 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

オンライン機械加工の解説:設計データから納品まで数日で実現
オンライン機械加工が現代の製造業にもたらす真の意味
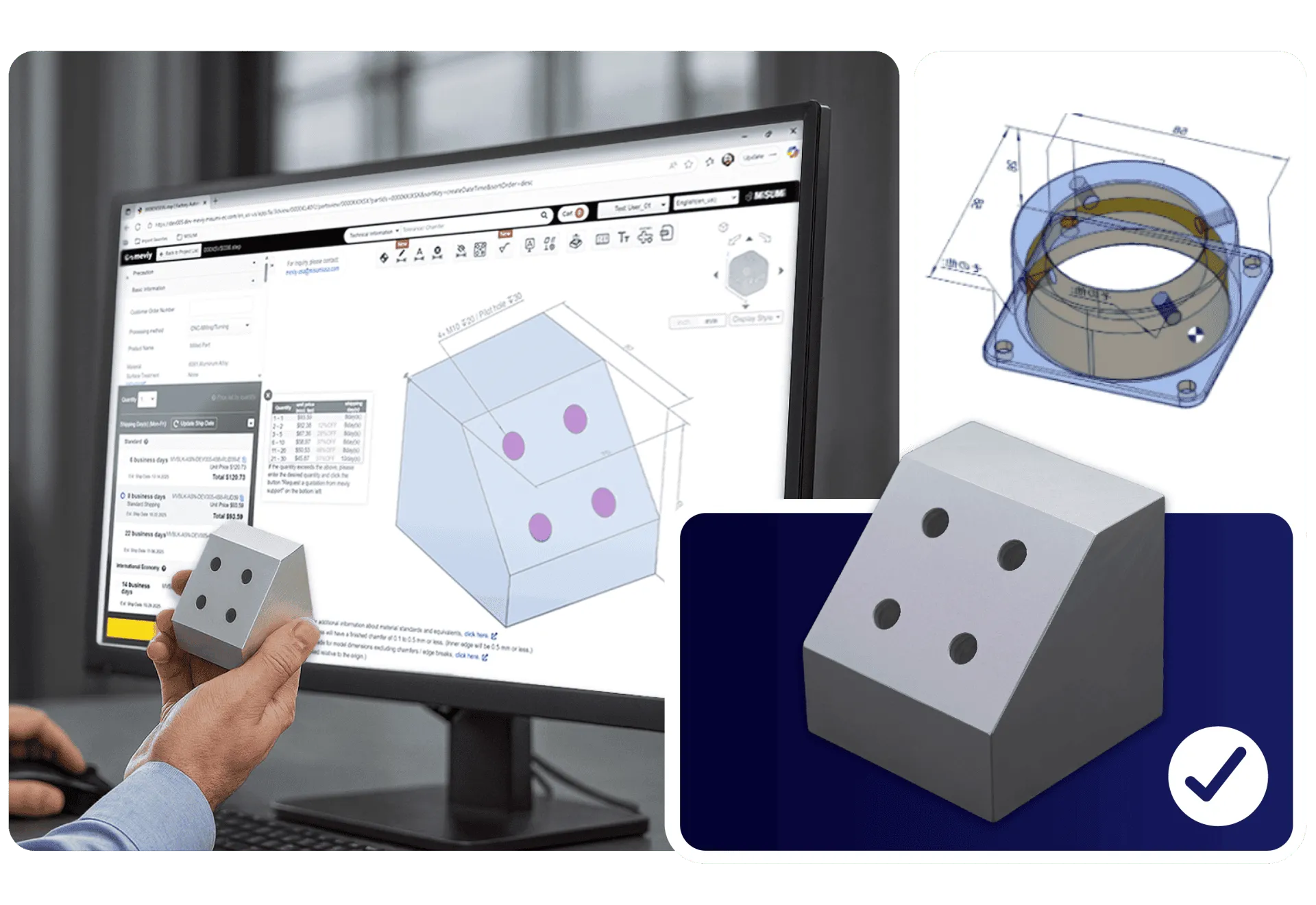
朝9時にCADファイルをアップロードし、午前のコーヒーが冷める前に、価格、納期、製造可能性に関する詳細な見積もりを受け取ることを想像してみてください。これがまさにオンライン機械加工の実態です——エンジニアや製品開発者が部品を調達する方法におけるデジタル変革です。 cNC加工部品の調達 .
本質的に、オンライン機械加工とは、従来の仲介者を介さずに、ユーザーを直接高精度製造能力と結びつけるウェブベースのプラットフォームを指します。何年もかけて地元の機械工作所との関係を築く代わりに、ブラウザを通じてグローバルな製造ネットワークにアクセスできます。このモデルは、従来のCNC加工と調達プロセスの接点を根本的に変え、かつては遅く、人的関係に依存していたプロセスに、透明性とスピードをもたらします。
図面からブラウザへ:デジタル製造の転換
そう遠くない過去において、カスタム加工部品の調達はまったく異なる意味を持っていました。設計図面を複数のサプライヤーにメールで送信し、数日間返信を待ち、工場訪問の日程を調整し、何回もの電話会議を通じて取引条件を交渉する必要がありました。このプロセスでは、単一の切削チップが生まれる前に、既存の取引関係の構築と多大な時間的投資が不可欠でした。
今日のデジタルCNC加工プラットフォームは、このモデルを完全に逆転させています。根据 lauenscnc社による業界分析 によると、ユーザーは現在、広範な製造ネットワークに即座に接続し、リアルタイムで加工パラメーターを調整し、生産枠を瞬時に確保できるようになっています。この変化は、オンラインバンキングが支店訪問を代替したように、あるいはECが小売業を変革したように、より広範なデジタル変革の流れと一致しています。
この変化がなぜ重要なのでしょうか?従来の体制は、長期的かつ大量生産を前提とした契約や既存の信頼関係において優れています。一方で、オンラインCNC加工プラットフォームは、スピードと柔軟性が最も重視される、動的かつイノベーション主導型の環境において圧倒的な優位性を発揮します。
オンラインプラットフォームがCNC加工能力とあなたをつなぐ仕組み
では、これらのデジタルプラットフォームを利用する際、実際に何が起こるのでしょうか? このエコシステムは、シームレスに連携して機能する複数の相互接続された構成要素から成り立っています。
- ファイルアップロードシステム — STEP、IGES、およびネイティブCADファイルなど、標準的な形式をサポートし、即時処理に対応
- 即時見積もりエンジン — AIベースのアルゴリズムにより、形状の解析、工具経路の計算、および数秒以内の価格算出を実行
- 自動化されたDFMフィードバック — 注文確定前に、薄肉部やアンダーカット形状などの潜在的問題を検出し、内蔵の検証機能で警告
- グローバル製造ネットワーク 世界中の数百~数千社の審査済みCNCサービスプロバイダーとの接続
- 材料選択インターフェース — アルミニウムやステンレス鋼からエンジニアリングプラスチック、特殊合金まで幅広い選択肢
- 後処理設定 — 表面処理、熱処理、品質検査オプションをワンクリックで追加可能
このCNCサービスモデルは、製造調達における前例のない透明性を実現します。数量や材質などのオプションを切り替えると、即座に価格変動が表示されます。修正見積もりを数日待つ必要はもうありません。
このアプローチは、あなたのニーズに合っていますか?プロトタイプ開発、設計の反復試作、あるいは大量生産へのコミットメントを避けたカスタム部品調達が必要な場合、オンライン機械加工見積もりは、従来の工作機械店ではなかなか実現できない柔軟性を提供します。スタートアップ企業は多額の初期投資なしに事業規模を拡大でき、既存の大手企業は俊敏性を高めるためのサプライチェーン最適化を図ることができます。
ただし、これは既存のすべての製造パートナーシップを置き換えることを目的としているわけではありません。デジタルプラットフォームが真に優れたメリットを提供する場合と、従来のパートナーシップが依然として合理的である場合を、それぞれ正確に理解することこそが重要です。本稿の目的は、特定のアプローチを押し付けることではなく、オンラインでCNC見積もりを効率的に取得する方法について、何を得るのかを明確に理解した上で、適切な意思決定を支援することにあります。
設計データから納品部品に至るまでの全工程
「アップロード」ボタンをクリックしてから、完成したCNC加工部品を手にするまでに、実際にどのような工程が行われているか、一度でも考えたことはありますか? 完成済みCNC加工部品 このプロセスは一見するよりもはるかに高度ですが、各ステージを理解すれば、意外と容易に把握できます。以下に、全体のワークフローを順を追ってご説明しますので、何が起こるのかを事前に正確にご理解いただけます。
アップロード用CADファイルの準備
お客様の旅は、ファイルの準備から始まります。この段階を正しく行うことで、後々のトラブルを未然に防ぐことができます。多くのプラットフォームでは、いくつかの標準的なファイル形式がサポートされていますが、製造用途においては、すべてのファイルが同等に扱われるわけではありません。
STEPファイル(.stp、.step) オンライン機械加工におけるゴールドスタンダードであり続けます。ソリッド形状を保持し、寸法精度を維持し、異なるCADシステム間でシームレスに変換できます。1つの形式のみエクスポートする場合、STEP形式を選択してください。
IGESファイル(.igs、.iges) 信頼性の高いバックアップオプションとして機能します。歴史が長く、広範な互換性を備えていますが、複雑な曲線において表面解釈の問題を時折引き起こすことがあります。
STLファイル —主に3Dプリントと関連付けられる形式—は、CNC加工部品に対して制限があります。真の幾何形状ではなく、三角形のファセットによる近似表面を用いるため、曲面部品の精度が損なわれる可能性があります。他の形式が利用できない場合にのみSTLを使用してください。
アップロード前に、モデルが水密(ウォーターティグ)であることを確認し、開いた表面や自己交差するジオメトリがないかを検証してください。多くのプラットフォームではこれらの問題を自動的に検出しますが、早期に発見することで、見積もりプロセスを大幅に加速できます。
即時見積もりプロセスの理解
ここが魔法が起こる場所です。Xometryのプラットフォームドキュメンテーションによると、AIを活用した見積もりエンジンが、ユーザーがアップロードした形状データを即座に解析し、工具経路を計算して、実際の製造要件に基づいた価格を算出します。
このシステムは、複数の要素を同時に評価します:
- 部品全体の寸法および必要な材料体積
- 穴、ポケット、表面輪郭など、特徴の複雑さ
- すべての特徴を加工するために必要なセットアップ回数
- 選択された材料の特性および切削性評価値
- 公差仕様およびそれが加工時間に与える影響
この機能の強みは、即時の「製造性を考慮した設計(DFM)」フィードバックにあります。システムは、切削力によって変形する可能性のある薄肉壁、特殊な工具を必要とする深ポケット、あるいは高価な5軸加工を要する特徴など、潜在的な問題を自動的に検出し警告します。CNC24の技術チームが指摘している通り、 CNC24の技術チーム この自動実現可能性チェックは、専門の生産技術者によるレビューと組み合わされ、量産開始前のリスクを最小限に抑えます。
注文から玄関までの納品まで
部品の仕様を設定し、見積もりを承認した後、次に何が起こるのでしょうか?以下に、その全工程を示します。
- 最終エンジニアリングレビュー — 専門家がお客様の仕様を確認し、材料の在庫状況を確認するとともに、提示された製造方法がお客様の要件を満たすことを検証します。
- サプライヤーのマッチング — お客様のプロジェクトは、当プラットフォームが審査済みのネットワークから最適な製造業者に割り当てられます。選定基準には、工作機械の能力、現在の生産余力、地理的位置、およびお客様が指定した認証要件などが含まれます。
- 生産スケジュール — お客様の注文は製造待ち行列に入ります。優先順位はお客様が選択した納期によって決まります。即納オプションを選択した場合は優先的に処理され、経済的オプションを選択した場合は最適なロット生産スケジュールに合わせて待機します。
- CNC加工の実行 — 熟練した機械工が、原材料のセットアップ、プログラムのロード、および部品の加工を行います。複雑な試作加工では、複数の工程設定と綿密な工程中検証が必要となる場合があります。
- 品質検査 — 完成品は、お客様の仕様書に基づき寸法検証を実施します。要件に応じて、標準的な抜取検査から、詳細なレポート付きの包括的CMM(三次元測定機)計測まで対応可能です。
- 処理後 — 指定された仕上げ処理(バリ取り、表面処理、熱処理、またはコーティング適用など)が実施されます。
- 梱包と配送 — 部品は輸送中の損傷を防ぐため、慎重に梱包され、お客様が指定された配送方法で発送されます。
実際に期待できる納期はどの程度ですか?
