 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

レーザー切断の見積もりを解読:サプライヤーが決して計算してほしくないもの

レーザー切断見積もりの理解とその重要性
レーザー切断の見積もりを受け取って、そこに記載された数字が実際に何を意味するのか疑問に思ったことはありませんか? あなた一人ではありません。金属加工業界で調達活動を行うバイヤーにとって、こうした見積もりの仕組みを理解することは、プロジェクトの成功と予算を超える思わぬ出費との違いを生むことがあります。
レーザー切断見積もりとは何か
レーザー切断見積もりとは、メーカーまたはサービス提供者が 集束されたレーザー技術を用いて金属部品を切断する作業について提示する詳細な費用見積もり です。これは、あたかもプロジェクトの財務的なロードマップのようなものです。この文書では、材料費から機械稼働時間に至るまで、すべての項目が明細化されており、1ドルも支出する前に、支払額の全容を明確に把握できるようになります。
単純な価格表示ラベルとは異なり、包括的なレーザー切断の見積もりには通常、複数のコスト構成要素が含まれます。レーザー切断の価格は、材料の種類、板厚、切断の複雑さ、および数量ごとに明細化されて表示されます。優れた見積もりでは、さらにセットアップ費用、アシストガス使用料、および部品に必要な二次加工費用も考慮されています。
見積もりを依頼すると、製造業者はお客様の設計データを自社の設備能力と照らし合わせて評価します。レーザーの稼働時間、消費される材料量、およびプロジェクトに必要な特別な取扱い要件を算出します。このプロセスにより、双方が納入される内容およびそのコストを正確に理解できるようになります。
プロジェクト予算にとって正確な見積もりが重要な理由
実際のコストより30%も低い見積もりを基にプロジェクト計画を立て、その後予算が大幅に崩れてしまう状況を想像してみてください。このような事態は、不正確な見積もりに基づいて取引を行う場合に、意外と頻繁に発生します。
正確な見積もりは、成功する製造パートナーシップの基盤となります。これにより、双方の期待値が一致し、コストの増大を防ぎ、購入者と製造業者が初日から同じ目標に向かって協力できるようになります。
業界調査によると、レーザー切断の費用は、一見して明らかでない要因によって大きく変動することがあります。例えば、同一材質の鋼板を12mm切断する場合のコストは、3mm切断の場合の3~4倍になることがあります。こうしたコスト構造を理解せずに見積もりを受け入れると、実際の生産コストを反映していない金額を採用してしまう可能性があります。
正確な見積もりは、より適切なリソース配分も可能にします。事前に正確なコストが把握できれば、材料の調達計画を立てたり、組立や仕上げなどの関連作業のスケジュールを調整したり、出荷時期の調整を行ったりできます。このような透明性は、予算の大幅な超過を招く「スコープ・クリープ」を回避するのに役立ちます。
手動見積もりから即時オンライン見積もりへの移行
見積もりの環境は、ここ数年で劇的に変化しました。従来の手動見積もりでは、設計ファイルを送付し、数日間の返信待ちをしたうえで、仕様の明確化のために何度もやり取りする必要がありました。今日では、多くのバイヤーが、数秒で見積もりを提示する即時見積もりプラットフォームを活用してオンラインでレーザー切断を行うことを好んでいます。
この変化は、関係者全員にメリットをもたらします。オンラインレーザー切断サービスでは、設計ファイルを即座に処理し、自動計算を適用して価格を算出できます。業界データによると、複数の部品を含む一般的な案件における手動見積もりの平均所要時間は約30分ですが、自動化システムでは同一の見積もりをわずか2分で作成できます。
ただし、即時見積もりはシンプルなプロジェクトに最も適しています。標準的な材料と単純な形状でオンラインでレーザー切断を行う場合、自動化システムはその性能を十分に発揮します。一方で、厳しい公差要求、特殊な材料、あるいは多数の二次加工を伴う複雑なプロジェクトについては、経験豊富な見積もり担当者による手動での検討が必要となることが依然として多いです。
この違いを理解することで、ご自身のニーズに最も適した見積もり手法を選択できます。即時オンラインツールを利用する場合でも、メーカーの営業チームと直接協力する場合でも、目的は常に同じです:生産開始前に、実際のプロジェクトコストを正確に反映した見積もりを得ることです。
レーザー切断の見積もりは実際にどのように算出されるのか
レーザー切断の見積もりを受け取ったものの、その金額の裏には一体何が隠されているのでしょうか? 多くのベンダーは自社の価格設定式を明示しないため、購入者は自分が適正な取引を受けているかどうかを推測せざるを得ません。ここでは、レーザー切断コストが実際にどのように決定されるかについて、その仕組みを明らかにしましょう。
ほとんどの業者が採用している基本的な計算式は以下の通りです:
最終価格 = (材料費 + 変動費 + 固定費) × (1 + 利益率)
一見単純そうに思えますよね? しかし、各構成要素にはそれぞれ大きな影響力があります。以下は、 virtually すべての見積もりに含まれる主なコスト要因です:
- 材料費用 切断中に発生する材料ロスを含む原材料価格
- 機械稼働時間: 時給率に全切断時間を乗じた金額——通常、最も大きな要因
- 設計の複雑さ: 加工速度を遅くする複雑な形状および厳しい公差
- セットアップおよび人件費: 材料の装填、機器のキャリブレーション、ファイルの準備などのオペレーター所要時間
- 製造間接費: 賃料、保守費用、ソフトウェアライセンス料、管理費用など、お客様のプロジェクトに割り当てられる諸費用
- 利益率: 通常、作業の複雑さに応じて20%~70%の範囲で変動します
材料の種類および厚さが主要なコスト要因
以下は意外に思われるかもしれませんが:ご選択の材料は、見積もり金額に2つの明確な方法で影響を与えます。まず1つ目は、当然ながら材料の購入コストです——MDFは安価ですが、高品位ステンレス鋼はプレミアム価格を要求します。しかし、2つ目の要因は、多くの発注者が予期しない点です。
異なる材料には、それぞれ異なる切断方法が必要です。アルミニウムを切断する金属用レーザー装置は、軟鋼を加工する場合と非常に異なる動作をします。一部の材料では、窒素や酸素などのアシストガスが必要となり、運用コストが増加します。また、他の材料では装置への摩耗が大きくなり、保守コストが上昇し、製造業者がこれを価格に転嫁します。
厚さは、こうした差異を劇的に増幅させます。『 業界の価格分析 』によると、材料の厚さを2倍にすると、切断時間およびコストが2倍以上になることがあります。その理由は、より厚い素材をきれいに切断するためには、レーザーの移動速度を大幅に遅くしなければならないからです。6mmの鋼板は、3mmの鋼板と比べて単に2倍のコストがかかるわけではなく、機械稼働時間が延長されるため、3倍または4倍のコストがかかる可能性があります。
この「厚さ」と「レーザー切断速度」の関係性こそが、経験豊富な購入担当者が、自社の機能的要件を満たすことができるかどうかについて、より薄い規格(ゲージ)の材料を常に確認する理由です。これは、設計内容を一切変更せずに見積もりを削減する上で、最も効果的な手段であることがしばしばあります。
機械稼働時間から最終価格がどのように算出されるか
