 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

Precision Metal Forming LLC:提携前に確認すべき主要なポイント

製造プロセスとしての高精度金属成形を理解する
高精度金属成形会社(LLC)とのパートナーシップを検討している際、この製造プロセスがいかにして他と一線を画すのかを、実際にご理解されていますか?多くの発注者は、基本的な知識を十分に得ることなくサプライヤー評価を始めてしまい、その結果、 標準的な金属加工と高精度成形の根本的な違い ——という知識のギャップが生じ、プロジェクト要件とサプライヤーの実際の能力との間に高コストな不適合を招くことがあります。
高精度金属成形とは、制御された材料変形によって金属部品を成形する専門的な製造プロセスであり、±0.005インチ~±0.010インチ(±0.13mm~±0.25mm)という極めて厳しい公差を達成するとともに、量産工程全体で一貫した寸法精度を維持します。
高精度金属成形を標準的な加工と区別する特徴とは?
重要なアセンブリ用の部品を発注したところ、公差が十分に厳密でなかったため、多大な再加工が必要になるという事態を想像してみてください。標準的な金属板金加工では、通常±1/16インチ~±1/8インチ(±1.6mm~±3.2mm)の公差範囲内で行われます。これは建築用フレームや基本的な筐体などには許容されますが、高性能用途には不十分です。
高精度板金成形は、まったく異なる領域で動作します。以下に、従来の手法と区別される特徴を示します。
- 公差対応能力: 標準的な±1/16インチ(±1.6mm)公差に対し、±0.005インチ(±0.127mm)という高精度を達成すること——これはアセンブリ時の適合性および製品性能に直接影響を与えます
- 高度な金型技術: 反復可能な精度を実現するために設計されたアプリケーション固有のダイスおよび治具。そのコストは、汎用ツールの3~5倍になることがよくあります
- 材料流量制御 変形過程における各種合金の挙動に関する高度な理解——例えば、スプリングバック量の計算や結晶粒方向の考慮など
- プロセス監視: 統計的工程管理(SPC)による連続的な寸法監視および仕様外傾向に対する自動アラート
Precision Metal Forming Incのような企業および同様の専門製造業者は、航空宇宙、医療機器、自動車分野の顧客が、一般加工では許容されるような寸法変動を一切許さないという事情から、こうした能力に多額の投資を行っています。
制御された材料変形の科学
金属が高精度成形を受ける際、実際に何が起こるのでしょうか? 切削や機械加工とは異なり、成形プロセスは材料を除去することなくその形状を再構成します。金属は厳密に制御された力のもとで塑性流動し、複雑な幾何形状を実現しながらも構造的完全性を維持します。
この制御された変形には、材料の挙動に関する深い専門知識が不可欠です。高精度金属成形の専門家は、316Lステンレス鋼と304ステンレス鋼とでは成形工程における挙動が異なることを理解しており、これは寸法精度および表面仕上げの両方に影響を及ぼします。彼らは金型設計の前にスプリングバック特性を計算し、各合金が成形圧力の解放後にどのように応答するかを予測します。
このような高精度を実現する設備には、角度測定システムを備えたロボット式CNCプレスブレーキ、マイクロジョイント技術を採用したファイバーレーザー切断機、および複雑な幾何形状全体の精度を検証する三次元測定機(CMM)が含まれます。こうした投資こそが、真の高精度成形作業を行う事業者と、標準的な設備で精度作業を「試みよう」としている工場との差を明確にします。
こうした基本的な知識を理解しておくことで、潜在的なパートナーをより効果的に評価できるようになります。なぜなら、今や何を質問すべきか、そして本当に重要な能力が何かを把握しているからです。
金属成形工程における主要な技術および設備
精密金属成形が標準的な加工とどのように異なるかを理解した今、おそらく次のようにお考えでしょう。「これらの専門業者が、実際にどのような方法で金属をお客様が必要とする部品の形状に成形しているのか?」その答えは、用途ごとに異なる利点を持つ多様な技術から構成されるツールキットにあります。適切な成形方法を選択することは、現場で完璧に機能する部品と、故障してしまう部品との差を生むことがあります。
現代の金属成形工程における基幹技術
~のとき 精密金属成形LLCを評価する際 には、さまざまな工程対応能力に遭遇することになります。各技術が最も得意とする分野を理解することで、プロジェクトの要件に最も適したサプライヤーを選定できます。以下に、主な成形手法を概説します:
- プレス加工: 独自設計の金型を使用して部品を迅速に成形するため、初期の金型投資が極めて低い単価で回収できる大量生産に最適です。業界分析によると、 stamping(プレス成形)は、複雑な形状を持つ同一部品を数千点から数百万点にわたって製造する場合に特に優れています。
- 深絞り: 特殊なプレス成形プロセスであり、パンチがシートメタルをダイ空洞内に押し込み、カップ状または箱状の部品を形成します。飲料缶、自動車用燃料タンク、ステンレス鋼製シンクなど、シームレスで深絞りされた形状を必要とする用途に該当します。
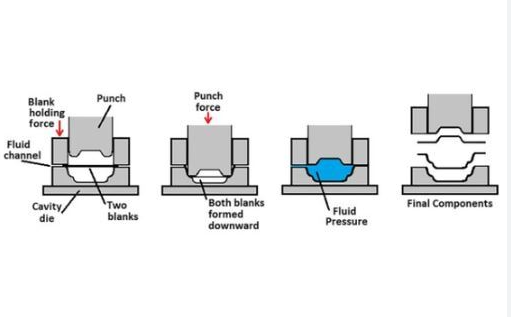
- ハイドロフォーミング: 従来の固体パンチを高圧油圧流体に置き換えることで、金属がより均一に複雑かつ非対称な形状へと流動します。この技術により、深絞り加工においても壁厚を一定に保つことができ、強度が高く、表面仕上げが優れた部品を製造できます。
