 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

CADデータのアップロードから玄関まで:オンラインCNCサービスの実際の仕組み

現代の製造業にとって、オンラインCNCサービスとは実際に何を意味するのか
デジタル設計図を、機械加工工場を一度も訪問することなく、高精度な金属部品に変換する工程を、エンジニアがどのように行っているか、これまで疑問に思ったことはありませんか? まさにそれが、オンラインCNCサービスが実現するものです。これは、あなたのコンピュータ画面と世界中の先進的な製造設備を結ぶ「デジタル上の架け橋」と考えてください。
本質的に、オンラインCNCサービスとは、クラウドベースのプラットフォームであり、3D CADファイルをアップロードし、即時の見積もりを受け取り、高精度なCNC加工部品を製造・自宅へ直接配送までを一括で実現します。電話でのやり取りは不要です。見積もり待ちも数日間発生しません。また、地理的な制約もありません。単に設計データをアップロードし、仕様を選択するだけで、プラットフォームが機械加工から品質検査に至るまでのすべてを処理します。
デジタルファイルから物理的部品へ
その「魔法」は、次のようにして実現されます: 効率化されたデジタルワークフロー cADモデル(通常はSTEP、IGES、またはSTL形式)をアップロードすると、プラットフォームのアルゴリズムが即座に部品の形状を解析します。加工時間を算出し、複雑さを評価し、材料費も考慮に入れた上で、数秒以内に従来なら数日かかる手間のかかる従来のチャネルを通じて得られるCNC見積もりをオンラインで提供します。
このCNC加工プロセスでは、かつて製造業界の取引関係を特徴づけていた、やり取りの多いメールの往復が不要になります。複数のベンダーに対して要件を説明する代わりに、プラットフォームが設計ファイルを直接読み取り、それを実行可能な生産データへと変換します。
オンライン製造革命
なぜこれが重要なのでしょうか? 従来の切削加工ワークフローでは、複数の地元工場に依頼書を送付し、手作業による評価を待ってから条件交渉を行う必要がありました。一方、オンラインCNC機械サービスでは、この一連のプロセスが数週間ではなく、わずか数分で完了します。
すべての現代的なプラットフォームには、以下の必須コンポーネントが含まれています:
- 即時見積もりエンジン: AIを活用したシステムで、3Dモデルを分析し、形状、公差、生産要件に基づいて正確な価格を自動算出します
- 材料選択インターフェース: 金属、プラスチック、特殊材料を網羅する包括的なライブラリ。各材料の詳細な物性仕様を提供します
- 加工オプション: フライス加工、旋盤加工、多軸加工および用途に応じた各種仕上げ加工からお選びいただけます
- 注文追跡ダッシュボード: 生産状況、品質検査結果、出荷状況をリアルタイムで確認できます
クラウド型機械加工の仕組み
朝9時にノートパソコンから発注を行い、電話一本かけずに精密部品がいつ到着するかを確実に把握できる——それがクラウド型CNCサービスプラットフォームの力です。
ワークフローは論理的な順序で進行します。まず、設計ファイルをアップロードし、材質、表面仕上げ、公差レベルなどの要件を指定します。その後、システムが自動化された「製造性向上設計(DFM)」解析を実行し、生産開始前に潜在的な問題を検出・警告します。これにより、高額なミスを未然に防ぎ、部品が効率的な機械加工に最適化されることを保証します。
承認後、ご注文は当プラットフォームのグローバルネットワーク内に登録された認定製造パートナーへと自動的に送信されます。これらの施設は標準化された品質管理プロトコルに基づいて運営されており、場所を問わず一貫した品質を確保します。生産工程中には、統合型品質管理システムがすべての寸法がお客様の仕様に合致しているかを継続的に検証します。
その結果とは? デジタル設計と物理的生産をシームレスに接続する仕組みであり、従来の方法よりも迅速かつ透明性の高い形で、しかもしばしばよりコスト効率よく、高精度なCNC部品を提供します。
CNCフライス盤・旋盤加工および多軸加工機能の理解
CADファイルをアップロードし、即時の見積もりを受け取りました。しかし、今度はプラットフォームから加工プロセスを選択するよう求められています。「CNCフライス加工?」、「CNC旋盤加工?」、「5軸加工?」——こうした選択肢に圧倒されたと感じているなら、あなただけではありません。ほとんどのオンラインプラットフォームでは、これらの加工プロセスが単に列挙されているだけで、実際にはどのプロセスがご自身のプロジェクトに最も適しているかについての説明がありません。
事実を申し上げると、適切な加工プロセスを選ぶことは、専門用語の理解とは無関係です。それはむしろ、 部品の形状を、それを最も効率的に製造できる加工方法に適合させること なのです。以下で、実務で実際に役立つ言葉で各加工オプションを解説します。
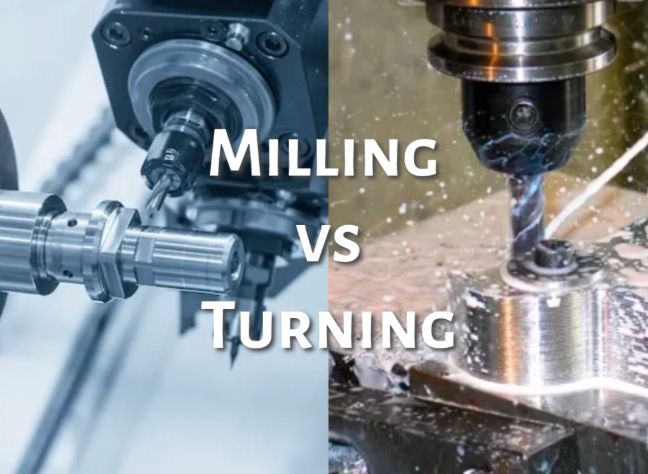
フライス加工と旋盤加工の違い(簡潔に解説)
CNC機械加工におけるフライス加工と旋盤加工の根本的な違いは、切削工程中に「何が回転するか?」という一点に集約されます。
で CNCターニング 、ワークピースが高速で回転し、固定された切削工具が材料を除去します。旋盤内で丸棒材が回転しながら、工具が余分な材料を削り取る様子をイメージしてください。この工程は、シャフト、ピン、ブッシング、ねじ付き部品など、円筒形状の部品製造に特に優れています。部品が主に円形であるか、中央軸に対して対称的である場合、CNC旋削サービスは通常、より短い納期と低いコストで対応できます。
で CNCミリング 、その逆の動作が行われます。ワークピースは比較的固定された状態を保ち、一方で多刃の回転カッターがその表面を移動して加工します。例えば、高速で回転するエンドミルがアルミニウムブロックの表面にポケット、スロット、複雑な輪郭を削り出す様子を思い浮かべてください。CNCフライス加工部品は、平面、角度付き形状、あるいは中心軸を基準としない複雑な3次元形状を必要とする場合に最適です。
実用的な判断方法を以下に示します。まず、部品の断面形状を確認してください。断面が全体を通して円形である場合、旋盤加工(ターニング)が最も適した選択肢となる可能性が高いです。一方、平面、凹部(ポケット)、または複数の面にわたる特徴的な形状がある場合は、フライス加工(ミリング)の方が適しています。
5軸加工が適している場合
標準的な3軸フライス加工では、切削工具をX軸、Y軸、Z軸方向に移動させます。これは多くの部品に対して十分な性能を発揮しますが、設計にアンダーカット、曲面、または複合角度の特徴形状が含まれる場合、どうなるでしょうか?
