 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

金属切断会社の実態解説:見積もり依頼から完成部品まで

金属切断企業とその製造における役割の理解
プロトタイプ、量産、または特殊プロジェクトなど、カスタム金属部品が必要な場合、どこに頼めばよいでしょうか?その答えは、金属の板材や素材を正確な形状の部品へと変換する専門メーカーである金属切断企業にあります。これらのサービスプロバイダーは、設計アイデアと実用的な部品との間を結ぶ重要な存在です。 正確な形状の部品 。これらのサービスプロバイダーは、設計概念と具体的な機能部品との間に不可欠な橋渡しの役割を果たしています。
金属切断企業が実際に行っていること
金属切断企業とは、金属のワークピースから材料を除去し、所望の形状やサイズを作り出す専門メーカーです。According to Mark Metals によると、金属切断には、切断、せん断、穴あけ、研削、ウォータージェット切断、レーザー切断など、多様な技術が含まれます。しかし、こうした企業が提供するのは単なる切断以上のサービスであることが一般的です。
金属加工会社を、あらゆる製造ニーズに対応するワンストップのパートナーとしてご活用ください。複雑なデザインの高精度レーザー切断から、構造部品向けの大規模産業用ファブリケーションまで、すべてを一手に引き受けます。また、多くの金属切断サービス会社では、二次加工(成形、接合、仕上げ)も提供しており、切断された素材からすぐに使用可能な部品へと仕上げます。
提供されるサービスの範囲は非常に広範です。一部の金属切断会社は、ファイバーレーザーまたはウォータージェットなどの特定技術に特化していますが、他社はレーザー切断、曲げ加工、溶接、仕上げなど、あらゆる工程を一括で対応するフルサービス型ファブリケーターとして運営しています。
- レーザー切断、ウォータージェット切断、プラズマ切断
- CNC曲げおよび成形加工
- 溶接および組立サービス
- 粉体塗装、陽極酸化処理、電気めっきなどの表面仕上げ
- 品質検査および認証書類の発行
あなたが信頼する製造の基盤
なぜこの業界を理解することが重要なのでしょうか?エンジニアとして自動車用ブラケットを設計している場合でも、製品開発者として家電製品の外装を試作している場合でも、または構造部品を調達する請負業者であっても、いずれこれらのメーカーと協力することになるからです。
現代の金属加工サービス企業は、事実上ありとあらゆる産業にサービスを提供しています。Xometryが指摘しているように、航空宇宙、防衛、自動車、エネルギー、産業機械、医療、歯科、および消費財分野などへの支援を日常的に行っています。対応可能な生産規模は、小ロットかつ多品種の試作から、数千乃至数百万個に及ぶ大量生産まで幅広くカバーしています。
これらの企業が提供する効率性は、専門的な設備とノウハウに由来しています。金属切削工具メーカーは、マイクロメートルレベルの精度で切断を行うファイバーレーザー、事実上あらゆる素材を切断可能なウォータージェット、大量生産において一貫した品質を維持する自動化システムなど、高度な機械装置に多額の投資を行っています。このような専門性により、自社内で加工を行う場合と比べて納期の短縮と品質管理の向上が実現できます。
以下のセクションでは、さまざまな切断技術の仕組みや、特定の材料・用途に適した方法、最初の見積もり依頼から完成品の納品までの一連のプロセスの進め方について紹介します。また、金属切削工具メーカーを評価するための実用的な基準や、プロジェクトを成功させるための準備についても学ぶことができます。本ガイドは、金属加工市場において知識を持った賢い購入者になるための包括的な指針としてご活用ください。
金属切断技術および各方法の仕組み
金属切断会社が何を行うのかはご存知でしょうが、ではそれらの会社は鋼鉄、アルミニウム、チタンなどを、いかにしてこれほど高精度に切断しているのでしょうか?その答えは、使用される技術によって全く異なります。各切断方法は根本的に異なる原理に基づいて動作しており、こうした違いを理解することで、自社のプロジェクトに最も適した手法を選択できます。
金属レーザー切断会社およびその他の加工サービス提供事業者と取引する際に遭遇する可能性のある、5つの主要な切断技術について、以下で詳しく解説します。
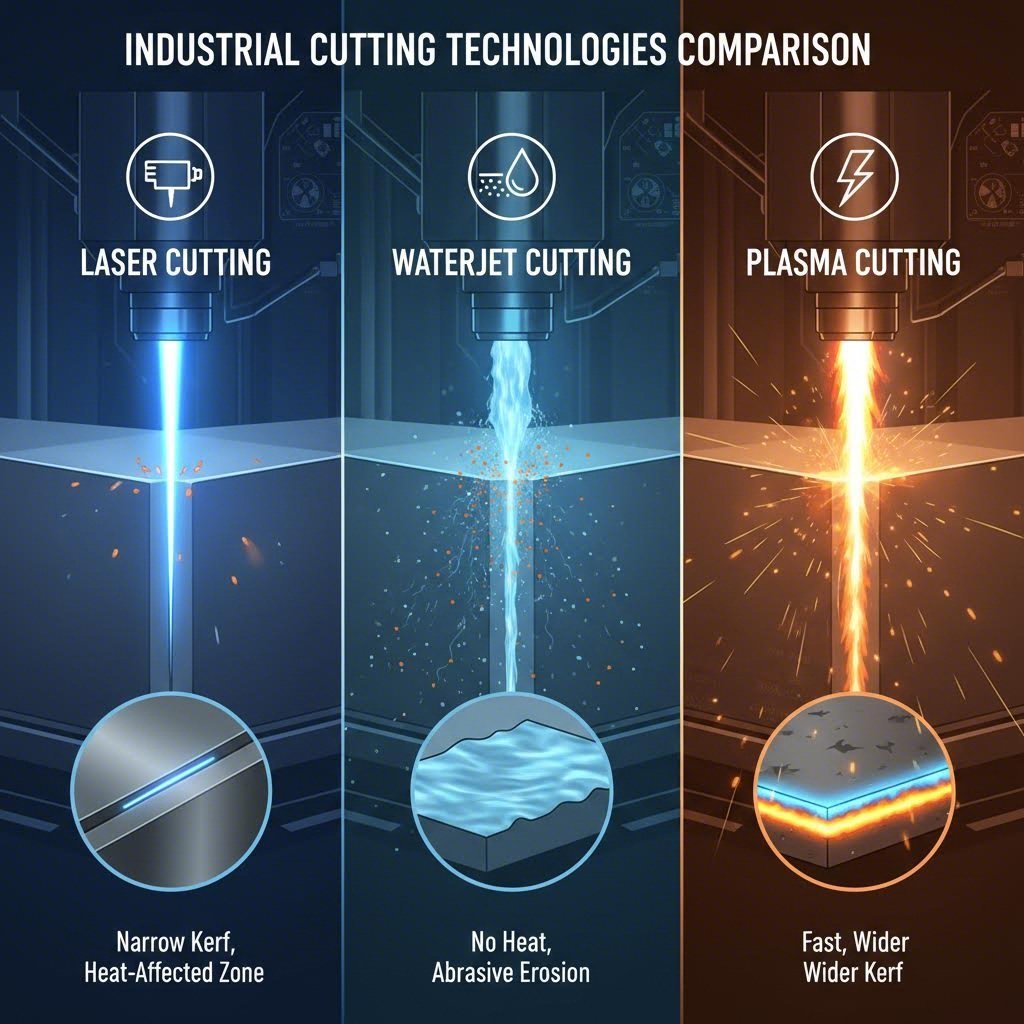
レーザー切断の解説
虫眼鏡で太陽光を一点に集める様子を想像してください——その強度を数千倍に増幅したものが、レーザー切断の基本原理です。非常に集中された光線が、正確に制御されたパスに沿って金属を溶融、燃焼、あるいは気化させるのに十分なエネルギーを供給します。
現在、業界で主流となっているレーザーには2種類あります:ファイバーレーザーとCO2レーザーです。出典: HPC Laser ファイバーレーザー切断機は、イッテルビウムなどの希土類元素でドープされた光ファイバーを用いてレーザー光を生成します。この技術は、鋼鉄、ステンレス鋼、アルミニウム、真鍮、銅、チタンなど、反射性の高い金属の切断に特に優れています。
ファイバーレーザーの利点は非常に魅力的です:
- 極めて高い精度(キーフ幅が極めて小さい)
- 特に薄板材における高速切断
- CO₂レーザー方式と比較して保守管理の負担が少ない
- 優れた エネルギー 効率
- 反射性金属での優れた性能
波長が異なる(10.6マイクロメートル)CO₂レーザーは、アクリルや特定のプラスチックなどの非金属材料の切断において依然として最適な選択肢です。しかし、ファイバーレーザー金属切断機メーカーは、その速度および効率性の優位性により、金属加工用途における市場をほぼ独占しています。
レーザー切断を仕様として指定すべきタイミングはいつでしょうか? 以下のように Wurth Machinery レーザー技術は、細部の表現、精密な穴開け、または薄板のクリーンなエッジ加工が必要な場合に最も優れています。電子機器、医療機器、および精密部品の製造では、わずかな寸法誤差でも機能に支障をきたす可能性があるため、この技術が理想的です。薄板材に対して±0.005インチ(約±0.13 mm)以内の公差を実現するシートメタル用レーザー切断機メーカーが多く存在します。
ウォータージェット vs プラズマ技術
熱が問題となる場合はどうでしょうか?特定の材料は高温にさらされると変形、硬化、あるいはその特性を失うことがあります。このような場合、ウォータージェット切断が最も有効です。
金属用ウォータージェット切断会社は、全く異なるアプローチを採用しています。すなわち、高圧水(通常60,000 PSI以上)にガーネットなどの研磨材を混合した水流で金属を切断する方法です。この方式では熱が発生しないため、熱影響部(HAZ)が完全に排除されます。Zintilon社によれば、アルミニウムやチタンなど熱に敏感な材料においては、熱による歪みが問題となるため、ウォータージェット切断が特に適しています。
ウォータージェット加工の主な利点には以下が含まれます:
- 熱影響部や材料の変形が発生しない
- 金属、石材、ガラス、複合材など、実質的にあらゆる材料を切断可能
- 厚板および重ね切りに優れている
- 切断面が硬化しない
- 廃棄物が極めて少なく、環境に配慮した加工方法
プラズマ切断は、その反対側のスペクトルに位置付けられます。これは、電気アークと圧縮ガスを組み合わせて超高温のプラズマを生成し、導電性金属を溶断する加工技術です。 薄板金属加工企業向けのプラズマ切断 また、大型製造業者も同様に、厚板に対する卓越した加工速度を理由にこの技術を採用しています。
ウルト・マシーン社による試験結果によると、1インチ(約25.4 mm)厚の鋼板をプラズマ切断する場合、その加工速度はウォータージェット切断と比較して約3~4倍速く、1フィートあたりの運転コストはおよそ半分となります。構造用鋼材、重機部品、造船用途などの加工を想定している場合、プラズマ切断は比類ないコスト効率を提供します。
ただし、塗装済み金属のプラズマ切断を行う企業は制約に直面します。このプロセスは電気伝導性のある材料のみで動作し、レーザー切断よりも幅の広いカーフ(切断幅)を生じます。精度が最重要でない厚手の導電性金属の切断においては、プラズマ切断が依然として業界における主力技術です。