レーザー切断のコストを評価する際には、以下の点を理解してください:実際にお客様が購入している主なサービスは「機械稼働時間」です。その他のすべての要素は、レーザーがお客様の部品を加工するための数分間または数時間の稼働を支えるものです。
機械稼働時間の算出には、予想外に思われるいくつかの要因が考慮されます:
切断距離: レーザーが移動する総直線距離は、部品全体のサイズよりも重要です。内部構造が複雑な部品は、より大きな単純形状の部品よりも切断パスが長くなるため、コストが高くなる場合があります。
穿孔回数: レーザーが新たな切断を開始するたびに、材料を貫通(ピアス)する必要があります。50個の小さな穴を有する設計は、1つの大きな開口部よりも、累積されたピアス時間のため、実際には高コストになることがあります。各ピアスに要する数秒が、ご注文数量に応じて合計されていきます。
作業タイプ: 切断、スコアリング、エングレービングは、それぞれ異なるレーザー切断価格に影響を与えます。完全切断は材料を完全に貫通させるため最も遅く、スコアリングは部分的な切断で済むためより高速です。エングレービングは表面の材料を除去するもので、通常は線長(インチ)ではなく面積(平方インチ)単位で課金されます。
一般的な機械の時間単価は、装置の性能に応じて60ドルから120ドルの範囲です。CFXレーザー切断システムやその他の高度なファイバーレーザー装置は、通常、より高い単価が設定されますが、処理速度が速いため、単価は高めでも総コストが低下する場合があります。
見積もりの正確性に影響を与える隠れた要因
明示されたコスト項目以外にも、個別に明記されない複数の隠れた要因が、レーザー切断価格に大きく影響を与えることがあります。
レーザー技術の違い :CO2レーザーとファイバーレーザーは、それぞれ異なる用途に使用され、コスト構造も異なります。ファイバーレーザーは薄板金属の加工に優れており、より高速かつ高効率で切断できます。鋼板、アルミニウム、および一定の厚さ以下の銅の加工に最適です。一方、CO2レーザーは厚板材料の加工に適しており、アクリルや木材などの非金属材料にも有効です。ご要望のプロジェクト仕様によって、採用すべき技術が決まり、それに応じて適用される価格帯も異なります。
ファイバーレーザー装置は初期導入コストが高くなりますが、運用効率が高いため、薄板金属加工では競争力のある価格設定が可能となります。CO2システムは設備投資コストが比較的低く抑えられますが、運用コストが高くなる傾向があり、これが厚板材料や非金属材料への適用における見積もり金額に影響を及ぼすことがあります。
ファイル品質の影響: 重複する線、開いた輪郭、または構成用の注釈を含む設計ファイルを提出すると、見積もり金額が過大になる場合があります。自動見積もりシステムは、ファイル内のすべての要素を切断しようとするため、重複した形状に対して実質的に二重課金されてしまうことがあります。手動によるレビューではこうした問題を検出できますが、その分人件費が上乗せされます。
許容差仕様: 機能上必要以上に厳しい公差を指定することは、コスト増加の一般的な原因です。非常に高精度な寸法を実現するには、より遅く、かつ厳密に制御された切断速度が必要となります。見積もり依頼の前に、ご自身の用途に実際に求められる公差と、習慣的に指定してしまった公差とを、正直に見極めてください。
こうした潜在的な要因を理解することで、提示された見積もりがプロジェクトの真の複雑さを正確に反映しているかどうか、あるいは仕様の見直しによって大幅なコスト削減が可能かどうかを適切に評価できます。
見積もり依頼前にご準備いただくもの
最初のレーザー切断見積もりを依頼する準備はできましたか? その前に、ご提供いただく情報が、見積もりの正確さおよびプロジェクトの納期遵守に直接影響します。不完全な申込書は、見積もりの遅延や、製造工程の後半で予期せぬコスト変更が発生する主な原因の一つです。
見積もり依頼をレシピに例えると、ひとつの材料(情報)が欠けても、最終的な結果は期待通りになりません。メーカーは、加工機械の稼働時間、材料費、および加工要件を正確に算出するために、特定の詳細情報を必要としています。こうした詳細情報がなければ、メーカーは実質的に推測に頼ることになり、その推測がお客様の利益になることはほとんどありません。
必須のファイル形式および設計要件
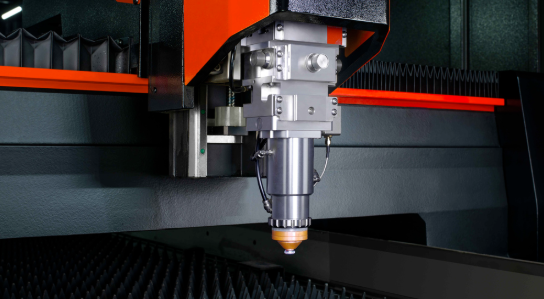
設計ファイルは、正確な見積もりの基盤となります。当社が シートメタル用レーザー切断機 を用いる場合、メーカーは正確な切断パスを定義するベクター形式のファイルを必要とします。多くの購入者がここでつまずくポイントは、すべてのファイル形式がレーザー切断用途において同様に適しているわけではないという点です。
最も広く受け入れられている形式は以下の通りです。
- DXF(Drawing Exchange Format): 2Dレーザー切断における業界標準。ほぼすべてのメーカーがDXFファイルを受理するため、広範な互換性を確保する上で最も安全な選択肢です。
- DWG(AutoCADネイティブ形式): AutoCADソフトウェアをご利用の場合には、十分に機能します。ほとんどのレーザー切断サービスでは、DWGファイルを直接処理できます。
- STEP(製品データ交換規格): 2D切断プロファイルへ変換する必要のある3Dモデルに最適です。STEPファイルは、変換時に幾何学的精度を保持します。
- AI (Adobe Illustrator): デザイナーの間で広く使われていますが、テキストをアウトライン化し、適切なレイヤー構成を確保する必要があります。
経験豊富な購入者でさえ見落としがちな重要なポイントがあります。JPEGやPNGなどのラスタ画像からファイルを変換した場合、寸法を慎重に確認してください。SendCutSendの設計ガイドラインによると、設計図を100%スケールで印刷することで、寸法およびスケールがご希望通りであることを確認できます。
テキスト要素にも特別な注意が必要です。編集可能なテキストボックスは、提出前にすべてシェイプ(図形)に変換する必要があります。Illustratorでは、これは「アウトライン化」を意味します。CADソフトウェアでは、「エクスプロード(分解)」または「展開」などのオプションが表示される場合があります。テキストをクリックして編集できる状態であれば、適切に変換されておらず、見積もりエラーまたは製造上の問題を引き起こす可能性があります。
見積もりに影響を与える公差仕様
公差とは、部品が設計寸法とどの程度正確に一致する必要があるかを製造業者に指示するものです。実際の用途で必要とされる以上に厳しい公差を指定することは、見積もりを不必要に高額にする最も迅速な方法の一つです。
標準的なレーザー切断では、材質および機械の性能に応じて、通常±0.005インチ~±0.010インチ程度の公差が達成されます。より厳しい公差を要求すると、切断速度が遅くなり、取り扱いがより慎重になり、追加の検査工程が必要になるため、すべての工程でコストが増加します。
見積もり依頼書を作成する際には、各寸法について正直に検討してください:
- 組立または性能において機能的に重要な寸法はどれですか?
- 部品の機能に影響を与えない範囲で、柔軟性を許容できる寸法はどれですか?
- 必要性ではなく、習慣に基づいて厳密な公差を指定していませんか?