このような場合にこそ、5軸CNC加工サービスが不可欠となります。これらの高度な機械は、2つの回転軸を追加することで、切削工具をほぼ任意の角度からワークピースにアプローチさせることができます。部品を何度も再位置決めする(これにより位置合わせ誤差が生じる)代わりに、5軸機械では単一のセットアップで複雑な幾何形状を完成させられます。
5軸加工能力を指定すべきタイミングは、以下のシナリオを検討したときです:
- 航空宇宙部品: タービンブレード、インペラー、有機的曲線を有する構造用ブラケット
- 医療インプラント: 滑らかで曲面形状を要する股関節、脊椎部品、および外科手術器具
- 自動車部品: 深い空洞と複合角度を有するエンジンハウジング
- 金型キャビティ: アンダーカットおよび精巧な表面ディテールを備えた複雑な金型
トレードオフとは? 5軸加工は、機械の稼働単価が高く、プログラミングが複雑なため、通常コストが高くなります。しかし、複雑な部品においては、複数の工程設定を不要とし、公差の積み重ね誤差リスクを低減することで、総合的にコスト削減につながることが多いです。
医療機器や電子機器に使用される極めて小型かつ複雑な旋盤加工部品の場合、スイス式旋盤加工(スイスマシン)という別の専門的加工法が選択可能です。この機械では、棒材を切削工具に極めて近接したブッシングを通して送り込むことで、標準旋盤では達成できない微小径に対する卓越した精度を実現します。
部品に最適な加工方法を選定する
不適切な加工方法を選択すると、必要以上にコストがかかったり、納期が延びたりします。以下の比較表を参考に、ご自身の部品に最も適した加工方法を選定してください:
| プロセスタイプ | 最適な適用例 | 典型的な公差 | 複雑度レベル | 相対的なコスト |
|---|---|---|---|---|
| CNCターニング | シャフト、ピン、ブッシング、ねじ棒、円筒形ハウジング | ±0.001" ~ ±0.005"(±0.025mm ~ ±0.127mm) | 低めから中程度 | $(円筒形部品には最も経済的な選択) |
| 3軸CNCミリング | フラットな部品、ブラケット、エンクロージャー、シンプルなポケットおよび穴 | ±0.001" ~ ±0.005"(±0.025mm ~ ±0.127mm) | 中 | $$ (プリズム形状部品向け標準仕様) |
| 5軸CNCミリング | タービンブレード、インペラー、医療用インプラント、航空宇宙構造部品、複雑な金型 | ±0.0005インチ~±0.002インチ(±0.013mm~±0.05mm) | 高い | $$$ (複雑な幾何形状向けプレミアム仕様) |
| スイスマシニング | ミニチュアねじ、医療用ピン、電子機器用コンタクト、時計部品 | ±0.0002インチ~±0.001インチ(±0.005mm~±0.025mm) | 高い | $$$ (小径部品専用仕様) |
CNC旋盤加工部品とCNCフライス加工部品が、根本的に異なる設計要件に対応していることに注目してください。高精度CNC加工とは、最も先進的なオプションを選ぶことではなく、ご自身の実際のニーズに加工能力を適切にマッチさせることです。
現在、多くのオンラインプラットフォームでは、アップロードされた形状に基づいて自動的に加工プロセスを推奨する機能を提供しています。ただし、こうした違いを理解しておくことで、これらの推奨内容を検証し、プロジェクトが境界領域に属する場合にも、適切な判断を下すことができます。
適切な加工プロセスを選定した後、次に重要な決定は、利用可能な数十種類の材料から選択することです。それぞれの材料には固有の特性があり、それが性能、加工性およびコストに直接影響します。
CNC加工プロジェクト向け完全な材料選定ガイド
加工方法はすでに選択済みです。次に、部品の性能、寿命、コストに直接影響を与える重要な問いが待ち受けています:どの材料を選ぶべきか?この選択は、部品の加工速度から実際の使用環境下での応力に対する挙動に至るまで、あらゆる側面に影響を及ぼします。
ほとんどのオンラインプラットフォームでは数十種類のCNC加工用材料が提供されていますが、それらがなぜ他の材料と比べて選ばれるのかについて、明確な説明がなされることは稀です。 なぜ では、その状況を変えていきましょう。軽量かつ高強度が求められるCNCアルミニウムを選択する場合でも、耐摩耗性が重視される機械加工用ブロンズを選ぶ場合でも、材料の特性を正しく理解することで、性能と予算のバランスを最適化できます。
強度と耐久性を重視する金属材料
金属は今なお 高精度製造の基盤であり続けます 。その優れた強度、熱伝導性、耐久性の組み合わせにより、荷重を受ける部品、ハウジング、過酷な環境にさらされる部品などにおいて、不可欠な材料となっています。
アルミニウム オンラインCNC加工分野で、その優れた性能ゆえに圧倒的なシェアを誇っています。加工速度が速く、製造コストが低く、優れた強度対重量比を実現します。6061-T6などの合金は耐食性と溶接性に優れており、筐体、ブラケット、民生品などに最適です。より高い強度が求められる用途には、7075-T6が採用され、一部の鋼材に匹敵する性能を発揮しますが、材料コストは高くなります。
鋼 純粋な強度が求められる場合に登場するのが鋼です。1018などの炭素鋼は切削性が良く、さまざまな熱処理にも対応できます。硬化工具や耐摩耗部品には、あらかじめ焼入・焼戻し済みの4140鋼が実用的なバランスを提供します。ただし、鋼は密度が高いため部品が重くなりやすく、また靭性が高いため、アルミニウムと比較して切削加工に要する時間が長くなります。
ステンレス鋼 耐食性と十分な強度を兼ね備えています。グレード304は、ほとんどの一般用途に適していますが、316は海洋環境および化学環境において優れた性能を発揮します。ただし、トレードオフとして、ステンレス鋼は切削時に加工硬化を起こすため、切削速度を落とし、専用の工具を用いる必要があります。これにより製造コストが上昇します。
真鍮と青銅 真鍮は、優れた機械加工性を有しており、工具摩耗が少なく、優れた表面仕上げを実現します。装飾用ハードウェア、電気部品、継手などに最適です。CNC加工向けの青銅合金(例:ベアリングブロンズC932)は、その自然な潤滑性および耐摩耗性から、ブッシュやベアリング用途に特に優れています。青銅の機械加工では、真鍮よりも若干高価ですが、摩擦が重要な部品には十分な価値があります。
特殊用途向けエンジニアリングプラスチック
重量、電気絶縁性、または耐薬品性が純粋な強度よりも重要となる場合、エンジニアリングプラスチックは優れた性能を発揮します。これらの材料は、その特有の特性が置き換えを正当化する用途において、金属の代わりに用いられることがよくあります。
デルリン(POM/アセタール) デルリン(Delrin)は、高精度機械部品向けの定番材料として際立っています。このデルリンプラスチックは、優れた寸法安定性、低摩擦性、そして顕著な耐摩耗性を備えています。また、剛性とクリープ抵抗性に優れているため、長期間にわたって一貫した性能が求められるギア、ベアリング、スライド機構などに最適です。デルリンは加工性が非常に優れており、きれいな切断面、厳密な公差、滑らかな表面仕上げが容易に得られます。
ナイロン (PA) デルリンよりも高い柔軟性と衝撃抵抗性を提供します。ナイロンは、衝撃を吸収したり、荷重下で変形(屈曲)する必要がある部品の切削加工に適しています。ただし、切削可能なナイロンは周囲環境から水分を吸収するため、寸法および機械的特性に影響を及ぼす可能性があります。この吸湿性により、高湿度条件下ではナイロン製部品の寸法がわずかに変化することがあります——これは高精度を要する用途において極めて重要な検討事項です。
では、デルリンがナイロンを上回るケースとはどのような場合でしょうか?以下の条件が必要な場合は、デルリンを選択してください:
- 湿度変化に対する優れた寸法安定性
- スライド用途における低い摩擦係数
- より厳密な公差および滑らかな表面仕上げ
- 持続荷重下でのクリープ抵抗性
以下の条件が必要な場合は、ナイロンを選択してください:
- より高い衝撃強度および疲労強度
- より高い柔軟性および延性(伸び率)
- 重要度の低い用途における低コスト材料
ポリカーボネート 光学的透明性や極めて高い耐衝撃性が求められる場合に採用されます。アクリルよりもはるかに頑丈でありながら、透明性を維持します。保護カバー、観察窓(サイトグラス)、安全関連部品などには、しばしばポリカーボネートが使用されます。ただし、ガラスと比較して傷がつきやすく、機械加工時に応力割れを防ぐため、取り扱いには十分な注意が必要です。
用途に応じた材料選定
材料選定は単なる物性の検討ではなく、その物性を具体的な要求仕様に適合させるとともに、コスト管理も考慮した総合的な判断が必要です。以下に、意思決定を支援するための包括的な比較表を示します:
| 材質 | 主要な特性 | 最適な適用例 | 切削加工性評価 | コスト階層 |
|---|---|---|---|---|
| アルミニウム6061-T6 | 軽量で耐食性があり、溶接可能です | 筐体、ブラケット、民生品、ヒートシンク | 優れた | $ |
| アルミニウム 7075-T6 | 高強度、疲労耐性 | 航空宇宙構造部品、高応力部品 | 良好 | $$ |
| スチール 1018 | 延性に富み、溶接が容易で、表面硬化処理が可能 | シャフト、ピン、一般機械部品 | 良好 | $ |
| 鋼材 4140 | 高強度で、熱処理が可能 | ギア、シャフト、金型部品 | 適度 | $$ |
| ステンレス304 | 耐食性に優れ、非磁性 | 食品機器、医療機器、海洋用ハードウェア | 適度 | $$ |
| ステンレス316 | 優れた耐腐食性 | 化学処理、海洋用途、医療用インプラント | 適度 | $$$ |
| 黄銅 C360 | 優れた切削性、導電性 | 電気コネクタ、装飾用ハードウェア、金具 | 優れた | $$ |
| ブロンズ C932 | 耐摩耗性、自己潤滑性 | ブッシュ、ベアリング、スラストワッシャー | とてもいい | $$ |
| デルリン (POM) | 低摩擦、寸法安定性に優れ、剛性が高い | ギア、ベアリング、精密機構 | 優れた | $$ |
| ナイロン6/6 | 耐衝撃性があり、柔軟で、靭性に優れる | ウェアパッド、ローラー、構造部品 | 良好 | $ |
| ポリカーボネート | 透明性があり、耐衝撃性に優れる | 視認窓(サイトグラス)、保護カバー、レンズ | 良好 | $$ |
アルミニウムが鋼材に勝つのはいつか? アルミニウムは、軽量性が重要である場合、耐食性が求められる場合、および高速切削によってコストを削減できる場合に優れています。一方、鋼材は、最大の強度・硬度・耐摩耗性が最優先される場合、および重量制限がない場合に優れています。
切削性の評価値は、直接的に最終利益に影響します。「優れた」評価の材料は、より高速で切断でき、工具交換回数が少なく、機械から直接得られる表面粗さも良好です。CNC加工における材料選定に関する業界調査によると、材料の切削性は加工時間およびコストに直接影響します。すなわち、切削性の良い材料は高速で加工でき、工具交換回数も少なくなるため、総コストを削減できます。
コストパフォーマンスのトレードオフを慎重に検討してください。真鍮で加工された部品は、アルミニウムと比較して原材料費が高くなる可能性がありますが、実際の使用においてアルミニウムが摩耗により機能不全に陥る一方、真鍮が所定の耐摩耗性を確保できる場合、初期コストの上昇は、現場での高額な交換作業を未然に防ぐことにつながります。
材料特性に加えて、規制対象産業では認証も重要です。材料試験報告書(MTR)は、化学組成および物理的特性を文書化した証拠であり、航空宇宙、医療、自動車分野などの応用において不可欠です。オンラインプラットフォームを通じて発注する際には、選択した材料が適切な認証オプションを含むことを必ず確認してください。
材料を選定した後、次の重要な要素である公差および表面仕上げが、部品が機能要件を満たすかどうか、あるいは期待に応えられないかを決定します。
実際の応用事例に基づく公差と表面粗さの解説
加工プロセスを選択し、最適な材料を決定しました。次に、経験豊富なエンジニアでさえ迷いがちな判断が待ち受けています:公差(許容誤差)はどの程度厳密に設定すべきか、また実際に必要な表面粗さ(表面仕上げ)はどれほどか?公差を緩く設定しすぎると、加工部品が正常に機能しなくなります。逆に厳しすぎると、実質的な性能向上が得られないにもかかわらず、大幅なコスト増加と納期の延長を招きます。
多くのプラットフォームが明言しない事実があります:今まさに指定しようとしている0.001インチ(約0.025 mm)の公差は、部品コストを2倍、納期を3倍にする可能性があるということです。高精度加工サービスのプレミアム価格が正当化されるケースと、標準公差で十分に機能するケースを正しく理解することで、コストを削減しつつ、設計通りの性能を発揮する高精度加工部品を確実に実現できます。
本当に必要な公差とは?