納期は、プロジェクトの複雑さおよび緊急度によって大きく異なります。アルミニウムなどの標準材料を用いた単純な形状による迅速CNC試作の場合、一部のプラットフォームでは、MakerVerse社の試作ガイドによると、最短6日間での納品が可能です。 MakerVerse社の試作ガイド .
以下は現実的な内訳です:
| プロジェクトタイプ | 標準リードタイム | 重要な要因 |
|---|---|---|
| 単純なCNC試作(アルミニウム、基本形状) | 5〜10営業日 | 標準公差、最小限の工程設定 |
| 複雑なプロトタイプ(公差が厳しく、多様な特徴を有する) | 10〜15営業日 | 多軸加工、検査要件 |
| 少量生産(10~100個) | 2〜4週間 | セットアップ費用の償却、ロット最適化 |
| 量産(100個以上) | 3〜6週間 | 材料調達、一貫した品質管理 |
迅速納品オプションを採用すれば、これらの納期を大幅に短縮できます(場合によっては納期を半分にまで短縮可能)が、その分プレミアム価格が適用されます。一方、経済的配送オプションは、緊急性の低いCNCプロトタイピング案件において納期を延長する代わりにコストを削減します。
この一連のワークフローを理解しておくことで、プロジェクト計画を現実的に立てたり、疑問が生じた際にプラットフォームのサポート担当者と効果的にコミュニケーションを取ったりすることができます。プロセスに関する知識が確立されたうえで、次に重要な判断は、ご自身の用途に最も適した材料を選定することです。
CNC加工プロジェクトに最適な材料の選定
CADファイルをアップロードし、即時見積もりを確認した後、数十種類の材料オプションが並ぶドロップダウンメニューを前にして、どの材料を選べばよいのか迷っているのではないでしょうか。この選択は、部品の性能、製造コスト、納期に加え、最終的に設計が想定された用途で成功するかどうかまで、あらゆるものに影響を与えます。
朗報は、オンライン機械加工プラットフォームが、従来の工作機械店ではなかなか提供できないほど広範な材料ライブラリを提供している点にあります。課題は、それらの選択肢を賢く使いこなすことです。ここでは、選択プロセスを段階的に解説し、自信を持って、かつ十分な情報に基づいた判断ができるようお手伝いします。
強度と精度が求められる用途向けの金属材料
機械的性能が最も重視される場合、 金属はCNC加工において依然として最も選ばれる材料です 。ただし、「金属」という言葉には、物理的特性や価格帯において極めて幅広いバリエーションが含まれています。主要なカテゴリーを理解することで、選択肢を素早く絞り込むことができます。
アルミニウム合金:主力となる材料
どこから始めればよいか分からない場合は、アルミニウムの機械加工が、性能・コスト・製造性のバランスにおいて最も優れた選択肢となることが多いです。Hubs社の材料選定ガイドによると、アルミニウム合金は優れた比強度、高い熱伝導性および電気伝導性、そして自然な耐食性を備えており、多くのプロトタイプおよび量産用途において最も経済的な選択肢となっています。
アルミニウム 6061 汎用作業におけるデフォルトの選択肢として機能します。加工性が非常に優れており、比較的低コストで、表面硬度および外観を向上させるための陽極酸化処理も容易に施せます。
アルミニウム7075 航空宇宙分野で求められる高強度が必要な場合に採用されます。熱処理により、一部の鋼材と同等の硬度まで硬化させることができながら、アルミニウム特有の軽量性を維持します。これは、重量が重要な制約となる用途において極めて重要です。
アルミ 5083 塩水にさらされるような海洋環境において優れた性能を発揮します。他の合金では腐食が生じるような過酷な環境下で使用される部品には、この規格の採用を検討すべきです。
鋼材:耐久性が重量よりも優先される場合
鋼合金は、アルミニウムでは到底達成できないほどの強度、硬度、および耐摩耗性を提供します。その代償とは?材料コストの上昇、加工時間の延長、そして大幅な重量増加です。
ステンレス鋼304 ほとんどの耐食性要求を効果的に満たします。機械加工性も比較的良好で、多くの環境条件に耐えるため、食品加工、医療、屋外用途における標準的な選択肢となっています。
ステンレススチール 316 特に塩水溶液に対する耐食性をさらに高めます。船舶用アプリケーションや化学処理環境では、このような高度な保護性能がしばしば求められます。
工具鋼 d2やA2などの鋼種は、熱処理後に最大65 HRCという極めて高い硬度を実現します。これらは金型・治具の製造や、極端な摩耗を受ける部品の製造に不可欠ですが、専門的な機械加工技術を要します。
真鍮および青銅:特殊な性能
これらの銅合金は、ニッチではありますが極めて重要な用途に使用されます。真鍮C36000は優れた切削性を示し、自然な耐食性も備えているため、継手やコネクタなどの大量生産部品で広く採用されています。
ブロンズのCNC加工には、特別な配慮を要する独自の課題があります。オタラ・テック社のブロンズ加工専門家によると、異なるブロンズ材質(グレード)は切削工具下で著しく異なる挙動を示します。C932(鉛添加ブロンズ)は滑らかな切削性と優れたチップ制御性を有する一方、C954(アルミニウムブロンズ)は急激な発熱を伴い、切削速度の慎重な管理が求められます。
ベアリング、ギア、海洋機器などのためにブロンズを加工する際には、この材料が持つ天然の耐摩耗性および自己潤滑性が、追加される加工の複雑さを十分に正当化します。ブロンズのCNC加工には、こうした合金の取り扱いに豊富な経験を持つ加工業者が不可欠です。ブロンズCNCプロジェクト向けの製造パートナーを選定する際には、この点を必ず確認してください。
プラスチックが金属代替品を上回る場合
金属が常に最適解であると決めつけないでください。エンジニアリングプラスチックは、多くの用途において、軽量性、材料コストの低減、優れた耐薬品性、および自然な電気絶縁性といった魅力的な利点を提供します。
高機能エンジニアリングプラスチック
デルリンプラスチック (POM/アセタール)は、機械加工可能なプラスチックの中で最も優れた存在です。プラスチックの中でも最高レベルの機械加工性、優れた寸法安定性、極めて低い摩擦係数、および最小限の吸水性を備えています。厳密な公差を要する精密プラスチック部品が必要な場合、デルリンプラスチックをまず検討すべきです。
切削加工向けナイロン 用途に応じて優れた衝撃強度、良好な耐薬品性、および自然な耐摩耗性を発揮します。ナイロン6およびナイロン66は、最も一般的に指定されるグレードです。ただし、機械加工用ナイロンには一つの制約に注意が必要です:この材料は水分を吸収するため、湿度の高い環境下では寸法安定性に影響を及ぼす可能性があります。
ポリカーボネート 高い靭性と光学的透明性を兼ね備えており、透明な部品への機械加工が可能です。その衝撃強度はABSを上回り、保護カバー、レンズ、流体デバイスなどに適しています。
PEEK エンジニアリング用熱可塑性樹脂のプレミアムクラスを代表する材料です。最大250°Cまでの高温に耐え、ほとんどの化学薬品に耐性があり、金属に匹敵する強度対重量比を実現します。医療用グレードのPEEK変種は、生体適合性インプラント用途にも使用可能です。ただし、材料コストは著しく高くなります。
材料選定の概要
以下の比較表により、主な要件に基づいて候補となる材料を素早く特定できます:
| 素材カテゴリ | 典型的な用途 | 相対的なコスト | 加工性 | 主要な特性 |
|---|---|---|---|---|
| アルミニウム 6061 | 一般的なプロトタイプ、筐体、ブラケット | $ | 優れた | 軽量、耐食性、陽極酸化処理可能 |
| アルミニウム7075 | 航空宇宙部品、高応力部品 | $$ | 良好 | 高強度で熱処理可能、疲労強度に優れる |
| ステンレス鋼304 | 食品関連機器、医療機器、屋外用ハードウェア | $$ | 適度 | 耐食性、溶接可能、衛生的 |
| ステンレススチール 316 | マリンハードウェア、化学処理装置 | $$$ | 適度 | 優れた耐食性、海水対応 |
| Brass c36000 | 継手、コネクタ、装飾用ハードウェア | $$ | 優れた | 低摩擦、電気伝導性、美的魅力 |
| ブロンズ(C932/C954) | ベアリング、ギア、船舶用プロペラ | $$-$$$ | 良好(グレードにより異なります) | 耐摩耗性、自己潤滑性、耐食性 |
| デルリン (POM) | 高精度ギア、ブッシュ、絶縁体 | $ | 優れた | 低摩擦性、寸法安定性、耐湿性 |
| ナイロン6/66 | 摩耗部品、構造部品、絶縁体 | $ | 良好 | 衝撃耐性、化学耐性、耐摩耗性 |
| ポリカーボネート | 光学部品、保護カバー、ディスプレイ | $ | 良好 | 透明性、高衝撃強度、温度安定性 |
| PEEK | 医療用インプラント、航空宇宙用部品、高温用途 | $$$$ | 適度 | 極端な温度耐性、化学的不活性、生体適合性オプション |
意思決定基準:材料と要求仕様のマッチング
この多岐にわたるリストからどう絞り込んでいけばよいでしょうか?以下の4つの要因を優先順位順に検討してください。
- 機械的要件 — その部品にはどのような荷重、応力、摩耗条件が作用しますか?これにより、性能要件を満たせない選択肢を除外できます。
- 環境への曝露 — 部品は湿気、化学薬品、紫外線(UV)放射、または極端な温度にさらされますか?使用条件に対する材料の適合性は絶対不可欠です。
- 重量制限 — 航空宇宙産業および携帯機器用途では、しばしば最小重量が求められます。プラスチックおよびアルミニウム合金は、この点で大きな利点を提供します。
- 予算の考慮 — 性能要件を満たす材料を特定した後、コスト差が最終的な選定を導くことがあります。場合によっては、高価な特殊合金を必要としない用途において、標準的なアルミニウムが十分に機能します。
材料認証文書が重要な場合
