 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

Precision Sheet Metal Fabrication LLC:設計段階から完璧な仕上げまで

精密金属製片製造について理解する
高精度シートメタル加工を専門とするLLC(有限責任会社)をお探しの際、実際に何をお求めですか?「高精度」という言葉は単なるマーケティング用語ではありません。これは、標準的な金属加工業者とは一線を画す、金属加工における根本的に異なるアプローチを意味し、工学的品質を重視した製造プロセスを示しています。この違いを理解することは、初めて部品を調達される場合でも、あるいは重要な用途向けに新たな加工パートナーを評価する場合でも不可欠です。 重要用途向けに新たな加工パートナーを評価する場合でも .
プレス加工における高精度の要因
複雑なアセンブリ内に収まる必要がある部品を注文することを想像してみてください。標準的な金属加工では、公差が±1/16インチから±1/8インチ(±1.6mm~±3.2mm)の部品を受け取ることになります。この程度のばらつきは、建築用フレームや基本的な筐体には許容されますが、医療機器や航空宇宙機器のように、わずか数十分の1ミリメートルの誤差が成功と失敗を分けるような製造現場では、どうなるでしょうか?
ここに、高精度シートメタル加工業者がその称賛に値する所以があります。高精度シートメタル加工会社は、公差を±0.005インチ~±0.010インチ(±0.13mm~±0.25mm)の範囲内に保って作業を行います。これは一般向けの加工と比べて約10~15倍も厳密な公差です。ただし、公差という指標だけでは、その実力をすべて語ることはできません。
高精度公差とは、指定された寸法からの許容される変動限界を定義するものであり、数千点に及ぶ量産ユニットにおいても、すべての部品が正確に適合し、所定の機能を果たし、設計通りの性能を発揮することを保証します。
高精度板金加工業者を一般の業者と真正に区別する要素は、相互に関連する以下の3つです。
- 先進機器 マイクロジョイント技術を備えたファイバーレーザー切断装置、角度測定システムを搭載したロボット式CNCプレスブレーキ、および検証用の三次元測定機(CMM)
- 材料に関する専門知識: 各種合金が加工中にどのように振る舞うかについての深い理解——ばね戻し量の計算、結晶粒方向の考慮、熱膨張特性など
- 品質システム: 完全なトレーサビリティ、統計的工程管理(SPC)、初品検査(FAI)、および規制対応産業の要件を満たす文書化
高精度金属加工の背後にある技術基準
では、その加工業者が本当に高精度レベルで運営されているかどうかをどう判断すればよいでしょうか?産業標準がその枠組みを提供します。以下によると、 国際公差分類 製造精度は18段階(IT01~IT18)にわたります。一般的な板金加工では通常IT12~IT14の範囲が適用され、高精度板金加工ではIT5~IT7レベルが求められ、これは従来、精密機械加工分野で用いられてきた規格です。
これらの数値は恣意的に定められたものではありません。より厳しい公差を実現するには、専門的な技能、校正済みの設備、および寸法精度を経済的に検証可能な検査手順が必要となります。業界における一つの原則として、「合理的に測定できない公差は、図面に記載してはならない」という考え方があります。
高精度レベルでの競争を目指す新興板金工場にとって、障壁は単なる設備投資にとどまりません。真の高精度対応能力を有するには、ISO 9001、航空宇宙分野向けAS9100、自動車分野向けIATF 16949などの規格に準拠した統合型品質管理システムの導入が不可欠です。
本ガイドを通じて、高精度板金加工がどのようにして初期の設計図面を完璧な完成部品へと変換するかをご確認いただけます。現代の板金加工を支える基幹技術について解説し、生産工程全体を一貫してご案内するとともに、業界別応用事例を検討し、潜在的な板金加工パートナーを評価するための実践的な判断基準もご提供します。金属部品の調達を初めて行う方から、より高度な技術的知見を求めるベテラン専門家まで、本資料は皆様が製造に関する適切な意思決定を行うために必要な知識を確実にご提供します。

現代の金属加工を支える基幹技術
高精度レベルの板金加工と一般の金属加工とを区別する要素を理解したところで、次に、こうした厳しい公差を実現可能にする技術について詳しく探っていきましょう。すべての precision sheet metal fabrication LLC 特定の切断および成形技術のアーセナルに依存しており、それぞれに明確な長所、制約、および最適な適用分野があります。これらのシステムがどのように機能するかを理解することで、部品の仕様決定や製造パートナーの評価において、より賢明な判断が可能になります。
CNCおよびレーザー切断技術の解説
現代の高精度鋼材製造の中心には、CNC(コンピュータ数値制御)技術があります。しかし、これはあなたの部品にとって具体的にどのような意味を持つのでしょうか?
CNC加工は、デジタル設計を自動化された制御システムによって物理的な実体へと変換します。According to Propel Manufacturing によると、このプロセスは、コンピュータ支援設計(CAD)ソフトウェアを用いて部品のデジタル設計図を作成することから始まります。この設計データは、直接機械の制御システムに入力され、指定された寸法および輪郭に従って切断ヘッドが正確な動きを実行するよう指示されます。これにより、手作業による操作に伴うばらつきが排除されます。
CNCレーザー切断に関しては、特に精度の高い製造に用いられる主なレーザーは2種類あります。
- 炭素レーザー: 非金属および厚手の材料の切断に優れており、多様な基材上で滑らかなエッジ品質を実現します。
- ファイバーレーザー: アルミニウム、真鍮、銅などの反射性金属の切断に優れており、薄板材ではより高速な切断と低い運転コストを実現します。
切断メカニズム自体も興味深いものです。レーザー光線は、実際に切断時に金属を溶融または蒸発させ、圧縮ガス(通常は酸素または窒素)を用いて溶融した材料を切断ラインから吹き飛ばします。この熱プロセスにより、機械式切断法では不可能な複雑な形状や微細な特徴を実現できます。
バージニア州の金属加工市場や、スターリング(バージニア州)における板金加工用途にサービスを提供する高精度板金加工業者にとって、レーザー切断は極めて優れた利点を提供します:材料の歪みが最小限に抑えられ、キルフ幅が狭く、エッジ品質が非常に高いため、二次仕上げ工程を不要とする場合が多くなります。
プラズマ切断とウォータージェット切断の使い分けタイミング
難しそうに聞こえますか?それぞれの技術がお客様の用途において適している状況を、わかりやすく解説します。
プラズマ切断 は、レーザー方式とはまったく異なるアプローチを採用しています。その仕組みは、 トールマッハ社の説明によると、 プラズマ切断機は、高圧で圧縮されたガスをトーチのノズルから噴出させます。トーチ内の電極と加工物の間に電流が流れ、アークが発生すると、このガスが超高温に加熱されて「プラズマ」(物質の第4の状態)へと変化し、金属を溶融スラグにまで融解させる温度に達します。
この技術は、以下の特定のシナリオにおいて優れた性能を発揮します:
- 厚板の導電性材料(鋼板、アルミニウム、ステンレス鋼など)の切断
- 超高精度よりも切断速度が重視される用途
- 厳密な公差を必要としない、予算重視のプロジェクト
ただし、プラズマ切断では熱影響部(HAZ)が大きくなり、レーザー切断やウォータージェット切断と比較して精度が劣ります。また、導電性金属のみへの適用に限定されます。
ウォータージェット切断 文字通り、まったく異なる経路をたどります。この冷間切断プロセスでは、アブラシブ粒子(通常はガーネット)を混合した水をセラミックノズルから50,000 PSIを超える高圧で噴射します。その結果、実質的にあらゆる材料を切断可能な強力な切断水流が得られます。
なぜウォータージェットを選ぶべきか?熱に弱い材料(特定のプラスチック、複合材、または強化金属など)を加工する場合、熱入力が発生しないため、材料の特性が保たれます。精度はレーザー切断と同等であり、切断面の品質も優れています。ただし、アブラシブの消費による運転コストが高くなること、および厚板材における切断速度が遅くなることがトレードオフです。