機械式切断が適している場合
すべての切断作業がハイテクな解決策を必要とするわけではありません。CNC金属切断企業は、ルーティング、鋸切り(サワイング)、せん断(シアリング)、パンチングなどの機械式手法を、特定の用途に対してしばしば採用しています。
CNCルーティングでは、回転する切削工具を用いて材料を除去します。これはフライス加工と類似した方法であり、柔らかい金属や、特定のエッジ形状や複雑な3次元輪郭を要する用途に適しています。レーザー金属切断機器メーカーは、レーザーが適さない用途に対応するため、自社のレーザー加工能力にルーティングを補完的に導入することがあります。
機械的なせん断およびパンチングは、シンプルな形状の大量生産において、コスト効率に優れています。これらの工程は高速で、セットアップが最小限で済み、薄板金属に対して一貫した結果をもたらします。タレットパンチプレスは毎分数十個の穴を加工でき、特定の作業ではレーザーですらその速度に追いつけないことがあります。
ワイヤーEDM(放電加工)は独特のニッチを占めています。この工程では、細いワイヤーから発生する放電を利用して極めて高い精度で材料を侵食します。Zintilonによると、ワイヤーEDMは高硬度金属や厳密な公差を要する複雑な形状に優れており、金型加工、航空宇宙部品、複雑な機械部品に不可欠です。
| テクノロジー | 最高の材料 | 厚さ範囲 | 精度レベル | 速度特性 |
|---|---|---|---|---|
| ファイバーレーザー | 鋼、ステンレス、アルミニウム、真鍮、銅、チタン | 最大1インチ(出力により異なる) | ±0.005" 程度 | 薄板材料では非常に高速。厚板では速度が低下 |
| CO2レーザー | 金属、アクリル、プラスチック、木材 | 金属の場合最大1インチ | ±0.005" 程度 | 高速;金属ではファイバーに比べやや遅い |
| ウォータージェット | あらゆる素材(金属、石材、ガラス、複合材など) | 材質によって最大12インチ以上 | ±0.003" から ±0.010" | プラズマ/レーザーより遅いが、熱による制限がない |
| 血球 | 導電性金属のみ対応(鋼、アルミニウム、銅) | 26ゲージから6インチ以上まで | ±0.020インチ(典型値) | 厚手の導電性金属において最も高速 |
| Cncルーティング | 柔らかい金属、プラスチック、複合材料 | 材質によって異なる | ±0.005" から ±0.010" | 中程度;3D形状の輪郭加工に適している |
| ワイヤー放電加工 | あらゆる導電性金属(特に焼入鋼) | 最大16インチ(典型値) | ±0.0001インチ(可能) | 低速;速度よりも精度を優先 |
これらの技術を理解することで、製造パートナーとの効果的なコミュニケーションが可能となり、ご要件に最適な切断方法を選定できます。ただし、技術はあくまで方程式の一部にすぎません。切断対象の材料は、最適なアプローチを決定する上で、同様に重要な役割を果たします。
切断方法ごとの材料および板厚対応能力
ご理解いただけたところで 各切断技術がどのように動作するか 、ここでの重要な問いは次のとおりです:ご要望の金属を切断するには、どの方法が最も適しているでしょうか?この問いに対する答えは必ずしも単純ではありません。なぜなら、材料の特性が切断性能に大きく影響を与えるからです。反射率、熱伝導率、硬度、および板厚は、最適な切断手法を決定する上で決定的な役割を果たします。
薄板金属切断会社では、毎日数十種類もの異なる合金を取り扱っています。これらの材料が各種切断技術とどのように相互作用するかを理解することで、適切な加工プロセスを選定でき、プロジェクトの遅延を招く高額なミスを回避できます。
材料と切断手法のマッチングガイド
すべての金属は、切断作業において独自の特性を持ちます。以下では、最も一般的な材料とその理想的な切断手法について詳しく解説します。
ステンレス鋼
ステンレス鋼は耐食性と強度を兼ね備えており、多くの産業分野で好まれています。シート金属のレーザー切断を行う企業は通常、優れた切断エッジ品質と高速性から、厚さ1インチまでのステンレスに対してファイバーレーザー切断を推奨しています。より厚い材料にはコスト効率に優れたプラズマ切断が適しており、熱感受性が問題となる場合は素材特性を保持できるウォータージェット切断が用いられます。
- 最適な方法:ファイバーレーザー(薄板〜中厚板)、プラズマ(厚板)、ウォータージェット(熱に敏感な用途)
- 重要な考慮点:クロム含有量が高いとレーザー切断速度に影響を与える場合がある
アルミニウム
アルミニウムの高い反射率はかつてレーザー切断を困難にしていましたが、現代のファイバーレーザーでは容易に処理できます。据え StarLab CNC によると、アルミ板の切断ではファイバーレーザーが優れており、厚手のアルミニウム板材にはプラズマ切断がよく機能します。材料の完全性が不可欠な航空宇宙用途など、熱影響部を全く許容できない場合には、依然としてウォータージェット切断が最高の選択肢です。
- 最適な方法:ファイバーレーザー(板厚0.5インチまで)、ウォータージェット(熱に敏感な場合)、プラズマ(厚板用)
- 重要な考慮点:熱伝導率が高いため、レーザー切断では高出力設定が必要です
炭素鋼および軟鋼
炭素鋼は、金属切断および加工企業にとって主力の材料です。ほぼすべての技術で良好に切断できるため、主に板厚と必要な精度によって加工方法が決まります。薄板にはレーザー切断が非常に適しており、一方で厚板(1インチを超える)ではプラズマ切断が最も適しています。
- 最適な方法:レーザー(1インチまで)、プラズマ(0.5インチ~6インチ以上)、ウォータージェット(任意の厚さ)
- 重要な考慮点:厚い炭素鋼材に対しては、プラズマ切断が速度とコストの面で最も優れたバランスを提供します
銅と真鍮
これらの高反射性金属は、従来、レーザー装置にとって加工が困難でした。しかし、今日の高出力ファイバーレーザーにより、この課題はほぼ解決されています。ただし、設備へのバックリフレクション(逆反射)による損傷を防ぐため、金属板切断機メーカーは依然として薄板銅の加工には慎重な対応をとっています。ウォータージェット切断は、反射率の問題を全く回避できる信頼性の高い代替手段です。
- 最適な加工方法:ファイバーレーザー(適切な出力設定を要する)、ウォータージェット(すべての板厚で安全)、プラズマ(限定的な適用範囲)
- 重要な検討事項:銅の熱伝導率が非常に高いため、熱が急速に拡散し、加工条件の調整が必要です
特殊合金(チタン、インコネル、工具鋼)
エキゾチック合金を加工する際は、リスクとコストが急速に高まります。板金レーザー切断サービス会社では、水切り(ウォータージェット)加工をチタンやニッケル系超合金に推奨することが多く、これは冷間切断プロセスによって金属組織の特性が維持されるためです。ワイヤー放電加工(Wire EDM)は、焼入れ済み工具鋼を極めて高い精度で加工でき、金型製作などの用途において不可欠な加工法です。
- 最適な加工方法:水切り(材質特性を保持)、ワイヤー放電加工(焼入れ材向け)、ファイバーレーザー(専門的知見を要する)
- 重要な検討事項:多くの特殊合金では、切断後の材質健全性を確認するために、切断後検査(ポストカットテスト)が必要です
金属の種類別 厚さ対応能力
切断方法を選定する際の決定的な要因となることが多いのは、材料の厚さです。以下は、板金切断会社が対応可能な加工能力の一例です:
薄板材(0.125インチ未満)
この範囲ではレーザー切断が主流です。集中したビームにより、最小限のカース幅、狭い公差、そして優れたエッジ品質が実現されます。速度面での利点も顕著で、ファイバーレーザーは20ゲージの鋼板を毎分800インチ以上で切断できる場合があります。ウォータジェットやプラズマでも薄い材料は加工可能ですが、熱影響の回避が特に重要でない限り、経済的に採算が取れることはめったにありません。
中厚材(0.125インチ~0.75インチ)
