いて、製造業者が初期サンプルを作成します。このアプローチにより、試作機が量産時の製品仕様を正確に反映することが保証されます。
- テストおよび検証: 試作機は、機能試験、対向部品との適合性確認(フィットチェック)、および実際の運用条件における性能評価を受けるとともに、有限要素解析(FEA)によって応力分布がシミュレートされ、物理的試験によって実環境下での挙動が検証されます。
- デザイン反復: 試験結果に基づき、設計が改良され、必要に応じて新たな試作機が製作されます。ある業界専門家は次のように述べています。「すべてのコンセプトが成功するわけではありません。何が有効で、何を調整すべきかを迅速に学ぶことが重要です。」
- 設計承認および生産見積もり: 試作機が仕様要件を満たした時点で、設計は確定され、詳細な生産見積もりが作成されます。試作機を製造した製造業者は、すでに製造工程を実証済みであるため、正確な見積もりを提示できます。
- 第"条の検査 (FAI): 初期生産部品は、仕様書に基づいた包括的な寸法検証を受けることで、製造工程が規格に適合する部品を確実に提供することを文書化された証拠として確認します。
このような体系的なアプローチにより、量産段階で高額な予期せぬ問題が発生するリスクが大幅に低減されます。高精度板金プロトタイピングサービスを評価する際には、設計レビュー段階において包括的なDFM(製造可能性設計)支援を提供するパートナーを選定してください。こうした協業こそが、プロジェクトの成功と失敗を左右する要因となることが多いのです。
ラピッド・プロトタイピング対量産ロット
製品開発の各段階において、「スピード」の重要性は異なります。プロトタイピング段階では、短納期による迅速な反復作業が可能となり、設計が意図通りに機能するかどうかを素早く学ぶための「より速く失敗する(fail faster)」という哲学が実現します。プロトタイピングの専門家が指摘するように、ある特定の設計が実現不可能である場合、それを早期に判明させることは、長期間にわたる時間と労力を無駄に投資するよりもはるかに資源効率的です。
迅速プロトタイピングと標準的な製造スケジュールを分けるものは何でしょうか?トップクラスの高精度板金加工企業は、生産スケジュールから独立した専任のプロトタイピング部門を有しています。この分離により、プロトタイプ作成作業が大量生産注文と機械稼働時間の確保を巡って競合することを防ぎます。これは、市場投入のタイミングが迫る中で設計を迅速に検証しなければならない状況において極めて重要な違いです。
実際の迅速プロトタイピング能力とはどのようなものかを考えてみてください。当社のようなトップクラスのパートナー企業は、 シャオイ (寧波) メタルテクノロジー 5日間での迅速プロトタイピングに加え、包括的なDFM(製造性向上設計)サポートおよび12時間以内の見積もり提出という、開発サイクルを大幅に加速させるレベルの対応力を提供しています。同社のIATF 16949認証は、自動車用シャシー、サスペンション、構造部品など、精度公差が絶対的に厳格な分野において求められる品質管理システムを示すものです。
プロトタイピングから量産への移行には、異なる優先課題が生じます:
| 係数 | 高速プロトタイピング | 生産運転 |
|---|---|---|
| 主要目的 | 設計の検証および反復のスピード | 量産における一貫した品質 |
| 一般的なタイムライン | 初期サンプルの納期:3~10日 | 複雑さおよび数量に応じて、2~6週間 |
| 治具方式 | ソフトツーリングまたは直接加工 | 再現性を確保するための量産向けツーリング |
| コスト構造 | 部品単価は高めだが、総投資額は低め | 部品単価は低めだが、ツーリングへの投資額は高め |
| 容量範囲 | 通常1~50個 | 数百個から数千個 |
パイロット生産は、これらの工程間をつなぐ橋渡しの役割を果たします。本格的な量産に移行する前に、製造業者は小ロット(通常50~200個)を生産し、製造プロセスの再現性と安定性を検証します。この工程では、試作段階では顕在化しなかった製造上の課題を特定し、品質管理システムが長期にわたる連続生産においても仕様を維持できることを確認します。