公差とは、寸法がその指定値からどれだけ変動しても許容されるかを定義するものです。CNC加工部品の寸法が25.00mmで±0.10mmの公差が設定されている場合、24.90mm~25.10mmの範囲内であれば検査に合格します。一見単純です。しかし、この公差を厳しく設定することによる製造上の影響は、決して単純ではありません。
標準的な機械加工公差(通常は±0.10mm[±0.004インチ])は、ほとんどの汎用用途を効率的にカバーします。機械加工工場では通常の加工速度で稼働し、標準的な工具を使用し、日常的な品質検査を実施します。一方、±0.025mm(±0.001インチ)といった高精度公差へと移行すると、すべてが変わります。温度制御された環境が必須となり、工作機械には熱的安定化が求められます。また、検査手順も大幅に拡充されます。さらに、 製造コストに関する研究 によると、標準公差から高精度公差へ移行すると、通常、コストは約2倍に増加し、超精密仕様では費用が最大24倍に上昇する可能性があります。
では、より厳しい公差が追加投資を正当化するのはいつでしょうか?以下のシナリオをご検討ください。
- 接合面: 2つのCNCフライス加工部品が正確に嵌合する必要がある場合——たとえば、軸とベアリング、またはピストンとシリンダーなど
- 組立インターフェース: 部品が、最小限のクリアランスで他の高精度部品に接続される場合
- シール用途: ガスケットやOリングが所定の圧縮量を確保して機能する必要がある場合
- 高速回転時: 厳密な公差における不釣り合いが振動や早期故障を引き起こす場合
非重要寸法——材料除去領域、クリアランス穴、外観上の特徴など——については、標準公差で通常十分に機能します。最も高価な公差は、しばしば機能上のメリットを一切もたらさないものです。
| 公差クラス | 標準範囲 | 用途 | コストへの影響 |
|---|---|---|---|
| 標準/商用 | ±0.13mm(±0.005インチ) | 一般機械部品、ブラケット、筐体、非重要特徴 | ベースライン($) |
| 精度 | ±0.025mm(±0.001インチ) | 組み合わせ面、軸受の嵌合、組立インターフェース、油圧部品 | 基準価格の2倍($$) |
| 高精度 | ±0.013mm(±0.0005インチ) | 航空宇宙用構造部品、医療用インプラント、光学マウント、計測機器 | 基準価格の4~8倍($$$) |
| 超精度 | ±0.0025mm(±0.0001インチ) | 計測機器、半導体製造装置、特殊な科学機器 | 基準価格の24倍以上($$$$) |
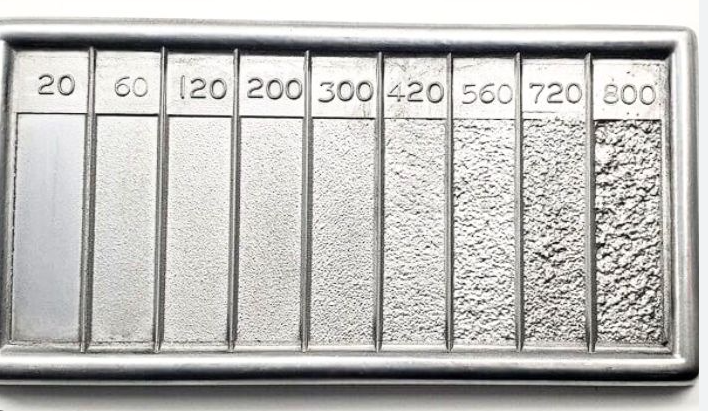
表面仕上げの選択肢と、それらが重要となるタイミング
表面粗さとは、部品の外表面の微視的なテクスチャを表すもので、Ra(平均粗さ)で測定されます。数値が小さいほど表面は滑らかです。ただし実用上重要なのは、表面粗さが摩擦、摩耗、耐食性、外観に影響を与えるという点です。
CNC工作機械で加工された直後の部品には「加工直仕上げ(as-machined)」と呼ばれる状態が得られます。目に見える工具痕が残りますが、内部部品や二次仕上げを施す部品の場合、この基準仕上げで十分であることが多くあります。その後、機能的および外観上の要件に応じて、さまざまな仕上げオプションから選択できます。
- 加工直仕上げ(Ra 3.2μm/125μin): 標準的な機械加工仕上げ(工具パスが目立つ)。内部部品、プロトタイプ、または追加の仕上げを施す部品に最適。最も経済的なオプションです。
- 滑らかな機械加工(Ra 1.6μm/63μin): 最適化された切削条件により工具痕を低減。一般的な可視表面および対向面に適しています。
- 高精度機械加工(Ra 0.8μm/32μin): 工具痕がほとんど目立ちません。精密な嵌合部、シール面、および外観重視の用途に適しています。
- メディアブラスト: 機械加工痕を隠す均一なマット質感。部品間で一貫した外観を実現し、塗装の密着性を向上させます。高級感のある製品仕上げとして、陽極酸化処理と併用されることがよくあります。
- 陽極酸化処理(タイプIIまたはタイプIII): アルミニウム表面に耐久性・耐食性に優れた酸化被膜を電気化学的に形成するプロセス。複数の色から選択可能です。タイプIII(ハードコート)は、厳しい使用条件に対応するための著しい耐摩耗性を付与します。
- 粉体塗装: 耐久性のある塗装仕上げで、実質的にあらゆる色が選択可能。厚さを0.05–0.15mm増加させるため、マスキングを必要とする公差が厳しい部品には極めて重要。
- 電解研磨仕上げ: ステンレス鋼に鏡面のような仕上げを付与する化学処理。表面粗さを低減するとともに耐食性を向上させる。医療機器および食品加工機器で広く採用されている。
- 黒色酸化皮膜処理: 鋼材向けの変成処理で、軽微な耐食性と美観に優れた黒色外観を提供する。寸法変化は極めて小さい。
表面仕上げの選択は、製造の複雑さに直接影響を与える。仕上げ工程に関する調査によれば、粉体塗装およびアルマイト処理は材料の厚みを増加させるため、きめ細かな公差を要する部品との干渉を引き起こす可能性があり、その結果、重要な部位をマスキングする必要が生じる。これは手作業による時間のかかる工程であり、コストと納期の両方を増加させる。
高精度と予算のバランスを取る
異なる産業分野では、公差および仕上げに対するアプローチが、根本的に異なる哲学に基づいています。航空宇宙分野の用途では、重量制約および安全性要件により、精度の限界まで要求されることが多くあります——飛行中は1グラムでも重要です。医療機器では、患者の安全性を確保するため、一貫性と信頼性の高い製造が最優先されます。民生品では、通常、外観上の魅力とコスト効率とのバランスが重視されます。
最も賢いアプローチとは?機能上必要とされる箇所にのみ厳密な公差を適用することです。公差の階層構造(トランスレランス・ヒエラルキー)を作成しましょう:
- 重要寸法: 適合性、機能性、または安全性に影響を与える特徴——高精度公差を明示する
- 重要寸法: 組立や性能に影響を与える特徴——明確な検査要件を伴う標準公差を適用する
- 基準寸法: 非重要特徴——製造工程が自然に生み出す公差を容認する
温度も、多くのエンジニアが認識している以上に重要です。300mmのアルミニウム部品は、温度が10°C変化するごとに約0.07mm膨張します。予想される熱的変動よりも厳しく設定された公差を指定すると、製造上実現不可能な状況が生じます。
オンラインCNCサービスプラットフォームへアップロードする際には、不必要に厳しい公差を指摘するDFM(製造性設計)フィードバックを確認してください。現在では、多くのシステムが機能面への影響を及ぼさずに仕様を緩和できる箇所を自動的に提案しており、コスト削減を図りながら、お客様のアプリケーションに真正に必要な高精度機械加工サービス品質を維持できます。
公差および表面仕上げについて理解したうえで、CADファイルの適切な準備から生産・納品に至るまでの、注文全体のワークフローをスムーズに進めることができます。
CADアップロードから部品納品までの完全なワークフロー
プロセスを選択し、材料を選び、精度と予算のバランスを考慮した公差を指定しました。いよいよ注文を確定する時が来ました。「アップロード」をクリックした後には何が起こるのでしょうか?部品がお客様のもとに届くまで、裏側ではどのような工程が進行しているのでしょうか?
