 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

機械部品メーカーの選定:初回RFQ発行前に確認すべき9つの必須ポイント
機械部品メーカーの理解とその産業的役割
自動車のトランスミッション内部にある高精度ギアや、航空宇宙システムにおける複雑なバルブ部品を製造している企業がどこなのか、一度でも考えたことはありますか? 機械部品メーカー は、原材料を加工して、実質的にあらゆる産業を支える重要な部品を生み出す専門的な製造業者です。大型構造物を建設する一般的な加工業者とは異なり、こうした高精度を重視する企業は、公差が数千分の1インチ単位で管理される個別の部品を製作します。
本ガイドでは、初めての見積もり依頼(RFQ)を送信する前に知っておくべきすべての情報を解説します。これは製品カタログではなく、機械部品製造という複雑な世界を自信を持って navigating するための包括的なロードマップと考えてください。
機械部品メーカーが実際に担う業務
機械加工部品メーカーは、本質的に除去加工プロセスを専門としています。彫刻家が大理石の塊を素材にして作品を創り出す様子を想像してください——これらのメーカーは、固体の金属素材から出発し、所定の形状が現れるまで、体系的に材料を削り取っていきます。一般製造業者との主な違いは、「精度」がすべてであるという点にあります。
製造工場(ファブリケーションショップ)が、鋼板を切断・曲げ・溶接して構造物を組み立てるのに対し、高精度加工メーカーは、厳密な仕様に従った個別の部品の製作に特化しています。彼らはCNC工作機械部品および高度な設備を用いて、手作業では到底達成できないレベルの公差を実現します。米国における工作機械工場サービス市場は、2025年時点で480億ドルの規模に達しており、こうした専門的生産者が現代製造業においていかに不可欠な存在となっているかを示しています。
産業生産の見えざる基盤
あなたは、予想もしない場所に機械加工部品が使われていることに気づくでしょう。風力タービンのベアリングから医療機器のコネクタに至るまで、高精度な機械加工部品は、産業をスムーズに稼働させ続ける「目に見えないインフラ」を構成しています。
これらのメーカーは、さまざまな重要な機械部品を幅広く製造しています:
- クラッチおよびブレーキ – 动力伝達および運動制御システムにおいて極めて重要
- カップリング – 回転シャフト同士を接続するとともに、軸心のずれ(ミスアライメント)を吸収可能
- スプリングおよびファスナー(締結部品) – 張力・圧縮力を提供し、確実な接続を実現
- 精密加工部品 – 特定用途向けにカスタマイズされた部品
- ギアおよびトランスミッション部品 – 異なる回転速度およびトルクにおいて動力を伝達可能
- ベアリングおよび支持構造 – 摩擦を低減し、アライメントを維持
原材料金属から精密部品へ
専門の高精度メーカーと一般機械加工工場との違いは何でしょうか?それは、技術力、一貫性、および認証資格に集約されます。一般の製造業者は構造フレームや筐体などを製作できますが、公差がマイクロメートル単位で要求される部品が必要な場合、専門の高精度パートナーが不可欠です。
専門メーカーは、高度なCNC技術、品質マネジメントシステム、および多様な材料を扱う際の微妙な特性を理解する熟練した工作機械オペレーターへの多大な投資を行っています。また、厳格な品質管理手順を維持しており、一般の工場では取得しないような業界特有の認証資格を保有していることが多くあります。
この違いを理解することは重要です。間違ったタイプのパートナーを選んでしまうと、プロジェクトの遅延、予算の超過、および仕様を満たさない部品の納入につながる可能性があります。機械部品の調達に向けた準備を進めるにあたり、これらのメーカーが実際に何を行い、何を行わないかを正確に把握することで、自社プロジェクトの特定要件に最も適したパートナーを見つけるための立場をより強固なものにすることができます。

高精度部品を製造するための主要な工程
難しそうに聞こえますか? 実際にはそうではありません。CNC加工部品が実際にどのように製造されるかを理解すれば、メーカーとのコミュニケーションやその技術能力の評価において、大きなアドバンテージを得られます。ここでは、原材料の金属を、プロジェクトで信頼して使用する高精度機械加工部品へと変換する主要な工程を詳しく解説します。
CNC加工の基本を解説
CNCとは、Computer Numerical Control(コンピュータ数値制御)の略で、要するに、コンピュータが切削工具を極めて高精度に制御することを意味します。手動による機械加工では作業者が工具を手で操作しますが、CNC技術ではあらかじめプログラムされた指令に従って加工が行われるため、人間の手では一貫して再現できないような厳しい公差(許容誤差)での加工が可能です。
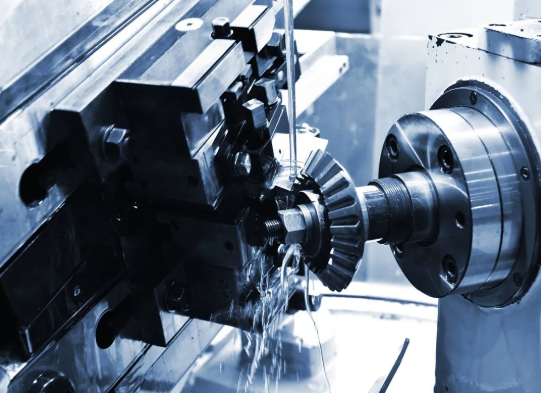
The 2つの基本的なCNC加工プロセス あなたが遭遇する代表的な加工は「旋盤加工(ターニング)」と「フライス加工(ミリング)」です。その主な違いは以下の通りです:CNC旋盤加工では、ワークピースが回転し、固定された切削工具がその表面を成形します。これはシャフト、ロッド、ブッシングなど円筒形状の部品に最適です。一方、CNCフライス加工では逆に、切削工具が回転し、ワークピースは固定されたままになります。この方式は、平面、溝、ポケット、および複雑な三次元形状を持つフライス加工部品の製造に最適です。
機械部品の製造において、多くの高精度機械加工部品用途では、両方の加工工程を組み合わせて実施します。ある部品は円筒形状の特徴を加工するためにまず旋盤で加工され、その後、穴加工、平面加工、あるいは角度付き切断を行うためにフライス盤へと移動します。このようなワークフローを理解することで、自社のプロジェクト全体を一括して対応できるメーカーと、二次サプライヤーの協力を必要とするメーカーを区別できます。
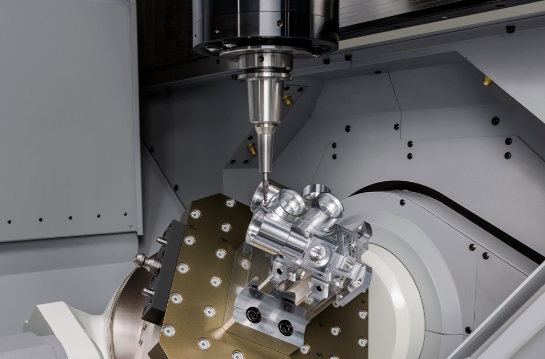
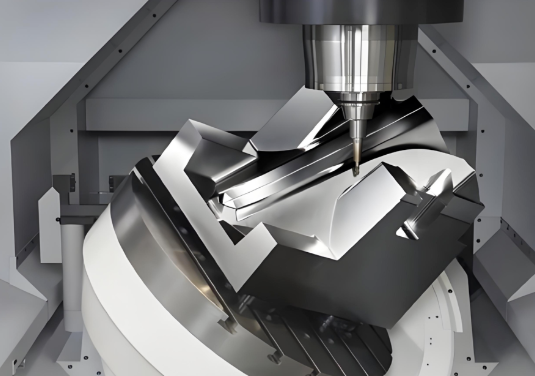
多軸加工能力
タービンブレードを上下・左右・前後の3方向のみの動きで加工しようとしている様子を想像してみてください。その場合、何度も加工を中断し、部品を再位置決めする必要があり、そのたびにアライメント誤差が生じるリスクがあります。まさにこの理由から、多軸加工が存在するのです。
標準的な3軸加工では、切削工具を3つの直線方向に移動させます。単純な形状には有効ですが、複雑な部品の加工には複数回のセットアップが必要となります。Fictiv社の技術分析によると、5軸CNC加工ではさらに2つの回転運動が追加され、工具を単一のセットアップでほぼ任意の角度からワークピースに接近させることができます。
中間的な選択肢として、「3+2軸加工」(または「ポジショナル5軸加工」)と呼ばれる方式もあります。この方式では、回転軸によってワークピースを所定の位置に傾斜させますが、切削自体は依然として3つの直線軸移動のみで行われます。このアプローチにより、完全な同時5軸加工に伴うプログラミングの複雑さを回避しつつ、ワークピースの複数の面へのアクセスが可能になります。
実用上のメリットには、セットアップ時間の短縮、位置合わせ誤差が生じる機会の減少、および従来であれば複数工程を要したか、あるいはそもそも製造が不可能であった複雑な形状の加工が可能になる点が挙げられます。航空宇宙部品や医療用インプラントなど、複雑な輪郭を有するCNC高精度加工部品においては、5軸加工能力がしばしば不可欠となります。
複雑な幾何形状向けスイス式ねじ切り加工
精密機械加工部品の要件が、複雑な形状を有する小型・細長い部品である場合、スイス式ねじ切り加工は、従来型旋盤では実現できない高度な加工能力を提供します。もともと時計製造のために開発されたこの技術は、振れ(たわみ)の問題を引き起こすことなく、長く細い部品を高精度に加工することに優れています。