ご使用用途に応じた切断技術の比較
最適な切断方法を選択するには、加工対象の材料、板厚要件、公差仕様、および予算制約を総合的に検討する必要があります。以下の比較表は、技術と用途とのマッチングを支援します。
| テクノロジー | 最適な適用例 | 材料の厚さ範囲 | 精度レベル |
|---|---|---|---|
| ファイバーレーザー | 薄板~中厚板の金属、反射性材料、複雑なパターン | 0.5mm - 25mm(鋼材) | ±0.1mm から ±0.25mm |
| CO2レーザー | 非金属、厚手の素材、滑らかなエッジが求められる用途 | 最大25mm(鋼) | ±0.1mm から ±0.3mm |
| 血球 | 厚手の導電性金属、高速生産、コストに敏感なプロジェクト | 3mm~150mm | ±0.5mm から ±1.5mm |
| ウォータージェット | 熱に弱い素材、複合材料、ガラス、石材、多種素材の組み合わせ構造物 | 最大200mm以上 | ±0.1mm から ±0.25mm |
CAD/CAM統合:デジタル基盤
高精度鋼製造企業が採用する切断技術が何であれ、真の価値は素材が機械に触れることよりも前に生まれます。CAD/CAM(コンピュータ支援設計/コンピュータ支援製造)の統合により、設計データから完成部品に至るまで一貫したデジタル・スレッドが構築されます。
この統合がお客様のプロジェクトにもたらすメリットは以下の通りです:
- 設計検証: ソフトウェアが生産開始前に切断パスをシミュレーションし、工具の干渉や材料使用効率の低下などの潜在的課題を事前に特定します
- 巣の最適化 アルゴリズムが単一のシート上に複数の部品を最適配置し、材料ロスを最小限に抑えます——これにより、コストを15~25%削減できる場合があります
- 工程の一貫性: デジタルプログラムにより、10個の注文でも10,000個の注文でも、生産ロット間で同一の品質と仕様が保証されます
- 迅速な反復: 設計変更は製造ワークフロー全体に自動的に反映され、量産開始までの期間を短縮します。
トレーサビリティが重要な産業(航空宇宙、医療、自動車など)において、CAD/CAMシステムは、すべての部品をそのソースプログラム、材料ロット、および生産パラメーターに完全にリンクしたデジタル記録を保持します。
これらのコア技術を理解することは、加工パートナーの評価や部品仕様の適切な策定の基盤となります。しかし、これらの技術は、完成した生産ワークフローにどのように統合されるのでしょうか? ここでは、初期の設計相談から最終納品に至るまでの加工プロセス全体を順に説明します。
fabrication ワークフローの完全な解説
技術は既にご確認いただいていることと思いますが、それらがどのように連携して、お客様のコンセプトを完成した部品へと変えていくのでしょうか?精度の高い鋼材製造を手掛けるロアノーク(バージニア州)の工場と協業する場合でも、ハンプトンの板金加工専門業者と提携する場合でも、加工工程は問題を早期に検出し、各工程で品質を確実に保つよう設計された明確な手順に従って進められます。このプロセスを理解することで、加工業者との効果的なコミュニケーションが可能となり、プロジェクトに対する現実的かつ妥当な期待値を設定できます。
CAD設計から完成部品まで
すべての高精度板金加工プロジェクトは、明確に区別された複数の段階を経て進められます。いずれかのステップを飛ばしたり、チェックポイントを急いで通過したりすると、組立時に問題が発覚するだけでなく、最悪の場合、設置後に問題が明らかになる可能性があります。以下に、専門の加工業者が採用する完全な工程をご紹介します。
- 設計相談およびレビュー: このプロセスは、金属の切断を開始する前から始まります。お客様の加工パートナーが図面をレビューし、製造上の課題を特定し、仕様を確認します。以下によると AP Precision 、すべてのプロジェクトは、デジタルデータ、青焼き図面、またはスケッチなど、加工全体を通じて指針となる図面から始まります。この段階で、レーザー切断、タレットパンチ、プレスブレーキ、溶接、あるいはそれらの組み合わせといった適切な加工工程が決定されます。
- 材料の選定と確認: すべての金属が加工時に同じ挙動を示すわけではありません。この段階では、材料の特性をお客様の用途要件に適合させる作業が行われます。具体的には、強度、耐食性、成形性、コストなどを検討します。Fabrication Specialists社が指摘しているように、品質管理とは、お客様の特定の用途および使用環境に適した材料を選定し、材質証明書によって仕様を確認するとともに、完全なトレーサビリティを確保することを意味します。
- 切断加工: 材料が確定すると、加工工程は切断へと移行します。お客様の仕様に応じて、複雑なパターンにはレーザー切断、熱に敏感な材料にはウォータージェット切断、厚板材にはプラズマ切断などが用いられます。切断方法は、エッジ品質、寸法精度、および後工程の加工要件に直接影響を与えます。
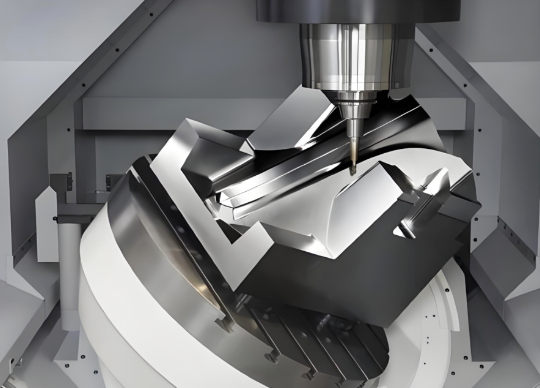
- 形作り・曲げ: 平面状に切断された部品は、以下の工程により三次元形状へと変形します。 CNCプレスブレーキおよび成形設備 。プレスブレーキは、工具、建築部材、筐体、複雑なアセンブリなど、板材部品を曲げ加工します。高精度な成形には、スプリングバック補正および結晶粒方向の影響を考慮した計算が必要です。
- 溶接および接合: 設計で複数の部品を永久に接合する必要がある場合、溶接工程が開始されます。専門の製造業者は、MIG溶接、TIG溶接、スポット溶接、ろう付けなど、材料の種類、継手の要件、仕上げ仕様に応じて最適な溶接手法を選択・提供します。
- 表面加工: 組み立て後に、部品は外観・機能性・耐久性を向上させるために仕上げ処理を必要とすることが多いです。KAL Manufacturing社が説明しているように、仕上げ工程では、鋭いエッジ、溶接痕、酸化皮膜などが除去されます。仕上げ方法には、研削、研磨、ブラスト処理、粉体塗装、アルマイト処理、めっき、パッシベーションなどがあります。
- 品質検査: 部品が工場を出荷する前に、最終仕様に対する検査が実施されます。これには寸法検証、目視検査、および重要用途向けの非破壊検査(NDT)が含まれます。検査結果はトレーサビリティ確保のため文書化されます。
- 包装と配送: 専門の製造業者は、部品が完璧な状態でお客様のもとに届く必要があることを理解しています。適切な包装により、完成品は輸送中に保護され、ラベル表示システムによって受入担当チームが正確に識別できるようになります。
製造プロセスにおける重要なチェックポイント
ハムプトン・シートメタル社の高品質製品と、手抜きを行う工房との違いは、最終工程での検査ではなく、継続的な検証を実施している点にあります。問題を早期に発見できれば修正費用はわずかで済みますが、設置中に問題が判明した場合のコストは数百万円にも及びます。
品質重視の加工業者は、各工程の移行時にチェックポイントを設けています:
- 事前加工検証: 材料の在庫状況の確認、図面の曖昧な記載の検討、切断開始前の潜在的課題の特定
- 工程内検査: 切断後の寸法確認、成形中の曲げ角度の検証、仕上げ前の溶接部の検査
- 納品前レビュー: 最終的な寸法検証、仕上げ品質の評価、注文仕様書に対する完成品の完全性確認
- 文書引渡し: 材料証明書、検査記録、試験結果、および適合性声明書(コンプライアンス文書)を完成部品とともに提供
として 業界の専門家が強調しているように 品質管理は単一のチェックポイントではなく、あらゆる工程にわたって継続的に実施されるプロセスです。加工業者が優れた品質管理を実施している場合、問題はコストがかかる前に早期に検出されます。一方、品質管理が不十分な場合、問題は現場での設置時や、数年後に何らかの部品が故障した際に初めて発覚することになります。
このワークフローを理解することで、加工パートナーを評価する際に、より適切な質問を投げかけることができるようになります。しかし、あなたのプロジェクトが標準的な生産モデルに適合しない場合はどうなるでしょうか?次に、高精度加工業者が、単一の試作から大量生産まで、さまざまな生産規模に対応したカスタム加工をいかに実施しているかについて探っていきます。
