 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

カスタム部品製造において、オンデマンドレーザー切断が従来の製造方法より優れている理由

「オンデマンドレーザー切断」とは実際に何を意味するのか
たった1個の 試作用カスタムレーザー切断部品が あるいは個人プロジェクト向けに少量の部品が必要になったことはありませんか?従来の製造方法では、経済的に成り立たせるために数百点、あるいは数千点もの注文を余儀なくされていました。そのような状況を一変させるのが、「オンデマンドレーザー切断」です。
オンデマンド製造とは、必要なときにのみ、かつ必要な数量だけ部品を製造する生産方式であり、在庫保管や最小発注数量の必要性を排除します。
これは、カスタムメイドの食事を注文するのと、冷凍食品を大量に購入するのとの違いに例えることができます。無駄も保管の手間もなく、必要なものを、必要なときに、正確に手に入れることができるのです。このようなカスタムレーザー切断のアプローチは、数十年間にわたり続いてきた製造のあり方に対する根本的な転換を表しています。
オンデマンド製造による革命
従来の製造業は、単純な原則に基づいて運営されています:大量生産によって単位当たりコストを引き下げることです。工場は専用の金型や治具に多額の投資を行い、複雑な生産ラインを構築し、数千点もの同一部品を量産します。これは大量市場向け製品には非常に有効ですが、たとえばプロトタイプ用にレーザー切断部品をわずか5点だけ必要とする場合、どうなるでしょうか?
ここで問題が明確になります。従来型の製造工場では以下の要件が発生します。
- 多額の初期金型・治具投資(しばしば数千ドル規模)
- 数百点から数千点に及ぶ最低発注数量(MOQ)
- 設備セットアップおよび生産スケジューリングに要する長いリードタイム
- 倉庫保管および在庫管理コスト
オンデマンドモデルは、この方程式を完全に逆転させます。Xometry社による製造業トレンドに関する調査によると、この革新的なシステムにより、メーカーは従来のオーバーヘッドを一切伴わずに、単一のプロトタイプや小ロットの生産が可能になります。需要が発生した時点でのみ供給が創出されるため、無駄ゼロ、未販売在庫ゼロを実現します。
デジタルワークフローが単品生産を可能にする仕組み
では、この現代的な文脈におけるレーザー切断とは何でしょうか?それは単なる技術というだけでなく、単品生産を経済的に実現可能にするための包括的なエコシステムです。その「魔法」は、以下の3つの主要な革新によって実現されます。
デジタルファイルの提出: 設計ファイルをオンラインのレーザー切断プラットフォームに直接アップロードします。電話でのやり取りも不要、営業担当者とのメールの往復も不要です。CADモデルは即座に解析されます。
自動見積もり: 高度なプラットフォームは、製造向け設計(DFM)に関するフィードバックおよび正確な見積もりを数秒以内に生成します。この自動化により、従来プロジェクトのスケジュールに数日間もかかる手動による見積もりプロセスが排除されます。
柔軟な生産スケジューリング: 硬直した生産カレンダーにプロジェクトを合わせるのではなく、レーザー加工工場はお客様の依頼を空き容量に柔軟に組み込むことができます。この柔軟性により、追加の急ぎ料金を支払うことなく、より迅速な納期が実現します。
その結果は?かつて企業レベルの予算と長期間に及ぶ調達プロセスを必要としていたものが、今やあなたの指先で実現可能になりました。カスタムデザインを試みる趣味のユーザーでも、コンセプト検証を行うエンジニアでも、オンデマンドサービスによって、設計データファイルとアイデアさえあれば、誰もがプロフェッショナルレベルのレーザー切断部品を手に入れられるようになりました。 
CO2レーザーとファイバーレーザー技術の理解
オンデマンド型レーザー切断サービスを利用する際、主に2種類の技術に出くわすことになります:CO2レーザーとファイバーレーザーです。これらの違いを理解することは単なる技術的雑学ではありません。これは、切断可能な材料の種類、完成部品の品質、さらにはプロジェクトコストにも直接影響します。では、あなたの用途に最も適したレーザー切断機はどちらでしょうか?
多様な材料加工に適したCO2レーザー
CO2レーザー切断機は、1960年代初頭以来、業界の主力機械として活用されてきました。これらのシステムでは、通常、二酸化炭素(CO2)、窒素、ヘリウムからなるガス混合物を用いて、波長10.6マイクロメートルの高強度レーザー光を生成します。この長い波長は、有機材料および非金属と非常に優れた相互作用を示します。
重要なことは CO2レーザー切断金属加工機 効果的ですか?この技術は、赤外線を効率よく吸収する材料に対して特に優れています。Xometry社の技術分析によると、CO2レーザーは以下の多様な材料を高い精度で加工できます:
- アクリルおよびプラスチック(PMMA、PETG、ポリカーボネート)
- 木材および合板
- 革および布地
- 紙および厚手のカードストック
- ゴムおよびコルク
- 厚板金属(酸素補助により10–20mm以上)
ただし、課題もあります。CO2システムのエネルギー変換効率はわずか5–10%であり、発生するレーザー光の10~20倍に相当する電力を消費します。この高いエネルギー消費は、運用コストの増加につながり、量産工程においては十分に検討すべき要素です。
金属切断の卓越性を実現するファイバーレーザー
ファイバーレーザー技術は、金属切断用レーザー機械の新世代を代表するものです。これらのシステムでは、希土類元素(通常はイッテルビウム)でドープされた光ファイバーを用いて、1.064マイクロメートルの波長のレーザー光を生成します。これはCO₂レーザーの波長と比べて約10分の1の長さです。この根本的な違いにより、金属加工において劇的な性能向上が実現されます。
なぜ波長が重要なのでしょうか?より短い波長はエネルギーをより正確に集中させることができ、また金属表面への吸収効率も高くなります。その結果、同等の出力を持つCO₂レーザー機械と比較して、以下の生産性を実現する金属用レーザー切断機が得られます。 3~5倍の生産性 (適切な材料において)。
ファイバーレーザーは、CO₂システムにとって難題となる反射性金属の加工において特に優れています:
- ステンレス鋼
- アルミニウムおよびアルミニウム合金
- 銅と真鍮
- チタン