スイス式工作機械の特徴は何でしょうか? 工作物は、切削点に極めて近接したガイドブッシングによって支持されるため、非常に高い剛性と安定性が確保されます。この構造により、従来型設備では振動や加工誤差を招くような、長さ対直径比が極端に大きい部品の加工が可能になります。 クレミン社によると 、医療、航空宇宙、電子機器、時計製造などの分野においては、精度と小型部品の加工が不可欠であり、スイス式旋盤はこれらの産業において不可欠な存在です。
多くのスイス製機械には、主軸がワークピースを保持している間にフライス加工を実行できる回転工具であるライブツーリングも採用されています。これにより、旋削とフライス加工の両方の特徴を持つ複雑なCNCフライス加工部品を、単一の工程で完成させることができます。
製造プロセスの比較(概要)
適切な機械加工部品プロセスを選択するには、部品の形状、要求される公差、および材料を考慮する必要があります。この比較表は、お客様のニーズに最も適した製造手法を選定する際の参考になります。
| プロセスタイプ | 最適な適用例 | 典型的な公差 | 物質的相容性 |
|---|---|---|---|
| CNCターニング | 円筒状部品:シャフト、ピン、ブッシュ、継手 | ±0.025 mm(±0.001インチ) | 金属、エンジニアリングプラスチック、合金 |
| CNCミリング | 角柱状部品:ハウジング、ブラケット、ポケットおよびスロット付きプレート | ±0.05 mm(±0.002 in) | 鋼、アルミニウム、チタン、プラスチック、複合材料 |
| スイスねじ加工 | 小型・細長い部品:医療用ピン、電子コネクタ、時計部品 | ±0.005 mm (±0.0002 in) | 真鍮、ステンレス鋼、チタン、アルミニウム |
| 多軸加工(5軸) | 複雑な形状:タービンブレード、インペラー、整形外科用インプラント | ±0.01–0.02 mm(±0.0004–0.0008インチ) | すべての切削加工可能な金属および高機能合金 |
専門性の高い機器に移行するにつれて公差が厳しくなる傾向に注目してください。この「能力」と「精度」の相関関係こそが、これらの加工プロセスを理解することが重要である理由です。つまり、仕様設定が不十分(必要な性能を満たさない部品を得てしまう)になることや、過剰に厳格な仕様設定(不要な高度な能力のために高額なコストを支払うこと)を回避するためには、こうした知識が不可欠なのです。
これらの製造プロセスの仕組みについて明確な理解が得られた今、次の重要な意思決定ポイント——機械加工部品に最適な材料を選定すること——へと進む準備が整いました。

機械加工部品向け材料選定ガイド
不適切な材料を選択すると、プロジェクト全体が頓挫してしまう可能性があります。完璧な部品を設計したにもかかわらず、現場で腐食してしまったり、荷重に耐えきれずに変形したり、標準鋼で十分だったのに高価な特殊合金を指定して予算を大幅に超過させてしまったりするといった事態を想像してください。材料選定は、工学的性能と経済的現実の交差点に位置しており、最適な選択を行うには、各種金属およびプラスチックが実際の使用条件下でどのように振る舞うかを理解する必要があります。
いつ 機械加工された金属部品を製造業者から調達する場合 、幅広い材料オプションに直面することになります。各材料は、機械的強度、耐食性、重量、コストといった観点でそれぞれ特有の利点とトレードオフを伴います。以下では主要な材料カテゴリーを整理し、ご要件に最も適した材料を選定できるようサポートします。
強度と耐久性を重視する鋼合金
鋼鉄は、その強度、硬度、およびコストパフォーマンスの高さという優れた特性から、産業用製造分野において今もなお主力材料として広く使用されています。構造的健全性や耐摩耗性が求められる用途では、鋼鉄がデフォルトの選択肢となります。ただし、すべての鋼鉄が同等であるわけではありません。
軟鋼 (例:1018および1045)は、経済的な価格で優れた切削性および溶接性を提供します。Hubs社によると、軟鋼1018は最も一般的に使用される鋼種であり、汎用用途に対して十分な靭性、強度、および硬度を実現します。これらの鋼材は、めっきやコーティングによって腐食対策を施すことが可能な治具、ファイクスチャ、および構造部品に適しています。
合金鋼 (例:4140および4340)は、性能を大幅に向上させます。熱処理により、高い硬度および強度を達成しつつ良好な靭性を維持できます。カスタム製鋼部品が高負荷、反復衝撃、あるいは過酷な摩耗条件に耐える必要がある場合、合金鋼はそのわずかなコスト増加分に見合う価値を発揮します。
ステンレス鋼 耐食性を考慮に入れる必要があります。クロム含有量(通常10.5%以上)により、錆や化学薬品による腐食を防ぐ保護性の不動態化皮膜が形成されます。グレード304はほとんどの一般用途に適していますが、316は塩分を含む環境に対して優れた耐食性を示し、海洋機器や化学プラント設備などに不可欠です。
ただし、ステンレス鋼は軟鋼と比較して機械加工が困難であり、金属部品の加工コストが上昇します。工具摩耗が加速し、加工硬化によって切削作業が複雑化する可能性があります。それでも、長期的な耐久性は、高い初期費用を上回ることが多いです。
軽量部品におけるアルミニウムの応用
重量低減が重要となる場合——たとえば燃費向上、携帯性の向上、あるいは可動部品の慣性低減——において、アルミニウム合金は卓越した性能を発揮します。その密度は鋼の約3分の1であるため、鉄系金属では実現が困難なほど重くなり得る設計も可能になります。
軽量化という利点に加えて、アルミニウムは優れた切削性を備えています。切断抵抗が低いため、加工サイクル時間が短縮され、工具の摩耗が抑えられ、優れた表面仕上げが得られます。これは直接的に機械加工コストの低減につながり、アルミニウムは試作から大量生産まで、いずれにも特に魅力的な材料となります。
アルミニウム 6061 6061合金は、最も一般的な汎用アルミニウム合金です。そのバランスの取れた特性——優れた比強度、耐食性、および優れた切削性——により、自動車フレームから電子機器筐体に至るまで、幅広い用途に適しています。業界データによれば、CNC加工において6061は最も経済的で、かつ入手しやすいアルミニウム素材です。
アルミニウム7075 7075合金は高性能用途をターゲットとしています。この航空宇宙グレードの合金は、熱処理によって鋼鉄並みの強度に達し、構造用航空機部品、クライミング装備、競技用自転車部品などに最適です。そのプレミアム価格は、卓越した機械的特性を反映しています。
重要な考慮事項の一つ:アルミニウムは大気腐食に対して自然に耐性がありますが、特定の化学薬品や異種金属と接触すると反応を起こすことがあります。アノダイズ処理により、硬質で保護性の高い被膜が形成され、耐久性が向上するとともに、着色仕上げが可能になります。これは、高精度機械加工金属部品において一般的な二次加工工程です。
過酷な環境向け特殊材料
場合によっては、標準的な材料ではお客様のアプリケーションが要求する厳しい条件に耐えられません。極端な温度、攻撃性の強い化学薬品、あるいは特殊な機械的要件には、特殊合金および先進プラスチックが求められます。
チタン 鋼鉄と比較して約45%軽量でありながら、優れた強度を兼ね備えています。耐食性はステンレス鋼に匹敵、あるいはそれを上回り、高温下でもその特性を維持します。航空宇宙産業、医療用インプラント、海洋関連用途では、コストが大幅に高くなるにもかかわらず、しばしばチタンが指定されます。課題は何でしょうか?チタンは熱伝導率が低く、加工中に加工硬化しやすいため、金属切削加工が困難になります。そのため、加工サイクル時間が長くなり、専用の工具が必要となり、それに伴って価格も高くなります。
真鍮 低摩擦性、電気伝導性、または美観を重視する用途において優れた性能を発揮します。カスタム brass(真鍮)部品は非常に優れた切削性を示し、真鍮は一般に「最も加工しやすい金属の一つ」として挙げられることが多いです。このため、バルブ部品、電気コネクタ、装飾用ハードウェアなどの大量生産において、コスト効率が非常に高いのです。天然の耐食性(ただしステンレス鋼よりは劣る)により、多くの給排水設備や海洋関連用途にも適しています。