特定の産業では、材料選定はその物理的特性を超えて、文書化要件にも及びます。航空宇宙用途では、正確な合金組成および加工履歴を証明する材料トレーサビリティ証明書が求められることがあります。医療機器では、生体適合性試験に関する文書化がしばしば必要です。自動車部品では、特定のOEM仕様に準拠した適合証明書(Certificate of Conformance)が求められることがあります。
規制対象業界向けに製造を行う場合、オンライン機械加工サービスプロバイダーが適切な認証書類を提供可能であることを、発注前に確認してください。すべてのプラットフォームがこのレベルの文書を提供しているわけではなく、製造後にその不足に気づくと、高額な遅延コストが発生します。
材料選定が明確になったら、次の重要な仕様は部品の機能性と製造コストの両方に直接影響を与えます:公差要件です。精度レベルが予算に与える影響を理解することで、必要なものだけを正確に指定でき、無駄なコストを回避できます。
精度とコストのバランスを取った公差選定
以下のような状況は、おそらく既に経験されたことがあるでしょう:設計の最終段階で、公差欄が目の前にあり、どう設定すべきか迷っています。「安全のため±0.005インチ」にするべきでしょうか?それとも「±0.010インチ」で十分なのでしょうか?この判断——しばしば数秒で下される——は、製造コストを倍増させたり、将来的な組立不良を引き起こしたりする可能性があります。
公差とは、設計意図した寸法から許容される変動範囲を示すものです。実際の製造現場においては、この公差が機械加工部品同士の適合性、設計通りの機能発揮、および品質要件の満足度を左右します。しかし、 RPWORLDの製造エンジニア の観察によると、懸念すべき傾向が明らかになっています:さまざまな用途で用いられる部品において、非重要面に対しても不必要に厳格な公差が頻繁に指定されるようになっています。これは産業技術の進歩を反映したものですが、しばしば多額のコストを無駄にしています。
標準公差と高精度公差の期待値
オンライン機械加工サービスでは、実際にどのような公差水準が期待できるのでしょうか?基本的な加工能力を理解しておくことで、過剰な設計(オーバーエンジニアリング)を避け、適切な公差指定が可能になります。
ほとんどのCNCフライス加工および旋盤加工において、 標準公差は±0.010インチ(±0.25 mm)です 一般的な材料および形状にわたり適用可能です。モドゥス・アドバンスト社の公差解析によると、この精度レベルは、合理的なコストと納期を維持しながら、大多数のエンジニアリング用途をサポートします。
標準精度で十分なのはどのような場合でしょうか?以下の用途をご検討ください:
- 寸法の厳密さが特に求められない筐体およびハウジング
- ファスナー用クリアランス穴を備えた取付ブラケット
- 外形および機能試験に重点を置いたプロトタイプの反復製作
- 組立時に十分なクリアランスが設計上確保された部品
高精度機械加工部品には、通常±0.003インチ~±0.005インチ(±0.08~±0.13 mm)というより厳しい公差が要求されます。このような公差を実現するには、追加の切削工程、専用工具、温度・湿度制御された環境、および包括的な検査手順が必要となります。その結果、部品単価が大幅に上昇します。
公差範囲とその実際の影響
以下の表は、公差仕様がCNCフライス加工部品のコストに与える影響および典型的な用途にどのように対応するかを示しています。
| 公差クラス | 標準範囲 | コストへの影響 | 共通用途 |
|---|---|---|---|
| 標準 | ±0.010" (±0.25 mm) | ベースライン価格 | 一般用プロトタイプ、非重要機能、筐体 |
| 精度 | ±0.005"(±0.13 mm) | 標準の1.5~2倍 | 嵌合面、軸受の嵌合、スライド界面 |
| 高精度 | ±0.002~0.003インチ(±0.05~0.08 mm) | 標準の2~3倍 | 航空宇宙機器のインターフェース、医療機器部品、光学マウント |
| 超精度 | ±0.001インチ(±0.025 mm)またはそれより厳密 | 標準の4倍以上 | タービン部品、高精度計測機器、半導体製造装置 |
公差を厳しくするにつれて、コストが直線的にではなく指数関数的に増加することに注目してください。RPWORLDが指摘しているように、過度に厳しい公差は部品を二次研削や放電加工(EDM)工程へと強制し、結果としてコストと納期の両方を不必要に増大させます。
公差の選択が予算に与える影響
なぜ厳密な公差はそれほど高額になるのでしょうか? その要因は複合的です:
- 追加の切削工程 — 寸法精度を維持するために、より少量ずつ材料を除去する
- 送り速度の低下 — ツールのたわみおよび熱的影響を最小限に抑えるため、切削速度を低減する
- 特殊工具 — ランアウト公差がより厳しい高品質な切削工具
- 延長されたセットアップ時間 — 工作物の治具装着およびアライメントをより慎重に行う
- 高度な検査 — 標準的な測定器ではなく、三次元測定機(CMM)による測定
- 環境制御 — 最も厳しい公差を実現するための温度制御された加工
公差の積み重ね問題
多くの設計がここで問題に直面します。複数の部品が組み合わさる際、個々の公差が累積します。According to CNCYangsen社の技術分析 によると、アセンブリ内の各部品は個別に±0.1 mmの公差を持つ場合でも、最終的なインターフェースにおける総合的な公差の積み重ねは±0.3 mm以上に達する可能性があります。
単純な3部品アセンブリを例に考えます。各構成部品の重要寸法が±0.010インチの公差を持つ場合、最悪ケースでの累積誤差により、最終アセンブリの寸法は±0.030インチまで変動する可能性があります。これは、個別の図面で指定される公差の3倍に相当します。
優れた設計者は、以下の戦略を用いて公差の積み重ねに対処します:
- 重要寸法を特定する — 組立機能に直接影響を与える特徴についてのみ、公差を厳しく設定する
- 設計上の位置決め機能 — ロケーションピン、アライメントショルダー、または自己定心形状により、位置ずれの累積を低減
- 組立関係を簡素化 — 公差連鎖内の部品数が少ないほど、累積変動も小さくなる
- 適切な隙間を設計 — 可能な限り、意図的なクリアランスを設けることで、機能を損なうことなく変動を吸収
表面粗さと公差の関係
表面粗さ仕様は、寸法公差と相関することが多いが、寸法公差を代替するものではない。粗い表面(Ra値が高い)では、表面の凹凸による測定不確かさの増大から、滑らかな表面と同等の実効精度を達成できない。
高精度CNC加工で厳密な公差が要求される場合、対応する表面粗さ仕様を指定する必要がある。
- 標準公差には通常、125 Ra μin(3.2 Ra μm)またはそれより粗い表面粗さが対応する
- 精密公差は、63–32 Ra μin(1.6–0.8 Ra μm)と良好に適合します。
- 高精度加工を要する場合、通常は16 Ra μin(0.4 Ra μm)またはそれより細かい公差が求められます。
公差と表面粗さの不適切な組み合わせ(例:厳密な公差と粗い仕上げ、あるいはその逆)を指定すると、要求仕様が明確でないことを示すものとなり、精密機械加工サービス提供者から確認の問い合わせが発生する可能性があります。
重要公差と一般公差の明確な伝達
技術図面では、厳密な制御を要する部品要素と、標準的な精度で十分な部品要素とを明確に区別する必要があります。経験豊富なエンジニアの多くは、段階的なアプローチを採用しています。
- 一般タイトルブロック公差 — 特に記載のないすべての寸法に適用される(通常は±0.010"またはISO 2768準拠)
- 個別の寸法公差指定 — 重要な部品要素には、直接その場所に厳密な公差が明記される
- GD&T記号 — 形状、向き、または位置が単なる寸法を超えて重要な特徴に対する幾何公差
このアプローチにより、製造意図が明確に伝達されます。工作機械オペレーターは、どの特徴に特に注意を払う必要があるか、また標準的な精密加工で十分な箇所を即座に理解できます。
高精度公差が本当に重要となる場合
では、実際にいつ高精度公差を指定すべきでしょうか?正当な適用例には以下が含まれます:
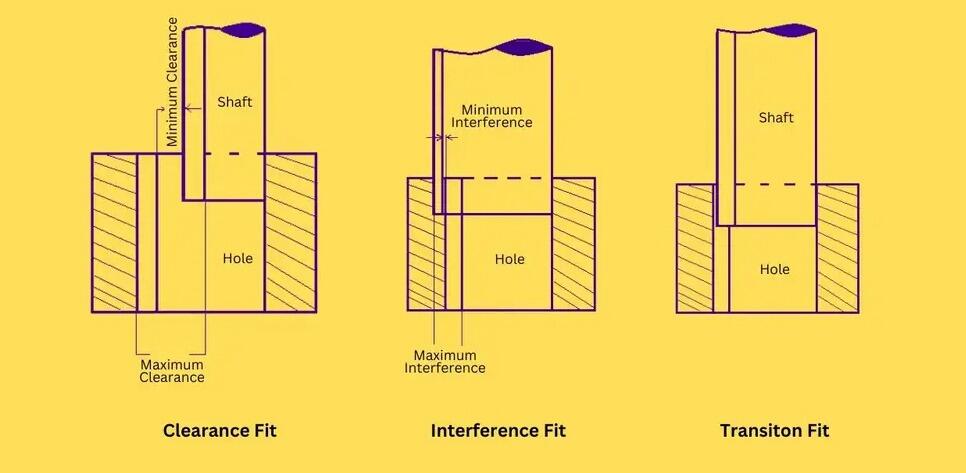
- 圧入継手(インタフェアランス・フィット) — 寸法精度が直接的に組立時の締付け力および保持力を決定します
- ベアリングボアおよびシャフト径 — 適切な嵌合により、正しい運転クリアランスおよびベアリング寿命が確保されます
- シール面 — オーリング溝および対向フランジは、信頼性の高いシールを実現するために制御された寸法を必要とします
- 運動学的機構 — リンク機構、カム、および精密スライドは、円滑な動作のために厳密な寸法管理を必要とします
- 安全性が極めて重要なアセンブリ — 失敗時の影響が重大な航空宇宙、医療、自動車分野への応用
それ以外の用途については? 適切なCNC加工材料および工程による標準公差で、コストのわずか一部で優れた結果が得られます。「」における重要な洞察は: 業界の専門家たち 厳密な公差を指定する判断は、常に一般的な品質志向ではなく、特定の機能要件に結びつけるべきであるということです。
公差の基本概念を理解したうえで、次に各プロジェクトが直面するもう一つの問いに取り組む準備が整いました。すなわち、「実際にはいくらかかるのか?」という問いです。次のセクションでは、CNC加工費用を左右する5つの主要因を詳しく解説し、機能を損なうことなくコストを削減できる設計上の選択肢を明らかにします。
CNC加工費用の決定要因を理解する
材料を選択し、公差を指定しました。次に誰もが気になるのは、「実際のコストはいくらになるのか?」という質問です。価格設定が恣意的であると感じられる業界が多い中、CNC加工の価格は論理的なパターンに従って決定されます。こうしたパターンを理解することで、現実的な予算見通しを立てやすくなるだけでなく、品質を損なうことなくコスト削減の機会を見出すこともできます。
課題は、多くのオンライン加工プラットフォームが、その金額に至った根拠を説明せずに最終金額のみを提示している点にあります。本セクションでは、加工コストに影響を与える5つの主要な要因を詳しく解説し、見積もりを賢く読み解き、発注前に適切なトレードオフ判断ができるようお手伝いします。