このワークフローを理解することで、単なる受動的な顧客から、製造プロセスにおける知識を持ったパートナーへと変化します。各ステージで何が行われているかを把握していれば、より適切なデータファイルを準備でき、納期を正確に予測でき、プロジェクトの遅延やコスト増加を招く一般的なミスを回避できます。
成功するためのCADファイルの準備
CNC工作機械の性能は、お客様が提供するデータファイルの品質に等しいのです。これは誇張ではなく、製造現場における現実です。不完全な形状情報、誤ったファイル形式、あるいは過度に複雑なモデルは、生産プロセス全体に波及する問題を引き起こします。
まず、適切なファイル形式から始めましょう。オンラインCNC加工サービス向けのCNCファイル作成に関する業界標準によると、以下のファイル形式が最も推奨されます:
- STEP (.stp, .step): CNCの汎用標準フォーマット。ソリッド幾何形状を正確に保持し、実質的にすべてのCAMシステムで使用可能です。
- IGES (.igs, .iges): 古くから広くサポートされているフォーマットです。サーフェスモデルには適していますが、変換時にデータを失う場合があります。
- Parasolid(.x_t、.x_b): SolidWorksおよび多くのCAMシステムにネイティブ対応。優れた幾何形状保持性能を備えています。
- ネイティブCADファイル: 一部のプラットフォームでは、SolidWorks、Fusion 360、またはInventorのネイティブファイルを直接受け付けています
機械加工にはSTLやOBJなどのメッシュベースのフォーマットは避けてください。これらのフォーマットは3Dプリントには最適ですが、滑らかな曲線を微小な三角形に分割するため、工具パス生成に問題を引き起こします。美しく設計されたR面は、正確な機械加工が不可能なファセット化された近似形状になってしまいます。
エクスポート前に、以下の簡易チェックリストをご確認ください:
- モデルが閉じた水密ソリッド(開いたサーフェスやギャップがない)であることを確認してください。
- CAMソフトウェアを混乱させる重複またはオーバーラップしたジオメトリを削除してください。
- 極端に薄い壁(金属では0.5mm未満、プラスチックでは1.0mm未満)を除去してください。
- 内部コーナーのフィレット半径が、利用可能な工具の半径と一致しているか確認してください。
- 単位が正しいか確認してください——ミリメートルとインチの混同は、意外にも非常に多く見られます。
見積もりから納品までの期間
ファイルの準備が整ったら、発注プロセスは論理的な順序で進みます。各ステージで実際に起こることを以下に詳しくご説明します。
- CADファイルのアップロードと即時解析: プラットフォームのポータルを通じてCADファイルをアップロードします。数秒以内に、自動化されたアルゴリズムが形状を解析し、材料削除量を算出し、製造上の課題を特定します。ほとんどのプラットフォームでは、複数部品の発注に対応した一括アップロード機能をサポートしています。
- 仕様の選定: 素材、数量、公差要件、表面仕上げを指定します。パラメーターを調整するたびに、システムがリアルタイムで価格を再計算し、性能と予算のバランスが最適となる「ベストポイント」を見つけるお手伝いをします。
- 製造性設計(DFM)レビュー: プラットフォームのアルゴリズム、または複雑な部品の場合は人間のエンジニアが、設計を製造制約に対して評価します。壁が薄すぎる、穴が深すぎる、特別な工具を必要とするアンダーカットなど、問題を引き起こす可能性のある特徴についてフィードバックが提供されます。このステップにより、後工程での高額なトラブルを未然に防ぎます。
- 見積もり作成: 単価、セットアップ料(該当する場合)、納期、および配送オプションを含む確定見積もりを受け取ります。標準部品の場合、オンライン機械加工見積もりは通常数分以内に届きます(従来のチャネルでは数日かかる場合があります)。
- 注文確定および支払い: 見積もりを承認すると、支払い処理が開始され、生産スケジューリングが実行されます。ご注文は製造キューに入り、納期が確定します。
- 製造: お客様のカスタム機械加工部品が生産工程に入ります。CNCプログラマーがお客様の形状データから最適化されたツールパスを生成します。オペレーターが工作機械のセットアップを行い、初品検査を実施した後、量産を開始します。品質管理システムにより、寸法精度が工程全体で監視されます。
- 品質検査: 完成した部品は、お客様の仕様書に基づいて寸法検証が行われます。お客様の要件に応じて、重要寸法の抜き取り検査から、詳細な報告書付きの全数三次元測定機(CMM)検査まで対応可能です。
- 仕上げおよび後工程処理: 表面処理(アルマイト処理、粉体塗装、電気めっきなど)をご指定いただいた場合は、最終梱包の前に二次加工工程へと進みます。
- 輸送と配送 部品は輸送中の損傷を防ぐために丁寧に梱包されます。追跡情報により、CNC加工部品がお客様の元に到着するまでの進捗状況を確認できます。
プロトタイプ加工サービスの全工程は、通常、複雑さ、材料の入手可能性、仕上げ要件に応じて3~10営業日かかります。量産規模では当然ながら納期が延長されますが、単価あたりのコスト削減につながる効率性の向上が得られます。
よくあるアップロードミスを回避する
数千件の注文を処理した経験から、オンラインプラットフォームでは、繰り返し発生する避けられるエラーが明確になっています。こうしたミスを未然に防ぐことで、納期の短縮と高額な修正作業の防止が可能になります。
公差の欠落または不正確な記載: 公差を明記しない場合、メーカーは標準公差(通常±0.13mm)を適用します。これは問題なく機能する場合もあれば、組立時に不具合を引き起こす場合もあります。特に重要な寸法については、必ず明確に指定してください。
不可能な内角: 切削工具は丸い形状です。90度の内角は、幾何学的に加工不可能です。標準的な工具半径(一般的には3mm、5mm、6mm)に合致するフィレットを追加するか、製造業者から確認要請が入り、納期が数日延びることを予期してください。
呼び出し記号のないねじ部: CADモデル上ではねじ穴が表示されていても、NC工作機械には明示的なねじ仕様が必要です。技術図面または備考欄に、ねじ種別(UNC、メートルねじなど)、ピッチ、有効ねじ深さ、適合等級を必ず記載してください。
複雑な要求事項に対する2D図面の欠落: 加工は3Dモデルに基づいて行われますが、GD&T(幾何公差)の指示、特定の面における表面粗さ仕様、検査基準などの特別な要求事項は、2D図面で明確に伝達されます。単純な形状のCNCプロトタイピングでは、3Dファイルのみで十分な場合が多いですが、量産部品では補足的な2D図面が推奨されます。
公差の過剰拘束: すべての寸法に±0.01mmという公差を指定することは、経験不足を示すだけでなく、見積もり金額を不当に引き上げます。機能上必須な箇所にのみ厳密な公差を適用してください。熟練したエンジニアは、機能的に重要な嵌合部と一般寸法とを明確に区別します。
納期短縮のプロ向けヒント:機能に影響を与えない形状要素は簡素化しましょう。装飾用の面取り(チャムファ)で特別な工具が必要になる場合や、深く狭い溝で延長工具が必要になる場合など、各非標準形状はセットアップ時間を増加させます。納期が厳しい状況では、設計の簡素化が急ぎ配送よりも重要になることが多いです。
コスト最適化も同様のロジックに従います。標準材料(アルミニウム合金6061、ステンレス鋼304)は特殊合金よりも安価であり、納期も短縮できます。緩めの公差は検査時間を削減します。大量生産では、セットアップコストがより多くの部品に分散されます。また、効率的な治具使用を前提とした設計——たとえば平らな底面、容易にアクセス可能な形状、論理的な加工順序——は、品質を損なうことなく製造時間を短縮します。
ご注文が確定し、生産が開始された今、価格設定の要因を理解することは、今後のプロジェクトにおいてより賢明な意思決定を行うための鍵となります。また、仕様を最終確定する前に、現在進行中のプロジェクトのコスト削減を図ることも可能です。
CNC加工の価格構成とコスト最適化
見た目が非常に似ている2つの部品について、なぜ大幅に異なるCNC加工の見積もり金額が提示されるのか、不思議に思ったことはありませんか?それは決してあなただけではありません。多くのオンラインプラットフォームでは、計算根拠を説明せずに単に金額のみを表示しています。こうした不透明性は、あなたが適正な価格で取引できているのか、あるいは実際には不要な機能に対して過剰に支払っているのかを推測せざるを得ない状況を招いています。
事実として、CNC加工のコストは恣意的に設定されるものではありません。むしろ、あなた自身が影響を与えることのできる特定の要因に基づき、予測可能なパターンに従って算出されます。これらのコスト要因を理解することで、受動的な購入者から、設計を戦略的にコスト効率化できる主体的な立場へと変化します。それでは、実際にあなたの機械加工金属部品のコストを決定づける要素について、そのベールを剥がしていきましょう。
CNC加工コストを実際に左右する要因