エンジニアリングプラスチック 金属では得られない独自の特性を提供します。PEEKなどの材料は、250°Cまでの連続使用温度に耐えながら、耐薬品性および電気絶縁性を兼ね備えています。ナイロンはギアやブッシュへの優れた耐摩耗性を発揮し、POM(デルリン)は低摩擦性および高寸法安定性を実現します。これらの材料は金属のわずか数分の一の重量であり、しばしば組立工程の簡素化やシステム負荷の低減を可能にします。
素材比較の概要
この表は、一般的な切削加工部品用材料における主要な選定要因をまとめたものです:
| 材質 | 引張強度範囲 | 腐食に強い | 重量係数 | コストレベル | 理想的な用途 |
|---|---|---|---|---|---|
| 軟鋼(1018/1045) | 370–585 MPa | 低(コーティングが必要) | 高い(7.8 g/cm³) | $ | 構造部品、治具、金型、一般機械 |
| ステンレス鋼(304/316) | 515–620 MPa | 素晴らしい | 高 (8.0 g/cm³) | $$ | 食品加工、医療、海洋、化学設備 |
| アルミニウム(6061/7075) | 275–570 MPa | 良好(陽極酸化処理により優れる) | 低 (2.7 g/cm³) | $–$$ | 航空宇宙構造物、自動車、電子機器用エンクロージャー |
| 真鍮(C36000) | 310–380 MPa | 良好 | 高 (8.5 g/cm³) | $$ | 電気コネクタ、バルブ、装飾用金具 |
| チタン(グレード5) | 830–1170 MPa | 素晴らしい | 中程度(4.4 g/cm³) | $$$$ | 航空宇宙、医療インプラント、高性能レーシング |
| エンジニアリングプラスチック(PEEK/ナイロン) | 45–100 MPa | 優れた耐薬品性 | 非常に低い(1.1–1.4 g/cm³) | $$–$$$ | ベアリング、絶縁体、医療機器、食品対応部品 |
特殊合金がプレミアム価格を支払う価値がある場合
標準材料から高機能材料へのアップグレードを検討する際は、軽率に判断すべきではありませんが、状況がそれを求める場合には回避すべきでもありません。以下のような場合に、特殊合金の採用を検討してください。
- 故障による影響が甚大である場合 – 航空機部品、医療用インプラント、安全上極めて重要なシステムでは、リスクを最小限に抑えるためにプレミアム素材の採用が正当化されます
- 使用環境が過酷である場合 – 高温、腐食性化学薬品、または塩水への暴露といった過酷な条件では、標準材料が急速に劣化・破損することがあります
- 軽量化がシステム性能向上に寄与する場合 – 航空宇宙および自動車分野において、質量の低減は燃費効率および操縦性の向上に貢献します
- 総ライフサイクルコストの観点から耐久性が有利である場合 – 20年間使用可能なチタン製部品は、5年ごとに交換が必要な鋼製部品よりも総コストが低くなる可能性があります
逆に、穏やかな環境で特殊材料を指定することは、単に予算の無駄遣いにすぎません。乾燥した屋内環境でステンレス鋼製部品を採用する場合、適切なコーティングを施した軟鋼(低炭素鋼)で同等の性能が得られるなら、その選択はしばしば不必要なコスト増を意味します。
材料の選択肢とそのトレードオフについて明確な理解を得た今、性能要件と予算制約のバランスを取った仕様策定が可能になりました。次に検討すべき重要な課題は何でしょうか?それは公差規格の理解です。なぜなら、どんなに最適な材料を選んでも、部品が設計通りに組み合わさらないのであれば、その選択には何の意味もありません。
公差規格および精密仕様の解説
あなたは完璧な素材を選択しました。デザインは画面上で完璧に見えます。しかし、多くのプロジェクトがここでつまずくのです:コストがかかりすぎたり、機能要件を満たさなかったりするような公差(許容差)を指定してしまうことです。精密機械加工部品の公差仕様を理解することは、単なる技術的知識ではなく、完全に適合する部品と、再加工が必要となる高価な失敗との違いを生むものです。
公差(許容差)とは、部品の寸法において許容される変動範囲を定義するものです。言い換えれば、許容される誤差の幅です。直径10mmで設計されたシャフトの公差が±0.02mmの場合、実際の測定値は9.98mmから10.02mmの間であれば、すべて合格と見なされます。この一見些細な点が、コストおよび機能の両面に極めて大きな影響を及ぼします。
公差クラスの解読とその意味するところ
精密機械加工部品メーカーからの見積もりを確認する際、さまざまな公差仕様に遭遇することでしょう。 業界標準によると 標準的なCNC加工公差は±0.25mm(±0.010インチ)であり、これはほとんどの高精度製造工程における基本的な能力を示しています。このレベルは、機械の精度、熱的影響、工具摩耗、およびセットアップの再現性に起因する通常のばらつきを許容しつつ、経済的な生産速度を維持します。
では、異なる公差クラスは実際にお客様のプロジェクトにどのような意味を持つのでしょうか?以下に実用的な分類を示します:
- 標準公差(±0.25mm/±0.010インチ) – 非重要寸法、一般的な構造部品、および極めて厳密な嵌合を必要としない部品に適しています。最もコスト効率の高い選択肢です。
- 微細公差(±0.125mm/±0.005インチ) – 中程度の嵌合要件を有する高精度機械部品、可動部品、および信頼性の高い位置合わせを必要とするアセンブリに必要です。
- 高精度公差(±0.05mm/±0.002インチ) – ベアリングハウジング、油圧部品、高精度アセンブリなど、要求の厳しい用途における高精度機械加工部品に必要です。
- 超高精度公差(±0.0125mm/±0.0005インチ) – 航空宇宙、医療機器、光学機器など、マイクロメートル単位の精度が絶対に不可欠な高精度機械加工部品向けに予約されています。
公差を一段階厳しくするごとに、より高度な設備、環境制御、検査プロトコルが必要になります。Modus Advanced社が指摘しているように、超精密公差を達成するには、±0.5°Cを維持する温度管理環境、振動遮断装置、および高精度スピンドルが求められ、これによりベースラインコストが100~200%増加します。
きつい公差が実際に重要になるとき
ここで不快な真実をお伝えします:多くの購入者は、コストへの影響を十分に理解せずに、過剰に厳しい公差仕様を要求しています。機能的には±0.1mmで十分な部品に対して、あえて±0.01mmの精密CNC加工部品を要求することは、単に予算を無駄に消費するだけです。
では、厳密な公差が本当に重要となるのはどのような場合でしょうか?以下のシナリオに注目してください:
- 対合面 – 2つの部品が特定のクリアランスまたは干渉量で確実に嵌合しなければならない場合
- 回転機構 – シャフト、ベアリング、ハウジングなど、一貫した同心度が求められる場合
- シール面 – 流体または気体の密閉が精密な嵌合に依存する領域
- 重要な位置決め機能 – 取付穴、位置決めピン、基準面
非重要寸法(例:ブラケットの全長、非対合面の幅、あるいは十分なクリアランスを確保した取付穴の位置)については、標準公差で通常十分です。当社「 Abra Engineering 」によると、過度に厳格な公差は製造コストを増加させる一方で機能的価値を向上させないため、コスト効率を高めるために公差の最適化が不可欠です。
過剰設計を避けた要求仕様の明記
コスト上昇を招かずに公差要求を効果的に伝えるには、図面において重要寸法と非重要寸法を明確に区別することから始めましょう。
機能上の要請がある箇所にのみ、最も厳しい公差を適用します。例えば、高精度機械加工部品ではベアリング座面に±0.025mmを要求する一方で、全高には±0.25mmを許容することが可能です。このような選択的なアプローチにより、製造業者は実際の精度が求められる箇所に資源を集中させることができます。
複雑な要件には、幾何公差(GD&T)を検討してください。Protolabsによると、GD&Tは垂直度、同心度、真位置などの特徴間の関係を、単純な両側公差よりも効果的に制御します。これにより、品質管理の精度が向上するとともに、「公差内」という表現がお客様のアプリケーションにおいて実際にどのような意味を持つのかという曖昧さを回避できます。