加工コストを決定する5つの要因
に従って Scan2CADの包括的なコスト分析 、加工経済学は、いくつかの相互に関連する変数に依存します。以下、各要因とそれが最終見積もりに与える相対的な影響について詳しく見ていきます。
1. 材料選定および加工数量
材料費は、種類、数量、および現在の市場状況に応じて変動します。基準として、プラスチックは金属と比較して大幅に安価ですが、金属のカテゴリ内でも価格差は非常に大きいです。アルミニウム6061は1ポンドあたり3~8ドル程度であるのに対し、ステンレス鋼は5~15ドル、チタンなどの特殊合金では30ドルを超える場合もあります。
原材料価格に加えて、設計がどれだけの在庫材を消費するかを考慮する必要があります。加工時に80%の材料を削り取る部品は、元の在庫材をより多く残す設計と比較して、より多くの廃材、延長された機械加工時間、および工具の摩耗増加を引き起こします。機械加工における金属コスト算出式には、購入する材料の価格だけでなく、設計がその材料をどの程度効率的に使用するかという要素も含まれます。
2. 幾何学的複雑さ
部品の複雑さは、機械加工時間と直接相関しており、業界分析によれば、これは単一で最も大きなコスト要因です。複雑な形状には以下のような要件が伴います。
- 異なる特徴を加工するために複数の工具交換が必要
- 異なる方向から特徴にアクセスするために追加のセットアップが必要
- 複雑なツールパスでは、プログラミング時間が長くなります
- 細部の精度を維持するために、切削速度が遅くなります
ホティアン社の試作コスト内訳によると、設計の複雑さのみで機械加工時間は30~50%増加する可能性があります。基本的な穴が開けられた単純な長方形アルミニウムブロックであれば費用は150米ドル程度ですが、同じベース部品でも複雑な輪郭や深さが変化するポケットを備えた場合、費用は450米ドル以上になることがあります。
3. 公差要件
前述の通り、公差仕様は製造コストに劇的に影響します。標準公差(±0.010インチ)は、ベースライン価格を表します。これを±0.005インチに厳密化すると、コストは1.5~2倍に増加します。さらに±0.001インチまで厳密化すると、業界のベンチマークによればコストは4倍に達することもあります。
このようなコスト上昇は、実際の製造要件を反映しています。つまり、追加の切削パス、遅い送り速度、特殊な工具、および高度な検査手順などにより、時間と資源がより多く消費されるためです。
4. 数量経済性
ここでは、セットアップコストの理解が極めて重要になります。CNC加工のすべての作業には、部品を1個製造する場合でも100個製造する場合でも、プログラミング、治具の準備、工具選定、機械の設定といった工程が必要です。これらの固定費は、発注数量全体に按分されます。
経済性は顕著です:コスト分析データによると、単一の試作品の価格は500米ドルであるのに対し、10個の発注では1個あたりの価格が約300米ドルまで低下します。50個以上になると、コストは最大60%削減され、1個あたりの価格は約120米ドルまで下がります。
| 注文量 | 1個あたりの概算コスト | 費用削減 |
|---|---|---|
| 1 ユニット | $500 | ベースライン |
| 10台 | $300 | 40%削減 |
| 50点以上 | $120 | 60%の削減 |
このため、小ロットのCNC加工発注では1個あたりの単価が高くなるのです——セットアップコストが少ない部品数で吸収されるためです。
5. 仕上げ加工
機械加工後の処理工程は、初期の予算計画時に見落とされがちな追加コストを発生させます。仕上げ加工コストのデータによると:
- 機械加工直仕上げ(As-machined finish): 追加コストは発生せず、最短納期
- ビードブラスト: 均一なマット質感を付与するために、1個あたり10~20米ドルのコストが加算されます
- 陽極酸化処理: 腐食防止およびカラーリングのために、単価に25~50ドルが加算されます
- 粉体塗装: 部品のサイズおよび複雑さに応じて、30~70ドルが加算されます
各仕上げは機能的または審美的な目的を果たしますが、多部品注文ではコストが急速に積み上がります。
製造コストを削減するための賢い設計選択
コスト要因を理解したところで、機能を損なうことなく費用を最小限に抑えるにはどうすればよいでしょうか?FictivのDFM(製造性向上)分析では、直接的にコスト低減につながる「最小手間」設計原則を特定します:
- 標準材の形状を前提とした設計 — 標準的な棒材、板材、または丸棒の寸法から始まる部品は、初期の材料ロスとセットアップの複雑さを最小限に抑えます
- セットアップを2回以下に制限 — フィクスチャの向きを追加するごとに大幅な加工時間が増加します。可能な限り少ない向きで機械加工可能な部品を設計してください
- 標準工具形状を活用 — 一般的なエンドミル、ドリル、チャムファーツールで加工可能であり、特殊工具を必要とするものよりもコストが低減されます
- 必要な公差のみを指定する — 機能面にのみ厳密な公差を適用し、それ以外の箇所には一般公差を適用します
- 深いポケットや薄肉壁を避けてください — 特殊なロングリーチ工具や慎重なたわみ管理を要する特徴は、加工時間を延長します
- 内角を丸めます — 鋭い内角は小型工具と複数パスを必要としますが、十分な半径を設けることで加工速度が向上します
- 標準的な表面仕上げを選択してください — 外観が特に重要でない場合、そのままの機械加工仕上げ(アズ・マシンド)またはビードブラスト仕上げは、アルマイト処理や粉体塗装よりもコストが低くなります
これらの変更は設計意図を損なうものではなく、設計判断を製造現実に適合させるものです。
試作と量産:異なる経済的検討事項
プロジェクトのフェーズは、最適な調達戦略に大きく影響します。試作段階では、部品単価の最適化よりも、スピードと柔軟性が優先されます。この段階では、コンセプトの検証、設計の反復、適合性の確認を行っており、学習までの時間が最も重要であるため、少量生産に対する単価のプレミアムを支払うことは合理的です。
量産段階になると、評価基準が変化します。セットアップコストは数百点から数千点の部品に分散償却され、材料の大量購入による割引が適用され、工程の最適化も十分に価値を持つようになります。この段階では、単位あたりの経済性が意思決定を主導します。
オンライン機械加工がコスト面で優位となる場合
デジタルプラットフォームは、以下の特定のシナリオにおいて優れています:
- 試作数量(1~50点) — 即時見積もり、迅速な納期、および関係構築に伴うオーバーヘッドが不要
- 設計の反復サイクル — 複数のバリエーションについて迅速に見積もりを取得することで、量産投入前の設計最適化を支援
- 増産需要への対応(オーバーフロー需要) — 通常のサプライヤーが稼働キャパシティいっぱいの際、オンラインネットワークが即座の代替手段を提供
- 特殊材料または特殊工程 — 地元の選択肢よりも広範な能力ネットワークへのアクセスが可能
従来型の工場がより優れた競争力を発揮する場合
正直な評価により、既存の関係性が優位性をもたらすシナリオが明らかになります:
- 大量生産対応 — 地元サプライヤーとの長期契約は、関係性に基づく割引や工程最適化を通じて、より有利な価格を実現することが多い
- 共同作業を要する複雑なアセンブリ — 開発段階で機械加工担当者の意見を取り入れることで改善される設計は、自社製品を熟知したパートナーと協力することでより効果的となることが多い
- 既に承認制度が確立された規制対象産業 — サプライヤーがすでに自社の品質管理システムに関する承認を取得済みの場合、他社への切り替えには再承認に伴うコストが発生する
- 地理的な近接性によるメリット 「私に近いCNC加工」または「私に近いCNC」を検索する際、地元の工房を利用すれば送料が不要となり、緊急時の当日受け取りも可能になります
現実的な予算見通しの策定
最初の見積もり依頼を行う前に、プロジェクトの仕様に基づいて期待値を明確にしてください。
- 標準公差を満たす単純なアルミニウム製プロトタイプ:部品あたり100~300米ドル
- 複雑な多機能部品や厳密な公差を要する部品:部品あたり300~800米ドル
- 特殊材料や高度な仕上げ加工を要する部品:部品あたり500~1,500米ドル以上
- 量産(50個以上):プロトタイプ価格から40~60%の割引
これらの価格帯はあくまで目安です。実際の見積もり額は、具体的な形状、材質、仕様要件によって異なります。ただし、見積もり依頼の段階で概算の予算見通しを持って臨むことで、提示された見積もりが市場相場と整合しているか、あるいはさらに詳細な検討が必要かを判断しやすくなります。
コスト面の検討は、当然ながら別の重要な問いへと導きます:お客様のアプリケーションには、業界特有の要件が適用される可能性がありますか?自動車、航空宇宙、医療分野では、それぞれ認証および文書化に関する標準が定められており、これらはサプライヤー選定およびプロジェクトコストの両方に影響を及ぼします。

自動車から航空宇宙までの業界要件
材料の選定、適切な公差の設定、およびコスト要因の理解はすでに完了しました。しかし、オンライン機械加工サービスを初めて利用するユーザーがしばしばつまずくポイントがあります:お客様の業界では、部品の基本仕様を超えた追加要件が課せられるのでしょうか?自動車、航空宇宙、医療分野におけるアプリケーションの場合、その答えはほぼ確実に「はい」です。
異なる業界では、文書化、トレーサビリティ、および工程管理のレベルが異なります。適切な認証を取得していない製造パートナーを選定すると、寸法精度がどれほど高くても、実質的に使用できない部品を調達してしまう可能性があります。各主要業界が求める要件を以下に整理し、発注前にサプライヤーの資格を確認できるようにします。
自動車部品の要件および認証
自動車業界は、製造業において最も厳しい品質フレームワークの下で運営されています。車両用途向け部品を調達する際には、以下の認証が最も重要です: IATF 16949 .