高精度シートメタル用サーボフィーダー会社、または迅速なプロトタイピング対応シートメタル加工パートナーを選定する際には、その企業が持つ全能力範囲を評価してください。優れたパートナーは、初期のコンセプト段階から検証済み量産段階に至るまでプロジェクト全体を支援し、各工程において一貫した品質管理システムを適用します。彼らは、プロトタイピングが単に部品を素早く製作することだけではなく、量産投資によって設計決定が固定化される前に、より良い意思決定を行うために十分な速さで学びを得ることであるという点を理解しています。
プロトタイピング工程について理解したうえで、多くの加工業者がオープンに語ることを避けるトピックに進むことができます。すなわち、高精度シートメタル加工における価格設定を実際に左右する要因とは何か、そして品質を損なうことなくコストを最適化するにはどうすればよいか、という点です。
価格設定の要因とコストドライバーの理解
以下は、多くの製造業者が避けがちな会話です:実際には、プロジェクトコストを決定づける要因とは何でしょうか?カスタムの板金加工見積もりを依頼する際、まるでブラックボックスから謎の数値を受け取るような印象を受けることがありますが、実際のところは、ご想像よりもずっと単純明快です。高精度板金加工のコスト要因を理解すれば、情報に基づいた意思決定が可能になり、品質を損なうことなくコスト削減を図ることもできるでしょう。
高精度加工の専門家によると、価格に影響を与える要因はいくつか互いに関連しており、その中でも特に重要なのは、どの要因がお客様自身でコントロール可能か、どの要因がトレードオフを伴うか、またどの要因が単に製造工程における物理的制約という不変の現実であるかを理解することです。
材料費および複雑性要因
まず、最も具体的な高精度金属加工のコスト要因から始めましょう。つまり、部品の材質と、その製造の難易度です。
材料選定 見積もりにおける最も大きな変動要因の一つです。業界関係者によると、アルミニウム、ステンレス鋼、炭素鋼などの金属は、1ポンドあたりの価格および加工性の両面で異なります。
- アルミニウム 軽量で耐食性に優れていますが、成形および溶接作業時により細心の注意を要します。
- ステンレス鋼 優れた強度と耐久性を備えていますが、1ポンドあたりのコストが大幅に高く、しばしば特殊な仕上げ処理を必要とします。
- 炭素鋼 コストパフォーマンスに優れ、汎用性が高い一方で、腐食防止のためには通常、保護コーティングが必要です。
素材の板厚はこれらのコストを直接増加させます。厚板は切断に時間がかかり、曲げにはより大きな力が必要となり、溶接時間も延長されるため、すべてが製造工数の増加および価格の上昇につながります。
デザイン の 複雑さ 2番目の主要なコスト増倍要因を生み出します。複数の曲げ、複雑な切り抜き、または厳密な公差を有する部品は、より多くのプログラミング時間、追加のセットアップ作業、および頻繁な検査サイクルを必要とします。単純な2つの曲げを持つブラケットと、12個の曲げ、ハードウェアインサート、溶接組立を含むエンクロージャーとの間のコスト差は劇的になることがあります——使用材料が同一であってもです。
板金加工の価格決定要因が貴社の最終利益にどのように影響するかを理解するための実践的なフレームワークを以下に示します:
| コスト要因 | インパクトレベル | このコストを引き起こす要因 | 最適化の方法 |
|---|---|---|---|
| 材料タイプ | 高い | 原材料の市場価格、合金仕様 | 標準合金を指定する;類似した性能を有する代替合金を検討する |
| 材料の厚さ | 中~高 | 切断速度、成形力、溶接時間 | 構造要件を満たす最小限の板厚を使用する |
| 幾何学的複雑さ | 高い | プログラミング、セットアップ変更、特殊工具 | 設計を簡素化する;曲げ半径および穴径を標準化する |
| 許容差の要件 | 高い | 加工速度の低下、頻繁な検査、再加工リスク | 重要な寸法にのみ厳密な公差を適用する |