表面粗さ仕上げの仕様を忘れないでください。平面部では標準仕上げが63 µin、曲面部では125 µinであり、ほとんどの用途で十分です。より滑らかな仕上げを指定すると、研磨工程とコストが追加されますが、これはシール面や外観が重要な部品には価値がありますが、それ以外の用途では不要です。
最後に、仕様を確定する前に、潜在的な製造業者と公差要件について協議してください。経験豊富な高精度機械加工部品サプライヤーは、機能的目標を達成しつつコストを低減できる代替手法を提案できることがよくあります。また、自社の標準能力を超える仕様が設定されている場合(プレミアム価格が必要となる場合)を特定し、わずかな仕様変更で経済的な範囲内に収められる可能性を示唆してくれるかもしれません。
公差要件が明確に理解されたところで、優れた製造業者とその他メーカーを区別するもう一つの重要な要素——品質認証およびそれらが実際に保証する部品の品質——の評価に進むことができます。
重要となる品質認証および検査基準
あなたは、自社ウェブサイトにISO 9001、IATF 16949、AS9100といった目覚ましい認証を掲載しているメーカーを見つけました。しかし、これらの頭字語は、実際に受領する高精度機械加工品について、実際にはどのような品質保証を意味するのでしょうか?多くのバイヤーは、認証を単なるチェックボックスとして扱い、それが意味する実質的な品質指標として捉えていません。各認証が何を要求しているかを理解することで、メーカーの品質管理システムが、あなたのプロジェクトの要件に本当に適合しているかどうかを評価できます。
品質認証とは、第三者機関による検証であり、メーカーが文書化された手順に従い、一貫した基準を維持し、業務を継続的に改善していることを示すものです。これらは単に壁に飾られた表彰状ではありません——むしろ、欠陥の低減、トレーサビリティの確保、サプライチェーンの保護を可能にする、高精度部品製造における体系的なアプローチを示しています。
ISO 9001およびそれが保証するもの
ISO 9001は、世界中の産業において品質管理の基盤を提供する国際規格です。全世界で100万社以上が認証を取得しており、この規格は堅固な品質マネジメントシステムを構築するための基本要件を定めています。
ISO 9001では実際に何が求められるのでしょうか? この認証は、文書化された手順、一貫したプロセス実施、および継続的改善の証拠を要求します。製造事業者は、顧客志向、リスクベースの思考、および測定可能な品質目標の達成を示す必要があります。ISO 9001認証を取得した高精度機械加工部品サプライヤーから調達を行う場合、以下のような品質管理システムを確立済みの企業と取引していることになります。
- 工程ドキュメント ― 書面化された手順により、どのオペレーターが設備を操作しても一貫した運用が保証されます
- 顧客要件の追跡 ― システムにより、生産工程全体を通じてお客様の仕様を記録・検証します
- 是正措置プロトコル ― 問題が発生した際には、根本原因分析によって再発防止を図ります
- 経営陣レビュー ― 経営陣が定期的に品質パフォーマンスを評価し、改善を推進します
一般産業用途において、ISO 9001認証は、製造業者が専門的かつ適切に運営されていることを合理的に保証します。ただし、業種別に特化した認証は、この基盤の上に、特定の業界に合わせた追加要件を積み重ねたものです。
自動車サプライチェーン向けIATF 16949
自動車用途向けの高精度CNC部品を調達する場合、IATF 16949認証は必須となります。国際自動車タスクフォース(IATF)がISOと共同で策定したこの規格は、ISO 9001の適合性に加え、自動車業界特有の要件を上乗せしています。
認証の専門家によると iATF 16949は、特に欠陥の未然防止、サプライチェーンにおけるトレーサビリティ、および生産工程におけるばらつき低減に焦点を当てており、これらは乗員を乗せた車両に組み込まれる部品にとって極めて重要な課題です。主要な自動車メーカーは、Tier 1およびTier 2サプライヤーに対し、この認証を必須としています。
IATF 16949がISO 9001よりも厳格である理由は何でしょうか? 自動車業界向け規格では、以下の点が義務付けられています:
- 製品安全性に関する要件 – 安全上の危険を引き起こさないよう、部品が遵守すべき特定のプロトコル
- 顧客特有の要求 – 各主要自動車メーカーが独自の品質要件を追加
- 緊急時対応計画 – サプライチェーンの中断に対する文書化された対応策
- 保証管理 – 現場での不具合を追跡し、必要に応じてリコールを実施できるシステム
- サプライヤー開発 – 品質管理システムを下請けサプライヤー(サブティアーサプライヤー)まで拡大する要件
自動車向け精密部品製造において、IATF 16949認証は、業界が求める厳しい品質要件を満たす準備が整った製造事業者であることを示すものです。邵邑金属科技(Shaoyi Metal Technology)などの施設では、この認証に加え、厳格な統計的工程管理(SPC)プロトコルを維持しており、自動車サプライチェーンが要求する高精度および一貫性のある部品の供給が可能となっています。
航空宇宙部品向けAS9100要件
航空宇宙分野の用途では、さらに厳格な品質管理システムが求められます。AS9100認証は、航空宇宙業界特有の要求事項に特化しており、部品が航空業界が求める安全性、品質および技術基準を満たしていることを検証します。
なぜ航空宇宙分野には独自の認証が必要なのでしょうか?航空機の構成部品は、温度変化、振動、気圧変動といった極限環境下で動作します。このような条件下での故障は、甚大な被害を引き起こす可能性があります。AS9100は、一般の製造業向け認証では要求されない、構成管理、初品検査および強化されたトレーサビリティに関する追加要件を定めています。
統計的工程管理(SPC)の理解
認証にとどまらず、潜在的な製造業者に対しては、その検査手法および品質管理プロセスについても確認してください。統計的工程管理(SPC)とは、生産工程全体における一貫性を維持するための、データに基づくアプローチです。
完成品の部品を検査して不良品を拒否するのではなく、統計的工程管理(SPC)は生産パラメータをリアルタイムで監視します。管理図は重要寸法を追跡し、公差外れの部品が発生する前に傾向を特定します。この予防的なアプローチにより、歩留まりの向上、廃棄ロスの削減、および製造工程全体において高精度機械加工製品が仕様内に維持されたことを証明する文書化された証拠が得られます。
SPCシステムへの投資を行う製造業者は、最低限の認証要件を上回る、高精度部品製造へのコミットメントを示しています。高精度機械加工部品のサプライヤーを評価する際には、測定能力、検査頻度、および顧客レビュー用の品質データ記録方法について確認してください。
主要な認証一覧(クイックリファレンス)
アプリケーション要件に応じて適切な認証レベルを選定してください:
- ISO 9001 – 普遍的な品質マネジメント基盤;一般産業用途に適しています
- IATF 16949 – 自動車業界の必須要件;車両部品サプライヤーにとって不可欠です
- AS9100 – 航空宇宙および防衛産業の標準規格。航空機部品およびアセンブリには必須。
- ISO 13485 – 医療機器製造。患者の安全確保および規制遵守を保証。
- ISO 14001 – 環境マネジメント。持続可能な製造活動を実践していることを示す。
認証は、メーカーがどのような管理体制を整えているかを示しますが、そのメーカーがあなたの特定プロジェクトに本当に適しているかどうかまでは分かりません。次のステップでは、技術的対応能力、コミュニケーション能力、実績を評価し、資格を有するサプライヤー候補リストを作成します。
適切な製造業者を評価・選定する方法
あなたは既に認証内容を確認し、技術的能力を検討し、多数の潜在的サプライヤーをリストアップしました。次に訪れるのは、最も難しい作業です——実際に高品質な機械加工部品を製造できるメーカーと、単に優れたマーケティングで見せかけだけのメーカーとを明確に区別することです。成功するパートナーシップと高額な失敗との違いは、契約を結ぶ前に潜在的サプライヤーをどれほど厳密に審査したかにかかっていることが多いのです。