- ロールフォーミング: 連続する金属帯を順次配置されたローラーステーションに通し、構造用チャンネル、屋根パネル、または高精度金属デッキ部品などの長いプロファイルを段階的に成形します。高生産速度で一貫した断面形状を実現する、効率的かつ多用途なロール成形機は、精密な金属加工に最適です。
- プログレッシブダイ加工: 複雑な部品製造の主力機械です。金属コイルが多工程ダイスを通して送られ、各ステーションでパンチング、コイニング、ベンディングなどの異なる加工が行われます。部品は最終分離までストリップに接続されたままとなるため、極めて高速なサイクルタイムを実現できます。
- プレスブレーキ曲げ加工: 標準のV型ダイおよびパンチを用いて、直線に沿った正確な角度を形成します。角度制御付きベンディングによる高精度シートメタル成形は、カスタム工具のコストを要さず柔軟性を提供するため、試作や少量生産に最適です。
どの加工方法があなたのプロジェクトに最も適していますか?以下のシンプルなフレームワークをご検討ください:曲げ加工は、セットアップコストが極めて低いため、試作および小ロット生産に最適です。プレス成形(スタンピング)は、単位あたりのコスト効率が最も重視される大量生産において主流です。また、部品の形状が極めて複雑である場合や、構造的強度の要求水準が従来の加工法では満たせない場合に、ハイドロフォーミングがその真価を発揮します。
マイクロメートルレベルの精度を実現する装置
高精度金属成形機械は、多額の資本投資を要する設備であり、サプライヤーが保有・運用している機械の種類は、その実際の技術力を直接的に示す指標となります。工場見学時や企業プロフィールの確認時には、以下の技術カテゴリーにご注目ください:
| 機器の種類 | 機能 | 高精度の指標 |
|---|---|---|
| サーボ駆動式プレスブレーキ | プログラムによる角度制御で高精度な曲げ加工を実現 | 角度精度:±0.5°以内、位置再現性:±0.0004インチ以内 |
| プログレッシブダイプレス | コイル材からの高速・多工程成形 | ストローク数:1分間あたり100~1,500回(寸法精度を維持した一貫した出力) |
| 高精度金属成形プレスシステム | スタンピングおよび引き抜き加工に制御されたトン数を適用 | トン数モニタリングシステム、可変速ドライブ、ダイ保護センサー |
| ハイドロフォーミングセル | 複雑な形状形成に流体圧力を使用 | 閉ループモニタリングによる最大10,000 PSI以上の圧力制御 |
| 高精度金属デッキ成形機 | 構造用床・屋根デッキのプロファイルを作成 | 連続運転におけるプロファイルの一貫性、自動寸法検証 |
| 三次元測定機(CMM)検査システム | 成形後の寸法精度を検証します | 測定分解能は0.0001インチまで、自動報告機能を備えています |
成形装置そのものに加えて、高精度金属成形装置には高度な支援システムが含まれます。材料ハンドリングの自動化により、人的ミスが低減され、一貫性が向上します。ライン内センサーは成形力を監視し、不良部品が発生する前に異常を検出します。また、最新のシミュレーションソフトウェアを用いることで、メーカーは金型鋼材を加工する前に、成形工程を仮想的に試験・最適化することが可能です。
要点は?高精度金属成形パートナーの設備一覧は、その工場で実際に達成可能なことを示しています。手動プレスや基本的なブレーキ装置を用いて作業するサプライヤーは、たとえ宣伝がどうであれ、サーボ駆動・センサー監視型システムが実現する寸法公差および一貫性を達成できません。こうした違いを理解しておくことで、次の重要な検討事項——すなわち、実際に高精度成形が可能な材料は何か、またその材料特性が成形プロセスにどのように影響を与えるか——への準備が整います。
高精度成形アプリケーションで一般的に使用される材料
適切な成形技術を特定し、設備の能力を評価しましたが、多くの購入者が見落としがちな質問があります。「選択した材料は、ご要望の仕様通りに本当に高精度成形可能でしょうか?」材料選定は、最終用途における性能だけを考慮すればよいわけではありません。それは直接的に、お客様のアプリケーションが要求する厳しい寸法公差を、 precision Metal Forming LLC パートナー が実際に達成できるかどうかを決定します。
成形圧力下における異なる金属の挙動は、劇的に異なります。中には予測可能な流れを示すものもあれば、反発(スプリングバック)が強く現れるものや、加工硬化が極めて速く、最終形状に達する前に亀裂が生じるものもあります。こうした特性を理解することで、より賢明な材料選定が可能となり、実現可能な範囲について現実的な期待値を設定できます。
成形部品の材料選定基準
高精度金属パイプ成形、薄肉高精度金属成形、またはその他の高精度板金成形製品の材料を選定する際には、複数の相反する要因をバランスよく考慮する必要があります。業界の専門家によると、主要な検討項目は以下のとおりです:
- 適用要件: 最終用途において、どのような機械的特性、耐食性、あるいは熱的特性が要求されますか?
- 成形性評価: その材料は、亀裂や破断を起こさずに、どれほど容易に曲げられ、伸び、流動しますか?
- 仕上げ処理との適合性: その材料は、陽極酸化処理、電気めっき、パッシベーションなど、ご要望の表面処理を施すことができますか?
- 引張強度: 完成品部品は、破断せずにどの程度の力を耐えられますか?
- 予算の制約: 材料のコストは、貴社の生産経済性と整合していますか?