これは加工方法の選定が目的によって左右される競合領域です。高精度と清浄な切断面が必要ですか?その場合はレーザー切断が適しています。導電性金属において速度とコストを重視しますか?その場合はプラズマ切断が優れています。熱による変形をまったく許容できませんか?その場合はウォータジェットが最適です。Gauer Metal Products社によれば、適切な方法は金属の種類、板厚、およびプロジェクトが要求する精度などの要因によって決まります。
厚板(0.75インチ以上)
材料の厚さが増すにつれて、プラズマ切断とウォータージェット切断が中心的な役割を果たします。プラズマ切断は1インチ(約25.4 mm)の鋼板を分速100インチ以上(約3~4倍)で加工でき、構造物製造、重機械、造船などの生産現場における主力加工法となっています。一方、ウォータージェット切断はさらに厚い材料(一部の装置では12インチ以上)にも対応可能であり、熱影響部(HAZ)が許容できない場合においても不可欠な加工法です。
加工方法の選択は、厚さだけでなく材料の特性によっても大きく左右されます。例えば、0.5インチ(約12.7 mm)のアルミニウム板はファイバーレーザーで美しく切断できますが、同じ厚さの銅板では、反射率による問題を回避するため、ウォータージェットの方が適している場合があります。
これらの材料と加工方法の関係を理解することで、製造パートナーとプロジェクトについて話し合う際により有利な立場に立てます。どの質問をすべきかがわかり、企業からの提案が業界のベストプラクティスに合致しているかどうかを適切に評価できるようになります。次に、最初の見積もり依頼から完成品が貴社のドックに到着するまでの、一連の製造工程について詳しく説明します。
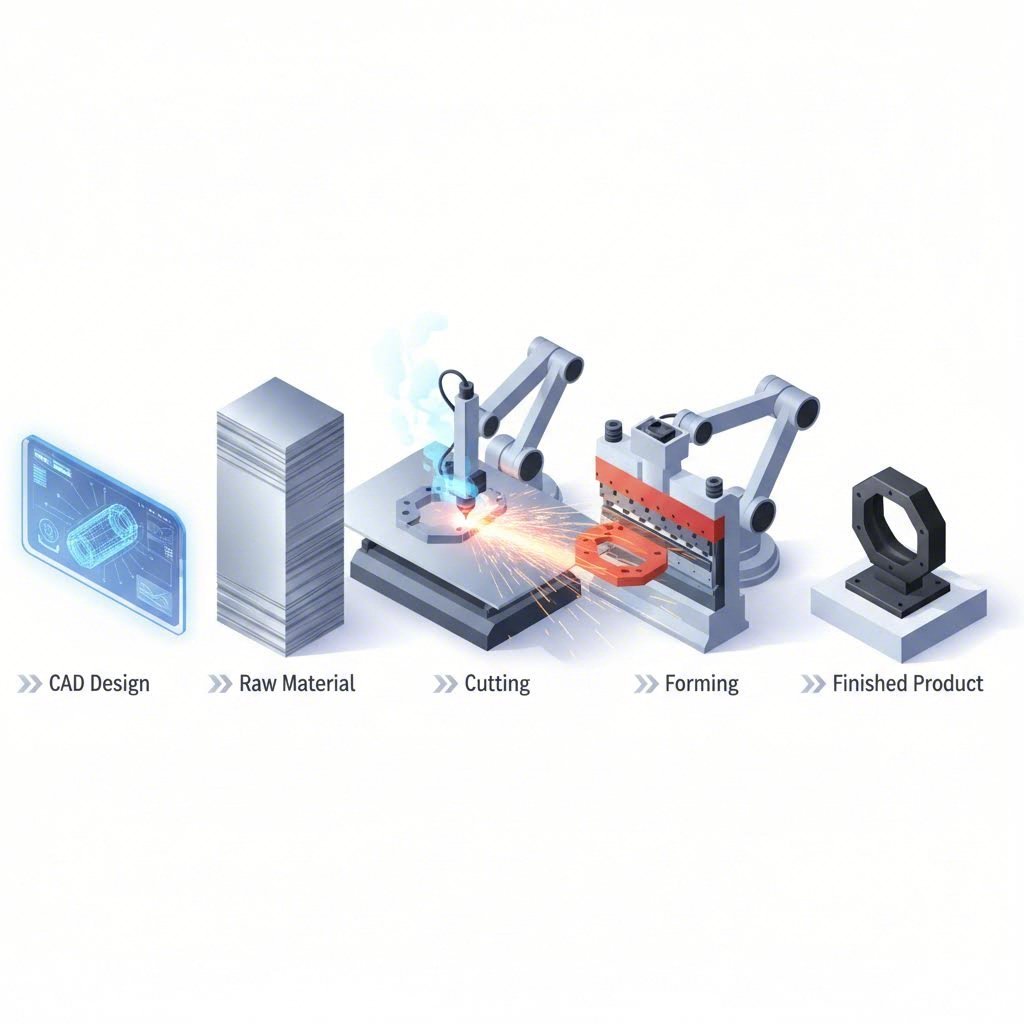
金属切断プロセスの全工程:開始から終了まで
切断技術を選定し、適切な材料を特定しました。次に、金属切断サービス会社に依頼した場合、実際にどのような工程が行われるのでしょうか? 製造の全体的な流れを理解すれば、不確実性がなくなり、構想から完成まで円滑に進むプロジェクトの準備が可能になります。
カスタム金属加工会社と初めて取引する場合でも、既存の取引関係を効率化しようとしている場合でも、プロセスの各段階を理解しておくことで、あなたが主導権を握ることができます。お客様の部品が初回の問い合わせから最終納品に至るまでに経る一連の流れを、順を追ってご説明します。
見積もり依頼から完成部品まで
製造プロセスは論理的な手順に従って進行しますが、その所要時間は部品の複雑さ、数量、およびお客様の具体的な要件によって異なります。また、 H&S Manufacturing によると、板金のカスタム製造には、明確に区別された複数の生産段階が含まれます。以下に、お客様が期待できる内容を示します。
-
データファイルの提出および初回のお問い合わせ
プロジェクトは、選択した加工業者に設計ファイルを提出した時点で開始されます。ほとんどの板金切断サービス会社は、DXF、STEP、IGESファイルなど、標準的なCAD形式を受け入れています。Approved Sheet Metalが提供するような迅速な製造サービスの中には、ファイルをアップロードして数時間以内に見積もりを受け取ることができるインタラクティブな見積もりシステムを備えているものもあります。この段階では、公差、数量、仕上げの要件に関する特別な注意事項も含めてください。 -
設計の検討とエンジニアリング
この段階で、加工業者は製造可能性についてあなたの設計を分析します。H&S Manufacturingによると、これにはプロトタイプの作成や実現可能性調査の実施が含まれ、適切な材料や工程を決定します。経験豊富なカスタム金属切断チームは、きれいに切断できない可能性のある形状、割れを引き起こす可能性のある曲げ半径、または代替手法を必要とする公差など、潜在的な問題を指摘します。このような協働による検討により、後工程での時間と費用を節約できます。 -
見積もりと承認
材料費、切断加工、二次加工、および納品を含む詳細な見積もりをご提供します。一部のレーザー切断・板金プレス加工会社では、シンプルな案件に対して当日見積もりに対応していますが、複雑なアセンブリの場合には、数日間の技術検討が必要となることがあります。見積もりをご承認いただき、数量を確定された時点で、ご注文は生産キューに入ります。 -
材料の調達および準備
製造業者が指定された材料を調達するか、既存在庫から該当材料を取り出します。H&S Manufacturing社によると、品質に優れた製造業者は、加工前に原材料を欠陥の有無について検査します。板金は、主な切断加工を開始する前に、シアーまたはレーザー装置を用いて適切なサイズに切断されます。 -
主切断工程
ここが部品が形作られる工程です。CADファイルは機械の指令に変換され、レーザー、ウォータージェット、またはプラズマトーチを正確な切断経路に沿って導きます。最新の設備は最小限の人的介入で稼働しますが、熟練したオペレーターが品質を常に監視しています。板金切断サービス会社の処理能力や注文の優先順位に応じて、この工程には単純な作業では数時間、複雑な大量生産では数日かかることもあります。 -
二次操作
切断は多くの場合、単なる始まりにすぎません。完成品となる前に、曲げ加工、溶接、ハードウェアの挿入、または組立などの追加処理を必要とする部品が多くあります。以下でこれらの重要な工程について詳しく説明します。 -
仕上げおよび表面処理
表面処理は外観と性能の両方を向上させます。バリ取りからパウダーコーティング、メッキ、陽極酸化処理(アノダイジング)まで、選択肢は多岐にわたります。製造業者は、お客様の要件に従って指定された仕上げを施します。 -
品質検査
出荷前に、部品は寸法検査および外観検査を受ける。ISO 9001またはこれに準拠する認証を取得した製造業者は、精密測定機器を用いた文書化された検査手順に従って検査を行います。 -
梱包と配送
部品は輸送中の損傷を防ぐために適切に包装されます。Approved Sheet Metalなどの企業が提供する迅速納品サービスでは、フラットなレーザー切断部品を最短で翌日にお届けできます——午前10時までに注文いただければ、翌日の午前10時までにお届けいたします。
切断後の工程
切断工程によりフラットな形状の部品が得られますが、ほとんどの機能部品は追加加工を必要とします。こうした二次加工サービスについて理解しておくことで、製造業者が本当に完成品を納入できるか(あるいは単に他社でさらに加工が必要な切断済み部品のみを提供するにとどまるか)を適切に評価できます。
CNC曲げ加工および成形
フラットカット部品は、しばしば三次元形状を必要とします。CNCプレスブレーキは、指定された角度および位置で正確な曲げを実現するために高精度の工具を使用します。H&S Manufacturing社によると、成形工程では油圧プレスおよびコンピュータ数値制御(CNC)プレスブレーキを用いて、高精度な成形結果を得ます。一般的な加工にはV曲げ、U字型チャネル、ボックスタイプ成形、および複雑な多段曲げ形状が含まれます。適切に設計された部品では、±0.005インチの公差を達成可能です。
バリ取りおよびエッジ処理
切断加工では、使用する方法によってエッジの粗さの程度が異なります。レーザー切断は比較的清浄なエッジを生成する一方、プラズマ切断および機械式切断では、より顕著なバリが残ることがあります。バリ取りは、取扱時の怪我を防止したり、組立作業への干渉を防いだりするために、鋭利なエッジを除去する工程です。その手法は、手作業による研磨から、自動化されたタンブル仕上げおよび振動仕上げまで幅広くあります。
溶接 と 結合
設計で複数の部品を接合する必要がある場合、溶接は永久的な接合を実現します。H&S Manufacturingによると、溶接は熱と圧力を加えて金属表面を溶融・結合し、冷却後に強固な接合部を形成するプロセスです。MIG溶接、TIG溶接、スポット溶接はそれぞれ異なる用途や材料の組み合わせに適しています。また、特定のアセンブリではリベット接合が機械的締結方法として代替手段となります。
表面仕上げの選択肢