表面仕上げに関する要件も同様に価格に影響を与えます。レーザー切断された金属板が粉体塗装されるなど、何らかの仕上げ処理を施す場合、エッジのわずかな欠陥は目立たなくなる可能性があります。実際には不要な部品に対して高品質なエッジ仕上げを指定すると、最終製品の価値を高めることなくコストのみが増加します。
プロジェクトの遅延を招く一般的な準備ミス
経験豊富な購買担当者であっても、見積もりプロセスを遅らせる準備上のミスを犯すことがあります。こうした一般的なミスを理解しておくことで、完全に回避することが可能です。
重複する線分およびオーバーラップする形状 重大な問題を引き起こす可能性があります。ファイル内に重ねて描かれた線が含まれている場合、自動見積もりシステムが同一のパスを2回切断しようとする可能性があります。これにより、見積もり価格が不当に高くなるだけでなく、製造工程で部品が損傷する恐れもあります。提出前に必ずファイルをクリーニングしてください。
切り抜き仕様の欠落 混乱を招きます。設計図にタブやブリッジなど、内部の特徴部分で取り付けたままにする必要がある要素が含まれる場合、それらをファイル内または備考欄で明確に示してください。主要ベンダーの設計ガイドラインでは、適切なブリッジ処理のない切り抜きは保持できず、製造工程から除外される可能性があると警告しています。
材料仕様の不完全さ 製造業者に推測を余儀なくさせます。「鋼材」とだけ記述しても、板金加工用レーザー切断機を使用する場合には十分ではありません。正確な材料規格(例:ステンレス鋼304や軟鋼A36など)、厚さ、および表面処理の要件を事前に明記してください。
次回の見積もり依頼を提出する前に、以下の準備チェックリストをご活用ください:
- ファイル形式がベクター形式(DXF、DWG、STEP、またはテキストをアウトラインに変換したAI)であることを確認してください
- すべての寸法が、100%スケールで意図した測定値と一致することを確認してください
- 重複する線、補助線用の注記、使用しないレイヤーを削除してください
- 一般的なカテゴリではなく、正確な材質種別およびグレードを明記してください
- 材料の板厚要件を含めてください
- 機能上必須な場合にのみ、公差要件を定義してください
- 表面仕上げやエッジ品質に関する仕様を明記してください
- 必要な数量、および試作品か量産品かを明示してください
- 必要となる二次加工(曲げ、溶接、仕上げなど)を明確にしてください
- 納期目標日またはリードタイム要件を提示してください
このチェックリストに従うことで、見積もりの正確性が劇的に向上します。業界の専門家は、メーカーとのコミュニケーションが詳細かつ透明性が高いほど、見積もりの精度も高まると強調しています。これにより、時間とコストの双方を節約できるだけでなく、スムーズな生産の基盤も築かれます。
設計ファイルを適切に準備し、仕様を明確に定義したうえで、即時オンライン見積もりと手動レビューという2つの見積もりプロセスの違い、およびそれぞれがあなたのプロジェクトに最も適しているタイミングについて理解しましょう。
即時見積もり vs 手動見積もり:その違いとは
設計ファイルをアップロードし、「見積もりを取得」ボタンをクリックしました。数秒後、画面上に価格が表示されます。とても便利ですよね? しかし、経験豊富なバイヤーが必ず問いかけるのはこうした点です。「この即時表示された金額をいつ信頼してよいのか? また、どの時点で人間の専門的判断が必要になるのか?」
レーザー切断の即時見積もりと手動見積もりの違いは、単にスピードの問題ではなく、プロジェクトの複雑さに応じて適切なプロセスを選択することにあります。それぞれのアプローチが適用される場面を理解しておくことで、後々予期せぬコスト増加や生産遅延を回避できます。
即時見積もりがプロジェクトに適している場合
即時見積もりプラットフォームは、プロジェクトがそのプログラムされたパラメーター内に収まる場合に最も効果を発揮します。こうした自動化システムは、標準化された依頼を迅速かつ一貫して処理するのに優れています。以下の条件をすべて満たす場合、レーザー切断の即時見積もりから最も良い結果が得られます:
- 標準材料: 一般的な金属(軟鋼、ステンレス鋼、アルミニウムなど)で、メーカーが通常在庫として保有している典型的な板厚
- シンプルな形状: 形状が単純で、内部構造が最小限であり、特別な配慮を要する異常な輪郭がない部品
- 標準公差: 通常のレーザー切断能力(一般的には±0.005インチ~±0.010インチ)の範囲内に仕様が収まり、高精度な公差要求がない場合
- 二次加工が不要な場合: 切断のみ—曲げ、溶接、粉体塗装、組立は不要
- 一般的なファイル形式: 変換エラーのないクリーンなDXFファイルまたは同様のベクターファイル
これらの条件を満たすプロジェクトでは、板金の即時見積もりが著しい効率性を実現します。『 sheet Metal Connectによる業界分析 』によると、自動見積もりシステムでは、手動処理に要する約30分以上と比較して、およそ2分で見積もりを作成できます。これは、複数のベンダーを比較したり、設計オプションを反復検討したりする際に、非常に大きな時間的メリットとなります。
シンプルな部品の試作?市場での採算性の検証?詳細な設計作業に着手する前に迅速な予算確認が必要ですか?こうしたシナリオでは、即時オンライン見積もりが最適です。精度の一部をスピードと引き換えていますが、初期段階の意思決定において正確な数値を必要としない場合には、十分に価値ある取引です。
手動による見積もり審査を要するプロジェクト
では、別のシナリオを想像してみてください。あなたの部品は複雑な内部形状を持ち、特殊な材質仕様を必要とし、重要な寸法に対して厳しい公差が求められます。こうなると、その即時見積もりはまったく的外れになってしまう可能性があります。
以下の条件でプロジェクトが進められる場合、手動による見積もりが不可欠になります:
- 高難易度の部品: アルゴリズムが誤って解釈したり、過小評価したりする可能性のある複雑な幾何形状
- 狭い許容差: より遅い切削速度と厳密な品質管理を要する高精度仕様
- 特殊な材料: 標準在庫にない非標準合金、特殊表面処理、または板厚
- 二次加工: 切削と連携して実施する必要がある曲げ加工、溶接、仕上げ、または組立
- カスタム要件: お客様の用途が要求する特定の認証、文書、または品質プロトコル
WikiFactoryからの調査 手動による見積もりは、より高度なカスタマイズを可能にすることを強調しています。これにより、即時見積もりシステムでは対応できない、正確な材料、仕上げ、公差、その他の仕様を自由に選択できます。最高品質の部品や予算編成に不可欠な正確なコスト見積もりが必要な場合、手動見積もりに費やす追加の時間は、長期的に大きなメリットをもたらします。
経験豊富な見積もり担当者は、高額な問題に発展する前に、製造上の潜在的課題を事前に特定することもできます。たとえば、反りを引き起こす可能性のある設計要素を指摘したり、性能を損なわずコストを削減できる代替材料を提案したり、実際の加工能力と整合しない公差仕様を警告したりすることが可能です。こうした能動的なフィードバックは、自動化されたシステムからはほとんど得られません。
スピードと見積もり精度のバランス
すべての購入者が直面するトレードオフは以下の通りです:即時見積もりはスピードを重視し、手動見積もりは精度を重視します。どちらのアプローチも常に優れているわけではなく、最適な選択は、プロジェクトの状況に完全に依存します。
| 係数 | オンライン即時見積もり | 手動見積もり |
|---|---|---|
| 納品までの期間 | 数秒~数分 | 数時間〜数日 |
| 精度 | 標準的なプロジェクトに適していますが、細かなニュアンスを見落とす可能性があります | すべての変数について専門家によるレビューを伴う高精度な見積もり |
| プロジェクトの複雑さ | シンプルで標準的な部品に最適 | 複雑な形状および厳密な公差を要する部品には不可欠 |
| カスタマイズ | 事前に定義されたオプションに限定されます | 正確な仕様に完全にカスタマイズ可能 |
| 二次操作 | 通常、含まれていないか、選択肢が限定されています | 仕上げ、組立などの工程を完全に統合 |
| 専門家のフィードバック | 最小限または自動化された提案のみ | エンジニアリング専門知識への直接アクセス |
| 典型的な使用例 | 迅速な予算見積もり、簡易なプロトタイプ、標準生産部品 | 高精度を要する用途、カスタムプロジェクト、量産計画 |
即時対応型プラットフォームを通じてオンラインで板金加工の見積もりを依頼すると、ソフトウェアに対して図面ファイルの解釈と標準化された価格算出アルゴリズムの適用を依頼することになります。これは単純明快な依頼には非常に有効ですが、例外的なケースには対応が困難です。自動生成されたオンライン板金加工見積もりでは、指定された公差が実際の機能上本当に必要かどうか、あるいはわずかな材質変更によって性能が向上するかどうかといった判断を行うことはできません。