| 表面加工 | 中 | 追加の工程ステップ、コーティング材料、硬化時間 | 機能上必要な場合にのみ仕上げを指定する |
| 組立作業 | 中~高 | 作業工数、ハードウェアコスト、検査ポイント | 簡易組立を考慮した設計;自己位置決め機能を活用する |
| セットアップおよびプログラミング | 中 | 初期機械設定、工具準備 | 共通の工具要件を有する部品ファミリーを設計する |
公差要求は「高」の影響度評価を受けています。製造専門家によると、公差が厳しくなるほどコストが増加します。厳しい寸法要件を満たすには、より頻繁な検査、より遅い切削速度、三次元測定機(CMM)やレーザー式検査装置などの高度な計測機器が必要となるためです。
生産数量の検討と納期とのトレードオフ
精密加工における価格設定では、数量がすべてを決定します。単一の試作品または小ロット生産の場合、セットアップおよびプログラミング時間が少ない部品数で割り当てられるため、大量生産注文と比較して1個あたりのコストが大幅に高くなります。
実用的に考えてみてください。部品を10個注文するにせよ、1,000個注文するにせよ、加工業者は依然としてレーザーのプログラミング、プレスブレーキのセットアップ、品質検査手順の設定を行う必要があります。これらの固定費は、ご注文数量に応じて異なる割合で按分されます。
- 試作数量(1~10点): セットアップ費用が支配的であり、単品あたりの価格は最も高くなりますが、総投資額は最も低くなります。
- 小ロット生産(50~500点): セットアップ費用の償却がより有利になり、単品あたりの価格は大幅に低下します。
- 大量生産(1,000個以上): 効率向上の恩恵が最大化され、自動搬送および最適化されたネスティング(板材配置)により、材料ロスと人件費が削減されます。
納期は、多くの購入者が過小評価しがちな、もう一つのコスト要素です。出典: 加工見積もりの専門家 によると、緊急注文や納期短縮を要するプロジェクトでは、残業手当や生産スケジュールの調整が発生し、いずれもプレミアム料金を伴います。
納期とコストの間には、重要なトレードオフ関係が存在します。
| 納期シナリオ | コストへの影響 | 一般的なタイムライン | 最適な用途 |
|---|---|---|---|
| 標準生産 | ベースライン価格 | 2〜4週間 | 需要が予測可能で、計画通りに生産を行う場合 |
| 迅速な配達 | プレミアム料金が適用されます | 1-2週間 | 予算の柔軟性を伴う重要な納期 |
| 急ぎ/緊急対応 | 大幅なプレミアムコスト | 数日~数週間(数週間より短い) | コストよりも緊急性が優先される真の緊急事態 |
| 柔軟/計画通り | 割引の可能性あり | 4~6週間以上 | タイミングが交渉可能な、緊急性の低い注文 |
リードタイムの専門家が指摘するように、設計がシンプルで、使用材料が標準的であるほど、部品の到着は早くなります。また、急ぎ手配によるプレミアム料金を回避できれば、早期納入はしばしばコスト削減にもつながります。
見落とされがちなコスト要因の一つは、輸送および物流です。業界関係者によると、製造工程は予定通りに完了しても、輸送がスケジュールに影響を及ぼす可能性があります。優先的な運送会社による迅速な物流サービスを利用すれば納期を短縮できますが、通常は費用が高くなります。国際的な注文の場合、貨物費の最小化よりも納期の短縮が重要である場合は、分割出荷を依頼することを検討してください。
最もコスト効率の高いアプローチは、賢い設計判断と現実的なスケジュール計画を組み合わせることです。精密板金加工パートナーとは、図面が最終確定する前、つまり設計段階の早い時期から協力して作業しましょう。経験豊富な加工業者は、工具交換回数を減らすための標準穴径の提案や、同等の性能を維持しつつコストを低減できる代替材料の推薦など、お客様が見落としがちなコスト最適化の機会を特定することができます。
価格決定要因を理解したことで、見積もりを賢く評価し、コストの内訳や、アプリケーションが要求する精度を損なうことなくコスト削減を図れる箇所について、潜在的な製造パートナーと情報に基づいた会話を行う準備が整いました。