仕上げ処理は部品を保護し、外観を向上させます。一般的な選択肢には以下が含まれます:
- 粉体塗装: あらゆる色調で耐久性があり美観性に優れた仕上がりを実現する、乾式静電塗装プロセス
- 塗装: 腐食防止および外観向上を目的として、1層以上にわたって吹き付けられる水性または溶剤系コーティング
- 塗装: 硬度、耐腐食性、導電性を向上させるために薄い金属層を付着させる電気めっきまたは無電解めっきプロセス
- 陽極酸化処理: アルミ部品表面に保護用酸化皮膜を形成する電気化学的プロセス
ハードウェアの取り付けおよび組立
多くの金属加工業者は、PEMファスナーの挿入、ネジ込み式インサート、部品組立などのターンキーサービスを提供しています。これにより、調達チェーンが統合され—切断、仕上げ、組立の各ベンダーを個別に管理する代わりに、単一のカスタム金属切断会社が一括して全工程を担当します。
包括的な二次加工サービスを提供する金属加工業者と連携することで、調達チェーンが合理化され、自社チームの調整負荷が軽減されます。
こうした一貫したワークフローを理解しておくことで、現実的な納期見通しを立てたり、生産工程をスムーズに進めるためのプロジェクト準備を進めたりできます。ただし、最初の見積もり依頼を送信する前に、設計ファイルおよび仕様書が適切に整えられていることを確認する必要があります。ここから、プロジェクト準備に関するベストプラクティスについて説明します。
金属切断サービス向けのプロジェクト準備
適切な切断技術を見つけ、使用する素材を特定し、製造工程の理解もできました。しかし、ここで多くのプロジェクトが停滞します:設計ファイルが不完全であったり、適切な形式になっていないためです。カスタムシート金属加工会社は毎日数百件の見積もり依頼を受け取りますが、必要な書類が完全で正確なものは優先的に処理され、それ以外は追加説明のために差し戻されます。
プロジェクトを適切に準備しておくことで、やり取りにかかる時間(場合によっては数週間)を大幅に節約できます。高精度部品向けのカスタムCNC金属切断業者を利用しているか、量産向けの大規模加工業者と協力しているかに関わらず、これらの準備手順は普遍的に適用されます。
設計ファイルの準備
CADファイルは製造プロセス全体を支える設計図です。RapidDirectによると、CADファイルには部品の形状、寸法、幾何学的特徴に関する必要な詳細情報が含まれており、CNC加工プロセスの土台となる構造体です。
カスタム製の板金加工を行う多くの企業は、いくつかの標準ファイル形式を受け入れていますが、企業によって好む形式は異なります。以下の形式を準備しておくとよいでしょう。
- STEP (.STP): 3Dモデルにおける事実上の標準です。STEPファイルは優れたジオメトリ保持性能を持ち、ほぼすべてのCADおよびCAMシステムで利用可能です。一つだけ提出するなら、この形式にしてください。
- DXF (.dxf): 2次元切断工程に最適です。DXFファイルは展開図を明確に定義し、レーザー、ウォータージェット、プラズマ切断などにおいて広く受け入れられています。
- IGES (.igs): 古めですが、依然として広く使用されている形式で、特にサーフェスモデルや旧式システムでよく見られます。IGESはワイヤーフレームや2次元図面の処理に適しています。
- ネイティブCAD形式 (.SLDPRT, .PRT, X_T): SolidWorks、Siemens NX、Parasolidのファイルは、設計履歴やパラメトリックデータを完全に保持します。カスタム板金加工サービス会社が互換性のあるソフトウェアを使用している場合に便利です。
RapidDirectは、STPおよびX_Tファイルは正確なソリッドモデリング機能で知られており、ツールパス生成中に寸法精度を維持する上で不可欠であると指摘しています。確信が持てない場合は、ネイティブ形式に加えてSTEPファイルとして設計データをエクスポートして互換性を確保してください。
ファイル作成チェックリスト
見積もり依頼を送信する前に、以下の重要な詳細を確認してください:
- 単位を確認してください: 単位の不一致(インチとミリメートル)により、部品が誤ったスケールで届くことがあります。エクスポート設定を再度確認してください。
- 展開図を含めてください: 曲げ加工された部品については、3Dモデルに加えて展開図のレイアウトを提供してください。
- 部品を個別のファイルに分けてください: 複数の部品からなるアセンブリは、明確な価格算出のために個別のコンポーネントファイルに分割する必要があります。
- 重複するジオメトリを削除してください: 重なり合う線は切断機械を混乱させ、二度切りを引き起こす可能性があります。
- すべての輪郭を閉じてください。 ジオメトリ内のオープンパス(開いたパス)やギャップがあると、適切な切断が行えません。すべての形状が完全に閉じられていることを確認してください。
重要な仕様の詳細
ファイルだけでは、全体像を伝えることはできません。根据 LTJ Industrial 、正確な製造見積もりを得るには明確な文書化が不可欠です。詳細な図面、正確な仕様、および完全なCADファイルを提供することで、誤解や予期せぬコスト増加を最小限に抑えられます。
カスタムCNC金属切断会社に問い合わせる際は、以下の仕様を事前にご提供ください:
- 材料の種類とグレード: 「ステンレス鋼」と漠然と指定するのではなく、「SUS304ステンレス鋼」など合金の種類を正確に明記してください。また、材質状態(テンパー)、必要な認証情報も併記してください。
- 素材の厚さ: 厚さは、ゲージ数または小数点付きのインチ単位(例:「3.175 mm」または「11ゲージ」)で正確に明記してください。
- 必要数量: プロトタイプ数量、初期生産ロット数、および年間推定需要量(該当する場合)を含めてください。
- 許容差仕様: に従って SendCutSend 、ほとんどの材料において切断公差は通常±0.127 mmです。より厳しい公差が必要な場合は、明示的に指示してください。
- 表面仕上げの要件: 粉体塗装、陽極酸化処理、電気めっき、または特定の表面粗さ値(Raなど)が必要かどうかを明記してください。
- 二次加工: 曲げ、タッピング、カウンターシンク、ハードウェアの挿入、または組立に関する要件を明記してください。
- 納品スケジュール: 急ぎの注文は事前の連絡が必要です。希望納期を必ずご記載ください。
プロジェクト遅延のよくあるミス
経験豊富なエンジニアでもこうした誤りを犯します。これらのミスを回避すれば、プロジェクトがより迅速に進みます:
- 穴の仕様の欠落: 穴にねじ切りやカウンターシンク加工が必要な場合は、そのサイズおよび種類を明記してください。SendCutSendでは、設計段階で適切なサイズの穴を描画するために、ねじ切りチャートの使用を推奨しています。
- エッジに近すぎる特徴(フィーチャー): SendCutSendでは、穴のエッジからの距離を少なくとも穴径の1倍以上、スロットのエッジまたは他の切断部品からの距離を少なくともスロット幅の1.5倍以上に保つことを推奨しています。これらのガイドラインに違反すると、部品の強度が低下し、切断不能になる可能性があります。
- ブリッジ幅が不足している: 切断部品間の距離は、材料厚さの50%以上である必要があります。強度確保のためには、材料厚さの1~1.5倍が望ましいです。
- 曲げ情報の記載漏れ: 成形部品の場合、曲げ方向、曲げ半径、および曲げ順序を重要である場合は指定してください。
- 数量区分を忘れる: 将来より大量の注文を行う可能性がある場合は、今の段階で段階的価格設定を依頼してください。セットアップ費用がより多くの単位に分散されることで、部品単価が大幅に削減されます。
事前に計画を立て、選択した材料の切断公差を把握することで、設計プロセスが迅速化され、部品が箱から出た直後ですぐに使用可能になります。
適切なプロジェクト準備に30分投資することで、何日もかかる遅延を回避できます。完全なファイルと明確な仕様があれば、潜在的な加工パートナーを評価する準備が整います。これには、優れたカスタムシート金属加工企業と平凡な企業を区別する要素を理解することが必要です。