複雑に聞こえますか? 一般的な材料がこれらの基準に対してどのように比較されるかを検討すると、より明確になります。
| 素材カテゴリ | 典型的な用途 | 成形性評価 | 重要な点 |
|---|---|---|---|
| アルミ 5052 | 船舶部品、燃料タンク、エンクロージャー | 高(緑) | 優れた耐食性;非熱処理合金の中で最高の強度;65°Cを超える温度は避けてください |
| アルミニウム 6061 | 構造フレーム、自動車部品、航空宇宙部品 | 中~高 | 溶接性が良好;強度向上のため析出硬化処理済み;一般的に押出成形されます |
| 304ステンレス鋼 | 食品加工、医療機器、建築用装飾材 | 中 | 優れた耐食性;低熱伝導率のため成形速度に影響を与える場合がありますが、適切な金型を使用すれば容易に成形可能です |
| 316Lステンレス鋼 | 化学処理装置、マリンハードウェア、医薬品製造設備 | 中 | モリブデン含有により卓越した塩化物耐性;非酸化性酸に対する安定性も良好 |
| 炭素鋼(低炭素) | 自動車用パネル、構造部品、一般製造 | 高(緑) | 優れた溶接性;非常に延性に富む;腐食防止のための保護仕上げが必要 |
| 高張力低合金(HSLA) | 自動車シャシー、構造用ビーム、重機械設備 | 中~低 | 高強度対重量比;より大きな成形力を要する;スプリングバック補正が極めて重要 |
| 銅C110 | 電気コネクタ、熱交換器、バスバー | 高い | 優れた熱伝導性および電気伝導性;熱交換器向けの精密赤銅成形に最適 |
| 黄銅 C260 | 装飾用ハードウェア、配管継手、電気端子 | 高い | 優れた切削性;良好な耐食性;自然な外観が魅力的 |
金属の特性が成形パラメータに与える影響
同じプレスブレーキでアルミニウムでは完璧な部品が得られるのに、ステンレス鋼では困難を伴うのはなぜでしょうか?その答えは、すべての高精度成形工程において考慮しなければならない3つの重要な材料特性にあります。
延性 破断するまでの材料の伸び具合を測定します。銅や低炭素鋼などの高延性材料は、複雑な形状へ滑らかに成形されます。一方、焼入鋼などの延性が低い材料では、亀裂を防ぐため、中間退火工程を挟んだ段階的な成形手順が必要になります。
加工硬化 材料が変形することによって強度が増し(成形性が低下する)現象を表します。ステンレス鋼は著しく加工硬化するため、各成形工程を経るごとに次の工程がより困難になります。熟練した高精度成形の専門家は、この特性を考慮し、工程の順序を戦略的に設計したり、段階間に退火処理を施したりします。
材料の厚さ 成形に必要な荷重および実現可能な曲げ半径に直接影響を与えます。薄板材は必要なトナージが小さい一方で、深絞り時にしわが発生しやすくなります。厚板材では、外表面の亀裂を防ぐために、成形荷重が指数関数的に増加し、また曲げ半径も大きくする必要があります。
実用的な例を挙げます。厚さ0.040インチのステンレス鋼304製ブラケットを成形する場合と、同じ形状で厚さ0.040インチのアルミニウム5052製ブラケットを成形する場合を比較してみましょう。ステンレス鋼製部品では、成形に必要な力が約2.5倍大きくなり、最小曲げ半径も大きくなるほか、複数回の曲げ加工を行う場合には加工硬化への十分な配慮が必要です。一方、アルミニウムは成形が容易ですが、スプリングバック(反発)に対する精密な補正が求められます。これは、曲げ後に材料が自然と平坦な状態へ戻ろうとする性質によるものです。
こうした材料の動的特性を理解することで、成形パートナーとの連携がより効果的になります。現実的な期待値に基づいて材料を指定すれば、より正確な見積もり、迅速な試作、そして生産時の予期せぬ問題の低減が実現します。次に、これらの高精度成形技術を最も重視している業界とその理由について検討し、なぜこの製造手法がそれらのサプライチェーンにおいて不可欠なものとなっているのかを明らかにします。

成形部品の需要を牽引する業界および応用分野
精密成形が可能な材料について理解したところで、自然と次の疑問が浮かびます:こうした厳格な基準に従って製造される部品を実際に必要とするのは、いったい誰なのでしょうか?その答えは、部品の故障が許されないあらゆる分野に及びます。私たちが日常的に運転する自動車から、命を救う医療機器に至るまで、その範囲は極めて広範です。
精密金属成形LLCを潜在的なパートナーとして評価する際には、その企業がどの業界で実績を積んできたかを理解することが極めて重要です。HVAC(空調・換気・冷暖房)設備向けのファブリケーションを主な事業とするサプライヤーと、航空宇宙産業の顧客を主なターゲットとするサプライヤーでは、要求される公差レベルという点において、まったく異なる世界で活動しています。以下では、主要な精密金属成形対応産業と、それぞれがこの専門的製造手法を必要とする理由について詳しく見ていきます。
自動車産業における成形金属部品への要求
高速道路で走行中に、寸法の不一致によりサスペンション部品が故障する状況を想像してみてください。このようなシナリオこそが、自動車メーカーが自社の高精度金属成形パートナー企業に対して、業界でも最も厳しい品質要件を課す理由です。
自動車産業は、精密成形を以下の3つの重要な部品カテゴリーに依存しています:
- シャシーおよび構造部品: 車両の骨格構造を形成するフレームレール、クロスマEMBER、サブフレームアセンブリは、一貫した寸法精度を確保する必要があります。 JSW Steel社によると 、クラムプゾーンなどの安全性が極めて重要な部位には、優れた強度対重量比を有する高張力鋼(HSS)が使用されており、その精密成形は衝突時のエネルギー吸収性能に直接影響します。
- サスペンション部品: コントロールアーム、スプリングマウント、スタビライザーバー用ブラケットは、正確な仕様を厳密に維持しなければなりません。わずか分数単位のずれであっても、車両のハンドリング性能、タイヤ摩耗、乗員の安全性に影響を及ぼします。
- ボディパネルおよび構造用サポート: プレス成形では、ドア、ルーフ、ボンネット、フェンダーなどが大量に生産されます。深絞り成形では、燃料タンクや複雑な中空形状が製造されます。ロール成形では、断面形状が均一な構造用レールおよび補強ビームが製造されます。
なぜ標準的な加工技術では自動車業界の要求を満たすことができないのでしょうか?その理由は、安全性と経済性の両方にあります。自動車部品は量産承認前に厳格な検証試験を受ける必要があります。公差が不均一な部品はこれらの試験に不合格となるか、あるいは最悪の場合、試験には合格したものの顧客車両で故障するという事態を招きます。さらに、現代の組立ラインでは、部品が手作業による調整なしに正確に適合することが不可欠です。例えば、シャシー・レールの寸法が仕様から0.5mmずれているだけでも、その影響は車両全体の組立工程におけるアライメント不良へと波及します。
