 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

OEM金属加工パートナーシップ:予算を圧迫する8つの高価な過ち

OEM金属加工とは何か、そしてその重要性について
自社製品にカスタム金属部品が必要な場合でも、自ら生産するための製造インフラがなければ、最適な選択肢は何でしょうか?このような場面で役立つのが OEM金属加工 です。これは数千社もの企業が日々頼りにしている戦略的アプローチです。
本質的に、OEM金属加工とは、外部の製造業者と提携し、自社の設計および仕様に基づいて金属部品を生産してもらうことを意味します。製造は外部業者が行いますが、完成品の知的財産権(IP)やブランドは自社が保持します。自社工場を建設・運営する負担なく、熟練した生産チームを持つようなものです。
OEM金属加工が標準的な製造と異なる点
ここが多くのバイヤーが混乱するポイントです。標準的な金属加工は、一般的にどの顧客でも購入可能な汎用的またはカタログ品の部品を製造することを指します。一方、OEM加工業者は、お客様独自の設計図に基づいて専門的に部品を製作し、他の企業の製品ラインには登場しないコンポーネントを作成します。
社内での製造と比較しても、その違いは同様に重要です。自社で生産設備を構築するには、機械装置、インフラ、熟練労働者への多大な資本投資が必要になります。According to 製造業界の分析 によれば、OEM採用の主な理由はその軽資本(キャピタルライト)モデルにあり、大きな初期投資なしに企業が迅速にスケールアップできる点にあります。
OEM加工モデルを定義する主な相違点は以下の3つです:
- 設計の所有権: 設計の所有権は完全に貴社が保持し、OEM加工業者は貴社の仕様に基づいて生産を実施します。設計も知的財産も貴社のものであり、製造の専門技術だけがOEM業者に委託されます。
- ブランド権利: 市販部品を購入する場合とは異なり、OEM製造による部品にはお客様のブランドアイデンティティが反映されます。最終顧客が目にするのはメーカーではなく、お客様の製品です。
- 生産スケーラビリティ: OEM製造業者は確立されたサプライチェーン、訓練された人材、および規模の経済性を備えています。これにより迅速な体制整備が可能となり、試作生産から急激な市場需要の増加まで、あらゆる場面に最適です。
OEMパートナーシップモデルの説明
自動車、航空宇宙、電子機器、医療分野の企業が、自社内で製造能力を構築するのではなく、特定のOEM製造業者に依存する理由は何でしょうか?その答えは、専門性と効率性にあります。
OEM製造業者は、鋼鉄、アルミニウム、チタン、各種合金など、多種多様な金属を取り扱うノウハウを有しており、さまざまな業界の要求に対応できます。彼らの専門知識は単なる製造にとどまらず、革新や問題解決にも及びます。以下に示すように 業界専門家 これらの製造業者は、クライアントと密接に連携して設計を洗練させ、製造プロセスを最適化し、技術的な課題を克服します。
契約金属加工は、基本的なジョブショップと根本的に異なります。ジョブショップが短納期や単発の生産を都度見積もりの基で対応するのに対し、契約製造業者は長期的な関係と量産ベースの業務を中心に構築されています。彼らは生産現場に必要な、スケジューリング、品質保証、材料管理、文書管理に関する堅牢なシステムを提供しています。
結論として、OEM製造業者を選ぶことで、自社は製品設計、マーケティング、顧客関係といったコアコンピタンスに集中でき、一方で経験豊富な製造パートナーが複雑な生産プロセスを担当します。この協働モデルは、品質や管理を犠牲にすることなく効率的に市場投入を目指す企業にとって不可欠となっています。
OEM金属加工の完全なプロセスワークフロー
OEM加工業者との提携を決めたところです。次に何が起こるのでしょうか?最初のコンセプトから完成部品の納入までの全体的なワークフローを理解することで、現実的なスケジュールの立案、意思決定のタイミングの予測、そして高額なトラブル回避が可能になります。
精密な受託製造は、スピードと品質のバランスを取りながら進められる体系的なプロセスです。各段階は前の段階を基盤として構築され、追加のリソースを投入する前に進捗を確認できるチェックポイントが設けられています。このプロセスを段階的に見ていきましょう。
コンセプトから部品まで:8つのステージ
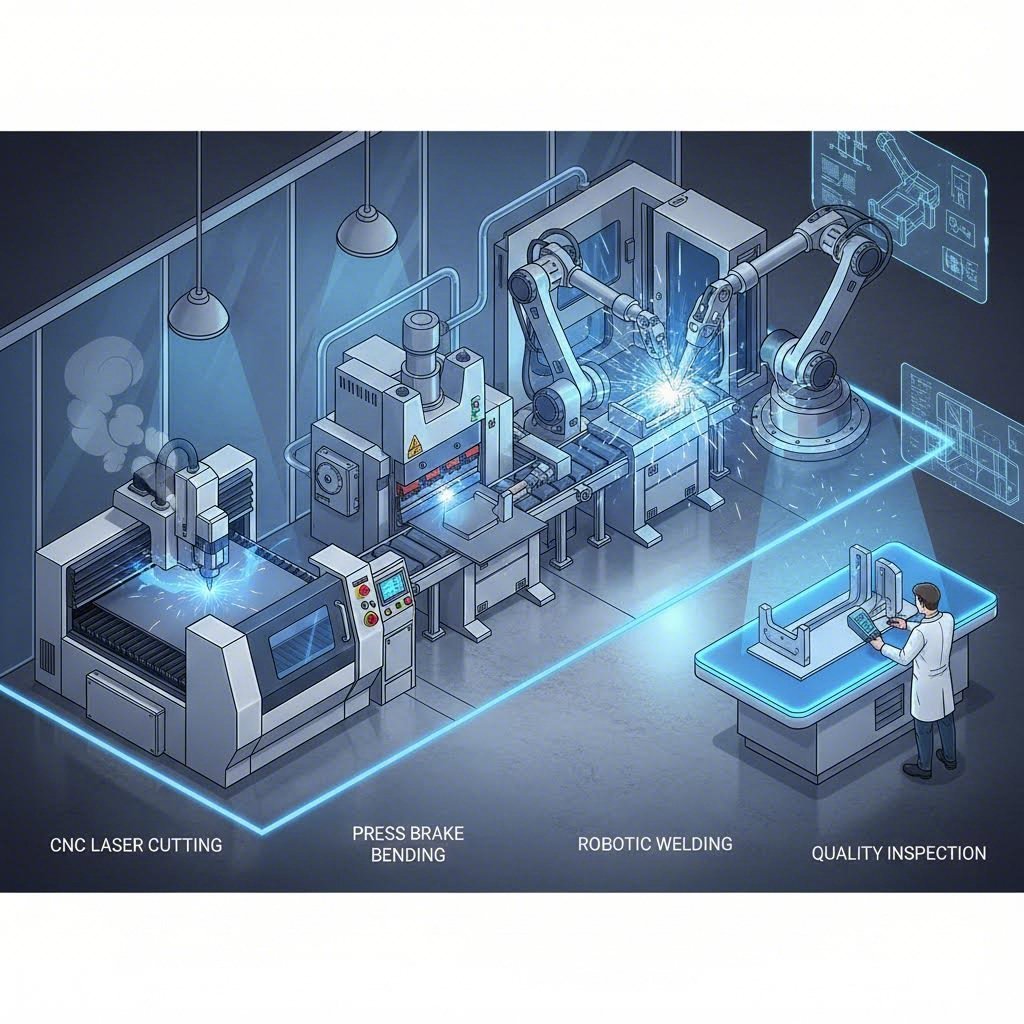
The 金属加工の受託製造プロセス 通常、相互に関連する8つの段階を通じて展開されます。各フェーズの期間はプロジェクトの複雑さや生産量の要件によって異なりますが、ほとんどの金属加工パートナーシップにおいてその順序は一貫しています。
- 設計のレビューと相談 この工程は、あなたが加工業者に製品の仕様を共有した時点で始まります。この段階では、エンジニアがCADファイル、図面、技術要件を検討します。製造プロセスの専門家によれば、これには正確な寸法、材料の種類、強度要件、許容差、およびコストに関する検討事項を明確にすることが含まれます。用途、性能要件、生産量について詳細な打ち合わせが行われることを想定してください。
- 材料の選択: 設計要件に基づき、加工業者は適切な金属および合金を提案します。異なる材料には、強度、耐腐食性、熱的特性といった独自の特性があります。経験豊富な受託金属製造パートナーは、性能要件と予算制約のバランスを取るうえで役立ち、あなたが考慮していなかった代替案を提案することもあります。
- プロトタイピング: 量産に移る前に、テストと評価用の物理モデルが作成されます。プロトタイプ製作において最も一般的な方法はCNC加工であり、高精度、汎用性、短納期を実現します。筐体、パネル、曲げや成形を必要とする部品については、板金によるプロトタイプ製作の方が適している場合があります。この段階により、設計上の欠陥を早期に発見でき、変更コストが最も低くなるタイミングで修正が可能です。
- 金型開発: プロトタイプが承認され次第、製造業者は量産に必要な専用の金型、治具、ダイスを作成します。この投資により、一貫性があり再現性の高い大量生産が可能になります。部品の複雑さは、金型の要件および関連費用に直接影響を与えます。
- 量産生産: 実際の加工が開始されます。切断および成形作業には、レーザー切断、ウォータージェット切断、プラズマ切断、せん断、または円鋸切断などが含まれます。厳しい公差を要する部品は、CNC機械加工により滑らかな表面を実現します。溶接および接合作業によって、複数の部品が完成したコンポーネントとして組み立てられます。
- 品質検査: 生産の全工程を通じて、パートナー企業は部品が所定の仕様および品質基準を満たしていることを検証します。検査技術は、視覚的な点検から高度な非破壊検査方法まで、お客様の業界の要件や部品の重要度に応じて異なります。
- 表面加工: 接合後、金属部品にはしばしばバリ、溶接痕、または酸化物が残り、それらの除去が必要です。仕上げ工程では、研削、研磨、ブラスト処理、または粉体塗装によって外観、機能性、耐久性が向上します。
- 物流および納品: 最終段階には、タイムリーな納品を確実にするための包装、倉庫保管、および出荷が含まれます。信頼できる加工パートナーは、これらの物流を貴社の生産スケジュールおよび在庫要件に合わせて調整します。
製造プロセスにおける重要なチェックポイント
複雑に聞こえますか?しかし、どこに注力すべきかを理解していれば、決して圧倒される必要はありません。プロジェクトの成功を左右するいくつかの重要なチェックポイントがあり、それらのいずれかを見逃すと、本記事で取り上げているような高価なミスにつながる可能性があります。
製造性設計(DFM)は、おそらくこのプロセス全体の中で最も重要なチェックポイントです。DFMの原則は、試作後に問題が明らかになってからではなく、最初期の設計レビュー段階から統合されるべきです。この能動的なアプローチでは、生産上の困難を引き起こしたり、コストを増加させたり、部品の信頼性を低下させたりする可能性のある設計上の特徴を特定するために、設計内容を分析します。