IATF 16949は、お客様にとって実際にどのような意味を持つのでしょうか?アメリカン・マイクロ・インダストリーズ社の認証ガイドによると、この自動車業界向けの国際品質マネジメント標準は、ISO 9001の原則に加え、継続的改善、欠陥防止、および厳格なサプライヤー監視といった業界特有の要件を統合したものです。これは、主要OEMおよびTier 1サプライヤーとの取引に不可欠な資格要件です。
IATF 16949認証が保証する主な要素には以下が含まれます:
- 欠陥防止への重点 — 問題が発生した後の対応ではなく、発生前の検出を目的としたシステム
- 製品トレーサビリティ — 各部品を特定の原材料ロット、機械、作業者に完全に紐づける文書化
- 継続的改善プロトコル — 再発防止を目的とした文書化された是正措置プロセス
- サプライヤー品質管理 — サプライチェーン全体に及ぶ厳格な監視
IATF 16949に加えて、自動車製造には 統計的プロセス管理 (SPC) 能力。なぜSPCが重要なのでしょうか?数千個もの同一部品を製造する際には、ばらつきは避けられません。SPCモニタリングは、寸法の傾向をリアルタイムで追跡し、部品が仕様から外れる前にドリフトを検出します。この一貫性は、わずかな不良率でも品質コストが大幅に増加する大量生産において極めて重要です。
オンラインプラットフォームを通じて自動車部品を調達するエンジニアにとって、こうした資格を事前に確認することは、後々の苦い失敗を防ぐ上で不可欠です。 シャオイ金属技術 たとえば、当社はIATF 16949認証を維持するとともに、強力なSPC対応能力を備えており、OEMサプライチェーンが求める自動車向け認定済みの高精度CNC加工サービスを実証しています。シャシー部品のアセンブリおよびカスタム金属ブッシュの製造における当社のアプローチは、自動車用途に求められる文書化の厳密さを反映しています。
医療・航空宇宙分野におけるコンプライアンス上の考慮事項
自動車業界の規格が厳しいと感じられる場合でも、医療および航空宇宙産業の要件はさらに複雑な層を追加します。これらの規制対象産業では、ドキュメンテーションおよびトレーサビリティに関する基準が厳しく定められており、手抜きは一切許されません。
航空宇宙産業:材料のトレーサビリティが絶対不可欠な分野
航空宇宙産業向けCNC加工は、絶対的な信頼性を保証するよう設計されたフレームワークのもとで実施されます。高度35,000フィートにおける部品の故障は、甚大な被害をもたらすため、航空宇宙産業の認証要件は、製造業において最も厳格なものの一つとなっています。
AS9100 aS9100は、航空宇宙産業における基本的な品質管理標準です。業界の認証専門家によれば、AS9100はISO 9001を基盤とし、航空宇宙分野特有の追加要件を導入しており、リスクマネジメント、厳格な文書管理、および複雑なサプライチェーン全体にわたる製品の完全性管理を重視しています。
防衛関連の航空宇宙業務においては、 ITAR(武器輸出管理規則:International Traffic in Arms Regulations) iTAR(米国国際兵器取引規制)がさらに重要な層を追加します。当社の分析によると、 Advantage Metal Products社のITAR分析 このフレームワークは、機密性の高い技術データおよび部品の取り扱いを厳格に管理します。コンプライアンスを満たすには、米国国務省への登録および厳格な情報セキュリティプロトコルの遵守が必須です。
製造業におけるITARの実務上の意味:
- 施設のセキュリティ要件 — 防衛関連部品を取り扱う生産エリアへの制限付きアクセス
- データ取り扱いプロトコル — セキュアなCAD/CAMファイル転送および保護された機械加工作業
- 従業員に関する制限 — 制御対象技術データへのアクセスは、米国市民のみに許可
- ベンダーの資格要件 — すべての下請け業者もITARコンプライアンスを維持しなければならない
さらに、 Nadcap認証 航空宇宙製造において極めて重要な特殊工程(熱処理、化学処理、非破壊検査)を認証します。一般の品質認証とは異なり、NADCAPは工程ごとに特化した管理手法を極めて厳密に審査します。複雑な航空宇宙用幾何形状を加工する5軸CNCマシニングサービスにおいて、こうした専門的な認証はしばしば不可欠です。
医療機器用機械加工:患者安全がすべてを支配する
医療機器用機械加工の基準は、根本的に一つの目的——すなわち患者の安全——のために存在します。外科用インプラントや診断機器の部品が機能不全に陥った場合、人の命が危険にさらされます。この現実は、医療機器製造に関するあらゆる要件を形作っています。
ISO 13485 は、医療機器向けの決定的な品質マネジメント規格です。によると 高精度エンジニアリングの専門家 この規格は、設計、製造、トレーサビリティ、およびリスク緩和に関する厳格な管理を定めています。米国だけで、毎年故障した医療機器によって83,000件以上の負傷および死亡事故が発生しており、そのためこれらの要件は絶対に譲れないものとなっています。
CNC加工工程におけるISO 13485の主な要求事項には以下が含まれます:
- 文書化された作業手順 — すべてのCNCプログラミング判断は、確立されたプロトコルに従って実施しなければなりません
- 設計管理 — 植込み物および重要部品に対する有限要素解析(FEA)試験および検証
- トレーサビリティシステム — ユニークデバイス識別子(UDI)および完全なデバイス履歴記録(DHR)
- プロセスバリデーション — IQ/OQ/PQプロトコル(インストール確認/オペレーション確認/パフォーマンス確認)により、一貫した加工結果を証明すること
米国では、製造業者はさらに以下の規制にも準拠する必要があります: FDA 21 CFR 第820条 — 医療機器の製造を管轄する品質システム規則(Quality System Regulation)。この枠組みは、製品設計、製造手順、および市場投入後の問題発生時に迅速な対応を可能にする追跡システムを規定しています。
医療機器部品のCNC旋盤加工サービスにおいて、ISO 13485認証とFDA適合性の両方を備えることは、包括的な品質保証を実現します。これらの資格がなければ、寸法精度がいかに優れていても、部品は法的に医療供給チェーンへ流通させることはできません。
認証概要:確認すべきポイント
以下の表は、業界別用途ごとの主要な認証をまとめたものです:
| 業界 | 主な認証 | 追加の要件 | 主要な重点領域 |
|---|---|---|---|
| 自動車 | IATF 16949、ISO 9001 | 統計的工程管理(SPC)能力、PPAP文書 | 欠陥防止、サプライヤー監視、トレーサビリティ |
| 航空宇宙 | AS9100、Nadcap | ITAR登録(防衛産業)、材質証明書 | リスクマネジメント、特殊工程管理、データセキュリティ |
| 医療機器 | ISO 13485、FDA 21 CFR Part 820 | 生体適合性試験、UDI適合性 | 患者安全、トレーサビリティ、工程バリデーション |
| 防衛 | AS9100、ISO 9001 | ITAR登録、施設の保安許可 | 情報セキュリティ、国内調達、人事管理 |
これらの認証がお客様のプロジェクトにおいて重要である理由
複雑に聞こえますか? 実務上の要点は以下の通りです:認証は官僚的な負担ではなく、製造パートナーが要求の厳しい用途向けに一貫した品質を提供できるよう、必要なシステム、教育、監視体制を備えているという保証なのです。
規制対象産業向けにオンライン機械加工サービスプロバイダーを評価する際は、最初のファイルをアップロードする前に必ず認証を確認してください。ほとんどのプラットフォームでは資格情報が目立つ位置に表示されていますが、実際の証明書の写しを請求することをためらってはなりません。登録日が有効期限内であることを確認してください——認証は有効性を維持するために継続的な監査を受ける必要があります。
規制産業以外のプロジェクトにおいても、これらの認証は製造プロセスの成熟度を示す指標となります。IATF 16949またはAS9100の適合性を維持している工場は、品質管理システム、従業員の教育、および工程管理に多大な投資を行っています。こうした投資は、正式な認証要件を有しない顧客を含め、すべての顧客に恩恵をもたらします。
業界固有の要件を理解することは、適切な製造パートナーを選定する上で重要です。しかし、単に認証の有無を確認するだけでなく、品質を評価するにはどうすればよいでしょうか?次のセクションでは、オンライン機械加工サービスの品質を評価するための実践的なフレームワーク(注意が必要な赤信号となる懸念事項を含む)をご紹介します。
オンライン機械加工サービスの品質を評価する方法
材料を特定し、公差を明確にし、業界の認証要件も理解しました。次に実践的な問いが生じます:具体的なオンライン機械加工サービスプロバイダーが、品質の高い部品を納期通りに納入してくれるかどうかを、実際にどう評価すればよいでしょうか? 認証は出発点にはなりますが、そのすべてを語るものではありません。
「近くの機械加工店」を探している場合でも、グローバルな製造ネットワークを検討している場合でも、評価プロセスは同様の原則に従います。本セクションでは、サービス品質を評価するためのベンダー中立的なフレームワークを提示するとともに、注文を確定する前に再考すべき警告サインについても解説します。
確認すべき認証および品質指標
ISO認証について言及される機会は多いですが、実際には顧客としてあなたに何を保証しているのでしょうか?「Focused on Machining」社の認証分析によると、ISO認証の有無は、経験と勘に頼って運営される加工業者と、業界で可能な限り最高の基準を満たすために明確かつ文書化された手順を備えた加工業者との違いを示しています。
ISO 9001:2015 iSO 9001は、依然として品質マネジメントにおける基盤となる認証です。この資格を取得した加工業者は、すべての工程を体系的に策定・文書化し、材料および工程のトレーサビリティを確保するとともに、定期的な内部監査および外部監査を受けることを約束しています。このような体系的なアプローチにより、見積もり、材料管理、生産、品質保証、出荷といった各工程において再現性のある手順が確立されます。
しかし、多くの購入者が見落としているのは、認証の実施状況が店舗ごとに大きく異なるという点です。業界の専門家によると、ISOの要件は厳格ですが、実際にはその実施はしばしば混乱しており、時間もかかるのが現実です。紙のフォルダーと手書きの情報で文書要件を満たすことは可能ですが、それらは決して効率性の模範とはいえません。
最も優れたプロバイダーは、ISO関連のプロセスをデジタル化しています——チェックリストをソフトウェアに組み込み、文書作成を自動化し、検査記録を誰でも容易に参照可能な状態で維持しています。このようなデジタル手法により、問題発生時の迅速な対応、コスト削減、およびより優れたトレーサビリティが実現されます。
検査能力について確認すべき質問
品質に関する主張は、それを裏付ける検査能力がなければほとんど意味をなしません。出典: Kesu Groupのプロバイダー評価ガイド 信頼性の高いサプライヤーは、座標測定機(CMM)(精度:±0.001 mm)、二次元測定器具、または材料検証用XRF分析装置などの高度な検査ツールを活用します。
サプライヤーを選定する前に、以下の具体的な質問をしてください:
- どのような検査装置をご使用ですか? — 座標測定機(CMM)、光学比較器、および校正済み手動計測工具の使用は、品質に対する真剣な取り組みを示しています。
- 工程中検査(インプロセス検査)を行っていますか?それとも最終検査のみですか? — 工程中検査により、不良品によるエラーを早期に発見でき、納期遅延を防げます。
- 寸法検査報告書を提供できますか? — 初品検査(FAI)報告書は、量産開始前に重要寸法が仕様通りであることを確認します。
- 不良品率または返品率はどの程度ですか? — 年間返品率が0.2%未満のサプライヤーは、優れた品質管理能力を有していることを示します。
- 製造性を考慮した設計(DFM)に関するフィードバックを提供していますか? — 製造上の課題による遅延を未然に防ぐため、積極的な設計レビューを実施しています。
評価チェックリスト
自宅近くのCNCサービスとグローバルなプラットフォームを比較する際、または潜在的なパートナーを評価する際には、この包括的なチェックリストをご活用ください。
- 取得済み認証 — 最低限、現在有効なISO 9001認証を確認すること。規制対象分野向けには、業界特化型認証(IATF 16949、AS9100、ISO 13485)も併せて確認すること
- 材料調達の透明性 — 材料の原産地を明示でき、必要に応じて製鋼所証明書(ミル証明書)を提供可能か?