正しい金属切断会社を選ぶ方法
設計ファイルの準備が整い、仕様は文書化され、加工ワークフローも理解できました。次に、部品品質から納期の確実性に至るまで、あらゆるものに影響を及ぼす重要な判断が待っています。それは——どの加工パートナーがあなたのビジネスに最もふさわしいかという選択です。毎日数千件もの「近くの金属切断会社」に関する検索が行われており、選択肢の多さに圧倒されそうになります。
間違ったパートナーを選んでしまうと、納期遅延、部品の不合格、サプライチェーン上の課題といった問題に直面することになります。一方、適切なパートナーを選べば、問題を事前に予測し、改善提案を行い、一貫して高品質な納品を実現してくれる製造パートナーを得ることができます。では、卓越した加工業者とその他を明確に分ける評価基準について、詳しく見ていきましょう。
自社の要件に合致する企業の能力の選定
すべての加工業者がすべてのプロジェクトに適合するわけではありません。根据 MarcTech Industries によると、金属加工会社を選定する際には、製品の種類、数量、カスタマイズ要件、納期、予算制約など、自社の具体的なニーズを明確に理解することが極めて重要です。
以下の基本的な質問から評価を始めましょう:
- 彼らの設備は、あなたの要件に合っていますか? 『近くの金属レーザー切断会社』という検索結果には数十件の業者が表示されるかもしれませんが、すべてのレーザー装置が同等というわけではありません。ご使用の材料の厚さおよびプロジェクトに必要な特定の切断技術に応じて、適切な出力レベルの装置を保有しているかを確認してください。
- あなたの生産量に対応できますか? 一部の工場は試作や少量ロットの製造に優れていますが、他は量産向けに最適化されています。生産量に関する期待値の不一致は、双方にとって摩擦を生じさせます。
- 必要な二次加工サービスを提供していますか? 部品に曲げ加工、溶接、仕上げ、組立などの工程が必要な場合、単一のサプライヤーと取引することで、サプライチェーンが合理化され、調整にかかる手間とコストが削減されます。
- 業界における実績はどの程度ですか? MarcTechでは、お客様の特定の業界またはアプリケーションにおいて実績が豊富なサプライヤーを探すことを重視しています。航空宇宙部品の加工を専門とするファブリケーターは、建築用金属工事に特化したファブリケーターとは異なる要件を理解しています。
自宅や事業所近くの金属レーザー切断会社、または板金切断会社を探している場合、単に距離だけを考慮してはいけません。たとえ200マイル(約322km)離れていても、ご要望に完全に対応できる能力を持つファブリケーターは、自社の専門性を超えて無理をして対応しようとする地元の工場よりも優れた成果を提供することがしばしばあります。
重要な品質認証
認証は、ファブリケーターが体系的な品質管理を実施していることを客観的に示す証拠です。すべてのプロジェクトで認証取得済みのサプライヤーが必要というわけではありませんが、こうした資格が何を意味するかを理解することで、一流の金属切断会社のサービスを適切に評価できます。
ISO 9001 iSO 9001は、品質管理の基本的な基準を表します。この認証は、当該企業が文書化されたプロセスを有し、内部監査を実施し、品質記録を維持していることを確認するものです。ほとんどの専門的ファブリケーターがこの認証を取得しています。
IATF 16949 iSO 9001を基盤とし、自動車業界特有の要求事項を追加した規格です。自動車向け部品を調達する場合、この認証は、製造業者が高度な製品品質計画(APQP)、生産部品承認プロセス(PPAP)、および自動車OEMが求める厳格な文書管理要件を理解していることを示します。
AS9100 航空宇宙・防衛分野の要求事項に対応しており、航空宇宙一次請負企業(Primes)が義務付けるトレーサビリティ、構成管理、サプライヤーへの要求事項伝達(flow-down requirements)に関する追加的な統制を規定しています。
ISO 13485 医療機器の製造に適用され、設計管理、リスク管理、および医療用途に特有の滅菌要件をカバーしています。
KAL Manufacturing社によると、信頼性の高い契約製造業者は、正式なトレーサビリティシステム、検査記録、およびISO、AS9100、またはITAR適合性などの認証を維持しており、これらは生産現場に求められる品質保証を提供します。
ジョブショップと契約製造業者:その違いを理解する
従来のジョブショップと受託製造パートナーのどちらを選ぶかは、価格設定、対応スピード、および長期的な関係構築の可能性に影響を与えます。
ジョブショップ 通常、短納期または一回限りの生産に焦点を当てています。KAL Manufacturingによると、これらのショップは案件ごとに見積もりに基づいて仕事を請け負い、作業間の連続性がほとんどない状態で多種多様な部品を扱います。これらは反復よりも柔軟性を重視して設計されています。
単一のプロトタイプや少数のカスタムブラケットが必要な場合、ジョブショップは費用対効果が高く迅速に対応できるかもしれません。しかし、計画的なリリース、品質管理の追跡、あるいは大規模生産環境で必要な在庫管理プログラムに対応できる体制になっていない可能性があります。
受託製造業者 繰り返しの生産と長期的な関係を念頭に設計されています。スケジューリング、品質保証、材料の取り扱い、および文書管理に関して、より堅牢なシステムを提供します。KAL Manufacturingによると、受託製造業者(CM)は単なるサプライヤーではなく、需要予測に基づいて生産を行い、部品の改訂を管理し、お客様の業務運営と納期スケジュールを連携させる、いわば生産パートナーです。
検討すべき主な特徴:
- ジョブショップ: 迅速な見積もり対応、変動する作業量への柔軟な対応、最小発注数量、プロジェクトベースの取引関係
- 受託製造業者(CM): 計画的な生産、需要予測および在庫管理プログラム、文書化された品質管理体制、サプライチェーンとの統合
選定基準の比較
以下の比較表を用いて、プロジェクトの要件に応じた加工パートナーを評価してください。
| 選定要因 | 従来のジョブショップ | オンライン加工サービス | 契約製造業者 |
|---|---|---|---|
| 一般的な認証 | ISO 9001が一般的;業種固有の認証は業界により異なる | ISO 9001が一般的;業種固有の認証は限定的 | ISO 9001、AS9100、IATF 16949、ITAR(該当する場合) |
| リードタイム | 変動あり;現在の作業負荷に依存 | 迅速(標準的な切断であれば、通常1~5日) | スケジュールに基づく納品;一定の納期ウィンドウ |
| 発注数量の柔軟性 | 試作および小ロット生産に最適 | 単品から中ロットまでの部品に最適 | 繰り返し生産される数量向けに最適化 |
| サービス範囲 | 切断加工および選択された二次加工 | 切断加工に特化;二次加工サービスは限定的 | 完全な製造・仕上げ・組立・キット化 |
| エンジニアリングサポート | 非公式;取引関係に依存 | 自動化されたDFMフィードバック | 専任エンジニアによる共同開発 |
| 最適な用途 | カスタム単品、緊急プロトタイプ | 標準切断加工、迅速納期対応 | 量産プログラム、複雑なアセンブリ |
地理的および物流上の考慮事項
立地は重要ですが、おそらくあなたが想像するのとは異なる面で重要です。特定の用途では「私の近くの金属加工会社」を探すのは理にかなっていますが、立地は能力や総コストと比較して検討すべきです。
立地が特に重要な場合:
- 輸送費が占める割合が大きい重量物または大型部品
- 当日回収が必要な迅速なプロトタイプ反復
- 対面での協働や施設訪問が有益なプロジェクト
- 最小限のリードタイムバッファでのジャストインタイム納入要件
立地より能力が優先される場合:
- 地域の専門業者にしか提供できない特殊工程
- 地元の選択肢にはない業界固有の認証
- 部品単価の削減が輸送費を相殺する量産体制
- 統合された機能を必要とする複雑な二次加工