標準工具では加工が難しいほど内部のコーナー半径が小さくなるようにブラケットを設計することを想像してください。DFM分析がなければ、この問題に生産段階まで気づかない可能性があり、高価な専用工具や完全な再設計が必要になるかもしれません。初期段階でDFMを統合すれば、製造業者は設計レビュー中にこの問題を指摘し、機能を損なわずコストの大幅な削減が可能な、わずかに大きな半径を提案できます。
効果的なDFM最適化は、以下のいくつかの重要な領域に対応します:
- 特徴部へのアクセス性: 切削工具および溶接設備がすべての必要な面に到達可能であることを確保する
- 公差の累積: 組立部品間での個々の公差がどのように累積するかを分析する
- 材料の使用効率: スクラップを最小限に抑え、材料費を削減するよう設計を最適化する
- 工程の統合: 可能な限り複数の工程を統合し、取扱いとセットアップ時間を短縮する
金属製造の請負契約においては、加工業者を単なる発注先ではなく、協力パートナーとして扱うことで最も良好な関係が築かれます。貴社の製品知識と彼らの生産技術が組み合わさることで、どちらか一方だけでは達成できないほど性能が向上し、コストも低減された部品が生まれます。
ワークフローが確立されたら、次に重要な決定事項は、特定の用途に応じた適切な材料の選定です。
OEM金属部品のための材料選定戦略
間違った材料を選択することは、 OEM部品製造プロジェクト の予算を最も速くオーバーする方法の一つです。しかし驚くことに、多くのバイヤーはこの決定を急ぎ、初期費用のみに注目して、材料の選択がその後のすべての工程にどのように影響するかを無視しています。
現実をお伝えします。選択する金属は、部品の性能だけでなく、溶接の複雑さ、仕上げの選択肢、工具の摩耗、さらには輸送コストにも影響を与えます。適切な材料選定戦略とは、製造業者がそれぞれの優先順位に応じて異なる重みを置く6つの主要な要素をバランスさせるものです。
ウルブリッヒ社の冶金専門家によると、合金選定における主な要因には、物理的特性、機械的特性、コスト、耐用年数、加工要件、および表面特性が含まれます。各項目の重要度はプロジェクトごとに異なりますが、いずれも選定判断にあたって考慮されるべきです。
材料をアプリケーション要件に適合させる
特定の金属素材を検討する前に、いくつかの重要な質問をしてみてください。部品は湿気、化学薬品、極端な温度にさらされますか?重量は用途において重要ですか?どのような公差や表面仕上げが必要ですか?これらの答えが、適切な材料の系統へと導いてくれます。
物理的特性は通常、初期選定の要因となります。耐食性が重要な場合は、ステンレス鋼や特定のアルミニウム合金を検討することになるでしょう。高温または低温環境で使用する用途では、ニッケル合金が適している可能性があります。外観が重視される消費者向け製品では、優れた仕上げ処理が可能な材料が優先されることがあります。
機械的特性によってさらに選択肢を絞り込むことができます。引張強さや降伏強さといった強度要件、成形加工における延性の必要性、硬度の仕様など、材料グループ内のどのグレードが適切かに影響を与えます。これらの特性は、圧延や焼鈍などの加工工程によって調整できることが多いため、プロセスを通じてお客様のニーズに合った特性に微調整できる点を覚えておいてください。
鋼材、アルミニウム、特殊金属選定ガイド
金属部品の製造でよく使用される主要な材料カテゴリを分類し、それぞれの適した用途について説明します。
炭素鋼 産業用製造の主力であり続けています。比較的低コストで優れた強度を発揮するため、腐食が主な懸念事項ではない構造用途に最適です。1018のような低炭素鋼は切削加工性に優れ、溶接も容易に行えます。ただし、湿気のある環境では保護コーティングや仕上げ処理が必要です。
ステンレス鋼 腐食抵抗性が重要になる場面で採用されます。OEM用途では300シリーズのグレード、特に304および316が主流です。2,000°Fを超える環境では、酸化抵抗性と高温強度に優れる310ステンレス鋼がRyerson社により推奨されています。溶接を行う場合は、溶接後の粒界腐食に対する耐性を持つ316Lが適しています。
OEMアルミニウム 一般的な金属の中で、最も優れた強度対重量比を実現します。アルミニウム合金の中では、6061は優れた強度、耐食性、切削加工性が求められる構造用途において特に際立っています。一方で、6063アルミニウムは表面仕上げ品質に優れており、外観が重視される建築用途や部品において好まれます。リーソン社の専門家が指摘しているように、強度が必要なら6061を、外観と成形性が重要なら6063を選ぶべきです。
特殊金属 過酷な用途に対しては、特殊金属が登場します。チタンは航空宇宙や医療機器向けに、卓越した強度対重量性能と耐食性を提供します。インコネルおよびその他のニッケル基超合金は、通常の鋼材では破壊されてしまうような極限の温度や腐食環境にも耐えます。
| 材質 | 引張強さ | 相対的な重量 | 耐食性 | 相対的なコスト | 典型的な用途 |
|---|---|---|---|---|---|
| 炭素鋼 (1018) | 高い | 重い | 低く、 | $ | 構造フレーム、ブラケット、機械台座 |
| ステンレス鋼(304) | 高い | 重い | 優れた | $$ | 食品加工、化学装置、医療用機器 |
| ステンレス鋼 (316) | 高い | 重い | 優れた | $$$ | 海洋用途、製薬業界、高腐食環境 |
| アルミニウム(6061-T6) | 中 | ライト | 良好 | $$ | 自動車、航空宇宙構造物、機械 |
| アルミニウム (5052-H32) | 中~低 | ライト | 優れた | $$ | 金属板製エンクロージャー、船舶用部品 |
| チタン (Ti 6Al-4V) | 高い | ライト | 優れた | $$$$ | 航空宇宙、医療インプラント、レーシング |
材料の選択が下流工程に与える影響
材料の選定は孤立した決定ではありません。これはその後のすべての製造工程に波及し、多くのバイヤーを驚かせるような形で品質とコストの両方に影響を及ぼします。
溶接適合性: すべての金属が同じように溶接できるわけではありません。アルミニウムと鋼鉄を直接溶接することは、それぞれの冶金的特性が異なるため不可能です。造船業界や航空宇宙業界では、異種金属を接合するために二金属 переход インサートを使用しています。同じ材料グループ内であっても、特定のグレードの方が溶接が容易であり、これが作業時間や欠陥発生率に影響を与えます。
表面仕上げオプション: 素材によって対応可能な仕上げ処理が異なります。アルミニウムは、ミル仕上げ、ブラシ仕上げ、または陽極酸化処理(アノダイズド)を受けられ、外観と耐腐食性の両方を向上させることができます。鋼鉄は保護のために塗装や粉体塗装が必要なことが一般的です。仕上げ要件を最初に明確に理解しておくことで、素材選定を絞り込むことができます。
切削加工および工具摩耗: 硬い素材ほど工具の摩耗が早くなり、長期的に生産コストが上昇します。合金の中には機械加工が容易なものもあり、サイクルタイムや表面品質に影響を与えます。公差を指定する際は、加工が難しい素材に対して厳しい公差を要求すると、コストが大幅に増加することを忘れないでください。
結論として、素材選定とは単に金属そのものについての判断ではありません。その選択がOEM部品の製造プロセスにおけるすべての工程にどのように影響を与えるかを理解することが重要です。材料の選定段階でこうした後工程への影響を評価できる加工業者と連携することで、回避可能なコストが確定してしまう前に最適な判断ができます。
材料を選定した後、次に同様に重要な検討事項は、お客様の業界が求める品質認証および検査基準を製造パートナーが確実に遵守しているか確認することです。

品質認証と検査基準の解説