ここでの効率性は非常に説得力があります。ファイバーレーザーは通常、90%を超える高効率を実現し、入力電力をほぼすべて切断エネルギーに変換します。また、動作寿命はしばしば25,000時間(CO₂レーザー装置の約10倍)と報告されており、初期導入コストがやや高いものの、金属切断においてファイバー技術が最も優れたレーザーであることがしばしば証明されています。
| 特徴 | CO2レーザー | ファイバーレーザー |
|---|---|---|
| 波長 | 10.6 μm | 1.064 μm |
| エネルギー効率 | 5-10% | 90%以上減少します |
| 最高の材料 | 有機材料、プラスチック、厚板金属 | 金属(特に反射性の高い種類) |
| 切断速度(金属) | 標準 | 薄板では3~5倍の高速切断 |
| エッジ品質 | 厚材への対応に優れる | 卓越した精度、より狭いカット幅(ケルフ) |
| 使用寿命 | 年間 | 約25,000時間 |
| 典型的な用途 | 看板・ディスプレイ・厚板切断 | 自動車産業、電子機器、精密部品 |
| 反射性金属の取り扱い | 挑戦的です | 優れた |
オンデマンド型レーザー切断サービスに加工依頼を提出すると、サービス提供事業者は通常、お客様の仕様に基づいて金属またはその他の素材に最適なレーザー切断装置を選定します。こうした技術的違いを理解しておくことで、各システムの長所を活かした部品設計が可能となり、また自社プロジェクトの製造プロセスについて、的確な質問をすることもできます。
オンデマンドによる完全なプロセス・ワークフロー
ご希望の設計図が頭にあり、関連技術も理解していますが——実際には、ファイルをアップロードしてから完成品が自宅に届くまでに、一体どのような工程が行われるのでしょうか? たとえば、「 近くでレーザー切断サービスを探している 」場合でも、あるいは遠隔地のサービスプロバイダーと取引する場合でも、ワークフローは効率性を最大化し、予期せぬ事態を最小限に抑えるため、一定のパターンに従って進行します。
成功に向けて設計ファイルを準備する
ここが初めてご利用になる方の多くがつまずくポイントです。設計ファイルはその後のすべての工程の「設計図」であり、高精度なレーザー切断には、同様に高精度な入力ファイルが不可欠です。最初の段階でこれを正しく設定しておくことで、修正作業の繰り返しが避けられ、ご希望通りのレーザー切断サービスを確実に実現できます。
対応ファイル形式:
- DXF(Drawing Exchange Format): 2次元ベクターファイルの国際標準フォーマットです。フラット部品の加工では、ほとんどのレーザー切断用CNC機械オペレーターがこの形式を推奨しています。
- AI (Adobe Illustrator): 曲線やアーティスティックな要素を含む複雑なデザインに最適です。
- SVG(Scalable Vector Graphics): ウェブ上で利用しやすいフォーマットで、切断パスへの変換にも優れています。
- STEP(Standard for the Exchange of Product Data): 3次元部品の加工、または折り曲げ情報が重要な場合に必要です。
避けるべきよくある設計ミス:
完璧なファイルを提出したつもりが、実際には意図通りに切断できないというフィードバックを受け取る状況を想像してみてください。こうした落とし穴は、経験豊富なデザイナーでさえ陥りがちです。
- 線同士が近すぎる: レーザー光線には幅(カーフと呼ばれます)があります。素材の厚さより近接した形状要素は、融合したり、もろい部分が生じたりするリスクがあります。
- 閉じた輪郭の欠落: オープンパス(開いたパス)は切断ソフトウェアを混乱させます。すべての形状は完全に閉じられたものでなければなりません。
- 輪郭化されていないテキスト: フォントはシステム間で正しく転送されない場合があります。アップロード前に、すべてのテキストをベクターパスに変換してください。
- 素材固有の最小寸法を無視すること: 1mmの穴は1mm厚のアルミニウムでは問題なく加工できますが、6mm厚の鋼材では問題が生じやすくなります。形状要素は適切にスケール調整してください。
- カーフ補正の見落とし: 精密な嵌合が求められる場合、レーザーによって除去される0.1~0.3mm分の素材を考慮に入れる必要があります。
特にアクリルのレーザー切断サービスを利用するユーザーは、その熱的特性が金属とは異なる点を忘れないでください。応力による亀裂を防ぐため、内部コーナーをやや大きく設計し、反りが生じやすい極端に薄い断面は避けてください。
アップロードから納品まで、5つのステップ
ファイルの準備が整うと、オンデマンドでの製造プロセスが、効率化された一連のステップで開始されます。以下に、その裏側で実際に起こることを詳しくご説明します。
-
ファイルのアップロードと即時解析
お客様は、サービス提供者のプラットフォームを通じて設計データを提出します。自動化されたシステムが、閉じていないパス、非対応のジオメトリ、または最小仕様を下回る特徴など、問題点をスキャンします。多くのプラットフォームでは、設計プレビュー上に問題箇所を直接ハイライト表示する形で即時のフィードバックが提供されます。 -
自動見積もりおよび材料選択
システムは、ジオメトリの複雑さおよび全カットパスの長さに基づいて切断時間を算出します。お客様が使用材料および板厚を選択すると、プラットフォームは材料費、機械加工時間、および必要となる仕上げ工程を含めた見積もりを生成します。このプロセスは、従来の見積もりに数日かかっていたのに対し、通常数秒で完了します。 -
注文確定および生産スケジューリング
見積もりを承認し、支払いを完了すると、ご依頼は製造工程のキューに入ります。柔軟なスケジューリングにより、単一部品の注文でもロット最小数量を待つことなく、空きマシン稼働時間にスムーズに組み込まれます。納期オプションは通常、即納(1~3営業日)から標準(5~10営業日)まで幅広くご用意しています。 -
切断および品質検証
オペレーターがお客様指定の材料を装着し、高精度レーザー切断プログラムを実行します。切断後の検査では、寸法精度、エッジ品質、表面状態を確認します。特に重要な公差については、仕様書との照合測定を行います。必要に応じて、バリ取りやその他の二次加工もこの段階で実施します。 -
梱包と配送
