 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

レーザー切断サービスの仕組み:データ準備から完璧な部品製造まで

レーザー切断サービスの実際の役割
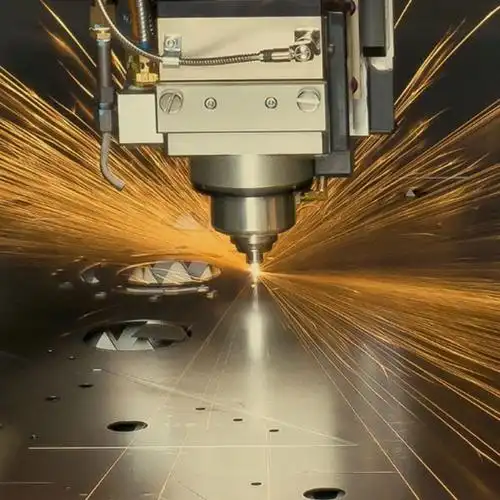
製造業者が、ありえないほど精巧な金属ブラケットや完璧にディテールの詰まったアクリル製サインをどのように製作しているのか、一度でも不思議に思ったことはありませんか?その答えは、精密レーザー切断——現代のものづくりを革命的に変えた技術——にあります。
レーザー切断サービスとは、極めて集束された光線を用いて、材料を切断・彫刻・エッチングする専門的な加工ソリューションであり、材料の厚さに応じて、最大で0.004インチ(0.10mm)という極めて厳しい公差を実現します。
これらの専門プロバイダーと提携することで、金属、プラスチック、木材などといった原材料を完成品部品へと変換するための産業用グレードの機器および専門知識にアクセスできます。自宅近くでレーザー切断サービスを探している場合でも、オンラインで選択肢を検討している場合でも、レーザー切断とはそもそも何であるかを理解しておくことで、プロジェクトに関する適切な判断が可能になります。
レーザービームがどのようにして原材料を精密部品に変えるか
ルーペで太陽光を集中させて火を点ける様子を想像してください。その強度を数千倍に増幅したものが、 レーザー切断の原理 です。ただし、はるかに高い制御性と精度を備えています。
この変換プロセスは、明確に区別された段階で進行します:
- ビーム生成: レーザー共振器が光粒子を増幅し、単色でコヒーレントな高集束ビームを生成します
- ビームの集光: ミラーとレンズがこのエネルギーを導き、直径通常0.0125インチ(0.32mm)未満の極めて小さな点に集中させます
- 材料との相互作用: 集束されたビームが材料表面に当たると、そのエネルギーは吸収され、瞬時に熱に変換されます
- 材料の除去: 強い熱により、材料が溶融、焼損、または蒸発し、補助ガス(酸素、窒素、または空気)によって生成物が吹き飛ばされます。
その結果は?従来の機械式切断法では到底達成できない、クリーンで高精度な切断面と滑らかなエッジです。
産業用レーザー切断技術の科学的原理
高精度レーザー切断を理解するには、まずレーザーが実際にどのように作動するかを把握することが不可欠です。「LASER」(レーザー)という語は「Light Amplification by Stimulated Emission of Radiation(放射による誘導放出による光増幅)」の頭文字を取ったものであり、この科学的基盤こそが、これらのシステムが極めて優れた結果を実現できる理由を説明しています。
レーザー共振器内部では、電気エネルギーが密閉容器内のレーザー媒質を励起します。この励起により、光子が鏡の間で往復反射を繰り返し、各反射ごとにエネルギーが蓄積されます。十分なエネルギーが蓄積されると、強力かつ集束された光束として外部へ放出されます。 According to TWI Global 、この光束はその後、光学系およびコンピュータ数値制御(CNC)システムを介して、プログラムされた切断パスに極めて高い精度で追随するよう導かれます。
産業用レーザー切断がこれほど効果的である理由は、エネルギー伝達の物理学にあります。レーザー光線中の光子は運動エネルギーを携えており、材料表面に当たると粒子を激しく振動させます。この急速な振動により、局所的に極めて高い熱が発生し、数ミリ秒で鋼鉄を溶融させたりアクリルを気化させたりするのに十分な温度となります。
この一連の工程はすべてCNC制御下で行われ、つまりコンピューターがお客様のデジタル設計データに基づいてあらゆる動きを制御します。この自動化により、切断工程における人為的誤差が完全に排除され、各部品が仕様通りに正確に製造されます。反復性と厳密な公差が求められる産業分野において、集束されたエネルギーとデジタルによる高精度というこの組み合わせこそが、レーザー切断を最も信頼される加工手法としています。

CO2レーザーとファイバーレーザー技術の違い
レーザー切断の仕組みが理解できたところで、初めて購入される方によくある疑問をご紹介します。「自分のプロジェクトには、どのレーザー技術が適しているでしょうか?」この問いに対する答えは、切断対象となる素材に完全に依存します。誤った選択をすると、品質が不十分な結果になったり、不必要な高コストを招いたりする可能性があります。
プロフェッショナルなレーザー切断サービスでは、通常、以下の2種類の異なる技術が採用されています。 CO2レーザーとファイバーレーザー 。それぞれが得意とする応用分野が異なり、これらの違いを理解することで、ご自身の特定の素材を切断するのに最も適したレーザーを選定できます。
有機材料および厚板金属向けのCO2レーザー
CO2レーザー技術は、50年以上にわたり業界の主力技術として活用されてきました。その理由は明確です。これらの装置は、二酸化炭素を主成分とするガス混合物を電気的に励起させることで、波長約10.6マイクロメートルの強力なレーザー光を生成します。
この波長が特別な理由は何でしょうか?木材、アクリル、革、紙、繊維などの有機材料に容易に吸収されるためです。木製の看板への精巧なエングレービングやアクリル製ディスプレイのクリーンなエッジ加工が必要な場合、CO₂レーザー切断機は金属および非金属素材の両方に対して優れた加工結果を実現します。
CO₂レーザーシステムの主な利点には以下が挙げられます:
- 優れた切断面品質 特に5mmを超える厚みの金属材において
- 優れたパフォーマンス プラスチック、木材、布地などの非金属材料に対して
- 微細なディテール加工能力 鋭角や複雑なパターン加工に適しています
- 信頼性が証明された 数十年にわたる産業界での技術改良が裏付けられています
ただし、CO₂レーザーには欠点もあります。According to(※原文ママ)によると、エネルギー消費量が大きく、ミラーのアライメント調整やガス補充といったメンテナンス要件が高いため、運転コストは約20ドル/時間程度となります。 American Torch Tip 、運転コストは約20ドル/時間程度となります。これは、エネルギー消費量が大きく、ミラーのアライメント調整やガス補充といったメンテナンス要件が高いためです。
反射性金属および高速生産向けのファイバーレーザー
ファイバーレーザー技術は、切断機器向けの最新世代のレーザー技術です。ガスを用いる従来方式とは異なり、これらのシステムでは、イッテルビウムなどの希土類元素でドープされたガラスファイバーを用いて、波長約1,060ナノメートルのレーザー光を生成します。これはCO₂レーザーの波長と比べておよそ10分の1の長さです。
この短い波長は金属切断において革命的な進歩をもたらします。反射率の高い金属(例:ステンレス鋼、アルミニウム、銅、真鍮)に対して、CO₂レーザーでは反射されてしまう光が、ファイバーレーザーではより効率的に吸収されるため、これらの金属の切断にはファイバーレーザー技術が好ましく選ばれます。
ファイバーレーザー装置で実感できる特長は以下の通りです:
- 著しく高速な切断速度 薄板から中厚板までの金属に対し
- より高い精度 複雑な形状や微細なディテールの加工に適しています
- 低コスト —業界データによると、運転コストは約1時間あたり4米ドル
- 最低限の保守 ファイバーによる光伝送により、ミラーのアライメント調整が不要となるため
- より効率的なエネルギー利用 光電変換効率は30%(CO₂レーザーは10%)
トレードオフとは?ファイバーレーザー技術を用いた金属切断用レーザー機械は、非金属材料の加工に苦労し、複雑で精巧な作業では大幅に速度が低下する可能性があります。
主要技術の概要比較
| 特徴 | CO2レーザー | ファイバーレーザー |
|---|---|---|
| 波長 | 10.6 マイクロメートル | 1.06マイクロメートル |
| 最高の材料 | 木材、アクリル、プラスチック、繊維、厚手の金属 | ステンレス鋼、アルミニウム、銅、真鍮、薄手の金属 |
| 切断速度 | 3/8インチ未満の材料に対して高速 | 一般的に高速(特に金属加工時) |