生産規模に応じたカスタム加工
精密シートメタル加工を専門とするLLC(有限責任会社)と取引する際の「カスタム」という言葉の意味とは、実際には何でしょうか?この用語は曖昧に使われることが多く、場合によってはわずかな設計変更を指すこともあれば、まったく独自の部品をゼロから製作することを意味することもあります。プロの加工業者が異なる生産数量に対してどのように対応しているかを理解することで、プロジェクトの納期や予算に対する適切な期待値を設定し、最適なパートナーを選定できます。
実際には、カスタムシートメタル加工サービスは極めて広範な領域をカバーしています。たとえば、コンセプト検証のための単一プロトタイプが必要な場合もあれば、ベータテスト用に50個のロットが必要な場合、あるいは本格量産向けに同一部品を10,000個必要とする場合もあります。それぞれのシナリオでは、異なるアプローチ、設備構成、およびコスト構造が求められます。
プロトタイピングおよび迅速開発能力
電子機器用の新しい筐体を設計したとします。量産用金型の製作や大量の材料発注を行う前に、設計が実際に機能することを確認する必要があります。つまり、部品が正しく収まり、組立時に各部品が正確に位置合わせされ、完成品が意図通りに動作することを検証するのです。このような段階で、高精度な金属プロトタイピングが極めて価値ある手段となります。
フィクティブ社の製造に関する調査によると、プロトタイプの製作には、曲げ加工、切断、パンチング、溶接といった標準的な量産工程が用いられるため、最終設計の主要な特性を再現した機能的な部品が得られます。これらのプロトタイプは、性能、耐久性、および組立性に関する実環境テストを可能にし、エンジニアが問題を早期に特定・解決できるように支援します。
現代のプロトタイピングが特に強力な理由は何でしょうか?それは「スピード」と「忠実度」です。今日の板金プロトタイピング手法では、設計変更を迅速に行い、フィードバックを素早く得ることが可能であり、これにより製品全体の品質向上が図られます。自動車、航空宇宙、民生用電子機器、医療機器などの産業分野では、正確で最適化され、かつ堅牢な部品を開発するために、このアプローチが広く採用されています。
典型的なプロトタイピングワークフローには以下のような工程が含まれます:
- 設計およびCADモデリング: CADソフトウェアを用いて詳細な3Dモデルを作成し、寸法および公差を厳密に制御することで、金属を切断する前に潜在的な干渉を特定します
- 材料のマッチング 可能な限り実際の量産用材料を用いること——なぜなら、材料を代替すると機能試験の結果が誤って解釈され、設計検証が不十分になる可能性があるためです
- 高速切断: レーザー切断およびウォータージェット加工は高価なダイ(金型)を不要とし、生産時間およびコストを削減するとともに、複雑な形状の実現を可能にします
- 迅速な反復: 高度な製造手法により、試作用の板金部品を数日以内に製作することが可能であり、エンジニアは迅速に設計変更を実施し、全体の開発サイクルを加速させることができます。
D&V社製の高精度板金部品や、迅速な開発が求められる精密鋼材ロアノーク(Roanoke)プロジェクトにおいては、試作能力が市場投入のタイミングを確保できるか、あるいは機会を完全に逃すかを左右する決定的要因となることがあります。
単体から量産へのスケーリング
多くの購入者が混乱を招きやすいポイントがここにあります:加工業者は、1個の試作品から数千点規模の量産品へと、どのように移行するのでしょうか? その答えは、各生産規模に応じた異なる設備戦略、コスト構造、および品質に関する検討事項にあります。
少量生産 試作と量産の中間的な位置を占めます。RCO Engineering社によると、少量生産は通常、プロトタイプ、カスタム製品、または限定版の製造に用いられます。少量生産メーカーは、大量生産メーカーと比較して、納期が短く、設計変更にもより柔軟に対応できる傾向があります。
この柔軟性には、以下の特有のメリットがあります:
- 初期投資額が低い: 高価な生産用金型や大量の原材料調達を必要としません
- デザインの柔軟性: 金型を廃棄することなく、生産ロット間で設計変更を実施できます
- 市場テスト: 顧客の反応を確認したうえで量産へと拡大する前に、少量を製造して検証できます
- リスク削減 未検証製品に対する財務的リスクを最小限に抑えられます
大量生産体制 需要が自動化投資を正当化する場合に、この手法が適切になります。生産数量が増加すると、加工業者は最適化されたプロセスへと移行します。すなわち、専用の金型・治具、自動化された材料搬送、および効率化された検査手順です。大量生産の最大の利点はスピードです。つまり、多数の製品を短期間で必要とする場合、このアプローチは少量生産では達成できないレベルの効率性を実現します。
ただし、大量生産は柔軟性を効率性と引き換えにしています。また、 DeWys Metal Solutions が説明しているように、試作段階から本格量産への移行には、精度と品質を維持しつつ加工プロセスをスケールアップさせる必要があります。この段階においては、自動化および先進的な製造技術が重要な役割を果たし、金属部品を効率的かつ一貫して生産することを可能にします。
ご要件に合った加工方式の選定
どの生産規模がプロジェクトに最も適しているかを判断するには、以下の代表的なカスタム加工シナリオとその要件をご検討ください:
- コンセプト検証(1~5台): スピードと材料の正確性を重視;公差は若干緩めても可;設計の実現可能性を確認するのに最適
- 機能プロトタイプ(5~25台): 量産品と同等の完全な公差が要求される;部品は最終製品と同一の性能を発揮しなければならない;フィールド試験および顧客評価を支援
- パイロット生産(25~100台): スケールに応じた製造プロセスの妥当性を検証;組立上の課題を特定;生産チームのトレーニングを実施
- 少量生産(100~1,000個): 単位あたりコストが低下;小規模な金型投資が正当化される場合あり;設計は凍結すべき
- 大量生産(1,000台以上): 自動化による最大効率化;専用金型の導入;厳格な変更管理手順
この柔軟性を実現するための機器は極めて重要です。CNCレーザー切断機は、金型の交換を必要とせずに、試作から量産まで対応できます。自動工具交換機能付きプレスブレーキは、異なる部品構成間のセットアップ時間を短縮します。また、最新のCAD/CAMシステムではプログラムを保存しておけば、注文数が10個でも10,000個でも即座に呼び出して使用できます。
自社プロジェクトがこのスペクトラムのどの位置にあるかを理解することで、潜在的な製造パートナーとの効果的なコミュニケーションが可能になります。ただし、業界によって精密金属部品に対する要求は大きく異なります。自動車・航空宇宙産業から医療機器・電子機器に至るまで、製造業者が特定のセクターにどのように対応しているかを詳しく見ていきましょう。
精密製造業者が対応する業界
異なる産業分野では、単に金属部品を必要としているだけでなく、それぞれまったく異なる環境や性能要件に対応するよう設計された金属部品を必要としています。HVACダクトワークを支持するブラケットが受ける応力は、ジェットエンジン内部の部品や、感度の高い医療用電子機器を保護する筐体など、まったく異なるものです。そのため、高精度シートメタル加工会社との提携が重要となるのです。適切な加工業者は、お客様の業界特有の要件を理解し、それを生産のすべての工程に反映させます。
高精度加工技術が各産業分野にどのように貢献しているか、また各業界の要件がなぜ独特であるのかを、詳しく見ていきましょう。
自動車および航空宇宙向け部品の要件
自動車用シートメタル部品を調達する際には、精度と大量生産の両方を要求される業界と取引することになります。シャシー用ブラケット、構造補強部品、熱遮蔽板、マウントプレートなどは、年間数十万ユニットにも及ぶ大規模生産においても、厳密な仕様を満たすと同時にコスト効率性を維持する必要があります。
自動車業界では通常、以下のような要件が求められます。
- 許容範囲: 構造部品には±0.1mm~±0.25mmの公差が要求され、組立インターフェースにはさらに厳しい公差が適用されます