以下の実践的なアプローチをご検討ください:初期の予算見積もりおよびベンダー比較には即時見積もりを活用し、選択肢を絞り込んだ段階で、最終的な意思決定に必要な正確な金額を得るために手動による見積もりへと移行します。多くのバイヤーは、このハイブリッド戦略により、選択肢を検討する際のスピードと、資源を投入する際の正確性という双方のメリットを享受できていると感じています。
レーザー切断のオンライン見積もり環境は、引き続き進化を続けています。より高度なプラットフォームでは、段階的なアプローチが採用されており、単純な要素については即時見積もりを提供する一方で、複雑な特徴を持つ部分は手動によるレビュー対象として明示しています。この中間的なアプローチにより、発注者は自社プロジェクトのどの部分が標準的な仕様に適合し、どの部分が専門的な対応を要するかを明確に把握できるようになります。
どのような見積もり手法を採用するにせよ、見積もりの正確性がプロジェクトの成功に直結することを忘れないでください。生産段階で大幅に上昇するような、一見低く見える即時見積もりは、予算管理を混乱させます。一方、若干時間がかかるものの、すべてのプロジェクト要件を正確に反映した手動見積もりは、最初から現実的な期待値を設定します。見積もり手法をプロジェクトの複雑さに合わせることは、単なる効率性の問題ではなく、製造成功の基盤を築くための重要なステップです。
数量およびロットサイズが価格に与える影響
ここに、ベンダーが事前に説明することの少ない価格設定の秘訣があります:部品を10個注文しても、1個分の価格の10倍にはなりません。数量とレーザー切断加工費の間には、賢いバイヤーが価値最大化のために活用する「カーブ」関係が存在します。この動的な関係を理解することで、金属のレーザー切断加工プロジェクトへのアプローチ方法が一変します。
少量で金属をレーザー切断する場合、見積もりに占める固定費の割合が高くなります。セットアップ時間、データファイルの準備、材料の装填、機械のキャリブレーションなどは、1個でも100個でも発生する作業です。しかし、注文数量が増えるにつれて、これらの固定費がより多くの単位に分散されるため、1個あたりのコストが劇的に低下します。
ロットサイズが1個あたりのコストに与える影響
たとえば、あなたのプロジェクトでカスタムブラケットが必要だとします。1個だけの試作品を注文した場合、メーカーはその1個に全セットアップ費用を負担することになります。ところが、同一仕様のブラケットを50個注文すれば、同じセットアップ費用が1個ではなく50個に分散されることになります。
これは単なるセットアップの話ではありません。バッチサイズが大きくなるにつれて、節約効果は複数の要因によってさらに高まります。
- セットアップコストの償却: 材料の装填、機器のキャリブレーション、ファイルの準備などにかかるオペレーターの作業時間は、各部品のコストに占める割合が小さくなります。
- ネスティングによる材料最適化: 大口注文では、製造者が材料シート上に部品をより効率的に配置できるため、無駄を最小限に抑え、お客様の材料コストを削減できます。
- 部品あたりの取扱い回数の削減: 個別部品ではなくバッチ単位で加工することで、品質検査、梱包、出荷などの作業が合理化されます。
- 機械の連続運転: 大量生産では、レーザー切断機が新しいジョブのセットアップのために頻繁に停止することなく、金属加工を継続して行えます。
業界における価格調査によると、高数量注文に対する割引率は、単体価格と比較して最大70%に達することがあります。これは誤記ではありません——プロトタイプ1点分の価格と比べて、1点あたりのコストが3分の1以下にまで下がる可能性があります。
以下の表は、数量が増加するに伴って1点あたりのコストが通常どのように変化するかを示しています:
| 注文量 | 単位コストの傾向 | 主なコスト要因 |
|---|---|---|
| 1~5個 | 単価が最も高くなる | セットアップ費用が支配的;ネスティング効率は最小;部品あたりの取扱量が最大 |
| 10~50個 | 中程度の削減(通常20~40%低減) | セットアップコストの均等化が始まり;ネスティングによる材料利用率が向上 |
| 100~500個 | 大幅な削減(通常40~60%低減) | 規模の経済が完全に発揮;生産フローが最適化 |
| 1,000個以上 | 最大の削減(潜在的には50~70%低減) | 材料割引;連続運転;合理化された品質管理 |
これらの範囲は、材料、製造の複雑さ、およびメーカーによって異なりますが、業界全体で一貫して同様の傾向が見られます。ロット数が大きくなるほど、単価コストは低下します。
試作品価格 vs 量産ロットの経済性
単一の試作品向けに安価なレーザー切断を求める場合、価格の高さに驚かされるでしょう。この1点のみの部品には、セットアップ費用、材料の最低発注量、および個別対応による手間などの全コストがそのまま反映されます。メーカーが試作品に対して過剰に課金しているわけではなく、単に少量生産では大量注文に伴う効率性の恩恵を受けることができないためです。
ストラウス社の製造専門家によると、サンプルレベルのレーザー切断は、迅速な試作や50~100点程度の小ロット生産に非常に適しています。こうした試作品は、適合性および機能性の検証、性能データの収集、そして本格量産への着手前に設計の妥当性を確認するという、極めて重要な目的を果たします。単価が高くなるのは、要するに、設計の正しさを確保するための投資であると捉えることができます。
生産は全く異なる経済システムで行われます 製造者は次のとおりできます
- 供給業者との物流価格交渉
- 図表の最大利用のためにネスティングアルゴリズムを最適化
- 連続したシフトを実行し,常にシフトを入れない
- パーツごとに検査する代わりに 品質サンプルを取ること
実験の実践的な意味は 低価格のレーザー切削を期待しないで 戦略的に試作品の価格を設定してください 購入者は,追加品の限界コストが,後で個別に注文するよりも低いことを知っていて, 必要な量よりも少し多くのプロトタイプを注文します.
戦略 的 な 順序 に 配ら れ て 価値 を 最大 に 高め
消費量の経済学を理解することで 多くの買い手が見過ごしている戦略的可能性が 生まれます すぐ に 必要 な もの を 注文 する の に より,以下 の 方法 を 考え て みてください.
注文を統合してください: 複数のプロジェクトで部品を必要とする場合、それらを1つの大きな注文にまとめて発注すると、個別に小さな注文を複数回行うよりもコストが低くなることがよくあります。注文金額の合計は高くなる可能性がありますが、単価は大幅に低下します。コマカット社(KomaCut)の価格分析によると、一括発注では固定のセットアップ費用がより多くの単位に分散されるため、さらにサプライヤーから材料の割引を受ける可能性も高まります。
将来のニーズを計画する: プロジェクトのスケジュールに余裕がある場合、試作段階で量産分を同時に発注すれば、重複するセットアップ手数料を回避できます。設計内容に確信がある場合は、試作と量産の間のギャップを1回の注文で埋めることを検討してください。
コミットメントに基づいて交渉する: 一部の製造業者は、定期的かつ継続的な注文を約束した場合に、より有利な価格を提示することがあります。予測可能な需要があれば、彼らは生産能力や資材調達の計画を立てやすくなり、その節約分を価格引き下げという形で顧客に還元する可能性があります。
在庫経済性を検討する: 場合によっては、すぐに必要となる数量よりも多く注文することが、財務的に合理的です。保管コストが許容範囲内であり、部品が陳腐化しないことが確実であれば、単価が低い大量購入により、プロジェクト全体の総コストを削減できる可能性があります——在庫保有費用を考慮してもなお、その効果は期待できます。
この最適な注文数量(「スイートスポット」)はプロジェクトごとに異なります。低価格・シンプルな部品の場合、大量発注による節約額が、在庫に資金を拘束することによる機会損失を上回らない可能性があります。一方、高価で複雑な部品では、わずかな割合の単価引き下げでも、金額ベースでは大きな節約につながります。
見積依頼を行う際には、必ず複数の数量レベルでの単価を確認してください。たとえば、サプライヤーが10個で1個あたり50ドル、50個で35ドル、100個で22ドルと提示する場合があります。こうした価格情報の可視化により、注文数量およびタイミングに関する根拠のある意思決定が可能になります。最終的に支払うレーザー切断加工費は、部品そのものと同じくらい、注文の構成方法(数量・ロット分割など)に大きく左右されます。
量産によるコスト削減効果を理解した上で、次に検討すべきは「切断後の工程」、すなわち付加価値を生み出す一方でプロジェクトコストも増加させる仕上げ工程です。

後処理および仕上げ工程のコスト要因