| 精度レベル | 汎用性が高く、厚手素材への加工に優れています | 細部表現や精巧なデザインに非常に優れています |
| 運転コスト | ~$20/時間 | 約1時間あたり4ドル |
| エネルギー効率 | 約10%の変換効率 | 約30%の変換効率 |
| メンテナンス | 通常のミラーのアライメント、ガスの補充 | 最小限のメンテナンス—メンテナンスフリーな動作 |
| 初期投資 | $350,000~$1,000,000以上 | $200,000~$600,000 |
| 理想的な用途 | 看板、ディスプレイ、包装、複合素材 | 鋼板加工、自動車産業、航空宇宙産業 |
結論として、プロジェクトで金属(特に薄板鋼、アルミニウム、または反射性合金)のレーザー切断機を用いる場合、ファイバーレーザー技術は通常、より高速かつ低コストで結果を提供します。木材、アクリル、または複合素材を対象とするプロジェクトでは、CO₂レーザーが依然として汎用性に優れた主力技術です。多くのプロフェッショナルサービスでは、両方の技術を併用しており、お客様の特定用途に最適なツールを選択できます。
レーザー切断が可能な材料
どのレーザー技術を用いるかを知ることは、課題の半分にすぎません。本質的な問いは、「実際に切断可能な材料は何か?」です。材料との互換性、厚さ制限、および切断面の品質要件を理解することで、より賢い設計が可能となり、部品到着時に高額な予期せぬ問題を回避できます。
以下に、対応可能な全材料の範囲を詳しく解説します。 金属シートのレーザーカット および非金属基材に適用できるため、プロジェクトの要件に合った適切な材料を選択できます。
レーザー加工に最適な金属
金属は、プロフェッショナル向けレーザー切断サービスの中心的な材料です。ただし、すべての金属が集束されたレーザービーム下で同じ挙動を示すわけではありません。熱伝導率、反射率、融点などの材料特性は、切断結果に大きく影響します。
鉄系金属:鋼板およびステンレス鋼
構造強度と耐久性が最も重視される場合、鉄系金属がその要求を満たします。金属用レーザー切断機は、これらの材料を非常に優れた精度で加工できます:
- 炭素鋼: レーザー切断で最も一般的に使用される材料です。6,000Wのファイバーレーザーでは、炭素鋼を最大25mmの厚さまで切断可能です(出典: Accurlの技術仕様 )。切断面はバリが少なくクリーンに仕上がり、酸素アシストガスを用いることで、塗装や粉体塗装に最適なわずかに酸化した切断面が得られます。
- ステンレス鋼: ステンレス鋼のレーザー切断には、材料の高い反射率およびクロム含有量により、より高い出力が必要です。高出力ファイバーレーザーを用いる場合、最大切断厚さは約20mmが期待されます。窒素をアシストガスとして使用することで酸化が抑制され、特有の耐食性仕上げが維持されます。建築用および食品サービス用途においても、切断面の品質は非常に優れています。
- 工具鋼: 硬度の高い合金は切断速度が遅くなりますが、金型、鋳型、産業用工具などに使用される高精度部品を製造できます。熱影響部(HAZ)については、設計段階で十分な配慮が必要です。
ステンレス鋼のレーザー切断において特に重要な点は、耐食性を付与する不動態酸化被膜を維持することです。酸素ではなく窒素をアシストガスとして使用することで、変色を防止し、切断端部に至るまで材料の特性を保つことができます。
非鉄金属:アルミニウム、銅、真鍮
反射性の高い金属は独自の加工上の課題を呈しますが、適切に処理すれば優れた仕上がりを実現できます:
- アルミニウム: レーザー切断されたアルミニウムは、航空宇宙、自動車、および民生品分野において優れた強度対重量比を提供します。アルミニウムのレーザー切断には、材料の高い反射率に対応するためファイバーレーザーが必要です。CO₂レーザーの波長では単に反射してしまうためです。6,000Wのファイバーレーザーは最大15mm厚のアルミニウム板を切断可能ですが、より薄い板(1–6mm)では最もクリーンな切断面が得られます。
- 銅: 極めて反射性が高く熱伝導性にも優れる銅は、高出力のファイバーレーザーと細心のパラメーター調整を必要とします。6,000Wクラスのシステムでは、最大切断厚さは約8mmに達します。電気部品や熱交換用途では、銅の天然特性が活かされます。
- 青銅: この銅亜鉛合金(真鍮)は純銅よりも切断が容易でありながら、魅力的な金色の外観を備えています。装飾用ハードウェア、楽器、建築装飾などに広く使用されています。切断面は滑らかで、後工程の処理は最小限で済みます。
に従って IVY CNCの研究 アルミニウムおよび銅は反射率が高いため、より高い出力が必要であり、最適な加工結果を得るには窒素補助ガスの使用が推奨されます。
レーザー加工向け非金属材料
金属にとどまらず、レーザー切断はプラスチック、木材、有機系基材など多様な素材においても創造的な可能性を広げます。この分野では、非金属材料への吸収率が極めて高い波長を持つCO₂レーザーが主流です。
プラスチックとアクリル
プラスチック材料は、鮮やかな色彩、光学的透明性、および設計の柔軟性を提供します:
- アクリル(PMMA): アクリル切断サービス用途におけるトップクラスの材料です。鋳造アクリルおよび押出アクリルのいずれも、レーザー切断に非常に適しており、炎磨き(フレームポリッシュ)されたエッジが得られ、二次加工を必要としません。また、 Lasersheets社の材料ガイド によると、マット仕上げアクリルはモダンでスタイリッシュな外観を実現するとともに、屋外用途にも耐える紫外線(UV)耐性および色褪せ防止性能を備えています。厚さ25mmまでの加工が可能です。
- ポリカーボネート: アクリルよりも強度が高いが、きれいに切断するのはより難しい。端面に黄変が生じることがあり、発生するガスは適切な換気が必要である。光学的透明性よりも耐衝撃性が求められる用途に最適。
- ポリプロピレン(PP): スコア加工や折り曲げが可能な柔軟なプラスチックフィルム。パッケージのプロトタイプ、ヒンジ式エンクロージャー、ランプシェードなどに理想的。
重要:PVCやビニールをレーザー切断してはいけません。これらの材料は加熱時に有毒な塩素ガスを放出します。
天然素材:木材、革、紙
天然素材は、レーザー切断プロジェクトに温かみと質感を加えます。
- ブナ材合板: 木材のレーザー切断では、特徴的な焦げた端面が生じますが、多くのデザイナーはこれを意匠的要素として活用しています。Lasersheets社によると、ベイク・合板は硬く強く、美しく繊細な木目が見えるという特長があります。レーザー出力によっては最大25mmまでの厚さに対応可能です。重要な注意点:レーザー加工に対応した接着剤で製造された合板を使用してください。ホームセンターで販売されている一般的な合板は、過度に焦げやすい接着剤が使用されている場合があります。
- MDF(中密度繊維板): 均質な構成とは、シート全体で一貫した切断特性を示すことを意味します。コストが低いため、MDFはプロトタイプや塗装仕上げを要するプロジェクトに最適です。黒色MDFを含む事前に着色されたバリエーションもご用意していますので、仕上げ処理は不要です。
- レザー: 天然皮革および合成皮革は、ファッションアクセサリー、 upholstery アクセント(張り地の装飾部分)、およびカスタム製品の切断にクリーンな仕上がりを実現します。クロムなめし革と比較して、植物なめし革はより優れた切断結果を提供します。
- 紙および段ボール: 複雑なデザイン、パッケージングのプロトタイプ、およびアーティスティックな用途では、レーザーによる機械的圧力を伴わない精密な形状切断が活かされます。これは、繊細な基材を破損させる可能性のある機械的負荷を回避できるためです。
- 竹: 持続可能な木材レーザー切断代替素材であり、独特の温かみのある外観が特徴です。無垢の竹シートは木目方向には剛性がありますが、木目に対しては割れに弱いため、設計時にこれを考慮する必要があります。
プロジェクト要件に基づく材料選定
多数の選択肢がある中で、適切な材料を選ぶにはどうすればよいでしょうか?以下の判断要素をご検討ください:
| プロジェクトの優先度 | 推奨される素材 | 重要な点 |
|---|---|---|