- 材料: 高強度低合金鋼、アルミニウム合金、および排気・熱管理用途向けステンレス鋼
- 認証: 自動車業界特有の品質マネジメントを証明するIATF 16949準拠
- 生産量の柔軟性: 試作検証から量産まで、スケールアップ対応が可能な能力
航空宇宙分野における高精度板金加工は、まったく異なる次元の要件を伴います。Premium Parts社によると、航空宇宙用板金製造には、効果的な部品の設計および製作に必要な専門知識と設計ノウハウが不可欠です。これは、部品製作に対して極めて厳格な要件が課されるためです。製造された部品は、寸法、設計、機能面において完全に一致していなければならず、重量、機能性、寿命といった点で厳格な基準を満たす必要があります。たとえごくわずかな変更であっても、回避しなければなりません。
航空宇宙分野の製造加工が特に困難な理由は何でしょうか?これらの部品は極限の環境条件に耐える必要があります。機体胴体パネル、翼構造、エンジンマウントブラケット、制御面部品などは、温度の極端な変化、圧力差、振動、疲労サイクルといった過酷な負荷にさらされ、それらに耐えられない低性能な材料や組立品は破損してしまいます。
航空宇宙分野の製造業者は、通常以下のような材料を扱います:
- アルミニウム合金: 優れた比強度および耐食性を有することから好まれる
- チタン: 内部からの激しい加熱および構造的応力がかかる部品に選定される
- 高強度鋼合金: 重量よりも最大強度が優先される用途で使用される
採用される製造加工技術も、こうした厳しい要求に応えるものとなっています。レーザー切断、ウォータージェット切断、CNC機械加工が航空宇宙分野における板金加工の主流であるのは、事実上すべての部品が非常に正確かつ精細な切断を必要とするためです。TIG溶接およびMIG溶接などの溶接技術は、航空宇宙運用において損傷を受けない堅牢な永久接合を実現するために用いられます。
医療・電子産業における応用
医療機器用金属加工は、寸法精度を越えた特有の課題を伴います。手術器具、診断機器、および植込み型デバイスに使用される部品は、生体適合性要件を満たす必要があり、滅菌処理に耐えられ、患者の安全がその性能に依存する場面においても絶対的な信頼性を維持しなければなりません。
フォトファブ社の医療機器設計ガイドによると、カスタム製造されたステンレス鋼部品は、オートクレーブ用ステンレス鋼製器具および刃物、診断・実験室機器用フィルターおよびふるい、外科用針通し、モニタリング装置用センサー素子、MRIシステム、および歯科・矯正用器具など、多様な用途に使用されています。
医療用部品の製造における精度要件は、他の産業に比べてしばしば厳しくなります。光化学加工(フォトケミカル・マシニング)—医療用部品向けの特殊な加工プロセス—では、厚さ0.0001インチ(0.0025mm)から0.1250インチ(3.175mm)までの金属板から部品を製造でき、寸法公差は金属板厚さの10%までに制御可能です。
電子機器用エンクロージャーの製造では、全く異なる課題が生じます。高精度の製造業者は、電磁妨害(EMI)シールド要件、熱管理要件、および基板やコネクタとの組立統合について十分に理解している必要があります。減衰用コンポーネント向けのシールドエンクロージャーは、数Hzから50GHzを超える周波数帯域で動作します。また、使用する金属の種類はシールド性能に直接影響を与えます。
電子機器用途においては、材料選定が特に繊細になります:
- 低周波シールド(15MHz未満): 鋼などの強磁性金属は、バルク材効果によって最も優れた減衰性能を発揮します
- 高周波遮蔽(15 MHz以上): 導電性が支配的となる。銅合金およびアルミニウムは優れた性能を発揮する
- はんだ付け可能な用途: ニッケルシルバー(銅55%、亜鉛27%、ニッケル18%)は、めっきを施さなくても本来のはんだ付け性を備えている
HVACおよび産業用機械への応用
HVAC(空調設備)の製造は、航空宇宙産業や医療機器製造に比べて要求水準が低いように思われるかもしれないが、異なる要件を低品質基準と誤解してはならない。ダクト、ハウジング、ダンパー、機器筐体は、数十年にわたって信頼性の高い性能を維持しなければならず、腐食に耐え、熱サイクル下でも構造的完全性を保ち、建築基準法の要件を満たす必要がある。
産業用機械の部品は、それぞれ固有の厳しい環境にさらされる:油類・切削油・振動・機械的応力への暴露である。これらの用途における高精度製造では、寸法精度に加えて、耐久性および保守性が特に重視される。
業界要件の比較
業界ごとに要件がどのように異なるかを理解することで、加工業者の経験が自社のニーズと合致しているかどうかを評価できます:
| 業界 | 代表的な部品 | 許容差の要件 | 一般的な材料 |
|---|---|---|---|
| 自動車 | シャシー用ブラケット、熱遮蔽板、マウントプレート、構造補強部品 | ±0.1mm から ±0.25mm | 高張力鋼(HSLA鋼)、アルミニウム合金、ステンレス鋼 |
| 航空宇宙 | 機体胴体パネル、翼構造、エンジンマウントブラケット、制御面 | ±0.05mmから±0.15mm | アルミニウム合金、チタン、高強度鋼 |
| 医療機器 | 外科用手術器具、医療機器ハウジング、診断機器フレーム、インプラント部品 | ±0.025mm から ±0.1mm | 316Lステンレス鋼、チタン、ニッケル合金 |
| 電子機器 | EMI/RFIシールド、エンクロージャー、シャシー、ヒートシンク、コネクター | ±0.1mm から ±0.2mm | アルミニウム、銅合金、ニッケル銀、鋼 |
| エフ・キャット | ダクトワーク、ダンパー、機器ハウジング、点検パネル | ±0.5mm~±1.0mm | 亜鉛めっき鋼板、アルミニウム、ステンレス鋼 |
| 工業用機械 | 機械ガード、制御パネル、構造フレーム、カバー | ±0.25mm から ±0.5mm | 炭素鋼、ステンレス鋼、アルミニウム |
産業用アプリケーションから医療・航空宇宙分野への移行に伴い、公差要求が劇的に厳しくなる点に注目してください。この段階的変化は、機能面での要求の高まりと、不具合発生時の影響の重大さを反映しています。たとえば、HVACパネルの公差がわずかに緩い場合、わずかな効率低下で済みますが、航空宇宙部品の公差が規定外になると、人の命を危険にさらす可能性があります。
高精度板金加工業者を評価する際、その業界における実績は、自社の特定要件を理解しているかどうかを示す指標となります。HVAC機器の製造に特化した工場では、航空宇宙分野に求められる品質保証体制および検査能力を備えていない可能性があります。逆に、航空宇宙分野に特化した加工業者は、より要求水準の低い用途には過剰であり、不必要にコストを増加させるような高度な能力を有している場合があります。
しかし、加工業者が宣伝通りの品質を実際に提供しているかどうかを、どのように確認すればよいでしょうか?その答えは、認証制度、品質管理プロセス、および検査手順を正しく理解することにあります。これらについては、次のセクションで詳しく解説します。

品質認証および品質管理プロセス
製造業者の設備を評価し、業界における経験を確認し、サンプル部品を検討しました。しかし、実際には、高精度シートメタル加工を専門とするLLC(有限責任会社)が、見本となる部品だけでなく、すべての生産ロットにおいて一貫した品質を提供していることを、どのようにして実際に確認すればよいでしょうか?その答えは、世界レベルの製造業者と、単に「高精度対応」と謳っているだけの工場とを区別するための認証枠組みおよび品質管理プロセスを理解することにあります。
現実として、認証とは単なるウェブサイト上のロゴではありません。各規格は、文書化されたプロセス、検証済みの能力、および特定の品質成果を保証するために設計された第三者による監査を受けたシステムを表しています。これらの認証が実際に何を要求しているかを理解することで、ご自社の業界要件に合致する製造パートナーを選定できます。
業界認証および規格の理解
ISO 9001 認証を取得した金属加工サプライヤーを評価する際、品質マネジメントの基盤を検討していることになります。しかし、この認証が実際に保証するものは何でしょうか?