最適なアプローチは、地元および地域のサプライヤーとの関係を構築することです。私の近くにある地元の金属加工会社は、緊急の試作品や小ロット生産に対応し、一方で専門のパートナーが大量生産と複雑な要件を担当します。
ジョブショップと受託製造業者の違いは、システムと規模にあります。ジョブショップはトランザクション的なニーズに対応します。受託製造業者はプロセスを支援します。
ファブリケーションパートナーの選定は、プロジェクトの成功に直接影響します。能力を評価し、認証を確認し、潜在的なサプライヤーのビジネスモデルがあなたのニーズと一致しているかを理解する時間を取ってください。適切なパートナーを特定すれば、さまざまな業界がどのようにこれらのサービスを特殊用途に活用しているかを探求する準備が整います。
金属切断サービスの業界別応用
なぜ車のサスペンションを支えるブラケットと、ペースメーカーを保護する筐体では形状が大きく異なるのかと考えたことはありますか?どちらも金属加工の専門家によって処理される平板金属から始まりますが、素材から完成部品に至るまでのプロセスは、業界の要件に応じて大きく異なります。建設会社向けの金属切断サービスは、航空宇宙分野の大手企業や医療機器メーカーに供給する場合とは異なる基準で運用されています。
さまざまな業界がこうした加工サービスをどのように活用しているかを理解することで、要求事項を効果的に伝達し、関連する専門知識を持つパートナーを選定できるようになります。主要産業における特殊な用途と独自の要件について見ていきましょう。
自動車製造への応用
自動車業界は、精密金属切断の最大市場の一つです。構造的なシャーシ部品から装飾用トリム部品まで、車両には性能要件の異なる数百もの金属加工部品が含まれています。
パンズ・テクノロジー社によると、精密機械加工は自動車業界においてゲームチェンジャーとなり、メーカーが燃費効率を向上させ、排出ガスを削減する軽量部品を製造できるようになっています。業界が電気自動車(EV)へとシフトする中で、軽量コンポーネントの重要性はさらに高まっています。マッキンゼー社の調査では、車両重量をわずか10%削減するだけで、EVの航続距離を約15%向上させられることが示されています。
自動車分野での一般的な用途には以下のようなものがあります:
- シャシーおよび構造部品: 高強度対重量比が求められるフレームレール、クロスマembers、補強ブラケット
- サスペンションブラケットおよびマウント: 疲労破壊を起こさず、繰り返しの応力サイクルに耐えられる必要がある精密切断部品
- ボディパネルおよび構造用サポート: 寸法精度が取付適合性、仕上げ品質、および衝突性能に影響を与える部品
- 内部の部品: 機能性と同時に美的仕上げが求められるシートフレーム、ダッシュボードサポート、内装部品
- トランスミッションおよびパワートレイン部品: 正確な動作のために厳密な公差が要求される精密機械加工部品
自動車サプライヤーは通常、自動車業界特有の品質マネジメント基準への適合を示すIATF 16949認証を必要とします。この分野にサービスを提供する金属ダイカッティング企業やレーザー切断専門企業は、生産部品承認プロセス(PPAP)および先進製品品質計画(APQP)文書を厳格に維持しなければなりません。
航空宇宙および防衛要件
35,000フィートの高空で部品の信頼性が命に直結する場合、誤差の許容範囲は完全に消失します。航空宇宙用途では、あらゆる製造分野の中でも最も厳しい精度と素材認証が要求されます。
Pans Technologyによると、航空宇宙用軽量材料の世界市場は2024年までに約207億ドルに達すると予測されており、この業界が先進的な製造技術をどれほど積極的に追求しているかを明確に示しています。精密加工により、安全性の厳しい基準を満たしつつ性能を損なわない、軽量でありながら非常に強度の高い構造が実現されています。
航空宇宙における金属切断の用途には以下が含まれます:
- 機体構造部品: リブ、スパ―、およびアルミニウム合金およびチタン製の外板パネル
- エンジン部品: 特殊な切断技術を要する耐熱ニッケル系超合金
- ランディングギア部品: 極めて高い疲労強度を要求される高強度鋼製部品
- アビオニクスエンクロージャー: 電磁シールド特性を有する高精度ハウジング
- 衛星および宇宙船の部品: 汚染に対してゼロ・トレランスが求められる特殊材料
航空宇宙分野のサプライヤーにとって、AS9100認証は事実上必須です。素材の追跡性(ミル証明書から完成品に至るまで)は絶対不可欠であり、安全調査の目的で各部品はその原料起源まで完全に遡って追跡可能でなければなりません。
医療機器の製造
医療用途では、高精度な加工要件に加え、生体適合性への配慮および航空宇宙産業と比肩する複雑さを持つ規制監視が求められます。医療分野向けに金属ダイカットや高精度加工を行う企業は、製造技術だけでなく、関連する規制要件についても十分に理解しておく必要があります。
一般的な医療機器への応用例には以下が含まれます:
- 手術器具: バリフリーのエッジおよび滅菌対応性を要する高精度切断ステンレス鋼およびチタン製ツール
- インプラント用部品: マイクロインチ単位で表面仕上げ要件が規定された生体適合性材料
- 診断機器用エンクロージャー: 画像診断装置、患者モニター、および実験室機器のハウジング
- 義肢部品: 単一ユニットでの生産が多いカスタムフィットのチタン材および特殊合金部品
- 歯科医療機器: 耐腐食性合金製の小規模で高精度な部品
ISO 13485 認証は、医療機器の品質マネジメント要求事項への適合を示しています。多くの用途では、部品が組立工程に移る前に、クリーンルーム製造環境および検証済みの洗浄プロセスが必要とされます。
建設および建築用ファブリケーション
建設会社向けの金属切断加工サービスは、医療機器とは精度のスペクトルの反対側で運用されています。しかし、それであっても品質基準が不要になるわけではありません。構造部品は建築規準に適合しなければならず、建築用部材は耐久性と外観の両方を両立させる必要があります。
建設分野への応用例には以下が含まれます:
- 構造用鋼材部品: 商業施設および工業用建物向けの梁、プレート、接合用ハードウェア
- 建築用パネル: 装飾用外壁、日よけスクリーン、建築外皮要素
- HVAC構成部品: ダクト工事、ブラケット、設備サポート
- 手すりおよび障壁: アクセシビリティ基準および建築基準法に適合した安全性が重要な部品
- カスタム金属製品: サイン、アートインスタレーション、ブランド要素
レーザー切断金属アート会社およびレーザー切断金属デザイン会社は、視覚的インパクトと構造的強度が同等に重視される装飾パネル、スクリーン、彫刻的要素を製作するなど、建築分野に多くサービスを提供しています。
消費者向け製品および電子機器
スマートフォン筐体からキッチン家電に至るまで、消費者向け製品は、外観品質を一貫して確保しつつコスト効率の高い製造を要求します。この分野にサービスを提供する金属切り抜き企業は、高精度と大量生産要件とのバランスを取っています。
代表的な消費者向け製品への応用例には以下が含まれます:
- 電子機器筐体: コンピューター、サーバー、通信機器向けEMIシールド付き筐体
- 家電部品: 家庭用品向けパネル、ブラケット、構造部材
- スポーツ用品: 自転車フレーム、フィットネス機器、アウトドアギア
- 家具部品: 金属製フレーム、ハードウェア、装飾部材
- 小売店用什器: ディスプレイスタンド、棚システム、販売時点情報管理(POS)機器
業種別精密加工要件
許容差の要求は業界によって大きく異なります。Xometry社によると、許容差とは物理的寸法における変動が許される範囲を定義するものであり、部品の機能や用途に応じて、所定の許容範囲内で製造されることを保証します。
標準ISO 2768許容差は、多くの建設用および民生用アプリケーションにおいて十分に機能します。しかし、航空宇宙産業および医療機器向け部品では、通常、ISO 286グレード仕様(許容差限界がインチ千分の一ではなくマイクロメートル単位で規定される)が求められます。
| 業界セクター | 一般的な許容差要件 | 一般的な認証 | 特別考慮事項 |