| 構造的強度 | 炭素鋼、ステンレス鋼、アルミニウム | 厚さの要件と耐荷重性を考慮してください |
| 美的仕上げ | ステンレス鋼、アクリル、真鍮、竹 | 素材の外観が重要であり、エッジ品質は極めて重要です |
| 費用効率 | 炭素鋼、MDF(中密度繊維板)、標準アクリル | 素材コストと加工速度のバランスを取ってください |
| 耐性 | ステンレス鋼、アルミニウム、アクリル | 屋外用途では耐食性が求められます |
| 体重減少 | アルミニウム、アクリル、合板 | 航空宇宙および携帯用アプリケーションでは、軽量な素材が有利です |
最も成功するプロジェクトは、素材の特性をその機能的要件に適合させています。天候に耐える装飾的な建築用スクリーンが必要ですか?ステンレス鋼のレーザー切断は、耐久性と視覚的魅力の両方を提供します。販売促進用ディスプレイを作成しますか?アクリルのレーザー切断サービスは、鮮やかな色彩と水晶のように透明な可視性を実現します。高価な金属への本格導入前にプロトタイピングを行いますか?MDF(中密度繊維板)は、コストのわずか一部で寸法精度を確保できます。
材料の加工能力を理解することで、サービス提供者との効果的なコミュニケーションが可能になり、実際に切断する対象に応じたエッジ品質、寸法公差、納期について現実的な期待値を設定できます。
レーザー切断とウォータージェット・プラズマ方式の比較
材料を選定し、レーザー技術の選択肢についても理解しました。しかし、多くの製造業者が見落としがちな重要な問いがあります。「このプロジェクトにとって、レーザー切断は本当に最適な方法でしょうか?」場合によっては答えは「いいえ」であり、代替手法を選択すべきタイミングを知ることは、大幅な時間短縮とコスト削減につながります。
現在利用可能な4つの主要な金属切断サービスを比較し、ご要件に最も適した技術を選定できるようご案内します。
他の方法よりもレーザー切断が優れる場合
レーザーによる切断は、特定のシナリオにおいて比類ない優位性を発揮します。特に、複雑な形状や高品質な切断面を要求される薄板~中厚板の材料を加工する場合、レーザー切断が最も適した選択肢となる可能性が高いです。
CNCレーザー切断が特に優れた性能を発揮するのは、以下の条件が求められる場合です:
- 卓越した精度: レーザー装置は、±0.004インチ(0.10mm)という非常に厳しい公差を達成できます(出典:) ファブリキャスト社の公差比較研究 —プラズマ切断やウォータージェット切断などの代替手法よりも著しく厳密
- 複雑な形状設計: 機械的加工手法では困難となるような小径穴、鋭角、および複雑な形状
- きれいなエッジ仕上げ: エッジは、特にステンレス鋼およびアクリルにおいて、二次仕上げを必要としないことが多い
- 高速生産: ファイバーレーザーは、薄板金属を分速100インチ(約2.54メートル)を超える速度で切断可能
- 材料の無駄が最小限: きめ細かな部品配置(ネスティング)と正確なカット幅(カーフ)により、シート材の利用率を最大化
電子機器用エンクロージャ、医療機器部品、高精度自動車用ブラケットなどにおいて、レーザー切断はその高速性、高精度性、優れたエッジ品質という特長を兼ね備えており、明確な最適選択肢となる。
代替手法がより適している状況
レーザー切断は驚異的な性能を有するものの、あらゆる用途において常に最適とは限りません。近隣のプラズマ切断サービスやウォータージェット切断サービスがより適した解決策を提供する状況を理解することで、品質とコストの両面で最適化が可能になります。
以下の場合はプラズマ切断を選んでください:
- 厚さ1インチ(約25.4 mm)以上の鋼板を高速で加工する必要がある場合
- 予算制約により、設備投資および運用コストを低く抑える必要がある場合
- 構造用鋼材の加工には、極めて厳しい公差は必要ありません
- 大型機械部品の大量生産が最優先事項です
に従って StarLab CNCの2025年加工ガイド プラズマ切断システムは、ウォータージェットに比べて1インチ厚の鋼材を3~4倍の速度で切断でき、1フィートあたりの運転コストは約半分です。プラズマ技術を用いた鋼材切断サービスは、造船、大型機械製造、構造用鋼材加工の分野で主流となっています。
次の場合はウォータージェット切断を選択する:
- 熱歪みは絶対に回避しなければなりません(航空宇宙部品、熱処理済み部品)
- 石材、ガラス、複合材料などの非導電性材料の切断
- 材料の厚さがレーザー切断能力を上回る場合(ウォータージェットは最大12インチまで対応可能)
- 熱影響部(HAZ)を一切発生させず、材料の特性を保持することが極めて重要です
ウォータージェットの「冷間切断」プロセスは、最大90,000 PSIの高圧で動作し、熱応力を完全に排除します。チタン製航空宇宙パネルや強化材などにおいて、こうした構造的整合性の保持は、遅い切断速度および高いコストを正当化します。
次の場合はCNCルーティングを選択する:
- 木材、フォーム、柔らかいプラスチックを大量に加工する場合
- 三次元の輪郭加工またはポケット加工が必要
- 材料の厚さおよびサイズがレーザー加工機のベッド容量を超える
主要技術の概要比較
| 係数 | レーザー切断 | ウォータージェット切断 | プラズマ切断 | Cncルーティング |
|---|---|---|---|---|
| 精密公差 | ±0.004インチ(0.10mm) | ±0.005" (0.13mm) | ±0.020インチ(0.50mm) | ±0.005" (0.13mm) |
| 材料の厚さ範囲 | 最大1"の鋼材 | 最大12インチ(任意の材料) | 最大6インチ(導電性金属) | 無制限(マルチパス対応) |
| エッジ品質 | 優れている。多くの場合、仕上げ完了状態 | 良好;わずかなテーパーが発生する可能性あり | 良好。研磨が必要な場合あり | 良好。工具痕が目立つ |
| 熱影響部 | 最小限(0.1~0.5mm) | なし | 顕著(1-3mm) | なし |
| OPERATING SPEED | 高速(薄い材料) | 遅い(5〜20 ipm) | 非常に高速(厚板金属向け) | 適度 |
| 部品あたりのコスト | 低〜中程度 | 高い | 低く、 | 低〜中程度 |
| 材料の多様性 | 金属、プラスチック、木材 | 任意の材質 | 導電性金属のみ | 木材、プラスチック、発泡体、軟質金属 |
| 初期投資 | $200,000~$1,000,000以上 | ~$195,000+ | ~$90,000+ | $50,000~$250,000 |
プロジェクトに適した正しい選択をする
最終的な判断は、素材の種類、厚さ要件、および精度要件という3つの要素に集約されます。
公差が厳しく、切断面の品質が求められる薄板から中厚板(1インチ未満)の金属加工には、レーザー切断が速度・精度・コストパフォーマンスの点で最適なバランスを提供します。信頼性の高い金属切断サービスをお探しの場合、精密なファブリケーション用途の大部分において、レーザー技術は他の加工方法よりも優れた対応が可能です。
ただし、レーザー切断が得意としない分野に無理に適用してはいけません。構造用の厚板鋼材には、より高速かつ低コストなプラズマ切断が適しています。航空宇宙分野で使用される熱に弱い合金には、材料の特性を損なわず加工できるウォータージェット切断が最適です。大判の木材パネルには、必要な加工能力を備えたCNCルーティングが適しています。
多くの成功を収めているファブリケーション工場が指摘しているように、 Wurth Machinery —最終的には、複数の技術を統合します。プラズマ切断とレーザー切断はしばしば併用され、高精度な作業にはレーザーが、厚板の切断にはプラズマが適しています。各技術の最適な適用範囲を理解することで、プロジェクト開始時から適切な加工方法を選定できます。
レーザー切断用の設計ファイルを準備する
素材を選定し、レーザー切断が最適な技術であることを確認しました。次に、スムーズなプロジェクトと煩わしい遅延を分ける重要なステップがやってきます:データファイルの準備です。難しそうに思えますか? 実際にはそうではありませんが、適切な設定を省略すると、ほぼ確実に問題が発生します。