レーザー切断された部品は、機械から出た時点で清潔なエッジと正確な寸法を備えていますが、最終使用に耐える状態にあることは稀です。その後に行われる工程は、プロジェクト全体のコストに大きく影響し、場合によっては初期の切断見積もり額に対して30%以上も上乗せされることがあります。こうした二次加工工程を正しく理解することで、正確な予算計画が可能となり、自社の用途にとって本当に価値をもたらす仕上げ工程を適切に選択できます。
二次加工工程は、単なる切断済みの部品を機能的な構成部品へと変換します。安全な取扱いのための滑らかなエッジ、屋外使用における腐食防止、あるいは目立つ場所での使用を想定した特定の外観仕上げなど、それぞれの用途に応じて必要な仕上げが異なり、それに伴ってコストも変わります。重要なのは、慣例的に高級仕上げを選択するのではなく、実際の機能的要件に応じて、適切な仕上げ要件を明確にすることです。
一般的な仕上げオプションとそのコストへの影響
カスタムレーザー切断プロジェクトを検討する際には、以下の後処理サービスのうち、ご要件に適合するものをご確認ください。
- バリ取り: 切断工程で生じた鋭いエッジや微小な欠陥を取り除きます。手で扱う、または組み立てられる部品には必須です。コストは部品の複雑さおよび手作業によるデバーリングかタンブルデバーリングかによって異なります。
- 粉体塗装: 傷や剥がれ、腐食に強い耐久性のあるカラフルな仕上げを施します。屋外用途や特定の色を必要とする部品に最適です。業界のサービス提供者によると、粉体塗装は保護性と美観の両方を高める一方で、適切な表面処理が不可欠です。
- 陽極酸化処理: アルミニウム部品の表面に保護用の酸化皮膜を形成し、耐腐食性を向上させるとともに着色仕上げを可能にします。航空宇宙、電子機器、建築分野での採用が広まっています。
- 塗装: 耐久性、導電性、または外観を向上させるために、部品の表面に亜鉛、ニッケル、クロムなどの薄い金属層を付着させます。コストはメッキ材および膜厚仕様によって異なります。
- 研削および研磨: 所定の表面粗さや鏡面仕上げを実現します。コマカット社の価格分析によると、これらの工程は所望の表面品質を達成するために不可欠ですが、作業時間および人件費が増加するため、全体の費用も上昇します。
- 実装サービス: 複数の切断部品をハードウェア、溶接、または締結具を用いて組み合わせます。利便性は向上しますが、調整・連携の複雑さおよびコストが増加します。
基本的なレーザー加工を超える各特殊切断要件は、プロジェクトに対して労務費、設備稼働時間、材料費を追加で発生させます。たとえば、単純なブラケットの切断のみであれば15ドルですが、バリ取りおよび粉体塗装を含む完全仕上げでは35ドルになります。これは過剰な課金ではなく、実際に追加される作業を反映した金額です。
後工程処理への投資が価値ある場合
すべての部品に高品質な仕上げが必要というわけではありません。考えるべき問いは、「この部品が、想定される用途で正しく機能するために、実際に何を必要とするか?」です。
以下のような、後工程処理(ポストプロセッシング)が明確な価値をもたらすシナリオをご検討ください:
- 安全性が求められる用途: 作業者が日常的に取り扱う部品、あるいは怪我を引き起こす可能性のある部品については、バリ取りが絶対不可欠です。
- 屋外使用: 粉体塗装またはメッキ処理により腐食を防ぎ、部品の寿命を大幅に延長します。
- 顧客向け製品: 目立つ部品には、品質を反映する光沢仕上げが有効です。
- 電気応用: 特定のメッキ処理により、導電性および接続の信頼性が確保されます。
- 高摩耗環境: 表面処理により摩擦が低減され、稼働寿命が延長されます。
逆に、見えない内部構造部品は、外観上の仕上げを必要としない場合があります。後工程(例えばアセンブリへの溶接)でさらに加工される部品は、その後の工程で anyway 影響を受けるため、エッジ仕上げを必要としないことが多くあります。
ご提示されるレーザー切断単価は、切断作業そのもののみを対象としています。追加の各工程は、その複雑さ、ロットサイズ、材料要件に基づいてそれぞれ別途料金が設定されます。このように工程ごとに料金が分かれていることを理解しておくことで、どの工程を含めるか、あるいは省略・別の方法で対応するかについて、より適切な判断が可能になります。
サービスのパッケージ化によるトータルバリューの向上
ここでは戦略的な思考が成果を発揮します:複数のサービスを単一のサプライヤーで一括発注すると、専門業者を複数社に分けて発注する場合よりもコストが低くなることがよくあります。切断、バリ取り、コーティングを同一メーカーが一貫して行う場合、以下のようなコストや手間が削減されます:
- 別々のベンダー間での輸送費
- 複数のセットアップ料金および最低発注数量に伴う手数料
- 調整の遅延およびコミュニケーションにかかる負荷
- 引き渡しポイントにおける品質管理のギャップ
緊急発注および出荷に関する検討事項も、プロジェクト総コストに大きく影響します。短納期対応には通常、プレミアム価格が適用され、緊急処理の場合には50%以上となることもあります。プロジェクトのスケジュールに余裕があり標準納期で対応できる場合は、緊急対応と比べて大幅に低コストで済みます。
出荷もまた別のコスト要因となります。完成品の部品が重いほど(特に粉体塗装により重量が増加した場合)輸送コストが高くなります。一部のバイヤーは、切断加工と仕上げ加工を同一業者で一括発注すること(単価が若干高くなる場合でも)により、ロジスティクスの複雑さを最小限に抑え、結果としてプロジェクト総コストを削減できることを実感しています。
見積もりを依頼する際には、サプライヤーに対し、後工程処理費用を切断加工費用から明確に分けて提示するよう求めましょう。この透明性により、各仕上げ工程がその費用に見合った価値を提供しているかどうかを正確に評価できます。場合によっては、レーザー切断単価を若干引き上げて自社内で仕上げ工程を一括実施する方が、各工程ごとに異なるベンダーを手配するよりもコスト効率が高くなることがあります。
仕上げ費用の内訳が明確になったら、次に課題となるのは、複数のベンダーからの見積もりを比較することです。単に最終金額(トータルコスト)だけではなく、真の価値を総合的に評価する必要があります。
異なるベンダーからの見積もりを比較する方法
3社のベンダーから見積もりを取得しました。そのうち1社は、他の2社より20%低い金額を提示しています。簡単に判断できるでしょう? そうとは限りません。最も安いレーザー切断の見積もりには、品質不良、納期遅延、あるいはコミュニケーションの齟齬など、後に表面化する隠れたコストが含まれていることがよくあります。こうした問題は、貴社の時間と予算を無駄に消耗させます。
ベンダーを効果的に比較するには、単なる最終金額(トータルコスト)だけに注目するのではなく、より広い視点から検討する必要があります。真に問うべき問いは「誰が最も安いか?」ではなく、「私の特定のプロジェクトにとって、総合的に最も高い価値を提供してくれるのは誰か?」です。以下では、調達担当者として競合する見積もりを評価する具体的な方法を解説します。
価格比較を超えた必須評価項目
複数のサプライヤーから見積もりを並べた場合、価格はあくまで出発点にすぎません。経験豊富なバイヤーが意思決定の前に確認する主なポイントは以下のとおりです:
納期および納品の信頼性: 部品が約定通りに納期に間に合わなければ、いくら魅力的な見積もりでも意味がありません。ベンダーに対して、現在の生産能力および通常の納期(ターンアラウンド・タイム)について確認してください。一部のサプライヤー(特にオンラインサービスで「カット・アンド・シンド」方式や同様の即時見積もりを提供する事業者)は、明示された納入期間を宣伝していますが、その期間が保証されたものか、それとも予測値にすぎないかを必ず確認してください。若干高めの見積もりを提示するメーカーであっても、納期遵守率が高く安定していれば、納期が不透明な低価格オプションよりも、実質的に高い価値を提供することになります。
連絡対応の迅速さ: 各ベンダーは、あなたの最初の問い合わせにどのくらい迅速に対応しましたか? それらは、あなたのプロジェクトについて明確化のための質問をしたでしょうか、それとも単に金額を提示しただけでしたか? 見積もり段階で意図的かつ丁寧に関与するベンダーは、通常、製造工程においてもそのような配慮を継続します。また、 スマーダ社が発行する業界ガイドラインによると 、信頼できるサプライヤーは、明確かつオープンなコミュニケーションを重視し、質問や懸念事項に対して迅速に対応することを保証します。
改訂および変更に関するポリシー: プロジェクトは変化します。注文後に設計変更が必要になった場合、どうなりますか? 一部のベンダーは高額な修正手数料を請求しますが、他社はプロセス自体に柔軟性を組み込んでいます。こうしたポリシーを事前に理解しておくことで、変更が「いつか」ではなく「必ず」必要になる際の予期せぬ不快な驚きを防ぐことができます。