部品は輸送中の損傷を防ぐため、慎重に梱包されます。表面には保護フィルムを貼付したままとし、壊れやすい部品には追加のクッション材を施します。追跡情報はお客様のメールボックスにお届けされ、カスタム部品は発送準備が整い、お届け先へ向けて出荷されます。
スムーズな処理のためのプロのヒント:
- 公差が重要な場合は、重要寸法を明記した2D図面を添付してください
- 外観面(化粧面)と機能面(実装面)を明確に区別してご指定ください
- 注文のコメント欄に特別な要件を必ずご記載ください
- 大量発注を確定する前に、新規材料についてサンプルカットを依頼してください
このワークフローの優れた点は?各工程が、問題が高額なトラブルに発展する前に検出できるよう設計されていることです。従来の製造方式では、数千個の部品が製造されて初めて不具合が明らかになる場合がありますが、近隣で提供されるオンデマンドレーザー切断サービスでは、すべての部品1点1点について品質を確認できます。そのため、1個のプロトタイプから100個の量産部品まで、ご注文内容にかかわらず、安心してお任せいただけます。 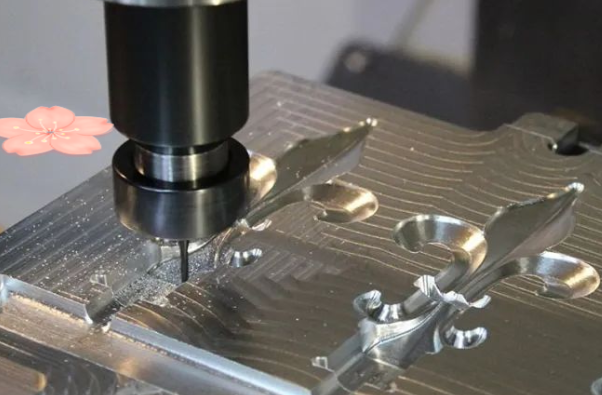
材料選定および適合性ガイド
適切な材料を選定することは、単に仕様書上で見た目が良いかどうかという問題ではなく、部品の性能、エッジ品質、最終コストを根本的に決定づける重要な要素です。オンデマンドレーザー切断サービスを利用する際には、異なる材料がレーザーエネルギーとどのように相互作用するかを理解することで、より賢く設計し、完成部品に対する現実的な期待値を設定することができます。
すべての材料は、集中的なレーザーエネルギーに対して異なる反応を示します。中には、鏡面のように滑らかな切断面でクリーンに切断できるものもあれば、熱の蓄積、酸化、表面の変色などを制御するために特定の加工技術を要するものもあります。以下では、金属レーザー切断およびその他の分野で最も多く依頼される材料について、必要な知識を整理していきます。
金属材料および対応板厚
金属は、高精度レーザー切断アプリケーションの基盤であり続けています。自動車用ブラケットから電子機器の筐体まで、薄板金属のレーザー切断は、極めて薄いフォイルから厚手のプレート材に至るまで、あらゆる用途に対応しています。ただし、各金属グループは、切断工程において独自の特性を有しています。
軟鋼および炭素鋼:
産業用途における主力材料である鋼は、幅広い板厚範囲において予測可能な切断性を示します。軟鋼の金属板レーザー切断は、通常、レーザー出力に応じて0.5mmから25mm以上まで対応可能です。ここでは主に以下の2つの切断方法が用いられます:
- 反応切断(酸素アシスト): Xometry社の材料ガイドによると、酸素は酸化反応を促進することで切断速度を向上させ、より厚い板材の効率的な加工を可能にします。ただし、その代償として、切断面に薄い酸化皮膜が形成されます。
- 溶融切断(窒素アシスト): 酸化物を含まない清潔な切断面を実現しますが、厚板への加工では速度が遅くなります。
ステンレス鋼:
ステンレス鋼のレーザー切断には、熱管理に対する細心の注意が必要です。この材料に含まれるクロムは優れた耐食性を付与しますが、同時に熱エネルギーに対する応答性にも影響を与えます。食品・医療・建築用途など、酸化が性能や外観に悪影響を及ぼす可能性がある分野では、窒素アシストガスを用いた加工により、清潔で光沢のある切断面が得られます。
ステンレス鋼のレーザー切断において、一般的な板厚対応範囲は0.4mm~20mmです。薄板では熱影響部(HAZ)が極めて小さく、非常に清潔な切断面が得られますが、厚板では切断端にわずかな変色が生じることがあり、これは後工程での処理で容易に解消できます。
アルミニウムおよびアルミニウム合金:
アルミニウムのレーザー切断は、金属の高い反射率および熱伝導率という特有の課題を伴います。ファイバーレーザーはこの分野で優れており、CO2レーザー方式が抱える反射率の問題を克服します。アルミニウムをレーザー切断する際には、以下の点が期待されます。
- 薄板(最大6mm)では優れたエッジ品質
- 厚板部では溶融切断技術を要するため、若干のエッジ粗さが生じる
- 標準的なオンデマンドサービスにおける一般的な板厚範囲は0.5mm~12mm
アルミニウムの高い熱伝導率により、熱が素早く拡散します。これは一般に熱影響部(HAZ)の最小化という点で有利ですが、切断速度を維持するためにはより高い出力が必要です。
公差について:
実際に期待できる精度とはどの程度でしょうか? チャールズ・デイ社の公差仕様によると 、プロフェッショナルなレーザー切断サービスでは、非常に高い精度が実現されています:
| 材料の厚さ | 公差(部品サイズ500mmまで) | 公差(500mm~1500mm) | 公差(1500mm~3000mm) |
|---|---|---|---|
| 最大1.0mm | ±0.12mm | ±0.12mm | ±0.12mm |
| 1.0mm~3.0mm | ±0.15mm | ±0.15mm | ±0.15mm |
| 3.0mm~6.0mm | ±0.20mm | ±0.20mm | ±0.20mm |
| 6.0mm~25mm | ±0.25mm | ±0.25mm | ±0.25mm |
| 25mm超~50mm | ±0.50mm | ±0.50mm | ±0.50mm |
これらの公差は、部品の寸法が3000mmまで適用されます。つまり、大型パネルであっても一貫した精度を維持できます。参考までに、3mm厚の部品における±0.15mmの公差は、設計上の位置から人間の髪の毛1本分の幅以内に特徴部が配置されることを意味します。
プラスチックおよび特殊材料オプション
金属以外にも、オンデマンドサービスでは多種多様な非金属材料に対応しています。それぞれの材料には、最適な加工結果を得るために特定の切断条件が必要です。
アクリル(PMMA):
プラスチック材の中でも特に優れた性能を発揮する素材です。アクリルの切断依頼は、CO2レーザー加工により炎磨き(フレーム・ポリッシュ)されたエッジが得られ、二次仕上げ工程が不要なため、依然として人気があります。板厚対応範囲は通常1mm~25mmで、この範囲内ではエッジ品質が一貫して非常に優れています。材料は清潔に気化し、光学的に透明で滑らかな表面が得られるため、看板、ディスプレイ、装飾用途などに最適です。
PETG:
アクリルよりも耐衝撃性に優れていますが、切断にはやや難があります。エッジにはアクリルのようなガラスのような透明性ではなく、わずかな「ホワイトニング(白濁)」が生じることがあります。光学的完璧さよりも耐久性が重視される用途、たとえば保護カバーおよび食品接触用途において、十分に実用的です。
ポリカーボネート:
一般的なプラスチック材の中で最も耐衝撃性に優れていますが、同時にレーザー切断が最も難しい素材でもあります。ポリカーボネートは切断エッジ部で黄変しやすく、アクリルと比較して表面粗さが大きくなる傾向があります。ただし、その卓越した耐衝撃性が求められる用途では、わずかなエッジ部の変色は許容される場合が多く、あるいは後工程(ポストプロセッシング)によって対応可能です。
POM(デルリン/アセタール):
寸法安定性と低摩擦性に優れたエンジニアリングプラスチックです。Xometry社の技術文書によると、POMはCO2レーザーを用いて非常にきれいに切断でき、熱影響部(HAZ)が極めて小さくなります。アクリルと同程度のレーザー条件で加工できますが、最適な結果を得るには約25%低い送り速度が推奨されます。重要な注意点:POMを加熱すると有毒ガスが発生するため、十分な換気が必須です。
木材および人工木材製品:
合板およびMDF(中密度繊維板)は、プロトタイプ、治具、装飾部品などにおける材料選択肢を広げます:
- 合板: すべての種類がレーザー切断可能ですが、樹脂含有量によって切断面の品質が変化し、また十分な換気が必要です。ブロワー圧力を高めると、よりきれいな切断面が得られます。
- MDF: 密度が高く接着剤含量も多いため、MDFは切断速度が遅く、焦げや染み付きを伴いやすい切断面になりがちです。80Wのレーザーでは、10mm厚のMDFを約3.5mm/秒で加工します——同等厚の合板と比較して著しく遅い速度です。
熱影響部(HAZ)および切断面品質に関する期待値
ここでは、材料科学が現実の成果と結びついています。すべての熱切断プロセスでは、熱影響部(HAZ:Heat-Affected Zone)が生じます。これは、切断線に隣接し、高温によって材料特性が変化する領域です。HAZを理解することで、適切な期待値を設定し、それに応じた設計を行うことができます。
A-Laser社の技術分析によると、HAZは以下のいくつかの形で現れます:
- スラグおよびバリ: 特に複数回のレーザー照射を要する金属において、切断エッジ沿いに溶融した材料が再付着したもの
- 反り: 熱の集中により、薄板材が変形したり、切断エッジが平面上に収まらなくなったりすることがあります
- 変色: 金属およびプラスチックのいずれも、切断エッジ近傍で色調の変化を示す場合があります——これは、単なる外観上の変化であることもあれば、構造的変化を示唆していることもあります
- 層間剥離: ラミネートなどの積層材料は、過剰な熱にさらされると層間剥離を起こすことがあります
プロフェッショナルなオンデマンドサービスでは、これらの影響を、各材料および板厚の組み合わせごとにレーザ出力、切断速度、アシストガス圧力を慎重に最適化することで制御します。その結果、部品全体で一貫して高いエッジ品質が実現されます。
| 材質 | 典型的な厚さ範囲 | 切断端面品質の特徴 | 最適な適用例 |
|---|---|---|---|
| 軟鋼 | 0.5mm – 25mm | 酸化皮膜付き(O2)または光沢仕上げ(N2) | ブラケット、ハウジング、構造部品 |
| ステンレス鋼 | 0.4mm – 20mm | 窒素アシストによる光沢があり、酸化物を含まない仕上がり | 食品機械、医療機器、建築 |
| アルミニウム | 0.5mm – 12mm | 薄板では良好だが、厚板では若干粗さが目立つ | 電子機器、軽量構造体、ヒートシンク |
| アクリル | 1mm – 25mm | フレームポリッシュ加工済み、光学的に透明 | サイン看板、ディスプレイ、装飾品 |
| PETG | 1mm – 12mm | 若干くすんだエッジ | 保護カバー、食品接触用途 |
| ポリカーボネート | 1mm – 10mm | 黄変する可能性あり;アクリルより表面が粗い | 衝撃耐性のあるガードおよびカバー |
| POM(デルリン) | 1mm – 15mm | 非常に清潔で、熱影響部(HAZ)が極めて小さい | ギア、ベアリング、精密機構 |
| 合板 | 3mm – 18mm | 端面に軽微な焦げ付き | プロトタイプ、治具、装飾品 |
| 株式会社 | 3mm – 12mm | 焦げたエッジ、染みの可能性 | テンプレート、装飾目的でない金具 |
オンデマンドプロジェクト向けの材料を選定する際は、機能要件を現実的なエッジ品質の期待値と照らし合わせてください。装飾用アクリルサインと、隠蔽される鋼製マウントブラケットでは、求められる品質基準が異なります。こうした材料固有の特性を理解することで、適切な仕様を明確に定めることができ、意図通りに機能する部品を確実に受領できます。
価格要因とコスト最適化戦略
レーザー切断のオンデマンドサービスには、どの程度の費用がかかるのでしょうか?正直な答えは——「状況によります」です。しかし、従来の製造方式のように価格設定がまるでブラックボックスのように感じられるのとは異なり、レーザー切断の見積もりに影響を与える諸要素を理解すれば、発注前により賢い設計判断を行い、コスト最適化を図ることが可能になります。
実際のところ、レーザー切断の費用は、お客様の具体的なプロジェクト要件によって大きく異なります。単純な長方形ブラケットのコストは、数十もの切り抜きを含む複雑な装飾パネルと比べてはるかに低額です。では、お客様が受け取る見積もり金額の内訳を、詳しくご説明しましょう。
見積もり金額を決定する主な要因
すべてのレーザー切断見積もりは、材料費、機械稼働時間、人件費、および間接費といったリソース消費の組み合わせを反映しています。最終的な価格に実際に影響を与える要素は以下の通りです:
- 素材の種類とコスト: に従って Strouseのコスト分析 材料費は、プロジェクト総コストの70~80%を占めることが多く、見積もり全体の基盤を根本的に規定します。ステンレス鋼は軟鋼よりも高価であり、特殊合金やエンジニアリングプラスチックはさらに費用を増加させます。
- 素材の厚さ: 厚い材料ほど、きれいな切断面を得るためにより多くのレーザー出力と遅い切断速度が必要となります。10mmの鋼板を切断するのにかかる時間は、2mmの鋼板シートと比較して指数関数的に長くなり、その分延長された機械稼働時間が直接コスト増加につながります。