オンラインのレーザー切断サービスに依頼する場合でも、地元の加工店と協力する場合でも、設計データファイルの品質がコスト、納期、および最終部品の品質に直接影響します。カスタムレーザー切断サービス提供者が求めるファイル要件、および経験豊富なデザイナーでさえ陥りがちなミスについて、具体的に解説します。
レーザー切断サービスが対応する設計ファイル形式
準備手順に進む前に、対応しているファイル形式を理解しましょう。ほとんどのレーザー切断用CNC機械システムはベクターファイルをサポートしており、業界で最も広く使われている形式は以下の3つです。
- DXF(Drawing Exchange Format): レーザー切断のための国際標準フォーマットです。DXF R2000以降のバージョンを使用すれば、ほぼすべてのレーザーシステムとの互換性が確保されます。出典: Venox社のファイル作成ガイド このフォーマットは、製造工程における解釈のばらつきを排除します。
- AI (Adobe Illustrator): Adobe製品群(Adobe Creative Cloud)を既に使用しているデザイナーに好まれるフォーマットです。レイヤー構成を維持したまま、レーザー加工に対応した形式へクリーンにエクスポートできます。
- SVG(Scalable Vector Graphics): Web上で利用しやすいフォーマットであり、多くのサービスがこれを受理しています。シンプルなデザインには最適ですが、複雑なプロジェクトではDXFへの変換が必要になる場合があります。
JPGやPNGなどのラスターフォーマットは切断作業には使用できません——レーザーは追随すべきベクターパスを必要とします。エンボス加工などにラスター要素を含める場合は、解像度を最低でも300~600 DPIに設定してください。
段階的なファイル準備プロセス
ファイルを正しく準備する準備はできましたか? レーザー切断の見積もり依頼を提出する前に、以下の手順に従ってください:
- 単位をミリメートルに設定し、スケールを1:1に設定してください。 これにより、部品のサイズが誤って設定される最も一般的な原因を防ぐことができます。ファイルのプロパティまたは付随する備考欄には、使用単位を明確に記載してください。
- すべてのテキストをアウトライン化してください。 フォントはシステム間で転送されません。Illustratorでは、テキストを選択して「アウトラインを作成」を選択してください。これにより、文字がベクターパスに変換され、レーザーが実際に追従できるようになります。
- 開いたパス(未閉じのパス)がないか確認し、必要に応じてすべて閉じてください。 ソフトウェアのパス診断機能を実行してください。開いたパスはレーザーコントローラーを混乱させ、機械が切断をどこで終了すべきかを判断できなくなります。
- 重なっているまたは途切れたセグメントを結合してください。 パスファインダーツールを使用して、交差する線を単一かつクリーンな輪郭に統合してください。
- 図形を別々のレイヤー上に整理してください。 切断作業は「CUT」レイヤー上に、彫刻作業は「ENGRAVE」レイヤー上にラベル付けしてください。一部の加工業者は色分け規約を採用しています(例:切断は赤、彫刻は青)。必ずご依頼先の業者に確認してください。
- 重複するラインと重なったジオメトリを削除します。 非表示の重なりにより、レーザーが同一パスを2度トレースし、加工時間が2倍になり、素材を貫通して焼損する可能性があります。
- 必要に応じて、カーフ補正を適用します。 レーザーは切断時に少量の素材(通常約0.005インチ)を除去します。精度が求められる部品同士の組み合わせでは、カーフ値の半分だけパスを内側にオフセットしてください。
に従って Craft Genesis社のカーフ調整ガイド このガイドでは、1インチ角の正方形を切断し、その実測値から差分を算出することで、使用素材の正確なカーフ値を特定できます。これは、かぎ状の嵌合ジョイントを備えたカスタムレーザー切断木材プロジェクトにおいて特に重要です。
レーザー切断注文の遅延を招く一般的なミス
経験豊富なデザイナーでさえこうしたエラーを犯します。提出前に、以下のチェックリストに基づいてファイルを確認してください。
- 重なったライン: レーザーが同一パスを複数回切断することで、熱負荷が増加し、エッジ品質が劣化します。業界の研究によると、これは不良結果を引き起こす主な要因の一つです。
- 閉じていない形状: 機械が切断を完了する方法を認識していないため、材料が付着したり、部品が不完全になったりします。
- 誤った単位: 工場がミリメートル単位での設計を想定しているのにインチ単位で設計すると、意図したサイズの25.4倍(または1/25.4)の部品が作成されます。
- カーフ補正の欠落: 設計段階でレーザーによる材料除去量を考慮しなかったため、部品同士が適合しません。
- フォントがアウトライン化されていない: テキストが空白として表示されるか、システムのデフォルトフォントに置き換えられます。
- 切断ファイルにラスタ画像が含まれている: レーザーはピクセルベースのグラフィックスを切断操作用に解釈できません。
- レイヤーの順序が誤っている: 彫刻用レイヤーが切断用レイヤーより後に処理されると、レーザーはすでにベッドから落下してしまった部品上に彫刻を行います。
これらのミスは注文の遅延を招くだけではなく、再印刷、材料の無駄、追加のエンジニアリング作業などにより、レーザー切断費用も増加させてしまいます。
製造性設計の原則
ファイル形式の基本事項を超えて、賢い設計選択を行うことで、納品された部品が実際に機能することを保証できます:
最小特徴サイズ: 材料の厚さより小さい要素を設計しないでください。Venox社の技術ガイドラインによると、穴の直径は材料の厚さ以上である必要があります。それより小さな穴は破断や切断不完全のリスクがあります。
切断間の間隔: 隣接する部品間には十分なクリアランスを確保してください。推奨される間隔は材料の厚さに応じて3~8mmです。互いに近すぎた切断位置は熱が集中し、薄肉部の変形を引き起こします。
タブの配置: 小型部品は加工中に切断ベッドから落下してしまうことがあります。周囲の材料と部品を接続する小型のブリッジ(タブ)を設計し、切断後に手作業で除去してください。タブは、わずかな後処理が許容される非重要なエッジに配置してください。
内角のR(フィレット半径): 鋭い内角は応力を集中させ、レーザー加工の幾何学的制約に挑戦します。内角のR(半径)は、少なくとも材料の板厚と同等以上に指定してください。これにより、部品の強度が向上し、より確実に切断できます。
ファイルを正しく準備するための時間をかけることは、その後の生産工程において大きなメリットをもたらします。クリーンで適切な形式で作成された設計データは、製造工程をより迅速に通過し、コストを削減し、またご依頼通りの仕様に完全に一致した製品をお届けします。さて、ファイルの準備が整ったところで、次に検討すべきは、さまざまな業界がこれらの加工能力をどのように活用しているか、およびプロフェッショナルなサービス提供者から期待できる品質基準についてです。

レーザー切断サービスに依存する業界
ファイルの準備は完了し、すぐに加工へと進むことができます。しかし、ここでぜひ考えていただきたいのは、レーザー加工によって実際にどのようなものを作成できるかという点です。その答えは、実質的にあらゆる製造業分野に及びます——自動車の安全性を左右する重要な部品から、都市のスカイラインを象徴する見事な建築装飾まで、幅広く対応可能です。
さまざまな産業がカスタム金属レーザー切断をどのように活用しているかを理解することで、この技術の多用途性と、お客様のプロジェクトに求められる品質基準の両方を深く理解できます。では、レーザー切断部品が不可欠となっている分野について探っていきましょう。
自動車および航空宇宙産業における精密部品
失敗が許されない場合、製造業者はミッションクリティカルな部品の製作にシートメタルレーザー切断を採用します。自動車産業および航空宇宙産業は、この依存関係を象徴する代表的な例であり、これらの産業が求める極めて厳しい品質基準が、専門的なレーザー加工サービスの運営方法を形作っています。
自動車製造への応用