高精度シートメタル選定の正しい判断を下す
精度公差の実質的な意味から、認証要件、DFM(設計段階での製造性向上)の原則、試作プロセス、コスト要因に至るまで、重要なポイントを網羅してきました。次に、これらの知見を統合し、自信を持って前進できる具体的なガイドラインへと結びつける時期です。
技術仕様担当者として製造能力を比較する場合でも、サプライチェーンの潜在的パートナーを評価する経営責任者である場合でも、本稿で検討した高精度シートメタルの選定基準には共通点があります。それは、マーケティング上の主張よりも、実証済みの製造能力がより重要であるという点です。
次回の高精度プロジェクトに向けた重要なポイント
見積もり依頼や施設見学のスケジュールを組む前に、以下の重要な評価ポイントを常に念頭に置いてください。
優れた高精度シートメタル加工会社は、以下の3つの譲れない品質を備えています:業界に適した認証(最新の証明書による確認済み)、お客様の特定の公差要件に合致する設備能力、および量産開始前の設計改善を支援する共同エンジニアリングサポートです。
以下は、簡潔にまとめた高精度加工パートナー評価フレームワークです。
- 認証の有効性を確認してください: 有効期限が明記された最新の認証書を請求してください。ISO 9001は一般用途に適用されます。航空宇宙分野ではAS9100が必須であり、IATF 16949は自動車サプライチェーンへの対応 readiness を示します。
- 能力と要件を照合してください: 必要のない高度な能力のために過剰な費用を支払ってはいけませんが、アプリケーションが要求する公差については一切妥協してはいけません。
- DFM(設計製造性)連携を評価してください: 試作段階でお客様の設計を改善してくれるパートナーは、後工程での高額な生産問題を未然に防止します。
- 早期に応答性を評価する: 見積もり依頼に対する潜在的パートナーの応答速度は、製造工程における課題発生時のコミュニケーション姿勢を予測する指標となります。
- コスト構成要素を理解してください: 材料選定、幾何学的複雑さ、公差要件、納期など、すべてが価格に影響を与えます。柔軟性のある領域で最適化を図ってください。
確信を持って前進する
次のステップは、お客様がバイヤージャーニーのどの段階にいるかによって異なります。まだ要件定義中の場合は、公差仕様および材料選定に重点を置いてください。これらの決定は、その後のあらゆる選択に連鎖的に影響します。サプライヤー比較を実際に進めている場合は、認証の確認を最優先し、その高精度加工能力を実証するサンプル部品の提出を依頼してください。
特に自動車用途においては、適切な高精度加工パートナーの選定がさらに重要になります。高精度プレス加工の専門家によれば、IATF 16949などの認証は、その加工業者が欠陥防止、トレーサビリティ、継続的改善プロトコルなど、自動車業界特有の要求事項を理解していることを示すものです。
理想的な高精度加工パートナーとは、実際にはどのようなものかを検討してください。 シャオイ (寧波) メタルテクノロジー 当社は、本ガイドで一貫して述べてきた基準を体現しています:自動車用シャシー、サスペンションおよび構造部品向けのIATF 16949認証;開発スケジュールを加速させる5日間での迅速な試作;量産開始前の設計課題を早期に検出する包括的なDFM(製造可能性設計)支援;およびプロジェクト進行を支える12時間以内の見積もり対応。こうした、確立された品質管理システム、迅速なサービス対応、そして技術的協業が融合した総合的な能力こそが、高精度板金加工パートナーに求められる理想像です。
高精度加工の市場では、十分な知識を持った調達担当者が評価されます。本ガイドで得られた評価フレームワーク、DFMに関する知識、およびコスト理解をもとに、単に初回注文時だけでなく、長年にわたる生産協業においても一貫した品質を提供できるパートナーを選定できるようになります。
高精度板金加工会社に関するよくあるご質問
1. 精密板金加工とは何ですか?