- 設計の複雑さと切断パスの長さ: より複雑な設計は、より長い切断パスを意味します。各切り抜きには、レーザーが切断を開始するピアスポイントが必要です。Komacut社の価格ガイドによると、多数の切り抜きを含む設計は、より高い精度とより長い切断時間を要するため、全体の費用が上昇します。
- 部品の寸法: 大型部品はより多くの原材料を消費し、より長い切断パスを必要とします。また、単一のシートに配置できる大型部品の数も限られるため、材料効率が低下します。
- 注文数量: セットアップコストは、ご注文の全数量に按分されます。1個の部品を注文する場合と10個注文する場合を比較すると、コストが10倍になることはほとんどありません。ファイル準備や機械セットアップなどの固定費は、数量が増えるほど1個あたりに按分されるため、コスト負担が軽減されます。
- 納期: 明日までに部品が必要ですか?エクスプレス加工には通常、追加料金が発生します。標準納期では、同種の材料をまとめて加工したり、スケジューリングを最適化したりすることが可能であり、その効率性がお客様への価格反映につながります。
- 二次仕上げ: バリ取り、面取り、ねじ切り、粉体塗装、またはその他の後工程処理は、人件費および専用設備コストを追加します。エッジがそのままの状態(未仕上げ)の部品は、表面を研磨する必要がある部品よりも低コストです。
金属のカスタム切断加工を依頼する際には、設計段階でこれらの要素を念頭に置いてください。不要な開口部の削減、機能の統合、あるいは標準公差の採用といった小さな設計変更でも、最終的なコストに実質的な影響を与える可能性があります。
費用効率のための設計の最適化
ここでは戦略的な思考が大きなリターンをもたらします。原材料価格はコントロールできませんが、設計における資源の利用効率は完全にあなたがコントロールできます。
材料節約のための「ネスティング切断」を活用しましょう:
効率的なネスティング——素材シート上に部品を戦略的に配置すること——は、廃材をコスト削減へと変換します。据え付けの QBuild Softwareの分析 によると、最適化されたネスティングには以下のような複数のメリットがあります:
- 1枚のシートあたりに収容できる部品数を増やし、材料利用率を最大化
- 廃材および原材料コストを削減
- レーザーの移動距離を最小限に抑えることで切断時間を短縮
- より効率的なパス計画により、機械の摩耗を低減します
カスタム金属切断サービスを注文する際、通常はサービス提供者が自動的にネスティング(部品配置)を処理します。ただし、ネスティングを意識した設計—つまり、材料の無駄を生む不自然な形状を避け、部品間で厚さを統一する—を行うことで、ソフトウェアがより効率的な配置を見つけやすくなります。
試作と量産の経済性:
単一の試作品と量産ロットとの間では、コスト構造が大きく変化します。サンプルレーザー切断は、迅速な試作および50~100個程度の小ロット生産に非常に適しています。高価な金型への投資を伴わずに、設計の妥当性を検証できます。
数千個規模の大量生産では、経済性の観点から異なるアプローチが有利になる場合があります。最適化された設備による本格的量産では、以下の方法で単位当たりコストを低減できます:
- セットアップ費用をより多くの単位に分散すること
- 材料の数量割引の適用を受けること
- 機械のプログラミングおよび取扱いの合理化
オンデマンドレーザー切断の最適な適用範囲は、通常、少量から中量の生産に該当します。すなわち、試作品、小ロット生産、交換用部品、およびカスタム製品(単発オーダー)などです。大量生産の場合は、専用金型や代替加工プロセスを用いることで、よりコストパフォーマンスの高い解決策が得られる可能性があるため、サービス提供者とご相談ください。
設計の簡素化戦略:
追加する機能(特徴)は、すべて切断時間を延長します。装飾的な要素が本当に付加価値をもたらしているのか、あるいは機能要件を満たすためによりシンプルな形状で十分ではないか、検討してください。設計を簡素化すること——切り抜きの数を減らし、可能な限り曲線を直線化し、不必要な厳密な公差を排除すること——は、性能を損なうことなく、直接的にレーザー切断費用を削減します。
結論は?レーザー切断の見積もりをフィードバックの手段として扱いましょう。価格が高すぎると感じたら、製造観点から設計を見直してください。多くの場合、わずかな設計変更を行うだけで、機能性を一切損なうことなく、切断用シートコストを大幅に削減できます。これにより、高価なプロトタイプを費用対効果の高い量産部品へと転換することが可能です。
レーザー切断と他の加工方法の比較
部品の設計はすでに完了しましたが、本当にレーザー切断が最適な選択肢なのでしょうか?オンデマンドのレーザー切断は、極めて高い柔軟性と精度を提供しますが、すべてのプロジェクトにおいて常に最適な解決策とは限りません。水ジェット切断、プラズマ切断、CNCルーティング、ダイカットとの比較検討を通じて、品質・コスト・納期のバランスを考慮した、より適切な製造手法を選択する判断が可能になります。
各切断技術には、それぞれ特有の長所があります。不適切な方法を選択すると、不要な高精度を過剰に求めることでコストが割高になったり、品質基準を満たさない部品ができあがったりする可能性があります。金属用レーザー切断機が適しているケースと、他の方法がより優れた結果をもたらすケースを、具体的に整理してみましょう。
レーザー切断と他の切断方法の比較
レーザー切削:
に従って Wurth Machineryの比較分析 レーザー切断は、薄板から中厚板までの素材に対して外科手術のような高精度を必要とする場合に特に優れています。集束されたビームにより、極めてクリーンな切断面が得られ、後工程での処理が最小限で済みます。主な利点は以下の通りです:
- 厳しい公差(許容差)と複雑な細部への対応能力
- 優れた切断面品質により、仕上げ工程がほとんど不要
- 薄板における高速切断
- 狭いカーフ幅(切断幅)による材料ロスの最小化
最も適した用途:電子機器、医療機器、精密部品の製造、およびクリーンな切断面と微細な形状が求められるあらゆるプロジェクト。
プラズマ切断:
厚手の導電性金属を加工する際、コストがエッジの完璧さよりも重視される場合、プラズマ切断がしばしば最適な選択となります。これまでに「近くでプラズマ切断を行っている業者」を検索したことがあるなら、おそらくあなたは重量級の鋼材製造作業に携わっていることでしょう。プラズマ切断は、電気アークと圧縮ガスを用いて金属を迅速かつ経済的に貫通させます。その代償として、レーザー切断機などの高精度装置による切断と比較して、切断面が粗くなり、熱影響部(HAZ)の幅も広くなります。
- 1インチ(約25.4 mm)を超える厚さの鋼板での加工に優れています
- 厚手の金属において、ウォータージェット切断と比較して約3~4倍の速度で切断できます
- レーザーやウォータージェットと比べて装置コストおよび運用コストが低い
- 構造用鋼材、大型機械・設備、造船向けに最適です
ウォータージェット切断:
熱に弱い素材を切断する必要がありますか? ウォータージェット切断は、高圧水に研磨材を混合して、鋼材から石材、複合材料に至るまで、ほぼあらゆる素材を熱的影響を及ぼさずに切断します。業界の予測によると、ウォータージェット市場は2034年までに23.9億米ドル以上に達すると見込まれており、熱を伴わない切断技術への需要が拡大していることを反映しています。主な利点は以下の通りです:
- 熱影響部ゼロ——歪みや材料特性の変化なし
- ガラス、石材、複合材料を含むほぼすべての材料を切断可能
- 厚板(数インチまで)の加工に非常に適している
- 熱に敏感な材料や焼入れ材などの加工に最適な選択肢
ただし、欠点として、切断速度が遅く、運転コストが高いことから、CNCレーザー切断がより高速に処理できる大量生産向けの薄板加工では、ウォータージェットは経済性に劣る。
CNCルーティング:
木材、プラスチック、フォームおよび柔らかい材料の加工において、レーザーCNC機械は機械式ルーターと競合関係にあります。CNCルーティングは熱エネルギーではなく回転式切削工具を用いるため、極めて厚い非金属材料や、レーザー熱によって溶融・燃焼する可能性のある材料の加工に適しています。ただし、ルーターは複雑なパターンや微細なディテール加工において、レーザーの精度には及びません。
ダイカット:
ガスケット、断熱材、薄型プラスチックなど、柔軟性のある材料で数千点もの同一部品を必要とする場合、ダイカッティングは単位当たりコストが最も低くなることが多いです。これは、 ESPE Manufacturing社の比較によると ダイカットは、事前に金型への投資が必要ですが、一度セットアップすれば非常に高速に均一な部品を生産できます。ただし、注意点があります。カスタムダイは数百ドルから数千ドルのコストがかかるため、この手法は大量生産の場合のみ経済的です。
| 切断方法 | 精度 | 材料の範囲 | エッジ品質 | 最適な生産量範囲 | 相対的なコスト |
|---|---|---|---|---|---|
| レーザー切断 | ±0.12mm – ±0.25mm | 金属、プラスチック、木材、布地 | 優れており、通常は仕上げ加工を必要としません | 1個~1,000個以上 | 中 |
| プラズマ切断 | ±0.5mm – ±1.5mm | 導電性金属のみ | エッジがやや荒く、ドロスが発生しやすい | 少量~中量生産 | 低く、 |
| ウォータージェット切断 | ±0.1mm – ±0.25mm | ほぼすべての素材 | 良好—熱影響がありません | 少量~中量生産 | 高い |
| Cncルーティング | ±0.1mm – ±0.5mm | 木材、プラスチック、発泡体、軟質金属 | 良好—サンドペーパーによる研磨が必要な場合があります | 中量生産 | 中~低 |
| ダイカット | ±0.25mm – ±0.5mm | 薄く柔軟性のある素材 | クリーン—ロット間で一貫した品質 | 1,000個以上 | 低音(音量時) |
正しい製造方法の選定
複雑に思えますか?以下は、5つの主要な基準に基づいて切断方法を選択するための実践的なフレームワークです。
1. 材料の種類:
何を切断しますか?金属にはレーザーまたはプラズマが適しています。熱に敏感な複合材料にはウォータージェットが求められます。木材や発泡体などの柔らかい材料は、レーザーまたはCNCルーティングのいずれでも加工可能です。銅や真鍮といった反射性の高い金属の切断サービスが必要な場合は、ファイバーレーザー技術がプラズマやCO2レーザー方式よりも優れています。
2. 材料の厚さ:
薄板(6mm未満)では、レーザー切断がその速さ・精度・切断面品質という点で優れています。厚鋼板(25mm超)の切断には、プラズマまたはウォータージェットがより現実的です。レーザー切断でも厚材に対応可能ですが、加工時間とコストが大幅に増加します。
3. 精度要件:
±0.25mm未満の公差が必要ですか?その場合、レーザーおよびウォータージェットが対応可能です。±1mm程度あるいはそれ以上の公差で許容できますか?その場合は、コストが低いプラズマ切断の方が合理的かもしれません。ご要望の精度要件に合った技術を選択してください。不必要な高精度を求めるのは、費用の無駄につながります。
4. エッジ品質の要件:
部品は目立つ位置に設置されますか? 二次加工を伴わずに組み立てが必要ですか? レーザー加工は金属のエッジを最もきれいに仕上げます。一方、機器内部に隠れる構造部品の場合、プラズマ加工によるやや粗いエッジでも十分に許容されます。
5. 生産数量:
この点において、金型を用いた従来の製造方式が経済的に優位となる場合があります。ダイカット加工には高価な専用金型が必要ですが、数千点規模の同一部品を注文する場合には、単価が劇的に低下します。オンデマンドレーザー切断は、試作や数百点以下の小ロット生産に最適です。それ以上の数量では、専用金型を用いる従来方式の方がコストパフォーマンスが優れているかどうかを検討してください。
従来の製造方式が有利となるケース:
オンデマンドサービスが常に最適とは限りません。以下の場合は、従来の製造方式をご検討ください:
- 単純な形状で5,000点以上の同一部品が必要な場合
- 納期よりも単価が重視される場合
- 設計が最終確定しており、今後変更されない場合
- 特殊合金など、専用工程を要する材料を使用する場合
その他の用途—プロトタイプ、設計の反復、カスタム製品、スペアパーツ、少量生産—については、オンデマンドレーザー切断の柔軟性と金型不要という特長により、通常最もコストパフォーマンスの高い解決策が得られます。重要なのは、ご自身のプロジェクトに特有の要件を、それらを最も効率的に処理できる技術と適切にマッチさせることです。