自動車産業では、反復精度(リピータビリティ)、認証取得、市場投入までのスピード——この3つの要素が何よりも重視されます。Accurl社の業界分析によると、ダイカットやプラズマ加工などの従来の成形加工法と比較して、レーザー切断は車両製造工程を大幅に効率化しています。
自動車用の典型的なレーザー切断部品には以下のようなものがあります:
- シャシコンポーネント: 構造用ブラケット、補強プレート、フレーム部品など、数千点にわたって一貫した寸法精度が要求される部品
- サスペンション部品: コントロールアームブラケット、マウントプレート、およびスプリングシート(精密な穴位置により適切なアライメントを確保)
- ボディパネルおよびトリム: ドア補強材、ピラー部品、およびクリーンなエッジと厳密な公差が求められる装飾部品
- 熱シールドとブレーキット: 極端な温度に耐えながらエンジンコンパートメント内に正確に収まる必要がある排気システム部品
- 電気部品用マウントプレート: 寸法精度が組立効率に影響を与えるバッテリーブラケットおよびワイヤーハーネスサポート
自動車向けアプリケーションを特徴づけるのは、認証要件です。IATF 16949認証——自動車サプライヤー向けの国際品質マネジメント標準——は、事業者が厳格な工程管理、統計的モニタリングおよびトレーサビリティシステムを維持していることを示します。安全性が最優先されるシャシー、サスペンション、構造部品において、この認証は任意ではなく、むしろ当然の要件です。寧波紹益金属科技有限公司(Shaoyi (Ningbo) Metal Technology)などのメーカーは、迅速な試作から自動化大量生産に至るまでを支えるIATF 16949認証取得済みプロセスを通じて、こうしたコミットメントを実証しています。
航空宇宙産業の要件
航空宇宙向けアプリケーションでは、さらに厳しい公差と材料のトレーサビリティが求められます。Accurl社が指摘するように、軽量かつ高強度の材料への需要により、高精度レーザー切断はこの分野にまさに最適な加工技術です。
航空宇宙分野における代表的なレーザー切断応用例には以下があります:
- 機体胴体パネル: エッジ品質の高さおよび熱影響部(HAZ)の最小化が要求されるアルミニウムおよびチタン製外板部品
- 内部の部品: シートフレーム、ギャレーアクセサリー、天井収納ボックス構造など、重量削減が直接的に燃費に影響を与える部品
- エンジン部品: 耐熱合金製ブラケットおよび取付ハードウェア(公差はミル単位で測定)
- 計器パネル: スイッチやディスプレイのためのクリーンな切り抜きを要求するコックピット取付プレートおよびアビオニクスエンクロージャ
航空宇宙分野における鋼材のレーザー切断には、通常、インコネル、チタン、高強度アルミニウム系などの特殊合金が用いられ、ファイバーレーザー技術および厳密に制御された切断条件が必要とされます。あらゆる切断工程において材料の構造的完全性を維持することが不可欠であるため、加工業者の専門知識は設備能力と同等に重要です。
建築および芸術的用途
自動車・航空宇宙分野では再現性が重視される一方、建築および芸術的用途では個々のユニークさが称賛されます。ここでは、エッジ仕上げ、設計の複雑さ、そして美的インパクトが意思決定を左右します。
建築金属加工
現代建築では、従来の製造方法では実現不可能なレーザー切断による装飾要素がますます取り入れられています。According to VIVA Railings によると、レーザー切断による装飾用金属パネルは、前例のないデザイン可能性を通じて、建築における卓越性を再定義しています。
建築分野におけるレーザー切断の応用例には以下があります:
- ファサード・スクリーン: 建物外観にダイナミックな光のパターンと視覚的興味を生み出す穿孔金属パネル
- 日射制御システム: 自然光を効果的に管理するとともに、建築的特徴としても機能する高精度に切断された日除け構造物
- 内装間仕切り: 複雑な幾何学模様または有機的パターンを特徴とする装飾的な室内間仕切りおよびプライバシー・スクリーン
- 天井システム: 音響制御機能と視覚的魅力を兼ね備えた吊り下げ式パネル
- 階段手すりおよびバルコニーレール: 設計意図を表現しつつ、安全基準を満たすカスタムメタルワーク
- 壁システム: 幾何学的抽象パターンから自然をモチーフにしたデザインまで、さまざまなパターンが施された特徴的な壁
ロサンゼルスのレーザー加工スタジオやその他のデザインハブでサービスを求める、主要な大都市圏に拠点を置く建築家およびデザイナー向けに、この技術は空間を変革するカスタマイズを可能にします。VIVA Railings社によると、ステンレス鋼、アルミニウム、または鋼材などの基材に対して精密なレーザー加工を施すことで、幾何学模様、自然をモチーフにしたデザイン、抽象的デザインなど、あらゆるデザインが実現可能です。
サイン・ブランド要素
小売店舗、企業オフィス、ホスピタリティ施設では、視覚的アイデンティティを確立するためにレーザー切断サインが広く活用されています:
- 立体文字: 建物の識別用金属チャンネル文字およびフラットカットによるタイポグラフィ
- 案内表示システム: 複数の要素にわたり、クリーンなエッジと均一なサイズを実現した方向指示サイン
- 販売促進用ディスプレイ: 企業ロゴを組み込んだブランド化された什器および商品陳列台
- バックライト付きパネル: 精密な開口部パターンを通じて光を透過させるように設計された穴あけ金属標識
標識業界では、レーザー切断が、机の名札から複数階建ての建物の識別表示に至るまで、あらゆるスケールで微細な文字や複雑なロゴを再現できる点が特に評価されています。
レーザー切断需要を牽引するその他の産業
これらの主要分野に加えて、レーザー切断は製造業全体において特殊なニーズに対応しています:
- 医療機器: 生体適合性材料を用い、極めて高い精度が要求される外科手術器具およびインプラント
- 電子機器: ますます小型化が進むデバイス向けの筐体、ヒートシンク、マウントブラケット
- エネルギー部門 風力タービン、太陽光パネル設置システム、電力分配機器向けの部品
- 家具および備品: 金属製テーブル脚、棚受け金具、装飾用ハードウェア
- ジュエリーおよびアクセサリー: 従来の加工方法では実現できなかった複雑な金属デザイン
あらゆる産業におけるプロトタイピング
おそらく最も普遍的な用途はプロトタイピングです。製品開発チームが機能部品を迅速に必要とする場合、レーザー切断がその要求を満たします。この技術は、デジタルファイルから完成部品までを数日で実現可能であり、金型依存工程に必要な数週間と比較して、あらゆる業界におけるイノベーションサイクルを大幅に加速させます。
特に自動車および高精度金属部品の分野では、DFM(製造性向上設計)を包括的に支援するメーカーが、切断開始前に設計の最適化を支援します。シャオイ(Shaoyi)などのサービス提供企業は、最短5営業日での部品納品を実現する迅速なプロトタイピング能力に加え、迅速な見積もり対応も提供しており、エンジニアリングチームが品質や量産向けに必要な認証を損なうことなく、素早く設計の反復作業を行えるよう支援しています。
プロジェクトが自動車製造における認証済みの再現性を要求する場合でも、建築表現における創造的な自由度を求める場合でも、業界特有の要件を理解することで、サービス提供者との効果的なコミュニケーションが可能になります。次に、プロフェッショナルなレーザー切断を定義する品質基準および公差について詳しく見ていきましょう。また、ご自身の仕様に合致した結果が得られているかどうかを確認する方法も解説します。
レーザー切断における品質基準および公差
これまで、印象的な応用例とその技術的背景について学んできました。しかし、単に「許容できる部品」から「卓越した部品」へと分岐する決定的な問いがあります。それは、「実際に品質をどう検証するか?」という点です。レーザー切断の精度を正しく理解し、部品到着時に何を検査すべきかを把握していれば、常に仕様通りのコンポーネントを確実に得ることができます。
レーザー切断の公差および精度の理解
高精度レーザー切断サービスを評価する際、許容誤差(トロランス)の仕様は、期待できる寸法精度を正確に示します。しかし、実際に達成可能な許容誤差とはどの程度なのでしょうか?