高精度部品メーカーを選定する際には、最も安い見積もりを求めるのではなく、自社のプロジェクト要件に合致する能力、品質管理システム、およびコミュニケーションスタイルを持つパートナーを見極めることが重要です。自社の利益を守り、信頼できる長期的なサプライヤーを発見する確率を高めるための体系的なアプローチについて、以下で詳しく説明します。
マーケティング文言を超えた能力評価
あらゆる機械加工部品メーカーのウェブサイトには、印象的な設備一覧や称賛に満ちた顧客 testimonial(お客様の声)が掲載されています。しかし、こうした主張が現実と一致しているかどうかをどう確認すればよいでしょうか?まずは表面的な情報から一歩踏み込んで検討しましょう。
業界の専門家によると 、CNC加工部品メーカーを評価するには、その技術インフラ、エンジニアリングチームの専門性、および生産規模の拡張性を検討する必要があります。先進的なCNC旋盤、フライス盤、三次元測定機(CMM)を導入しているかを確認してください。また、設計・製造エンジニアリングチームは、単にCAD/CAMツールや多軸加工機器を「所有している」だけでなく、それらを実際に「熟練して活用できる」能力を有している必要があります。
機械のモデル、スピンドル回転数、加工範囲(ワーキング・エンベロープ)、位置決め精度などについて具体的な情報を依頼してください。5軸加工対応を謳うカスタム部品メーカーは、あいまいな一般論ではなく、実際に保有する設備に関する詳細情報を readily 提供できるはずです。また、同社が通常扱う部品の複雑度についても確認し、ご依頼のプロジェクトが同社の得意分野に該当するのか、あるいはその技術的限界に近づくものなのかを判断しましょう。
生産能力に関する検討を疎かにしてはなりません。高精度機械加工部品メーカーの工場が95%の稼働率で運用されている場合、ご依頼の納期に対応できない可能性があります。現在の受注状況および今後の成長見通しを把握することで、自社の需要増加に同社が柔軟に対応できるかどうかを評価できます。
潜在的なサプライヤーを審査する際の赤信号
経験から学んだバイヤーは、問題の兆候を早期に認識するようになります。以下に示す一般的な「赤信号」には特に注意してください。これらはしばしば将来的なトラブルを予告しています。
- 取引実績の提示を渋る ― 実績のあるメーカーは、満足した顧客との連絡を喜んで手配します
- 公差に関するあいまいな回答 – 能力と限界について、正確に説明できる専門的な工場
- 著しく低い見積もり – 競合他社よりも大幅に低い価格は、しばしば品質の妥協や「釣り」戦術( bait-and-switch )を示唆しています
- コミュニケーション対応の悪さ – 見積もり段階で回答に数日かかる場合、量産時の問題対応を想像してみてください
- 工場見訪問への抵抗 – 信頼性の高い機械加工部品メーカーは、顧客による監査を歓迎します
- 認証の欠落または outdated(古くなっている)状態 – 品質認証には定期的な監査が必須であり、有効期限が切れた資格は、管理システムの怠慢を示唆しています
ベンダーのデューデリジェンス専門家が強調する点は、 サプライヤーの評判は、その信頼性、製品品質、およびカスタマーサービスの水準を判断する上で、しばしば信頼できる指標であるということです。契約を結ぶ前に、業界フォーラム、LinkedIn 上の推薦コメント、および入手可能な事例研究(ケーススタディ)を確認してください。
国内製造と海外製造の検討事項
国内製造か海外製造かという選択は、単なる単価比較以上の要素を含みます。Thomas 社の調査によると、北米の製造企業の 83% が、近年明らかになったサプライチェーンの脆弱性を受けて、再国内化(reshoring)を検討しています。
海外での機械加工は、単価を低く抑える可能性がありますが、輸送費、関税、在庫保有コスト、品質検査要件などを含む「実質到着原価(トータル・ランデッド・コスト)」を総合的に検討する必要があります。時差によるコミュニケーションの課題、知的財産権への懸念、納期の長期化などは、一見した節約効果をしばしば相殺してしまいます。
国内製造では、より緊密な協業、開発段階における迅速な試作・改善(イテレーション)、およびサプライチェーンリスクの低減が可能です。設計変更が生じた場合(そしてそれは必ず生じます)には、地元のサプライヤーが数日で対応できるのに対し、海外サプライヤーでは数週間を要することが多いです。納期が厳しく、あるいは品質管理が極めて厳しい要求が求められるプロジェクトにおいては、国内調達に伴うコストプレミアムが、結果として十分に正当化されることが多くあります。
ステップ・バイ・ステップの評価チェックリスト
以下の体系的なプロセスに従い、潜在的なサプライヤーを客観的に評価・比較してください:
- 要件を明確に定義する ― サプライヤーへの問い合わせ前に、必要数量、許容差、使用材料、必要な認証、納期要件などを明文化してください
- 初期の対応能力をスクリーニング – ウェブサイト、機器リスト、認証情報をレビューし、候補者を絞り込んだ短いリストを作成する
- 詳細な見積もりを依頼する – 各サプライヤーに同一の仕様書を提供する。価格だけでなく、納期、支払条件、付帯サービスも比較する
- 認証を独立して確認する – 表示されているロゴに頼るのではなく、認証データベースを確認して、その有効性が現在も維持されているかを検証する
- 参考先照会を実施する – 既存顧客と面談し、品質の一貫性、コミュニケーション、問題解決対応についてヒアリングする
- 財務的安定性を評価する – 重要な部品を調達する場合など、長期的な事業継続可能性を評価するために、財務諸表または信用調査報告書の提出を依頼する
- 工場見学またはバーチャルツアーを予約する – 機器の状態、職場の整理整頓状況、およびスタッフの専門性を直接観察する
- 試作注文から始める – 本格的な生産数量へのコミットメントの前に、小規模なプロジェクトで関係性をテストする
長期的な製造パートナーシップの構築
適格なサプライヤーを見つけることは、あくまで始まりにすぎません。最も成功しているバイヤーとメーカーの関係は、双方が相互の成功に投資する本格的なパートナーシップへと発展します。
製造性向上設計(DFM)に関するフィードバックを提供してくれるメーカーを探しましょう。これは、部品の品質を向上させると同時に生産コストを削減するための具体的な提案です。単に指示通りに加工するだけでなく、設計の改良を積極的に提案してくれる機械加工部品メーカーは、専門的知識と、単なる受託業者を超えたパートナーシップ志向を示しています。
彼らの問題解決アプローチを評価してください。課題が避けられない形で発生した際、彼らは問題を未然に察知して能動的に連絡してくるでしょうか、それとも問題を隠し続け、危機に至ってから対応するのでしょうか? 業界のガイドラインでも、迅速かつ明確なコミュニケーションが確保されていれば、困難が生じた際に置き去りにされることはないことが確認されています。
アフターサポートも検討してください。サプライヤーは、部品が期待通りの性能を発揮しなかった場合に、保証、交換、または技術支援を提供していますか?優れたメーカーは自社製品に自信を持ち、すべてのプロジェクトを顧客との関係強化の機会と捉えています。
綿密な評価に費やした労力は、その後の製造パートナーシップ全体において、確実に成果をもたらします。信頼できるパートナーが特定されたら、次に進むべきステップは、正確な見積もりおよび円滑な生産立ち上げを可能にするRFQ(見積依頼書)パッケージの作成です。
RFQの作成と納期の理解
適格なサプライヤーを特定し、その能力を評価しました。次に、正確な見積もりを得られるかどうか、あるいは煩雑な往復確認のやりとりに陥るかどうかを左右する重要な局面——RFQ(見積依頼書)の作成——が訪れます。構成が整ったRFQパッケージは、見積もりプロセスを加速させるだけでなく、専門的かつ信頼性の高いバイヤーとしてのあなたの評価を高め、円滑な製造パートナーシップの基盤を築きます。