|---|---|---|---|
| 自動車 | 標準:±0.005"~±0.010";重要部位の嵌合にはさらに厳密な値 | IATF 16949、ISO 9001 | PPAP文書化、材料トレーサビリティ |
| 航空宇宙 | 一般的:±0.001"~±0.005";重要部品ではサブミクロンレベル | AS9100、Nadcap | 完全な材料トレーサビリティ、特別工程認証 |
| 医療機器 | 典型的な範囲:±0.0005"~±0.005" | ISO 13485、FDA登録 | 生体適合性、クリーンルーム要件、バリデーション |
| 構造 | 一般的な範囲:±0.030"~±0.125" | ISO 9001、AWS認証 | 規格適合、亜鉛めっき、耐候性 |
| コンシューマーエレクトロニクス | 通常 ±0.005" から ±0.015" | ISO 9001 | 外観仕上げ基準、EMIシールド |
材質の認証要件は業界によっても異なります。建設用途では標準的な工場試験成績書で十分な場合がありますが、航空宇宙部品では各ロットの化学組成分析および機械的特性の検証が求められます。医療インプラントでは、数か月の材料承認期間を延ばす可能性がある生体適合性試験が必要です。
こうした業界特有の要件を理解することで、潜在的な加工パートナーが本当に関連経験を持っているのか、それとも自らの専門分野を超えようとしているのかを適切に評価できます。建築用金属加工を得意とする業者は、航空宇宙分野の文書要件に対応できない可能性があり、一方で精密医療機器の加工業者は大量生産の民生製品においてコスト競争力がないかもしれません。
業界のアプリケーションと要件が明確化された後、次に重要な検討事項は、プロフェッショナルな製造パートナーから期待すべき精度および品質基準を正確に理解することです。
品質基準および精度に関する期待値
製造パートナーを選定し、設計図面を提出しましたが、完成した部品が実際にご要件を満たすかどうかをどう確認すればよいでしょうか?精度公差および品質保証プロセスを理解することは、成功するプロジェクトと煩わしい再加工サイクルとの違いを決定づけます。専門の金属レーザー切断会社は、仕様通りの部品を一貫して提供することをその評判の根幹としています。
金属加工における「精度」という概念の実態を解きほぐし、品質に関するご期待を効果的に伝える方法について説明します。
精度および公差の理解
公差とは、寸法がその公称値からどれだけ変動しても許容されるかを定義するものです。Xometry社によると、公差とは物理的寸法における許容可能な変動範囲を定義したものであり、部品の機能や用途に応じて、所定の許容範囲内で製造されることを保証します。
異なる切断技術では、それぞれ精度レベルが異なります。各技術が実際に達成可能な精度を把握しておくことで、非現実的な要求を回避でき、また、真正に高精度が求められる箇所のみに厳格な公差を指定することが可能になります。
ファイバーレーザーは±0.001~±0.003インチの公差を実現し、精度が極めて重要な金属加工プロジェクトにおいて、最も好まれる選択肢となっています。
以下に、各切断方式で実際に期待できる精度レベルを示します:
- ファイバーレーザー: に従って A-Laser ファイバーレーザーは、一貫して±0.001"~±0.003"の厳しい公差を実現します——これは、高精度シートメタル加工における「ゴールドスタンダード」です。
- CO2レーザー: 通常、±0.002"~±0.005"の公差を達成します。これはほとんどの用途において十分な水準ですが、ファイバーレーザー方式と比べると若干精度が劣ります。
- UVレーザー: サブミクロンレベルの高精度が要求されるマイクロマシニング用途において、驚異的に狭い公差±0.0001インチ(約±0.0025 mm)を達成します。
- ウォータージェット: 一般的には、材料の厚さおよび切断速度に応じて、±0.003インチ(約±0.076 mm)~±0.010インチ(約±0.254 mm)の公差を実現します。
- プラズマ: 公差はおおよそ±0.020インチ(約±0.508 mm)と広くなり、構造部品用途には許容されますが、高精度の嵌合には不適です。
カスタムレーザー切断金属加工会社と取引する際には、より厳しい公差要件はコスト増加を招くことを理解してください。機能的には±0.010インチ(約±0.254 mm)で十分な部品に対して±0.001インチ(約±0.025 mm)を指定すると、無駄な費用負担となり、納期の延長を招く可能性があります。精度要件は、あくまで重要な特徴部分に限定して戦略的に適用してください。
金属切断における品質保証
高精度機器を導入しても、体系的な品質管理がなければ意味がありません。『 Fox Valley Metal-Tech 』によると、単なる品質管理を超えた「品質保証(Quality Assurance)」というより高い目標を掲げることが重要です。これは、製造プロセス全体を通じて、事後的対応ではなく、能動的・予防的な製品マネジメントを実施する、より高度な品質管理アプローチです。
プロの金属レーザー切断サービス会社の運営では、複数の検査ポイントを実施しています:
材料検証
品質管理は切断開始前から始まります。信頼できる加工業者は、納入された材料を発注書と照合し、適合証明書(CoC)を確認するとともに、損傷や汚染の有無を検査します。認証書類が到着し、仕様が確認されるまで、材料は隔離区域に保管されることがあります。
装置の校正
正確な部品には校正された設備が必要です。Fox Valley Metal-Techによると、製品の寸法を検証するために使用される測定機器は、ISO 9001:2015認証に従い、所定の頻度で校正されなければなりません。これには、ノギスやマイクロメーターの日々の基準規格による検証、週次の第三者による校正点検、およびCNC機器の年次包括的校正が含まれます。
工程内検査
寸法の検証は生産工程の最終段階だけでなく、その過程全体で行われます。精密溶接部品および機械加工部品の一般的な公差は.005" – .030"の範囲であり、ノギス、マイクロメータ、高さゲージ、および三次元測定機(CMM)を使用して検証されます。
非破壊検査
仕様がそれを要求する場合、板金レーザー切断会社は、目視溶接検査、圧力または漏れ試験、表面割れのための浸透探傷検査、フェロマグネティック材料のための磁粉検査、内部欠陥のための超音波検査など、特殊な試験を実施または手配することがあります。
要件の明確な伝達
明確なコミュニケーションにより品質に関するトラブルを防げます。以下のように要件を明示してください。
- 公認された規格を参照してください。 独自の仕様を作成する代わりに、一般公差についてはISO 2768、重要フィットについてはISO 286を明記してください。
- 重要な寸法を示してください。 標準より厳しい公差を必要とする箇所については、図面に明確にマークを付けてください。
- 検査要件を明記してください: 初期品検査報告書(FAIR)、CMMデータ、または寸法報告書が必要な場合は、最初にその旨を明記してください。
- 表面仕上げを定義してください: 外観が重要な箇所については、許容されるエッジ品質、バリの限度、および表面粗さ値を指定してください。
適切な公差を選択することは設計および製造プロセスにおける重要な決定です。なぜなら、これは部品の機能性、適合性、コスト、および生産性に影響を与えるからです。
これらの品質基準を理解することで、加工パートナーを効果的に評価し、プロジェクトに対して現実的な期待値を設定できるようになります。品質要件が定義されたら、最後のステップに進む準備が整います。つまり、適切な加工業者と提携して、設計を現実のものとすることです。
次のプロジェクト向けに金属切断会社と提携する
最先端の技術、素材選定、製造プロセス、品質基準について学んできました。次に、これらすべてを統合し、即座に適用可能な実践的なフレームワークへと昇華させる段階です。金属加工を依頼する適切な企業を見つけることは偶然ではなく、自社の具体的な要件に基づいた体系的な評価によって実現します。