Pmf precision metal forming industriesなどの企業は、この厳しい分野においてその評判を築いてきました。ここではIATF 16949認証は任意ではなく、真剣なOEMからの検討を受けるための最低限の参入要件です。
医療から航空宇宙まで、業界横断的な応用
自動車産業が最も生産量の多い応用分野ではありますが、他にもいくつかの産業が、同様に高精度なワイヤー成形および金属プレス加工技術に依存しており、場合によってはさらに厳しい公差要求を満たす必要があります。
航空宇宙および宇宙関連応用
宇宙・航空機向けの高精度金属成形は、製造能力の極限領域で行われます。Re:Build Cutting Dynamics社によると、航空宇宙メーカーは、旅客機、防衛システム、衛星向けの部品など、最も複雑なコンポーネントであっても、高い精度と専門的知識をもって対応しています。
- 機体構造部品: 極端な応力サイクルに耐えながら軽量化を実現しなければならないリブ、ストリンガー、およびスキンパネル
- エンジンハウジングおよびダクティング: 高温・高圧環境下で機能する複雑な成形形状
- 衛星および宇宙船アセンブリ: 故障が許されず、また交換も不可能なミッションクリティカルなコンポーネント
航空宇宙分野のアプリケーションでは、通常、AS9100およびNADCAP認証など、標準的な品質管理システムを上回る専門的な認証が求められます。これらの認証は、生産工程の各ステップにおけるプロセス制御を検証します。
医療機器
医療機器業界では、患者に直接接触する部品や、生命維持に不可欠な機能を支える部品に対して、高精度な成形が要求されます。
- 手術器具のハウジング: 診断機器および外科用器具の筐体:生体適合性材料を用い、滑らかで清掃可能な表面仕上げが必要
- インプラント用部品: 整形外科および心血管系用途向けに、厳密な仕様通りに成形されたチタンおよび特殊合金製部品
- 診断機器のシャーシ: 血液化学分析装置、画像診断装置、臨床治療用機器のフレームおよびサポート構造
医療用途では、高精度成形と同時に、厳格な材料トレーサビリティが求められることが多く、使用されるすべての材料ロットについて、製品のライフサイクル全体を通じて記録・追跡可能である必要があります。
電子機器筐体および産業用オートメーション
産業用オートメーションが製造業を継続的に再構築する中、高精度成形されたエンクロージャーに対する需要も同様に増加しています。UPTIVE Manufacturing社によると、板金製エンクロージャーは、オートメーションシステムに対して不可欠な保護機能、構造的強度およびカスタマイズ可能性を提供します。
- 制御システム用ハウジング: PLC、ドライブ、センサーを粉塵、湿気および電磁妨害から保護するエンクロージャー
- ロボティクス部品: ロボットアームおよび自動化マテリアルハンドリングシステム向けの構造フレームおよび保護カバー
- サーバーおよびネットワーキング用エンクロージャー: 標準化された機器取付に必要な厳密な寸法精度を満たす、高精度成形ラックおよびキャビネット
電子機器用エンクロージャーでは、しばしば特定のIP等級(例:粉塵および水の侵入防止のためのIP65)が求められ、これは精密に成形された継ぎ目、ガスケット溝およびアクセスパネルの幾何形状によって実現されます。
工業機器
重量機械、農業機械および建設用車両は、構造用途における成形部品に依存しています:
- 油圧システム用ハウジング: 厚手の板材から成形されたレザーバーおよびバルブボディ
- オペレーターキャブ構造: ROPS(転倒時保護構造)要件を満たす安全性が極めて重要なエンクロージャー
- コンベアおよび資材ハンドリング部品: 連続的な運転負荷に耐えるシュート、ガード、および構造用サポート
これらの産業分野(特に自動車および航空宇宙産業)向けに部品を調達される場合、ジョージア州および米国内の他の製造拠点に所在する高精度金属成形企業は、こうした厳しい要件を有する分野向けに特化した技術能力を確立してきました。鍵となるのは、自社の特定アプリケーション要件を、当該産業分野において実績のあるサプライヤーと正確にマッチさせることです。
産業別アプリケーションを理解することは不可欠ですが、潜在的なパートナーが実際に自社アプリケーションに求められる品質基準を満たしているかどうかを確認するにはどうすればよいでしょうか? ここに至って、多くのバイヤーが過小評価しがちな、極めて重要な評価要素が登場します。それは、品質認証および検査能力です。
品質管理基準および業界認証
精密成形が不可欠な産業を特定し、公差(許容差)がなぜ重要であるかを理解しています。しかし、信頼できるサプライヤーとリスクの高いサプライヤーを分ける決定的な問いがあります。それは——「精密金属成形LLC(有限責任会社)が、自社が主張する品質を実際に提供していることを、どのようにして検証するか?」——です。認証および検査能力は単なる書類ではありません。それらは、見た目は問題なくても実際には使用中に機能不全に陥る部品を受け取ることからあなたを守る保険なのです。
多くのバイヤーは、サプライヤー評価の際に価格と納期のみに注目します。これは誤りです。競合他社より20%低い価格を提示するサプライヤーは、あなたの仕様を一貫して満たすための品質インフラを備えていない可能性があります。その結果、不合格となった部品のコスト、生産遅延、さらには現場での故障による損失は、当初得られたコスト削減額をはるかに上回ります。
高精度製造における品質保証手法
原材料の到着から完成部品の出荷まで、実際に何が起こっているのでしょうか?高精度金属成形メーカーは、品質管理を3つの明確な段階で実施しています。これらの段階を理解することで、サプライヤー評価時に適切な質問を投げかけることができます。
事前加工検査
成形作業を開始する前に、入荷した材料の検証が必要です。これには、シートの厚さに対する寸法検査、材料特性を確認するための硬度試験、および成形中に拡大・伝播する可能性のある表面欠陥に対する目視検査が含まれます。Hidaka USA社によると、先進的なメーカーでは、この段階で故障モード影響分析(FMEA)を活用し、故障が発生する前にその原因を特定することで、金型や工程パラメーターに対する能動的な調整を可能にしています。
工程内モニタリング
生産中のリアルタイム監視により、不良品が発生する前に工程の逸脱を検出し、ロスを未然に防ぎます。統計的工程管理(SPC)とは、製造工程全体で寸法データを収集・分析し、傾向を予測して、工程が事前に定義された許容範囲内に維持されるよう保証する手法です。測定値が仕様限界に近づき始めている場合——たとえ現時点では技術的に許容範囲内であっても——オペレーターにはアラートが即時に通知され、規格外部品の製造前に是正措置が取られます。