RFQは、コミュニケーションツールとして捉えてください。ご提供いただく情報がより完全で整理されていればいるほど、メーカーはプロジェクトを迅速に評価し、競争力のある価格を提示できます。不完全な依頼は、営業担当者が不足している情報を確認するために追加のやり取りを余儀なくされるため、遅延を招きます。その結果、最初の見積もりを受領するまでに数日から数週間もかかってしまうことがあります。
お見積り依頼に必要な必須情報
即座に注目を集めるRFQと、キューの中で長期間待機してしまうRFQとを分ける決定的な要素は、「完全性」です。 機械加工サービスプロバイダーによると 、RFQの内容が詳細であるほど、正確な見積もりをより迅速に受け取ることができます。技術仕様に深入りする前に、まず基本事項から整理しましょう。
RFQパッケージには、以下の主要な要素を含める必要があります:
- 会社情報 – 連絡先情報、請求先住所、配送先住所、および事業者識別情報
- 製品説明 – 必要とする部品の概要およびその用途に関する基本的な説明
- 材質仕様 – 希望材料または許容可能な代替材料(およびそれらに適用される特別な要件)
- 数量要件 – 初回発注数量および年間見込使用量
- 納期に関する期待 – 納期目標日およびその他のスケジュール制約
- 業界特有の要件 – 医療、航空宇宙、自動車、またはその他の規制対象分野向け部品であるか否かを明記してください
- 品質関連文書の要件 – 検査報告書、認証書、トレーサビリティ要件など
製造業者が不足情報について自ら問い合わせてくるとは考えないでください。一部の業者は、実際の要件と一致しない仮定に基づいて見積もりを提示する場合があり、カスタム製造部品の納入時や請求書の支払期日が到来した際に予期せぬ事態を招くことがあります。
技術図面および仕様要件
お客様の図面は、カスタム部品製造における最終的な基準となります。図面には、幾何形状、公差、表面粗さ、特殊要件などが、国際的に通用するエンジニアリング言語で明記されています。適切な図面がなければ、たとえ最も優れた製造業者であっても、お客様の期待通りの結果を保証することはできません。
業界のベストプラクティスでは、2D PDF図面と3D STEPファイルの両方を提供することが推奨されています。PDFは、重要な寸法および公差を定義するマスタードキュメントとして機能し、一方で3Dモデルは製造者がCAMソフトウェアに直接ジオメトリをインポートし、複雑な形状に対する理解を検証できるようにします。
技術仕様書には、以下の内容を明確に記載する必要があります:
- 公差付きの重要寸法 – 締め付け精度が厳しく要求される特徴(形状・要素)を特定すること
- 表面仕上げ要件 – 各表面に対して粗さ値(表面粗さ)を指定すること
- 幾何公差 – 適切な場合に、位置度、同心度、直角度などの幾何公差(GD&T)記号を記載すること
- 材料および熱処理仕様 – 合金の規格(グレード)および必要な加工工程を明示すること
- ねじ仕様 – 標準またはカスタムのねじ仕様(適合クラスを含む)を記載すること
- 特別な刻印または識別表示 – パート番号、ロットコード、またはその他の必須マーク
オンラインの機械加工部品見積もりシステムを検討している場合、自動化されたプラットフォームは、完全な3Dモデルおよび標準公差を用いた場合に最も効果的に機能することを念頭に置いてください。特殊な形状や厳密な仕様を有する複雑なカスタム機械加工部品については、通常、直接的な技術担当者によるレビューが有益です。
生産数量の検討と価格構造
発注数量は単価に劇的な影響を与えます。この関係性を理解することで、より賢明な調達判断が可能になります。カスタムCNC部品の価格には、固定費(プログラミング、セットアップ、工具)と変動費(材料費、加工時間、検査)の両方が含まれます。大量生産では固定費がより多くの単位に分散されるため、1個あたりの価格が低下します。
数量予測について透明性を保ってください。100個の注文に対して見積もりを行うメーカーと、10,000個の注文に対して見積もりを行うメーカーでは、意思決定が異なります。たとえば、使用する設備の選定、カスタム治具への投資、あるいは専用機械稼働時間の確保など、異なる対応を取る可能性があります。不確実性がある場合でも、現実的な需要予測を提供することで、より正確な価格設定が可能になります。
複数の数量区分(ブレイクポイント)ごとに段階的価格表(ティアード・プライシング)の提示を依頼することを検討してください。これにより、部品の生産において規模の経済効果が明確に現れる数量の閾値が明らかになります。たとえば、250個から500個へ発注数量を増やすことで、単価が30%低下し、在庫戦略の見直しがコスト面で十分に価値を持つことが判明するかもしれません。
試作向け要件と量産向け要件
5台の試作機を発注する際のアプローチは、5,000台の量産品を発注する際のアプローチと根本的に異なります。製造の専門家によると、多くのプロジェクトが失敗に終わるのは、チームが試作と量産を互換可能なものとして扱っているためであり、実際にはそれぞれ明確に異なる運用モードを必要とします。
プロトタイプ製造では、スピードと柔軟性が重視されます。設計の検証、部品の適合性および機能の試験を行い、得られた知見に基づいて変更を加えることが一般的です。製造業者は大量生産によるセットアップ費用の償却ができないため、単価は高くなります。ただし、プロトタイプは通常、量産向けの生産ラインに優先的に割り当てられるため、納期は比較的短縮されます。
量産部品の製造では、再現性、文書化された工程、および最適化されたコストが重視されます。設計は確定済みであり、仕様は最終決定され、品質要件も明確に定義されている必要があります。製造業者は治具への投資を行い、工程パラメータを確立し、統計的管理手法を導入しますが、これらは小ロットのプロトタイプ製造には不適切です。
開発サイクルにおける現在の段階を明確に伝えてください。製造業者が、今後量産へと移行する予定のプロトタイプ用カスタム部品製造を依頼されていることを理解していれば、それに応じた見積もり構成が可能になります。例えば、量産時の発注数量を約束することで、プロトタイプ製造の単価を割引するといった提案がなされる場合があります。
納期要因と生産計画
部品の納期がどのくらいになるかを決定する要因は何でしょうか? 納期は、単に機械加工の複雑さだけではなく、複数の要因によって左右されます。これらの要因を理解することで、現実的な期待値を設定し、それに応じた計画を立てることが可能になります。
主要な納期要因には以下が含まれます:
- 現在の工場稼働率 – 部品の複雑さに関係なく、繁忙期には待ち時間が延長されます
- 材料の入手可能性 – 標準合金は迅速に出荷されますが、特殊材料は数週間を要する場合があります
- 二次操作 – 熱処理、電気めっき、コーティングなどの工程は加工時間を追加します
- 検査要件 – 詳細な文書化要件は品質保証作業時間を増加させます
- 図面の完結性 – 情報の欠落は、確認・照会による遅延を引き起こします
- 初品承認 – 初期サンプルの承認が得られるまで、生産を一時停止します
緊急の場合には、事前に納期短縮オプションについてお問い合わせください。多くのメーカーでは、追加料金を支払うことで納期短縮サービスを提供しており、重要な部品については1営業日での納品を実現することもあります。ただし、すべての注文を急いで処理することは、取引先との関係性や予算に負担をかけるため、真正な緊急時のみ納期短縮を依頼するようご配慮ください。
部品製造の計画立案は、お客様が将来の需要に関する情報を共有してくださる場合に最も効果を発揮します。たとえ概算値であっても需給予測を提供いただければ、メーカーは生産能力を確保し、材料を事前に調達し、生産スケジュールを円滑に調整することが可能になります。このような協働関係は、単発的な注文ベースの取引関係に比べ、より有利な価格設定およびより確実な納期遵守を実現する場合が多くあります。
RFQを包括的に準備していただければ、メーカーは不足している情報を確認する作業ではなく、エンジニアリングレビューおよび正確な価格算出に集中できます。ただし、部品の出荷前に、多くの用途では追加の加工—熱処理、表面仕上げ、または組立サービス—が必要となります。これらの工程は、機械加工された部品に付加価値と機能性を付与します。
二次加工および仕上げ工程