最適な材料を選択し、設計も最終確定しました。しかし、実際に製造されるOEM部品が、貴社の用途が求める品質基準を満たすかどうかをどうやって確認すればよいでしょうか?このような場面で、信頼できるパートナーとリスクの高いパートナーを分けるのが、認証の有無や検査プロトコルです。
多くのバイヤーが見落としてしまう点があります。認証とは壁に掲げられたプレート以上の意味を持ちます。それは文書化された手順、訓練を受けたスタッフ、第三者機関による監査を通じて、製造業者が約束した品質を一貫して提供していることを証明する、検証済みの品質管理システムを表しているのです。各認証が実際に意味する内容を理解することで、潜在的なパートナーをより効果的に評価できます。
金属加工における業界認証の解説
金属製造施設に入れば、さまざまな認証のロゴが目立つ場所に掲示されていることに気づくでしょう。しかし、これらの頭文字は何を実際に保証しているのでしょうか?契約金属製品サプライヤーを評価する際に頻繁に遭遇する主な認証について、一つずつ解説していきます。
ISO 9001:2015 は、ほとんどの品質管理システムの基盤となっています。 according to 業界認証の専門家 によると、この国際的に認められた規格では、組織が適切かつ有効な品質管理システムを定義し、遵守することを求めています。また、改善すべき分野を特定することも要求されています。これは、製造業者が体系的な品質管理体制を確立していることを示す最低限の認証だと考えてください。
AWS 認証 (米国溶接協会)は溶接品質に特化して焦点を当てています。この認証は、加工業者が業界標準に従って高品質な鋼の溶接を実施する能力を持つことの証明です。認証プロセスには、AWS認定教育者によって実施される筆記試験および実技溶接試験の両方に合格することが含まれます。多くの企業はAWS認定を受けた加工業者とのみ取引を行うため、溶接組立を含む金属加工契約においてこの資格は不可欠です。
AISC認証 (米国鉄骨建設協会)は、鉄骨加工業者が人的資源、組織体制、経験、能力および構造用鋼材に関する厳しい品質基準を満たすための取り組みを有していることを第三者機関が検証するものです。認証の専門家らが指摘しているように、AISC認証は米国内で一貫して、有能で信頼できる鉄骨加工業者の印として認識されています。
AS9100D 品質要求を航空宇宙レベルの厳格さにまで高めます。この認証はISO 9001に基づいていますが、トレーサビリティの強化、構成管理、リスクベースの思考など、航空宇宙業界特有の追加要件を含んでいます。部品が航空機や宇宙用途に使用される場合、この認証は必須です。
IATF 16949 自動車業界の品質基準を表しています。基本的な品質マネジメントを超えて、欠陥の予防、変動の低減、およびサプライチェーンにおける無駄の排除を重視します。自動車メーカー(OEM)は通常、Tierサプライヤーに対してこの認証を要求します。
ISO 13485:2016 医療機器の製造を規制しています。NSFの 規制の専門家によると 、この規格は医療機器の安全性と有効性を確保するために、規制へのコンプライアンスとリスクマネジメントを重視しています。これは欧州連合、カナダ、日本、オーストラリア、そして米国においても広く求められる医療機器規制への適合の基盤となります。
業界セクター別の認証要件
特定の用途においてどの認証が重要ですか? 業界の要件は大きく異なり、適切な資格を有しないパートナーを選定すると、プロジェクトが完全に中断する可能性があります。
- 自動車セクター: IATF 16949 認証は、通常、直接サプライヤーにとって必須です。ISO 9001 は下位層のサプライヤーにとっては十分である場合がありますが、自動車OEM各社はサプライチェーンの下流へと認証要件をますます押し広げています。溶接アセンブリを含むシャシーおよび構造部品については、AWS認証が極めて重要になります。
- 航空宇宙分野: AS9100D 認証が最低限求められます。特定の用途に応じて、Nadcap(特殊工程用)などの追加認証が必要となる場合があります。トレーサビリティ要件は、原材料の認証およびロット番号の追跡まで及びます。
- 医療機器セクター: ISO 13485:2016は、製造業者、サプライヤー、サービス提供者にとって不可欠です。NSFが指摘しているように、この規格は設計から生産、設置、サービスに至るまで、品質および安全性のプロセスを確立しています。FDAはその要求事項をISO 13485と整合させており、新しい品質管理システム規制の完全な適用は2026年2月から開始されます。
- 海事分野: ABS(アメリカン・ビューロー・オブ・シッピング)やロイド・レジスターなどの認証機関による船級協会認証は、製造部品が海事安全基準を満たしていることを確認するものです。これらの認証には、定期的な監査および海洋用途に特化した材料のトレーサビリティ要件が含まれます。
- 一般工業用: ISO 9001:2015は堅固な基盤を提供します。鉄筋コンクリート用鋼材の用途ではCRSI(コンクリート補強用鋼材協会)認証が重要であり、品質管理、生産、検査に対する厳格な基準を保証します。
製品を保護する品質管理チェックポイント
認証は枠組みを提供しますが、実際に製造されたOEM部品が仕様を満たしているかどうかは、現場での対応によって決まります。効果的な品質管理には、生産工程の戦略的ポイントで複数の検査方法を適用することが含まれます。
寸法確認 完成した部品が設計仕様と一致していることを確認します。これは、ノギスやマイクロメータによる手動測定から、複雑な幾何学形状に対応する高度な三次元測定機(CMM)まで幅広く行われます。重要な寸法については100%検査を行い、それほど重要でない特徴は統計的サンプリング計画に従って検査されます。
材料試験 指定した金属素材が実際に納入されたものであるかを検証します。これには合金組成を確認するための化学分析、引張強さおよび硬度の機械的試験、そして原板メーカーまで遡れる証明書の確認が含まれます。重要な用途では、独立した第三者機関による試験がさらなる保証を提供します。
溶接検査 重要度に応じて複数の技術を採用しています。目視検査は表面の欠陥を発見し、超音波検査、放射線検査、磁粉検査などの非破壊検査法は目に見えない内部の欠陥を明らかにします。AWS認定検査員が、このプロセスに標準化された評価基準を提供します。
表面仕上げ分析 部品が外観的および機能的要求を満たしていることを保証します。表面粗さはプロフィロメーターで定量的に測定され、一方で外観基準により、コーティングの厚さ、色の一貫性、外観が確認されます。陽極酸化処理またはメッキ処理された部品については、付着力試験によって仕上げの耐久性が確認されます。
公差基準の理解
公差仕様は部品の性能と製造コストの両方に直接影響します。厳しい公差はより高精度な設備、遅い加工速度、および追加の検査を必要とし、すべてがコストを増加させます。業界標準の公差を理解することで、過剰設計せずに適切に仕様を設定できます。
一般的な機械加工の公差は、大多数の商業用途で通常±0.005インチ以内に収まります。高精度を要する用途では、±0.001インチまたはそれ以下の厳しい公差が求められる場合があります。板金加工においては、成形寸法の一般的な公差は±0.015インチですが、これは材料の板厚や曲げの複雑さによって変動します。
重要なのは、公差を機能的要件に適切に合わせることです。自問してみてください:この特徴(形状・寸法)がその機能を果たすために実際に必要な公差はどれか?非重要部品に不要に厳しい公差を指定しても、製品性能の向上にはつながらず、費用の無駄になります。
品質重視の加工業者は、製造性設計(DFM)レビューの際に、公差仕様の最適化を支援してくれます。どの寸法が実際に厳密な管理を必要とするのか、またどの寸法であれば標準的な製造公差で許容できるのかを特定し、性能要件と生産コストのバランスを取ることができます。