- コミュニケーションの応答性 — 技術的な問い合わせに対し、24時間以内に回答できるか?見積もり段階での迅速なコミュニケーションは、量産段階における対応姿勢を予見させるものである
- 設計変更に関するポリシー — 注文確定後の設計変更にはどのように対応するか?明確な変更指示(Change Order)手順により、混乱を未然に防ぐ
- 検査記録 — 納品部品にはどのような品質記録が添付されるか?万が一、後日問題が発生した場合でも、過去の文書記録を遡って取得可能か?
- マシンの能力 — ご要件の部品形状に応じた適切な設備(3軸・5軸マシニング、CNC旋盤)を保有しているか?
- 生産能力 — ご依頼数量を、スケジュール過負荷を招かずに確実にこなすことが可能か?
オンライン機械加工業者を評価する際の赤信号(警告サイン)
すべてのオンライン機械加工サービスプロバイダーが同等の品質を提供しているわけではありません。以下のような警告サインに注意し、潜在的な問題を未然に防ぎましょう。
- 設計に関する技術的な質問がない — 複雑な部品について、一切の確認質問をせずに見積もりを提示するプロバイダーは、製造上の課題を十分に理解していない可能性があります。『 Xmakeの信頼性ガイド 』によると、与えられた情報のみに基づいて見積もりを出し、技術的なフィードバックを一切行わない場合、特に複雑な部品では、これはしばしば赤信号です。
- 現実的でないほど短い納期 — 信じがたいほど魅力的な約束は、たいていの場合、現実とは乖離しています。業界分析によれば、過剰な納期約束は生産工程の rushed(急ぎ過ぎ)を招き、品質低下や予期せぬ遅延を引き起こすリスクがあります。
- あいまいな価格体系 — 信頼できるプロバイダーは、材料費、機械加工費、仕上げ加工費、送料などを明細化した見積もりを提示します。隠れた費用は、透明性の欠如を示すものです。
- 注文後の無言状態 — 注文を受け取った後、サプライヤーが沈黙を守る場合、これは重大なリスクです。生産の進捗状況は、繰り返しのフォローアップを待つのではなく、積極的に提供されるべきものです。
- 検査能力に関する文書が存在しない — 測定機器や検査プロセスについて明確に説明できないサプライヤーは、堅固な品質管理システムを有していない可能性が高いです。
- 有効期限切れまたは証明書の欠落 — 証明書は継続的な監査を要します。有効期限が切れた資格は、品質管理システムの維持が疎かになっていることを示唆しています。
最小発注数量(MOQ)の理解
オンライン機械加工サービス間で最小発注数量(MOQ)が大きく異なる——これらの違いを理解することで、ご自身のプロジェクト規模に合った適切なサプライヤーを選定できます。
即時見積もりプラットフォーム 通常、単品発注にも対応しています。自動化されたシステムにより、数量に関わらず効率的に見積もりが生成されるため、試作および小ロット生産に最適です。セットアップコストは部品単価に組み込まれるため、小ロット発注時の単価は高くなります。
従来型のオンライン機械加工店 特に標準的な材料や単純な形状の場合、5個、10個、あるいは50個といった最小発注数量(MOQ)を課すことがあります。これらの最低数量は、手動による見積もりプロセスおよびセットアップ時間の配分に伴う経済性を反映しています。
どちらのアプローチも本質的に優れているわけではありません。ご自身のプロジェクト要件に応じて、適切なサービスモデルを選択してください:柔軟性とスピードを重視する場合は即時対応型プラットフォームを、大量発注時に単価コストの最適化を重視する場合は従来型の加工業者を検討します。
納期の信頼性:実際に期待できるものとは
納期が明記されていても、サプライヤーが一貫してそれを守らないのであれば意味がありません。製造調達の専門家によると、サプライヤーの「納期通り納入率」の実績データを確認すべきです。理想的には95%以上であることが望まれます。
プロジェクト種別ごとの現実的な納期の期待値:
| プロジェクトタイプ | 標準リードタイム | 信頼性の要因 |
|---|---|---|
| 簡易プロトタイプ(1~5個) | 5〜10営業日 | 在庫にある標準材料、最小限のセットアップ |
| 複雑なプロトタイプ | 10〜15営業日 | 多軸加工、特殊材料、厳密な公差 |
| 少量生産 | 2〜4週間 | ロット最適化、一貫した品質検証 |
| 急ぎの注文 | 3-5営業日 | プレミアム価格、優先スケジューリング |
サプライヤーがこれらの目標を達成できるかどうかには、いくつかの要因が影響します:現在の作業負荷、材料の入手可能性、およびお客様の設計の複雑さです。リアルタイムの注文追跡システムを導入しているサプライヤーは、運用面での成熟度を示しています。そのため、ステータスを推測するのではなく、進捗状況を直接確認できます。
即時見積もりプラットフォーム vs 従来型のオンライン機械加工サービス
これらのサービスモデルの違いを理解することで、プロジェクトに最適なアプローチを選択できます:
即時見積もりプラットフォーム aI駆動のシステムを活用して形状を分析し、数秒以内に価格を算出します。通常、これらは事前に審査済みの製造パートナーのネットワークと連携しており、能力、生産余力、および立地条件に基づいて、注文を最適なサプライヤーへ自動的にルーティングします。そのメリットには、迅速性、透明性、および一貫したユーザーエクスペリエンスが含まれます。一方、デメリットとしては、特殊な要件や複雑な技術相談への対応において柔軟性がやや制限される場合があります。
従来型のオンライン機械加工店 ウェブベースの見積もりを提供しますが、人間による関与がより多くなります。エンジニアが仕様を審査するため、見積もりには24~48時間程度かかる場合があります。このアプローチは、技術的な協業、カスタム治具の設計、あるいは特殊な材料を要する複雑なプロジェクトにおいて、より効果を発揮することが多いです。また、プロジェクトの進行や継続的な量産に伴い要件が変化する場合など、取引先との関係性そのものが価値を生むことがあります。
多くのバイヤーは、戦略的に両方のモデルを併用しています。すなわち、単純なプロトタイプ作成や迅速な試作反復には即時対応型プラットフォームを活用し、量産向け部品や技術的に高度な要求を満たすアプリケーションには従来型の取引関係を活用しています。
本評価フレームワークをもとに、オンライン機械加工サービスプロバイダー(地域の工作機械店からグローバルなプラットフォームまで)を客観的に評価できます。ただし、CNC加工が常に最適な製造方法であるとは限りません。次のセクションでは、オンライン機械加工と3Dプリンティング、射出成形などの代替製造手法を比較し、各用途に最も適した技術を選択するための支援を行います。
オンライン機械加工 vs 他の製造手法
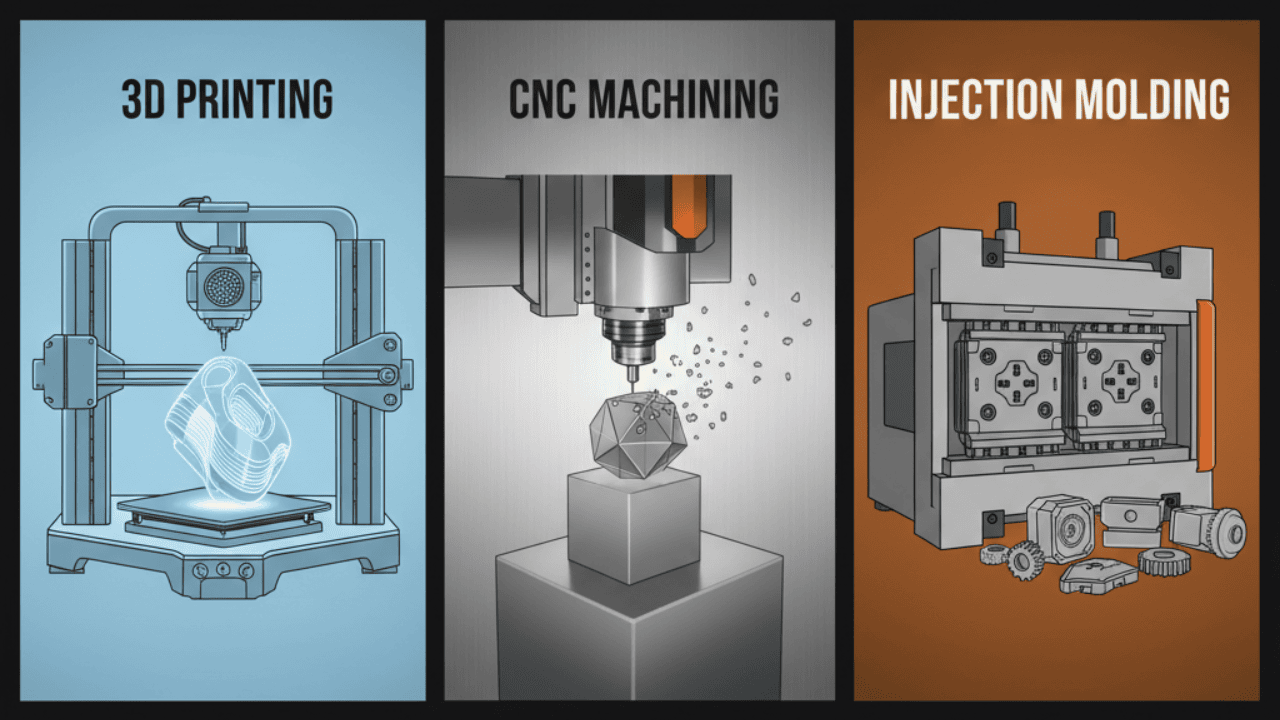
正直な製造パートナーが伝える現実的な視点はこうです:CNC加工が常に最適な選択肢とは限りません。場合によっては、3Dプリントの方が部品をより迅速かつ低コストで製造できます。また、他のケースでは、金型成形(インジェクションモールディング)の方が、CNC加工では到底達成できない経済的合理性を実現します。さらに、特定の形状においては、板金加工の方が材料ロスを抑えつつ、より優れた結果を生み出します。
各製造手法をいつ採用すべきか、またどのタイミングで複数の手法を組み合わせるべきかを理解することは、成功する製品開発と高額な試行錯誤との違いを決定づけます。それぞれの用途に最適な技術を選択できる、実践的な意思決定フレームワークを構築しましょう。
3DプリントがCNC加工に勝るケース
アディティブ・マニュファクチャリング(積層造形)は、プロトタイピングの経済性を一変させました。3D People社による包括的な製造手法比較によると、3Dプリントには初期導入コストが一切発生しません——金型も不要であり、工具パスのプログラミングも不要です。このゼロバリアエントリーという特性が、開発初期段階において非常に魅力的な選択肢となっています。