最新の高精度成形工程では、成形力、プレス位置、材料送り速度を監視するセンサーが統合されています。これらのシステムは、摩耗したダイエッジ、不適切な潤滑、材質のばらつきといった異常を瞬時に検知し、不良部品がライン上でさらに進む前に自動停止を実行します。
製造後検査
チータープレシジョン社によると、寸法検査は品質保証の基盤を構成します。先進的な製造業者は、三次元測定機(CMM)を用いて部品の寸法を設計仕様と照合し、特に重要な特徴部に対して0.0001インチ(約2.54μm)という高分解能の測定を実現しています。その他の検査手法には以下が含まれます:
- 表面粗さ測定: プロフィロメーターを用いて表面仕上げ要件を検証します。これは、高応力環境で使用される部品において特に重要です。
- 硬さ試験: 成形加工によって材料特性が悪影響を受けていないことを確認します。
- 非破壊検査 (NDT): 超音波検査または浸透探傷検査(ダイ penetrant inspection)により、部品を損傷させることなく内部欠陥を検出します。
- 3Dスキャン: CADモデルとの幾何学的適合性検証のため、正確なデジタル表現を作成します。
製造 Excellence を示す業界認証
認証は、サプライヤーの品質管理システムが公認された基準を満たしていることを第三者が保証するものです。高精度金属成形メーカーを評価する際には、以下の主要な資格認定を確認してください:
- ISO 9001:2003 規格について 文書化されたプロセス、定期的な監査、および継続的改善活動を保証する、品質マネジメントの基盤となる規格です。真剣なサプライヤーにとってこれは最低限の要件と見なされます。ISO 9001認証を取得していない場合は、極めて慎重な対応が必要です。
- IATF 16949: 自動車業界における品質基準であり、ISO 9001を基盤として、リーン製造、欠陥防止、ばらつき低減、無駄の排除などの追加要件を盛り込んでいます。OGS Industriesによれば、この認証は企業固有の要求事項への適合性を保証するとともに、顧客志向の強化および手順の最適化を重視しています。
- AS9100: 航空宇宙業界向けの品質規格であり、ISO 9001の基盤に加えて、製品安全性、構成管理、リスク低減などの追加要件を定めています。航空、防衛、宇宙分野に供給するすべてのサプライヤーにとって不可欠な規格です。
- NADCAP: 航空宇宙産業向けの特別プロセス認証。熱処理、溶接、非破壊検査などの特定作業を対象とし、重要な製造プロセスに対する追加的な保証を提供します。
- ISO 13485: 医療機器の品質管理。製品ライフサイクル全体にわたる規制遵守、リスクマネジメント、トレーサビリティを重視します。
精密金属成形協会(PMA)などの団体も、精密金属成形メーカーが業界のベストプラクティスを常に最新の状態に保つためのリソースやネットワーキング機会を提供しています。PMA精密金属成形協会への加盟は、サプライヤーが継続的改善および業界への関与を重視していることを示す指標となることが多くあります。
認証とは、単なる壁に掲げられた表彰状ではありません。それは、文書化されたプロセス、訓練を受けた人員、校正済みの設備、および継続的な適合性を検証する定期的な第三者監査を意味します。
見積もりを依頼する際には、潜在的なサプライヤーに対し、現在有効な認証書の写し、最近の監査結果、および同種のプロジェクトにおける検査報告書の実例を提出するよう求めましょう。品質管理システムに自信を持つサプライヤーは、こうした文書を積極的に提供します。一方、渋ったり、話題をそらそうとするサプライヤーは、実際には能力上のギャップを隠している可能性があり、それは生産発注を確定した後にのみ表面化する恐れがあります。
品質認証は、サプライヤーが一貫してどのような作業を遂行できるかを示しますが、では、そのサプライヤーが自社の特定プロジェクトに最適なパートナーであるかどうかをどう評価すればよいでしょうか?次のセクションでは、サプライヤーを比較・検討するための実践的なガイドラインを提供し、成功するパートナーシップを予測する「グリーンライト(好ましい兆候)」と「レッドフラッグ(懸念される警告信号)」を特定する方法について解説します。
金属成形パートナーの評価・選定方法
認証の確認および品質管理システムの理解はすでに済んでいますが、ここからがサプライヤー選定の実践的な段階です。複数の高精度金属成形サプライヤーを比較する際、単に巧みな営業トークをする業者と、実際に高い能力を持つパートナーをどう見分けるかが鍵となります。この違いは、しばしば金型への投資や生産スケジュールへのコミットメントを済ませた後でなければ、痛感できないほど明確になることがあります。
高精度金属成形サービスを選定するには、プロジェクトの成果に直接影響を与える能力を評価する必要があります。以下では、何に注目すべきか、またどのような点でそのサプライヤーを除外すべきかを具体的に解説します。
成形パートナーとして評価すべき必須能力
サプライヤー評価を、5つの重要な能力カテゴリーにわたる評価表(スコアカード)作成と考えてください。高精度金属成形会社(LLC)は、ある分野では優れた実績を持つ一方で、他の分野では不十分な場合があります。そのため、自社プロジェクトの優先事項を明確に理解することで、これらの評価項目に適切な重み付けを行うことができます。
| 能力カテゴリ | 評価項目 | 尋ねるべき質問 |
|---|---|---|
| 技術的能力 | 設備の種類、トン数範囲、公差精度能力、取り扱い材料に関する経験 | どのような成形設備を運用していますか?達成可能な最も厳しい公差はどれくらいですか?最も頻繁に加工する材料は何ですか? |
| 品質システム | 認証、検査設備、文書管理手法 | 保有している認証は何ですか?最近の監査結果を提供できますか?寸法精度を確認するための検査設備は何ですか? |
| プロトタイプ作成スピード | 迅速な試作能力、初品納期、設計変更への対応スピード | 機能的な試作モデルをどの程度の速さで納品できますか?通常の初品検査の納期(ターンアラウンドタイム)はどれくらいですか? |
| 生産能力 | 年間生産能力、シフト体制、設備の冗長性 | 当社と同様の部品について、月間生産能力はどの程度ですか?複数シフト制で運用していますか?重要な機械が故障した場合、どのように対応しますか? |
| エンジニアリングサポート | DFM(製造性向上設計)分析、シミュレーション能力、設計連携 | 製造性向上設計(DFM)に関するフィードバックを提供しますか?金型製作前に成形工程のシミュレーションは可能ですか?設計最適化に関しては、どのように連携しますか? |