産業分野およびユーザー層にわたる応用
実際にオンデマンドレーザー切断サービスを利用するユーザーとはどのような人々でしょうか?簡潔にお答えすると、週末の趣味で工作を行う方からフォーチュン500企業のエンジニアまで、幅広い層が利用しています。ただし、各ユーザー層はこれらのサービスを異なる視点で活用しており、それぞれ固有の優先事項や注意すべき課題が存在します。個人的なプロジェクトのために「自宅近くのレーザー切断機を探している」場合でも、業務向けの量産を目的としてベンダーを評価する場合でも、これらのサービスをいかに効果的に活用するかを理解することが、結果を左右する鍵となります。
オンデマンド製造の魅力は、高精度な加工技術を民主化することにあります。もはや工場規模の予算がなくても、プロフェッショナルレベルのカスタムレーザー刻印・切断サービスを利用できます。以下では、さまざまなユーザー層がこれらのサービスから最大限の価値を得る方法をご紹介します。
- 趣味家およびものづくり愛好家の方へ: 素材実験と設計制約の学習に注力しましょう。金属素材に進む前に、アクリルや合板など比較的安価な素材から始めることをおすすめします。多くの初心者クリエイターが、創造的なプロジェクトを始める際に「近くでレーザー木工切断ができる業者」や「近くで木材をレーザー切断できる業者」を検索します。地元のサービス提供事業者は、反復的な学習に必要な迅速な納期対応が可能な場合が多くあります。
- 製品デザイナーの方へ: 迅速な反復開発とビジュアルプロトタイプ作成を最優先してください。量産用素材への本格的な投資を行う前に、オンデマンドサービスを活用して形状や外観の選択肢を試験的に検証しましょう。意思決定を加速させるため、複数のデザインバリエーションを同時に発注することも検討してください。
- エンジニア: 寸法精度および材料仕様を強調してください。常に重要な公差を明確に指定し、機能的性能が重要となる場合には材料証明書の提出を依頼してください。量産発注の前に、試作部品を用いた実装試験および組立試験を実施してください。
- 小規模事業経営者の方へ: 単価コストと在庫リスクのバランスを取ってください。オンデマンド生産により、大規模な生産投入前に市場反応を検証できます。継続的に販売実績のある製品を追跡し、より有利な単価で大量発注する候補製品を特定してください。
製品開発における試作戦略
新しい製品筐体を設計したとします。試作を1個注文すべきでしょうか、それとも5個でしょうか? ミーグル社の試作ガイド によると、成功するレーザー切断試作は反復的なアプローチを採用します:まず基本設計から始め、材料との適合性を確認した後、段階的に改良を重ねてバージョンアップしていきます。
経験豊富なデザイナーが推奨するポイントは以下の通りです:
- まずはシンプルに: 複雑な要素を追加する前に、基本的な形状および材料の挙動を検証してください
- カーフ量を考慮する: レーザーで除去される材料分を考慮して設計を調整する——嵌合部品にとって極めて重要
- すべての工程を文書化する: 今後の参照用に、設定値および調整内容を記録しておく
- 材料サンプルの試験: 本格的な部品製作に着手する前に、材料の反応性を評価するために小規模な切断試験を行う
- 早期からの連携: 設計の最終決定前に、関係者とプロトタイプを共有し、フィードバックを収集する
「自宅近くでカスタム木材カットを探している」あるいは「自宅近くでレーザー彫刻サービスを探している」ですか?地元の業者は、プロトタイプの反復作業において迅速なフィードバックサイクルを提供することが多く、遠方のサプライヤーが1週間かかるところを、24~48時間で部品を納品できる場合もあります。このスピードの優位性により、学習プロセスが加速され、開発期間が短縮されます。
単一部品から量産へとスケールアップする
プロトタイプによる設計検証は完了しました——次に何をすべきでしょうか?単一部品のプロトタイピングから量産へ移行するには、経済性と一貫性について戦略的な検討が必要です。
に従って Shopifyの製造に関するインサイト オンデマンド生産は、この移行において明確な利点を提供します。大量生産に踏み切る前に、小ロットで市場の反応を試験できます。商品が完売した場合、それは需要の存在を示すサインであり、高コストな在庫過剰問題を引き起こすわけではありません。
スケールアップを検討する際に考慮すべき要素:
- 数量別価格設定のしきい値: ほとんどのプロバイダーは、25個、50個、または100個以上といった数量で、単価を割引する料金体系を提供しています。これらの価格変動ポイントを特定してください。
- 材料の一貫性: 色合わせや機械的特性をロット間で一貫して維持する必要がある場合は、材料の調達元を明記してください。
- 品質文書: 生産ロットごとに検査報告書の提出を依頼し、品質の一貫性を確認してください。
- 在庫戦略: 必要なときに必要な分だけ発注しましょう。資金を拘束する在庫の過剰積み上げという従来型の落とし穴を避けます。
オンデマンドサービスの最適な数量帯は、通常1個から数百個の間です。この閾値を超える場合、専用金型や代替生産方式を採用することで、より優れたコスト効率が得られるかどうかを検討してください。しかし、ほとんどの中小企業および製品開発者にとって、最小注文数量の縛りなく、必要な数量を正確に発注できる柔軟性こそが、オンデマンド製造の強力さを支える核となる価値提案です。

適切なオンデマンド製造パートナーの選定
あなたは技術を習得し、使用材料を理解し、コスト効率を最適化するための設計を完了しました。しかし、多くのプロジェクトがここでつまずきます——不適切なサービスプロバイダーを選択すると、これまでの綿密な準備が水の泡となる可能性があります。自宅近くで利用可能なレーザー切断サービスすべてが、同じ品質、迅速な対応、あるいは技術的サポートを提供するわけではありません。単に「十分な」ベンダーと「卓越した」製造パートナーとの間には、プロジェクトの成功と、修正作業の繰り返しによるストレスフルな作業という二者の違いを生むほどの大きな隔たりがあります。
高精度レーザー切断サービスプロバイダーの選定を、ビジネスパートナー選びに例えることができます。単に機械の稼働時間(マシンタイム)を購入しているのではなく、製品の成功に直結する専門知識、品質管理システム、そしてコミュニケーション体制への投資を行っているのです。では、潜在的なパートナーを評価する際に、実際に重視すべき基準とは何でしょうか?