金属またはプラスチック部品において、3DプリンティングがCNC機械を上回るタイミングとは?以下のシナリオをご検討ください:
- 複雑な内部形状 — ラティス構造、内部チャネル、有機的形状など、切削加工では複数の工程設定が必要になるか、あるいはそもそも実現不可能な形状
- 迅速な設計反復 — 複数のコンセプトを同時に試作しており、変更が日々発生する場合
- 複雑な部品の少量生産 — CNCのセットアップコストが単一部品あたりの価格に大きく影響する、単一プロトタイプの場合
- トポロジー最適化設計 — 加法製造の幾何学的自由度を活用した軽量化構造
ただし、3Dプリンティングには金属CNC機械が容易に克服できる制約も存在します。表面仕上げは通常、層状の痕跡(レイヤーライン)を示し、後処理を要します。材料選択肢は依然として限定されており、特に高機能用途ではその傾向が顕著です。また、寸法精度は向上しつつありますが、厳しい公差要求に対しては、依然として高精度CNC加工の能力には及びません。
コスト動態は部品サイズによって劇的に変化します。以下によると 業界分析 3Dプリントは、印刷時間が主なコスト要因であり、大幅に延長される大型部品では高コストになります。CNC切断機は、アディティブ製造プロセスよりも、大型で単純な形状をより経済的に製造できることが多いです。
量産における射出成形と切削加工の比較
生産数量が10,000個を超えることを計画している場合、射出成形を真剣に検討する価値があります。その経済性は明快です:初期の金型製作費用という高額な前期投資を大量生産に分散させることで、1個あたりの単価を極めて低く抑えることができます。
製造コストデータによると、射出成形用金型の費用は通常£3,000から始まり、部品の複雑さに応じて急激に上昇します。しかし、一度金型が完成すれば、この工程による1個あたりのコストは極めて低くなり、主な費用は原材料費となります。
電子機器用エンクロージャーの実際の比較例をご覧ください:
| 製造工程 | 1 ユニット | 500 units | 5,000ユニット |
|---|---|---|---|
| スライス 3Dプリンタ | £15.59 | £2.64/個(合計£1,320) | £2.35/個(合計£11,750) |
| CNC加工 | £125.20 | £8.06/個(合計£4,030) | 申し込み |
| インジェクション成形 | 該当なし(金型費用£5,429) | £0.92/個(合計£5,889) | 1ユニットあたり£0.38(合計£7,329) |
射出成形が500個程度からコスト競争力を持つようになり、5,000個以上では圧倒的に優位になる点に注目してください。損益分岐点は、部品の複雑さ、材料選定、金型要件によって異なります。CNC加工は、この閾値未満の生産数量において優位性を維持します。
技術選択の概要
以下の比較表により、プロジェクトの要件に基づいて最適な製造方法を迅速に特定できます:
| 基準 | CNC加工 | 3D印刷 | インジェクション成形 |
|---|---|---|---|
| 最適な生産数量 | 1~5,000個 | 1~10,000個 | 10,000個以上 |
| 材料の選択肢 | 20種類以上のプラスチック、金属、木材 | 5種類以上のプラスチック(PBFプロセス) | 100種類以上のプラスチック |
| 幾何学的自由度 | 中程度(工具のアクセス可能性に制限あり) | 高水準(複雑な内部構造も可能) | 中程度(ドラフト角、パーティングライン) |
| 納期 | 7~14日間 | 2~7日 | 15~60日 |
| 初期導入コスト | 小規模なNRE手数料(£100以上) | なし(最小注文額£30–60) | 高額な金型費(£3,000以上) |
| 表面仕上げ | 優れた仕上げ(機械加工直後または研磨済み) | 層状の跡が見える(ポストプロセッシング対応可) | 優れた仕上げ(光沢仕上げ、テクスチャ仕上げ、マット仕上げ) |
| デザインの柔軟性 | はい—変更には再プログラミングが必要 | はい—変更による影響はない | いいえ—工具の改造は高価です |
板金加工:見落とされがちな代替手段
設計が主に平面、曲げ、切り抜きを特徴としている場合、板金加工はしばしば最も経済的な解決策を提供します。シート材を用いるCNC切断機は、最小限の材料しか除去しません—ブロック材から加工する場合と異なり、そちらでは80%もの材料がスクラップ(チップ)になる可能性があります。
板金加工が特に優れた用途:
- 筐体、ブラケット、シャーシ部品
- 取付機能および換気用切り抜きを備えたパネル
- 高剛性/重量比を必要とする構造部品
- 複雑な切削加工による特徴形状の代わりに、曲げ加工で実現できる部品
CNC金属切断工程とプレスブレーキ成形を組み合わせることで、実材(ソリッドブロック)から切削加工する場合に比べて大幅に高コストとなるような部品を製造できます。ご要件の形状が板金成形に適している場合は、従来の切削加工に頼る前に、この選択肢をご検討ください。
ハイブリッド方式が有効となる場合
場合によっては、最も賢い製造戦略とは、複数の手法を組み合わせることです。製造の専門家によると、最も賢いアプローチはしばしばハイブリッド方式であり、まず3Dプリントでコンセプトの実証を行い、次にCNC加工で機能面が重要なプロトタイプを作成し、需要が本格化した段階で射出成形へと移行します。
以下のハイブリッド戦略をご検討ください:
- まず3Dプリントを行い、その後で重要部品の機械加工を行う — 加法製造(アディティブ)により全体的な複雑な形状を創出し、CNC切削により対合面の厳しい公差を達成する
- 機械加工でプロトタイプを作成し、射出成形で量産する — CNC加工部品により、高価な金型製作に着手する前に機能を検証する
- 板金製のボディと機械加工による細部を組み合わせる — 板金加工により筐体を製造し、機械加工されたインサートにより高精度のインターフェースを提供する
プロトタイピングから量産への移行
プロジェクトが初期コンセプトから市場投入可能な製品へと成熟するにつれて、製造要件も変化していきます。Fictiv社の生産移行ガイドによれば、プロトタイプから大量生産への道のりは、綿密な計画を要する複雑な変革プロセスです。
量産拡大時の主要な検討事項:
- 材料の一貫性 — プロトタイプに使用する材料は、量産仕様と一致させる必要があります。そうしないと、開発後期に予期せぬ問題が生じる可能性があります
- 組立設計 — 手作業によるプロトタイプ組立で機能する方法が、自動化された量産ラインでは失敗する場合があります
- プロセスバリデーション — 各製造手法は、大量生産への本格的な投入前に、必ず資格認定(クオリフィケーション)を受ける必要があります
- 需要予測 — 1,000台から100,000台まで、同一の工程を用いて生産規模を柔軟に拡大または縮小できる製造パートナーとの連携は、成功にとって極めて重要です
オンライン機械加工プラットフォームは、この移行をますます支援しており、プロトタイプ数量の調達から量産数量の調達まで、同一のネットワークを活用しています。この一貫性により、量産拡大時の再資格認定による遅延が解消されます
適切な技術選定を行う
すべてのプロジェクトにおいて最適な製造手法は存在しません。オンラインプラットフォームを通じたCNC加工は、中程度の数量における高精度部品の製造に優れていますが、その限界を理解することで、より適切な総合的判断が可能になります
製造手法を選択する際には、以下の質問を自問してください:
- 今、どのくらいの数量が必要ですか?また、12か月後にはどれくらい必要になるでしょうか?
- 私の部品形状は、アディティブ製造(積層造形)による自由度を活かすのに適しているのか、それともサブトラクティブ加工(除去加工)による高精度を重視すべきなのか?
- まだ設計の反復作業中ですか、それとも量産準備が整っている状態ですか?
- 私の用途では、実際にどの程度の公差および表面仕上げが求められるのでしょうか?
- 板金加工または鋳造によって、1個あたりのコストを削減できる可能性はありますか?