高精度板金加工とは、板金部品および構成部品を極めて高い精度基準で製造するプロセスであり、通常は±0.005インチから±0.010インチ(±0.13mm~±0.25mm)の公差を維持します。このプロセスには、ファイバーレーザー装置、角度補正技術を備えたCNCプレスブレーキ、および検査用の三次元測定機(CMM)といった専門設備が用いられます。航空宇宙、医療機器、自動車など、厳密な仕様を要求する産業では、寸法誤差による部品の不具合が組立不良、製品リコール、さらには安全上の問題を引き起こす可能性があるため、高精度加工が不可欠です。
2. 世界で最も優れた板金加工業者は誰ですか?
最適な製造業者は、お客様の具体的なアプリケーション要件、必要な業界認証、および要求される精度公差によって異なります。自動車向けアプリケーションの場合、IATF 16949認証を取得したパートナー(例:紹興(寧波)金属科技有限公司)を検討してください。同社はシャシー、サスペンション、構造部品向けに5日間での迅速な試作対応、包括的なDFM(設計製造性評価)サポート、および12時間以内の見積もり提出を提供しています。航空宇宙分野の案件では、AS9100認証が必須です。潜在的なパートナーを評価する際には、一般的なランキングではなく、設備能力、品質管理システム、材料に関する専門知識、および対応スピードに基づいて判断してください。
3. 板金の設置費用はいくらですか?
高精度板金加工のコストは、材料の種類および厚さ、幾何学的複雑さ、公差要求、表面仕上げ要件、注文数量など、いくつかの要因によって大きく異なります。単純なプロジェクトでは数百ドル程度で済む場合もありますが、厳しい公差を要する複雑な高精度部品では数千ドルに及ぶこともあります。セットアップおよびプログラミング費用は、数量に関わらず比較的固定されるため、試作品における1個あたりのコストは量産品よりもはるかに高くなります。コスト最適化のためには、重要な寸法のみに厳密な公差を指定し、標準的な穴径および曲げ半径を採用し、急ぎ手配によるプレミアムを回避するために現実的な納期を計画することが推奨されます。
4. 高精度板金加工会社が取得すべき認証は何ですか?
必要な認証は、お客様の業種によって異なります。ISO 9001は、一般的な商業用途における基盤となる認証であり、文書化された品質マネジメントシステムを証明します。AS9100は、航空宇宙・航空・防衛分野向けにISOの要求事項を拡張したもので、安全性が極めて重要な製造工程が必須とされる分野に適用されます。IATF 16949は、欠陥防止および継続的改善を重視した自動車サプライチェーンへの対応 readiness を示す認証です。ISO 13485は、医療機器に関する規制コンプライアンスを満たすための認証です。認証は有効性を維持するために3年ごとの監査を要するため、常に有効期限を明記した最新の認証書を請求してください。
5. 精密板金加工パートナーの選び方は?
まず、業界に適した認証がお客様のアプリケーション要件と一致しているかを確認してください。機器の性能を、お客様の特定の公差要件および材料種別と照らし合わせて評価してください。設計段階におけるDFM(製造性向上設計)支援体制を評価しましょう。量産開始前に設計を改善してくれるパートナーは、将来的な高コスト問題を未然に防止します。見積もりプロセスにおける対応スピードを、今後のコミュニケーション品質を測る指標としてご確認ください。同様の高精度要件を持つ顧客からの試作部品または参考事例を請求してください。迅速な設計反復が必要な場合は、そのパートナーの試作対応能力も検討してください。また、重要寸法に対して材料のトレーサビリティおよび統計的工程管理(SPC)を含む品質保証体制を有しているかも確認してください。