試作スピードが、思っている以上に重要である理由。 サプライヤーが迅速なプロトタイプを納期通りに提供できるかどうかは、プロトタイピング段階をはるかに超えたその運用効率を示す指標となります。ホブソン&モッツァー社の製造業専門家によると、最も優れた高精度板金成形サービスは、プロトタイピング段階から量産レベルの公差を満たしており、部品および製造プロセスを同時に進化させることができます。このアプローチにより、プロトタイピングと量産を別々に実施した場合には得られない貴重なデータが生成されます。
見積もりの返答までの所要時間も同様の状況を物語っています。高精度金属成形サプライヤーが24~48時間以内に詳細な見積もりを提示できる場合、それは整備された業務プロセス、十分なエンジニアリングリソースの確保、および迅速なコミュニケーションを重視する企業文化を示しています。逆に、基本的な見積もりの取得に2週間もかかる場合、実際に生産工程で課題が発生した際には、さらに大きな遅延が生じることを想像してください。
サプライヤー選定における赤信号と緑信号
数十社の契約製造サービスおよび高精度板金成形プロバイダーを評価した結果、パートナーシップの成功または失敗を予測する特定のパターンが明らかになりました。
緑信号:信頼できるパートナーの兆候
- トップダウンによる関与: 経営陣がエンジニアや品質担当者とともに初期段階の打ち合わせに参加する場合、それは御社のプロジェクト成功に対する組織全体のコミットメントを示しています。
- 透明性のあるコミュニケーション: 優れたパートナーは、自社の能力と制約を正直に共有します。ある医療機器開発エンジニアは、信頼できるサプライヤーについて次のように述べています。「彼らができないことは、素直に『できません』と言います。」
- 文書化されたプロセス: プロセスの故障モード影響分析(PFMEA)のアプローチを実際に確認するよう依頼してください。試作段階で得られた教訓を生産工程の管理策へと確実に反映させるサプライヤーは、より一貫性のある成果を提供します。
- 好奇心と質問: 最も優れたサプライヤーは、御社の用途、組立要件、性能基準について掘り下げた質問を積極的に行います。なぜなら、御社の目標を正確に理解することが、より優れたソリューションの提供につながるからです。
- DFM連携: 製造性を向上させるための設計変更を積極的に提案するパートナーは、専門知識とお客様のプロジェクト成功に対する真摯な関心を示しています
赤信号:注意すべき警告サイン
- あいまいな能力の主張: 具体的な公差範囲、使用設備一覧、または材料加工に関する実績を提示できないサプライヤーは、自社の高精度加工能力を過大評価している可能性があります
- 施設見学への抵抗感: 正当な高精度成形加工事業者は、顧客による工場見学を歓迎します。工場の作業現場を公開することに消極的な場合は、その実際の能力について疑問が生じます
- エンジニアリングサポートの不在: 営業担当者がDFM(製造性設計)に関する技術担当者との連携を提供できない場合、量産時のエンジニアリングサポートも同様に不足している可能性が高いです
- 異常に低い価格: 競合他社と比較して著しく低い価格設定の高精度金属成形用価格表は、品質管理システム、設備の保守管理、または検査の厳密さのいずれかにおいて、手抜きが行われていることを示唆しています
- コミュニケーションのギャップ: 見積もり段階での返答が遅いことは、製造工程におけるコミュニケーションの質が低下することを予示します。問題は避けられませんが、サプライヤーがそれらをどの程度迅速に対応するかが、プロジェクトの成否を左右します。
卸売向け高精度金属成形に関する補足: 大量生産部品の調達を検討している場合、卸売価格にはそれに見合った数量のコミットメントが必要であることを理解してください。試作数量に対して本番生産価格を提示するサプライヤーは、自社の実際のコストを過小評価している可能性があり、その後、現実が明らかになった際に紛争を招くおそれがあります。
最も優れた製造パートナーシップとは、自社チームの延長線上にパートナーが存在するかのような関係性です。つまり、指示を待つ受注者ではなく、自発的かつ機動的に課題解決に取り組む、探究心に富んだパートナーとの関係です。
業界の研究が確認しているように また、サプライヤーの財務健全性および地理的カバレッジも評価対象となります。複数の拠点を持つパートナーはサプライチェーンの冗長性を確保でき、財務的に安定した企業は、長期にわたり高精度製造能力を維持するために必要な設備や人材への投資が可能です。
これらの評価基準をもとに、一貫して高品質な精密板金成形サービスを提供できるパートナー企業を特定する準備が整いました。しかし、製造業の環境は絶えず進化しており、今後の技術動向を理解することで、長期的な成功が見込まれるパートナーを選定することが可能になります。

金属成形能力を向上させる技術動向
現在の技術的実力を基にサプライヤーを評価する方法を学びました。ここで、将来を見据えた重要な問いかけをご紹介します。「ご検討中の精密金属成形LLC(有限責任会社)パートナーは、5年後も競争力を維持できるよう、新技術への投資を行っているでしょうか?」製造業の環境は急速に変化しており、新興技術を積極的に取り入れるサプライヤーは、お客様のプロジェクトに直接貢献する具体的なメリットを提供します。
に従って Global Market Insights 金属成形装置市場は、2025年に363億米ドルに達し、2035年までに6.4%のCAGR(複合年間成長率)で成長し、669億米ドルに達すると予測されています。この成長は、高精度金属成形メーカーの運営方法を変革する3つの画期的な要因——自動化、サーボ駆動システム、およびシミュレーション技術——によって牽引されています。
金属成形における自動化とスマート製造
人手による介入が最小限でありながら24時間365日稼働する生産ラインを想像してください。このラインでは、数千個の部品が一貫した寸法精度で製造され、品質の逸脱が問題となる前に自動的に検出・警告されます。これは未来の話ではありません。すでに、主要OEMの高精度金属成形事業において実現しています。
インダストリー4.0およびスマート製造技術の統合は、いくつかの相互接続されたシステムを通じて、金属成形活動を革新しています。
- 高度なセンサーネットワーク: 成形力、金型温度、材料供給速度をリアルタイムで監視することで、即時の工程調整が可能になります
- 予知保全システム: 機械学習アルゴリズムは、設備の性能データを分析し、予期せぬダウンタイムを引き起こす故障を事前に予測します。
- デジタルツイン技術: 物理的な生産システムの仮想的複製(デジタルツイン)により、プロセス最適化が可能となり、自動車ボディライン分野における報告された予測精度は96%を超えています。