に従って Qualityze iSO 9001 は、効果的な品質マネジメントシステム(QMS)の要件を定義する国際規格のセットです。ISO 9001 認証を取得した組織は、顧客および適用される法規制の要求を満たしつつ、高品質な製品およびサービスを一貫して提供する能力を示しています。
この基本要件を超えて、業界特有のニーズに対応する専門的な認証が存在します:
- ISO 9001:2015: 普遍的な品質マネジメントの基盤。組織に対して、適切かつ効果的な品質マネジメントシステムを定義・実施すること、および改善すべき領域を特定することを要求します。認証は第三者監査機関によって実施され、毎年審査が行われます。
- IATF 16949: 国際自動車タスクフォース(IATF)が定めたこの規格は、自動車業界に特化した品質マネジメントシステム(QMS)の要求事項を定義しています。IATF 16949準拠の板金加工業者は、IATF 16949およびISO 9001の両方の要求事項を満たす必要があります——これにより、工程管理の高度化、欠陥防止、およびサプライチェーンにおけるばらつきと無駄の削減が実証されます。
- AS9100: 航空宇宙産業における同様の規格であるAS9100精密加工認証は、航空・宇宙・防衛分野の製造に固有の要請に対応しています。この規格について、 テンプコ・マニュファクチャリング によると、AS9100D:2016認証のメリットには、厳格な文書化要件、トレーサビリティに関するプロトコル、および航空宇宙産業の品質期待に合致した品質管理が含まれます。
- ISO 13485:2016: この医療機器製造向け規格は、最終的に製造事業者が自社の品質マネジメント活動を実践的な形で示すことを可能にするとともに、厳格な品質要件を満たさない医療機器から消費者を守ることを目的としています。
なぜこの階層化された認証構造がお客様のプロジェクトにとって重要なのでしょうか? 各規格は、ISO 9001を基盤として、さらに追加的な要求事項を積み重ねていきます。ISO 9001認証のみを取得している加工業者は、自動車や航空宇宙分野のアプリケーションに求められる専門的プロセスを備えていない可能性があります。一方、AS9100認証を取得した工場は、最も厳しい製造環境においても検証済みの能力を有しています。
精度を保証する品質管理チェックポイント
認証制度は枠組みを提供しますが、実際の生産現場では何が行われているのでしょうか? 金属加工における品質管理は、各部品が仕様を満たしていることを確認するための特定の検査方法、測定器具および文書化手法を含みます。
に従って 工程品質管理(IPQC) 、板金部品は、意図された用途で正しく機能するために、厳格な寸法公差を満たす必要があります。最も一般的に検査される寸法には、板厚、平面度、穴径、曲げ角度、およびエッジ状態が含まれます。現代の計測機器では、数マイクロメートル単位の微小な変動も検出可能であり、設計図面への適合性を確実に保証します。
品質重視の板金加工業者が採用する検査方法には、以下のものがあります:
- 寸法検証: 板厚、長さ、幅、穴径、曲げ角度などの重要寸法を、直接測定とCADモデルとの比較分析を組み合わせて確認すること
- 表面質分析 仕上げ品質の評価:目視検査から自動光学スキャンまでを用いて、傷、へこみ、凹み、その他の不具合を検出すること
- 幾何公差の評価: 平面度、直線度、円形度、平行度などの形状および位置公差を、マイクロメートルレベルの精度で検証すること
このような検証を可能にする計測機器には、以下のようなものがあります:
- 三次元測定機(CMM): タッチプローブを用いて部品から3次元座標データを収集する高精度計測機器。複雑な形状をマイクロメートルレベルの精度で測定可能
- レーザースキャナー: レーザー光線を部品に照射して全表面データを非接触で取得する装置。自由曲面や柔軟性のある素材の計測に最適
- 光学式比較測定器: 部品の輪郭を拡大投影し、スクリーン上にテンプレートを重ねて2次元輪郭、穴配置、エッジ状態などを迅速に目視比較できる投影式測定器
- 自動視覚検査システム: カメラを用いた検査システムで、対象部品とデジタルテンプレートを比較。生産ラインにおける品質検査向けの高速ソリューションを提供
- 表面粗さ測定器: ダイヤモンド先端スタイラスまたは光学的手法を用いて表面粗さを定量化する専用計測機器
十分な検査と包括的な品質管理を分けるものは何でしょうか?それは統合と文書化です。業界の専門家が指摘するように、現代の板金検査は孤立して行われるものではなく、製造プロセス全体に統合されています。工程内計測(In-process gauging)により、生産設備へリアルタイムのフィードバックが提供され、即時の調整が可能になります。統計的工程管理(SPC)ソフトウェアは測定データを分析し、傾向を特定して、欠陥が発生する前に予防します。
自動報告システムにより、検査証明書および品質関連文書が生成され、書類作業が削減され、トレーサビリティが確保されます。クラウドベースの品質管理システムを活用すれば、複数の拠点から検査データにアクセスでき、グローバルな品質基準の維持および監査対応を支援します。
認定された高精度加工業者から部品を受け取る際には、付随する文書(合金の仕様を確認する材質証明書、寸法検査結果を示す検査記録、および完成部品と適用される規格との適合性を示す適合声明)が添付されていることが期待されます。こうした文書の履歴は単なる官僚的手続きではなく、すべての部品が仕様を満たしていること、および後日問題が生じた場合にトレーサビリティを確保できるという保証なのです。
認証制度および品質管理プロセスを理解することは、加工業者を客観的に評価するための知識を得ることを意味します。しかし、何に注目すべきかを知ることは、その方程式の一部にすぎません。さらに、候補となるパートナーを実践的に比較し、自社の特定要件に最も適した相手を見極めるための具体的な戦略も必要です。
高精度加工パートナーの評価方法
精密な金属加工とは何かを理解しており、どの技術が成果をもたらすのか、またどの認証が実際に何を保証するのかを把握しています。次に実践的な課題が待ち受けています:類似した能力を謳う数十社の金属加工会社の中から、適切なパートナーを選ぶにはどうすればよいでしょうか?成功するパートナーシップと高額なコストと手間を伴う問題との違いは、しばしば「正しい質問」をすること、そしてその回答を正しく解釈する力にかかっています。
板金加工ベンダーの選定は、単なる調達判断ではありません。TMCOによれば、それは自社製品の性能および信頼性に対する長期的な投資です。適切なパートナーは、エンジニアリング支援、先進技術、堅固な品質管理システム、そして金属そのもの以上の付加価値を生み出す協働的なアプローチを提供します。
卓越したベンダーと単に受注処理を行う業者とを区別する、精密金属加工パートナーの選定基準について、以下で詳しく解説します。
潜在的な製造パートナーに問うべき重要な質問
見積もり依頼を行う前に、加工業者がお客様のプロジェクト要件を実際に満たすことができるかどうかを理解する必要があります。以下のような質問を通じて、ウェブサイトやマーケティング用パンフレットには記載されていない実際の対応能力が明らかになります。
経験および業界知識について:
- 複雑な金属部品の加工をどのくらいの期間行ってきたか、また類似用途の実績例を提示していただけますか?
- 私の特定の業界における実績はありますか?また、貴社の作業を規定する規格や法規制は何ですか?
- 同様の要件を持つ顧客からの推薦状を提供していただけますか?
業界の専門家が指摘しているように、経験豊富なカスタム金属加工業者は、アルミニウム、ステンレス鋼、炭素鋼、特殊合金などの金属の特性の違いを理解しており、それぞれが切断、成形、溶接工程においてどのように振る舞うかを熟知しています。また、業界固有の規格が公差、表面仕上げ、検査に与える影響についても把握しています。
社内対応能力について:
- どの工程を自社で行い、どの工程を外部委託しているかを教えてください。また、外部委託を行う場合、どのようなプロセスで管理・品質保証を行っていますか?
- 使用している切断技術は何ですか——レーザー、プラズマ、ウォータージェット?利用可能な成形および溶接方法は何ですか?
- 粉体塗装、陽極酸化処理、または電気めっきなどの仕上げサービスを提供していますか?
- 組立および統合作業に対応可能ですか、それとも部品は個別に出荷されますか?
すべての製造加工業者が同等の技術能力を備えているわけではありません。一部の業者は金属の切断のみを手がけ、機械加工、仕上げ、組立などは外部委託しているため、納期遅延、コミュニケーションの齟齬、品質の一貫性の欠如といった問題が生じる可能性があります。フルサービス対応型の統合施設では、すべての工程を一括して同一敷地内で実施するため、生産管理をより厳密にし、納期短縮を実現します。
エンジニアリング支援について:
- 量産開始前に「製造向け設計(DFM)」解析を提供していますか?
- エンジニアが、性能を損なうことなくコスト削減を実現するための材料代替案や設計変更の提案を行いますか?
- 対応可能なCADファイル形式は何ですか?また、必要に応じて不完全な図面からでも作業できますか?
- フルプロダクションの前に設計を検証するための試作サービスを提供していますか?