ご依頼いただくすべての見積もりは、6つの主要なコスト要因を反映しています。これらのうち一部は設計段階でお客様がコントロール可能です。他は生産要件に依存します。また、これらすべての要因は相互に影響し合い、最適化の機会を生み出します。
素材の選択 材料選定は、コストに2つの面から影響を与えます。第一に、原材料価格は大きく異なります——チタンはアルミニウムと比較して、1キログラムあたり約20倍の価格となります。第二に、切削性が生産時間に影響します。アルミニウムはステンレス鋼よりもはるかに高速で加工可能であり、これは軟質な材料がより高い送り速度および長い工具寿命を可能にするためです。業界におけるコスト分析によると、アルミニウムの価格は通常1~3ドル/キログラム、チタンは15~50ドル/キログラムの範囲です。
部品の複雑さ 部品の形状複雑度は、直接的に切削時間を左右します——そして時間はすなわちコストです。複雑な幾何形状は、精度を維持するために複数の工程設定、専用工具、および低速な切削条件を必要とします。単純なブラケットであれば切削に15分程度で済みますが、深いポケットや複合角度を有する精巧なハウジングとなると、数時間かかる場合もあります。
許容差の要件 コストが指数関数的に増加します。標準公差(±0.13mm)は、通常の機械加工で事実上無料で実現できます。高精度公差(±0.025mm)は、環境制御、慎重な測定、および低速加工を必要とします。超精密仕様では、コストが24倍以上に増加することもあります。
数量 固定費をより多くの部品に分散させます。セットアップ費用、プログラミング時間、初品検査は、1個でも1,000個でも1回のみ発生します。生産数量が増えることで、これらの固定費は大幅に薄まります。
表面仕上げ 加工時間を延長し、場合によっては二次加工を追加します。機械加工直後の状態(as-machined)の部品には追加コストはかかりません。研磨仕上げには追加の切削工程が必要です。アルマイト処理、粉体塗装、または電気めっきは、それぞれ独自のコストを伴う別途の加工工程を追加します。
納期 納期が急迫している場合、プレミアム料金が発生します。急ぎの注文は生産スケジュールを乱し、残業労働や材料の緊急調達を必要とする場合があります。
| 係数 | インパクトレベル | 最適化戦略 |
|---|---|---|
| 材料選定 | 高い | 加工性の良い、入手しやすい材料を選択します。腐食性要件が許す場合は、7075合金の代わりにアルミニウム6061を、316ステンレス鋼の代わりに304ステンレス鋼を使用します。 |
| 部品の複雑さ | 高い | 機能に関係ない形状要素を簡素化します。ポケットの深さを縮小します。内角には標準的な工具半径を使用します。過度に複雑な部品は、アセンブリ単位に分割します。 |
| 許容差仕様 | 高い | 機能的な対向面(相互に嵌合・接触する面)にのみ厳密な公差を適用します。非重要寸法には標準公差を許容します。 |
| 注文量 | 高い | ロット単位で発注してセットアップコストを分散させます。将来的な需要もまとめて発注することで、数量割引を活用することを検討します。 |
| 表面仕上げ | 中 | 外観が重要なでない部位には、機械加工直後の仕上げ(アズマシーン)を指定します。均一な外観を低コストで実現するには、研磨ではなくショットブラスト処理を採用します。 |
| 納期 | 中 | 余裕を持って計画し、急ぎ手配による追加費用を回避します。標準納期(通常7~10営業日)は、短納期オプションと比較して通常15~30%程度コストが低くなります。 |
部品原価を削減するためのスマートな戦略
コスト削減とは、品質の劣化を容認することではありません。それは、不要な高精度、過剰設計された機能、あるいは機能的価値を一切生まないにもかかわらず加工時間を増加させる非効率な設計など、あらゆる「無駄」を排除することを意味します。
まず、すべての厳しい公差を疑うところから始めます。According to 製造コストに関する研究 によると、±0.127mmという標準公差はすでに非常に高精度であり、ほとんどの用途において十分です。公差を一段階厳しくするごとに、検査時間が増え、切削速度が遅くなり、部品の不合格リスクも高まります。
特殊工具を必要とする形状を避け、金属加工の効率化を意識した設計を行いましょう。深く狭いスロットは、たわみやすく送り速度を落とさざるを得ない延長タイプのエンドミルを強制します。薄肉壁は慎重な支持と穏やかな切削を要します。非標準の穴径は、市販工具ではなくカスタムドリルを必要とします。
以下の実用的な最適化を検討してください:
- 内角のRを大きくする エンドミルの標準サイズ(3mm、5mm、6mm)に合わせた角丸加工。大きなRは高速切削と工具寿命の延長を可能にします。
- キャビティの深さを 幅の4倍以内に制限します。それより深いポケットは特殊工具を必要とし、著しく送り速度が低下します。
- 標準穴径を使用 任意の寸法ではなく、一般的なドリル径に合致する穴径を指定します。
- 不要な表面粗さ仕様を 内部面や隠蔽面に指定しないでください。
- 安定したワークホルディングを実現するための平底設計 カスタム治具を必要としないようにするため。
小ロットのCNC加工注文では、セットアップ費用が材料費および加工時間の合計を上回ることがよくあります。単一の複雑な部品の価格が150ドルであっても、同一部品を10個注文すれば合計300ドルで済む場合があります——これはセットアップ作業が1回だけで済むためです。常に、即時のニーズよりも若干多めに発注することが経済的に有利かどうかを検討してください。
数量区分と量販価格
カスタムCNC加工サービスにおける数量割引は、予測可能なパターンに従います。初号機(ファースト・アーティクル)の製造では、プログラミング、セットアップ、工程検証が含まれるため、1個あたりの負担が最も重くなります。その後の各部品は、効率向上の恩恵を受けます。
コスト計算は、お客様にとって非常に有利に働きます。実際の価格データによると、単体価格が134ポンドの部品は、10個注文時に1個あたり38ポンドとなり、70%の削減となります。100個注文時には1個あたり13ポンドまで低下し、単体価格からの削減率は90%に達します。
これは魔法ではありません——製造経済学です。NC工作機械プログラマーはツールパスを一度だけ作成します。工作士はワークホルディングを一度だけセットアップします。品質検査では測定手順を一度だけ確立します。こうしたすべての固定費は、ご注文全体にわたり均等に配分されます。
賢い購買担当者は、これを以下のいくつかの方法で活用します:
- 注文の集約 時間をかけて複数回にわたる少量購入を行う代わりに、
- 試作品は少量ロット(5~10個)で発注する ——設計の反復テスト時には単一の部品ではなく、このようにします。
- 量産需要を見積もり、 より有利な価格を得るために、より大きな数量で確定発注する
- 継続的な調達ニーズに対して、スケジュールに沿ったリリースを伴う一括発注(ブランケットオーダー)を交渉する ——継続的な調達要件に対し、予定通りの納入スケジュールを設定して実施する。
ただし、数量が常に最適解とは限りません。試作加工や設計検証においては、機能性の確認前に数百点もの部品を発注すると、資源を無駄にします。理想的なアプローチとは、現時点でのニーズと、現実的な数量ベースのコスト削減効果とのバランスを取ることであり、単に価格割引を受けるために、実際に使用しない数量以上を発注することは決してありません。
価格決定要因を理解したうえで、次に検討すべきは、どのオンラインCNCサービスプロバイダーが実際にプロジェクトに必要な品質、認証、およびコミュニケーションを提供できるかを評価することです。
オンラインCNCサービスプロバイダーの評価・比較方法
価格設定の仕組みとコスト要因については既に学びました。しかし、同様に重要な問いがあります。それは、「納期通りに高品質な部品を実際に納品してくれるプロバイダーはどれか?」という点です。すべてのオンラインCNCサービスが同一の水準で運営されているわけではありません。中には、認証済みの工程を含む厳格な品質管理システムを維持している事業者もあれば、能力がまちまちの不特定多数の機械加工工場と顧客を仲介するブローカーとして機能している事業者もあります。
誤ったプロバイダーを選択すると、単に費用を無駄にするだけではなく、プロジェクトの遅延、組立時の問題発生、さらには自社顧客に対する信頼損失といったリスクを招きます。しかし朗報があります。信頼できるパートナーとリスクの高い投機的選択を明確に区別するための、客観的な評価基準が存在します。
実際に意味のある認証
業界認証は、単なるウェブサイト上の華やかなロゴではありません。これらは、独立した監査員によって検証された標準化された品質管理プロセスに製造者が従っていることを文書で証明するものなのです。製造業における認証に関する調査によると、認証は品質マネジメントシステム内で生産プロセスの各段階を支え、その妥当性を保証する柱となるものです。
では、あなたの用途にとって実際に重要な認証とはどのようなものでしょうか?以下に、主要な各認証が示す内容を説明します:
ISO 9001 iSO 9001は、世界規模で品質マネジメントシステムの基盤を確立しています。これは、事業所が文書化された手順を維持し、パフォーマンス指標を監視し、不適合事項に対して是正措置を講じていることを示しています。もしサプライヤーがこの基本的な認証さえ取得していない場合、極めて慎重な対応が必要です。
AS9100D iSO 9001を基盤とし、航空宇宙分野特有の要求事項(厳格なリスク管理、厳格な文書管理、複雑なサプライチェーン全体における製品保証の確保など)を追加した規格です。航空機用途向けに供給される部品は、すべてAS9100D認証取得施設から調達する必要があります。
IATF 16949 自動車業界向けの品質マネジメントを規定する規格であり、ISO 9001の原則に加え、継続的改善、欠陥防止、および厳格なサプライヤー監視といった業界特有の要求事項を統合しています。自動車用途向けのCNC工作機械工場(「近くのCNC工作機械工場」)を製造する場合、この認証は必須です。
ISO 13485 医療機器の製造を対象とし、設計、トレーサビリティ、リスク低減に関する厳格な管理を定めた規格です。医療用部品は、規制当局の要件を満たし、患者の安全を確保するために、この認証を取得する必要があります。
NADCAP 認証は、航空宇宙および防衛分野において特に重要な特殊工程(熱処理、化学処理、非破壊検査)に特化しています。これは、一般的な認証を超えた追加的な品質保証の層を意味します。
発注前に確認すべき質問
認証は、その企業の管理システムについての情報を提供します。しかし、特定のサプライヤーがお客様の個別の要件をどのように取り扱うかを理解することも重要です。オンラインCNCサービスを利用する前に、以下の重要な質問に対する回答を必ず確認してください:
- 品質保証プロセス: どのような検査方法を採用していますか?工程中検査(インプロセスチェック)を実施していますか、それとも最終検査のみですか?重要寸法について三次元測定機(CMM)による測定報告書を提供できますか?堅固な品質管理体制を有する設備では、測定能力および校正手順について明確かつ容易に説明できるはずです。
- 材料のトレーサビリティ: 材質試験報告書(MTR)を提供できますか?MTRには、材料の化学組成および物理的特性が記載されています。規制対象産業では、この文書の提出は必須であり、任意ではありません。
- 機械の能力: 彼らが操作する設備は何ですか?多軸工作機械、スイス型自動旋盤、放電加工(EDM)能力により、製造可能な範囲が広がります。設備の導入年数や保守スケジュールについても確認してください。適切に保守管理された設備は、一貫した品質の製品を生産します。
- 修正および訂正ポリシー: 部品が仕様通りでない状態で到着した場合はどうなりますか?信頼性の高いサプライヤーは、再製作に関する方針を明確に示し、品質に関する懸念に対して迅速に対応します。
- 連絡手段: 問題が発生した際に、実際にエンジニアと直接連絡を取ることは可能ですか?一部のプラットフォームではチャットボットによるサポートのみを提供していますが、他社では、工作機械加工の課題を理解する技術スタッフへの直接アクセスを提供しています。
- 納期の信頼性: 納期遵守実績はどの程度ですか?約束ではなく、実際のデータを請求してください。楽観的な見積もりよりも、継続的な納期遵守が重要です。
- 設計面でのフィードバックの質: 彼らの「製造性を考慮した設計(DFM)分析」はどの程度詳細ですか?生産開始前に潜在的な問題を検出できるサプライヤーは、お客様の時間とコストを節約します。
応答を評価する際には、具体性を重視してください。「品質管理プロセスを実施しています」などと漠然とした回答よりも、「検査手順」「校正スケジュール」「文書化された作業手順」などについて詳細に説明した内容の方が、はるかに信頼性が高いです。
オンラインサービス vs 地元の機械加工店
多くのオンラインプラットフォームが提供しない、率直な評価を以下に示します:場合によっては、地元の機械加工店を選択する方が合理的です。「私の近くのCNC加工店」を探すか、オンラインサービスを利用するかという選択は、あなたの具体的な状況に大きく依存します。
オンラインCNCサービスが特に優れているケース:
- 電話でのやり取りや待機時間を避け、即座に見積もりを取得したい場合
- 地理的な立地が重要でない場合——認定済みの設備であればどこでも問題ありません
- 標準的な材料および公差要件がご要件に合致する場合
- 試作品または小ロット生産を発注する場合
- 透明性の高い価格設定および注文の進捗追跡が、あなたの業務フローにおいて重要である場合
- あなたが、自宅・職場の近隣に信頼できる機械加工店との既存の取引関係を持っていない場合
地元の機械加工店が適しているのは、以下のケースです。
- 部品の製造に、広範な共同作業および反復的な開発が必要な場合
- 設備、機器、工程を直接視察する必要がある場合
- 極めて厳しい納期のため、当日または翌日の納品が求められる場合
- 複雑なプロジェクトにおいて、対面での設計打ち合わせが有益な場合
- 厳格な機密保持を要する独自製品を開発中の場合
- 継続的な生産取引のために、自宅または職場に近い機械加工業者を定期的に訪問することが合理的な場合
従来型とオンラインの機械加工サービスを比較分析した結果、従来型のCNC加工サービスは、寸法精度の高さ、現場での手厚いサポート、そして厳格な品質検査を重視しています。これにより、工場との緊密な関係構築が可能となり、大規模または特殊なプロジェクトに貢献します。一方、オンラインプラットフォームは、スピード、利便性、および迅速なアクセスを重視しますが、部品を製造する担当者とのコミュニケーションが限られる可能性があります。
現実的な状況とは? 多くの購入者は、両方のアプローチを戦略的に併用しています。オンラインプラットフォームは、スピードと価格の透明性が最も重視される比較的単純な部品の調達を担います。一方、近隣の機械加工店(「私に近い機械加工店」)は、密接な連携と迅速な試作・改良を要する複雑なプロジェクトに対応します。
以下の意思決定フレームワークをご検討ください。CADファイルおよび書面による仕様書で要件を完全に定義できる場合、オンラインサービスの方が通常、より迅速かつコスト効率よく納品できます。一方、プロジェクトにおいて継続的な対話、設計の途中段階での変更、あるいは標準的な切削加工を超える特殊な工程が必要な場合は、地元の機械加工店が提供する人的関係性のメリットは、デジタルプラットフォームでは再現できません。
評価基準を明確にしたうえで、異なる業界がこれらの基準をどのように適用し、またどのような専門的な要件を求めるかを理解することで、ご自身の特定の用途に最も適したサービス提供者を選定することができます。

自動車から航空宇宙までの業界応用
認証制度および評価基準を理解することは、基礎を築く第一歩です。しかし、こうした規格が実際の製造現場ではどのように適用されるのでしょうか? 各産業分野は、特定の認証を単に好むだけではなく、プロセス、材料、品質管理手順について明確な義務付けを行い、それらがオンラインCNCサービスの各分野における運用方法を根本的に規定しています。
自動車用アセンブリ向けのCNC金属部品の開発、外科手術器具向けの高精度CNC加工サービス、あるいは飛行に不可欠な構造体向けの航空宇宙CNC加工であれ、それぞれの産業分野には固有の要求事項があります。これらの要件が実務上でどのような意味を持ち、トップクラスのメーカーがそれらにいかに対応しているかを、具体的に見ていきましょう。
自動車製造の要件
自動車産業は「大規模生産におけるゼロ欠陥」という単純な原則に基づいて運営されています。高速で稼働する組立ラインに正確に適合させる必要のある同一部品を数千点単位で生産する場合、一貫性は選択肢ではなく、まさに存続そのものなのです。
IATF 16949認証は、自動車業界の品質マネジメントの基盤を構成します。この規格は、基本的なISO 9001要求事項を上回り、大量生産に特有の課題に対応しています。業界における認証調査によると、IATF 16949はISO 9001の原則に加え、継続的改善、欠陥防止、および厳格なサプライヤー監視を目的とした業界特化型の要求事項を統合しています。
これは、あなたの自動車用CNCプロジェクトにとってどのような意味を持つのでしょうか? この分野に製品を供給する製造業者は、以下の点を実証しなければなりません:
- 統計的工程管理(SPC): 最終検査だけでなく、生産工程全体を通じて重要寸法を継続的に監視すること
- 先進製品品質計画(APQP): 生産リスクを最小限に抑えるための新部品の開発および量産立ち上げに向けた体系的なプロセス
- 生産部品承認プロセス(PPAP): 製造プロセスが一貫して仕様を満たす部品を生産していることを示す文書化された証拠
- フォールトモード及び効果分析(FMEA): 故障が発生する前に、潜在的な故障要因を体系的に特定すること
- 完全なトレーサビリティ: 各部品を特定の原材料ロット、機械設定、および作業者による操作行動に結びつける文書化
自動車業界における代表的なCNC加工の応用例には、シャシー用ブラケット、トランスミッションハウジング、ブレーキシステム部品、ステアリング機構部品、およびカスタム金属ブッシュなどが含まれます。これらの部品は、露出部品としての耐食性を確保するためにステンレス鋼の切削加工が求められる場合や、重量が重要な要素となる部品ではアルミニウムの切削加工が求められる場合があります。