サービスプロバイダー評価の必須基準
に従って JP Engineering社によるプロバイダー選定分析 いくつかの要因によって、優れた金属レーザー切断サービスと平凡なサービスが明確に区別されます。以下は、ご自身で評価するためのチェックリストです。
- 技術および設備の品質: レーザー切断技術は著しく進歩しています。ご依頼の特定材料に対応可能であり、またご要望のレーザー切断精度を満たす最新鋭の設備を業者が保有していることを確認してください。設備の導入年数、保守スケジュール、および性能仕様についてもお尋ねください。
- 材料に関する専門知識: 素材によって最適な切断手法は異なります。信頼できる業者は、お客様のプロジェクトに特有の素材に対する専門知識を有している必要があります。過去に同様のプロジェクトを手掛けた実績についてお尋ねください。経験豊富なベンダーは、新規参入の事業者では見落としがちな細かなポイントを理解しています。
- カスタマイズおよび試作対応能力: 反復的な開発には柔軟性が不可欠です。迅速な試作(プロトタイピング)サービスを提供する業者は、設計の改善を迅速に進めることができます。試作品を5営業日以内に納品可能なパートナーを探しましょう。これにより、学習サイクルが劇的に加速します。
- 納期と生産能力: 製造業では、時間はしばしば重要です。サプライヤーが品質を損なうことなく納期を満たすことができるかどうかを評価してください。スケジュールに関する明確なコミュニケーションは、成功するパートナーシップにとって不可欠です。
- 品質認証: 業界で認められた認証は、一貫した品質への取り組みを示します。高精度を要する用途では、最低限でもISO 9001認証を確認してください。自動車および航空宇宙部品については、 IATF 16949認証 がゴールドスタンダードであり、体系的なプロセス、根拠に基づく意思決定、および継続的改善の文化を実証しています。
- 透明性のある価格設定: 隠れた費用は予算上の問題を引き起こします。明確かつ詳細な見積もりを提供するサプライヤーを選びましょう。仕上げ加工、急ぎ配送、設計変更などに伴う可能性のある追加費用を含む、コスト内訳を請求してください。
- 連絡対応の迅速さ: 問い合わせに対してどのくらい迅速に応答しますか?見積もりの返信までの時間は、全体的な対応力の予測指標となることが多いです。12時間以内の見積もり返信を提供する業者は、プロジェクト全体を通じてより良いコミュニケーションを実現するためのインフラとコミットメントを備えていることを示しています。
- 設計サポートの利用可能性: すべてのデザイナーが製造の専門家というわけではありません。DFM(製造向け設計:Design for Manufacturing)支援を提供する業者は、加工開始前に設計を最適化するお手伝いをします。これにより、潜在的な問題を早期に発見し、コスト削減につながる改善提案を行うことができます。
統合型製造支援の価値
なぜDFM支援がこれほど重要なのでしょうか?たとえば、設計図を提出した後に、実際に加工して初めて、ある特徴部が意図通りに製造できないことに気づく——といった状況を想像してください。包括的なDFMレビューを実施することで、経験豊富なエンジニアが生産開始前にこうした問題を特定し、時間と費用を節約することができます。
スミザーズ社の認証分析によると、IATF 16949認証を取得した製造業者は、明示された品質へのコミットメントによる信頼性、エラー低減を実現するプロセス統合、および取り組むすべてのプロジェクトに恩恵をもたらす継続的改善文化という明確な優位性を提供します。自動車向けアプリケーションを支援するCNCレーザー切断サービスにおいて、この認証は任意ではなく、必須です。
世界クラスのサービスとは、実際にはどのようなものでしょうか? 複数の能力を単一の拠点で統合して提供する製造業者を考えてみてください。 シャオイ (寧波) メタルテクノロジー 当社はこのような統合型アプローチを体現しており、IATF 16949認証を取得した量産に加え、5日間での迅速な試作、包括的なDFM(設計適合性)サポート、および12時間以内の見積もり提出に対応しています。このスピード、品質認証、そして迅速なコミュニケーションの組み合わせこそが、チューブレーザー切断サービスや高精度金属加工サービスを評価する際に、お客様が求めるべきまさにその姿です。
認証にとどまらず、プロジェクトで必要となる場合、レーザー管材切断サービスやその他の特殊な加工能力を提供するベンダーを探しましょう。切断、曲げ、仕上げ、組立など複数の工程を一貫して対応する統合型メーカーは、サプライチェーンを効率化し、調整作業の負担を軽減します。
注意すべき赤フラグ:
- 内訳のないあいまいな見積もり
- 文書化された品質マネジメントシステムの未整備
- 実績事例やサンプル作品の提示を渋る
- 見積もり段階での返信が遅い
- DFM(設計製造性)に関するフィードバックや設計レビューのプロセスがない
品質の高いパートナーであることを示す「グリーンフラッグ」:
- 設計改善について能動的にコミュニケーションを取る
- 公差および加工能力について明確な文書化
- ご担当のアプリケーションに適した業界認証
- 反復開発のための迅速なプロトタイピングオプション
- 予期せぬ追加費用のない、透明性の高い価格設定
適切な製造パートナーは、単に設計を実行するだけではなく、それをさらに高めます。専門的なDFM(製造性向上)アドバイス、認証済みの品質管理システム、そして迅速かつ双方向のコミュニケーションを通じて、優れたサービス提供者は、お客様のチームの延長として機能します。単一部品のプロトタイピングから量産規模への拡大まで、適切なベンダー選定に十分な時間を投資することは、プロジェクトのライフサイクル全体において大きなリターンをもたらします。評価基準を真剣に検討し、適切な質問をすることで、期待を上回る高精度レーザー切断サービスを一貫して提供してくれるパートナーを見つけることができるでしょう。
オンデマンドレーザー切断に関するよくあるご質問
1. レーザー彫刻には需要がありますか?
はい、レーザー彫刻および切断事業は、パーソナライズされた製品やカスタム製品に対する需要の高まりにより、非常に収益性が高いです。オンデマンド製造モデルを採用することで在庫コストが不要となり、単一部品の生産も可能になります。自動車産業から民生品産業に至るまで、さまざまな業界がプロトタイプ作成、カスタム部品製造、少量生産などにこれらのサービスを活用しており、材料費が比較的低く抑えられる点も相まって、優れたビジネスチャンスとなっています。
2. レーザー切断のコストは1分あたりいくらですか?
レーザー切断のコストは、単純な1分あたりの料金ではなく、複数の要因によって変動します。主な価格決定要因には、材料の種類および厚さ(全体コストの70~80%を占めることが多い)、設計の複雑さおよび切断パスの長さ、発注数量、納期、仕上げ加工の要否などがあります。ほとんどのオンデマンドサービスでは、お客様がアップロードした設計ファイルに基づき即時見積もりを提供しており、発注前にコスト最適化が可能です。
3. CO2レーザー切断とファイバーレーザー切断の違いは何ですか?
CO2レーザーは10.6マイクロメートルの波長で動作し、有機材料、プラスチック、および厚手の金属の加工に優れていますが、効率は5~10%と低いです。ファイバーレーザーは1.064マイクロメートルの波長を用い、金属の切断において90%を超える高効率と、3~5倍の高速切断を実現します。ファイバーレーザーはアルミニウムや銅などの反射性金属の加工に適していますが、CO2レーザーはアクリル材に対して炎磨き(フレーム・ポリッシュ)仕上げのエッジを生成します。
4. オンデマンドレーザー切断で受け付けられるファイル形式は何ですか?
ほとんどのオンデマンドレーザー切断サービスでは、2次元ベクターファイルの国際標準フォーマットとしてDXF(Drawing Exchange Format)を、曲線を含む複雑なデザインにはAI(Adobe Illustrator)、Web対応のベクターフォーマットにはSVG(Scalable Vector Graphics)、3次元部品や折り曲げ情報が必要な場合にはSTEPファイルを受理しています。アップロード前に、テキストをベクターアウトラインに変換し、すべての輪郭が閉じていることを必ず確認してください。
5. 他の切断方法ではなくレーザー切断を選択すべきタイミングはいつですか?
高精度な加工(±0.12mm~±0.25mm)が求められ、仕上げ加工を最小限に抑えられる優れた切断面品質と、薄板から中厚板までの短納期対応が必要な場合は、レーザー切断を選択してください。一方、厚手の導電性金属を加工する場合で、切断面の完璧さよりもコスト重視であるときは、プラズマ切断をご検討ください。熱に弱い素材や複合材料の加工には、ウォータージェット切断をご利用ください。ダイカットは、同一部品を1,000個以上大量生産する場合にのみ、経済的に有利となります。