成功した製造は工作機械から始まるのではなく、エンジニアリングから始まります。信頼できる製造業者は、図面、CADファイル、公差、および機能要件を検討するために、プロセス初期段階からあなたと協力して作業します。
ベンダー評価における赤信号と緑信号
直接的な質問に加えて、金属加工のRFQ(見積もり依頼)プロセスにおいて、行動上のサインにも注意を払ってください。企業が問い合わせに対応する姿勢は、その後の生産対応を予測する上で重要な手がかりとなります。
緑信号——高品質なパートナーの兆候:
- 迅速なコミュニケーション: ヨーク・シートメタル社によると、サプライヤーに電話またはメールで連絡した際、その返信の速さと内容の質が重要です。優れたパートナーは、汎用的な受領確認ではなく、具体的かつ実質的な回答を迅速に返信します。
- 問題の積極的な早期発見: 見積もり提出前に、自社の図面を精査し、製造可能性に関する潜在的な課題を指摘します。こうした早期段階での協業により、生産中に高額な想定外の問題が発生するのを未然に防ぎます。
- 現実的かつ妥当な納期の約束: 真に重要なのは、約束した納期を確実に守るサプライヤーです。場合によっては、サプライヤーが自社の納期要件に対して、達成不可能であるという理由から明確に異議を唱えることも望まれます。こうした率直さと信頼関係こそが、優れたサプライヤー–顧客関係の根幹です。
- 課題に挑戦する意欲: 真のパートナーシップには、信頼とリスクを取る能力の両方が不可欠です。事業を成長させるには、新たな素材や技術を取り入れる必要があります——自社とともに革新を進めてくれるサプライヤーを探しましょう。
- 過ちに対する責任感: 予定通りに進まなかった場合、加工業者が責任を認め、改善に向けて行動するかどうかが重要です。説明責任は、強固な関係の基盤となる信頼の土台です。
赤信号——注意すべき警告サイン:
- 能力に関するあいまいな回答: 設備、公差、製造工程について明確に説明できない場合、そのプロジェクトに必要な専門知識が不足している可能性があります。
- あなたの用途について質問しないこと: 高精度加工業者は、単に図面通りに加工するだけでなく、お客様の部品がどのように使用されるかを理解しようとするはずです。
- 根拠のない過激な価格設定: サプライチェーンの専門家によると、見積もりの最下部に記載された金額だけでは全体像は把握できません。価格が信じがたいほど安すぎる場合は、さらに深掘りして確認が必要です——検査工程を省略していないか、低品質の材料を使用していないか、あるいは重要な工程を外部委託するつもりではないか、といった点を確認しましょう。
- 施設訪問や照会電話への抵抗: 自信を持つ加工業者は審査を歓迎するが、問題を隠している業者はこれを回避する
- 認証が欠けている、または古くなっている 認証は有効期限が切れるため、プロジェクトでコンプライアンスが求められる場合には、発行機関に直接連絡して、その有効性および適用範囲を確認すること
DFMサポートの重要な役割
製造性設計(DFM)は単なるエンジニアリング用語ではない——それは、コスト効率の良い生産と予算を大幅に超過する設計変更との間の違いを生むことが多い。金属加工会社を選定する際には、実質的なDFMコンサルテーションを提供する業者を優先すべきである。
実際の現場で効果的なDFMサポートとはどのようなものでしょうか?
- 材料の最適化 性能を維持しつつコストを削減するための板厚の調整や合金の代替案の提案
- 公差に関するコンサルテーション: 厳密な公差が本当に必要となる箇所と、機能に影響を与えることなく緩和した仕様によってコストを削減できる箇所を特定すること
- 設計の洗練化: 加工を簡素化するための曲げ半径の変更、穴位置の調整、または特徴部の統合の提案
- ネスティング効率: 材料の使用効率を最大化し、廃棄物を最小限に抑えるための設計レビュー
JC Metalworksが説明するように、バリューエンジニアリングに特化したエンジニアは単に部品を製造するだけでなく、お客様とともに設計の製造性を最適化し、コスト削減や生産効率の向上を実現するために協働します。
納期とスケーラビリティの評価
理想的なパートナーは、現在のニーズに対応できるだけでなく、将来的な成長にも対応できる必要があります。プロトタイプから量産へと生産規模を拡大しても品質を維持できるかどうか、その加工業者が評価対象です。
重要な考慮事項には以下の通りがあります
- 見積もりのターンアラウンド時間: 正確な見積もりをどの程度迅速に提供できますか?迅速な見積もり対応は、運用効率の高さを示す指標です。
- 試作対応能力: 検証用部品を数週間ではなく数日で製造できますか?
- 生産の柔軟性: 需要が増加した際に、少量・カスタム仕様のロット生産と大量生産の両方に対応できる設備と体制を整えていますか?
- 情報共有の透明性: 生産期間中、明確な納期計画、プロジェクト進捗状況の定期的な報告、および現実的な期待値の提示を行ってくれますか?
透明性の高いコミュニケーションは、事業の立て直し能力にとって同様に重要です。信頼できる加工業者は明確な納期を提示し、プロジェクト全体を通じて一貫した進行管理を行います。優れたコミュニケーションは、高額なコストを伴う予期せぬ事態を未然に防ぎます。
これらの評価基準をもとに、単なる宣伝ではなく、真に高精度な加工を実現するパートナー企業を見極める準備が整いました。しかし、さらに優れた関係性を築くには、加工業者が包括的なエンジニアリング支援——つまり、量産開始前の設計最適化を支援するサービス——を提供しているかどうかが鍵となります。
エンジニアリング支援および設計最適化サービス
適切な設備と認証を有する加工パートナーをすでに特定しました。しかし、良好なパートナーシップと卓越したパートナーシップを分ける決定的な問いがあります。「あなたの加工業者は単にご提示いただいた設計通りに製造するだけですか?それとも、設計の最適化に積極的に関与してくれるのですか?」この違いこそが、プロジェクトが予算内で完了するか、あるいは高額な設計変更や生産遅延に陥るかを左右する要因となるのです。
フィクティブ社の製造に関する調査によると、製品設計が製造コストの約80%を決定します。現実はより複雑ですが、この基本原則は真実です。つまり、設計が最終決定されると、エンジニアはコスト削減や生産の簡素化に対して、はるかに少ない柔軟性しか持てなくなります。まさにそのため、DFM(製造向け設計)支援による金属加工サービスが重要となるのです。DFM支援は、コスト要因が製造プロセスに組み込まれる前にそれを検出し、是正します。
トップクラスの高精度加工業者は、お客様の技術部門の延長として機能し、多くの設計チームが持ち合わせていない製造に関する専門知識を提供します。このような協働型アプローチが成果をいかに変革するか、詳しく見ていきましょう。
製造向け設計(DFM)支援の価値
DFM分析では、実際にはどのような作業が行われるのでしょうか?それは単なる図面の概観チェック以上のものです。効果的な製造向け設計(DFM)による板金加工支援とは、複数の観点から体系的に評価を行うことを意味します。
として ダルシン・インダストリーズ 説明:エンジニアリング支援製造サービスには、製造性および量産性を考慮したDFM(製造向け設計)設計、コスト削減の機会と最適コストソリューションを検討した設計、ならびに最適化、信頼性および保守性を重視した設計が含まれます。この包括的なアプローチでは、設計プロセス全体を通じて、組立の容易性、加工技術、および先進的製造手法を考慮します。
専門的なDFM支援の主要要素には以下が含まれます:
- 公差の最適化: 厳密な公差が機能に実際に影響を与える箇所と、性能を損なうことなく加工時間および検査要件を削減できるよう緩和可能な仕様の箇所を明確に識別すること
- 材料選定の支援: 性能要件と加工性・コストのバランスを考慮した合金の推奨——場合によっては納期短縮につながる標準グレードを提案すること
- 形状の最適化: 加工を複雑にする特徴の指摘——二次加工を必要とする鋭い内角、歪みを起こしやすい薄く支持されていない壁、亀裂を生じるリスクのある曲げ半径など
- プロセスの整合性: 設計が利用可能な製造能力と一致することを確保し、量産開始時に高額な予期せぬ問題が発生するのを防ぐ
DFM(製造向け設計)のベストプラクティスによると、最も大きな落とし穴の一つは、必要以上に厳しい公差を指定することです。これは、嵌合面、シール部品、または位置決めポイントなどの特定の部位では不可欠ですが、それ以外の部位で過剰に厳格な公差を設定すると、機械加工時間およびコスト、検査工程が増加し、より高精度な測定機器の導入や、実際には十分に機能する部品の不良率上昇を招く可能性があります。