品質フレームワークが理解されたところで、次の検討事項は、これらの基準が、それぞれ独自の製造ニーズとコンプライアンス要件を持つ特定の業界セクターにどのように異なる形で適用されるかということです。

業界別OEM金属加工要件
多くの調達チームを悩ませる質問があります。「同じ種類のブラケットでも、自動車・航空機・医療機器のいずれに使用されるかによって、なぜ大きく価格が異なるのか?」その答えは、受託製造における金属加工パートナーが各プロジェクトにどうアプローチするかを根本的に変える、業界固有の要件にあります。
すべての業界には独自の要求事項があります。これらの違いは、単に厳しい公差を満たすことや追加の認証を取得すること以上の範囲に及びます。素材選定、文書要件、試験手順、さらには製造業者が生産フロアをどのように組織しているかまで影響します。こうした相違点を理解することで、特定の用途に適した钣金加工の契約製造業者を選定し、高価な不一致を回避できます。
自動車業界の要求およびコンプライアンス要件
自動車用のシャーシ部品、サスペンションブラケット、または構造アセンブリを製造する場合、大量生産、一貫性、コスト効率が最も重要となる世界に入ります。自動車OEM各社はIATF 16949認証を必須条件として要求しますが、それだけでは始まりにすぎません。
自動車業界は、他の大半の産業を上回る生産量の中で極めて限られた利益率で運営されています。OEM向けの板金加工パートナーには、数千個の同一部品に対して統計的工程管理を維持しつつ、大量生産に対応できる能力が求められます。据 受託製造の専門家 によると、業界特有の専門知識により、プロジェクトの立ち上げが迅速になり、開発期間が短縮され、規制への準拠が可能になるため、自動車の投入スケジュールがますます短縮される現在において極めて重要です。
一般的な自動車部品には以下のようなものがあります:
- シャーシおよびフレーム部品: 高剛性対重量比が要求される構造用ブラケット、クロスメンバー、マウントプレート
- サスペンション部品: 正確な寸法管理が求められるコントロールアーム、ストラットマウント、スプリングシート
- ボディ構造部品: 補強材、ピラー、衝突構造など、材料の一貫性が安全性評価に影響を与える部品
- パワートレインブラケット: 振動耐性と熱安定性が求められるエンジンマウントおよびトランスミッションサポート
自動車業界のリードタイムは、多くの場合ジャストインタイム納入モデルに従っているため、加工業者には強固な物流能力と生産スケジュールを迅速に調整できる柔軟性が求められます。納期を逃すと、アセンブリラインが停止する可能性があり、これは取引関係を一瞬で破壊する事態につながります。
航空宇宙:精度とトレーサビリティが交わる世界
航空宇宙分野の製造に踏み込めば、ルールは劇的に変化します。ここでは1グラムごとに意味があり、文書記録の要求は指数関数的に増大し、品質は単に重要というだけでなく、まさに生死を分ける要素となります。
航空宇宙用構造アセンブリは、高度での-65°Fからエンジン周辺の300°Fまでの極端な温度変動、継続的な振動、そして何百万回にも及ぶ応力サイクルといった過酷な使用環境にさらされます。チタン合金、高強度アルミニウム、特殊鋼などの材料が主流であり、それぞれに特定の加工技術が必要とされますが、一般の加工業者はこうした専門知識を十分に備えていないことがよくあります。
AS9100D認証は必須となるが、航空宇宙分野の大手企業は独自にサプライヤー監査を実施することもあり、溶接、熱処理、非破壊検査などの特殊工程ではNadcap認定を要求する場合もある。トレーサビリティに関する要件だけでも、航空宇宙業界は他の産業分野と明確に区別される。すべての原材料は元の製造所証明書まで遡ることができなければならず、その文書は部品の使用期間中、常に付随して追跡される必要がある。
生産数量は少ない傾向にあるが、部品単価は著しく高くなる。毎月5万台の自動車用ブラケットを生産することに慣れている加工業者でも、各ユニットに膨大な文書パッケージを必要とする200個の複雑なアセンブリの航空宇宙向け注文に対応するのは難しいかもしれない。
医療機器の加工:滅菌性と精密さの両立
医療経験のない加工業者にとって、医療機器製造には予期せぬ要求事項が伴う。医療用加工の専門家によれば、たとえ最も小さな誤差であっても患者の健康と安全に重大な影響を及ぼす可能性があるため、高精度な加工は必須である。
生体適合性は、患者に接触する部品において最優先される要件である。この要件により、人体組織との接触に対して安全性が実証された特定グレードのステンレス鋼、チタン、その他の合金が材料選定の対象となる。表面仕上げも極めて重要であり、粗い表面は細菌の増殖を促進したり、組織の刺激を引き起こす可能性がある。
主な医療用製品の加工要件は以下の通りです:
- 耐腐食性: 装置は頻繁に厳しい化学薬品や高温を用いて滅菌される
- 表面仕上げ基準: 流体接触面では、Ra値が多くの場合32マイクロインチ未満に規定される
- 完全な材料トレーサビリティ: 原材料から完成品に至るまでの完全な文書記録
- 清浄な製造環境: 一部の部品は制御された環境下での加工を必要とする
ISO 13485:2016 認証は医療機器の製造における品質システムを規定しています。医療用製品の製造専門家によれば、精密板金部品を製造する際には、経験と専門知識、最新技術を組み合わせることで、生産されるすべての部品に対して品質、安全性、性能を確実に確保しなければなりません。
電子機器エンクロージャー:EMIシールドおよび熱管理
電子機器の製造には、電磁両立性や熱性能を中心とした独自の専門的要件があります。精密エンクロージャーは、放熱を適切に管理しつつ、センシティブな部品を保護しなければならず、この難しいバランスが材料選定や設計の複雑さに影響を与えます。
電子機器用途では、公差が大幅に厳しくなります。EMIシールドの効果を維持するためにはパネルギャップの一貫性が必須であり、部品の正確な位置合わせを確実にするために取り付け部の精度も必要です。アルミニウムは優れた熱伝導性、軽量性、および自然なEMIシールド特性を持つため、この分野で主流となっています。
表面処理の要件には、接合面間での電気的連続性を維持する導電性コーティングや処理が含まれることが多いです。消費者向け製品の装飾仕上げとは異なり、電子機器の仕上げは製品性能に影響を与える機能的な目的を持っています。
業界が加工仕様を決定する方法
異なる業界に特化した4つの異なる加工業者に同じ図面を送ったと想像してみてください。それぞれから、大きく異なる見積もり、納期、能力評価が返ってくるでしょう。以下の表は、こうした差異が生じる理由を示しています。
| 要件 | 自動車 | 航空宇宙 | 医療 | 電子機器 |
|---|---|---|---|---|
| 典型的な公差 | ±0.010" 標準 | ±0.005" またはそれ以下 | ±0.005" が一般的 | 重要な適合部は ±0.005" |
| 必要な認証 | IATF 16949、ISO 9001 | AS9100D、NADCAP | ISO 13485、FDA登録 | ISO 9001、UL適合 |
| 一般的な材料 | 高張力鋼、アルミニウム | チタン、アルミニウム合金、インコネル | 316Lステンレス、チタン | アルミニウム、銅、亜鉛めっき鋼板 |
| 生産ボリューム | 大量(10,000個以上) | 低~中程度(50~500個) | 低~中程度(100~5,000個) | 中~高程度(1,000~50,000個) |
| 納期の見込み | 生産期間4~8週間 | 文書作成を含むと12~20週間 | 検証ありの場合、8〜16週間 | 通常、6〜10週間 |
| 文書レベル | PPAPパッケージが必須 | 部品レベルの包括的なトレーサビリティ | デバイスマスターレコード、検証 | 標準検査レポート |
契約製造業者は、専門的なトレーニング、設備投資、品質システムの改修を通じて、それぞれの業界が求める独自の要件に対応するよう自社のプロセスを適応させます。自動車分野での経験が豊富な加工業者は、おそらく統計的プロセス制御ソフトウェア、自動検査システム、および大量生産に求められる一貫性を実現するリーン生産方式に投資しているでしょう。