技術能力: すべてのレーザー切断装置が、すべてのプロジェクトを同様に優れた品質で処理できるわけではありません。ベンダーは標準的な材料に対して競争力のある送付切断(sendcutsend)価格を提示するかもしれませんが、お客様の特定の板厚や合金仕様に対応できる能力を有していない可能性があります。提示された価格が、単なる見積もりではなく、実際に生産可能な能力を反映したものであることを確認してください。そうでないと、お客様のデータファイルがそのベンダーのエンジニアリングチームに到達した時点で、価格が変更されるおそれがあります。
レーザー切断の見積もり評価における赤信号
経験から、購入者は潜在的な問題を示す警告サインを識別できるようになります。競合する複数の見積もりを検討する際には、以下の点に注意してください。
- 市場相場より著しく低い見積もり: あるベンダーが他社と比較して40%も低価格で見積もりを提示している場合、その理由を必ず確認してください。そのベンダーは、材料の品質を妥協している、品質検査を急いで実施している、あるいは単に誤りを犯しており、後日「変更依頼(change orders)」によって修正しようとしている可能性があります。
- あいまいな明細項目: 正当な見積もりは、コスト構成を明確に内訳しています。説明のない曖昧な「加工手数料」といった一括項目が記載されている場合は、詳細な内訳を要求してください。曖昧な初期見積もりからは、隠れた追加費用が発生しやすくなります。
- 参考事例(リファレンス)の提供を渋る態度: 確立されたプロバイダーは、喜んで見込み顧客を満足した顧客とつなげます。参考事例の提供を渋る姿勢は、経験不足か、あるいは過去に起因する問題を話したくないという意思を示している可能性があります。
- あなたのプロジェクトについて質問がない: 明確化のための質問を一切行わずに見積もりを提示するベンダーは、推測で価格設定をしているか、あるいは「ワンサイズ・フィッツ・オール」方式の価格を適用しています。どちらのアプローチも、あなたのプロジェクトにとって最適とは言えません。
- 公差仕様が不明確: AFI Parts社の技術ガイドラインによると、高精度レーザー切断では公差仕様を明確に記載する必要があります。ファイバーレーザーは、重要な用途において±0.025 mmという非常に狭い公差を実現可能です。公差仕様が記載されていない見積もりは、期待に応えられない結果を招くリスクを伴います。
- 納期の約束が欠落: 「2~4週間で出荷」という表現は曖昧です。専門的な見積もりでは、予定出荷日を明記するか、あるいは計画立案可能な明確な納期(リードタイム)の約束を提示する必要があります。
Oshcut と sendcutsend を比較する際、あるいは sendcutsend の代替サービスを検討する際には、同様の厳格な評価基準を適用してください。オンラインプラットフォームは利便性を提供しますが、注文方法にかかわらず、評価基準は一貫して適用されます。
高単価を正当化する品質指標
場合によっては、より高額を支払うことが非常に合理的です。品質指標は、プロジェクトの成果に直接影響を与える能力および信頼性を示すものです。以下が高単価の根拠となります:
業界認証: 認証は、文書化された品質マネジメントシステムの存在を示します。自動車部品や高精度部品などの分野では、IATF 16949 認証は、ISO 9001 フレームワークに基づく国際的な自動車業界向け厳格な品質基準を製造者が遵守していることを意味します。この認証は単なる書類上の手続きではなく、不良品の発生抑制、無駄の削減、および量産における一貫した品質維持のための体系的なプロセスを実施していることを示しています。
その他の関連する認証には以下があります。
- ISO 9001:2003 規格について 業種を問わず適用可能な基本的な品質マネジメント標準
- AS9100: 重要用途向けの航空宇宙業界特有の品質要件
- ISO 13485: 医療機器製造の品質管理システム
高度な設備および技術: 現代的なファイバーレーザー装置およびCNC設備への投資を行っているサプライヤーは、通常、より高い精度と一貫性を実現します。AFI Industrial社の仕様によると、同社のCNCパンチング、レーザー切断、ベンディング機械は±0.01mmまでの精度を達成しており、こうした厳密な公差を要求する用途において、高価格設定が正当化されます。
文書化された品質管理: 専門的な製造業者は、複数の製造工程で検査プロトコルを維持しています。原材料の入荷検査、工程中検査、最終検査手順について確認してください。不良率が0.5%未満であるサプライヤーは、偶然ではなく、体系的な品質管理を通じてその一貫性を実現しています。
競合する見積もりを評価する際に、以下の比較フレームワークをご活用ください:
| 評価基準 | 尋ねるべき質問 | 理想的な状態とは |
|---|---|---|
| 価格の透明性 | すべてのコストが明細化されていますか? 今後追加料金が発生する可能性はありますか? | 材料費、切断加工費、仕上げ加工費、輸送費について、明確な明細項目が示されていますか? |
| 納期 | 保証された納期はいつですか?急ぎ対応のオプションはありますか? | 急ぎ対応時の価格を明記した、具体的な納期の約束 |
| 品質証明書 | 取得済みの認証は何ですか?証明書類の提出は可能ですか? | ISO 9001が最低要件。自動車向けアプリケーションの場合はIATF 16949 |
| 寸法公差能力 | 確実に達成可能な公差範囲はどの程度ですか?その検証方法は? | 文書化された公差仕様および検査機器の詳細 |
| 改訂ポリシー | 発注後の設計変更の手順と費用はどのようになりますか? | 明確な設計変更手順および合理的な変更手数料 |
| テクニカルサポート | エンジニアが私の設計をレビューしてくれますか?DFM(製造性向上)に関するフィードバックは提供されますか? | 積極的な設計レビューおよび最適化提案 |
| コミュニケーション | どのくらいの速さで返信されますか?私の担当者は誰ですか? | 即日対応および専任のプロジェクト担当者による対応 |
| 取引実績 | 顧客の推薦状を提供していただけますか?事業開始からの年数は? | 検証可能な顧客の評価を伴う確立された実績 |
覚えておいてください:品質、信頼性、および総所有コスト(TCO)を考慮した場合、最も安い見積もりが必ずしも最良の価値を意味するわけではありません。納期遅延、再加工の必要、または実装時の不具合を引き起こす部品は、信頼できる製造パートナーに若干高めの初期費用を支払うよりもはるかに高額なコストを生じさせます。
コスト削減のためのsendcutsend割引コードを探している場合でも、従来型のメーカーを評価している場合でも、これらの比較基準は普遍的に適用されます。一部のバイヤーは、send cut send paris ky に限らず、地域に拠点を置くサプライヤーが、配送コストやコミュニケーション面での利点により、わずかな価格差を十分に相殺できると判断しています。
最も賢いアプローチとは?複数のベンダーから見積もりを依頼し、この評価フレームワークを体系的に適用して、単に最低価格ではなく、総合的な価値に基づいて選択することです。プロジェクトの成功は、これにかかっています。
有望なベンダーを特定したら、次のステップは設計自体の最適化です。なぜなら、最も効果的なコスト削減は、見積もり依頼を出す前段階で実現されることが多いからです。

見積もりコストを削減するための設計最適化
経験豊富な調達担当者が知っているある「秘密」があります。レーザー切断の見積もり金額を削減する最も効果的な方法は、より強く交渉することではなく、より賢く設計することです。製造性を考慮した設計(DFM:Design for Manufacturability)の原則を適用すれば、見積もり依頼ファイルを提出する前にコストを20~40%削減できるのです。ところが、多くの調達担当者はこのステップを完全に飛ばしており、大きな節約機会を逃しています。
DFMとは、設計のビジョンを妥協することではありません。それは、ご自身の仕様をレーザー切断という製造プロセスの実際の動作に合わせることです。設計が製造工程に自然に沿って進むようになると、無駄が削減され、機械稼働時間が短縮され、見積もりを不当に高騰させる複雑性関連の追加費用も回避できます。
見積もりを下げる設計変更
小さな設計変更が、しばしば劇的なコスト削減をもたらします。Vytek社の製造に関する研究によると、可能な限り設計を簡素化することで、機械稼働時間および総コストを大幅に削減できます。以下に、最適化活動の重点を置くべき領域を示します:
複雑な形状を簡素化する: 小さな半径を伴う精巧なディテールは、より遅く、かつより高精度なレーザー制御を必要とします。曲線、切り抜き、内部構造などの追加要素は、すべて切断時間を延長します。設計を最終決定する前に、自問してください。「この複雑さは機能上の目的を果たしていますか、それとも単なる装飾的要素ですか?」多くの場合、丸みを帯びたコーナーや直線的な形状でも、複雑な形状と同等の機能を実現でき、しかもコストはそのわずか一部で済みます。