DFMを最大限に効果的に活用するためには、金型製作や量産開始よりもはるかに早い段階、すなわち製品開発の初期段階から統合することが不可欠です。これには、エンジニア、デザイナー、製造担当者、材料サプライヤーに加え、金型メーカーおよび工作機械オペレーターとの緊密な連携が必要です。
コスト削減を実現する共同エンジニアリング
CAD上で完璧に見える部品を設計したと想像してください。製造パートナーがそれをレビューしたところ、3つの問題が明らかになりました:高額なEDM加工を必要とする内部コーナー、検査時間を2倍にする公差指定、および納期を3週間延ばす材料仕様です。共同エンジニアリングがなければ、これらの問題は金型加工後や量産開始後に初めて発覚することになります。その時点での変更は、実施コストが10倍になる可能性があります。
ノーススター・メタル社によると、効果的な協働により、アイデアの交換や知識の共有が可能となり、革新的なソリューションの創出および設計精度の向上につながります。各チームメンバーが有する専門的スキルと経験を活用することで、複雑な板金プロジェクトを効率的に遂行できます。
共同エンジニアリングによる金属加工コスト最適化は、以下のような明確なメリットをもたらします:
- 生産コストの削減: 効率的な製造を実現するための部品設計の最適化は、収益性の向上とより競争力のある価格設定を可能にします
- 市場投入までの時間短縮: 初期段階で設計上の課題を特定し解決することで、予期せぬ問題による生産遅延を回避できます
- 金型要件の最小化: 既存の製造能力に設計を適合させることで、カスタム金型や複雑な治具の必要性を低減または解消できます
- 品質の一貫性向上: 一貫して製造しやすい部品を設計することで、歩留まり率が向上し、品質ばらつきが減少します
- スムーズなスケーラビリティ: 標準部品および大量生産向けの制約を前提に設計された製品は、品質を損なうことなく生産量を増加させることができます
現代の製造業者は、高度なツールを活用して、これらのメリットを効率的に実現しています。AIを活用したシミュレーションおよびバーチャルプロトタイピングツールにより、エンジニアおよび製造担当者は、実際の生産開始前にさまざまな設計や製造シナリオを可視化・検証できます。この仮想環境は、反復的な設計改善およびフィードバックを行うための共通プラットフォームを提供し、潜在的な問題を早期に発見してチームが協働して設計の最適化を図ることを可能にします。これにより、高コストな再作業が削減され、市場投入までの期間(Time-to-Market)が短縮されます。
実践におけるエンジニアリング支援:自動車分野への応用
包括的なDFM(製造性向上設計)支援の価値は、自動車製造のような厳しい要件を伴う産業において特に顕著です。シャシー用ブラケット、サスペンション部品、構造アセンブリなどは、厳密な公差、検証済みの材料、および試作から量産へと効率的にスケール可能な製造プロセスを必要とします。
自動車エンジニアが直面する課題を考えてみてください。新しい部品設計を迅速に検証し、品質の劣化を招かずに数千個規模への量産へとスケールアップする必要があります。これには、迅速な試作能力と量産対応のインフラの両方を提供できる製造パートナーが必要です。
のような企業 シャオイ (寧波) メタルテクノロジー この統合的なアプローチを具体化した例として、5日間での迅速試作に加え、自動化された大量生産能力を提供しています。包括的なDFM(製造性向上設計)支援により、自動車エンジニアは量産決定前の設計最適化を実現できます。また、IATF 16949認証により、自動車業界の要件に合致した品質保証体制が確保されています。さらに、12時間以内の見積もり提出といった機能は、開発サイクル中の意思決定を加速させ、市場投入時期が競争上の成功を左右する状況において極めて重要です。
このエンジニアリング協力と生産能力の組み合わせは、高精度製造パートナーに求められるものを如実に示しています。単なる製造能力にとどまらず、コスト、品質、製造性の観点からお客様の設計を最適化するための真のパートナーシップが不可欠です。
効果的なエンジニアリング・パートナーシップの構築
エンジニアリング支援サービスの価値を最大限に引き出すにはどうすればよいでしょうか?その鍵は、早期の関与とオープンなコミュニケーションにあります。
業界の専門家によると、戦略的素材管理チームおよびサプライチェーンパートナーは、商業化プロセスの初期段階から関与させ、その知見と専門知識を活用することで、プロセスを効率化すべきです。こうした早期関与により、製造側のフィードバックが遅れることで発生する「設計→試作→修正→再試作」という高コストなサイクルを回避できます。
エンジニアリング連携の価値を最大化するための実践的なステップ:
- 用途背景を共有する: 部品がどのように機能するか、どのような応力にさらされるか、そしてどの寸法が本当に重要であるか(一方で、許容範囲を緩和できる寸法はどれか)を明確に説明する
- 設計意図を完全に提示する: 個別の部品図に加えて、組立図、公差積み上げ解析、機能要件を含める
- 材料の推奨を依頼する: 製造業者が日常的に取り扱っている合金を確認し、代替材料によってコストや納期を削減できるかどうかを尋ねる
- 生産数量の見通しについて協議する: 将来的な生産数量は設計判断に影響を与える——100台向けに許容される特徴が、10,000台向けには変更を要することがある
- フィードバックループを確立しましょう: プロジェクトの全ライフサイクルを通じて、製造現場の知見が設計チームへ継続的にフィードバックされるよう、双方向のコミュニケーションチャネルを構築する
コラボレーションに関する研究が示す通り、明確でオープンなコミュニケーション体制を確保することで、プロジェクトに関与するすべての関係者が、望ましい成果物、具体的な要件、および進行中の変更・調整内容を正しく理解できるようになる。定期的な調整会議、設計レビュー、リアルタイムのフィードバックループは、シームレスな連携を促進し、チームが常に目標と整合を保ち、必要に応じて迅速に調整を行えるように支援する。
共同エンジニアリングへの投資は、製品ライフサイクル全体にわたって成果をもたらします。初期の生産コスト削減にとどまらず、現場での故障発生率の低減、サービスの簡素化、および需要の増加に伴ってスムーズにスケール可能な設計の実現にも寄与します。このようなパートナーシップ型アプローチにより、プロジェクトは初期設計段階から本格量産に至るまで、一貫して成功へと導かれます。
精密製造を前進させる
精密板金加工の全領域を網羅的に学んできました。すなわち、何が「真正に高精度な」加工を可能にするのかという理解から、厳しい仕様要件を確実に満たせるパートナーの評価に至るまでです。しかし、製造技術は常に進化を続けています。今まさに、精密金属加工の未来が形作られつつあります。その原動力となっているのは、『可能なもの』『手頃な価格で実現できるもの』『効率的なもの』の定義そのものを再構築する革新的な技術進展です。
業界の将来の方向性を的確に把握することは、今日におけるより賢明な意思決定につながります。つまり、自社の変化し続けるニーズを継続的に支援できるパートナーおよび技術を選定し、時代遅れとなるリスクを回避することです。
精密加工を形作る新興トレンド
2025年がさらに深まる中、精密加工を変革させている要因とは何でしょうか? 据えによると、 業界の研究 自動化はもはや贅沢ではなく、金属加工における現代的な必須要件となり、生産性の最適化とコスト削減を目指しています。スマート製造システムは、AIおよびロボティクスを統合することで業界を革新しており、比類なき精度と効率を実現しています。
自動化された板金加工は、以下の主要技術によって加速しています:
- ロボット溶接システム: 人工知能を用いたリアルタイム欠陥検出により、これらのシステムは誤差を低減し、材料の無駄を最小限に抑えながら、数千点規模の生産ユニットにわたって一貫した品質を維持します
- インテリジェントプレスブレーキ: 自動角度測定および補正機能を備えた高精度曲げ工程を提供し、初品の精度向上とセットアップ時間の短縮を実現します
- AI駆動型品質管理: Makerverseによると、AI駆動システムが切断、曲げ、成形作業をリアルタイムで監視し、最終製品の品質を損なう前に、偏差や潜在的な欠陥を検出します
- 24時間365日稼働の自動化生産ライン: 納期短縮と生産能力の向上を実現し、メーカーが顧客の需要や市場の変化に迅速に対応できるようにします