一方で、航空宇宙分野に特化した事業所では、一般的な工業用途には過剰となるものの、飛行に不可欠な部品にとって必要不可欠な文書管理システム、特殊工程の認証、および検査能力を重視しています。
要点は、プロジェクトを関連業界の経験を持つ加工業者とマッチングすることが、単に紙上の認証取得以上の意味を持つということです。これは、貴社の業界が抱える特定の要求に応えられる体制を整えたパートナーと協力するということです。このような一致により、学習コストが削減され、コンプライアンスに関する予期せぬ問題を回避でき、最終的には高額な再作業や遅延を招くことなく、要件を満たした部品を提供できます。
こうした業界特有の要件を理解することで、パートナー選定時に適切な質問を投げかけることができます。しかし、たとえ適切な業界のマッチングができたとしても、予防的な対応準備が整っていなければ、OEM製造におけるパートナーシップの落とし穴によってプロジェクトが失敗に至る可能性があります。
一般的なOEM製造パートナーシップの落とし穴を避ける
あなたは、優れた認証を持つ業界に特化したファブリケーション業者を正しく選定しました。初期の打ち合わせもスムーズに進み、見積もりも競争力があるように見えました。それなのに、なぜプロジェクトは失敗してしまったのでしょうか?その理由は、認証や技術能力だけでは予測できないパートナーシップのダイナミクスにあります。
現実を見てみましょう:買手とサプライヤーが人間的要素や日々の成功を左右するプロセス上の要素を見落とせば、契約金属製造業者との関係がどれほど適切にマッチしていたとしても失敗する可能性があります。 according to 契約製造の専門家 によると、このようなパートナーシップでの成功には、明確なコミュニケーション、製造業者への十分な調査、強固なパートナーシップの構築といったベストプラクティスの遵守が不可欠です。ここでは、最も深刻な過ち5つと、それぞれがあなたの予算を圧迫する前に回避する方法について検討します。
ファブリケーションプロジェクトを阻害する5つのパートナーシップ上の落とし穴
これらの課題は、静かな水面の下にある見えない岩だと考えてください。プロジェクトが座礁するまで、それらは姿を現しません。早期にそれらを認識すれば、完全に回避する機会を得ることができます。
- 不明確な仕様による手直し作業: あいまいな図面、不完全な公差表記、または曖昧な材質要件があると、加工業者が想定で埋めることになる解釈のギャップが生じます。その想定があなたの期待と一致しない場合、高価な手直しが発生します。これを防ぐには、詳細な設計文書を作成し、正式な設計レビュー手続きを行うことが必要です。業界の専門家が指摘しているように、要件を明確に定義するには、使用材料、設計、性能基準など、製造される製品の仕様を明確に示すことが含まれます。重要な特徴について加工業者がその解釈を文書化し、生産開始前にあなたが書面で承認するよう依頼してください。
- 生産中のコミュニケーションの断絶: プロジェクトが計画通りに進行することはめったにありません。材料の遅延、設備の問題、設計の明確化が必要になることが生産の過程で頻繁に発生します。コミュニケーションチャネルが機能しない場合、小さな問題が重大なトラブルへとエスカレートする可能性があります。その解決策は、定期的な状況報告会議、指定された連絡担当者、明確な問題上申手順、および定義された対応時間枠を含む堅牢なコミュニケーションチャネルを確立することです。重要なフェーズでは毎日の調整が必要な場合でも、週1回のメールでの更新で十分だと想定しないでください。
- ロット間の品質の不均一性: 最初の生産ロットは仕様を完全に満たしていました。3回目のロットでは寸法のドリフトが発生しました。5回目のロットでは表面仕上げのばらつきが見られました。ロット間の不一貫性は信頼を損ない、後工程での組立問題を引き起こします。明確な品質基準を事前に定め、すべてのサプライヤーがその基準を理解し遵守するよう徹底することで、こうした問題を防止してください。品質認証の提出を求め、工程評価のため現地訪問を検討し、定期的な品質監査を実施して、問題を早期に発見しましょう。
- 知的財産に関する懸念: 独自の設計は大きな投資を伴います。契約製造業者とそれらを共有することは、特に競合他社にサービスを提供する米国拠点のOEMメーカー、あるいは異なる法的枠組みで運営されている海外パートナーとの間では、本質的なリスクを伴います。これらのリスクを防護するには、契約における機密保持条項の設定、独自情報の使用状況の定期的な監視、および製造委託先の顧客基盤をコミットメント前に慎重に評価することが必要です。一部のバイヤーは製造を分類し、最も機微を要する部品は信頼できるパートナーにのみ任せ、重要度が低いアイテムについてはより広範に外注しています。
- 需要の急増時の生産能力の制約: 製品の投入が予想を上回った場合や、大口顧客からの注文が予期せず急増した場合があります。突然、あなたの外注業者が生産ペースについていけなくなります。このような生産能力の逼迫は、特に生産の柔軟性に欠ける米国の小規模金属加工ショップで、バイヤーが予想するよりも頻繁に発生します。これを未然に防ぐには、パートナー選定時にあらかじめ生産能力の計画について協議することが重要です。相手の現在の稼働率、シフト追加の可能性、および余剰生産を請け負う協力会社との関係を理解しておきましょう。需要の変動に対応できるように、フレキシビリティ条項付きの数量コミットメントを契約に盛り込むことで、双方を保護できます。
スムーズなOEM関係のための予防的戦略
落とし穴を避けるには気づくだけではなく、体系的な予防策が不可欠です。最も成功しているパートナーシップでは、問題が発生する前に明確な枠組みを設けており、事後対応ではありません。
紛争を防止するための文書化: すべての仮定、口頭での合意、設計に関する明確化事項は、文書化されるべきです。承認済み図面(リビジョン管理付き)、代替材料の可否を明記した材質仕様、検査基準およびサンプリング計画、包装・出荷要件、責任者名を含むエスカレーション手順などを含むプロジェクト文書パッケージを作成してください。この文書は問題が生じた際の参照資料となり、「あなたがそう意味したと思っていた」という会話によるプロジェクト遅延や関係性の損なわれることを防ぎます。
早期に問題を発見する承認フロー: 重要なプロジェクトマイルストーンごとに正式な承認ゲートを設けます。金型製作開始前に最終設計を承認し、量産開始前にファーストアーティクルサンプルを承認します。出荷前には検査報告書が受入基準を満たしていることを確認します。各ゲートは、修正コストが最も低くなる段階で問題を発見するための機会となります。
責任の所在を明確にするパフォーマンス指標: 受託製造のベストプラクティスが示すように、パフォーマンス指標を設定することで契約の成功度を測定できます。納期遵守率、一回合格率、問い合わせに対する対応時間、見積りとのコスト差異などを追跡することを検討してください。これらの指標は定期的に製造業者とレビューし、単に責任の所在を明らかにするのではなく、改善機会を特定するためのデータとして活用しましょう。
契約前のパートナー評価
協力関係の落とし穴を回避する最善の方法は何でしょうか? それは、最初から低リスクな特徴を持つパートナーを選ぶことです。 according to サプライヤー評価の専門家 によると、サプライヤーの事前審査は非常に重要なステップであり、各サプライヤーの潜在的リスクを測定・分析し、その能力を監視するとともに、サプライチェーンの改善策を探るのに役立ちます。
パートナーシップを最終決定する前に、以下の重要項目を調査してください:
- 顧客リファレンス: 彼らの現在の顧客は誰ですか?どのくらいの期間、取引が続いていますか?問題に遭遇したことはありますか?その問題はどのように解決されましたか?