- ロボットによる材料ハンドリング: 自動化された荷役・卸し・部品搬送により、人的ミスを低減するとともに、無人運転製造(ライトアウト製造)を実現します。
これはなぜあなたにとって重要なのでしょうか? 自動成形システムは、以下の3つの測定可能なメリットを提供します:生産ロット間での一貫性向上、品質を犠牲にすることなくの処理速度向上、および人的要因に起因するばらつきの低減。精密金属成形協会(Precision Metalforming Association)がFABTECH 2024において設備投資の堅調な動向を報告した際、その焦点は明確に、熟練労働力不足への対応と生産性向上の両立を図る自動化機能に向けられていました。
従来の油圧式プレスからサーボ電動プレスへの採用拡大は、根本的な技術移行を表しています。 業界の調査によると サーボ電動プレスは、優れた精度、プログラマブルな運動制御、および従来の油圧システムと比較して最大40%のエネルギー効率向上を実現します。この高度な二層金属成形機では、精度と効率の向上が直接、より厳しい公差管理、不良率の低減、および用途に応じて200%から1,700%以上に及ぶ金型寿命の延長へとつながります。
業界をリードする高精度金属成形メーカーの生産現場では、現在、回生エネルギー回収機能、自動工具交換装置、および無人運転を支援する統合ビジョンシステムを備えたサーボプレスラインが導入されています。複雑な形状や要求の厳しい材料を要するカスタマイズ型高精度金属成形プロジェクトにおいて、サーボ駆動技術により、これまで実現不可能とされていた仕様の達成が可能になります。
シミュレーション技術が開発サイクルを短縮する仕組み
以下は、あらゆるバイヤーが恐れるシナリオです:生産用金型の製作に5万ドルを投資したところ、初回試作工程で部品が仕様を満たさないことが判明しました。金型の修正が必要となり、納期が数週間遅れ、コストが増大します。このような高額なリスクを回避するために、シミュレーション技術が存在します。
フォーミングワールド社によると、プレス成形工程における板金の挙動を専門に設計されたシミュレーションソフトウェアは、すでに25年以上にわたり実績ある活用がなされています。継続的な使用により、仮想シミュレーション結果と実際の製造結果との相関率を最大80%まで達成することが比較的容易になっており、この相関率を実現するには、工学的作業量の約20%で十分です。
金属成形・高精度機械加工シミュレーションとは、実際に何を予測するのでしょうか?
- 材料の流動挙動: 成形工程中の板金の変形挙動を予測し、金型鋼材の切削を実施する前に、潜在的な板厚減少、しわ発生、あるいは割れを特定します
- スプリングバック補正: 最終的な寸法目標を達成するために必要な過補正工具の正確な量を算出すること
- 成形力の要件: 最適な結果を得るためのプレスのトン数およびダイ設計パラメーターの決定
- 表面品質の結果: 完成品部品において特殊な照明下でのみ現れる可能性のある表面欠陥の予測
実用的なメリットとは?シミュレーション対応型サプライヤーは、変更コストが工数時間(数時間)で済む仮想段階において設計上の問題を早期に検出できます。これは、工具の再加工に数週間を要するような状況を回避できる点で極めて価値があります。この機能は、特に金属ロール成形(連続運転におけるプロファイルの一貫性が生産開始前のパラメーター設定に大きく依存する、多用途な金属プロファイル向けの高精度製造工程)において非常に有用です。
現代のシミュレーション技術は、寸法精度要件という課題の増大にも対応しています。品質基準は現在、0.3ミリメートル以内の公差を要求しており、外観部品の表面欠陥についても量産開始前に正確に予測することが可能になっています。シミュレーションにより、製造業者は仮想的な圧力テーブル、摩擦係数、材料特性データを実際の条件と比較し、不良品(スクラップ)が発生する前にパラメーターの不整合を特定・修正することができます。
これはサプライヤー選定にどのような意味を持つのか
潜在的なパートナーを評価する際には、明確にその企業がどの程度技術投資を行っているかを確認してください。シミュレーション機能や自動化インフラストラクチャーを備えておらず、10年以上前の油圧プレスを用いて操業している精密金属成形会社(LLC)は、一見安価な見積もりを提示するかもしれません。しかし、このような企業は、現代のプロジェクトが求める一貫性、スピード、およびエンジニアリング支援を提供できません。
Hernon Manufacturing シャオイ (寧波) メタルテクノロジー これらの能力が、5日間という迅速なプロトタイピング期間、自動化された量産システム、および12時間以内の見積もり返答といった具体的な指標を通じて顧客価値にどう転換されるかを示します。シャシー、サスペンション、構造部品に関するIATF 16949認証取得済みの製造活動は、サーボ駆動技術、シミュレーション専門知識、そして包括的なDFM(製造性設計)支援が統合された場合に実現可能なことを如実に示しています。
インダストリー4.0の採用が加速するにつれ、先進的サプライヤーと後発サプライヤーとの間の技術格差はさらに拡大するばかりです。自動化、サーボシステム、シミュレーションへの投資を積極的に行うパートナーを選定することは、現在のプロジェクト成功のみならず、長期的な製造競争力の確保にもつながるサプライチェーン戦略です。
業界を形作る技術動向を明確に理解した今、この知識を実践へと移行させる段階に来ています——すなわち、高精度成形パートナーシップを成功に導くための次のステップを決定する時期です。
高精度成形プロジェクトを前進させる
精密金属成形に関する包括的な概要—基本的な工程の違いから材料選定、産業用途、品質管理システム、サプライヤー評価基準、そして新興技術に至るまで—を学習しました。次に実践的な問いが生じます。「この知識を実際にどう活用するか?」。研究の初期段階にあるのか、それともすでに精密金属成形の見積もり依頼に向けた準備が整っているのかによって、今後の進め方は異なります。
製造プロジェクトにおける次のステップ
直近の行動は、現在のプロジェクト段階に応じて調整すべきです。以下に、効果的に前進するための方法を示します。
- 要件定義中の場合: サプライヤーに問い合わせる前に、許容差仕様、材料の希望条件、および想定される生産数量を文書化してください。ニーズをより正確に伝えるほど、見積もりの精度も高まります。
- サプライヤー評価の準備が整った場合: 施設見学、認証書類、および類似プロジェクトからの参考事例を依頼してください。前章で示した評価チェックリストを活用し、潜在的なパートナーを体系的に比較してください。