自動化にとどまらず、高精度加工技術のトレンドには、材料および持続可能性に関する著しい進展も含まれます。業界アナリストは、金属加工分野が先進材料およびカスタマイズされたソリューションへの需要によって再構築されつつあると指摘しています。優れた材料は、性能の向上、用途特化型機能の改善、そして航空宇宙、自動車、医療機器といった高精度を要する産業への対応を可能にします。
先進金属加工ソリューションを推進する材料革新には以下が含まれます:
- 高強度アルミニウム合金: 製造に関する研究によると、これらの合金は、軽量性が極めて重要な自動車および航空宇宙分野の用途に使用されています。
- 耐食性鋼合金: 環境への暴露が耐久性を要求する建設・インフラ・海洋分野の用途に最適です。
- 先進複合材料およびハイブリッド材料: メーカーが、特定の性能要件を満たす部品を、より柔軟な設計自由度で製造できるようにします。
インダストリー4.0の原則の統合は、引き続き高精度製造作業を再構築しています。EVS Metal社の分析によると、インダストリー4.0は、かつての競争上の優位性から、今や競争上の必須条件へと移行しています。データ駆動型意思決定、予知保全、プロセス最適化を活用しないメーカーは、コスト、品質、納期パフォーマンスという観点から、ますます競争力を維持できなくなっています。
生成AIは、おそらく最も重要な最近の進展を表しています。現在のAIモデルは生産履歴を分析し、サイクルタイムの短縮、品質の向上、および廃棄物の最小化を実現するための変更を推奨します——類似した作業全体にわたるパターンに基づき、パラメーターの調整、工具の変更、またはワークフローの修正を提案します。
品質製造へ向けた次のステップへ進む
本ガイドを通じて、精密板金加工に関する包括的な知識——技術的基礎からパートナー評価戦略まで——を習得しました。今後の製造プロジェクトを進めるにあたり、以下の点をぜひご記憶ください:
- 精度が重要である場合: ±0.005インチの公差と±1/16インチの公差の違いは、部品が正しく適合し、所定の機能を果たし、意図通りに性能を発揮するかどうかを決定づけます——特に航空宇宙、医療、自動車分野の応用においてはその重要性が顕著です。
- 技術選定が成果を左右します: 材料、板厚、公差要件に応じて適切な切断方法(レーザー、プラズマ、ウォータージェット)を選定することで、設計意図と製造現実の間に生じる高コストな不一致を防ぐことができます。
- 品質管理システムは任意ではありません: ISO 9001、IATF 16949、AS9100などの認証は、単なるマーケティング上の主張ではなく、検証済みの能力を示すものです。各認証の有効性を確認し、それぞれの規格が実際に保証する内容を正確に理解してください。
- エンジニアリング連携によりコスト削減が可能になります: 設計段階の早期から加工パートナーと連携することで、その製造専門知識を活用でき、量産開始後の高額な設計変更を未然に防ぐことができます。
- スケーラビリティには計画が必要です: 理想的なパートナーは、迅速な試作から大量生産まで、品質および対応スピードを損なうことなく、あらゆる規模の製造をサポートできる必要があります。
- コミュニケーションの透明性が重要です: 潜在的なパートナーが問い合わせに対しどのように対応するかは、その後の生産活動における対応姿勢を予見させるものであり、迅速かつ能動的なコミュニケーションは、優れた運営能力を示す指標です。
自動車サプライチェーン向けの高精度加工を特に求めている読者の皆様にとって、最適なパートナーを見つけるとは、製品ライフサイクル全体にわたる能力を有する企業を特定することを意味します。迅速な試作(ラピッドプロトタイピング)により設計を短期間で検証可能であり、IATF 16949認証は自動車業界水準の品質管理システムを保証します。また、包括的なDFM(設計段階での製造性評価)支援により、量産投入前の部品最適化が実現します。
このようなメーカー シャオイ (寧波) メタルテクノロジー 当社の自動車向け統合型アプローチは、5日間という短納期の迅速試作と自動化された量産体制、IATF 16949認証取得済みの品質管理システム、および開発サイクルを加速させる12時間以内の見積もり対応を組み合わせたものです。シャシー、サスペンション、構造部品など、精度とスピードの両方が求められる要件において、このような包括的な能力は、選定における必須の基準となります。
次のプロジェクトがプロトタイプの検証、少量生産、あるいは大量生産を含むものであれ、これまでに得た知識によって、製造パートナーを客観的に評価できるようになります——適切な質問をし、真の技術力を的確に見極め、設計段階から最終納品まで完璧な部品を提供するパートナーシップを築くことができるのです。
高精度板金加工業界は、今も進化を続けています。自動化への投資、協働型エンジニアリングの採用、そして厳格な品質管理システムの維持に取り組むパートナーこそが、今後現れるあらゆる課題に対応するための強力な味方となります。あなたの成功は、賢い選択にかかっています——そして今、その選択を行うための明確なフレームワークを手に入れました。
精密板金加工に関するよくあるご質問
1. 精密板金加工とは何ですか?
高精度板金加工とは、極めて高い精度基準(通常は±0.005インチ~±0.010インチ、つまり±0.13mm~±0.25mm)を満たす板金部品および構成部品を製造するプロセスです。このプロセスには、高度なCNC機器、レーザー切断、特殊な成形技術、および厳格な品質管理システムが用いられます。標準的な板金加工とは異なり、高精度レベルの加工では、統合型品質管理、材料に関する専門的知識(特に反発変形(スプリングバック)や熱的特性の理解)、そして数千点に及ぶ生産部品の寸法精度を検証する検査手順が不可欠です。
2. 金属加工の時間当たりのコストはいくらですか?
金属加工費は、通常、地元の溶接業者および金属加工業者に対して時給70ドルから130ドルの範囲で発生します。ただし、高精度な板金加工では、専用設備の使用、より厳しい公差(許容差)要件、高度な品質管理が求められるため、料金がさらに高くなる場合があります。コストに影響を与える要因には、材料の種類、設計の複雑さ、公差仕様、生産数量、および必要となる仕上げ加工サービスなどが挙げられます。製品開発の初期段階で金属加工業者を巻き込み、DFM(製造性設計)分析を実施することで、量産開始前の設計最適化を図り、プロジェクト全体のコスト削減につなげることができます。
3. 板金加工は良い職業選択ですか?
板金加工は、多様なキャリアチャンスを提供する魅力的な職業です。この分野では、技術スキルと問題解決能力を組み合わせた仕事が求められ、基本的な切断・成形作業から、高度なCNCプログラミング、品質検査、エンジニアリング支援業務へとキャリアを積むことが可能です。自動車、航空宇宙、医療機器、電子機器などの産業では、熟練した板金加工技術者が不可欠です。自動化が進展する中で、従来の加工技術に加え、CAD/CAMシステムやロボット溶接といった最新技術も習得した専門家が、高い需要を受けています。
4. 精密板金加工業者を選ぶ際に確認すべき認定資格は何ですか?
主要な認証は、お客様の業種要件によって異なります。ISO 9001:2015は品質マネジメントシステムの基盤を提供します。自動車分野への適用にはIATF 16949認証が不可欠であり、プロセス管理の強化および不良防止を示します。AS9100認証は、厳格な文書管理およびトレーサビリティ手順に基づき、航空宇宙分野向けの高度な能力を保証します。ISO 13485:2016は医療機器製造に適用されます。認証は有効期限があり、第三者による監査を通じて更新が必要であるため、発行機関に直接連絡して認証の有効性を常に確認してください。
5. プロジェクトに最適な切断技術を選択するにはどうすればよいですか?
技術の選択は、材料の種類、板厚、公差要求、および予算に依存します。ファイバーレーザーは、薄板から中厚板の金属および反射性材料の加工に優れており、精度は±0.1mm~±0.25mmです。CO2レーザーは、非金属および厚板材料の加工に適しています。プラズマ切断は、超精密さよりも高速性が重視される厚手の導電性金属の加工に適しています。ウォータージェット切断は、熱に弱い材料および複合材料の加工に最適であり、熱変形を伴わないレーザーと同等の精度を実現します。ご自身の具体的な用途要件に最も適した加工技術を選定するため、加工パートナーにご相談ください。