穴の配置およびサイズを最適化する: Baillie FabのDFMガイドライン 穴の直径は、必ず材料の厚さ以上である必要があります。部品に3/16インチのステンレス鋼を使用する場合、最小穴径はその寸法と一致させる必要があります。また、穴を材料のエッジに近すぎに配置すると同様の問題が生じます。穴とエッジの間には、少なくとも材料の厚さ分の距離を確保してください。アルミニウムなどの一部の材料では、この間隔を2倍にする必要があります。
ファイルのジオメトリをクリーンに保つ: CADソフトウェアで曲線が実際の円弧ではなく、フラットなセグメントで描画されていませんか? 加工時に、長いセグメントが連続した曲線ではなくファセット(面)として解釈されることがあります。提出前に、曲線が真の円弧で表現されていること、およびすべての輪郭線が正しく閉じられていることを確認してください。接続されていない線分や開いた輪郭線は、不正確な切断結果や追加の図面作成作業を招き、見積もり金額の増加につながる可能性があります。
鋼材やその他の金属をレーザー切断機で加工する際、以下の実践的なDFM(製造向け設計)のヒントを活用すれば、即座にコスト削減を実現できます:
- 不要な場合に過度に厳しい公差を設定しない: 標準公差(±0.005インチ~±0.010インチ)は、高精度仕様に比べて大幅にコストが低減されます。厳密な公差は、本当に重要な寸法にのみ適用してください。
- 部品の nesting 効率を最適化します: 材料シートサイズを意識して部品を設計してください。業界の専門家によると、レーザー切断機では各部品の周囲に最大0.5インチの余白が必要です。スペース効率を最大化するように設計された部品は、材料の無駄を削減します。
- 切断時間を延長させる複雑な細部を削減します: すべてのピアス穴(貫通穴)は加工時間を増加させます。50個の小さな穴を有する設計は、累積的なピアス作業により、より少ない数の大きな特徴を持つ設計よりもコストが高くなります。
- 完成図面に繊維方向を明記します: ブラッシュ加工または方向性のある材料の場合、シートあたりの部品数を最大化するために、繊維方向を設計の最も長い部分に沿って配置してください。
- テキストを輪郭線に変換する: 編集可能なテキストは見積もりエラーを引き起こします。提出前に必ずテキストを「エクスプロード」または「展開」してください。
コスト最適化のための材料選定戦略
使用材料の選択は、一見しただけではわかりにくい形で見積もり金額に影響を与えます。原材料費に加えて、異なる材料にはそれぞれ異なる切断方法、アシストガス、加工速度が要求され、これらすべてが最終的なコストに影響します。
業界分析によると、アルミニウムや薄板鋼材などの特定の材料は、より高速で切断でき、レーザー出力も少なく済むため、運用コストの削減につながります。ご用途において、厚手または高硬度の金属が持つ耐久性を必要としない場合、薄手の板厚を選択することで、時間と費用の両方を節約できます。
カスタムレーザー切断用板材プロジェクトにおける材料選定戦略を以下に示します:
材料を実際の要件に合わせる。 板厚や材質グレードを過剰仕様(オーバースペック)に設定することは、よくある誤りです。たとえば、16ゲージの鋼製ブラケットは、多くの用途において11ゲージのものと同等の性能を発揮する可能性があり、しかも大幅に低コストで済みます。高価な特殊合金の採用が機能的に必須であるのか、あるいは単なる慣例的な仕様にすぎないのかを検討してください。
レーザー技術との適合性を理解する: レーザー鋼板切断は、材料の種類によって異なる動作をします。ベイリー・ファブ社によると、ファイバーレーザーは薄いシートをより高速に切断できますが、CO2レーザーは¼インチ(約6.35 mm)を超える厚板において、より高品質な切断面とより高速な穿孔を実現します。補助ガスの種類(炭素鋼の厚板には酸素、ステンレス鋼およびアルミニウムには窒素)は、切断品質とコストの両方に影響を与えます。
標準在庫サイズを検討してください: カスタム材料注文はプレミアム価格が適用されます。標準サイズの4フィート×10フィート(約1,220 mm × 3,050 mm)シート上で部品を効率よく配置(ネスト)できるように設計すると、材料のロスを削減でき、しばしばより有利な材料単価が適用されます。設計で通常の加工能力(一般的には⅜インチ=約9.5 mm)を超える厚さの材料を必要とする場合、外部調達が必要となり、コストおよび納期が増加する可能性があります。
低価格のレーザー切断ソリューションを求めるバイヤーにとって、材料の最適化は、最も安価なプロバイダーを探すことよりも多くのコスト削減をもたらすことがよくあります。生産ロット全体で材料ロスを20%削減できれば、金額ベースで非常に大きな節約効果が得られます。
製造業者とのDFM(設計製造性)フィードバックの連携
ここで、積極的なメーカーとのパートナーシップが非常に価値あるものとなります。包括的なDFM(製造性向上設計)支援により、自社単独では決して発見できないコスト削減の機会を特定できます。優れたメーカーは、単に設計データを処理するだけでなく、それらを最適化の機会を発見するために分析します。
アドバンテージ・メタル・プロダクツ社によると、板金部品の製造性向上設計(DFM)は外観上の美しさを越えて、製造技術の専門的知見を活用し、スムーズな生産実行を実現します。製造開始前の早い段階でメーカーと連携することは、素材の特性をデザインの美的要件および機能的要件と両立させるために不可欠です。
実際の業務において、効果的なDFM連携とはどのようなものでしょうか?
初期出場: 設計が最終確定してから対応を始めるのではなく、DFM能力に優れたメーカーは、初期段階の設計をレビューし、問題が固定化される前に潜在的な課題を特定できます。これにより、見積もり後の高額な設計変更を未然に防ぐことができます。
デジタルツールの統合: 3D CADモデリングは、最終製品の可視化を支援し、製造業者が生産工程における高コストな設計変更を未然に防ぐために、早期に潜在的な問題を特定できるようにします。シミュレーションおよびプロトタイピングソフトウェアは、問題が発生する前に課題を予測することを可能にし、デザイナーが能動的に設計を最適化できるように支援します。
現実的な公差に関する検討: 経験豊富な製造業者は、精度と実用性の両方を支える現実的な公差設定を支援します。彼らは、どの仕様がコスト増加を招くか、また同等の性能をより低コストで実現可能な代替案は何かを理解しています。
一部の製造業者は、他社よりもさらに進んだDFM(製造向け設計)支援を提供しています。例えば、 シャオイ (寧波) メタルテクノロジー は、12時間以内の迅速な見積もり対応に加え、包括的なDFM支援を提供しています——これにより、自動車および高精度製造分野の調達担当者は、量産開始前に設計を最適化できます。このような能動的なパートナーシップ型アプローチにより、レーザー見積もりソフトウェア単体では検出できないコスト削減の機会を特定することが可能になります。
プロファイル切断のための見積もりソフトウェアを使用する場合でも、メーカーの見積もり担当者と直接協業する場合でも、基本原則は変わりません。製造性を考慮して最適化された設計は、生産コストを低減します。不要な厳密な公差を排除すること、幾何形状を簡素化すること、材料仕様を適正な規模に見直すこと——これらすべてが、直接的により低い見積もり金額へとつながります。
最も洗練されたバイヤーは、DFM(製造性向上設計)を単発の作業ではなく、継続的な実践として捉えています。彼らは最適化済み部品の設計ライブラリを維持し、過去のプロジェクトから得た教訓を文書化し、自社の成功に真摯に貢献する設計パートナーシップを提供するメーカーとの関係構築に努めます。
コスト効率の高い製造を前提とした設計が完了した時点で、あなたは見積もり段階から実行段階へと移行する準備が整います——プロジェクトの成功遂行に向けた最終ステップへと進むのです。
レーザー切断プロジェクトの実行
価格設定の式、準備要件、比較戦略を既に理解しました。次に来る段階は、知識を持った購入者と、高額な教訓を通じて学ぶしかない購入者を分ける瞬間です:この知識を実際に行動に移す段階です。初めての見積もり依頼を今まさに実行しようとしている方でも、100回目となるアプローチをさらに洗練させようとしている方でも、以下の最終ステップを踏むことで、レーザー切断プロジェクトを単なる構想から成功裏の生産へと確実に導くことができます。
見積もり依頼アクションプラン
見積もりプラットフォームで「送信」ボタンをクリックする前、あるいは製造業者へファイルを送付する前に、以下の統合チェックリストを確認してください。各項目は、これまでに解説した原則に基づいています。
- ファイル形式を確認する: テキストをアウトライン化し、重複する線をすべて削除したDXF、DWG、またはSTEPファイル
- 寸法精度を確認する: 100%スケールで印刷し、測定値がご希望通りの寸法と一致することを検証する
- 材料仕様を完全に明記する: 鋼材やアルミニウム材といった単なる素材名ではなく、正確なグレード、板厚、および仕上げ仕様(例:表面処理)を明示する