試作段階の機械加工から量産へとスケールアップするメーカーにとって、自動車業界では、生産数量の変化に伴って品質の一貫性を維持できるパートナーが求められます。 シャオイ金属技術 同社はこの能力を体現しています。IATF 16949認証を取得した当社工場では、厳格な統計的工程管理(SPC)と迅速な試作から量産へのスケーリングを組み合わせており、シャシー部品のアセンブリおよび高精度部品について、最短で営業日1日という納期を実現しています。この認証、工程管理、およびスピードの三位一体は、自動車業界が直面する根本的な課題——品質保証された部品を遅滞なく組立ラインに供給すること——に対応しています。
航空宇宙・医療分野における高精度基準
自動車製造業が大規模な一貫性を要求するのに対し、航空宇宙産業および医療分野では、妥協を許さない精度が求められます。故障の結果——たとえば30,000フィート(約9,144メートル)の高度でタービンブレードが破断する場合や、外科用インプラントが患者に危害を及ぼす場合——は、品質要件を根本的に譲れないものとしています。
航空宇宙分野におけるCNC加工の要件
航空宇宙分野の応用は、加工能力をその限界まで押し上げます。『 精密製造研究 』によると、タービンブレード、エンジン部品、構造用ブラケットなどの航空宇宙部品は、±0.0005インチ(±0.013mm)という極めて厳しい公差を要求し、環境制御および専用測定機器を必要とする超精密加工領域にまで達しています。
航空宇宙サプライヤーには、AS9100D認証が必須です。この規格はISO 9001を拡張したものであり、航空安全に特化した要件を含みます:
- 強化されたリスク管理: 製品開発全体を通じてリスクを特定・軽減するための正式なプロセス
- 構成管理(コンフィギュレーション・マネジメント): 部品が承認済み設計と完全に一致することを保証する厳格な管理
- 製品の完全性を確保するための管理: 偽造材料および無許可の代替品使用の防止
- 第"条の検査 (FAI): 生産工程が認定済み部品を正確に再現していることを包括的に検証すること
航空宇宙分野における材料要件は、専門的な知識を必要とします。チタン合金は優れた比強度を有しますが、切削速度が遅く、工具の摩耗が著しいという特徴があります。インコネルおよびその他のニッケル系超耐熱合金は極端な高温に耐えますが、加工には大きな課題があります。複合構造体向けのカーボンファイバー試作においても、切断力に対するこれらの材料の挙動を理解する必要があります。
典型的な航空宇宙用部品には、構造用ブラケット、エンジンマウント、着陸装置部品、アクチュエータハウジング、燃料システム用フィッティングなどがあり、それぞれについて材料証明書の文書化および全寸法検証が必須です。
医療用機械加工基準
医療機器製造では、高精度要求に加えて生体適合性の要件が追加されます。この分野はISO 13485認証によって規制されており、設計、製造、トレーサビリティ、リスク低減に関する厳格な管理が求められます。
医療用機械加工の特徴:
- 生体適合材料: 生体に悪影響を及ぼさないチタン(グレード5および23)、外科用ステンレス鋼(316L、17-4PH)、およびPEEKなどの特殊プラスチック
- 表面仕上げの要件: 組織損傷や細菌付着を防ぐための滑らかでバリのない表面仕上げ
- 洗浄および滅菌への適合性: 反復的なオートクレーブ処理にも耐えられるよう設計された部品(性能劣化なし)
- 完全なトレーサビリティ: 問題が発生した場合のリコール対応のため、すべての部品が特定の材料ロットに追跡可能
医療用機械加工の応用範囲は、手術器具や整形外科インプラントから診断機器のハウジング、薬剤送達装置の部品にまで及びます。これら各製品には、米国FDAの規制および国際的な医療機器規格を満たす文書パッケージが求められます。
プロトタイプから量産へのスケーリング
製造業における最も困難な移行は、精度を達成することではなく、単一の試作機から数千台規模の量産へと生産数量が増加する中で、その精度を維持することかもしれません。製造スケーリングに関する研究によると、製品開発において最も難しい課題の一つは価格設定です。この点を誤れば、プロジェクト全体が軌道から外れてしまいます。
CNC加工による試作は、量産製造とは根本的に異なる目的を果たします。試作段階の加工では、設計コンセプトの妥当性を検証し、機能性をテストし、量産投入前に問題点を特定します。この段階では、単位コストよりもスピードが重視されることが一般的です。
成功した試作機を実際の量産品へと移行させる際に、課題が生じます。これには以下の要素が含まれます:
- 製造性向上設計(DFM)の最適化: 効率的な量産を実現するために試作設計を修正すること
- プロセス検証: 量産工程が試作機の性能を一貫して再現できることを確認すること
- 材料の一貫性: 生産用材料が試作段階の材料特性と完全に一致することを保証する
- 品質管理システムの構築: 量産に適した検査手順の導入
- コスト最適化: 品質を損なうことなく、工程効率化を通じて単位当たりコストを削減する
賢い製造業者は、試作から量産まで両フェーズに対応できる高精度CNC加工サービスと提携することで、これらの課題に対処しています。試作から量産まで同一の工場で一貫して対応することで、サプライヤー間でのプロジェクト移管に伴うリスク——特に特定部品に関するノウハウ(暗黙知)が失われるリスク——を回避できます。
このような場面で、シャオイ・メタル・テクノロジーなどのプロバイダーが特に価値を発揮します。同社は、1営業日という極めて短い納期で迅速な試作部品を提供できるだけでなく、同一のIATF 16949品質管理システムのもとで量産へとスケールアップすることが可能です。これにより、通常、試作から量産への移行時に生じる連続性の欠如という課題が解消されます。特に自動車向けアプリケーションにおいては、同社のシャシー組立に関する専門知識と一貫した統計的工程管理(SPC)によるモニタリングによって、量産部品が検証済みの試作部品と完全に一致することを保証しています。
重要な洞察とは? オンラインCNCサービスを選定する際のポイントは、単に今日の試作部品を製造してもらうことだけではありません。それは、製品ライフサイクル全体——初期のコンセプト検証から継続的な量産まで——に対応できるパートナーを見つけることにほかなりません。今評価している認証、プロセス、および業界専門知識こそが、製造規模の拡大がスムーズに進むか、あるいは各移行段階で障害に直面するかを決定づけるのです。
業界の要件を理解したうえで、最後のステップに進む準備が整いました。成功を確実にする明確なチェックリストを作成し、初めての発注を行いましょう。
初めてのオンラインCNC発注を始める
加工プロセス、材料、公差、価格決定要素、評価基準など、多くの情報を吸収しました。次に実践的な問いかけが生じます。「実際に初めての発注をどう行えばよいのか?」さらに重要なのは、「オンラインCNC加工サービスが、自社の特定プロジェクトに本当に適しているかどうか」をどう判断するかです。
ここでは、これまで学んだすべての内容を、実行可能なガイドラインに凝縮します。プロトタイプ用のカスタムCNC部品の発注でも、量産向けCNC機械部品の計画でも、この最終セクションが、自信を持って意思決定を行うための明確なフレームワークを提供します。
事前注文チェックリスト
「アップロード」ボタンをクリックする前に、以下の必須検討事項を確認してください。各チェックポイントは、プロジェクトの遅延やコスト増加を招く一般的なミスを未然に防ぎます:
- 加工プロセスの選択を確認済み: 部品の加工にフライス加工、旋盤加工、または多軸加工が必要かどうかをすでに検討しましたか?円筒形状の部品には旋盤加工が適しています。複数の面を持つ複雑な形状にはフライス加工が必要です。きわめて複雑な輪郭形状の場合には5軸加工能力を活用する価値があります。
- 材質の仕様は正しく設定されていますか: 選択した材質は、用途における機械的・熱的・環境的要件に適していますか?また、選択したプラットフォームで当該材質が容易に調達可能であることを確認しましたか?
- 公差の優先順位付けは完了していますか: どの寸法が実際的に重要(厳密な公差が必要)であり、どの寸法が標準公差で許容できるかを明確に特定しましたか?すべての寸法に過度に厳しい公差を適用すると、不必要にコストが上昇します。
- CADファイルは検証済みですか: モデルは閉じた、水密性のあるソリッド(立体)になっていますか?重複するジオメトリは削除済みですか?単位(mmまたはinch)は確認済みですか?また、内部コーナーには工作可能なR(丸み)が付与されていることを確認しましたか?
- ファイル形式は最適化されていますか: STLなどのメッシュ形式ではなく、STEP、IGES、Parasolidなどのソリッド形式のファイルをアップロードしていますか?ソリッドジオメトリは製造指示へと明確かつ正確に変換されます。
- スレッドおよび特殊機能の文書化: スレッド、特定の面における表面粗さ要件、その他のCAD幾何形状のみでは伝達できない詳細について、明示的な注記を付与しましたか?