- 迅速な試作が必要な場合: 試作から量産への実績のあるサプライヤーを優先してください。自動車用スタンピングプロジェクトにおいては、「 シャオイ (寧波) メタルテクノロジー 」などのメーカーが、包括的なDFM(製造可能性設計)サポート付きの5日間迅速試作サービスを提供しています。これにより、量産用金型の製作に着手する前に設計の妥当性を検証できます。
- 見積もりの比較を行う場合: 単価のみに注目しないでください。見積もり提出までの所要時間も、その事業運営の効率性を示す指標として評価してください。12時間以内の見積もり回答は、整備された業務プロセスと、今後のパートナーシップ全般において貴社を支援できるエンジニアリングリソースの確保を意味します。
選定した高精度シートメタル成形会社と早期に連携を図ることで、プロジェクト全体を通じて大きなメリットが得られます。ReNEW Manufacturing Solutions社によると、製造パートナーと早い段階で要件について協議することで、ご要望の実現可能性を高め、障壁を最小限に抑えるための有益なフィードバックを得ることができます。
高精度成形成功のための要点
高精度金属成形LLCとの提携に際して検討すべき8つの必須事項を検討した後、一貫して浮かび上がるいくつかのテーマがあります:
- 工程理解が重要である: プレス成形、ハイドロフォーミング、ロール成形の違いを理解しておくことで、ご用途に合致する要件を明確に提示でき、かつ関連する技術能力を持つサプライヤーを的確に特定できます。
- 材料選定はあらゆる面に影響を与える: 成形性、加工硬化性、スプリングバック特性は、達成可能な公差および生産経済性に直接影響します。
- 認証取得は任意ではありません: 自動車業界向けのIATF 16949、航空宇宙業界向けのAS9100、および基盤となるISO 9001——これらの規格は、一貫した品質管理システムを保証します。
- 技術への投資は、将来の能力を予測します: サーボ駆動システム、シミュレーションソフトウェア、および自動化を積極的に導入するサプライヤーは、今日においても優れた成果を提供し、お客様のサプライチェーンを将来に向けて強化します。
- コミュニケーション文化は、パートナーシップの可能性を示します: 評価段階におけるサプライヤーの応答速度は、量産時の課題発生時におけるその対応力を予測する指標となります。
高精度金属成形パートナーを選定する際に最も重要な検討事項は、価格や立地ではありません。むしろ、自社の設計チームの延長として機能し、図面通りの単なる製造ではなく、製造性向上に向けた積極的な提案を行うサプライヤーを見つけることです。
ご自身の地域にある精密金属成形会社(Ltd.)から調達する場合でも、専門的な技術を持つグローバルサプライヤーを検討する場合でも、評価フレームワークを一貫して適用してください。設計図面についてDFM(製造可能性設計)のフィードバックを求め、検査能力がご要件の公差範囲に適合することを確認し、品質認証がご担当業界の期待水準と一致していることを確認してください。
自動車用途(シャシー部品、サスペンション部品、構造用アセンブリなど)に焦点を当てる読者の皆様へ:IATF 16949認証を取得し、迅速な試作対応が可能なパートナーを選定することで、サプライチェーンのスピードアップを実現しつつ、品質基準を維持できます。今日選択する精密金属成形ソリューションは、今後数年にわたり製品性能、製造コスト、および市場投入までの期間(Time-to-Market)に直接影響を与えます。
次のステップは? プロジェクト仕様を明確にした上で、適格なサプライヤーに連絡することです。これまで得た知見を活かし、的確な質問を投げかけ、回答を批判的に評価し、高精度部品を一貫して提供するパートナーシップを築くことができます。
高精度金属成形に関するよくあるご質問
1. 精密金属加工とは何ですか?
高精度金属加工とは、大きな素材を厳密な仕様に従って成形し、部品を製造する工程であり、通常は±0.005インチ~±0.010インチという極めて狭い公差を達成します。このプロセスでは、CNC制御のプレス成形、深絞り成形、ハイドロフォーミング、ロール成形などの高度な技術が用いられます。一方、標準的な製作では±1/16インチの公差が一般的ですが、高精度金属成形では、専用の金型、高度な材料流動制御、および統計的工程管理(SPC)が不可欠であり、量産時の品質の一貫性を維持するために必要とされます。
2. 金属成形の5つのプロセスとは?
5つの主要な金属成形プロセスは、圧延(回転するロール間で金属を圧縮する)、押出(金型を通して金属を押し出す)、鍛造(圧縮力によって形状を形成する)、引抜(金型を通して金属を引っ張る)、およびプレス成形(専用の金型を用いて高速で成形する)です。高精度が要求される用途では、ハイドロフォーミング、プログレッシブダイ加工、サーボ駆動式プレスブレーキ曲げなどの追加技術により、自動車や航空宇宙といった厳しい要件が求められる産業において、マイクロメートルレベルの精度を実現できます。
3. 金属加工の時間当たりのコストはいくらですか?
地元の溶接業者および金属加工業者は、通常、カスタム鋼板加工に対して時給70ドルから130ドルの料金を請求します。ただし、高精度金属成形のコストは、その複雑さ、公差要件、および生産数量によって大きく異なります。IATF 16949認証を取得し、先進的な設備を備えた高精度作業では、プレミアムな単価が適用される場合がありますが、大量生産時には1個あたりのコストを低減できます。サプライヤーを評価する際には、単に時給だけではなく、金型投資費用、品質の一貫性、および再加工に伴う潜在的コストなど、プロジェクト全体の経済性を総合的に検討してください。
4. 金属加工の3つの種類は何ですか?
3つの基本的な金属加工技術は、切断、曲げ、および組立です。高精度金属成形では、これらの基本技術が高度なプロセスへと発展します。すなわち、切断にはマイクロジョイント技術を備えたファイバーレーザー装置が含まれ、曲げには角度制御型プレスブレーキ作業および複雑な断面形状向けのロール成形が含まれ、組立には高精度溶接、機械的締結、および自動化された接合が統合されます。各技術は、厳密な公差を維持するために専用の設備および品質管理を必要とします。
5. 高精度金属成形サプライヤーが取得すべき認証は何ですか?
必須の認証は、業界によって異なります。ISO 9001は、真剣なサプライヤーにとって基盤となる品質マネジメント標準です。自動車分野向けにはIATF 16949が必須であり、欠陥防止およびリーン製造を重視しています。航空宇宙プロジェクトでは、AS9100およびNADCAP認証が極めて重要です。医療機器製造にはISO 13485への適合が求められます。シャオイ(寧波)金属科技有限公司などのサプライヤーはIATF 16949認証を取得しており、シャシー、サスペンション、構造部品など、要求の厳しい自動車サプライチェーンへの対応能力を示しています。