- 現実的な公差を定義してください。 厳密な公差指定は、機能的に極めて重要な寸法にのみ適用する
- 二次加工工程を明確に文書化してください: 仕上げ、曲げ、または組立に関するすべての要件を事前に明記してください
- 数量階層を設定する: スケーリングオプションを把握するため、複数の数量レベルでの価格見積もりを依頼してください
- 納期に関する期待値を明確に設定してください: 緊急対応が必要か、標準納期でも対応可能かを明確にしてください
オンラインレーザー切断サービスを利用する場合、この準備作業はさらに重要になります。自動見積もりシステムは、お客様が提出した内容をそのまま解釈します——明記されていない要件については、システムが推測することはできません。最初の提出資料がより完全であるほど、オンラインで得られるレーザー切断サービスの見積もりもより正確になります。
不満の残るプロジェクトと成功するプロジェクトとの違いは、しばしば準備の差に起因します。見積もり依頼前に自社の実際の要件を十分に理解し、時間をかけて準備を行うバイヤーは、準備不足のまま急いで見積もりを依頼するバイヤーと比較して、一貫してより良い成果を得ています。
最適な製造パートナーの選定
見積もり比較フレームワークは、単なる最終価格(トータルコスト)の評価にとどまらず、より広範な要素を検討する必要があります。TMCOの製造パートナーシップに関する調査によると、適切なパートナーを選定するには、その能力、プロセス、信頼性を慎重に評価することが不可欠です。最良のパートナーシップは、ワンストップでの責任明確化、設計精度の向上、納期短縮、一貫した品質管理を実現します。
以下の特徴を示すパートナーを探しましょう:
- 業界における実績ある経験: お客様の特定アプリケーション分野における実績と、関連する課題への理解
- 包括的な社内対応能力: 加工、仕上げ、組立を同一施設内で行うことで、引き渡し時のリスクを最小限に抑えます
- 設計および製造性への配慮(DFM)サポート: 単なるデータファイル処理ではなく、設計の最適化を主体的に提案・実施する姿勢
- 品質認証: 基準としてISO 9001認証;自動車向けアプリケーションではIATF 16949認証
- 連絡対応の迅速さ: 見積もり段階から生産段階に至るまで、明確かつ継続的な対話
迅速な試作および短納期見積もりを必要とする自動車・高精度製造分野のバイヤー向けに、以下のようなメーカーが挙げられます: シャオイ (寧波) メタルテクノロジー 迅速なパートナーシップがどのようなものかを実証します——12時間以内の見積もり返信と5日間での迅速な試作に加え、IATF 16949認証済みの量産対応能力を提供します。これらの対応スピードにより、より短い反復開発サイクルと、より的確な意思決定が可能になります。
さまざまなオンラインプラットフォームを通じて金属のレーザー切断を依頼する際には、同様の評価基準を適用してください。利便性が品質に関する検討を凌駕してはなりません。類似したユーザーインターフェースを備えていても、オンラインでのレーザー切断サービスは、その能力・信頼性・サポート体制において大きく異なります。
見積もりから量産成功へ
納得のいく見積もりを受け取ることは、製造プロセスの始まりであり、終わりではありません。量産の成功には、以下のいくつかの要素に対する継続的な配慮が必要です。
すべての仕様を文書で確認すること: 量産を承認する前に、ご発注書類に見積もり段階で話し合ったすべての要件が正確に反映されていることを確認してください。公差や表面処理などに関する口頭での合意事項も、必ず文書による確認に記載される必要があります。
コミュニケーションプロトコルを確立する: 質問がある場合の連絡先、変更対応の方法、および生産期間中に受け取る更新情報について把握しておきましょう。業界の専門家が強調するように、明確なコミュニケーションは、プロジェクト成功を左右する決定的な要因となることが多いです。
検査の計画: 納入部品が仕様を満たしているかどうかを確認する方法を定めてください。新規設計に対する初品検査(ファースト・アーティクル・インスペクション)は、量産開始前に問題を早期に発見するのに有効です。
長期的な関係性を検討しましょう: 最も優れた製造成果は、単発的なサプライヤー取引関係ではなく、継続的なパートナーシップから生まれます。お客様の用途、品質基準、および事業ニーズを理解するパートナーは、時間とともに増大する価値を提供します。
レーザー切断と他の加工法の選択タイミング
すべてのプロジェクトがレーザー切断機に適しているわけではありません。ウォータージェット切断やプラズマ切断などの代替手法がより適している場合を理解することで、不適切な技術選択を回避できます。
に従って Wurth Machineryの技術比較 各切断方法には、それぞれ特有の利点があります:
- レーザー切断が特に優れている分野: 精密で複雑な切断を要する薄板;後処理を最小限に抑え、清潔なエッジを必要とする部品;電子機器、医療機器、および高精度部品の製造
- プラズマ切断が適しているのは以下のような場合です。 厚手の導電性金属(1インチを超える鋼材)の加工;エッジの精度よりも加工速度とコスト効率が重視される場合;構造用鋼材の加工および重機械の製造
- 以下の場合は、ウォータジェット切断が不可欠になります。 熱損傷を回避する必要がある場合;石材、ガラス、複合材料などの非金属の切断;熱影響部(HAZ)が一切許容されない航空宇宙部品の加工
多くの成功した製造作業では、最終的に複数の加工技術を併用することになります。もし、あなたの板金加工の見積もりが予想外に高額であると感じた場合、素材の厚さや熱感受性の要件から、他の加工技術の方がご案件に適している可能性があります。
初期の見積もり依頼から最終的な生産完了に至るまでのプロセスは、各ステップにおける的確な意思決定に大きく依存します。本稿では、見積もりがどのように算出されるか、正確な見積もりを実現するためにはどのような情報が必要か、サプライヤーを意味のある形で比較する方法、および提出前の設計最適化手法について理解を深めました。これらの原則を一貫して適用することで、レーザー切断プロジェクトは、お客様のアプリケーションが求める品質、納期、およびコストパフォーマンスを確実に実現できます。
レーザー切断見積もりに関するよくあるご質問
1. レーザー切断の見積もりはどのように算出しますか?
レーザー切断の見積もりは、以下の式で算出されます:最終価格=(材料費+変動費+固定費)×(1+利益率)。主な算定要素には、切断距離および穿孔数に基づく機械稼働時間、材料の種類および板厚、設計の複雑さ、セットアップおよび人件費、および間接費が含まれます。ほとんどの製造業者は、機械稼働時間に対して時給60~120米ドルの料金を設定しており、利益率は通常、作業の複雑さに応じて20~70%の範囲で設定されています。
2. レーザー切断の料金はいくらに設定すべきですか?
レーザー切断の価格設定は、材料費、機械稼働時間、加工の複雑さ、仕上げ要件など、複数の要因に依存します。一般的な方法は「原価加算方式」で、材料費、設備摩耗費、人件費を合計し、さらに20~70%の利益率を上乗せします。例えば、単純な部品の場合、材料費が10米ドル、人件費が20米ドルであれば、50%の利益率を適用すると45米ドルになります。大量注文では、単品価格と比較して、1ユニットあたりのコストを最大70%まで削減できます。
3. レーザー切断製品(クラフト)の価格設定方法は?
レーザー切断製品(クラフト)の価格は、レーザー加工時間(概算で1分あたり1米ドル、5米ドル単位で切り上げ)を算出し、これに材料費を加え、塗料や接着剤などの仕上げ用資材費および基本手数料を加算して決定します。量産の場合には、スケールメリットを考慮します。つまり、100点以上の発注では、セットアップ費用の按分およびネスティング効率の向上により、単一プロトタイプと比較して1ユニットあたりのコストを40~60%削減できます。
4. レーザー切断の見積もりに必要なファイル形式は何ですか?
レーザー切断の見積もりに最も広く受け入れられているファイル形式には、DXF(2D切断の業界標準)、DWG(AutoCADネイティブ形式)、STEP(変換を必要とする3Dモデルに最適)、AI(Adobe Illustratorでテキストをアウトライン化したもの)があります。提出前に、重複する線を削除し、すべての輪郭を閉じ、寸法が100%スケールで正確であることを確認してください。クリーンなファイルは、見積もりエラーおよび製造遅延を防止します。
5. インスタント見積もりと手動見積もりのどちらを選択すべきですか?
標準的な材料、単純な形状、一般的な板厚、および二次加工を伴わないプロジェクトについては、オンラインで即時見積もりをご利用ください。これにより、数秒で概算金額が算出されます。一方、厳しい公差を要する部品、特殊な材料、多様な仕上げ要件、またはカスタム仕様を含む複雑な部品については、手動による見積もりをご選択ください。手動見積もりは所要時間が長くなりますが、製造開始前に高い精度と、潜在的な製造課題に関する専門家のフィードバックを提供します。