高精度機械加工部品はCNC工作機械から届きますが、それらは本当に「完成品」なのでしょうか?多くの用途において、生加工状態の製品には、ご使用のアプリケーションが要求する性能特性を実現するために、さらに追加の加工が必要です。こうした二次加工によって、良好な部品が優れた部品へと進化し、単なる機械加工だけでは得られない耐久性、耐食性、および機能性が付与されます。
これらの工程がいつ・なぜ重要であるかを理解することで、正確な仕様要件を明記でき、高額な予期せぬ費用を回避できます。では、CNC機械加工部品に真の付加価値をもたらす二次加工について詳しく見ていきましょう。
性能向上のための熱処理
表面が硬化されていなかったために早期に摩耗するギア、あるいは残留応力が除去されなかったために張力が低下するスプリングを想像してみてください。熱処理は、金属の内部構造を制御された加熱・冷却サイクルによって変化させることで、こうした課題に対処します。
Hubs社によると、熱処理は金属部品の硬度、強度、靭性、延性といった重要な特性を改質するために不可欠です。熱処理のタイミング(機械加工前か後か)は、お客様の具体的な要件によって異なります。
機械加工前の熱処理 標準化された金属合金規格を用いる場合に有効です。製造業者は、あらかじめ熱処理済みの材料から直接部品を機械加工できるため、納期短縮が可能です。ただし、 機械加工後の熱処理 は、材料を硬化させる目的や仕上げ工程として行う場合に必要となります。特に、熱処理後に著しく硬度が向上する工具鋼では、この方法が必須です。
最も一般的な熱処理プロセスは以下の3つです:
- 焼却 – 金属を高温に加熱した後、ゆっくりと冷却することで材料を軟化させ、切削加工性を向上させます。追加の処理が指定されない限り、ほとんどのCNC加工部品は焼鈍状態の特性を有しています。
- 応力除去 – 加工後に適用され、製造工程中に導入された残留応力を除去し、より一貫性のある機械的特性を有する部品を製造します。
- 強化処理 – 軟鋼および合金鋼の焼入れ後に実施され、脆性を低減するとともに機械的性能を向上させます。
高負荷または摩耗を受ける複雑な機械加工部品において、熱処理は許容される性能と早期破損との差を生むことがあります。
表面仕上げの選択肢と適用分野
表面処理は単に部品の外観を美しくするだけでなく、腐食防止、摩擦低減、電気的特性の向上、耐摩耗性の増強など、多様な機能を果たします。適切な表面処理を選択するには、使用環境および機能的要求を考慮する必要があります。
Alpha Metal社によると 、各表面処理法は異なる用途に対してそれぞれ特有の利点を提供します:
アノジス 電気化学的プロセスを用いて、アルミニウム表面に硬く耐食性の高い酸化皮膜を形成します。部品は酸性電解液に浸漬され、電流を流して表面を酸化させます。この「変成処理皮膜」は様々な色に染色でき、優れた耐摩耗性を提供するため、航空宇宙、自動車、電子機器、建築用部品などにおいて広く採用されています。
塗装 部品の表面に薄い金属層を付着させます。ニッケルめっきは耐食性を高め、クロムめっきは外観上の光沢と硬度を付与し、亜鉛めっきは犠牲防食機能を提供し、金めっきは電気伝導性を向上させます。このプロセスには、電気めっき(電流を用いる方法)または無電解化学堆積(電流を用いない化学的手法)のいずれかが用いられます。
粉体塗装 静電気的に乾燥ポリマー粉末を塗布し、その後加熱して厚く耐久性の高いコーティングを形成します。この工程は、優れた衝撃抵抗性および腐食抵抗性を実現するとともに、環境負荷が極めて小さいという特長があります——スプレーのオーバースプレーは再利用可能であり、VOC排出量も低水準です。
絵画 色合わせおよび外観要件において、依然として最も汎用性の高い選択肢ですが、通常、粉体塗装や陽極酸化処理と比較して耐久性はやや劣ります。水性塗料は、溶剤系塗料に対する環境配慮型の代替手段を提供します。
表面仕上げ手法の比較
以下の表は、ご要件に応じて最適な仕上げプロセスを選定する際の参考になります:
| プロセスタイプ | 主な利点 | 典型的な用途 | コストへの影響 |
|---|---|---|---|
| アノジス | 硬質で耐摩耗性に優れた表面;腐食防止;カラーオプションあり;非導電性 | 航空宇宙部品、電子機器筐体、建築用部材 | 中程度 ($$) |
| 電気めっき(ニッケル/クロム) | 向上した腐食抵抗性;美観に優れた金属調仕上げ;導電性の改善 | 自動車用トリム、工具、ジュエリー、電子コネクタ | 中~高($$–$$$) |
| 亜鉛メッキ | 犠牲的腐食防止;コスト効率に優れる | ファスナー、ブラケット、構造用ハードウェア | 低価格 ($) |
| 粉体塗装 | 厚く均一なコーティング;優れた衝撃抵抗性;豊富なカラーバリエーション;環境配慮型 | 屋外用機器、家電製品、自動車部品 | 中程度 ($$) |
| 絵画 | カラーの選択肢が無制限;簡単なタッチアップが可能;多様な基材への対応性 | 民生品、建設資材、筐体 | 低~中程度($–$$) |
| ガラスビーズブラスト加工 | 滑らかなサテン仕上げ;表面処理;耐腐食性の向上 | 医療機器、高精度フライス加工部品、装飾部品 | 低価格 ($) |
組立サービスおよび付加価値加工
個別の部品を受領するのではなく、設置が可能な状態ですぐに使えるアセンブリを受領するのはなぜでしょうか?多くのメーカーでは、機械加工部品のアセンブリ作業を付加価値サービスとして提供しており、これによりお客様のサプライチェーンが簡素化され、社内の負荷が軽減されます。
Marver Med社によると、二次加工サービスを自社内で実施することで、外部委託に起因する遅延や追加コストを排除できるため、全体の生産時間を大幅に短縮できます。こうした付加価値工程には以下が含まれます:
- コンポーネントアセンブリ – 複数の機械加工部品をファスナー、シール、その他のハードウェアで組み合わせる
- レーザーマーキング – 部品への永続的な識別表示(シリアル番号やロゴの刻印など)
- 洗浄および脱脂 – アセンブリまたは無菌包装のための機械加工液および不純物の除去
- クリーンルーム包装 – 医療機器および高感度電子機器において特に重要
- 二次機械加工 – 寸法精度を向上させるための追加旋盤加工、面取り、穴あけ、ねじ切りなどの工程
これらの作業を主要な機械加工サプライヤーと統合することで、いくつかの利点が得られます。単一ソースによる責任体制により、品質に関する責任の明確化が容易になります。施設間での取扱い回数が減ることで、損傷リスクが最小限に抑えられます。また、スケジュールの統合管理により、複数のベンダーを個別に管理する場合と比較して、全体の納期が短縮されることがよくあります。
メーカーを評価する際には、どの二次加工工程を自社で実施しているか、またどの工程を外部委託しているかを確認してください。自社で実施可能な場合は、通常、品質管理がより厳密になり、納期も短縮されます。一方、外部委託となる工程は、納期の延長や調整上の課題を招く可能性があります。
二次加工工程が精密機械加工部品の品質向上にどのように寄与するかを明確に理解したうえで、今後は後工程処理を含む包括的な仕様要件を明記できるようになります。最終ステップとして、これまでに学んだすべての情報を統合し、自社プロジェクトに最適なメーカーを選定するための自信ある判断を行うことです。
最終的なメーカー選定
あなたは、材料科学、公差仕様、品質認証、二次加工工程を経てきました。ここに、サプライチェーンを守り、プロジェクトの成功を確実にするための具体的な選択肢を総合的に判断する決断の時が来ました。適切な高精度機械加工部品メーカーとは、単に最も安価な選択肢でも、派手なウェブサイトを持つメーカーでもありません。それは、あなたのプロジェクトの要件に正確に合致する技術能力、品質管理システム、およびコミュニケーションスタイルを備えたパートナーです。
お客様の要件とメーカーの対応能力の照合
まず、各候補となるサプライヤーについて得た知見をもとに、自社の基本要件を再確認してください。そのメーカーの設備は、ご要件の部品形状に対応可能でしょうか?高額な追加コストを伴わずに、ご要件の公差仕様を達成できるでしょうか?そのメーカーの認証は、お客様の業界における規制要件を満たしているでしょうか?