- 生産能力と成長可能性: 彼らはあなたのためにどれだけの量を生産できますか?あなたの成長に合わせてスケールアップできますか?どのようなリソースの追加を検討していますか?
- 通信システム: 評価期間中、彼らのコミュニケーションはどの程度円滑ですか?タイムリーで正確な情報共有を促進するための仕組みやプロセスはありますか?
- 品質インフラ: どのような品質システム、規格、または認証が導入されていますか?内部監査は実施していますか?不適合品はどのように対応しますか?
既存のサプライヤーについても定期的に再認定を行う必要があることを忘れないでください。これは標準的な慣行とし、頻度は彼らが製造する部品の重要度および全体的な取引実績に応じて決定してください。
これらのパートナーシップの基本を確立することで、加工プロジェクトを成功に導くための基盤が整います。しかし、適切なパートナーを選定し、堅固なプロセスを整えたとしても、OEM加工における実際の原価構成要素を理解することは、現実的な予算計画を立て、成功しそうなプロジェクトが財務上の予期せぬ問題で頓挫することを防ぐために不可欠です。
OEMプロジェクトのコスト要因と予算計画
なぜ同じ部品でも、ある加工業者は1個15ドルで見積もりを行い、別の業者は45ドルもの価格を提示するのでしょうか?OEM加工の価格設定を理解するには、最終的な金額そのものではなく、そのコストを実際に生み出している要素に着目する必要があります。このような知識がなければ、交渉や予算計画において事実上見通しを失った状態で進めることになります。
ほとんどのバイヤーが気づいていないのは、見積もりに記載された価格は複雑なコスト構成の一部にすぎないという事実です。材料費、治具投資、生産数量、仕上げ要件、品質検査、物流など、すべてがあなたのプロジェクト総費用に影響を与えます。それぞれの要素を詳しく見ていきましょう。現実的な計画を立てて、真にコスト削減できるポイントを特定できます。
OEM加工における本当のコスト要因を理解する
金属加工のコスト要因を玉ねぎの層のように考えてください。各層が最終価格に加算され、それらを理解することで、どこで最適化すべきかを的確に判断できるようになります。
材料費用 原材料は通常、部品の総コストの30〜50%を占めます。板金加工の専門家によると、適切な材料を選ぶことが重要であり、これはコストと性能の両方に直接影響します。アルミニウムは軟鋼よりも1キログラムあたりの価格が高くなりますが、下流工程の処理コストを削減できる可能性があります。ステンレス鋼は腐食防止性能を持ち、コーティング費用を不要にできます。重要なのは、単なる原材料価格ではなく、ライフサイクル全体のコストを評価することです。
治具への投資: ここが多くのプロジェクトで予算超過を経験するポイントです。カスタムダイス、治具、金型は、生産数量にわたって償却しなければならない大きな初期投資を必要とします。その 製造業のアナリストが指摘するように 、板金製造における最大のコスト要因は、治具・金型の償却です。大量生産には高価なダイスが必要となるため、実際の節約効果は、これらのコストが大量の生産数量に分散された場合にのみ現れます。
生産数量の影響: 量産は単価の経済構造を根本的に変化させます。100個でも10,000個でも部品を発注する場合、セットアップ時間、プログラミング、品質文書作成といった固定費は変わりません。大量生産ではこれらの固定費がより多くの単位に分散されるため、1個あたりの価格が大幅に低下します。生産用金型の導入が経済的になる分岐点は、素材や複雑さによって異なりますが、通常は数十個から数百個の範囲で発生します。
仕上げの要件: 表面処理はコストと時間をともに増加させます。粉体塗装、陽極酸化処理、めっき、特殊仕上げなどはそれぞれ異なる価格と処理期間を伴います。表面仕上げの要求精度を厳しく指定すると、機械加工時間と検査の複雑さが増します。
品質試験: 検査の深さはコストに直接影響します。統計的サンプリングは100%検査よりもコストが低く抑えられます。標準的な寸法検査は非破壊検査よりも安価です。業界の要件や部品の重要度によって最低限必要なテストレベルが決まりますが、非重要部位に過剰な品質検査を規定しても予算の無駄になり、成果の改善にはつながりません。
物流: 包装、倉庫保管、および輸送は、最終的な到着地コスト(ランデッドコスト)を構成する要素です。生産遅延を挽回するために急ぎ出荷を行うと、部品コストに簡単に15〜25%の追加費用が発生します。現実的なリードタイムを計画することで、こうしたプレミアム料金を回避できます。
試作から量産に至るまでの予算計画
試作段階の価格に基づいてプロジェクトの見積もりを行い、その後、量産時の単価が実際に60%も低いことに気づくことを想像してみてください。あるいは、より悪いケースとして、パイロット生産でさえ量産経済が適用されると仮定し、結果として予算が吹き飛んでしまうことがあります。コストが試作からフル量産に至るまでどのように変化するかを理解していれば、このような両方の状況を防ぐことができます。
ラピッドプロトタイピングと量産は、根本的に異なる経済モデルに基づいて運営されています。プロトタイピングは金型費用を回避できるため、小ロットではコスト効率が高くなります。CNC加工、レーザー切断、手作業での成形などにより、専用の金型投資なしに機能的な部品を製造できます。しかし、柔軟性に対して支払っているため、1個あたりのコストは比較的高めのままです。
量産ではこの関係が逆転します。50個の部品にとっては高額に思えた金型投資も、5万個の生産台数に分散すればごくわずかになります。自動化工程により、1個あたりの労働時間単価が削減されます。また、大量購入による材料調達では、プロトタイプ向けの数量では得られない価格優待が受けられます。
多くの企業はハイブリッドなアプローチを採用しています。設計検証のためにまずラピッドプロトタイピングを開始し、中間的な生産数量にはソフトツールやブリッジツールを使用し、需要と設計の安定性が高まるにつれて本格的な量産用金型への投資を行います。このような段階的なアプローチにより、各フェーズでリスクを管理しつつコスト最適化を図ります。
実際に効果のあるコスト最適化戦略