これらの問いへの回答が、適切な製造技術の選択、あるいは複数の手法を戦略的に組み合わせたハイブリッド方式への導きとなります。製造方法の選定が明確になったら、オンライン機械加工プロジェクトに具体的な次のステップを踏み出す準備が整います。
オンライン機械加工における次のステップへ
オンライン機械加工とは何かを理解し、材料、公差、コスト、業界要件、代替製造方法の評価に至るまで、実に広範な領域をカバーしてきました。次に実践的な問いが立ち上がります。この知識を、いかに具体的な行動に移すかです。初めてCNC機械部品を発注する場合でも、試作から量産へとスケールアップする場合でも、本最終セクションでは、これまで学んだすべての要素を、実行可能なフレームワークとして統合します。
プロジェクト要件に最適なサービスの選定
最初のファイルをアップロードする前に、プロジェクトの特性を適切なサービスモデルと照らし合わせて検討してください。本記事全体で行ってきた判断——材料選定、公差仕様、数量要件——は、どのオンラインCNC機械加工サービスが最適な結果を提供できるかを直接左右します。
以下のマッチング基準をご確認ください:
- 試作数量(1~10点) — インスタント見積もりプラットフォームは、関係構築に伴うオーバーヘッドを伴わず、迅速性と柔軟性を最大限に発揮します
- 少量生産(10~500個) — インスタント・プラットフォームでも従来型のオンラインショップでもどちらも有効であるが、両者から見積もりを比較すること
- 規制対象業界向けアプリケーション — 事前に認証資格を確認すること。自動車向けアプリケーションでは、IATF 16949認証取得済みのパートナーが必要
- 相談を要する複雑な形状 — 工学的サポートを提供する従来型のショップは、単なる価格競争を超えた付加価値を提供できる可能性がある
- 量産拡大の可能性 — ご自身の生産量の増加に応じてスケールアップ可能なパートナーを選定し、一貫性を維持すること
シャシー部品の組立やカスタム金属ブッシュなど、自動車向けアプリケーションにおいては、次のようなプロバイダーが シャオイ金属技術 カスタムCNC加工サービスが、迅速な試作から量産までスケーリング可能であることを実証しています。納期は最短1営業日と非常に短く、開発スケジュールが圧迫される状況において極めて重要です。
初めてのオンライン機械加工注文を始める
お手続きに進みますか?以下の包括的なチェックリストをご活用いただき、プロジェクトが円滑に実行されるよう準備を整えてください。
プロジェクト準備状況チェックリスト
-
設計ファイルの準備
- 互換性を最大限に確保するため、モデルをSTEP形式(.stp、.step)でエクスポートしてください
- 表面が開いていない、自己交差がないなど、水密なジオメトリであることを確認してください
- 重要寸法および幾何公差(GD&T)の指示を含む技術図面を添付してください
- すべての特徴が、アクセス可能な方向から機械加工可能であることを確認してください
-
材料選定
- 機械的特性、環境条件、重量要件に応じて材料特性を適合させてください
- 機械加工性評価とそれがコストに与える影響を検討してください
- 業界で必要とされる場合、材料の認証を明記してください
-
公差の指定
- 機能的に重要な特徴にのみ厳密な公差を適用してください
- 非重要寸法には、一般的な図面枠内公差(±0.010インチ)を適用してください
- 多部品アセンブリでは、公差の積み重なりを考慮してください
-
数量計画
- 量産投入前に設計を検証するため、まず試作数量から始めます
- 小ロットと大ロットのコスト比較を行う際は、セットアップ費用の償却を考慮してください
- 将来的な見込数量を事前に伝えることで、パートナーシップ価格の検討が可能です
-
仕上げの要件
- 表面仕上げ要件(切削後そのまま、ビードブラスト、アルマイト処理など)を明記してください
- 必要な後工程処理(熱処理、コーティングなど)を特定してください
ファイルのセキュリティおよび知的財産権に関する懸念への対応
初めて利用するユーザーは、自社の独占的設計をオンラインプラットフォームにアップロードすることにしばしばためらいを感じます。この懸念は正当です——お客様の設計は、研究・開発・イノベーションに対して多大な投資を伴うものです。
ファクトレム社の知的財産権保護分析によると、革新的な設計を外部の製造業者と共有することは、知的財産の盗用や無許可での開示に対する脆弱性を招く可能性があります。ただし、信頼性の高いプラットフォームでは、複数の保護層が導入されています。
プロバイダーの知的財産権保護体制を評価する際には、以下の点を確認してください:
- 秘密保持契約(NDA) — 専門的な製造業務における標準的な実践
- 安全なファイル転送プロトコル — 通信中のデータを保護する暗号化されたアップロード
- アクセス制御装置 — お客様の設計ファイルへのアクセス権限を持つ担当者を限定
- 製造契約 — 設計の所有権および使用制限に関する明確な条項
- 審査済みパートナー・ネットワーク — セキュリティコンプライアンスを満たす製造パートナーをプラットフォーム側が審査する
極めて機密性の高い設計については、ファイルアップロード前に正式な秘密保持契約(NDA)の提出を依頼することを検討してください。多くの確立されたオンライン機械加工サービスでは、こうした要請を標準的なビジネス慣行として対応しています。
量産決定前のプロトタイプ作成から始める
経験豊富なエンジニアが一貫して実践しているアドバイスは以下の通りです:拡大(量産)の前に検証を行いましょう。出典: 高精度製造の専門家 によると、プロトタイピングと量産で異なるベンダーを用いる場合、品質のばらつきや設備の不一致が生じやすく、連続性の欠如はプロジェクトにとって災厄を意味します。
CNCプロトタイプ加工における賢いアプローチは以下の通りです:
- まずプロトタイプ数量を発注する — 通常は1~5個で、適合性(フィット)、機能性(ファンクション)、仕上げ(フィニッシュ)を検証
- 組立および性能試験を行う — 量産に着手する前に、部品が設計意図を満たしていることを確認します
- 必要に応じて反復検証を行います — プロトタイプ評価中に発見された課題に対処します
- 同一のパートナーと連携してスケールアップします — CNC加工によるプロトタイピングから量産まで、製造の一貫性を維持します
この段階的なアプローチにより、リスクが最小限に抑えられます。プロトタイプ部品で設計上の問題が明らかになった場合、数百点もの部品への投資ではなく、わずか数点への投資で済みます。一方、プロトタイプが成功した場合には、確立された製造プロセスおよび実績のある工具パスを活用してスケールアップが可能です。
シームレスなスケーリングを提供するサービスプロバイダー(例: シャオイ金属技術 社の迅速なプロトタイピングから量産への対応能力)は、プロジェクト段階間の移行時に再認定による遅延を解消します。同社のIATF 16949認証および統計的工程管理(SPC)対応能力により、プロトタイプ製造時と量産時において同一の品質保証システムが適用されます。
インスタント見積もりを活用して、根拠に基づいた意思決定を行います
オンライン機械加工の最大の利点の1つは何でしょうか? それは、何の拘束も受けずにさまざまな選択肢を検討できることです。注文を確定する前に、即時見積もりツールを活用して以下のことを実行できます:
- 材料ごとの価格を比較 — アルミニウムとステンレス鋼では予算にどのような影響が出るかを確認
- 公差仕様によるコストへの影響を評価 — 標準仕様と高精度仕様を切り替えて確認
- 数量による経済性を評価 — 生産数量が増えることで単品あたりの価格がどのように低下するかを理解
- 納期オプションを確認 — 速度要件と予算制約の間でバランスを取る
- DFM(製造可能性設計)上の課題を早期に特定 — 自動フィードバックにより、製造可能性に関する懸念事項を量産開始前に検出
この比較購入作業には数分しかかかりません——電話でのやり取りや関係構築に数日も費やす必要はありません。戦略的に活用して、現実的な期待値を設定し、お客様の特定のカスタム機械加工部品要件に応じた、コスト・品質・納期の最適なバランスを特定してください。
オンライン機械加工へのご旅程は、今ここから始まります
ファイルの準備から納品まで、素材選定から品質評価まで——オンライン機械加工を自信を持って利用するための知識を既にお持ちです。デジタル製造エコシステムが整っており、お客様の設計を高精度なCNC旋盤およびフライス加工へと変換し、従来の数週間から数日に短縮した納期で完成部品をお届けします。
今後の道筋は明確です。ベストプラクティスに従ってファイルを準備し、実際に必要な公差のみを指定し、用途要件に合致する材料を選定し、プロジェクトの要求に応えられる製造パートナーを選択してください。まず試作数量から始め、アプローチの妥当性を検証した後、設計が成功裏に終了したら自信を持って量産規模へと拡大してください。
オンライン機械加工は、高精度製造へのアクセスを民主化しました。初めての製品を開発中のスタートアップ企業であれ、サプライチェーンの最適化に取り組む既存の大手企業であれ、本稿で紹介するツールおよび知識により、これらの機能を効果的に活用することが可能になります。次にご注文いただくカスタム機械加工部品は、ファイルをアップロードするだけです。
オンライン機械加工に関するよくあるご質問
1. オンラインCNC機械加工サービスとは何ですか?
オンラインCNC機械加工サービスは、エンジニアおよび製品開発者を、ウェブベースのプラットフォームを通じて直接高精度製造能力と結びつけます。何年もかけて地元の機械加工工場との関係を築く代わりに、CADファイルをアップロードするだけで、即時見積もりとDFM(製造性検討)フィードバックを受信し、材料や公差を選択して、数日以内に完成部品を納品してもらえます。これらのプラットフォームは、AI駆動の見積もりエンジンおよびグローバルな製造ネットワークを活用し、試作から量産まで、透明性・迅速性・競争力のある価格を実現します。
2. オンラインでCNC機械加工の即時見積もりを取得するにはどうすればよいですか?
即時見積もりを取得するには、CADファイル(推奨:STEP形式)をオンライン機械加工プラットフォームにアップロードします。AI搭載システムが部品の形状を解析し、工具経路を計算して数秒以内に価格を算出します。その後、材料選択、数量、公差、仕上げオプションなどのパラメーターを調整することで、リアルタイムで価格変動を確認できます。また、本システムは自動的なDFM(製造可能性設計)フィードバック機能を備えており、量産を確定する前に潜在的な製造上の課題を検出し、警告を発します。
3. オンラインCNC加工で対応可能なファイル形式は何ですか?
ほとんどのオンライン機械加工プラットフォームでは、STEPファイル(.stp、.step)を「ゴールドスタンダード」として受け付けています。これは、立体形状を正確に保持し、異なるCADシステム間でも寸法精度を維持できるためです。IGESファイル(.igs、.iges)は互換性が広く、信頼性の高い代替手段です。STLファイルも使用可能ですが、CNC加工においては曲面部分の精度が低下する可能性があるため、三角形メッシュによる表面近似という制限があります。アップロード前に、必ずモデルが「ウォーターティッght(水密)」状態であることを確認し、開放面がないかを検証してください。
4. オンラインCNC機械加工の費用はいくらですか?
CNC加工費用は、主に5つの要因に依存します:材料の選択と体積、幾何学的複雑さ、公差要求、生産数量によるコスト効率、および仕上げ工程です。標準公差を有する単純なアルミニウム製プロトタイプ部品の価格帯は、通常1個あたり100~300米ドルですが、高精度公差を要する多機能・複雑形状部品では、1個あたり300~800米ドルに達することもあります。50個以上の量産注文では、セットアップコストが多数の部品に按分されるため、1個あたりのコストが40~60%削減されることが一般的です。IATF 16949認証取得企業であるShaoyi Metal Technology社などのオンライン機械加工業者は、迅速なプロトタイピングから量産対応までを実現する競争力のある価格設定を提供しています。
5. オンライン機械加工業者(マシンショップ)を選ぶ際に確認すべき認証は何ですか?
必要な認証は、お客様の業界および用途によって異なります。ISO 9001:2015は、一般製造業向けの基本的な品質マネジメント標準です。自動車分野の用途では、SPC(統計的工程管理)対応のIATF 16949認証が必要です。航空宇宙分野のプロジェクトでは、AS9100認証に加え、NADCAP認定(該当する場合)および防衛関連業務のためのITAR登録が求められることがあります。医療機器部品の場合は、ISO 13485認証およびFDA 21 CFR Part 820への適合が必須です。規制対象業界向けの部品を発注する際には、必ず認証の有効期限が切れていないか事前にご確認ください。