アプリケーションにとって最も重要な要素を重み付けしたシンプルな意思決定マトリクスを作成してください:
- 技術的対応力の整合性 – お客様のCNC加工部品の要件に合致する、当社の設備、公差管理、および材料に関する専門知識
- 品質管理システムの厳密さ – お客様の業界に適した認証(最低限ISO 9001、自動車業界向けにはIATF 16949、航空宇宙業界向けにはAS9100)
- 生産能力 – お客様の生産数量を満たす十分な生産余力(自社工場の過負荷を回避)
- リードタイムの実績 – お客様の生産スケジュールを支える現実的な納期
- コミュニケーションの応答性 – 見積り段階で迅速かつ明確な回答を行う業者は、量産段階でも同様の対応が期待できます
- 地理的要因 – お客様のリスク許容度に応じた、国内調達と海外調達のトレードオフ
価格を過度に重視するという落とし穴にはまらないでください。他社比20%安い価格で高精度CNC加工部品を提供するメーカーは、検査工程の簡略化、低品質材料の使用、あるいは不十分な品質管理システムの運用など、何らかの品質確保上の妥協を行っている可能性があります。不良加工部品の受領によって生じるコスト——生産遅延、再加工、顧客からの苦情——は、初期の低価格見積もりから得られる節約額をはるかに上回ります。
適格なサプライヤー候補リストの作成
評価プロセスでは、数十社の潜在的サプライヤーを絞り込み、実際の資格を有する2~4社の候補者に焦点を当てた短縮リストを作成する必要があります。これらの最終候補者は、貴社による能力審査を通過し、適切な認証を取得しており、また貴社からの問い合わせに対しても専門的かつ適切に応答しています。
最終的な契約を結ぶ前に、以下の検証ステップを検討してください:
- 試作部品の提出を依頼してください — 実際の高精度CNC部品を目で確認することは、仕様書よりも多くの情報を明らかにします
- 参考先の照会を実施する — 現在の顧客と直接話して、品質の一貫性および問題解決対応について確認します
- 小さく 始め — プロトタイプ発注は、量産開始による多額の資金投入の前に、双方の関係性を試す機会となります
- DFMフィードバックを評価する — 製品設計の改善提案を行うメーカーは、パートナーシップ志向の姿勢を示しています
評価段階におけるサプライヤーの質問への対応方法にも注意を払ってください。自社の加工プロセスを丁寧に説明し、限界を率直に認め、代替案を提示できるカスタム機械加工ソリューションプロバイダーは、生産中に避けられない課題が発生した際にも必要となる透明性を備えています。
最も優れたメーカーとのパートナーシップは、問題が発生しないから成功するのではなく、問題が生じた際に両者がオープンにコミュニケーションを取り、迅速に課題を解決できるからこそ成功します。
調達プロセスにおける次のステップへ進む
候補リストが確定したことで、今後の道筋はより明確になります。多くのバイヤーにとって理想的なパートナーとは、技術的精度と認証済みの品質管理システム、そして迅速な対応サービスを兼ね備えた企業です。このような組み合わせにより、概念段階から量産段階に至るまでのプロジェクトが円滑に加速し、意思疎通の齟齬や品質不具合による遅延といった摩擦を回避できます。
IATF 16949認証を取得しているメーカーは、自動車サプライチェーンが求めるプロセス規律を実証しています。こうした能力が、迅速な試作から量産への移行にも及ぶ場合、従来型サプライヤーでは実現できない柔軟性を獲得できます。例えば、CNC加工による高精度試作部品で設計を検証し、その後シームレスに量産規模へと拡大することを、単一の資格認定済みパートナーのもとで実現できるのです。
納期が厳しい用途の場合、迅速対応オプションについてお問い合わせください。一部の高精度機械加工部品メーカーでは、緊急の部品需要に対して最短1営業日での納品が可能な施設もございます。このような迅速な対応は、生産ラインが予期せぬ部品不足に直面した場合や、設計変更の即時検証が必要となる状況において極めて価値があります。
自動車部品(シャシー組立品、カスタム金属ブッシュ、その他の車両システムなど)を含む用途の場合、専門的なリソースを検討することをお勧めします。以下を提供する施設をぜひご検討ください。 自動車用途向け高精度CNC加工 これらの施設は、業界特化型の専門知識に加え、ロット間の一貫性を保証する厳格な統計的工程管理(SPC)プロトコルを備えています。
メーカーの選定は、単発の取引ではなく、継続的な関係の始まりであることを忘れないでください。徹底的な評価に費やす労力は、信頼性の高い納品、一貫した品質、および課題発生時の協調的な問題解決を通じて、長期的に大きなリターンをもたらします。高精度CNC加工部品のサプライヤーは、貴社の能力を直接拡張する存在となり、顧客へのサービス提供能力に直結します。
本ガイドで得た知識——製造プロセス、材料選定、公差仕様、品質認証、評価フレームワーク、RFQ(見積もり依頼書)の作成、二次加工——をもとに、貴社は機械部品メーカーに対して、十分な知識を持ったバイヤーとして対応できる準備が整いました。こうした準備は、より優れたパートナーシップ、より優れた部品、そしてプロジェクトにおけるより優れた成果へとつながります。
機械部品メーカーに関するよくあるご質問
1. カスタムCNC部品の費用はいくらですか?
カスタムCNC部品のコストは、その複雑さ、使用材料、および生産数量によって大きく異なります。小ロットで製造される単純な部品の場合、1個あたり通常10ドルから50ドル程度ですが、高精度で設計された部品では、特に少量ロット注文の場合、1個あたり160ドル以上となることがあります。価格に影響を与える要因には、材料の選択、公差要求、熱処理やめっきなどの二次加工、および大量生産時に数量分摊されるセットアップ費用が含まれます。複数の数量区分(ブレイクポイント)ごとに段階的な価格表を依頼することで、規模の経済効果により単価が低下する数量のしきい値を特定できます。
2. 製造業で使用される7つの基本的な工作機械とは何ですか?
7つの基本的な工作機械は、旋盤およびボーリングマシン(旋削機)、シェイパーおよびプランナー(整形機)、ドリル盤、フライス盤、研削盤、動力鋸(パワーソー)、およびプレスです。現代のCNC技術により、これらの伝統的な工作機械はコンピュータ制御装置へと進化し、手動操作では達成不可能な公差を実現できるようになりました。多軸CNCマシニングセンターでは、複数の加工工程が統合されており、製造業者は単一のセットアップで複雑な形状を高精度に生産することが可能となっています。
3. 工作機械部品メーカーが取得すべき認証は何ですか?
必須の認証は、業界によって異なります。ISO 9001は、一般産業用途に適した、普遍的な品質マネジメント基盤を提供します。IATF 16949は、自動車サプライチェーン部品において必須の認証であり、欠陥防止およびトレーサビリティに重点を置いています。航空宇宙および防衛分野への適用には、より厳格な安全性・品質要件を満たすAS9100認証が求められます。医療機器メーカーにはISO 13485認証が必要です。邵毅金属科技(Shaoyi Metal Technology)のようなIATF 16949認証取得施設では、統計的工程管理(SPC)プロトコルを厳格に実施し、高精度公差部品の安定した生産を確保しています。
4. CNC旋削加工とCNCフライス加工の違いは何ですか?
CNC旋削加工では、ワークピースが回転し、固定された切削工具がその形状を形成するため、シャフト、ロッド、ブッシングなどの円筒形部品の加工に最適です。一方、CNCフライス加工では、切削工具が回転し、ワークピースは固定されたままとなります。これは、平面、溝、ポケット、および複雑な三次元形状を有する部品の加工に最適です。多くの高精度機械加工用途では、これらの両方の工程を組み合わせており、円筒形状の特徴を備えた部品はまず旋盤で加工され、その後、穴、平面、角度付きカットなどの追加特徴を付与するためにフライス盤へと移されます。
5. 機械加工部品のRFQ(見積もり依頼書)を効果的に作成するにはどうすればよいですか?
完全なRFQパッケージには、会社情報、詳細な製品仕様、材料仕様、数量要件(年間見込使用量を含む)、納期の期待値、および品質関連文書の要件が含まれている必要があります。2次元PDF図面および3次元STEPファイルの両方を提供してください。また、重要寸法、公差、表面粗さ要件、およびGD&T(幾何公差)の指示は明確に標記してください。数量見込みについて透明性を持たせ、試作向け数量か量産向け数量かを明示してください。製造業者は、この情報に基づいて設備および工程の判断を異ならせます。