Accurl社の技術文書によると、プロフェッショナルなレーザー切断では、通常±0.005インチ(±0.127mm)以内の寸法精度が得られ、切断幅(カーフ)はレーザー出力および材料の厚さに応じて最小で0.004インチまで狭められます。さらに厳密な制御が求められる用途では、A-Laser社の許容誤差仕様によれば、使用する技術によって達成可能な精度レベルは異なります:
- UVレーザー: ±0.0005インチまで—マイクロコンポーネント向けに最適
- ファイバーレーザー: ステンレス鋼および同様の材料では±0.001インチ
- 炭素レーザー: 一般加工向けでは最低±0.002インチ
- ウォータージェット: 比較用として±0.005~0.010インチ
- プラズマ: ±0.020インチ—レーザー方式と比べて著しく精度が低い
これらの数値は重要です。医療機器向けのステンレス鋼部品のレーザー切断や、自動車組立向けの鋼板レーザー切断において、±0.001インチと±0.020インチの公差の違いが、部品が正確に適合するか、あるいは不適合となるかを決定します。
精度に影響を与える要因
宣伝されている公差を実現することは、自動的に達成されるものではありません。実際の結果には、以下の複数の変数が影響を与えます。
- 機械のキャリブレーション: 定期的な保守およびキャリブレーションにより、レーザー光束が指定された焦点位置および切断パスの精度を維持します。
- 材料の平面度: 反りや湾曲のある板材では焦点距離が一貫せず、部品全体の寸法精度が損なわれます。
- 熱膨張: 切断中の熱の蓄積により材料が膨張します。パラメーターの慎重な制御および冷却によって、この影響を最小限に抑えます。
- オペレーターの専門知識: A-Laserが強調しているように、CADデータの調整、工具のセットアップ、パラメーター選定に関する専門的エンジニアリング知識は、機械そのものよりも重要であることが多いです。
- 焦点位置: エレファントCNC社の研究によると、焦点とワークピース表面の相対位置は切断品質に極めて重要な影響を与えます。適切な焦点位置では、最も狭いスリット幅と最高の加工効率が得られます。
高精度用途向けにレーザー切断金属板を加工する際、同一機械でも異なる工場で異なる結果が得られる理由は、これらの要因に起因します。ステンレス鋼のレーザー切断では、材料の熱伝導率が低いため切断部近傍に熱が蓄積しやすいため、特に厳密な制御が求められます。
レーザー切断部品の品質検査
部品が到着しました。次に何をすればよいでしょうか?体系的な検査により、ご指定通りの製品が納入されたことを確認でき、万が一不具合があった場合の証拠資料としても活用できます。
確認すべき品質指標
各ロットについて、以下の基準に基づいて検査を行ってください:
- 寸法精度: 校正済みの計測器を用いて重要寸法を測定してください。部品は、平均的に許容範囲内であるだけでなく、常に規定された公差範囲内に収まっている必要があります。
- エッジの直角度: Elephant CNC社によると、10mmを超える厚さの材料では垂直度が非常に重要であり、エッジは上部や下部に向かってテーパーになるのではなく、垂直に保たれる必要があります。
- 表面仕上げ: 切断面の粗さを確認してください。浅い垂直線は良好な切断品質を示しますが、深い条痕(ストライエーション)は加工パラメータに問題があることを示唆しています。
- 熱変色: エッジ付近の黄変または青変は、過剰な熱入力によるものです。ステンレス鋼の場合、これは耐食性を損なう可能性があります。
- バリの有無: 下端から垂れ下がっている小さな金属突起は、アシストガス圧力が不十分であるか、材料が厚すぎるか、送り速度が不適切であることを示しています。
レーザー切断の高精度用途においては、実測寸法と規定公差を比較した検査報告書の提出を依頼してください。品質の高いサプライヤーは、これらの記録を自動的に管理しています。
品質要件の伝達
明確なコミュニケーションは誤解を防ぎます。見積もり依頼の際には、以下の点を明記してください:
- 厳密な公差を要求する重要寸法と、標準的な許容範囲を適用する一般寸法を明確に区別すること
- 表面仕上げの要件—特に部品が最終組立品で目視される場合
- エッジ品質に関する期待値、および二次仕上げが許容されるかどうか
- ご使用用途に必要な業界認証
認証が示すもの
認証は、サプライヤーが一貫した品質を維持するための取り組みを示します。IATF 16949認証(自動車業界の品質マネジメント標準)は、統計的モニタリング、文書化された手順、完全なトレーサビリティを含む厳格な工程管理を実施していることを示します。ISO 9001認証は、一般的な品質マネジメントシステムへの適合を証明します。
自動車、航空宇宙、医療分野向けの高精度レーザー切断サービスにおいて、これらの認証は単なるマーケティング上のアピールではなく、部品出荷前に問題を検出するための検証済みの品質管理システムを意味します。A-Laser社によると、同社のISO 9001認証取得済み品質保証部門では、専用の測定機器を用いて寸法精度を検証し、検査に合格しなかった部品については再加工を行っています。
品質基準を理解することで、ご要件を正確に明記できるだけでなく、納入された部品が実際にご期待に応えているかどうかを評価することも可能になります。品質に対する期待値が明確になれば、特定のプロジェクトに最適なサービス提供事業者を選定する準備が整います。
レーザー切断サービス提供事業者の評価方法
品質基準を理解し、許容される公差がどの程度かを把握しています。しかし、ここが理論と現実が交わるポイントです:実際に適切なサービス提供者を選ぶにはどうすればよいでしょうか? たとえば、「自宅近くのレーザー切断サービス」を探している場合でも、全国規模でオンラインで選択肢を検討している場合でも、評価プロセスがプロジェクトの成功または失敗を左右します。
すべてのサービス提供者が同等の成果を提供するわけではありません。中には大量生産に優れている一方で試作に対応できない事業者もいます。また、他社より競争力のある価格を提示するものの、業界が要求する認証を取得していない事業者も存在します。では、具体的に何を評価すべきか、そして他社へ切り替えるべき「赤信号」となる警告サインについて、順を追って解説します。
サービス提供者を選定する前に確認すべき重要な質問
CNCレーザー切断サービスの提供者に正式に依頼する前に、以下の重要な質問に対する回答を必ず収集してください。その回答内容から、当該事業者が本当にご要望通りの成果を提供できるかどうかが明らかになります。
設備および対応能力に関する質問
- どのようなレーザー技術を使用していますか? Steelway Laser Cutting社の業界ガイドによると、サプライヤーがCO2レーザー、ファイバーレーザー、またはその両方を使用しているかを把握することで、お客様の材料要件に合致する加工能力を正確に評価できます。
- どの程度の板厚を加工できますか? ほとんどのサプライヤーは自社ウェブサイトに仕様を掲載しています。見積もり依頼の前に、これらの仕様がお客様のプロジェクト要件と一致することをご確認ください。
- 最大シートサイズは何ですか? 大型部品の加工には、特殊な設備が必要になる場合や、複数のシートに分割(タイリング)して加工する必要がある場合があります。
- 私が必要な材料を在庫として保有していますか? 材料の在庫を保有しているサプライヤーでは、調達遅延が解消され、一般的な基材についてはより有利な価格を提供できる場合が多くあります。
サービスおよびサポートに関する質問
- 製造性向上設計(DFM)支援サービスを提供していますか? Jiga社のDFM原則ガイドによると、設計段階の初期からDFMを統合することで、部品の形状、材料選定、切断戦略が最適化され、品質の向上とコスト削減が実現します。信頼性の高いサプライヤーは、切断前にお客様のデータファイルをレビューし、改善提案を行います。
- どのファイル形式を受け付けていますか? ご使用の設計ソフトウェア出力(DXF、AI、SVG)との互換性を確認してください。これらは業界標準です
- 見積もりの提出はどのくらいの速さで行えますか? トップクラスのプロバイダーは、12時間以内に見積もりを提示し、より迅速な意思決定を可能にします
- 通常の納期はどれくらいですか? Laser Cutting Shapes社が指摘している通り、納期はプロジェクトの複雑さおよび現在の作業負荷によって大きく異なります。納期に関する明確なコミュニケーションが不可欠です
品質および認証に関する質問
- 保有している品質認証は何ですか? ISO 9001は一般的な品質マネジメントを示すものであり、IATF 16949は自動車業界レベルの工程管理を示します
- 検査報告書を提供できますか? 寸法検証文書により、部品が仕様を満たしていることが証明されます