単一の試作部品の調達から長期的な量産パートナーシップの構築まで、意思決定のフレームワークは常に一貫しています。これまでに得た知識を、プロジェクトを前進させるための具体的な行動ステップにまとめましょう。
金属加工パートナー選定チェックリスト
何社かの加工業者に連絡を取る前に、この包括的な評価チェックリストを順に確認してください。TMCOによれば、適切な製造パートナーの選定は、単なる見積もり比較を超えたものであり、正確性、効率性、一貫性をもってお客様のビジョンを現実に実現できる信頼できるチームを見つけることにほかなりません。
技術および能力の検証
- お客様の材料および板厚要件に適した切断設備(レーザー、ウォータージェット、プラズマ)を保有しているかを確認してください
- 部品が切断以外の加工(曲げ、溶接、仕上げ)を必要とする場合、二次加工対応能力(曲げ、溶接、仕上げなど)を確認してください
- 試作から量産まで、お客様の生産数量要件に対応可能な製造能力を評価してください
- 設計最適化およびDFM(製造可能性設計)に関するエンジニアリング支援の提供可否を評価してください
品質および認証要件
- 品質保証の基本指標として、ISO 9001認証の有無を確認してください
- 該当する場合は、業種特化型認証(自動車分野向けIATF 16949、航空宇宙分野向けAS9100、医療機器分野向けISO 13485など)の取得状況を確認してください
- 検査設備および品質記録文書作成能力に関する情報を請求してください
- 材料トレーサビリティシステムおよび認証書類の整備状況について確認してください
プロジェクト準備の必須事項
- 設計データを承認済みフォーマット(STEP、DXF、IGES)で、閉じた輪郭形状および正しい単位設定にて準備してください
- 文書化された材質仕様(グレード、厚さ、および必要な認証を含む)
- 重要な公差を特定し、明示的に記載すること――標準公差で十分な箇所では過剰な仕様設定を避ける
- すべての二次加工、仕上げ要件、およびハードウェア挿入要件を一覧表示
- 部品の複雑さおよび生産数量に基づき、現実的な納期見通しを確立
パートナーシップ評価項目
- 見積もりプロセスにおけるコミュニケーションの迅速性を評価すること――これは今後の関係品質を予測する指標となる
- 自社の用途について明確化を求める質問を相手が行うかどうかを評価し、真摯な関与姿勢を確認
- 輸送コストや納期が厳しい部品、あるいは迅速な試作・改善サイクルが必要な場合においては、地理的近接性を検討
- 自社の業界に照準を合わせた顧客事例および業界経験をレビュー
次のステップへ進む
チェックリストが完成したら、潜在的なパートナーと効果的に連携を開始できます。以下に従って UPTIVE アドバンスト・マニュファクチャリング 適切な製造会社を選定すれば、正確な部品の納入、納期の短縮、および製品開発各段階に応じたカスタマイズされたソリューションを提供してもらえます。
今後のアクションプランは以下の通りです:
プロトタイプおよび開発プロジェクト向け
スピードと反復試作が最も重要となる場合、迅速な納期対応とエンジニアリング連携を提供する加工業者を優先してください。即時見積もりシステムを備えたカスタム金属レーザー切断会社は、開発サイクルを大幅に加速できます。切断開始前に潜在的な製造課題を特定できる包括的なDFM(設計製造性)サポートを提供するパートナーを探しましょう。
量産プログラム向け
長期的な生産には異なる評価基準が必要です。計画されたリリース、在庫プログラム、一貫した品質文書の提供を行うOEM金属加工企業や受託製造業者は、不可欠なパートナーとなります。堅固な品質管理体制を持つCNC金属切削企業は、生産スケジュールを妨げるサプライチェーンの混乱を防ぎます。
次のようなメーカーを検討してください シャオイ (寧波) メタルテクノロジー これは本ガイドで述べたIATF 16949認証の品質基準を体現しています。5日間での迅速なプロトタイピング、包括的なDFMサポート、12時間での見積もり対応という特長を兼ね備えたトップクラスのOEM CNC金属切削企業は、シャシー、サスペンション、構造部品など自動車サプライチェーンを加速化し、初期コンセプトから自動化された大量生産までを支援しています。
長期的な関係の構築
優れた製造パートナーシップは、単なる取引的な見積もり以上のものです。TMCOは、パートナー選びが現在のプロジェクトだけではなく、信頼、実績、共通の目標に基づいた長期的な関係を築くことであると強調しています。信頼できるCNC金属加工会社は、お客様のエンジニアリングチームの延長として機能し、納期に影響が出る前に課題を予測して改善提案を行います。
一括請負の製造パートナーは、構想から完成までプロジェクト全体を管理し、複数のサプライヤーを調整する非効率性を排除しながら、生産工程全体で完全な可視性を維持します。
これで、さまざまな切断技術の仕組み、特定の材料に適した切断方法、および専門の加工業者から期待できる品質基準について理解できました。また、プロジェクトを成功に導くための事前準備方法や、潜在的なパートナーを体系的に評価する方法も把握しました。見積もり依頼から完成部品納入までのプロセスは明確です——次回のプロジェクトは、ご要件に合致する資格を持つ加工パートナーへの一通の連絡から始まります。
金属切断会社に関するよくある質問
1. 金属切断の費用はどのくらいですか?
金属切断費用は、材料の種類、板厚、切断方式、および形状の複雑さによって異なります。レーザー切断の場合、シートメタルに対する単位長さあたりのコストは通常、0.50ドルから2ドル程度です。時間単価は一般的に20ドルから30ドルの範囲です。プラズマ切断は、厚板に対して1フィートあたりのコストが比較的低く抑えられますが、ウォータージェット切断は加工速度が遅いため、高単価となります。大量生産ではロット数に応じた割引が適用され、部品単価は大幅に削減されます。また、ベンディングや仕上げなどの二次加工工程は、総費用に追加されます。
2. ホームセンターでは金属の切断を行ってくれますか?
ホームセンターでは金属の切断サービスが限定的で、通常はパイプの切断や薄い材料の簡単なせん断に限られます。精度の高い板金加工、カスタム形状、または厚手の材料には、レーザー、ウォータージェット、プラズマ装置を備えた専門の金属切断業者が必要です。これらの加工業者はCADファイルに対応し、厳しい公差を維持でき、ホームセンターでは提供できない二次加工も行えます。
3. 金属の切断はどうやって行えばよいですか?
金属をプロフェッショナルに切断してもらうには、設計データをDXFまたはSTEP形式で準備し、材質と板厚を明記した上で、金属加工会社に見積もりを依頼してください。多くの加工業者はオンラインでのファイル送信を受け付けており、12~24時間以内に見積もりを提示します。公差の要件、必要な数量、曲げ加工や仕上げなどの二次加工の有無も併記してください。単純な切断であれば、一部のオンライン加工サービスで即時価格提示が可能で、数日での納品も可能です。
4. レーザー切断とプラズマ切断の違いは何ですか?
レーザー切断は、集光された光ビームを用いて±0.005インチの公差を実現し、精度とクリーンな切断面が求められる薄板から中厚板までの材料に最適です。プラズマ切断は、過熱されたイオン化ガスを用いて、他の方法よりも3~4倍の高速で厚板の導電性金属を加工できますが、公差は約±0.020インチとやや広くなります。複雑な形状や高精度の組立を要する場合はレーザー切断を、切断面の品質よりも速度とコストが重視される構造用厚鋼板の場合はプラズマ切断を選択してください。
5. 金属切断会社には、どのような認証を確認すべきですか?
ISO 9001認証は、基本的な品質マネジメントシステムを示します。自動車分野への適用においては、IATF 16949認証が、PPAP文書を含む自動車業界特有の要求事項への適合性を証明します。航空宇宙分野のサプライヤーにはAS9100認証が必要であり、医療機器製造業者にはISO 13485認証が求められます。これらの認証は、企業が規制対象産業において必須となる、文書化されたプロセス、校正済みの設備、および体系的な品質管理を維持していることを保証します。