提示された見積もりをそのまま受け入れる必要はありません。戦略的な調達担当者は、いくつかの実証済みのアプローチを通じて加工コストを積極的に削減しています。
- DFM最適化: 製造性設計(DFM)分析により、設計に潜むコスト要因を特定できます。据え 加工コストの専門家 によると、設計を簡素化することでコストを大幅に削減できます。過度に複雑な切断や不必要な溶接、多大な労力と時間を要する細かいディテールは避けたほうが、最終的なコストに直接的に良い影響を与えます。標準サイズの材料を使用すれば、無駄とコストの両方をさらに削減できます。
- 材料代替分析: 指定された材料が本当に用途に合っているかを検討してください。ステンレス鋼は優れた耐食性を提供しますが、環境への露出が限られている軽量用途ではアルミニウムの方が費用対効果が高い場合があります。加工業者は、性能要件を満たしつつコストを低く抑える代替材料を提案できるはずです。
- 数量契約: 年間取引量を予定されたリリースとともに約束することで、スポット購入よりも優れた価格条件を得られます。将来の需要が可視化されることで、加工業者は材料調達を最適化し、生産を効率的にスケジューリングして、単位当たりのオーバーヘッドを削減できます。
- 工程の統合: 工程間での部品の取り扱い回数を減らすことで、時間とコストを節約できます。溶接アセンブリを単一の成形品にできないでしょうか?複数の機械加工工程をより少ない工程に統合することは可能でしょうか?部品が各工程間で移動するたびに、コストが蓄積されます。
- ロット生産: 一点もののカスタム部品を製作するのではなく、ロット生産を行うことで、セットアップ時間の短縮と作業効率の向上により大幅なコスト削減が可能となり、品質の一貫性も維持できます。
納期に関する検討および急ぎ注文の価格設定
加工においては文字通り「時間はお金」です。標準納期を短縮する急ぎ注文は、緊急度や設備の稼働状況に応じて、通常15%から50%のプレミアム料金が発生します。
標準リードタイムが存在するのは、加工業者がお客様の仕事を他の顧客の作業と効率的に順序付けし、材料を調達し、設備をスケジューリングする必要があるためです。順番を飛び越えるには、残業手当の発生する労働力や材料の急送、そして他の予定済み作業の差し替えが必要となり、これらすべてに実際のコストが発生し、その費用は最終的にお客様に転嫁されます。
より賢明なアプローチとは? 製品開発スケジュールに現実的な納期を組み込むことで、製造のニーズを事前に計画することです。製造コストの専門家によると、緊急対応のプロジェクトでは、迅速な人件費および材料調達のため、高額な価格設定になることが多いです。事前に計画することで、急ぎ料金を回避でき、より円滑でコスト効率の高い生産が可能になります。
どうしても急ぎの要件が避けられない場合は、早期に加工業者と連絡を取り合ってください。多くの場合、部分的な加速が可能であり、重要な部品だけを迅速に供給しつつ、それほど緊急性の高くないアイテムは標準のスケジュールで進めることができます。このような選択的アプローチは、全面的な急行手配よりもコストがかからず、それでも重要な納期を満たすことができます。
これらのコスト動態を理解することで、現実に基づいた効果的な交渉と予算計画が可能になります。しかし、何がコストを左右するのかを知ることは問題の半分にすぎません。要件に合致し、約束を確実に履行できる加工パートナーを選ぶことが、予算計画が実際にプロジェクト成功につながるかどうかを決定します。
適切なOEM金属加工パートナーの選定
コストや品質基準、業界の要件について十分に調査しました。次に、これまでの準備が報われるかどうかを決める重要な意思決定が待っています。それは、正しいOEM金属加工パートナーを選ぶということです。この選択は単なるサプライヤー選びを超えており、製品の品質、納期の信頼性、そして将来にわたる利益に影響を与えるOEM製造パートナーシップそのものなのです。
では、この記事で取り上げたすべての内容を実際の金属加工ベンダー選定プロセスにどうやって変換すればよいでしょうか?鍵は、複数の観点にわたる体系的な評価を行い、適切な質問をし、優れたパートナーとそれなりのパートナーを分ける特徴を認識することにあります。
要件に対するOEM加工パートナーの評価
金属加工サプライヤーを選定する際には、価格だけに注目する誘惑に抵抗してください。GMI Solutionsの 契約製造の専門家によると 、受託製造業者の評価においては、提示されたコスト以上の実用的な問いが生じます。提示された作業費用はすべて含まれているのか、それとも追加料金やその他のオプションが発生するのか?効率性、品質、一貫性を保証するためのプロセスは何か?専任の連絡担当者はいるのか、また、どのようなレベルのコミュニケーションが期待できるのか?
評価では、以下の6つの重要な観点を体系的に検討すべきです:
技術能力: 契約製造業者が提供するサービスや作業の種類を理解することは、パートナーシップの可能性を判断するための基本的な第一歩です。その製造業者は、貴社の部品に必要な特定の設備、工程、専門知識を備えていますか?これには現在の能力だけでなく、将来への準備を示す技術投資に対する取り組みも含まれます。
認証の適合性: 御社の業界要件に合致する認証を持っているか確認してください。IATF 16949認証を持たない自動車サプライヤーは、技術的能力が高くてもコンプライアンス上のリスクを生じます。ISO 13485認証を取得していない医療機器製造業者は、その市場に効果的に対応できません。
プロトタイプ作成スピード: 設計データから実際の試作品が手元に届くまでのスピードはどのくらいですか?5日間での納品などの迅速なプロトタイピング能力は、製品開発サイクルを大幅に短縮し、設計の迅速な反復を可能にします。
生産能力: たとえ契約製造業者がプロジェクトの要件に合致していたとしても、生産体制が整っていなければ意味がありません。彼らの現在の稼働率、スケーリング能力、需要の急増時における量産要件の達成実績を理解してください。
品質システム: 品質認証のロゴマークを超えて、実際に工場現場で品質管理がどのように機能しているかを把握してください。どのような検査方法を採用していますか?不適合品はどのように処理しますか?過去の不良率の傾向はどうですか?