- どの程度の公差を保証できますか? マーケティング上の主張ではなく、具体的な数値を書面で入手してください
コストおよび物流に関する質問
- 最小注文数量はどのくらいですか? 一部の工房は量産を重視しており、小ロット注文にはプレミアム料金を課します。他方、プロトタイプ専門の工房もあります
- 価格設定はどのように構成されていますか? コストが時給制、部品単価制、または材料費ベースのいずれであるかを理解することで、正確な予算計画が可能になります
- 配送サービスは提供していますか?また、その費用はいくらですか? Steelwayが強調しているように、配送が含まれている場合でも、外部委託は自社生産と比較して通常、時間の節約になります
信頼できないサービスを示す赤信号
すべてのサービス提供者がお客様のビジネスに値するわけではありません。評価中に以下の警告サインに注意してください。
- あいまいな価格体系: 即座に低価格を提示するが、実際のプロジェクト費用については明確でないサービス提供者には注意が必要です。Steelwayのガイドによると、提携関係を結ぶ前に、すべての費用が明記されるべきです
- ポートフォリオやサンプルが提供されていない: 信頼性の高い業者は自社の作業実績を積極的に公開しています。切断品質および精度を直接確認するために、過去のプロジェクトのサンプルを請求してください
- 業界固有の認証が不足しています: お客様の用途がIATF 16949または特定の航空宇宙分野の認証を必要とする場合、それらの認証を取得していないサービス提供者は、規格準拠のプロセスを保証できません
- コミュニケーションの対応が不十分 営業段階で回答を得るのに数日かかるようであれば、製造工程で問題が発生した際の遅延を想像してみてください
- 機器や工程についての説明を避ける態度: 専門的なサービス提供者は、自社の能力を率直に説明します。曖昧な対応は、隠したい制約があることを示唆しています。
- DFM(製造性向上設計)サポートが提供されていない: お客様から送付された図面をそのまま加工するだけで、製造性を考慮した設計レビューを行わない業者は、結果の品質向上やコスト削減の機会を見逃しています。
- 現実的でない納期の約束: 高品質な迅速試作には時間がかかります。複雑な部品について翌日納品を約束するサービス提供者は、検査や工程管理の手を抜いている可能性があります。
DFMサポートの価値
製造性向上設計(DFM)サポートの有無は、単なる受発注業者と真の製造パートナーを分ける重要な要素です。DFMレビューを提供するサービス提供者は、加工開始前にお客様の設計を検討し、潜在的な問題を特定して最適化を提案します。
Jiga社の包括的なDFMガイドによると、この能動的なアプローチには以下のような複数のメリットがあります:
- 設計の簡素化により、加工時間の短縮と構造の複雑さの低減が実現されます。
- 効率的なネスティング戦略により、材料の使用率が最大化されます。
- 特徴的な配置間隔の推奨事項により、熱による歪みを防止
- 公差仕様は、実現可能な精度と整合
- タブおよびスロット構造により、自己位置決め式の組立が容易
自動車および高精度金属部品向けアプリケーションにおいて、シャオイ(寧波)メタルテクノロジーなどのメーカーは、包括的なDFM(設計段階での製造性検討)支援に加え、IATF 16949認証済みの品質管理を通じてこの価値を実証しています。これにより、量産開始前に設計が最適化されます。
地域密着型サービスとオンラインサービス
『近くのレーザー切断サービス』を検索する際、あなたは本質的に異なる2種類のサービスモデルの間で選択することになります。それぞれに検討に値する利点があります。
地域密着型サービス:対面での協働
『近くのレーザー切断サービス』をお探しの場合、地域密着型プロバイダーでは以下のようなサービスが提供されます。
- 対面での設計相談および工場見学
- 配送時間および送料を削減する迅速な引取りオプション
- 緊急の修正や品質に関する懸念への対応が容易になります
- 長期的なプロジェクトに有益な関係構築
反復開発を要するプロジェクト、カスタム素材の調達、または製作中の状況を実際に確認することが重要な場合において、「近くで金属レーザー切断サービスを提供する業者」を探すという検索は意味を持ちます。
オンラインサービス:利便性と競争
オンラインレーザー切断プラットフォームは、以下のようなさまざまなメリットを提供します。
- 広範な事業者ネットワークによる競争力のある価格設定
- 24時間365日対応の見積もり依頼および注文受付
- 迅速な予算計画を可能にする即時見積もりツール
- 地域では利用できない専門的機能へのアクセス
仕様が明確に定義された標準化されたプロジェクトにおいては、オンラインサービスがしばしばより迅速な見積もりと競争力のある料金を提供します。
納期に関する期待値
現実的なスケジュールを理解しておくことで、不満や混乱を防げます。品質の高いサービス提供者は通常、以下のような納期を提示します。
- 見積もり所要時間: 標準的な依頼については12時間以内——迅速に複数の選択肢を比較できます
- 急速なプロトタイプ作成 単純な部品であれば最短5営業日、複雑な形状や特殊材料を要する場合はさらに長期間かかる場合があります
- 量産生産: 発注数量、材料の在庫状況、仕上げ工程の要否などにより、2~4週間程度かかります
急ぎ対応(ラッシュオプション)は存在しますが、通常は追加料金が発生します。「Laser Cutting Shapes」社によると、納期に関する明確なコミュニケーションが不可欠です。一部のサービスでは迅速処理も可能ですが、その分追加コストがかかります。
サービス提供者を十分に検討・評価する時間を取ることは、プロジェクト全体において大きなメリットをもたらします。適切なパートナーとは、単に部品を切断するだけではなく、初期設計から最終納品に至るまで、お客様の成功をトータルで支援してくれる存在です。
レーザー切断プロジェクトを始めるにあたって
技術の基本、材料の選択肢、およびサプライヤー評価基準を十分に理解しました。次に、真価が問われる時が来ました:実際に初めてのプロジェクトを立ち上げる段階です。新製品のコンセプトを試作する場合でも、量産規模へと拡大する場合でも、成功の可能性を最大限に高めるためには、論理的な手順に沿って進むことが重要です。
ここでは、今日から実行可能な具体的なステップにすべてをまとめるとともに、レーザー切断サービスへの投資から最大限の価値を引き出すための戦略も併せてご紹介します。
プロフェッショナルなレーザー切断部品を実現するための第一歩
計画段階から生産段階へと移行する準備はできましたか? 以下の一連の手順に従えば、初めての金属レーザー切断サービス利用をスムーズに進めることができます。
- プロジェクト要件を明確に定義する。 どのサプライヤーにも連絡する前に、使用材料の種類、板厚、必要数量、公差要求、納期などを文書化しておいてください。この事前準備により、やり取りの往復による遅延を防ぎ、正確な見積もりを可能にします。
- 適切なレーザー技術を選択する。 お客様の材料—薄い金属および反射性合金向けファイバーレーザー、有機物および厚手の基材向けCO2レーザー—に基づき、ご要件を実際に満たせるサプライヤーをご判断いただけます。
- 設計ファイルを適切に準備してください。 テキストをアウトラインに変換し、すべてのパスを閉じ、単位をミリメートル、スケールを1:1に設定し、ラベル付きレイヤー上でジオメトリを整理してください。SendCutSendのプロトタイピングガイドによると、レーザー切断機はCADファイルを解釈し、設計を精密な動きに変換します。クリーンなファイルこそが、正確な部品を実現する鍵です。
- 複数のサプライヤーから見積もりを依頼しましょう。 として Kirmell社の見積もりガイド では、正確な見積もりがプロジェクト計画および予算立案の基盤となると強調しています。価格構造、納期、DFMレビューなどの付帯サービスを比較検討してください。
- 量産に踏み切る前に、まずプロトタイプから始めましょう。 このステップの重要性は、過大評価されることはありません。SendCutSendでは、プロトタイプは完成品への足がかりであると指摘しています。それは実際のフィードバックを提供し、大量生産への投資を開始する前に設計上の変更点を特定するのに役立ちます。
- プロトタイプの結果を徹底的に評価します。 重要な寸法を測定し、エッジ品質を検査し、機能的な適合性をテストします。この段階で問題を発見すれば、数千個の部品が切断された後に不具合を発見するよりもはるかに低コストで対応できます。
- 設計を反復・改善します。 最も成功した製品は、複数回のプロトタイピングサイクルを経て完成します。レーザー切断の高速性——部品納期が「週単位」ではなく「日単位」——により、迅速な反復開発が経済的にも実現可能です。