- 数量が戦略的に検討されていますか: ご発注数量は、セットアップコストを効果的に分散させていますか? 少し多めに発注することで単価を十分に低減でき、その増加分を上回るメリットがあるでしょうか?
- 納期は現実的ですか: 十分な製造時間を確保していますか? それとも、急ぎ対応による追加料金が、見積もりを不必要に高騰させているのでしょうか?
- 認証の確認: サプライヤーは、お客様の業界に適した認証(最低限ISO 9001、および該当する場合はIATF 16949、AS9100D、ISO 13485)を保有していますか?
- 品質関連文書の要件は明確ですか: 検査報告書、材質証明書、適合証明書などの提出が必要ですか? これらの要件は、生産後に依頼するのではなく、事前に明確に指定してください。
適切な製造業者の選択
率直にお伝えしますが、オンラインCNC機械加工サービスは、必ずしも最適な解決策とは限りません。代替手段がより適している状況を正しく理解すれば、時間・費用・ストレスのいずれも節約できます。
オンラインCNC加工を選択する場合:
- 部品に、切削加工のみが実現可能な高精度、高強度、または特定の材質特性が必要な場合
- 外観確認用のモックアップではなく、量産用素材を用いた機能的なプロトタイプが必要な場合
- 製作数量が1個から数百個程度の場合
- 価格の透明性、即時見積もり、注文追跡機能を重視する場合
- 標準的な材料および公差仕様で要件を満たす場合
- 納期が3~10営業日でスケジュールに収まる場合
代わりに3Dプリントを検討すべき場合:
- 内部流路、ラティス構造、または切削加工では実現不可能な有機的形状などの複雑なジオメトリを含む場合
- 非機能的なプロトタイプを極めて少量(1~5個)かつ迅速に必要とする場合
- 材料特性は、速度および幾何学的自由度よりも重要度が低い
- 予算が極めて限られており、精度要件もそれほど厳しくない
製造方法の比較研究によると、3Dプリントは幾何学的制約が少ない部品に優れており、一方でCNC加工は、単純な形状を持つ100個を超える量産部品において、スケールメリットに優れたコスト効率を提供する。
以下の条件に該当する場合、射出成形を検討してください:
- 同一のプラスチック部品の数量が500~1,000個以上となる
- 初期の金型投資よりも、1個あたりのコストがより重要である
- 設計が最終確定しており、変更される可能性が低い
以下の条件に該当する場合、地元の機械工作所を検討してください:
- プロジェクトが広範な協働および反復的な開発を必要とする
- 当日または翌日の納期が本当に不可欠である
- 対面での設計打ち合わせにより、成果が向上する
- 機密性に関する懸念が高く、最大限の機密管理が必要である
多くの成功したバイヤーは、戦略的に複数のアプローチを併用しています。オンラインプラットフォームを通じた迅速なCNCプロトタイピングにより、設計を素早く検証できます。量産規模に応じて、製造方式を射出成形へと切り替える場合もあります。一方、高度に専門化されたCNC切断作業は、信頼できる地元のパートナーと継続して取引を続けるのが望ましいでしょう。
プロジェクトの次のステップ
これで、オンラインCNC製造サービスを自信を持って活用するための知識が身につきました。しかし、知識は実践しなければ単なる理論にとどまります。以下に、実際に行動を起こすための具体的なステップを示します。
まず、試験的な注文から始めましょう。 特定のプラットフォームをこれまで利用したことがない場合は、最も重要な部品ではなく、比較的シンプルな部品から注文を開始してください。これにより、そのプラットフォームの品質、コミュニケーション能力、納期遵守の信頼性を、大規模なプロジェクトを依頼する前に確認できます。
量産対応可能なパートナーを探しましょう。 プロジェクトがCNCプロトタイプ加工から量産へとスケールアップする可能性がある場合、両フェーズに対応可能なサプライヤーを選定してください。製造評価基準によれば、優れたパートナーシップとは、単に現在のニーズへの対応だけでなく、将来的な要件を満たし、お客様の成長に合わせてスケールアップできる能力も備えていることを意味します。
量産対応型サプライヤーを特徴づけるものは何でしょうか?緊急プロトタイプに対する1日納期といった実績ある対応力、お客様の業界要件に合致する認証、および文書化された品質管理プロセス(特に一貫性確保のためのSPCモニタリング)などを確認してください。 シャオイ金属技術 当社はこうした特徴を体現しています——IATF 16949認証、シャシー組立分野における専門知識、および迅速な納期対応能力は、量産志向型サプライヤーが提供すべき水準を示すものです。
習熟曲線を積極的に受け入れましょう。 最初の注文はおそらく完璧にはならないでしょう。公差の指定、ファイルの準備、要件の伝達に関する細かなニュアンスは、いかなるガイドでも完全に予測することはできません。各プロジェクトを通じて専門知識が蓄積され、その後の注文はよりスムーズかつコスト効率の良いものになります。
継続的に改善を重ねましょう。 オンラインCNCプラットフォームは進化を続けており、より高精度な見積もりアルゴリズム、拡充された材料選択肢、短縮された納期対応能力などが実現されています。新機能について常に興味を持ち、今日の制約が今後も続くと決めつけないでください。
製造業の環境は根本的に変化しました。かつては電話でのやり取りや現地訪問、見積もり交渉に数週間を要していたものが、今ではデジタルプラットフォームを介して数分で完了します。あなたは、過去の世代のエンジニアたちが夢見るしかなかったレベルの高精度製造能力にアクセスできるのです。
このアクセスを賢く活用してください。慎重に設計し、正確に仕様を定義し、戦略的にパートナーを選定してください。そして、自信を持ってデジタル設計を物理的な現実へと変換しましょう。
オンラインCNCサービスに関するよくある質問
1. CNC加工の費用はいくらですか?
CNC加工費用は、主に6つの要因に依存します:材料選定(アルミニウムは1~3ドル/kg、チタンは15~50ドル/kg)、部品の複雑さ、公差要求、発注数量、表面仕上げ仕様、および納期です。標準公差を採用すれば費用は基本水準に留まりますが、高精度公差を要求すると費用が2倍になる場合があります。大量発注では単価が大幅に低下し、1個あたり134ドルの部品が10個発注で1個あたり38ドルになることがあります。標準的な工具半径を活用し、凹部の深さを制限し、入手性の高い材料を選定するなど、設計を最適化することで、品質を損なうことなくコストを最小限に抑えることができます。
2. 最高のオンラインCNCサービスはどれですか?
最適なオンラインCNCサービスは、お客様の具体的な要件によって異なります。サプライヤーを評価する際には、認証(ISO 9001が最低条件で、自動車向けにはIATF 16949、航空宇宙向けにはAS9100D)、品質保証プロセス、材料選択肢、納期の信頼性、およびコミュニケーション品質を基準とします。IATF 16949認証を必要とし、統計的工程管理(SPC)モニタリングおよび迅速な試作から量産へのスケーリングが求められる自動車用途の場合、Shaoyi Metal Technology社は1日納期とシャシー組立の専門技術を提供しています。大量発注を決定する前に、必ず材料試験報告書の提出を依頼し、検査能力を確認してください。
3. CNC加工の即時見積もりはどのように取得できますか?
CADファイル(できればSTEP、IGES、またはParasolid形式)をオンラインCNCプラットフォームにアップロードしてください。システムのアルゴリズムが即座に形状を解析し、加工時間を算出し、材料費を考慮します。仕様(材料種別、数量、公差、表面仕上げ)を選択すると、リアルタイムで価格が更新されます。ほとんどのプラットフォームでは、従来のチャネルで数日かかるところを、数分以内に確定見積もりを提供します。正確な自動見積もりを得るためには、モデルが閉じた水密ソリッドであり、内部コーナーのR形状が機械加工可能であることを確認してください。
4. オンラインCNC加工に最も適したファイル形式は何ですか?
STEP(.stp、.step)ファイルは、CNC加工における国際標準フォーマットであり、すべてのCAMシステム間でソリッド形状を正確に保持します。IGESおよびParasolid形式も同様に良好な互換性があります。一方、STLやOBJなどのメッシュベースのフォーマットは、滑らかな曲線をファセット化された近似形状に分解するため、高精度な機械加工には不適切です。エクスポート前に、モデルが水密(ワーテルタイト)であることを確認し、重複したジオメトリを削除し、金属部品については0.5mm未満の壁厚を排除してください。また、単位設定が正しく行われているかを確認することで、生産開始の遅延を招く一般的なアップロードエラーを防ぐことができます。
5. オンラインCNC加工を3Dプリントや地元の機械加工業者と比較して選択すべきタイミングはいつですか?
機能プロトタイプや1個から数百個程度の量産部品を製造する際に、精度・強度・生産レベルの材料が必要な場合は、オンラインCNC加工をご選択ください。内部流路や格子構造、あるいは材質特性がそれほど重要でない迅速な外観モデル作成には、3Dプリントが適しています。対面での設計打ち合わせや、密接な協業、当日納品を要するプロジェクトには、地元の機械工作所が優れています。多くのバイヤーは、これら3つの手法を戦略的に併用しており、単純な部品にはオンラインプラットフォームを、複雑で協業を要するプロジェクトには地元の工作所を、幾何学的自由度が求められる部品には3Dプリントをそれぞれ活用しています。