連絡対応の迅速さ: 加工パートナー選定の専門家によると、メーカーは成功にとって極めて重要であるため、適切な加工パートナー選びを真剣に考える必要があります。評価段階での対応の速さは、顧客として得られる通常の対応スピードを示していると考えてよいでしょう。
| 評価基準 | 尋ねるべき質問 | ポジティブなサイン | 赤旗 |
|---|---|---|---|
| 技術的能力 | 自社内で行っているサービスと外部委託しているサービスはそれぞれ何ですか?最近行った設備投資にはどのようなものがありますか? | 包括的な自社内対応能力;継続的な技術投資 | 下請け業者への過度な依存;古くなった設備 |
| 認証との整合性 | 保有している認証はどれですか? 最後の監査はいつでしたか? | 業界に合致する現在有効な認証;明確な監査履歴 | 有効期限が切れた認証;是正措置が行われていない監査上の指摘事項 |
| プロトタイプ作成スピード | 通常のプロトタイプ納期はどのくらいですか? 必要に応じて短縮(エクスペディット)は可能ですか? | 5~7日での迅速なプロトタイピング;柔軟な短縮対応オプション | 数週間かかるプロトタイプ制作期間;短縮対応不可 |
| 生産能力 | 現在の設備稼働率はどのくらいですか? 需要増加に対してどのようにスケーリングしますか? | 余裕のある生産能力;明確な拡張計画;複数シフト対応可能 | ほぼ満杯の稼働状態;成長に関するあいまいな回答 |
| 品質システム | ファーストパス歩留まり率はどのくらいですか? 不適合品はどのように処理しますか? | 文書化された品質指標;体系的な是正措置プロセス | 利用可能な品質データなし;対応型の品質アプローチ |
| コミュニケーション | 私の主な連絡相手は誰になりますか?通常の見積もり返信時間はどれくらいですか? | 専任のプロジェクトマネージャーが担当;12~24時間以内に見積もり返信 | 担当者が都度変わる;数日かかる見積もりの返信 |
| DFMサポート | 製造性設計(DFM)分析を提供していますか?見積もりに含まれていますか? | 標準的な取り組みとして包括的なDFMレビューを実施 | DFMは別途費用が発生するサービス、または提供していない |
| 業界経験 | これまでにどのような類似プロジェクトを完了しましたか?参考事例を提示していただけますか? | 貴社の業界分野で実績あり;参考情報を提示可能 | 関連経験が限定的であり、参考情報の提供に消極的 |
製造業者と契約する前に確認すべき重要な質問
評価チェックリストを超えて、潜在的なOEM金属加工パートナーがあなたのニーズに真に合っているかを明らかにするための特定の質問があります。これらの質問は、単なる表面的な能力以上に、パートナーシップが実際にどのように機能するかを深く掘り下げます。
経験と実績: 受託製造業者は確立されているかもしれませんが、事業年数が必ずしもあなたにとって最適な選択であるとは限りません。あなたの業界への精通や、自社の製品と同様のものを過去に製造した実績が極めて重要です。彼らの専門性を理解し、期待に応える能力を確認するために、ケーススタディや参考情報を求めましょう。
工程の柔軟性: 堅牢で十分に検証されたプロセスは誰にとってもメリットがありますが、受託製造業者は必要に応じて柔軟性を提供できるべきです。自社のサプライヤーを彼らの承認済みベンダー名簿に追加できるでしょうか?自社の内部要件に合わせて作業したり、製品固有のテストプロセスに対応してくれるでしょうか?パートナーの硬直性は、ニーズの変化とともに摩擦を生むことがよくあります。
設計エンジニアリングサポート: 加工パートナーは、コスト効率、効率性、品質の向上のために設計を最適化すべきです。彼らのエンジニアが仕様を洗練できるか、CADデータのどのファイル形式を受け入れているかを確認し、また生産途中での設計変更をどのように扱うかを把握してください。包括的なDFM(設計による製造・アセンブリの容易性)サポートを提供するパートナーは、本記事の前半で取り上げた高価な設計ミスを回避するのに役立ちます。
拡張性と成長性: 製造パートナーは、貴社のビジネス成長に合わせてスケールアップできる存在であるべきです。生産量における柔軟性、将来の成長に対する収容能力、品質を損なうことなく需要増加に対応できるかどうかを確認してください。貴社と共に成長できないパートナーは、事業が成功するにつれてボトルネックとなってしまいます。
財務的安定性: 契約製造業者の破綻によってサプライチェーンに混乱が生じた場合、OEMにとっては生産遅延、品質問題、在庫管理の失敗など、広範で重大なリスクが生じます。特に小規模な製造業者に対しては、財務状況について尋ねることをためらってはいけません。
二次加工: ワンストップのパートナーであれば、生産工程の合理化と納期短縮を実現できます。自社内で粉体塗装、ハードウェア挿入、溶接その他の二次加工サービスを提供しているか確認しましょう。単一のパートナーに作業を一括することで、調整の複雑さが軽減され、コスト削減にもつながることが多いです。
まとめ:理想のパートナーを見つける
本稿で論じられている特徴は、複数の側面にわたり運営上の卓越性を示すパートナー企業に集約されます。特に自動車用途に関しては、IATF 16949認証を有し、迅速なプロトタイピングが可能で、包括的なDFMサポートを提供し、かつ迅速に対応できるコミュニケーション体制を持つ製造業者を見つけることを意味します。
理想的な自動車部品製造のパートナーシップが実際にはどのように見えるかを考えてみてください。 シャオイ (寧波) メタルテクノロジー 当社はこれらの原則を体現しており、5日間での迅速なプロトタイピング、IATF 16949認証取得済みの品質管理システム、シャシー、サスペンション、構造部品に対する12時間での見積もり対応を提供しています。このスピードと認証、およびDFM専門知識の組み合わせこそが、本評価フレームワークがあなたの明確化を支援するパートナーに求められる属性そのものです。
自動車用途の金属プレス部品を調達する場合でも、他の業界向けの精密アセンブリを調達する場合でも、評価プロセスは一貫しています。このフレームワークを体系的に活用し、調査結果を文書化して、営業プレゼンテーションではなく実績に基づいて意思決定を行ってください。
適切なOEM金属加工パートナーとは、単に注文を請け負うだけでなく、製造能力の延長として機能し、貴社の製品とサプライチェーンの回復力を強化する専門知識を提供します。
覚えておいてください:不適切な選定によるコストは、無駄な評価時間以上に広範囲にわたります。再作業、遅延、品質不良の流出、関係管理のオーバーヘッドが時間とともに積み重なり、初期見積もりでは決して明らかにならない形で予算を圧迫します。要件に合致したパートナーを見つけるために最初に十分な労力を投資すれば、信頼性が高く品質重視の生産を通じて、ビジネス成長を支えるパートナーシップがその投資を何倍にも返してくれます。
OEM金属加工に関するよくある質問
1. 金属加工の3つの種類は何ですか?
基本的な金属加工技術には、切断、曲げ、組立の3つがあります。切断は、レーザー、ウォータージェット、またはプラズマ法を用いて金属板を所定の形状に切り出す工程です。曲げは、プレスブレーキや成形機器を使用して角度や曲線を作り出す工程です。組立は、溶接、締結具、または接着剤によって複数の部品を接合する工程です。OEM加工業者は、お客様の特定の部品要件に基づいてこれらの技術を組み合わせ、製造性設計(DFM)分析を通じて各プロセスを最適化し、コスト削減と品質向上を実現します。
2. 金属加工の時間当たりのコストはいくらですか?
金属加工の労働単価は、溶接およびカスタム加工作業の場合、通常1時間あたり70ドルから130ドルの範囲です。ただし、プロジェクトの総コストは労務費以外の複数の要因に依存します。材料費(部品価格の30~50%)、工具投資、生産数量、仕上げの要件、品質検査などが含まれます。大量生産では、金型やセットアップ費用がより多くの部品に分散されるため、単価が大幅に低下します。実際の価格を把握するには、各コスト項目が明細化された詳細な見積もりを請求してください。
3. OEM加工と標準的な金属加工の違いは何ですか?
OEM製造は、お客様が独自に設計した図面に基づいてカスタム部品を製造し、それらを自社ブランドで販売できるようにします。一方、標準的な製造では、どの顧客でも入手可能な汎用的またはカタログ掲載の部品を作成します。OEM提携を定義する3つの主な相違点として、設計の所有権および知的財産権をお客様が保持すること、完成部品のブランド権を保有すること、そして製造業者が既存のサプライチェーンと規模の経済性を通じて生産能力の拡張性を提供するため、設備への資本投資をお客様が行う必要がないことが挙げられます。
4. OEM金属加工業者が持っているべき認証は何ですか?
必要な認証は業界によって異なります。自動車サプライヤーはIATF 16949認証を必要とします。航空宇宙分野の応用ではAS9100Dおよび場合によりNadcap認定が必要です。医療機器の製造にはISO 13485:2016への準拠が求められます。AWS認証は溶接品質を保証し、AISC認証は構造用鋼材に関する能力を確認します。ISO 9001:2015は基本的な品質マネジメント標準として機能します。製造パートナーとの契約に先立ち、常に認証の有効性と監査履歴を確認してください。
5. 適切なOEM金属加工パートナーを選ぶにはどうすればよいですか?
技術的能力が貴社の部品要件に合致しているか、業界の認証基準と一致しているか、設計反復のための迅速なプロトタイピング能力、量産ニーズに対応する生産能力、文書化された指標を備えた品質システム、および連絡対応の迅速性という6つの側面からパートナーを評価してください。同様のプロジェクトからの参照を依頼し、DFM(設計による製造性)サポート能力を評価し、財務的安定性を確認してください。迅速なプロトタイピング、包括的な設計サポート、IATF 16949などの認定を受けた品質システムを提供するパートナーは、優れた運営能力を示しています。