- 確信を持って量産へと移行します。 プロトタイプによる検証が完了したら、設計・材料・加工業者がすべて妥当であることを確認した上で、量産規模への移行を行います。
この体系的なアプローチは、ブランド用途向けのカスタムレーザー刻印、電子機器筐体用の高精度ブラケット、あるいは厳密な公差が求められる構造部品の製作など、あらゆる用途に適用可能です。
レーザー切断投資から最大限の価値を引き出す
各工程における賢い判断が積み重なることで、大幅なコスト削減とより優れた成果が得られます。以下に、プロジェクトから最大限の価値を引き出すための方法を示します。
初期段階からDFM(製造可能性設計)支援を活用する
製造性設計(DFM)レビューを任意のものと見なさないでください。カスタム金属プレス加工および高精度アセンブリを専門とするメーカーなど、包括的なDFMサポートを提供するサプライヤーは、加工開始前に高額なミスを検出します。彼らは部品形状の簡素化、ネスティングの最適化、材料ロスの削減といった改善機会を特定します。自動車用および高精度金属部品においては、こうした設計最適化への初期投資は、多くの場合、その何倍もの効果を発揮します。
試作に配慮したパートナーを選定する
自宅近くまたは全国規模のレーザー刻印サービスを評価する際には、試作から量産まで対応可能な業者を優先してください。SendCutSend社の調査によると、試作を通じて欠陥を早期に特定できれば、それだけ早く再設計が可能となり、長期的に見て時間とコストを節約できます。5営業日以内での部品納品が可能な迅速試作サービスと、迅速な見積もり対応を併せ持つサプライヤーは、成功する製品開発に不可欠な高速な反復開発サイクルを実現します。
補完的なサービスを検討する
レーザー切断は単独で存在することはほとんどありません。お客様の部品には、曲げ加工、溶接、仕上げ、または組立などの追加工程が必要となる場合があります。チューブレーザー切断サービスは、フラットベッドレーザーでは効率的に加工できない中空断面材に対応しています。複雑なアセンブリについては、切断から最終組立まで一貫した製造能力を提供するメーカーと提携することで、サプライチェーンの合理化と調整にかかる負荷の低減が可能です。
自動車のシャシー、サスペンション、構造部品などに特化した場合、IATF 16949認証を取得したメーカーと連携することで、業界要件を満たす品質マネジメントシステムを確保できます。例えば、 シャオイ (寧波) メタルテクノロジー のようなプロバイダーは、金属レーザー切断サービスの能力が、カスタム金属プレス成形および高精度組立とどのように補完し合うかを示しており、包括的なDFM(設計製造性)支援、12時間以内の見積もり対応、およびサプライチェーンの加速を実現する迅速な試作対応を提供しています。
プロジェクトの実際のコストを理解する
キルメル社の見積もりに関する調査では、不正確な見積もりがプロジェクトの遅延、コスト超過、および期待未達成を招くことが強調されています。サプライヤーを比較する際は、部品単価のみに注目せず、以下の点も確認してください。
- 材料費およびご要望の基材をサプライヤーが在庫として保有しているかどうか
- 小ロット発注時に適用される可能性のあるセットアップ手数料
- 二次仕上げ工程の要否および関連費用
- 送料および納期
- 製造段階でDFM(製造性設計)上の課題が発生した場合の再設計費用
提示された最も低い見積もり金額が、必ずしもプロジェクト全体の総コストが最も低いことを意味するわけではありません。
長期的なサプライヤーとの関係構築
一貫した品質、競争力のある価格設定、迅速かつ的確なコミュニケーションを提供するサプライヤーを見つけたら、その関係構築に積極的に投資しましょう。リピート顧客には、優先的なスケジューリング、数量割引、緊急対応時の柔軟な条件など、さまざまな特典が提供されることが多くあります。また、サプライヤーはお客様の好みや品質に対する期待を徐々に把握していくため、新たなプロジェクトごとに学習コストが低減されます。
本日から行動を起こす
これで、レーザー切断サービスを自信を持って利用するための知識が得られました。光束の物理的特性から業者の認証評価まで、あらゆる側面を理解できます。知識と実践の間にあるギャップは、最初の見積もり依頼によって埋められます。
まずは小規模から始めましょう。プロトタイプの設計データを2~3社の業者にアップロードしてみてください。各社の対応速度、DFM(製造性設計)フィードバックの質、および価格提示の透明性を比較検討し、その経験をもとに、大規模プロジェクトへの本格的な依頼に備えてアプローチを洗練させましょう。
忘れないでください:専門的なレーザー切断技術は、デジタル設計データを、従来の加工方法では到底達成できないほどのスピードと精度で、高精度な物理部品へと変換します。この技術は、自動車、航空宇宙、建築をはじめ、数多くの産業分野で実績を積んでいます。あなたの成功したプロジェクトは、ただ1つの十分に準備されたファイルから始まります。
レーザー切断サービスに関するよくあるご質問
1. レーザー切断サービスの費用はいくらですか?
レーザー切断サービスの費用は、標準的な作業の場合、通常1時間あたり100~150米ドルですが、材料の種類、厚さ、ロットサイズ、および必要な二次加工によって価格は異なります。ファイバーレーザーの運転コストは約4米ドル/時間であり、CO2レーザーは約20米ドル/時間です。正確なプロジェクト予算を立てるためには、複数のサービス提供者から見積もりを依頼することをお勧めします。これは、各社の価格設定方式が異なるためです(例:時間単価制、部品単価制、または材料ベースの価格設定など)。IATF 16949認証取得メーカーであるShaoyi社などでは、12時間以内の迅速な見積もり提出に対応しており、ご検討中の選択肢を素早く比較できます。
2. レーザー切断機の1時間あたりの使用料金はいくらですか?
プロフェッショナルなレーザー切断サービスの料金は、業者および使用する装置によって異なりますが、切断時間あたり約100~180米ドルです。運用コストは技術によって大きく異なります。ファイバーレーザーはエネルギー効率が高いため(30%のエネルギー変換効率)、運用コストは約4米ドル/時間ですが、CO2レーザーはガス補充およびミラーのメンテナンスが必要なため、平均で約20米ドル/時間となります。これらの運用コストは、材料費、セットアップ手数料、および二次加工(仕上げ)の要件とともに、最終的なプロジェクト価格に反映されます。
3. レーザー切断サービスで取り扱える素材は何ですか?
プロフェッショナルなレーザー切断サービスでは、鋼鉄(炭素鋼:最大25mm、ステンレス鋼:最大20mm)、非鉄金属(アルミニウム:最大15mm、銅、真鍮)、プラスチック(アクリル:最大25mm、ポリカーボネート)、および有機材料(木材、革、紙、繊維)など、幅広い素材を加工できます。ファイバーレーザーはアルミニウムや銅などの反射性金属の切断に優れており、CO2レーザーは有機材料や厚手の基材への加工に適しています。素材の選定は、お客様のプロジェクト要件(構造強度、外観仕上げ、コスト効率、耐候性など)に応じて行います。
4. レーザー切断サービスでは、どのようなファイル形式を受け付けていますか?
ほとんどのレーザー切断サービスでは、DXF(Drawing Exchange Format:業界標準の汎用ベクターファイル形式)、AI(Adobe Illustrator)、SVG(Scalable Vector Graphics)などのベクターベースのファイル形式が受け付けられます。DXFファイルはR2000以降のバージョンをご使用いただくと、実質的にすべてのレーザー装置との互換性が確保されます。ファイルを送信する前に、テキストをアウトライン化し、すべてのオープンパスを閉じ、単位をミリメートルに設定して1:1スケールで保存し、重複または重なるラインを削除してください。JPGやPNGなどのラスターファイル形式は切断用途には使用できず、300–600 DPI解像度でのエングレービングのみに利用可能です。
5. 地元のレーザー切断サービスとオンラインのレーザー切断サービスのどちらを選べばよいですか?
ローカルなレーザー切断サービスは、対面での設計相談、配送コストを削減する迅速な引き取り、および緊急の修正対応が容易という特長を提供します。これは、反復的な開発やカスタム素材の調達に最適です。一方、オンラインサービスは、より広範な事業者ネットワークから競争力のある価格設定、24時間365日対応の見積もり依頼、即時見積もりツール、およびローカルでは利用できない専門的機能へのアクセスを実現します。仕様が明確で標準化されたプロジェクトにおいては、オンラインサービスの方が通常、より迅速な見積もりを提供します。一方、実際の共同作業を要する複雑なプロジェクトでは、ローカル事業者が長期的な製造パートナーシップを支える関係性上のメリットを提供します。